Открыть в doc-формате - Самарский государственный
реклама

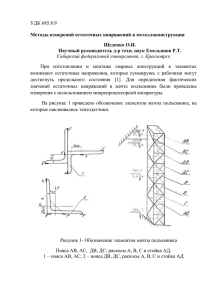
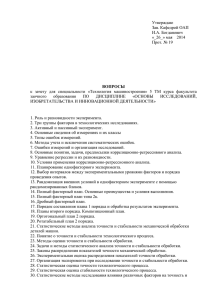
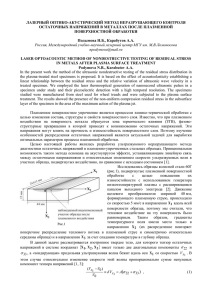
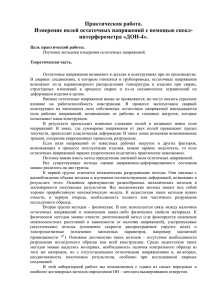
ВЕСТН. САМАР. ГОС. ТЕХН. УН-ТА. СЕР. ТЕХНИЧЕСКИЕ НАУКИ. 2010. № 4 (27) Машиностроение УДК 621.7.08 ДИАГНОСТИКА ТЕМПЕРАТУРНЫХ ПРОЦЕССОВ ПРИ ВИБРООБРАБОТКЕ МАЛОЖЕСТКИХ ДЕТАЛЕЙ Д.В. Гранченко Тольяттинский государственный университет 445667, Тольятти, ул. Белорусская, 14 E-mail : [email protected] Приведены результаты экспериментов по снятию остаточных напряжений. Рассмотрен вопрос возникновения температуры в процессе виброобработки. Предложена установка для виброобработки с бесконтактным методом контроля процесса снятия остаточных напряжений. Ключевые слова: виброобработка, остаточные напряжения, маложесткие детали, теплодиагностика. Практически все технологические процессы машиностроения приводят к возникновению остаточных напряжений. В большинстве случаев остаточные напряжения играют отрицательную роль. При воздействии внешних нагрузок в процессе дальнейшей механической обработки или эксплуатации остаточные напряжения, суммируясь с напряжениями от внешних сил, могут превысить предел упругости, что приводит к неравномерной пластической деформации, короблению, скручиванию и т.д. Помимо этого может произойти разрушение. Остаточные напряжения снижают прочность изделий при переменных и циклических нагрузках, влияют на износ при трении скольжения или качения. Неблагоприятным проявлением остаточных напряжений в прокатных заготовках является их коробление в процессе прокатки и остывания. Проблема получения прямолинейных валов неразрывно связана со снижением и стабилизацией уровня остаточных напряжений. Учитывая вышесказанное, можно сделать вывод, что проблема снижения уровня остаточных напряжений является важной. Одним из способов снижения остаточных напряжений является виброобработка (ВО). По сравнению с наиболее распространенной термообработкой ВО имеет ряд преимуществ: 1) уменьшение трудоемкости; 2) энергосбережение; 3) экологичность. Кроме этого, при ВО происходит устранение структурно-нестабильного состояния металлов. Гранченко Дмитрий Викторович – ассистент. 109 В процессе ВО протекают микропластические деформации и другие процессы, приводящие к снижению остаточных напряжений и, в свою очередь, стабилизации геометрической формы и размеров детали. Наиболее интенсивно пластическая деформация в металлах и сплавах протекает в месте концентрации напряжений первого рода. Эффект достигается за счет сложения остаточных напряжений и напряжений от циклической нагрузки при превышении их суммы предела прочности. Деталь вибрируют на одной из резонансных частот, после чего измеряют остаточные напряжения тензометрическими, магнитоиндукционными или другими косвенными методами. Наиболее распространенными являются методы, связанные с определением частоты колебания детали и вибратора. В работе [1] процесс ВО заканчивается по достижении постоянного значения логарифмического декремента. А по его величине и степени изменения судят о происхождении процесса снижения напряжения. Так как энергия, рассеиваемая по образцу, является функцией остаточных напряжений и деформации, а коэффициент поглощения связан с логарифмическим декрементом свободных затухающих колебаний соотношением 2, то справедливо выражение = F() = f(,E), (1) т.е. логарифмический декремент дает информацию о наличии и величине остаточных напряжений. Другой метод основан на регистрации амплитуды колебания изделия и частоты колебания вибратора [2]. Предлагаемое устройство автоматически обеспечивает поиск резонансной частоты по минимуму фазового сдвига рассогласования входных сигналов датчика амплитуды и датчика частоты и поддерживает колебания изделия на резонансной частоте. Принципиальное отличие в критерии обработки представлено в [3]. В качестве критерия окончания ВО предлагается использовать силу тока, потребляемого электроприводом вибратора. Внутреннее напряжение вызывает затруднение короблений, и связанные с этим затраты энергии компенсируются энергией, сообщаемой детали при вибрации; по расходу энергии, потребляемой двигателем в начале и в конце процесса ВО, можно судить об изменении напряженного состояния. Работа вибратора продолжается до тех пор, пока ток электродвигателя на данной моде не упадет минимум на 10%. На предприятии ОАО «Азотреммаш» г. Тольятти [4] были проведены исследования по снижению остаточных напряжений путем применения ВО. Виброобработке подвергался маложесткий вал, изготовленный из стали 12×18Н10Т аустенитного класса: длина вала 5600 мм, диаметр 38 мм. Изгибнокрутильные колебания создавались двигателем мощностью 2,2 кВт, частота колебаний изменялась в пределах 50-100 Гц. Заготовка устанавливается на подвесные опоры с регулируемой жесткостью, где фиксируется упруго от поворота и поперечных смещений. Основной эффект вибрационной обработки достигается за счет резонансных частот. Обработка на высших гармониках более эффективна, так как коэффициент поглощения увеличивается с ростом гармоники собственной частоты, с которой резонирует возмущающая нагрузка. Хотя резонансная амплитуда имеет меньшую величину на более высоких гармониках, проработка заготовки вала происходит более равномерно по длине. Вносимая энергия определяется параметрами привода вибратора. Через известную мощность электромеханического привода и КПД мультипликатора определяет110 ся величина энергии колебаний, вносимой в заготовку. По значениям температуры в сечениях вала определяется энергия теплообразования вследствие механизмов внутреннего трения и теплообразования от процессов пластического деформирования. В ходе виброобработки при воздействии на вал возмущающего гармонического усилия в течение 1 минуты произошел локальный разогрев заготовки в местах пучности смещений от комнатной температуры (около 20 С) до 86 С (максимальная температура). На рис. 1 приведена схема обрабатываемого вала с точками замера температуры. Температура измерялась в местах пучности. Р и с. 1. Расположение точек замера температуры В табл. 1 приведены результаты измерения температур. Таблица 1 Результаты замеров температур в зонах пучности после 1 минуты обработки Зона пучности Замеренная температура, C 1 2 3 4 5 23 86 84 82 23 Из результатов эксперимента видно, что температура в местах пучности поднялась до 82 C, 84 C и 86 C. На концах вала температура практически не изменилась. После 10 мин виброобработки температура вала по его длине постепенно выровнялась благодаря теплопроводности (табл. 2). Таблица 2 Результаты замеров температур в зонах пучности после 10 минуты обработки Зона пучности Замеренная температура, C 1 2 3 4 5 36 39 37 38 35 В результате был выявлен новый признак, косвенно характеризующий остаточные напряжения, – температура. На основе полученных данных была поставлена цель исследовать тепловые процессы при ВО. Контроль положения зон разогрева позволяет определять места наиболее интенсивной релаксации напряжений и управлять их смещением за счет использования дополнительных масс. Изменением технологических параметров вибрационной обработки (частоты воздействия, жесткости и инерционности заготовки) можно управлять степенью проработки каждого участка по длине, контролируя положение и перемещения зон первоначального разогрева, т.е. зон пучностей. 111 Возникновение температуры сопровождается возникновением теплового потока. Теплота, выделяющаяся в результате диссипации механической работы пластической деформации, зависящая от исходного теплового состояния и величины инвариантов тензора деформаций в любой точке, может быть определена как Q W , (2) где – коэффициент выхода тепла при пластической деформации (0,84-0,94); – механический эквивалент теплоты; W – работа пластической деформации, которая зависит от скорости деформации сдвига Г и интенсивности касательных напряжений Т в данной точке объекта деформации: W TÃV . (3) V Возникающее тепло определяет изменение температуры в деформируемой зоне k d = c dT, (4) где k — часть сохраняемого тепла, c — коэффициент объемного расширения. Или dT / d = k / c, (5) т.е. скорость изменения температуры по деформации пропорциональна напряжению. В теории сопротивления материалов [5] имеются следующие соображения. В металлах наблюдается термоупругое влияние, которое зависит от ориентировки кристаллов, и поэтому изменение температуры, вызываемое деформацией поликристаллических образцов, колеблется от зерна к зерну. Данное явление есть следствие неполной упругости металлов. Также отмечается, что при растяжении образца за пределом текучести работа превращается в большей степени в теплоту, образец становиться горячим. В теории металловедения описывается следующий эффект термоупругости [6]. Деформация, возникающая в результате быстрого приложения напряжения к какому-либо элементу, сопровождается обычно изменением температуры. При гомогенном распределении напряжений в образце изменение температуры в каждой точке оказывается одинаковым, но если напряжение, как это часто бывает, не гомогенно, в материале возникнут температурные градиенты. В результате образуется тепловой поток, повысится энтропия и произойдет рассеяние энергии, являющееся причиной внутреннего трения. Если период изменения приложенного напряжения сравним со временем, необходимым, чтобы через пластину установился тепловой поток, произойдет необратимое превращение механической энергии в теплоту; величина термоупругого коэффициента поглощения равна 1 - 2 C p CV , 2 3 CV 2 (6) где – отношение Пуассона для данного материала; Cp, CV – теплоемкости при постоянном давлении и постоянном объеме; — циклическая частота колебаний; = ( / а)2D, где D – коэффициент тепловой диффузии материала, а – толщина пластины. Аналогичное выражение Зинер приводит для термоупругого затухания балки круглого сечения, в которой возникают поперечные колебания. В поликристаллическом материале температурный эффект также имеет место. Соседние зерна ориенти112 рованы неодинаково, вследствие чего приложенное напряжение в разных зернах вызывает различные изменения температуры. В результате через границы зерен устанавливаются тепловые потоки, являющиеся причиной внутреннего трения, величина которого является функцией размера зерна. В результате проведенных исследований был предложен новый метод контроля ВО. Отличительной особенностью от имеющихся является то, что в качестве способа контроля используется бесконтактная тепловизионная диагностика. Схема установки, реализующей новый метод, приведена на рис. 2. 3 2 2 11 1 2 2 1 10 12 13 9 9 8 8 4 17 16 18 7 5 14 19 15 6 Р и с. 2 .Функциональная схема САУ виброобработки с применением тепловизионной камеры На схеме представлены опоры 1, выполненные с возможностью перемещения вдоль стойки с использованием приводов, подключённых к схеме их управления, включающей датчики 2 для регистрации амплитуды колебаний различных частот обрабатываемой детали, их коммутатор 3, усилитель 4, первый нуль-орган 5, подключенный к задатчику 6, управляющий блок 7, усилители 8 сигнала и блок 9 управления опорами. Вибровозбудитель 10, устанавливаемый на детали 11, выполнен с возможностью перемещения относительно него за счёт захвата и подключен к схеме управления его приводом, включающей бесконтактный датчик 12 температуры, например тепловизор, преобразователь 13, дифференциальный усилитель 14, силовой блок 15 привода. 113 Выводы: – установлена зависимость изменения температуры от пластических деформаций; – показано, что температура и тепловой поток являются эффективными критериями контроля виброобработки; – разработана установка виброобработки маложестких деталей с использованием метода тепловизионной диагностики. БИБЛИОГРАФИЧЕСКИЙ СПИСОК А.с. 621749A1 СССР М.Кл.2 C 21 D 1/30. Способ контроля виброобработкой конструкций / В.П. Гиниотис, Ю.Ю. Гецявичюс, В.И. Крищюнас, И.Ю. Адамонис (СССР). – № 2416588/22-02, заявл. 15.10.76, опубл. 30.08.76. Бюл. № 32. – 2 с. А.с. 673997A1 СССР М.Кл.2 С 05 D 19/02. Устройство для снижения остаточных напряжений сварочных конструкций / А.А. Казамиров и др. (СССР). – № 2459191/18-24, заявл. 05.03.77, опубл. 15.07.79. Бюл. № 26. – 5 с. Драчев О.И. Технология изготовления маложестких осесимметричных деталей. – С.-Петербург: Политехника, 2005. – 289 с.: ил. Бойченко О.В., Расторгуев Д.А. Виброобработка с наложением комплексных колебаний в техпроцессе изготовления маложесткого вала // Труды Всероссийской конф. «Прогрессивные техпроцессы в машиностроении». – Тольятти, 2002. – Вестник № 1 АМИ. – С. 85. Ниблетт Д., Уилкс Дж. Внутреннее трение в металлах, связанное с дислокациями // Успехи физических наук. Т. LXXX. – Вып. 1, май 1963. – 125-187 с. Постников В.С. Внутреннее трение в металлах. – М.: Металлургия, 1974. – 230 с. Тимошенко С.П. Сопротивление металлов. Т.2. ОТИЗ 1946. – 456 с. 1. 2. 3. 4. 5. 6. 7. Статья поступила в редакцию 9 марта 2010 г. UDC 621.7.08 DIAGNOSTICS OF TEMPERATURE PROCESSES DURING A VIBRATORY TREATMENT OF A SMALL RIGID DETAILS D.V. Granchenko Togliatti State University 14, Belorusskaya st., Togliatti, Samara region, 445667 Here are the experimental results of a removal of residual pressure. The question of occurrence of temperature during the vibratory treatment was considered. An installation of a plant for a vibratory treatment with non-invasive method of controlling the process of removal of residual pressure was offered. Key words: vibratory treatment, Residual pressure, small rigid details, thermal imaging method. 114 Dmitriy V. Granchenko – Assistant. УДК 621.9 МОДЕЛИРОВАНИЕ МНОГОРЕЗЦОВОЙ ОБРАБОТКИ О.И. Драчев, Д.А. Расторгуев, О.Г. Романова Тольяттинский государственный университет 445667, г. Тольятти, ул. Белорусская, 14 Е-mail: [email protected] В статье рассматривается моделирование многорезцовой обработки маложестких валов. Приведено описание установки для двухрезцового точения и системы управления процессом обработки. Проанализированы переходные процессы, возникающие в технологической системе, при обработке двухрезцовыми устройствами различного исполнения. Ключевые слова: маложесткий вал, двухрезцовая обработка, переходный процесс, динамическая система, математическая модель. Путём небольшой модернизации действующих станков можно достичь высокой производительности и качества обработки нежёстких валов, например применением многолезвийных блоков. Недостатки известных технологий многорезцовой обработки: сравнительно невысокая точность обработки, так как при подстройке резцов возникает скачок при переходе от трения покоя к трению движения; низкая чувствительность и плавность поднастройки; низкие демпфирующие свойства; с увеличением силы резания увеличивается реакция в направляющих, что снижает точность и производительность обработки. Целью данной разработки – двухрезцового суппорта – являются повышение точности обработки и ее сохранение в послеоперационный период. Обработка ведется двумя резцами, расположенными друг напротив друга (рис. 1). Резцы выполнены поворотными относительно своих вершин, что позволяет за счет регулирования ширины срезаемого слоя (рис. 2) стабилизировать силу резания. При этом положение резцов, заданное при наладке относительно оси заготовки, не изменяется. При использовании поворотного двухрезцового суппорта с центром его вращения, совпадающим с осью вращения заготовки, изменение ширины срезаемого слоя сопровождается изменением как величины подачи, так и положения резцов относительно оси вращения заготовки. Резцы 1 поворачиваются относительно осей 2 с учетом знака на величины ± до тех пор, пока постоянные и переменные составляющие силы резания Рх, не сравняются по величине. Управление поворотом резца относительно оси, проходящей через его вершину, позволяет уравновесить силы Рх в течение одного оборота – как их переменные, так и постоянные составляющие, – что приводит к минимальному отжиму резцов и стабилизации оси детали в процессе резания, позволяет увеличить глубину резания и подачу и одновременно стабилизировать уровень остаточных напряжений. Для повышения эффективности обработки с использованием двухрезцовой оснастки необходимо учесть влияние переходного процесса при врезании резцов и Драчев Олег Иванович – д. т. н., профессор. Расторгуев Дмитрий Александрович – к. т. н., доцент. Романова Ольга Геннадьевна – к. т. н., доцент. 115 сравнить их для двухрезцовой обработки в жестком суппорте и в поворотном. В математической модели процесса двухрезцовой обработки введены следующие обозначения: М, m – приведенные массы подсистем вращающейся заготовки и инструмента, кг, соответственно; Jи – момент инерции инструмента, кг·м2; , х1 , х 2 – крутильные (рад) смещения суппорта и осевые (м) смещения резцов; з , k з , С , kС , k12уу – коэффициенты демпфирования (Н·с/м) и жесткости (Н/м) в поперечном направлении подсистемы заготовки, подсистемы инструмента и процесса резания соответственно; , k , x , k x – коэффициенты демпфирования (Н∙с/рад) и жесткости (Н/рад) в крутильном и коэффициенты демпфирования (Н∙с/м) и жесткости (Н/м) в осевом направлении подсистемы инструмента; k12xy – коэффициенты жесткости процесса резания, Н/м; d – диаметр заготовки, м. Рис. 1. Схема устройства для токарной обработки: 1 – заготовка; 2 – резец; 3 – резцедержатель; 4 – ось поворота резцедержателя Математическая модель для двухмассовой расчетной схемы представляет собой систему неоднородных линейных дифференциальных уравнений второго порядка. Система уравнений движения элементов технологической системы с учетом упругой составляющей силы резания для обработки двухрезцовым суппортом может быть представлена в виде: Рис. 2. Схема изменения углов в плане ', " и ширины резания В1 и В2 в зависимости от угла поворота резцедержателя 116 Myз з у з k з у з Р; mx x k x Р ; х х х m y у k у Р у ; c с c с с J k M , где yx xx M рез Рх d / 2; Рx 2k12 (( у з ус ) 2е sin( t )) k12 ( x1 x 2 ); x1 x1 d / 2; x 2 x2 d / 2. Силы резания в радиальном и осевом направлениях с учетом одновременной работы двумя резцами: yy xy yy Р у [k12 (t з ( у з ус ) е sin( t )) k12 x1 ] [k12 (t з ( у з ус ) xy yy xy е sin( t )) k12 x 2 ] 2k12 (( у з ус ) 2е sin( t )) k12 ( x1 x 2 ); yx xx Рx [k12 (t з ( у з ус ) е sin( t )) k12 x1 ] yx yx xx xx [k12 (t з ( у з ус ) е sin( t )) k12 x 2 ] 2k12 t з k12 ( x1 x 2 ); yx xx Рx [k12 (t з ( у з ус ) е sin( t )) k12 x1 ] yx yx xx [k12 (t з ( у з ус ) е sin( t )) k12 x 2 ] 2k12 (( у з ус ) 2е sin( t )) xx k12 ( x1 x 2 ). Передаточные функции звеньев технологической системы, приведенные к стандартному виду, имеют вид колебательных звеньев второго порядка: у p y p K K W1 p с 2 2 1 ; W2 p з 2 2 2 ; Р у p T1 p T2 p 1 Py p T3 p T4 p 1 W3 p W6 p W9 p Py p Py p K x p yy yy 2k12 ; W4 p ; W5 p ; 2 2 3 2k12 Px p T5 p T6 p 1 yc p yз p Py p e p Px p xx ; 2k12 x p W12 ( p) Px p yx 2k12 ; 2 e p p p 2 K p M p d W10 p 2 2 4 ; W11 p ; M p Px p 2 T7 p T8 p 1 yy 2k12 2 2 ; W8 p Р у ( p) Px ( p) P p xy yx ; W13 p x , k12 W12 ( p) ; W14 ( p) 2k12 y3 ( p) х1, 2 ( p) yc p где K1 1 1 1 1 m , K 2 , K3 , K4 – коэффициенты податливости; T12 , k kc kз kx kc y J c M m , T32 , T4 3 , T52 , T6 x , T72 , T8 – постоянные вреk k kз kx kc kx kз мени. С учетом полученных передаточных функций построена структурная схема двухрезцовой обработки (рис. 3). На ней пунктиром выделены добавочные блоки для моделирования обработки с поворотным суппортом. Моделирование проведено по экспериментальным данным в MatLAВ в подсистеме Simulink. Результаты моделирования представлены на рис. 4. Как видно из графиков, уменьшается амплитуда колебаний и время переходного процесса. T2 117 Рис. 3. Структурная схема двухрезцовой обработки а б Рис. 4. Переходные процессы при обработке: а – поворотным суппортом; б – жестким суппортом Высокая жесткость двухрезцового суппорта без возможности регулирования ширины срезаемого слоя обеспечивает относительно небольшую амплитуду и малое время затухания переходного процесса при возмущении технологической системы на стадии врезания. Но если возникает эксцентриситет оси вращения заготовки, значительная погрешность ее исходного профиля за счет разной толщины срезаемого слоя в один момент времени на двух резцах, неуравновешенные силы резания будут приводить к отжиму заготовки с копированием погрешности. При этом в поперечном сечении вала формируются неоднородные остаточные технологические напряжения. Так как из-за конструктивных особенностей поворотный суппорт имеет меньшую жесткость, амплитуда колебаний и время затухания переходного процесса увеличиваются. Но из-за стабилизации сил резания по обороту величина установившейся упругой деформации при обработке поворотными резцами меньше, чем у жесткого суппорта, и точность обработки выше. Поскольку двухрезцовая обработка используется на черновой и получистовой обработке, снижение качества переходного процесса не существенно, т.к. это преимущественно отразится на микропрофиле. 118 За счет выравнивания сил резания по обороту уменьшается копирование погрешности установки заготовки и ее профиля на обработанную поверхность. Выравниваются, соответственно, технологические остаточные напряжения, что стабилизирует точностные параметры заготовки в послеоперационный период и детали в эксплуатационный. Испытание опытно-промышленного образца проводилось на токарном станке 1 А 616. Геометрические параметры обрабатываемых валов: длина 450 мм, диаметр варьировался от 20 до 30 мм, материал заготовок – сталь 40ХН и 40Х13. Геометрия инструмента = 36, ’ = 24, сечение державки резца 1620, вылет 25 мм, скорости резания U = 100-150 м/мин, глубина резания t = 1-4 мм, подача S = 0,054-0,11. Точность обработки валов в поперечных сечениях повысилась в 1,33-1,5 раза, производительность увеличилась на 30-35% путем увеличения подачи и глубины резания без потери виброустойчивости, шероховатость обрабатываемых поверхностей уменьшилась с Rа 2,0 до Rа 0,63. Статья поступила в редакцию 2 марта 2010 г. UDC 621.9 O.I. Drachev, D.A. Rastorguev, O.G. Romanova Togliatti State University 445667, Togliatti, Belorusskaya str., 14 The article deals with the modeling of the multiple tooling of small rigid shafts. A description of the installation for two-cutter turning operation and processing operations control system is presented. The transient processes arising in the technological system at the processing of the two-cutters in different versions are analyzed. Key words: little hard shaft, two tool processing, transient, dynamical system, mathematical model. Oleg I. Drachev – Doctor of Technical Sciences, Professor. Dmitriy A. Rastorguev – Candidate of Technical Sciences, Associate professor. Olga G. Romanova – Candidate of Technical Sciences, Associate professor. 119 УДК 55.21.21 УПРОЧНЕНИЕ КРОМОК ЛОПАТОК РАБОЧИХ КОЛЁС ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ Ю.И. Кургузов1, М.Ю. Кургузов2 Самарский государственный технический университет 443100, Самара, ул. Молодогвардейская, 244 1 ООО «Проминвест» 443105, Самара, ул. Металлистов, 64 2 Рассмотрена упрочняющая обработка торцовых кромок лопаток ГТД в составе рабочего колеса на станке токарного типа дисковыми механическими щётками с секционной набивкой проволочного ворса. Обращено внимание на ударный характер процесса обработки, на формируемое качество поверхностного слоя. Установлено повышение усталостной прочности кромочных поверхностей. Ключевые слова: рабочее колесо, торец лопатки, дисковая щётка, упрочняющая обработка, качество поверхности, усталостная прочность. Ресурс работы газотурбинных двигателей (ГТД) в значительной степени зависит от ресурса его лопаток. Они работают в условиях, характеризующихся высокой агрессивностью рабочей среды, повышенными температурами, запылённостью среды абразивными частицами, действием сложных систем сил, попаданием в рабочую зону посторонних предметов и другими факторами. В процессе эксплуатации отмечаются обрывы уголков рабочих лопаток, являющиеся следствием развития магистральных усталостных трещин с их торцов. В процессе изготовления к поверхностям лопаток предъявляются жёсткие требования [1, 2, 3], которые заключаются в обеспечении плавности переходов поверхностей, низкой шероховатости, отсутствии концентраторов напряжений. Механическая обработка поверхностей лопаток заканчивается упрочнением различными методами ППД. Подобранные по весу и по основному тону колебаний лопатки устанавливают в диск и обтачивают по торцам пера, придавая колесу требуемый наружный диаметр. При этом с торцов лопаток удаляется ранее упрочнённый слой и формируются острые кромки. Последующее их скругление и полирование вследствие сложности формы, ажурности, малой жёсткости детали и дискретности поверхностей производят вручную. Эти операции отличаются низкой производительностью, не гарантируют размерной и физической стабильности и не обеспечивают требуемого ресурса работы лопаток, т.к. даже заполированные кромки имеют заниженные характеристики качества поверхности и являются неблагоприятной зоной концентрации напряжений. Необходима повторная упрочняющая обработка, но уже в составе рабочего колеса. В качестве возможных вариантов упрочнения кромок была предложена обработка вращающимися механическими щётками (ВМЩ). На начальном этапе при проектировании схемы обработки произвольно расположенные в пространстве изогнутые кромки на торцах лопаток представлялись стягивающими их хордами аb 120 Кургузов Юрий Иванович – к. т. н., доцент. Кургузов Михаил Юрьевич – главный инженер ООО «Проминвест». (рис. 1). Схема предусматривала, что в момент наибольшего перекрытия скруглённых по радиусу поверхностей торцов лопаток и торцов проволочек щётки её плоскость вращения ПВ должна быть перпендикулярна хорде аb. Рис. 1. Схема расположения щётки относительно торцов лопаток Реализованная на лоботокарном станке РТ-39 полная схема обработки торцов лопаток дисковой щёткой изображена на рис. 2. Колесо с запрессованными лопатками, обвязанными резиновым жгутом для повышения их изгибной жёсткости, устанавливалось на планшайбе, выставлялось по индикатору с заданным радиальным биением и закреплялось в 4-кулачковом патроне. Рис. 2. Схема установки для обработки ВМЩ 121 Приспособление для обработки включало передвижную тележку с закреплённым на ней реверсивным электродвигателем. Вращательное движение щётке передавалось с помощью гибкого вала, который позволял щётке занимать произвольное расположение в пространстве. При вращении рабочего колеса с установленными в нём лопатками углы, характеризующие ориентацию хорды в пространстве, изменяются, что необходимо учитывать соответственной настройкой инструмента перед обработкой. Пространственное положение хорд относительно инструмента определяется углами: γ – углом наклона хорды по отношению к горизонтальной плоскости; φ – углом между проекцией хорды на горизонтальную плоскость и прямой, параллельной оси колеса; ψ – углом между горизонтальной плоскостью и радиусом, проведённым из центра колеса к середине рассматриваемой хорды. Оси колеса и щётки должны быть скрещивающимися. При этом необходимо, чтобы ось щётки (см. рис. 1) находилась на линии О1А, проходящей через ось колеса и середину хорды (точку А). Нетрудно представить, что для обработки лопатки, лежащей в горизонтальной плоскости колеса, повёрнутой на угол γ щёткой, последняя смещается и не может контактировать с данной лопаткой. С ней вступает в контакт другая лопатка, имеющая угол наклона хорды, отличный от того, на который инструмент был настроен. В связи со сказанным возникает достаточно сложная пространственная задача настройки технологической системы, связанной с определением требуемого положения оси щётки. При известном угле ψ ориентация щётки в пространстве достигается поворотом хомута cо щёточной головкой относительно державки вокруг оси своей цапфы, проходящей через точку С, на угол γ и разворотом резцедержателя в горизонтальной плоскости на угол φ. Анализ взаимодействия ворса с обрабатываемой поверхностью может быть осуществлён по методике, изложенной в работе [4]. Для рассматриваемого случая схемы взаимодействия приведены на рис. 3. Лопатки поступают на обработку с полированными по радиусу r кромками. Начальное касание кромок лопаток с торцами проволочек (см. рис. 3, а) происходит ниже вершины кромки при углах θ н и λ н, которые определяются по формулам: cos н = R к r 2 R к R щ i 2 R щ r 2 ; 2 R к r R к R щ i sin н = Rк r sin н . Rщ r Так, при R к = 452,45 мм, R щ = 125 мм, r = 1 мм и натяге i = 1 мм θ н = 1˚ 47΄, λ н = 6˚ 26΄. Для кромки с радиусом r = 0,5 мм при прочих равных исходных параметрах θ н = 1˚ 15΄, λ н = 4˚31΄. Можно отметить случай (рис. 3, в), при котором проволочки перестают контактировать своими торцами с радиусной кромкой. Натяг, соответствующий этому случаю, будет наибольшим. Он вычисляется по формуле: 122 i max R щ r R щ2 r 2 . После подстановки в формулу значений, приведённых выше, получим при r = 1 мм натяг i max = 0,996 мм. При i > i max проволочки контактируют с кромкой боковой (цилиндрической) поверхностью. Угол атаки (δ + λ) становится равным 90°. В области перехода кромки в перо лопатки образуются, как будет показано ниже, более глубокие следы, интенсивно упрочняется поверхностный слой и, наряду с этим, ухудшается его шероховатость. По мере вращения рабочего колеса углы атаки ворса щётки с кромкой лопатки изменяются и вместе с ними меняются контактные условия взаимодействия. Вычисление углов атаки связано с определением текущих значений углов θ и λ, а также угла δ. Линия τ – τ – касательная к окружности радиуса R щ в точке М (см. рис. 3, в). С математической точки зрения касание проволочек щётки с радиусной кромкой торца лопатки можно рассматривать как касание окружностей радиусов R щ и r. При вращении радиусной кромки вокруг центра О 1 эти окружности пересекаются в точках М и М ′ (рис. 3, в). При попутной обработке точкой встречи вращающегося ворса с кромкой является точка М с текущими координатами x и y. Решая совместно систему двух уравнений, выражающих окружности с радиусами R щ и r, и вводя обозначения R к r 2 R щ2 R к R щ i 2 r 2 A , R к R щ i B , R к r C , получим для одной из координат квадратное уравнение типа ах 2 bx c 0 , , b 4 A B C cos 2BC sin , c A 4C sin R B . где a 4 B 2 2BC cos C 2 2 2 2 2 2 щ 2 2 Придавая углу θ фиксированные значения, можно получить соответственные ему координаты x и y. Угол δ находится из равенства cos x R к r cos , r а угол λ – из формулы sin λ = y / R щ. Контакт проволочки с кромкой продолжается и в зоне отрицательных значений углов θ. В общем виде угол атаки равен δ ± λ, где знак «+» – при y > 0, знак «-» – при y < 0. Для упрочняющей обработки применяли секционную дисковую щётку с набивкой ворса из холоднотянутой, нагартованной, высоколегированной и жаростойкой проволоки по ГОСТ 18143-72 (химический состав по ГОСТ 5632-72). Распределение ворса по секциям обеспечивалось сепараторными гнёздами, предусмотренными в конструкции щётки. Ранее проведенные исследования [4] дали возможность определить параметры инструмента: наружный диаметр щетки D щ = 250 мм, вылет ворса l = 75 мм, диаметр проволочек d = 0,2 …0,25 мм, количество проволочных пучков по окружности N = 10. Количество проволочек в пучке 550…650 штук. Коэффициент плотности набивки ворса, определяемый отношением суммарной площади тор123 цовых сечений проволочек к боковой площади цилиндра, образованного наружным диаметром щетки, k п = 0,16…0,18. При ширине лопатки l = 42 мм ширина рабочей части щетки составила 48 мм. Рис. 3. Схема контактного взаимодействия проволочки с кромкой при расчёте начальных (а), текущих (б) геометрических параметров и при максимальном натяге (в) Cила, действующая на конце проволочки, в момент удара направлена перпендикулярно к её оси и определяется по формуле [4] Pk 2 щ l 2 и m R 3щ R щ l EJ , 3 и где k – коэффициент повышения жёсткости проволочек при действии на них центробежной силы инерции; ω щ – угловая скорость вращения щётки; l и – длина изгибающейся части проволочек (l и = 0,8 l); m – масса проволочки; Е – модуль упругости материала проволочки; J – момент инерции её поперечного сечения. 124 Характер ударного деформирования поверхности радиусной кромки лопатки определяется не только силой Р, но и физико-механическими свойствами соударяющихся тел, размерами и формой внедряемого конца проволочки. Для нахождения глубины остаточного отпечатка при ударе проволочкой можно воспользоваться эмпирической зависимостью [5] hK P n , где K и n – соответственно коэффициенты, зависящие от свойств материалов и формы ударного элемента. Экспериментальными исследованиями установлено, что при обработке титановых сплавов K = 3,067 · 10 – 5 м / Н n, n = 0,67. При косом ударе максимальная глубина отпечатка h max (рис. 4) определялась проецированием последнего равенства на нормаль к обрабатываемой поверхности: h max K P n sin . В таблице приведены значения контактной силы и глубины отпечатка при ударе проволочек диаметром d = 0,3 мм, длиной l = 75 мм в зависимости от скорости вращения щётки. Частота вращения колеса составляла n к = 19 об /мин. Из таблицы видно, что с возрастанием угла атаки глубина отпечатка сначала резко увеличивается (в районе вершины ради- Рис. 4. Схема к расчёту деформации при усной кромки), а затем в месте перехода ударе кромки в поверхность пера лопатки стабилизируется, достигая наибольших значений. При этом сглаживающая обработка, приводящая к снижению шероховатости обработанной поверхности, возможна при условии h max ≤ R max. Обработке щётками предшествует операция полирования кромок, которая обеспечивает R max = 6,4…8 мкм. Близкая к этим значениям глубина h –1 (v щ = 19 max имеет место при вращении щётки с угловой скоростью ω щ = 152 с м/с). К допустимому для рассматриваемого случая сглаживанию приводит также обработка со скоростью v щ = 16 м/с. Использование этих скоростей считалось наиболее целесообразным. Исследование шероховатости и микротвёрдости поверхности обработанных участков проводилось на натурных образцах. Образцы подразделялись на исходные (с неупрочнёнными кромками) и опытные. Исходные образцы представляли собой часть, отрезанную от пера лопатки на электроэрозионном станке 4Г721М. Сами лопатки затем запрессовывали в гнёзда диска и обрабатывали щёткой на различных режимах. После обработки их выпрессовывали из диска и вырезали ещё один опытный образец с упрочнённой кромкой. Таким образом, появлялась возможность сравнивать показатели качества поверхности опытных и исходных образцов, принадлежащих одной лопатке. Шероховатость обработанной поверхности кромки определяли как путём сравнения с эталоном на микроскопе МБС-2, так и измерением на профилометре репликслепков, отображающих микронеровности на ацетилацетатной (ацетонорастворимой) кинофотоплёнке. Для реализации этого метода измерения были разработаны специальные устройства размягчения плёнки, подготовки и крепления реплик. 125 Контактная сила и глубина отпечатка при ударе Угол θ, град 1,77 1,25 0,75 0,25 0 1,77 1,25 0,75 0,25 0 Скорость щётки v щ , м/с Угловая скорость ω щ, с-1 Коэффициент k Контактная сила Р, Н 16 128 1,06 0,086 19 152 1,08 0,106 Угол атаки (δ + λ), град 12,8 38,8 55,4 75,5 90 12,8 38,8 55,4 75,5 90 Глубина отпечатка h max· 10-6, м 1,3 3,7 4,9 5,7 5,9 1,5 4,3 5,6 6,6 6,8 Обработка со всеми указанными режимами приводит к улучшению поперечной шероховатости кромок (с исходной шероховатостью Ra = 2,5 мкм). Уменьшение высоты микронеровностей происходит заметнее на участках кромки, прилежащих к поверхностям спинки и корыта пера, и в меньшей степени – на среднем участке радиусной кромки. Риски на кромках с исходной шероховатостью R a = 2,5 мкм полностью не выводятся, но сглаживаются вершины микронеровностей. Наилучший результат по шероховатости получен при скорости v щ = 19 м/с. Микротвёрдость поверхности оценивали на приборе ПМТ-3. Образцы устанавливали в металлическое кольцо и фиксировали в требуемом положении заливкой сплавом Вуда. Отмечается относительное повышение микротвёрдости поверхностного слоя на 17…22%, причём большие значения прироста микротвёрдости соответствуют обработке с большими скоростями. Толщина упрочнённого слоя составляет 20…25 мкм. В вершине кромки и в местах сопряжения с телом лопатки толщина слоя отличается на 2,2…2,5 мкм. Для исследования остаточных напряжений по методу Н.Н. Давиденкова применялись образцы – прямые цилиндрические стержни диаметром, равным двойному радиусу кромки, с шероховатостью Ra = 2,5 мкм и длиной, равной ширине лопатки. Обработка образцов ВМЩ производилась в специально спроектированном приспособлении, запрессованном в паз диска колеса и представляющем собой имитатор лопатки компрессора. По мере удаления обработанных поверхностных слоёв непрерывно фиксировался изгиб образцов. Остаточные напряжения рассчитывались по формуле, полученной для случая, когда толщина а стравливаемого слоя мала в сравнении с толщиной Н образца (Н/ а = 2 / 0,1 = 20 > 15): 4Е H h 2 df 4 H h f , 2 dh 3l 0 где Е – модуль упругости материала образца; l0 – длина исследуемой поверхности (длина травящегося участка); h – толщина удалённого на данный момент слоя; f – прогиб образца, образовавшийся при стравливании слоя h. В круглом стержне – образце получена типичная картина распределения остаточных напряжений по толщине упрочнённого слоя. Так, обработка кромки щёткой 126 со скоростью vщ = 19 м/с обеспечивает формирование в поверхностном слое толщиной 23…25 мкм сжимающих остаточных напряжений величиной 54…56 МПа. Проведены усталостные испытания лопаток на специальном вибростенде воздушного возбуждения по сложной пластиночной форме колебаний (71 гармоника). Частота возбуждения колебаний лопаток f = 6600 Гц, база испытаний N = 2 · 107 циклов. Предел выносливости лопаток, упрочнённых при скоростях 16 и 19 м/с, вырос приблизительно на 18% по сравнению с прочностью неупрочнённых лопаток. Длительные испытания упрочнённых лопаток в составе изделия засвидетельствовали отсутствие трещин на их торцовой поверхности. БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. Сулима А.М. и др. Основы технологии производства газотурбинных двигателей: Учеб. – М.: Машиностроение, 1996. – 479 с. – ISBN – 5-217-02800-9. 2. Александров В.Г. и др. Авиационный технический справочник (эксплуатация, обслуживание, ремонт и надёжность) – М.: Транспорт, 1975. – 432 с. 3. Дёмин Ф.И. и др. Технология изготовления основных деталей газотурбинных двигателей. – М.: Машиностроение, 2002. – 328 с. – ISBN – 5-217-03119-0. 4. Кургузов Ю.И., Папшев Д.Д. Технологическое обеспечение качества поверхности при упрочнении механическими щётками // Вестник машиностроения. – 1986. – №4. – С. 54-58. 5. Батуев Г.С. и др. Инженерные методы исследования ударных процессов. – М.: Машиностроение, 1977. – 240 с. Статья поступила в редакцию 19 октября 2009 г. UDC 55.21.21 HARDENING OF BLADES’ EDGES OF THE DRIVING WHEEL GAS-TURBINE ENGINES J.I.Kurguzov1, M.J.Kurguzov2 1 Samara State Technical University 244, Molodogvardeyskaya st., Samara, 443100 2 «Prominvest» Сo, Ltd 64, Metallistov st., Samara, 443105 The method of choosing the geometrical parameters of adjustment of a disk brush with a section arrangement of pile for processing of blades’ edges of compressor disk, and also a method of choosing the regimes of processing, providing required quality of a surface and increasing the fatigue durability are described in the article. Key words: the driving wheel, shovel end face, the disk brush, strengthening processing, quality of the surface, fatigue durability. Yuriy I. Kurguzov – Candidate of Technical Sciences, Associate professor. Mihail Y. Kurguzov – Chief Engineer. 127 УДК 681.5 АРХИТЕКТУРА СИСТЕМЫ АВТОМАТИЗАЦИИ ПРОЕКТИРОВАНИЯ ШНЕКОВЫХ ЭКСТРУДЕРОВ А.М. Пищухин, М.Н. Шевченко Оренбургский государственный университет 460018, г. Оренбург, пр. Победы, 13 В работе показана необходимость создания системы автоматизации проектирования шнековых экструдеров. Перечислены функции САПР, предложена ее архитектурная схема. Разработана реляционная схема базы данных конструкций и примитивов. Ключевые слова: шнековый экструдер, САПР, архитектура программных систем, реляционные БД. Экструзионные технологии применяются в пищевой, химической, строительной промышленности. Достоинство экструзионных технологий состоит в непрерывности процесса, обеспечивающей высокую производительность и решающей проблему массовости производства. Другим достоинством экструзионных технологий является совмещение процессов перемешивания, прессования, продавливания через фильеры для придания материалам определенной формы. Наиболее высокие показатели эффективности этих технологий достигаются при рационально выбранной конструкции экструдера и оптимальных технологических режимах. Инженерные расчеты экструдеров, в связи со сложностью их форм и разнообразием свойств перерабатываемых материалов, осуществляется по приближенным, зачастую эмпирическим, формулам с большим количеством предположений. Так, в работе [1] распределение напряжений сдвига между корпусом экструдера и валом шнека полагается линейным. В работе [2] приводятся основанные на опытных данных аналитические зависимости давления аномально-вязкой среды от скорости движения, угловой скорости вращения от производительности экструдера и т.п. В работе [3] даются практические рекомендации по выбору шага винтовой нарезки шнека, глубины винтового канала, приводится эмпирическая формула для расчета критической частоты вращения шнека, а также других величин, таких как максимальный прогиб, максимальные касательные напряжения, производительность. Создание автоматизированного инструмента проектирования шнековых устройств, предоставляющего возможность проведения теоретически обоснованных тепловых, прочностных расчетов, расчетов износоустойчивости, расчетов напряженного состояния в различных точках перерабатываемого материала, позволит повысить качество принимаемых проектных решений при их синтезе, увеличит точность расчета и информативность его для проектировщика. Дж. Клир в работе [4] определяет архитектуру как совокупность наиболее важных принципов организации системы. Создание архитектуры программной системы – это проектирование на самом высоком уровне, согласно работе [5]. Архитектуру понимают также как искусство определения требований пользователя к структуПищухин Александр Михайлович, д.т.н., профессор. Шевченко Максим Николаевич – аспирант. 128 ре, а затем проектирование таким образом, чтобы она как можно полнее соответствовала этим требованиям при заданных экономических и технологических ограничениях [6]. Архитектура программной системы представляет собой взгляд на нее «с определенного расстояния» [4]. Детали исполнения могут и должны оставаться непроработанными до конца, оставляя достаточно свободы для дальнейшей детализации; однако все существенные для пользователя характеристики должны быть специфицированы. Таким образом, архитектура САПР шнековых экструдеров определяется потребностями пользователя в автоматизации. Система должна включать в себя следующие функции: 1. Структурный синтез конструкции. Используя заданные примитивы элементов экструдера, пользователь системы составляет его структурную схему. На этом этапе возможен выбор различной геометрии (плоские или гофрированные стенки, цилиндрическая или конусоидальная форма корпуса и т.п.). Необходимые для задания структуры примитивы хранятся в базе данных конструкций и примитивов. Результаты структурного синтеза отображаются на экране и могут быть сохранены в БД. Все остальные функции, описанные ниже, связаны с работой пользователя над конструкциями, загружаемыми из БД конструкций и примитивов. 2. Редактирование существующих решений. Элементы экструдера, выбранные в процессе структурного синтеза, как правило, имеют настраиваемые параметры, такие как шаг шнека, толщина лопастей и т.п. Система должна позволять пользователю варьировать эти параметры в допустимых с точки зрения выполнимости конструкции пределах. Результаты сохраняются в БД конструкций и примитивов. 3. Инженерные расчеты. Система должна обеспечивать возможность расчета проектируемого экструдера исходя из заданных пользователем структуры, параметров конструкции, параметров технологического режима (рабочее давление перед формующей матрицей, скорость вращения шнека и т.п.) и свойств перерабатываемого материала. Можно выделить следующие виды расчетов: тепловые, прочностные, расчеты напряженного состояния в различных точках перерабатываемого материала, расчеты износоустойчивости. Результаты расчетов в графическом виде пользователь может вывести на экран или распечатать. 4. Анализ влияния параметров. Система должна отображать графики взаимных зависимостей выбранных параметров в соответствии с результатами инженерного расчета (например, зависимость момента от угловой скорости вращения или от шага шнека). 5. Моделирование технологического процесса. В результате возникновения в процессе производства нештатных ситуаций, таких как внезапное увеличение или уменьшение давления, предельные температурные условия, применение установки для нового материала с принципиально иными свойствами, показатели эффективности экструдера могут меняться скачкообразно. По команде пользователя система должна производить моделирование поведения проектируемой конструкции в нештатных ситуациях. 6. Разработка документации. В соответствии с выбранными пользователем стандартами изготовления конструкторской документации система должна производить проектные чертежи, необходимые для выполнения спроектированного решения, и пояснительные записки к ним. Архитектура системы автоматизации проектирования шнековых экструдеров, 129 которая способна выполнять перечисленные функции, показана на рис. 1. В качестве основных блоков можно выделить: блок работы с конструкциями, предоставляющий доступ к базе данных конструкций и примитивов. Эта БД может хранить как проекты конструкций, находящиеся в разработке, так и законченные решения, используемые пользователем в качестве прототипов новых конструкций; блоки разнообразных инженерных расчетов. Расчеты производятся согласно расчетным схемам, хранящимся в специальной БД; блок анализа, позволяющий исследовать взаимные зависимости параметров; блок работы с различными видами продукции, позволяющий проектировать конструкции с учетом особенностей обрабатываемого сырья и конечного продукта. Этот блок связан с БД применяемых к различным видам продукции технологических режимов; блок моделирования технологического процесса в нештатных ситуациях, представленных в специальной БД; Ядро САПР БД конструкций и примитивов БД расчетных схем Работа с видами продукции Моделирование технологического процесса БД технологических режимов БД нештатных ситуаций Рис. 1. Архитектура САПР шнековых экструдеров 130 Построение документации износоустойчивости Анализ конструкций напряженного напряженного состояния состояния Инженерные расчеты прочностные прочностные тепловые Работа с конструкциями БД стандартов, норм и требований блок построения документации, использующий БД стандартов, норм и требований. В целях удобства развития системы архитектура должна предусматривать возможность подключения встраиваемых модулей. Встраиваемый модуль – это дополнительный модуль системы, о котором неизвестно на этапе ее создания. Как правило, такие модули разрабатываются сторонними разработчиками, не связанными с разработчиками системы, для решения специфических задач, не включенных в ее общие функциональные возможности. Применительно к САПР шнековых экструдеров отдельные встраиваемые модули могут производить дополнительные виды инженерных расчетов, предоставлять новые примитивы, работать с различными стандартами оформления документации, обеспечивать интерфейс пользователя на языках, отличных от языка первоначальной разработки, и т.п. Включение в архитектуру программной системы возможности подключения встраиваемых модулей повышает гибкость системы и увеличивает ее жизненный цикл, а изначальная реализация части функций системы в виде встраиваемого модуля уменьшает связность системы, упрощает процессы тестирования, развертывания и сопровождения. К встраиваемым модулям предъявляются следующие требования: наличие блока инсталляции. При обнаружении нового встраиваемого модуля система запускает его инсталляцию, в ходе которой он получает доступ к базам данных, в которые может записать требуемую для его функционирования информацию (например, справочную); наличие блока активации. При старте системы для каждого инсталлированного встраиваемого модуля последовательно вызывается процедура активации. В ходе этой процедуры встраиваемый модуль получает доступ к меню системы, где может добавить новые пункты, указывающие на принадлежащие ему программные обработчики. Также возможно выполнение активационных действий с БД, если необходимо (так, модуль может проверять целостность БД на старте системы); наличие блока деактивации. При завершении работы в системе для каждого инсталлированного встраиваемого модуля последовательно вызывается процедура деактивации, в ходе которой модули могут освободить занятые ресурсы или сохранить собранные данные. Приведенные блоки должны быть публичными методами встраиваемого модуля в соответствии с принципами ООП. Каждый из этих методов может быть пустым, если логика встраиваемого модуля не предусматривает соответствующих действий. В системе необходимо предусмотреть возможность запуска в «безопасном режиме», в котором встраиваемые модули игнорируются, на случай сбоев во встраиваемом модуле, нарушающем работу системы в целом. Функциональные возможности и удобство использования создаваемой системы напрямую зависят от того, насколько гибкой будет структура БД конструкционных решений и примитивов. В силу того, что реляционный подход «сущность – связь» хорошо зарекомендовал себя в информационных системах [7], выделим основные сущности и связи между ними (рис. 2). Конструкция. Это основная сущность, с которой работает пользователь системы. Конструкции идентифицируются уникальными кодами, однако для удобства различения человеком каждой конструкции присваивается текстовое описание. Для того чтобы отличать завершенные конструкции от рабочих проектов, введем атри131 бут «Флаг готовности». Это позволит фильтровать список конструкций, показывая по требованию пользователя только конструкции, находящиеся в работе, только завершенные либо без фильтрации. Для адекватной поддержки долговременной работы над конструкцией необходимо сохранять информацию о номере версии, который увеличивается при каждом сохранении; особенно важным номер версии становится, если над конструкцией работают несколько пользователей. Пользователь. Эта сущность позволит нам хранить данные о пользователе, такие как фамилия, имя, отчество, и (возможно) другую необходимую информацию. Рис. 2. Схема БД конструкций и примитивов История версий. Связь между пользователями и конструкциями является связью типа «многие ко многим», так как каждый пользователь системы может иметь 132 дело с различными проектами в один и тот же промежуток времени, и наоборот, одним проектом может заниматься группа пользователей. При каждом сохранении конструкции в таблицу БД, связанную с сущностью «История версий», записываются дата и краткое описание изменений, благодаря чему история правок в любой момент может быть восстановлена. Примитив. Под примитивами понимаются типовые составные части проектируемых конструкций. В случае проектирования экструдеров это могут быть разнообразные виды шнеков, корпусов, матриц с фильерами, загрузочных устройств, узлов крепления. Первоначальный набор примитивов загружается в БД при поставке системы и может быть впоследствии дополнен путем инсталляции встраиваемых модулей. Отметим, что примитив – качественное понятие. Каждый примитив может иметь хранимое в БД графическое изображение для быстрой идентификации его пользователем на экране компьютера; в случае отсутствия такового используется изображение по умолчанию. Параметр примитива – сущность, связанная с количественной стороной примитива. Различные примитивы имеют различные наборы параметров: если цилиндрический корпус характеризуется лишь радиусом, длиной и толщиной стенок, то у конусоидального корпуса к этим величинам добавляется угол наклона. Данная сущность связана с примитивом связью «многие к одному»; различные параметры одного и того же примитива идентифицируются различными названиями. Для предотвращения нежелательных значений (чаще всего отрицательных) в сущности присутствуют необязательные атрибуты, связанные с диапазоном допустимых значений параметра: минимальное и максимальное значения. Элемент – это составная часть конструкции, являющаяся примитивом определенного вида и обладающая количественными характеристиками. Все конструкции, создаваемые пользователем системы, визуально состоят из элементов. Ввиду данного определения каждый элемент связан с сущностями «Конструкция» и «Примитив» как «многие к одному». Параметр элемента. Конкретные значения параметров конкретных элементов составляют эту сущность. Если элемент связан с примитивом А, то его параметры соответствуют набору параметров примитива А. Отметим, что возможна ситуация нарушения непротиворечивости данных, если связи этой сущности будут направлены ошибочно; так, может возникнуть ситуация, когда внешний ключ «Код элемента» будет связан с элементом примитива «Цилиндрический корпус», а внешний ключ «Код параметра примитива» – с параметром «Угол наклона», не относящимся к нужному примитиву. Для контроля целостности необходим специальный алгоритм. Соединение. Конструкция не является простым набором элементов; элементы должны быть соединены надлежащим образом и в надлежащем порядке. Данная сущность представляет собой информацию о соединении элементов. Каждое соединение характеризуется своим типом и может соединять два и более элементов. Инциденции соединений. Для хранения информации о том, какие элементы конструкции связаны какими соединениями, наиболее подходящей представляется структура двудольного графа [8], в одной доле которого расположены элементы, а в другой – соединения. Графовое представление не накладывает ограничений на ар133 ность соединения и позволяет использовать графовые алгоритмы для проверки связности схемы элементов. Ввиду разреженности графа список инциденций является оптимальным подходом к хранению информации. Таким образом, система автоматизированного проектирования, построенная с учетом приведенного исследования функций, архитектуры и схемы отношений БД, позволит производить инженерные расчеты в автоматизированном режиме и повысить качество принимаемых проектных решений. БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. 2. 3. 4. 5. 6. 7. 8. Полищук В.Ю., Коротков В.Г., Зубкова Т.М. Проектирование экструдеров для отраслей АПК. – Екатеринбург: УрО РАН, 2003. – 201 с. Абрамов О.В. Научное обеспечение процесса экструзии модельных сред на основе крахмалосодержащего сырья и разработка высокоэффективного оборудования для его реализации: Автореферат дисс. … д. т. н. – Воронеж, 2009. – 45 с. Соколов М.В., Клинков А.С., Ефремов О.В., Беляев П.С., Однолько В.Г. Автоматизированное проектирование и расчет шнековых машин. – М.: Машиностроение-1, 2004. – 248 с. Клир Дж. Системология. Автоматизация решения системных задач: пер. с англ. – М.: Радио и связь, 1990. – 544 с. Брауде Э. Технология разработки программного обеспечения. – СПб.: Питер, 2004. – 655 с. Brooks F.P. Architectural philosophy // Planning a Computer System, edited by W. Buchholz. – New York: McGraw-Hill, 1962. – pp. 5-16. Кузнецов С.Д. Основы баз данных: курс лекций: учеб. пособие. – М.: Интернет-ун-т информ. технологий, 2005. – 488 с. Новиков Ф.А. Дискретная математика для программистов. – Спб.: Питер, 2000. – 304 с. Статья проступила в редакцию 14 января 2010 г. UDC 681.5 ARCHITECTURE OF THE SCREW EXTRUDER CAD/CAE SYSTEM A.M. Pischukhin, M.N. Shevchenko Orenburg State University 13, Pobedy pr., Orenburg, 460018 The necessity of a screw extruder CAD/CAE system development is demonstrated. Functional requirements for the system are enumerated; architecture chart is proposed. Relational database schema is developed for constructions and primitives storage. Key words: screw extruder, CAD, CAE, software architecture, relational database. 134 Alexander .M. Pischukhin – Doctor of Technical Sciences, Professor Maksim N. Shevchenko – Postgraduate Student.