УДК 543.42
advertisement

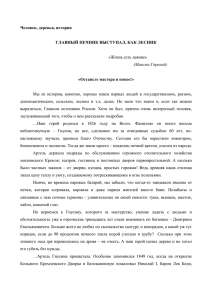
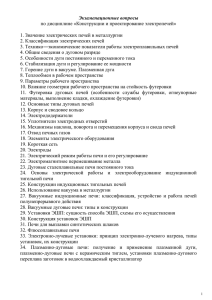
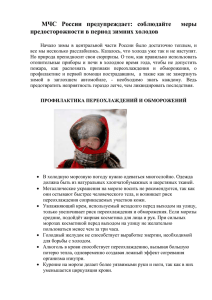
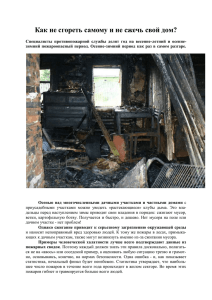
УДК 543.42 ИССЛЕДОВАНИЕ ИЗНОСОУСТОЙЧИВОСТИ ГРАФИТОВЫХ ПЕЧЕЙ АТОМНОАБСОРБЦИОННОГО СПЕКТРОМЕТРА ПОСРЕДСТВОМ ВАНАДИЕВОГО ТЕСТА А.Н. Кулик*; А.Н. Бугай*, мл.научн.сотр.; Ю.В. Рогульский*, канд.физ.-мат.наук, ст.научн.сотр.; О.Б. Лысенко**, канд.физ.-мат.наук, доц. *Институт прикладной физики НАН Украины, ** Сумский государственный университет ВВЕДЕНИЕ Время жизни графитовых трубчатых печей (трубок) электротермического атомизатора (ЭТА) атомно-абсорбционного спектрометра (ААС) при одинаковых условиях эксплуатации может отличаться. Это зависит от многих факторов: качества материала из которого они изготовлены, способа обработки материала, метода нанесения пиролитического покрытия и др. [1, 2]. Известно, что печи должны иметь определенную электропроводность и выдерживать настолько высокую температуру, чтобы можно было атомизировать определяемый элемент. Дополнительно требуется хорошая сопротивляемость к термическому воздействию и высокая устойчивость к агрессивным компонентам матрицы пробы. Материал трубок должен удерживать газовые составляющие и атомный пар довольно длительное время и при этом как можно меньше реагировать с анализируемыми атомами. Другие требования: высокая чистота, низкая цена и хорошая обрабатываемость, чтобы части атомизатора плотно контактировали друг с другом. Исходя из вышесказанного можно предположить, что печи, изготовленные разными производителями, будут иметь отличия по некоторым свойствам и параметрам. В меньшей степени это может относиться и к отдельным партиям одного и того же изготовителя. Процесс износа, в зависимости от задаваемого температурного режима, совмещает как химические, так и физические факторы [3]. К “химическим” относится взаимодействие примесей, содержащихся в окружающей печь атмосфере, и взаимодействие подаваемой пробы с углеродом стенки [4]. Примеси, присутствующие в защитном газе, разрушают графит равномерно [5], поступающие извне – в местах щелей и отверстий защитного кожуха [6], а проба – в зоне пробоподачи [7]. Дозирование пробы вносит дополнительные “физические” повреждения. Жидкость по порам проникает вглубь стенки печи, где во время стадий нагрева пар и газы, расширяясь, создают достаточно высокое давление, чтобы постепенно разрушать структуру материала. Раскаленный защитный аргон, вырываясь наружу, расширяет пробоподаточное отверстие. Сюда же можно присовокупить и давление, которое испытывает трубка со стороны держателей, под которым, в конце-концов, деформируется и выходит из строя. При выполнении предыдущих работ [6-9], посвященных влиянию износа трубки на температуру во время стадии нагревания, а также исследованию динамики потери ее массы под воздействием таких факторов, как воздух, примеси в защитном газе, проба и др., авторами было отмечено, что печи ААС КАС-120 и С-600 сгорают с разной скоростью. Особенно интересным показался тот факт, что трубки, изготовленные разными производителями для одного и того же типа приборов, тоже изнашиваются по-разному. Отсюда проистекает дальнейший интерес к исследованию скорости износа печей ААС из различных партий. Ведь чем чаще производится замена изношенных печей, тем существеннее финансовые и временные потери при ААС анализе. В данной статье продолжается работа в избранном направлении и ее цель – сравнить износоустойчивость печей разных производителей для КАС-120, используя в качестве критерия ванадиевый тест (V-тест) [10]. ОБОРУДОВАНИЕ И МЕТОДИКА ПРОВЕДЕНИЯ ЭКСПЕРИМЕНТА В качестве базового прибора использовался АА комплекс КАС-120 [11], оборудованный атомизатором с продольным нагревом печи. Печь представляет собой аналог HGA-500 фирмы “Perkin Elmer”. Это стандартная графитовая трубка длиной 28 мм с внешним и внутренним диаметрами, равными соответственно 7,6 мм и 6 мм, которая изготавливается из графита марки МПГ-6-ОСЧ-7-3 с последующим нанесением пиролитического покрытия. В наличии имелись выборки печей: 1) 124 шт. (m 0,8728 0,0516) – производитель ОАО Украинский графит, г. Запорожье (“З”); 2) 64 шт. (m 0,8642 0,0348) – производитель ГУП Научно-исследовательский и проектно-технологический институт, Россия, Московская обл., г. Электроугли (“М”); 3) 40 шт. (m 0,8972 0,0404) – производитель фирма “LEG”, г.Харьков (“Х”); 4) 5 шт. (m 1,0898 0,0149) – производитель фирма “Karl Zeiss Jena” (“KZJ”). Для V-теста использовали по три печи из каждой выборки с массами, близкими к средней массе суммы выборок (1-3) 0,9 г, а для сравнения с трубками четвертой выборки(“KZJ”) специально подбирались отечественные трубки с массой 1 г . Рабочий раствор (2 г/л Fe; 0,1 мг/л V) готовился разбавлением семиводного сульфата железа (II) (х.ч.) и ГСОРМ-26 в бидистилляте. Термическая программа задавалась следующая [10] (табл.1). Таблица 1 Шаг прогр. Температура, С Время, Нагрев Газ Измер. Регист. Управл. 01 0090 005 0 4 1 0 0 0 02 0090 020 1 4 1 0 0 0 03 0030 015 0 4 1 0 0 0 04 0120 010 1 4 1 0 0 0 05 1080 010 0 4 1 0 0 0 06 1200 015 1 4 1 0 0 0 07 0010 001 0 0 1 1 0 0 с Регулир. Продолжение таблицы 1 08 2650 006 1 0 1 0 0 0 09 2650 004 1 4 1 0 0 1 Примечание. “Шаг прогр.” — номер шага программы; “температура, С” — значение, до которого растет температура или при котором выдерживают пробу в зависимости от режима нагревания; “время, с” — длительность шага; “нагрев” — режимы реализации заданной температуры (“0” — медленный подъем за заданное время на заданное количество градусов; “1” — быстрый подъем до заданной температуры и выдерживание в течение заданного времени); “газ” — расход аргона при обдуве внутренней поверхности трубки (“4” — (2-3)10-6 м3/с); “регулир.” — задаваемая единица времен (“1” — секунда); “измер.” — сигнал о начале измерения для рабочей программы (“0” — нет; “1” — есть); “регист.” — сигнал о начале измерения для самописца (“0” — нет); “управл.” — сигнал об окончании цикла (“0” — нет; “1” — есть) Перед каждым циклом дозировали по 20 мкл рабочего раствора. Взвешивание трубок проводилось через каждые 20 измерений на аналитических весах марки АДВ-200М с последующим усреднением данных каждой троицы. Кроме того, один раз в 5-10 измерений сохраняли АА сигнал ванадия. РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ После обработки измеренных значений были получены следующие результаты. 0,90 0,88 Масса, г 0,86 0,84 0,82 0,80 0,78 1 0,76 0 20 40 60 80 2 3 100 Число нагреваний Рисунок 1 – Зависимость массы печей от количества нагреваний, где 1 – “З”, 2 – “М”, 3 – “Х” Имея сведения о том, что потери пиролитического графита при идентичных условиях нагревания печи меньше, чем электрографита [2], по форме кривых рисунка 1 можно судить о толщине слоя пиролитического покрытия. Исходя из данных эксперимента, наиболее тонкое пиропокрытие у “запорожских” трубок, а толщина его у “московских” и “харьковских” различается не столь существенно, что подтверждается многочисленными визуальными наблюдениями. Хорошо заметно, что разрушение пирографитового покрытия влечет за собой ускоренную потерю массы печи и закономерный выход ее из строя. При этом часто во время стадии атомизации происходит деформация трубки в месте, подвергающемуся наибольшему воздействию деструктивных факторов под давлением контактовдержателей. Однако толщина пиропокрытия не гарантирует его качества, которое определяется значением сигнала атомизации определяемого элемента. Так как плотность пирографита и его химическая устойчивость сильно зависят от условий производства трубок, а именно значения и времени выдерживания температуры, давления, типа углеводородного газа и др. Это хорошо заметно на рисунке 2, где кривые “М” и “Х” сильно различаются по величине сигнала атомизации ванадия, несмотря на похожесть кривых зависимости массы печи от числа нагреваний. Увеличение значения сигнала на конечном этапе каждой кривой является следствием повышения температуры нагревания трубок в результате их износа [9]. Импортные трубки “KZJ” выдерживают в 1,5-2 раза больше нагреваний, чем стандартные печи отечественного производства, но средняя масса их больше на 10%. А, как было обнаружено ранее, температура нагревания печи комплекса КАС-120 зависит от ее массы [12]. Это может повлиять на скорость износа трубок. Потому для сравнения подбирались нестандартные трубки из выборки “З”с массой, равной средней для “KZJ”. Среди выборок “Х” и “М”не нашлось достаточного количества подходящих печей. 1 1000 900 Абсорбция, мБ 800 700 600 500 400 300 200 2 100 3 0 0 20 40 60 80 100 Число измерений Рисунок 2 – Зависимость интегральной абсорбции ванадия от количества циклов атомизации в графитовых печах, где 1 – “Х”, 2 – “М”, 3 – “З” Эксперимент подтвердил выдвинутое предположение – действительно, для печей с одинаковой массой были получены сходные кривые зависимости от числа нагреваний (рис.3). Причем была замечена тенденция к ускоренному разрушению и деформации печей “KZJ” в районе пробоподаточного отверстия перед окончательным выходом из строя. Для нестандартных трубок из выборки “З” деформация не являлась характерной, а чаще наблюдалось образование отверстия в зоне подачи пробы. Таким образом, трубка из выборки “З” с массой, равной 1,09 г, выдержала 200 нагреваний. Хотя не исключено, что причина повышенной сопротивляемости износу аномальных трубок проистекает из-за увеличенной толщины пиролитического покрытия, которое и дало прибавку к массе. 1,08 1,06 Масса, г 1,04 1,02 1,00 0,98 0,96 0,94 1 2 0 20 40 60 80 100 120 140 Число нагреваний Рисунок 3 – Зависимость массы печей от количества нагреваний, где 1 – “Х”, 2 – “KZJ” Характерной особенностью импортных печей является стабильный сигнал измеряемого элемента с хорошим соотношением “сигнал-шум” на начальном этапе эксплуатации (рис. 4)(аналитическое время жизни – отрезок ряда циклов атомизации, где интегральная абсорбция составляет 80% от наблюдаемого максимума [10]). В дальнейшем характеристики начинают ухудшаться и печь рекомендуется заменить. 700 1 Абсорбция, мБ 600 500 400 300 2 200 100 0 20 40 60 80 100 120 140 Число измерений Рисунок 4 – Зависимость интегральной абсорбции ванадия от количества циклов атомизации в графитовоых печах, где 1 – “Х”, 2 – “KZJ” Наоборот, для нестандартных “З” сначала происходит постоянное уменьшение интегрального значения абсорбционного сигнала ванадия, а затем наступает стадия стабилизации, что в итоге приводит к лучшему соотношению “сигнал-шум” на конечном этапе эксплуатации печей, чем у “KZJ”. Подобную ситуацию можно объяснить большей толщиной слоев прографита, высокая химическая устойчивость и малая проницаемость для газов которого снижают потерю измеряемого элемента, способствуя более полной его атомизации. Потому под “аналитическим временем жизни” для “З”, “М” и “Х” будем понимать отрезок кривой зависимости интегральной абсорбции от числа измерений, пока аналитический сигнал измеряемого элемента превышает фон в два раза и больше. Результаты исследования аналитического времени жизни и окончательного выхода из строя печей различных производителей приведены в итоговой таблице. Таблица 1 – Среднее число нагреваний, ограничивающее аналитическое время жизни и окончательный выход из строя печей различных производителей Производитель графитовых печей Масса печей, г Аналитическо е время жизни, циклов Выход из строя, циклов ОАО „Украинский графит” 0,9 20 78 ОАО „Украинский графит” 1,0 100 120 ГУП НИИ ПТИ 0,9 40 89 Фирма “LEG” 0,9 50 96 Фирма “Karl Zeiss Jena” 1,0 70 126 – 140 200 Фирма “Perkin Elmer”* * [10] ЗАКЛЮЧЕНИЕ Исследование процесса износа графитовых печей для атомно-абсорбционных спектрометров с продольным нагревом атомизатора показало неоспоримые преимущества трубок производства фирмы “Karl Zeiss Jena”. Тем не менее не стоит сбрасывать со счетов тот факт, что согласно оговоренным выше требованиям работа проводилась в экстремальных условиях, которые не часто встречаются при рутинных измерениях. Чтобы сократить затраты времени на эксперимент, намеренно устанавливалась критически высокая температура атомизации определяемого элемента и добавлялось в пробу огромное количество (примерно на 6 порядков выше концентраций, измеряемых в ААС) активно взаимодействующего с углеродом железа для быстрейшего разрушения материала печей. Однако таким же образом, специально подбирая состав анализируемой пробы и щадящие режимы нагревания, можно предотвратить преждевременный выход трубок из строя и продлить их аналитическое время жизни. По этой причине нельзя безапеляционно утверждать, что отечественные печи мало пригодны для корректных аналитических измерений. Необходимо учитывать и финансовый аспект проблемы. Покупка фирменных печей представляет собой дорогое удовольствие. За соответствующую цену можно приобрести 3-4 трубки украинского производства, которые, как показывает опыт, более совместимы с отечественными приборами. А чтобы добиться необходимой правильности измерений, на участке изменения интегральной абсорбции рекомендуется многоразовая перекалибровка. SUMMARY The endurance of the graphite tube furnaces by V-test was investigated. The analytical lifetime of furnaces and number of heating before final breakage was defined. The comparison of furnaces of the various producers on above-mentioned parameters was carried out and the reasons of its different endurance are considered. СПИСОК ЛИТЕРАТУРЫ 1. 2. 3. 4. 5. 6. Свойства конструкционных материалов на основе углерода / Под ред. В. П. Соседова. – М.: Металлургия, 1975. – 336 c. Frech W. Recent developments in atomizers of electrothermal atomic absorption spectrometry // Fresenius J. Anal. Chem, 1996. – V. 355. – P. 475-486. Ortner H.M., Bulska E., Rohr U., Schlemmer G., Weinbruch S., Welz B. Modifiers and coatings in graphite furnace atomic absorption spectrometry – mechanisms of action //Spectrochimica Acta, – 2002. – V. 57B. – P. 1835-1853. Пупышев А. А., Музгин В. Н. Методические вопросы термодинамического моделирования атомизации элементов в электротермической атомно-абсорбционной спектроскопии // ЖАХ. –1993. – Т. 48, №5. – С.774-794. Бухаркина Т.В., Дигуров Н.Г. Химия природных энергоносителей и углеродных материалов. – М.: Изд. РХТУ им. Д.И Менделеева, 1999. – 195 с. Кулик А.Н., Бугай А.Н., Рогульский Ю.В., Лысенко О.Б. Исследование динамики потери материала в процессе износа графитового атомизатора атомно-абсорбционного спектрометра С-600 // Вiсник Сумського державного унiверситету. – 2003. – № 8. – С. 78-84. Кулик А.Н., Бугай А.Н., Рогульский Ю.В., Лысенко О.Б. Исследование динамики потери графита в процессе износа печи атомизатора атомно-абсорбционного спектрометра С-600 под воздействием жидкой пробы // Вiсник Сумського державного унiверситету. –2003. – № 10. – С. 131-135. 8. Кулик А.Н., Захарец М.И., Дедик А.Н. Исследование аналитических характеристик атомно-абсорбционного спектрофотометра С600 // Заводская лаборатория. – 1999. – №6. – С. 17-19. 9. Кулик А.Н., Бугай А.Н., Рогульский Ю.В., Лысенко О.Б. Изменение динамических характеристик температурного режима электротермического атомизатора атомно-абсорбционного спектрометра в результате износа графитовой печи // Вiсник Сумського державного унiверситету. –2002. – № 13. – С. 86-92. 10. Ortner H.M., Rohr U., Schlemmer G., Weinbruch S., Welz B. Corrosion of transversely heated graphite tubes by iron and lanthanium matrices // Spectrochimica Acta. – 2002. – V. 57B. – P. 243-260. 11. Заводская лаборатория. – 1993. – Т. 59. – № 11. –С. 65. 12. Кулик А.Н., Бугай А.Н., Рогульский Ю.В., Захарец М.И., Суходуб Л.Ф. Экспресс-оценка температуры графитовой печи атомноабсорбционного спектрометра// Заводская лаборатория. – 2004. – № 1. – С. 19-22. 7. Поступила в редколлегию 21 июня 2004 г.