Очистка стоков шахт и карьеров
advertisement

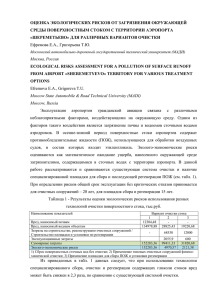
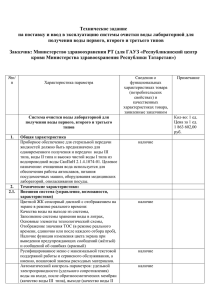
ОЧИСТКА СТОКОВ ШАХТ И КАРЬЕРОВ (РУДНИКОВ). Технологическое описание. 1. Цель. Целью настоящего технологического описания является: Разработка технологической схемы очистки сточных вод, образующихся при эксплуатации карьеров и шахт. Среднестатистическая производительность до 2000 (м3/сут). Определение технических параметров для изготовления и приобретения очистного оборудования; Привязка оборудования к месту эксплуатации. Местом эксплуатации считать помещения станций нейтрализации сточных вод, которые имеются практически на каждом объекте. 2.Исходные данные. 2.1.Часовая производительность – 84 (м3/ч). Суточный объем очищенной воды – 2000 (м3/сут); Режим эксплуатации: От 3 до 24 (ч/сут); 365 (сут/год); Годовой объем очищенной воды – определяется объемом подачи сточной воды; 2.2.Тип исходной воды – сточные воды, образующиеся при эксплуатации карьеров и шахт. 2.3.Назначение очищенной воды: Для сброса в конкретный водоем (100% от объема очищенной воды); 2.4.Требования к отходам, образующимся в процессе очистки. Способы их утилизации: - твердые отходы (осадок, расходные материалы): Осадок, по мере накопления (1 раз в 10 лет), вывозится на отвал пустых пород; Расходные материалы (ионообменные смолы и т.д.) утилизируются совместно с твердыми бытовыми отходами; - жидкие отходы (растворы, отработанные реагенты): Способ утилизации – отходы утилизируются путем термического обезвреживания (сжигания) или по возможности переводятся в нерастворимое состояние посредством химической обработки; - газообразные отходы: Концентрации газов должны соответствовать санитарногигиеническим нормам, предъявляемым к выбросам в атмосферу. 2.5.Требования к качеству очистки. Качество очищенных сточных вод должно соответствовать требованиям, предъявляемым при сбросе стоков в конкретный водный объект. Среднестатистический состав исходной и требуемое качество очищенной воды. Таблица 1 Наименование загрязнений воды запах, балл цветность, град взвешенные вещества, мг/л сухой остаток, мг/л общая минерализация, мг/л рН щёлочность, мг/л жёсткость, мг-экв/л кальций, мг/л магний, мг/л азот аммонийный, мг/л азот нитритов, мг/л азот нитратов, мг/л фосфаты, мг/л сульфаты, мг/л хлориды, мг/л железо, мг/л марганец, мг/л медь, мг/л цинк, мг/л хром, мг/л никель, мг/л кадмий, мг/л свинец, мг/л алюминий, мг/л нефтепродукты, мг/л Состав исходной воды Состав нейтрализован ной воды Качество очищенной воды 2639,2 17,5 10 6775,59 5460 1000 5,4 10 6,5–8,5 396,59 (9,9) 411,99 (17) 911 (22,8) 90 (3,8) 0,5 2,127 173,57 (2,8) 2,2 174,4 (2,8) 0,08 115 4012,3 (41,8) 89,37 (2,5) 297,25 (5,3) 7,109 1,337 433,15 (6,7) 3244 (33,8) 0,2 125 56 (1,6) 300 5 0,1 0,1 0,05 0,445 0,446 0,836 0,05 Примечание: Значениям показателей в скобках соответствует размерность (мГ-Экв/л). 2.6.Требования к технологическому процессу: Реагенты и расходные материалы, используемые в процессе очистки, должны быть общедоступны; 2.7.Требования к исполнению. Габаритные размеры применяемых очистных устройств должны допускать транспортирование железнодорожным, водным или автомобильным транспортом (с учетом нормативно допустимых габаритов принятых на транспорте РФ). Категория транспортирования – Ж2 по ГОСТ 15130-69. 2.8.Размещение. Очистное оборудование устанавливается в помещении станции Нейтрализации стоков. 2.9.Особые требования. Особые требования отсутствуют. 3. Исследование состава и фазово-дисперсных состояний загрязняющих веществ в исходной воде и после ее нейтрализации. Оценка эффективности существующих очистных сооружений. 3.1. Из анализа данных, представленных в таблице 1, следует, что для получения очищенной воды, пригодной к сбросу в водоемы, необходимо реализовать следующую последовательность этапов очистки: - предварительная очистка; - умягчение (реагентом); - укрупнение; - осветление; - обессоливание; Последовательность этапов очистки представлена на рисунке. Исходная вода Предвари тельная очистка Умягчение (реагент) Укрупн ение Осветл ение Обессолива ние Очищ. вода В настоящее время практически на каждом объекте существуют очистные сооружения карьерных и шахтных вод, принцип работы которых основан на обработке сточной воды известковым молоком (известкование) с целью перевода ионов металлов (железо, цинк, медь, свинец, кадмий и др.) в трудно растворимые соединения (гидроокиси). В процессе отстаивания данные соединения отделяются в шламоотстойниках значительных объёмов. Отстоянная вода сбрасывается в водные объекты. Типовая схема очистки сточных вод, образующихся в прцессе функционировании карьеров и шахт, представлена на рисунке. Известковое молоко 5% Карьерные или шахтные сточные воды Усреднение, предварительное отстаивание (приёмная ёмкость) Предварительная очистка Известкование до рН=9÷10,5. Перемешивание 15÷20 мин. Умягчение (реагент) Отстаивание (шламо отстойник) Сброс в реку Укрупнение гидроокисью металлов и сопутствую щее осаждение Вывод: В существующих очистных сооружениях реализованы три этапа очистки из пяти необходимых (см. выше). 3.2. Оценка эффективности существующих очистных сооружений. Как было показано выше, в настоящее время в состав очистных сооружений шахтных и карьерных вод, как правило, входит следующее оборудование: Предварительный отстойник; Станция нейтрализации; Шламоотстойник (2 - 3 шт). Названное оборудование реализует этапы: предварительной очистки (осаждение в предварительном отстойнике); умягчение и укрупнение гидроокисью металлов, присутствующих в исходной воде (известкование на станции нейтрализации), с последующим хлопьеобразованием и отделением (осаждение в шламоотстойниках). 3.2.1. В предварительном отстойнике наблюдается осаждение крупнодисперсных взвешенных веществ, а также производится усреднение химического состава поступающих стоков. 3.2.2. После предварительного осветления, сточная вода подается в станцию нейтрализации. Станция предназначена для равномерного распределения в объеме воды определенного количества известкового молока, а также для осуществления начального хлопьеобразования в течение 15÷20 мин. В станции проистекают следующие основные реакции: ZnSO4 + Са(ОН)2 + 2Н2О → Zn(ОН)2↓ + Са SO4 • 2Н2О↓ FeSO4 + Са(ОН)2 + 2Н2О → Fe(ОН)2↓ + Са SO4 • 2Н2О↓ MgSO4 + Са(ОН)2 + 2Н2О → Mg(ОН)2↓ + Са SO4 • 2Н2О↓ Н+ + ОН- → Н2О Остальные металлы также образуют нерастворимые гидроокиси. Таким образом, в результате известкования исходной воды образуются нерастворимые гидроокиси металлов, а также двух водный гидрат (твердый раствор) сульфата кальция или, другими словами, гипс. Гипс частично растворим в воде, предел его растворимости при + 200С составляет 2,06 (г/л). Примечание. Именно присутствием гипса, имеющего в своей кристаллической структуре две молекулы воды, объясняется несоответствие между значением показателя «общая минерализация» и суммой концентрацией всех катионов и анионов (см.п.2, Табл.1), как в исходной, так и в нейтрализованной воде. Данное несоответствие составляет 950÷990 (мГ/л), но если учитывать наличие двух молекул воды в соединении Са SO4 • 2Н2О, то общая минерализация и названная сумма концентраций практически совпадают. 3.2.3. После обработки на станции нейтрализации, вода поступает в шламоотстойник. В шламоотстойнике осуществляется завершение хлопьеобразования и осаждение выделившихся из раствора загрязнений и взвешенных веществ. Шламоотстойник так же предназначен для накопления осадка, который периодически из него удаляется и перемещается в отвал пустых пород. Присутствующие в исходной воде ионы металлов, после введения определенного количества извести Са(ОН)2 и, соответственно, повышения рН стока, гидролизуются с образованием нерастворимых гидроокисей Fe(ОН)2, Zn (ОН)2 и т.д. Названные гидроокиси, именуемые хлопья, обладают объемной, хорошо развитой поверхностью, имеющей адсорбционные свойства. На поверхности гидроокисей адсорбируются мелкодисперсные и коллоидные частицы, которые затем совместно с полученными хлопьями удаляются при отстаивании воды и образуют осадок. Данный процесс называется укрупнением или коагулированием. Вода, осветленная в шламоотстойнике, сбрасывается самотеком в водный объект. 3.2.4. На основании анализа среднестатистических показателей нейтрализованного стока, можно сделать следующие выводы: Количества ионов металлов, содержащихся в исходной воде, явно недостаточно для осуществления эффективного укрупнения (коагулирования) полученных коллоидных растворов (гипса). Требуются дополнительные мероприятия по усилению коагуляционного воздействия; Доза вводимой извести, скорректированная по величине рН10, явно недостаточна для полного обеспечения гидроксильными группами ОН- процесса гидролиза металлов, например, в нейтрализованной воде наблюдается значительная остаточная концентрация ионов магния; Концентрация растворенных сульфатов и нитратов превышает предельно-допустимые нормы, поэтому потребуется дополнительное обессоливание стоков. 4. Мероприятия по модернизации очистных сооружений шахт и карьеров. Мероприятия по модернизации очистных сооружений подразделяются на два направления: 1). Повышение эффективности имеющегося в наличии очистного оборудования; 2). Комплектация дополнительным технологическим оборудованием. 4.1. Мероприятия по улучшению эффективности существующих очистных сооружений. 4.1.1. Целесообразно на станции нейтрализации увеличить дозу вводимой извести на 11 (мГ-Экв/л). При этом, все остаточные сульфаты переходят в состав гидрата СаSO4 • 2Н2О (гипс), а весь остаточный магний в нерастворимую гидроокись Mg(ОН)2. Однако, увеличение дозы на 11 (мГ-Экв/л) – невозможно, поскольку даже с учетом поглощения части гидроксильных групп ОН- при гидролизе ионов марганца, рН стока превысит 12 ед. В этом случае существует опасность растворения выделенных гидроокисей металлов в избытке щелочи. Дабы избежать указанного явления, рН обработанного стока должен быть менее 11. С другой стороны, известно, что для полного удаления ионов Mg2+ в процессе известкового умягчения необходимо, чтобы рН обработанной воды был более 10. После увеличения вводимой дозы известкового молока в сточной воде произойдут следующие изменения фазово-дисперсных состояний содержащихся в ней примесей: Общая концентрация гипса возрастет, но при этом количество растворенного гипса останется прежним. Концентрация гипса находящегося в равновесном с водой состоянии в виде перенасыщенного (коллоидного) раствора увеличивается. Концентрация остаточных сульфатов, входящих в состав других растворенных солей, уменьшится. Ионы магния объединяются с гидроксильными группами и образуют нерастворимое соединение Mg(ОН)2↓, т.е. удаляются из раствора. 4.1.2. Как следует из предыдущего пункта, введение дополнительного реагента (извести) влечет за собой увеличение концентрации гидрата СаSO4 • 2Н2О, находящегося в виде перенасыщенного (коллоидного) раствора. С другой стороны, установлено, что концентрации ионов металлов, содержащихся в исходной воде, недостаточно для осуществления эффективного укрупнения коллоидных частиц с целью их последующего отделения путем отстаивания. Однако, дополнительное введение солей металлов в исходную воду является экономически нецелесообразным, поэтому предлагается с целью усиления коагулирующего эффекта дополнительно вводить флокулянт (полиакриламид - ПАА) в воду, обработанную на станции нейтрализации. Применение флокулянта способствует снижению расхода коагулянтов, т.е. в нашем случае, при неизменной концентрации ионов металлов, процесс коагулирования значительно интенсифицируется. Кроме того, флокулянты расширяют диапазоны рН, применяемых коагулянтов, а также повышают плотность и прочность образующихся хлопьев, таким образом, улучшается качество осадка, что немаловажно в случае осаждения гидроксида магния и гидрата сульфата кальция. 4.1.3. В настоящее время, для очистки воды от солей жесткости широко применяются, так называемые, устройства электромагнитного умягчения. Принцип действия данных устройств базируется на эффекте изменения кристаллической структуры содержащихся в воде солей жесткости при обработке ее потока электромагнитными импульсами определенной частоты. Другими словами, переменное электромагнитное поле, присутствующее в объеме стока, способствует частичному или полному удалению молекул воды из кристаллической решетки гидратов солей жесткости, в связи с чем, изменяются их свойства, в частности, предел их растворимости. Таким образом, электромагнитное поле обеспечивает специфические условия при формировании кристаллической структуры примесей, поэтому в воде образуются соединения (гидраты), которые в естественных условиях в ней отсутствуют. В нашем случае, в воде содержится гидрат СаSO4 • 2Н2О (гипс), предел растворимости которого равен ~ 2100 (мГ/л). После обработки стока электромагнитными импульсами структура названного гидрата изменяется за счет удаления из его кристаллической решетки 1,5 молекул воды и, таким образом, образуется другой гидрат СаSO4 • ½ Н2О (бассанит), который в воде практически не растворим. Преобразование, под воздействием переменного электромагнитного поля, частично растворимого гипса в практически нерастворимый бассанит влечет за собой снижение в обработанной воде концентраций ионов Са2+ и SO42- на 12 (мГЭкв/л). Кроме того, электромагнитная обработка способствует слипанию (коагуляции) мелкодисперсных примесей, что в итоге приводит к уменьшению концентраций перенасыщенных коллоидных растворов. 4.1.4. Выводы. Для повышения эффективности очистки существующих сооружений необходимо осуществить следующие мероприятия: – увеличить дозу извести, вводимой при нейтрализации, до остаточной величины рН обработанного стока соответствующей диапазону значений 10,5÷11; – в обработанный сток следует дополнительно вводить раствор флокулянта (ПАА) с целью усиления эффекта коагуляции коллоидных частиц гидроксидами металлов, присутствующих в сточной воде (цинк, железо и т.д.); – использовать устройство электромагнитного умягчения воды для изменения структуры кристаллических решеток формирующихся в воде гидратов, в частности, при этом вместо двух водного гидрата – гипса, в воде образуется мало растворимый полуводный гидрат - бассанит. 4.1.5. Ожидаемые результаты. После осуществления названных мероприятий, за счет присутствия флокулянта происходит укрупнение и последующее осаждение коллоидных частиц, т.е. соединения Mg(ОН)2 и СаSO4•½ Н2О способны выделиться из воды в процессе отстаивания и образуют осадок. Использование устройства электромагнитного умягчения позволяет значительно понизить в очищаемом стоке концентрации ионов Са2+ и SO42-. Однако, обработанная вода имеет высокое значение рН, концентрации сульфатов и нитратов превышают допустимые пределы. Кроме того, в отстоянной воде могут присутствовать мелкодисперсные коагулированные частицы, которые не имеют возможности отделиться от воды в процессе осаждения в связи со своей малой плотностью. Поэтому для получения очищенной воды заданного качества (см.п.2, Табл.1)осуществления названных мероприятий – недостаточно. 4.2. Дополнительное технологическое оборудование. Для получения воды заданного качества, необходимо предусмотреть дополнительные этапы очистки, а именно: осветление и обессоливание 4.2.1. Осветление. Основными воздействиями для данного этапа являются контактное осветление или фильтрация, а так же сорбция. Остаточные хлопья эффективно отделяются на поверхности зернистых загрузок методом контактного осветления. В качестве устройств контактного осветления, как правило, используются засыпные фильтры. В связи с высоким рН обработанной воды, в качестве загрузки целесообразно использовать дробленый антрацит, т.к. из за наличия в воде избытка щелочи, кварцевые загрузки растворяются в ней и образуют ионы SiО32- (силикаты). После контактного осветления, нет необходимости использовать устройство сорбции, поскольку в исходной воде практически отсутствуют молекулярно растворенные органические соединения. Вывод: На этапе осветления необходимо использовать контактный осветлитель на основе засыпного фильтра, загруженного дробленым антрацитом. 4.2.2. Обессоливание. Обессоливанием называется процесс полного или частичного удаления из воды катионов Na+, К+, NH4+ и др. и анионов Cl-, SO42-, NO3- и т.д. Существуют следующие методы обессоливания: Дистилляция (переиспарение) – Применяется для источников с исходным солесодержанием свыше 10 (г/л), требует предварительного умягчения воды, является весьма энергозатратным способом, устройство имеет значительные габаритные размеры (установка производительностью 1 (м3/ч) размещается в контейнере 9м х 2,5м х 2,56м). Объем концентрата (рассола), не менее 15% от общего потока очищаемой воды (при условии предварительного умягчения). После очистки необходимо охлаждение воды. Обратный осмос – Применяется для источников с исходным солесодержанием до 10 (г/л), требует предварительного умягчения воды, объем дренажа (рассола) составляет не менее 20% от общего потока очищаемой воды (при условии предварительного умягчения). Необходима мощная предварительная очистка, т.к. оборудование очень чувствительно к качеству исходной воды. Электродиализ – Наиболее целесообразно использовать для опреснения воды с солесодержанием NaCl 5÷7 (г/л), при этом предельная остаточная концентрация NaCl в очищенной воде составляет ~ 1 (г/л), т.е. обработанная вода требует дополнительного обессоливания. Объем дренажа (рассола) составляет не менее 15% от общего потока очищаемой воды (при условии предварительного умягчения). Ионный обмен – Применяется для обессоливания источников с исходным общим солесодержанием не более 3 - 3,5 (г/л), не требует предварительного умягчения воды, т.к. сам является одним из способов удаления ионов Са2+ и Mg2+. Объем концентратов (отходов) составляет ~ 2÷5% от общего объема очищаемой воды (при условии использования метода экономичной регенерации). Рассмотрим достоинства и недостатки перечисленных методов обессоливания: Метод дистилляции, как было отмечено, отличается высокими энергозатратами, поэтому используется для деминерализации воды, имеющей сухой остаток свыше 10 (г/л), т.е. только в том случае, когда другие методы обессоливания не применимы. После очистки воды электродиализным методом наблюдается высокая остаточная концентрация солевых растворов, что, в нашем случае, потребует наличия дополнительного блока обработки ионообменном или обратным осмосом. Таким образом, система очистки значительно усложняется как в изготовлении, так и при эксплуатации. При обессоливании с помощью мембран, необходимо обеспечить определенное качество воды, подаваемой в обратноосмотическую установку, т.е. на этапе предварительной очистки и осветления из стоков должны быть удалены все взвешенные вещества, ионы тяжелых металлов, ПАВ, коллоидные растворы, а также ионы Са2+ и Mg2+ и т.д. При выполнении названных условий обратноосмотическая установка работает достаточно надежно и устойчиво с постоянным дренажом ~ 20% от расхода, вне зависимости от периодического изменения солевого состава исходной воды. Другими словами, если обеспечить отсутствие указанных загрязнений в воде подаваемой на установку, то потребуется только ее разовая наладка (пуско-наладка), а далее процесс обессоливания осуществляется автоматически и не требует дополнительной настройки системы, в случае изменения концентрации солевых растворов в исходной воде. Таким образом, обратный осмос выделяется меньшими эксплуатационными затратами, при этом нет необходимости в постоянном присутствии квалифицированного обслуживающего персонала. Обозначенные выше этапы предварительной очистки и осветления, позволяют получить устойчивое качество осветленной воды вполне позволяющее использовать для ее опреснения обратный осмос. Однако, перед обратноосмотической обработкой необходимо предусмотреть наличие дополнительного устройства водоумягчения. Наиболее оптимальным является использование Na-катионитовых фильтров, как наиболее компактного и надежного оборудования. При этом регенерация данных загрузок производится раствором поваренной соли NaCl. Производительность обратноосмотической установки, объем дренажных вод, площадь и селективность мембран взаимосвязаны, поэтому для снижения объема дренажных вод до 10% следует увеличить площадь мембраны ~ в 2 раза. Т.е. допустим, взять установку с номинальной производительностью 4 (м3/ч) и эксплуатировать ее с расходом не более 2 (м3/ч), но при этом можно уменьшить дренаж до 10% от объема воды, подаваемой на очистку (0,2 м3/ч). Учитывая, что все катионы были замещены на катионы Na+ в ионообменном фильтре, а их концентрация в дренаже возрастает в 10 раз, дренажные воды вполне можно использовать в качестве реагента для восстановления ионообменных свойств Naкатионитовой смолы. Кроме того, дренаж так же можно использовать для обратной промывки загрузки контактного осветлителя и сорбента. Данные воды представляют собой концентрированный ионный раствор, в котором полностью отсутствуют взвешенные вещества, коллоиды и молекулярные растворы, поэтому дренаж никак не может повредить указанным загрузкам. Таким образом, для получения количества жидких отходов соответствующих максимальной величине при ионообменном методе (5%), необходимо увеличить площадь фильтрации в 4 раза, т.е. в нашем случае, требуется обратноосмотическая установка с номинальной производительностью 336 (м3/час). Но увеличение площади фильтрации влечет за собой пропорциональное наращивание габаритных размеров установки, что препятствует её размещению в помещении станции нейтрализации. Обессоливание методом ионообмена не требует предварительного умягчения и выделяется минимальным количеством отходов и малыми габаритными размерами самого устройства. Обессоливание методом ионного обмена подразумевает последовательную обработку воды сначала на сильнокислотном катионообменном фильтре (КАТ) со смолой в Н-форме, затем на сильноосновном анионообменном фильтре (АН) со смолой в ОН-форме. При этом проистекают следующие реакции: КАТ – Н + MgSO4 → KAT – Mg + H2SO4 КАТ – Н + Ca(HCO3)2 → KAT – Ca + H2CO3 КАТ – Н + NaCl → KAT – Na + HCl H2CO3 → H2O + CO2↑ - удаляется путем дегазации AH – OH + H2SO4 → AH – SO4 + H2O AH – OH + HCl → AH – Cl + H2O Таким образом, из воды удаляются катионы Mg2+, Ca2+, Na+ и анионы NO3-, SO42-, Cl-, т.е. производится полное обессоливание воды. Регенерацию Н - катионовых фильтров производят раствором кислоты HCl, а ОН - анионитовых – раствором щелочи NaOH. Обычно цикл регенерации ионообменных смол заключается в следующем: встряхивание загрузки, подача реагента, промывка загрузки после реагента, смыв. Причем, все названные потоки объединяются в общей дренажной трубе. При этом при восстановлении одного м3 загрузки образуется 5-8 м3 жидких отходов, представляющих собой малоконцентрированные солевые растворы. Для значительного снижения количества получаемых отходов используется, так называемый, экономичный способ регенерации, который подразумевает разделение потоков реагента и промывной воды. Названный способ регенерации ионообменных загрузок заключается в следующем (см. рис.): Подача стока Сжатый воздух КВ2 КО2 Промывная вода К1 Сжатый воздух КН2 КН1 в емкостьусреднитель (дренаж) КВ1 Ф Бак подготовки реагента Промывное устройство К2 Смола КР1 реагент НД КР2 Емкость Отходов КР3 К К3 КО1 Дозированная подача на сжигание или вывоз на спецполигон Чистая водопроводная вода Очищенный сток - перекрываются краны подачи и отведения стока КО1, КО2; - открываются краны К1 и К3, при этом на смолу подается обратный поток чистой воды с большим расходом для осуществления, так называемого, встряхивания загрузки. Отработанная вода поступает в общую дренажную систему и возвращается в голову процесса, т.е. в емкость - усреднитель. - закрываются К1 и К3 , открываются краны К2, затем КВ2 и производится выдавливание сжатым воздухом остатков воды из корпуса фильтра в общую дренажную систему; - закрываются КВ2, затем К2; открывается КН1, потом КР1 и из бака подается самотеком порция раствора реагента в промывное устройство равная 1,1 •V смолы. Для 1м3 катионообменной смолы, объем порции составляет 1,1 • 1 = 1,1 (м3) 1,5М раствора HCl. - закрывается КР1, затем КН1; открываются КР2 и КН2, после чего КВ1. Происходит передавливание сжатым воздухом фиксированной порции реагента из промывного устройства в объем смолы. Статическое восстановление обменной активности смолы путем простого замачивания малоэффективно, поэтому на 10÷15 мин остается малоинтенсивная подача сжатого воздуха для перемешивания раствора и смолы. - через 10÷15 мин закрывается КВ1, затем КН2;открывается КН1, после чего КВ2, при этом производится выдавливание реагента из объема смолы и его возвращение в промывное устройство. Затем закрываются КВ2 и КН1, снова открываются КН2 и КВ1, реагент возвращается в фильтр. Данные действия следует повторить 3÷5 раз, причем с разной скоростью подачи-отвода реагента, которая, в свою очередь, определяется интенсивностью подвода сжатого воздуха. По окончании, реагент выводится из объема смолы и промывного устройства в емкость отходов, при этом открываются краны КР3, КВ1 и КВ2; краны КН1, КН2 – закрыты. - после осушения Ф и промывного устройства закрываются краны КВ1, КВ2 и КР2, открываются краны КН1 и КН2, после чего открывается кран К и в промывное устройство подается объем чистой воды равный 0,3 л; кран К закрывается. - далее повторяются все те же действия, что и при обработке смолы реагентом, но с поступившим объемом воды, тем самым производится промывка смолы от остатков реагента. Промывная вода, по окончании данного процесса, также вытесняется из Ф и объема устройства в емкость отходов, после чего краны КР3, КВ1 и КВ2, КН1 и КН2 закрываются. - открываются краны К1 и К3 и производится смыв остатков промывной воды в общую дренажную систему и затем возвращается в голову процесса. Объем смывной воды составляет ~ 3 Vзагр., т.е. 3 м3. Некоторое количество солей, конечно же, попадает в голову процесса со смывной водой, но их концентрация несоизмерима в сравнении с обычной регенерацией и меньше в десятки тысяч раз, т.е. солесодержание объединенного стока, при этом остается практически неизменным. Таким образом, после введения экономичной регенерации количество отходов, подлежащих утилизации, значительно снижается и составляет в нашем случае 1,4 м3 раствора концентрации 1,2 М с 1м3 ионообменной смолы. В принципе дилемма проста: - либо производить тщательную, экономную регенерацию смолы с минимизацией получаемых отходов, а так же их аккумулирование с последующей регенерацией, утилизацией, выделением ценных продуктов или термическим обезвреживанием, - либо получить значительное увеличение солесодержания всего стока предприятия и затрачивать стократно большие трудовые и финансовые усилия для его снижения и возвращения в рамки ПДК. Изложенный выше алгоритм экономичной регенерации, в общем-то, несложно автоматизировать и сама система управления будет относительно недорогой, но обилие исполнительных устройств (краны электромеханические, клапаны и т.д.) приводит к значительному удорожанию комплекта в целом. Поэтому нами выбрано другое решение: габаритные размеры фильтров выбираются с учетом получения периода регенерации до 0,5÷2 суток, а управление остается ручным. На очистных сооружениях все равно необходимо постоянное присутствие оператора, ему нетрудно будет произвести регенерацию загрузок с заданной периодичностью. Все фильтрационное оборудование дублируется, следовательно, времени для осуществления перечисленных действий вполне достаточно, а сам процесс очистки, в момент их реализации, не прерывается. Такое решение проблемы выглядит более надежным. К тому же целесообразнее затрачивать финансовые средства на приобретение основного технологического оборудования, имеющего значительный запас по ресурсам, чем те же средства использовать для полной автоматизации маломощной очистной системы без какого-либо коэффициента запаса, как это принято, например, в Японии. Вывод: В нашем случае, общее солесодержание сточной воды после осуществления мероприятий, перечисленных в п.4.1., составляет менее 2 (г/л), но при значительном часовом расходе (84 м3/час; см.п.2.1). Поэтому, наиболее целесообразным как с экономической, так и с технической (габаритные размеры) точек зрения, является последовательная обработка воды сначала на сильнокислотном катионообменном фильтре (КАТ - со смолой в Нформе), а затем на сильноосновном анионообменном фильтре (АН со смолой в ОН-форме). При этом осуществляется как умягчение воды, так и ее обессоливание. Примечание: Существует реагентный метод умягчения и обессоливания сточной воды именуемый «десульфатация». В этом случае, производится введение в очищаемую воду гидроксида бария (Ва(ОН)2), после чего проистекают следующие реакции: Са SO4 + Ва(ОН)2 → Ва SO4↓ +Са(ОН)2 Na2 SO4 + Ва(ОН)2 → Ва SO4↓ + 2 NaОН К2 SO4 + Ва(ОН)2 → Ва SO4↓ + 2КОН Сульфат бария является нерастворимым веществом, поэтому выводится в осадок в виде устойчивых хлопьев. В принципе, гидроксидом бария можно заменить известь на этапе нейтрализации исходной воды, поскольку в отличие от гипса, образующийся сульфат бария в воде практически не растворим. Поэтому не потребуется дополнительная электромагнитная обработка потока нейтрализованной воды с целью изменения кристаллической структуры и, как следствие, предела растворимости, образующихся солей. Однако, данный вариант нами не рассматривался, в связи со значительной стоимостью гидроксида бария (до 90 руб за 1 кг). С учетом того, что при прочих равных условиях потребуется в ~ 2,3 раза больше (по массе) гидроксида бария, чем извести, а стоимость извести составляет ~ 13 (руб/кг), становится очевидным, что использование данного реагента (Ва(ОН)2) является экономически крайне не целесообразным. 5. Построение технологической схемы очистки сточных вод, образующихся при эксплуатации карьеров и шахт. 5.1. Технологическая схема. На основании соображений, изложенных в п.4 настоящего документа, построим технологическую схему очистки сточных вод. Схема представлена на рис.1. Известковое молоко 5% Флокулянт (ПАА-0,25%) НД1 Карьерные сточные воды Известкование до рН=10,5÷11. Перемешивание 15÷20 мин. Усреднение, предварительное отстаивание Предварительная очистка Электромагнитная обработка Осадок в шламоотстойник Байпас Промывная вода Сброс в реку Таловка АН Камера смешения КАТ Реагент NaOH Реагент HCl Контактное осветление (фильтр с антрацитом) НС НФ НД2 HCl – рН-корректировка Раствор Na2 SO4, NaNO3, NaCl Раствор NaCl, KCl Установка термического обезвреживания или накопительная ёмкость (отстойник) Рис 1 НД1, НД2 – насосы-дозаторы; НС – насосная станция; НФ – насос дренажный (фекальный); Отстаивание Укрупнение гидроокисью металлов и сопутствующе е осаждение 5.2. Принцип работы. Карьерные и шахтные сточные воды предварительно отстаиваются (осветляются) в приемной емкости, которая, как правило, имеется на существующих очистных сооружениях. Далее стоки подаются на станцию нейтрализации, которая, как правило, имеется в наличии на существующих очистных сооружениях. На станции нейтрализации в очищаемую воду дозируется 5% известковое молоко до получения рН стока 10,5 – 11. В процессе нейтрализации известью, растворенные металлы переходят в форму нерастворимых гидроокисей, а ионы кальция, объединяясь с сульфатами, образуют частично растворимый гипс. Гидроксиды металлов представляют собой хлопья с хорошо развитой объемной структурой поверхности, на которую адсорбируются мелкодисперсные и коллоидные включения, за счет чего проистекает их укрупнение (коагуляция). Для усиления данного эффекта в поток воды дозируется флокулянт. Далее вода подвергается электромагнитной обработке в специальном устройстве, за счет чего кристаллические структуры гидратов претерпевают изменения, в частности, частично растворимый гипс преобразуется в практически нерастворимый бассанит. Обработанный сток поступает в отстойник, где завершается гидролиз ионов металлов и образование их гидроокисей. Мелкодисперсные и коллоидные частицы, адсорбированные на поверхности гидроокисей, в том числе и выделившийся из раствора бассанит, соосаждаются с образованием осадка. Осадок, по накоплению, удаляется в шламоотстойник. В качестве накопителя осадка целесообразно использовать существующие в настоящее время шламоотстойники. Отстойник же необходимо построить с таким учетом, чтобы его объем был не более 1000 (м3), потому как в существующих ныне шламоотстойниках, проистекает сверх длительный контакт отделенного осадка и воды, за счет их значительного объема. В связи с этим возможно вторичное растворение осадка, что является нежелательным (из опыта эксплуатации аналогичных устройств). После отделения хлопьев, отстоянная вода с помощью насоса НС (см.рис.1) подается в контактный осветлитель, представляющий собой блок параллельно подключаемых засыпных фильтров, загруженных дробленым антрацитом. На контактном осветлителе отделяются мелкодисперсные коагулированные частицы, которые не смогли выделиться в осадок на этапе отстаивания из-за малой скорости их осаждения. Отделение частиц производится на поверхности зерен, за счет хорошей адгезионной совместимости зернистого материала и хлопьеобразных включений. После дополнительного осветления, вода подвергается рНкорректировке, путем дозированной подачи раствора соляной кислоты. Завершение реакций нейтрализации осуществляется в камере смешения. После камеры смешения сточные воды разделяются на два потока. Один поток проходит без дополнительной очистки по байпасной линии, второй - направляется в блок катионообменных фильтров КАТ, который состоит из параллельно подключаемых фильтров, загруженных сильнокислотной катионообменной смолой в Н-форме. При ионообменной очистке, из воды производится удаление одних ионов и замещение их на другие ионы. В нашем случае, из воды удаляются катионы K+ и Na+ (частично), при этом взамен в сток поступают ионы водорода Н+, соответственно, рН воды значительно снижается. После блока КАТ, вода поступает в блок анионообменных фильтров АН, который аналогичен блоку КАТ, но загружен сильноосновной анионообменной смолой в ОН-форме. В данном блоке удаляются анионы SO42- и NО3-, Cl- (частично), при этом взамен в воду поступают гидроксил - ионы ОН-. Таким образом, проистекает реакция нейтрализации Н+ + ОН- → Н2О и рН обработанной воды соответствует нейтральной среде. Вода, очищенная от взвешенных и коллоидных частиц, молекулярных и ионных растворов, сбрасывается в водоем. Необходимо отметить, что, в нашем случае, через ионообменный блок проходит ~ 70% от общего расхода воды, а ~ 30% направляется по байпасной линии. Перед сбросом в водоем данные потоки смешиваются, с целью получения необходимого уровня минерализации очищенной воды. Ионообменные смолы периодически подвергаются реагентной обработке с целью восстановления их обменных свойств. Катионит промывается 2,5М раствором HCl, а анионит – 2,8М раствором NaOH. При этом образуются отходы: в первом случае, 2,4М смесь KCl, и NaCl; во втором случае, 2,6М смесь Na2SO4, NaNO3 и NaCl. В случае использования экономичного способа регенерации загрузок получаем объем данных отходов равный ~ 16 (м3/сут). Данные отходы подлежат утилизации способом термического обезвреживания (сжигания). Осадок либо вывозится, либо сжигается. Зола, образовавшаяся в результате термического обезвреживания, утилизируется путем вывоза на отвал пустых пород. Ее объем составляет ~ 700 (кг/сут). Опять же необходимо отметить, что при использовании в этих целях других очистных устройств (ультрафильтрационных и обратноосмотических мембран, термообессоливающих комплексов (дистилляторов) и т.д.) количество отходов будет значительно большим. 6. Комплекс очистных сооружений после модернизации. 6.1. Комплекс очистных сооружений состоит из приемной емкости; станции нейтрализации; устройства флокуляции; устройства электромагнитной обработки воды; отстойника; устройства контактного осветления; устройства рН-корректировки; устройства обессоливания. План площадки КОС представлен на рисунке 2. Экспликация оборудования и сооружений: 1 – Баки хранения известкового молока; 2 – Реакторы; 3 – Шламоотстойники; 4 – Выгородка гидроизолированная 1000 (м3) в шламоотстойнике; 5 – Насосная станция; 6 – Камера смешения. Едкий натр 10% концентрации от обогатительной фабрики 6 Водн ый объе кт 8 фильтров с катионитом, габаритные р-ры: 4м х 3,5м х2м Устан овка «Акул а-1Т» Здание станции нейтрализации р Н 10 фильтров с антрацито м, габаритны е р-ры: 5м х 3,5м х2м 8 фильтров с анионитом, 4м х 3,5м х2м Известковое молоко 5,0% концентрации от обогатительной фабрики Устр ойств о флок уляц ии Соляная кислота 8,5% концентрации от обогатительной фабрики Станция нейтрализации 2 1 1 2 Эл.обраб отка 5 Водоотлив карьера 4 3 3 осадок 3 Насосная станция перекачки подотвальной воды породного отвала Выпуск №2 Очищенная карьерная вода Рис 2 6.2.Принцип работы комплекса очистных сооружений (КОС) после модернизации. – Исходная вода подвергается нейтрализации путем дозирования в ее поток раствора извести до получения рН 10,5 – 11. – По истечении 20 мин перемешивания воды в активаторе в поток дозируется раствор флокулянта (ПАА). – Вода, насыщенная названными реагентами подвергается обработке электромагнитными импульсами определенной частоты. – После этого поток воды сбрасывается в выгородку (поз.4, см. рис.2), где производится ее отстаивание. – Отстоянная вода посредствам насосной станции (поз.5) подается на вход контактного осветлителя, представляющего собой блок из 10 параллельно подключенных фильтров, загруженных дробленым антрацитом. На контактном осветлителе отделяются остаточные загрязнения, не сумевшие выделиться в процессе отстаивания. – – – – – – – В осветленную воду дозируется раствор соляной кислоты с целью ее рН-корректирования. После пребывания в камере смешения, вода поступает в блок обессоливания, причем часть потока идет по байпасной линии без очистки. Очищенная и обессоленная вода сбрасывается в водоем. Осадок, выделенный в отстойнике (поз.4) периодически сбрасывается в шламоотстойники (поз.3). По накоплению осадка производится его утилизация путем вывоза на отвал пустых пород. Для восстановления ионообменных свойств загрузок блока обессоливания с территории обогатительной фабрики поступают растворы кислоты и щелочи, аналогично существующей подачи 5% известкового молока. Регенерация ионообменных смол производится в экономичном режиме. Отработанные растворы подаются на установку термического обезвреживания, где подвергаются сжиганию. Полученная зола вывозится на отвал пустых пород. Фильтры с загрузкой антрацитом периодически промываются обратным потоком воды. Отработанная промывная вода поступает в отстойник (поз.4). 7.Отходы, образующиеся в процессе очистки. 7.1. Твердые отходы (осадки). В отстойнике и на контактном осветлителе отделяются коагулированные мелкодисперсные и коллоидные включения, гидроокиси металлов, нерастворимые соли жесткости и взвешенные вещества. Данный вид отходов представляет собой нерастворимую в воде и малорастворимую в органических кислотах смесь. Отходы являются практически инертными и имеют IV класс опасности (см. Таблица 2). Отработанные сорбционные материалы имеют IV класс опасности (см. Таблица 2). Отходы утилизируются путем их вывоза на отвал пустых пород. 7.2. Жидкие отходы (отработанные растворы). В процессе очистки сточных вод образуются жидкие отходы, представляющие собой 2,5М отработанные регенерационные растворы в количестве 14,8÷15 (м3/сут). [данные для исходной воды при максимально указанном загрязнении]. Данные отходы утилизируются путем сжигания на установке термического обезвреживания «Акула – 1Т». 8. Технико-экономическое обоснование. 8.1. Экономические показатели. Технологические характеристики процесса очистки. Энергозатраты: Максимальное удельное энергопотребление – 0,2 кВт/м3 очищенной воды. Расходные материалы (реагенты): Известь – 3700 (кГ/сут); Стоимость 1 кГ ~ 12 руб. Итого стоимость за сутки – 44400 руб. Едкий натр – 960 (кГ/сут); Стоимость 1 кГ ~ 28 руб. Итого стоимость за сутки – 26880 руб. Соляная кислота – на рН-корректировку – не значительно; на восстановление загрузки - 880 (кГ/сут); всего – 880 (кГ/сут); Стоимость 1 кГ ~ 14 руб. Итого стоимость за сутки – 12320 руб. Флокулянт – 27 (кГ/сут); Стоимость 1 кГ ~ 20 руб. Итого стоимость за сутки – 540 руб. Общие затраты на расходные материалы за сутки: Оз = 44400+26880+12320+540 = 84140 руб. Суточная производительность очистных сооружений – 2000 (м3/сут), отсюда, удельные затраты на расходные материалы составляют: УЗР = ОЗ/2000 = 42,07 (руб/м3 очищенной воды). Затраты на утилизацию отработанных растворов путем их сжигания. Затраты на термическое обезвреживание (сжигание) определяются следующим образом: Для полного сжигания ~ 15 литров раствора расходуется ~ 1 литр углеводородного топлива, как правило, применяется дизельное топливо стоимостью 18 (руб/л). Отсюда, Ст. = [14800 (л/сут) / 15 (л. р-ра/л. топл.)]•18 (руб/л) = 17760 (руб/сут). В процессе термического обезвреживания при температуре 16000С нитраты, карбонаты и амины разлагаются на составляющие элементарные вещества N2, О2, С, Н2; гипс переходит в нерастворимую форму (алебастр), прочие растворенные вещества трансформируются в расплавы, в результате чего образуется зола, нерастворимая ни в воде, ни в слабых кислотах. Таким образом, полученная зола приобретает IV класс опасности и утилизируется путем ее вывоза на отвал пустых пород, при этом затраты отсутствуют. Общие затраты за сутки на реагенты и утилизацию отходов в процессе очистки 2000 (м3) сточной воды: О = 2000•0,2•2 (затраты на электроэнергию)+84140 (затраты на реагенты)+17760 (затраты на утилизацию отходов) = 102700 руб. Удельные затраты на очистку 1м3 сточной воды: У = О/Q = 102700/2000 = 51,35 руб. 11. Альтернативный вариант утилизации отработанных растворов, образующихся в процессе регенерации ионообменных фильтров. Выше для утилизации растворов предполагалось использовать специальную установку, в которой реализуется метод термического обезвреживания (сжигания) отходов очистки. В целом, технологическая схема очистки карьерных и шахтных стоков остается без изменений, за исключением применяемого способа утилизации отработанных растворов (см. рисунок 3). Известковое молоко 5% Флокулянт (ПАА-5%) НД1 Карьерные сточные воды Усреднение, предварительное отстаивание Известкование до рН=10,5÷11. Перемешивание 15÷20 мин. Предварительная очистка Электромагнитная обработка Осадок в шламоотсто йник Байпас Промывная вода Сброс в реку Таловка АН Камера смешения КАТ Реагент КOH Контактное осветление (фильтр с антрацитом) Реагент H2SO4 Отстаивание (выгородка) НФ НД2 HCl – рН-кор. Раствор К2 SO4, КNO3 НС Раствор К2SO4 Na2SO4 Укрупнение гидроокисью металлов и сопутствующе е осаждение Промывная вода Пруд – испаритель (шламоотстойник) CaSO4•2 H2О KNO3 (жидкая фаза) CaK2(SO4)2•H2О + CaSO4•2 H2О (осадок) Рис.3 Принцип утилизации. Напомним, что в настоящее время на существующих очистных сооружениях, как правило, имеются в наличии три шламоотстойника значительного объема (от 50000 до 83000 (м3)). Площадь зеркала данных сооружений составляет до 1,3(га) = 13000 (м2) (у каждого). В одном из шламоотстойников предполагается организовать гидроизолированную выгородку, остальной его объем используется непосредственно для накопления осадка (см. рис.2). Второй шламоотстойник выполняет функцию емкости-стабилизатора и предназначен для длительного пребывания очищенной воды перед ее сбросом в водоем. Дополнительное пребывание необходимо для восстановления структуры воды после мощных физико-химических воздействий, связанных с ее очисткой. Третий же шламоотстойник предполагается использовать в качестве пруда-испарителя для аккумулируемых в нем отработанных регенерационных растворов ионообменных фильтров (см. рис. 3). Объем поступающего рассола и промывной воды с механических фильтров не превышает 20÷25 (м3/сут), а за счет значительной площади зеркала (см. выше), количество воды, испаряемой с поверхности, будет несоизмеримо большим. Таким образом, в данном шламоотстойнике наблюдается непрерывная концентрация растворенных веществ, при этом часть из них выделяется из раствора и образует осадок. Для осуществления предлагаемого способа утилизации при регенерации ионообменных смол необходимо использовать другие виды реагентов, а именно: раствор серной кислоты (для регенерации КАТ-фильтров) и раствор КОН (для регенерации АНфильтров). В этом случае, в шламоотстойник, выполняющий функцию прудаиспарителя, поступает ~ 2,7М смесь растворов К2SO4, КNO3; а совместно с промывной водой с антрацитовых фильтров привносится гидрат CaSO4•2H2О, как в растворенном, так и в коллоидном состояниях. В процессе концентрации данных растворов из них выделяются и образуют осадок CaK2(SO4)2• H2О (дикальцийсульфат; предел растворимости ~ 2 (г/л)), а также CaSO4•2H2О (гипс; предел растворимости ~ 2,1 (г/л)). В жидкой фазе остаются КNO3 (индийская селитра; предел растворимости ~ 310 (г/л) при 200С) и NaNO3 (чилийская селитра; предел растворимости ~ 870 (г/л) при 200С). Итак, за длительный период времени (более 10 лет) в шламоотстойнике (пруде-испарителе) накапливается осадок (смесь CaK2(SO4)2• H2О и CaSO4•2H2О), который утилизируется путем его вывоза на отвал пустых пород. Кроме того, в данном сооружении образуется высококонцентрированный раствор калийной селитры на пределе ее растворимости (310(г/л)).Данный раствор является ценным продуктом и может быть использован в качестве сырья для получения минеральных удобрений. Расходные материалы: Известь – 3700 (кг/сут); Стоимость за сутки – 44400 (руб). Едкое кали ~ 1300 (кг/сут); Стоимость за сутки – 33600 (руб). Серная кислота ~ 1180 (кг/сут); Стоимость за сутки – 23600 (руб). Флокулянт (ПАА) – 27 (кг/сут); Стоимость за сутки – 540 (руб). Общие затраты на расходные материалы за сутки: Оз. = 44400+33600+23600+540 = 102140 (руб). Суточная производительность очистных сооружений – 2000 (м3/сут), отсюда удельные затраты на расходные материалы составляют: УЗР = Оз/2000 = 51,07 (руб/м3 очищенной воды) Затраты на сжигание растворов при этом отсутствуют.