Технология порошковой окраски
реклама

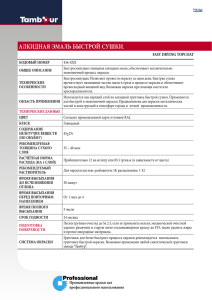
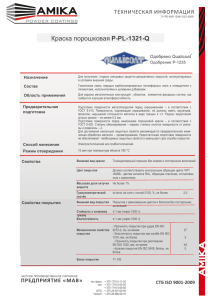
Технология порошковой окраски Порошковая окраска - метод получения полимерных покрытий с высокими защитными и декоративными свойствами. Технология порошковой окраски была разработана в 50х годах прошлого столетия Порошковое покрытие является типом твердого покрытия, исходное состояние которого является сухой порошка напоминающий по состоянию обычную пудру. Основное различие между технологией жидкой окраски и технологией порошковой покраски заключается в том, что порошковое краска не требует в своем составе растворителя и вяжущего заполнителя, и порошковая краска находится в твердом агрегатном состоянии. Все порошковые краски могут быть разделены на две большие группы: термопластичные и термореактивные. Технология порошковой окраски термопластичными порошковыми красками - формируется покрытия без химических реакций, лишь за счет сплавления частиц при нагревании. Образующиеся из них покрытия термопластичны, обратимы. Их применяют преимущественно для получения покрытий функционального назначения - химически стойких, противокоррозионных, антифрикционных, электроизоляционных. Покрытия обычно наносят толстыми слоями - 250 мкм и более. Типичные области их применения - защита проволоки, труб, корзин посудомоечных машин, морозильных камер, шлицевых валов и узлов трения, переключателей и других изделий. Технология порошковой окраски термореактивными порошковыми красками - формируется, в отличие от термопластичных, посредством химических реакций при нагревании. Такие покрытия имеют трехмерное строение, они неплавкие и нерастворимы, т. е. необратимы. Термореактивные краски служат для получения, как функциональных покрытий, так и защитно-декоративных. Для получения покрытий функционального назначения наиболее широко применяют эпоксидные составы. Их наносят слоями 100-150 мкм на нагретую поверхность в аппаратах кипящего слоя (многократно чередуя нагрев и погружение в порошок) или струйным распылением. Так наносят покрытия на роторы и статоры электродвигателей, на трубы - снаружи и изнутри, металлическую арматуру, проволоку, сетку, катушки. Порошковое покрытие формируется как правило электростатическим напылением, затем идет тепловая обработка во время которой порошковая краска плавится, и образуется твердая корка - полимерное покрытие. Порошковое покрытие используется главным образом для нанесения покрытий на металлы. Новые технологии оборудования для порошковой окраски, позволяют окрашивать другие материалы, такие, как МДФ (Древесноволокнистая плита средней плотности), которые покрываются порошковой краской с использованием различных методов. Преимущества и недостатки технологии порошковой окраски Есть несколько преимуществ технологии порошковой окраски по сравнению с обычными жидкой окраской: Порошковые покрытия при формировании выбрасывают почти нулевой уровень вредных веществ. 2. Порошковых покрытий можно делать гораздо толще, и прочнее по сравнении с жидкими покрытиями. Порошковая покраска которая не попала при окраске на изделие может быть собрана и переработана, таким образом можно достичь почти 100% использования порошковой краски. На производственных линиях порошковой окраски производится меньше отходов, чем во время обычной жидкой окраски. Капитальное оборудование и операционные расходы на линиях порошковой окраски обычно меньше, чем на линиях жидкой окраски. Широкий спектр специальных эффектов, которых легко добиться во время порошкового окрашивания, и было бы невозможно достичь при любой другой окраске. Хотя технология порошковой окраски имеет много преимуществ, есть некоторые ограничения в производстве тонких и гладких декоративных покрытий. В данный момент имеются специальные порошковые краски для получения минимальной толщины покрытия, но прежде чем их использовать, нужно получить консультацию специалиста по технологии полимерной порошковой окраски. Текстура и свойство поверхности зависит от типа порошковых красок и настройки оборудования для порошковой окраски. Очень важно соблюдать технологию нанесения и температурные режимы для получения порошкового покрытия. Многие производители предпочитают наносить порошковое покрытие с эффектом апельсиновой корки, поскольку оно позволяет скрыть дефекты металла, которые имели место в ходе производства. Технология порошковой окраски имеет значительное преимущество в том, что не осевшая краска может быть собрана и повторно использована. Однако если используется в цикле несколько цветов порошковой краски, это накладывает определенные ограничения на рекуперацию материала. Так как имеет место смешивание цветов. Такая порошковая краска называется - «вторичка». Как правило она используется для окраски деталей, декоративное свойство которых не имеет принципиального значения. Технология порошковой окраски предполагает получения долговечного покрытия. Однако если возникает необходимость удалить порошковую краску, для этого есть специальные средства. Для получения подробной информации рекомендуем позвонить или написать электронное письмо специалистам нашей компании. Технология нанесения порошковых покрытий Существуют различные технологии и методы нанесения порошковых покрытий. Электростатический и трибостатический методы являются наиболее популярными и распостраненными. Технология порошковой окраски электростатическим напылением Технология зарядки коронным разрядом Его популярность обусловлена следующими факторами: высокая эффективность зарядки почти всех порошковых красок, высокая производительность при порошковом окрашивании больших поверхностей, относительно низкая чувствительность к влажности окружающего воздуха, подходит для нанесения различных порошковых покрытий со специальными эффектами (металлики, шагрени, мауары и т.д.). Наряду с достоинствами электростатическое напыление имеет ряд недостатков, которые обусловлены сильным электрическим полем между пистолетом распылителем и деталью, которое может затруднить нанесение порошкового покрытия в углах и в местах глубоких выемок. Кроме того, неправильный выбор электростатических параметров распылителя и расстояния от распылителя до детали может вызвать обратную ионизацию и ухудшить качество полимерного порошкового покрытия. Оборудование для порошковой окраски - электростатический пистолет распылитель есть типовом комплексе порошковой окраски Антанта Эффект клетки Фарадея Эффект клетки Фарадея - результат воздействия электростатических и аэродинамических сил. На рисунке показано, что при нанесении порошкового покрытия на участки, в которых действует эффект клетки Фарадея, электрическое поле, создаваемое распылителем, имеет максимальную напряженность по краям выемки. Силовые линии всегда идут к самой близкой заземленной точке и скорее концентрируется по краям выемки и выступающим участками, а не проникают дальше внутрь. Это сильное поле ускоряет оседание частик, образуя в этих местах порошковое покрытие слишком большой толщины. Эффект клетки Фарадея наблюдается в тех случаях, когда наносят порошковую краску на металлоизделия сложной конфигурации, куда внешнее электрическое поле не проникает, поэтому нанесение ровного покрытия на детали затруднено и в некоторых случаях даже невозможно. Обратная ионизация Обратная ионизация вызывается излишним током свободных ионов от зарядных электродов распылителя. Когда свободные ионы попадают на покрытую порошковой краской поверхность детали, они прибавляют свой заряд к заряду, накопившемуся в слое порошка. Но поверхности детали накапливается слишком большой заряд. В некоторых точках величина заряда превышается настолько, что в толще порошка проскакивают микро искры, образующие кратеры на поверхности, что приводит к ухудшению качества покрытия и нарушению его функциональных свойств. Также обратная ионизация способствует образованию апельсиновой корки, снижению эффективности работы распылителей и ограничению толщины получаемых покрытий. Для уменьшения эффекта клетки Фарадея и обратной ионизации было разработано специальное оборудование, которое уменьшает количество ионов в ионизированном воздухе, когда заряженные частицы порошка притягиваются поверхностью. Свободные отрицательные ионы отводятся в сторону благодаря заземлению самого распылителя, что значительно снижает проявление вышеупомянутых негативных эффектов. Увеличив расстояние между распылителем и поверхностью детали, можно уменьшить ток пистолета распылителя и замедлить процесс обратной ионизации. Технология порошковой окраски трибостатическим напылением Трибостатическое напыление - зарядка трением. В отличие от электростатического напыления, в данной системе нет генератора высого напряжения для распылителя. Порошок заряжается в процессе трения. Главная задача - увеличить число и силу столкновений между частицами порошка и заряжающими поверхностями пистолета распылителя. Одним из лучших акцепторов в трибоэлектрическом ряду является политетрафторэтилен (тефлон), он обеспечивает хорошую зарядку большинства порошковых красок, имеет относительно высокую износоустойчивость и устойчив к налипанию частиц под действием ударов. Отсутствует эффект клетки Фарадея В распылителях с трибостатической зарядкой не создается ни сильного электрического поля, ни ионного тока, поэтому отсутствует эффект клетки Фарадея и обратной ионизации. Заряженные частицы могут проникать в глубокие скрытые проемы и равномерно прокрашивать изделия сложной конфигурации. Также возможно нанесение нескольких слоев краски для получения толстых порошковых покрытий. Распылители с использованием трибостатической зарядки конструктивно более надежны, чем пистолеты распылители с зарядкой в поле коронного разряда, поскольку они не имеют элементов, преобразующих высокое напряжение. За исключением провода заземления, эти распылители являются полностью механическими, чувствительными только к естественному износу. Технология порошковой окраски не сложна, однако, требует практических навыков и опыт работы.