АКУСТИЧЕСКАЯ СИСТЕМА КОНТРОЛЯ ПРОЦЕССА ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ И ЭЛЕКТРОДУГОВОЙ ПЕЧИ
реклама

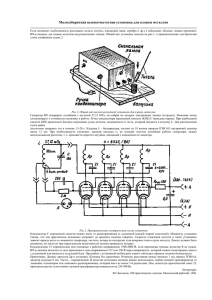
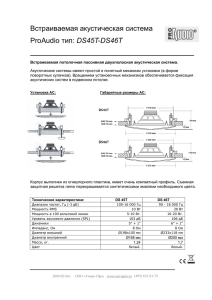
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ ПРИАЗОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ АКУСТИЧЕСКАЯ СИСТЕМА КОНТРОЛЯ ПРОЦЕССА ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ И ЭЛЕКТРОДУГОВОЙ ПЕЧИ ТЕХНОЛОГИЧЕСКОЕ ПРЕДЛОЖЕНИЕ Мариуполь 1 ТЕХНОЛОГИЧЕСКОЕ ПРЕДЛОЖЕНИЕ 1.Наименование. «Акустическая система контроля процесса выплавки стали в конвертере и электродуговой печи». 2.Ключевые слова. КОНТРОЛЬ, АКУСТИКА, КОНВЕРТЕР, ЭЛЕКТРОДУГОВАЯ ПЕЧЬ, ПЛАВКА, ВЫСОКОТЕМПЕРАТУРНЫЕ ИЗМЕРЕНИЯ, РЕАЛЬНОЕ ВРЕМЯ, ТЕМПЕРАТУРА, ХИМИЧЕСКИЙ СОСТАВ, РЕСУРСОЭНЕРГОСБЕРЕЖЕНИЕ. 3.Назначение. Система предназначена для контроля и управления процессом выплавки стали в конвертере и электродуговой печи в масштабе реального времени. 4.Область применения. Черная металлургия, производство стали. 5.Описание и основные технико-экономические показатели. Акустическая система смонтирована из надежных технических компонентов и использует в своей работе устойчивый (робастный) алгоритм. Визуальная индикация обеспечивает контроль основных параметров плавки в масштабе реального времени, включая сигнал об окончании плавки. Составными частями системы являются: - модуль регистрации первичной акустической информации; - модуль обработки и фильтрации акустической информации. В реальном масштабе времени определяются: среднемассовая температура расплава, среднемассовая концентрация химических элементов в расплаве, характер плавления скрапа и формирования жидкой шлаковой фазы расплава; - модуль управления контрольно-измерительным комплексом и визуализацией технологических параметров плавки. Акустическая система прошла испытания на конвертерах садкой 25 , 180 и 400т в Украине и Китае (1986 – 1995 гг.), на электродуговых печах постоянного и переменного тока садкой 15, 30, 50, 100, 150 и 250т в Израиле, Японии, Италии, Испании и США (1997 – 2005 гг.). В ходе испытаний была подтверждена высокая надежность и достоверность определяемых системой параметров. Коэффициент корреляции значений параметров, контролируемых системой и измеряемых традиционным способом, составил 0,95 – 0,97. Применение акустической системы позволило сделать технологический процесс наблюдаемым и, как следствие, лучше управляемым, что в итоге обеспечило повышение качества выплавляемой стали, снижение расхода алюминия и ферросплавов. Важным результатом стало облегчение ведения технологического процесса, уменьшение числа ошибок производственного персонала, а также выявление непредставительных проб и замеров. Полученные при эксплуатации системы данные свидетельствуют о том, что экономия энергетических ресурсов лежит в пределах 5– 30%, повышение производительности печи 10 – 25% и снижение потерь металла 1,5 – 5%. Высокая достоверность определяемых системой технологических параметров позволяет создавать на ее основе автоматизированные системы управления процессом выплавки стали в конвертерах и электродуговых печах. 2 6. Иллюстрации. , Рис. 1. Схема установки акустической системы на конвертере. Волновод Источник питания Компьютер Газовый тракт Микрофон Электроды Печь Рис. 2. Схема установки акустической системы на электропечи. На рисунках показаны схемы установки акустической компьютерной системы на конвертере и электродуговой печи. Исходным источником информации для системы служит технологический шум плавки, возникающий в конвертере при взаимодействии струи кислорода с расплавом, а в электропечи - при взаимодействии струи плазмы с расплавом. Шум, фиксируемый микрофоном, установленным в волноводе, трансформируется в электрический сигнал, который поступает в аналого - цифровой преобразователь в компьютере. Преобразованный акустический сигнал вводится в расчет. Результатом расчета является информация о технологическом процессе: 1) среднемассовая температура, 2) химический состав, 3) динамика формирования жидкой (шлаковой) фазы расплава в масштабе реального времени. Полученная информация выводится на дисплей компьютера в цифровом и графическом виде. 3 Примеры визуализации технологических параметров, контролируемых системой. Рис. 3. Конвертерный передел Рис. 4. Электродуговой передел 4 7. Сопоставление с аналогами и преимущества. Аналогами служат компьютерные системы, предназначенные для контроля и управления процессом выплавки стали в конвертерах и электродуговых печах, алгоритм которых базируется на физических представлениях о материальном и тепловом балансе плавки. Для придачи расчету динамики добавляется акустический сигнал шума плавки или информация о газовом составе отходящих газов с коррекцией расчета по результатам измерения температуры расплава термопарой в конце плавки. Итогом расчёта является информация о температуре и химическом составе расплава в масштабе реального времени. К недостаткам известных алгоритмов расчета относятся: а) отсутствие возможности учёта динамики материальной части плавки (в расчёте используется статистическая информация); б) низкая корреляция в пределах 0,2-0,5 температур, рассчитанных компьютерной системой и измеренных термопарой в конце плавки; в) неадекватность результатов анализа отходящих газов, отбираемых в газовом тракте, составу газов в сталеплавильном агрегате по ходу технологического процесса. Ближайшим аналогом разработанной системы является акустическая система контроля процесса шлакообразования в конвертере и электродуговой печи. Возможности известных аналогов ограничены их неспособностью преобразовывать информацию о динамике сталеплавильного процесса в достоверные технологические параметры. Предлагаемая акустическая компьютерная система позволяет по ходу плавки отслеживать среднемассовую температуру расплава, содержание углерода в металле и динамику формирования жидкой (шлаковой) фазы расплава в масштабе реального времени. 8. Потребители (существующие и потенциальные). Предприятия чёрной металлургии. . Возможна адаптация разработанной акустической системы для контроля и управления: - процессами горения топлива в авиационных ракетных двигателях, горелках энергетических установок, в нагревательных печах); - технологическими процессами производства цемента, обожженной извести, меди, алюминия, никеля, магния, крекинга нефти, производства и стерилизации пищевых продуктов; - температурными режимами ядерных и термоядерных реакторов. Предприятия указанных сфер деятельности могут рассматриваться потенциальных потребителей предлагаемой акустической системы. в качестве 9. География предполагаемого рынка. Украина, страны СНГ, Испания, Китай, Бразилия, США, Австрия, Италия, Германия, Франция, Англия, Япония и др. 10.Правовая охрана. Патент РФ № 2006007 «Способ определения температуры жидкости», 15/01/1992. Патент США № 6039472 “Method for measuring the temperature of a metallurgical furnace using an acoustic noise parameter and rate of electrical power”, 21/03/2000. 11.Предлагаемые условия реализации технологического предложения. Контракт. 12.Срок действия предложения. Не ограничен. 13.Контакты. Тел.: (0629) 44 64 98; факс: (0629) 52 99 24; e-mail:[email protected] 5