Обработка резанием Обработка резанием нелегированного
реклама

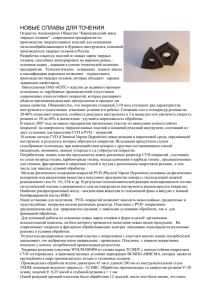
Обработка резанием Обработка резанием нелегированного титана проще обработки резанием титановых сплавов. Последние исследования в области обработки резанием титановых сплавов значительно расширили наши представления о рациональных методах обработки. Титан и его сплавы в отношении обработки резанием похожи на нержавеющую сталь и не допускают перегрева или наклепа. При обработке их резанием необходимо соблюдать следующие правила. 1. Инструмент должен быть всегда жестко закреплен для предотвращения чрезмерной вибрации. 2. Должен применяться острый инструмент. При непрерывном резании оправдал себя инструмент из карбида вольфрама, тогда как при прерывистом резании рекомендуется быстрорежущий инструмент (с содержанием кобальта 7—8%). Для обработки высокопрочных титановых сплавов требуется инструмент из карбида хрома на кобальтовой основе. 3. Для устранения скольжения режущего инструмента по детали следует применять постоянную подачу. Повышение стойкости достигается непрерывным резанием. Прерывистое резание снижает стойкость инструмента. 4. Для уменьшения налипания и задирания, а также для отвода тепла, выделяющегося при резании титана, рекомендуется применять соответствующие охлаждающие жидкости. Сверление. Наилучшие результаты при сверлении титана показывают остро заточенные сверла из быстрорежущей стали с передним углом около 87° и с большим задним углом. Сверло должно быть как можно более жестким и коротким. Для обеспечения непрерывности резания подача сверла должна быть автоматической. Скорость резания для нелегированного титана рекомендуется около 18 м/мин с подачей от 0,08 до 0,2 мм/об; для титановых сплавов скорость резания при сверлении рекомендуется 9 м/мин. Обнадеживающие результаты показало эксцентричное сверление фименением сверл из быстрорежущей кобальтовой стали с выемами на режущей кромке, при низких скоростях резания и подачах, вдвое больших применяемых при сверлении стали. Сверление глубоких отверстий. Сверление глубоких отверстий в титане и его сплавах не вызывает особых трудностей, если правильно выбрать подачу, которая определяет движение стружки по канавкам сверла. Слишком большая подача дает длинную стружку, забивающую канавки сверла, тогда как слишком малая подача неэкономична и ведет к концентрации напряжений на большой площади режущей кромки и быстрому выходу сверла из строя. Сверление сплавов титана наплавными сверлами рекомендуется производить со скоростью от 30 до 51 м/мин. При сверлении нелегированного титана скорость резания можно повысить до 67 м/мин. Для обеспечения правильного формирования стружки подача не должна превышать 0,012 мм/об. Нарезание резьбы. Нарезать резьбу рекомендуется трехканавочным метчиком с зубьями, расположенными в шахматном порядке, с узкими верхними гранями и очень маленьким шагом. Удовлетворительные результаты были получены при скорости резания от 3,6 до 4,5 м/мин. Развертывание. При развертывании лучше всего показали себя спиральные развертки из быстрорежущей стали. Хорошие результаты дают твердосплавные развертки при скорости резания от 30 до 51 м/мин. При предварительном развертывании желательно применять скорость от 1-2 до 23 м/мин и основной задний угол от 10 до 15°. Обработка производится с подачами от 0,12 до 0,50 мм/об; более высокая подача применяется для больших диаметров. Твердосплавные развертки реже затачиваются, чем развертки из быстрорежущей стали. Положительные результаты при сверлении, нарезании резьбы и развертывании дало применение охлаждающих жидкостей из растворимого или сульфуризованного масла. Неплохо показала себя паста, состоящая из смеси четыреххлористого углерода графита и раствора стеариновой кислоты в хлороформе или двуокиси углерода. Сломавшиеся развертки удаляют погружением детали в насыщенный раствор хлористого железа или азотной кислоты. Фрезерование. При фрезеровании титана более пригодными оказались фрезы из быстрорежущей стали, остро заточенные и гладкие, чем твердосплавные фрезы, которые нередко выкрашиваются. Хорошие результаты дали фрезы с отрицательным передним углом равным приблизительно 6 град. Точение. При точении очень важно пользоваться острыми резцами. Тупой инструмент будет наклепывать поверхность и затруднять последующее резание. Резцы рекомендуется применять из быстрорежущей стали с нулевым и небольшим отрицательным передним углом. Удовлетворительные результаты дает применение твердосплавных резцов. Снимать толстую стружку необходимо со скоростями от 24,4 до 30,5 м/мин и подачами, зависящими от твердости обрабатываемого титана (от 0,38 до 1,2 мм для максимальной глубины резания 5,1 мм). Для повышения стойкости резца скорость резания медленно снижают с увеличением глубины резания; с увеличением подачи скорость снижают быстрее. При отделочной обточке рекомендуется производить обработку за две операции. Глубина резания должна быть меньше 0,51 мм, а подача не больше 0,39 мм/м. Для окончательной отделочной обработки рекомендуются твердосплавные резцы и скорости резания от 92 до 107 м/мин [6]. Хорошие результаты дало применение в качестве смазочно-охлаждающей жидкости сульфуризованных и растворимых масел; применение углекислоты позволяет повышать скорости резания (фиг. 46). Протягивание. Из всех видов обработки резанием титана самой трудной оказалась операция протягивания. Главные затруднения состоят в задирании металла и чрезмерном износе инструмента. Протяжки из сверхбыстрорежущей стали оказались несколько лучше протяжек из стали 18-4-1. Расположение зубьев в шахматном порядке при обработке методом среза уменьшает необходимые рабочие давления. Протягивание титана производится с обычными скоростями, применяемыми для термически обработанных конструкционных самолетных сталей. Удовлетворительные результаты дает охлаждение сульфуризованным маслом и углекислотой. Строгание и фасонная обработка. Строгание и фасонная обработка титана осуществляются подобно соответствующим операциям для стали, выполняемым однолезвийным инструментом из быстрорежущей стали. Нарезание наружной резьбы. Нарезание резьбы на титане при помощи плашек невозможно вследствие склонности материала привариваться к плашкам. Единственным приемлемым методом является нарезание резьбы на токарном станке резцом или винторезной гребенкой. Сверление кольцевым сверлом. Этот вид обработки представляет собой операцию сверления слитка или круглой заготовки кольцевым сверлом с оставлением в центре высверливаемого отверстия сердечника, который может быть использован для других нужд. Обработка этим способом двух сплавов титана в полупромышленном масштабе показала хорошие результаты [7]. В этом случае изготовлялись трубы длиной около 90 см с вырезкой сердечника диаметром 152 мм. Кольцевые сверла для обработки титана делаются трехзубыми строгального типа и изготовляются из быстрорежущей стали с канавками на торце для подвода масла к режущим кромкам. Смазывающая жидкость подается со скоростью 4,5 л/мин под давлением 175 ат. Скорость резания составляла от 23 до 37 об/мин с подачей 0,15 мм/об. Допуск на внутренний диаметр трубы равнялся 0,013 мм, а на наружный диаметр сердечника — 0,025 мм. Разрезка. Титан может разрезаться ручной или механической ножовкой. Ручная разрезка применима только к деталям малых сечений. В обоих случаях разрезки ножовкой из быстрорежущей стали с крупным зубом требуется малая скорость при большом давлении. Ножовки механических пил должны иметь приблизительно 2—4 зуба на 25,4 мм. Такая ножовка не должна скользить по металлу при обратном ходе. Избыток смазочно-охлаждающей жидкости облегчает резание и удаление стружки; полезно также применение водных эмульсий. Разрезка ленточной пилой. При разрезке ленточной пилой на глубину 25,4 мм и больше применяется пила с 10 зубьями на 25,4 мм го скоростью резания 45 м/мин и автоматической подачей материала на пилу. Тонкий материал может разрезаться с той же скоростью пилой с 36 зубьями на 25,4 мм. Для отвода тепла и тонкой стружки следует применять охлаждение водой и растворимым маслом. Разрезка фрикционной пилой. Разрезка фрикционной пилой также требует постоянной большой подачи и скорости резания около 3000 м/мин. В настоящее время изучаются способы улучшения фрикционной резки титана путем повышения стойкости инструмента, точности размеров и увеличения толщины разрезаемых изделий.Разрезка дисковой пилой. Титан удовлетворительно разрезается дисковой пилой. Хорошие результаты дает применение гидравлической подачи и крепление детали при разрезке дисковой пилой с положительным передним углом в 5° и расстоянием между верхним и нижним зубьями в 0,43 мм при скорости 5,8 м/мин. Целесообразно пользоваться приспособлением для удаления стружки с диска пилы. Разрезка абразивным кругом. Существующая технология абразивной резки металлов не предотвращает в достаточной мере перегрев и налипание титана. Опасность местного перегрева и образования трещин из-за возникающих термических напряжений требует снятия последних путем нагрева титана при температуре около 650° С в течение нескольких минут. Перегрев может вызывать также быстрое разрушение абразивного круга. Абразивную резку титана следует производить при скоростях от 600 до 1500 м/мин вместо 1500—2400 м/мин, применяемых для аналогичной обработки стали. В качестве абразивов применяются карборунд, алонит и другие фирменные материалы. Смазочно-охлаждающие жидкости. Наилучшие результаты дает применение смазочноохлаждающей жидкости, содержащей в соответствующей пропорции активную серу, активный хлор, и полярных жидких присадок в смеси с минеральным маслом соответствующей вязкости. Добавка серы в смазочно-охлаждающую жидкость дает большой эффект, так как предотвращает сварку металлов при тяжелых условиях резания и высоких скоростях. Добавка хлора уменьшает трение и полезна при малых скоростях и неглубоких резах.