Технический паспорт. Пресс вулканизатор 73 А,73 М,73Э
реклама

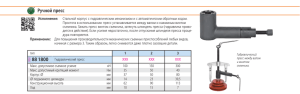
Технический паспорт. Пресс вулканизатор 73 А,73 М,73Э. Назначение изделия. Пресс-вулканизатор предназначен для изготовления изделий из различных видов сырых каучуковых и силиконовых резин. Может использоваться в машиностроении, стоматологии, а также в ювелирной промышленности для изготовления резиновых форм для отливки восковых моделей. Выпускается в трех вариантах: Пресс вулканизатор – 73 А Пресс вулканизатор – 73 M Пресс вулканизатор – 73 Э Технические характеристики. 1 Общая мощность нагрев плит, Вт 2 Размеры нагрев плит, мм 3 Диапазон поддержания температуры,°С 4 Точность поддержания температуры,°С 5 Время выдержки 6 Габаритные размеры, мм 7 Масса нетто не более, кг 8 Масса брутто не более, кг 73 А 500 73 М 500 73 Э 500 120х160 120х160 120х160 30…300 30…300 30…300 5 1 1 Не контролируе тся Таймер от 0 до 90 мин Таймер от 0 до 90 мин 320х280х54 320х280х540 0 320х280х 540 25 30 Пресс вулканизатор 73А; -73М; -73Э. 25 30 25 30 Страница 2 Технический паспорт. Устройство и принцип работы. Устройство пресса показано на Рис.1 На основании (1) на стойках (2) установлена траверса (3,) на которой смонтирована подвижная пластина(8). Направление плиты осуществляется цилиндрическими стержнями( 6), а вертикальное перемещение винтом (4), с помощью штурвала(5). На основании и на подвижной плите установлены последовательно электрически соединённые нагревательные плиты( 8). Для термоизоляции корпуса и траверсы между нагревательными плитами установлены термопрокладки (7). Теплоизоляционные прокладки(7 ) в процессе работы постепенно утрачивают свои изоляционные свойства. Фирма изготовитель рекомендует их замену выполнять не реже одного раза в год. Все пресса оснащены устройством компенсации удлинения деталей при нагреве. Устройство представляет собой пакет Пресс вулканизатор 73А; -73М; -73Э. Страница 3 Технический паспорт. тарельчатых пружин, расположенных в месте крепления винта (4) к верхней нагревательной плите. Особенности контроля температур:. Пресс вулканизатор 73 А На лицевой панели (рис3) установлены: терморегулятор (2), механический таймер (3) и сетевой выключатель с подсветкой(1). Температурный режим нагревательных плит осуществляется контактным регулятором температуры. Выдержка времени устанавливается с помощью рукоятки (3 ) механического таймера времени. Время выхода на заданный режим составляет 20 – 30 минут и зависит от массы установленных опок и температуры окружающей среды. Рабочая температура зависит от марки резины и указывается в сопроводительной документации на резину. Пресс вулканизатор 73 М На лицевой панели (рис2) установлены:цифровой индикатор (1) прибора терморегулятора температуры, имеющий встроенный таймер времени выдержки, кнопка задания температуры(4), кнопка задания времени выдержки (поз.3),сетевой выключатель с подсветкой (поз.2) Установка заданной температуры производится кнопкой (поз.4).Кнопкой (поз.3) устанавливается время выдержки, по окончании которого звучит зуммер, сигнализирующий об окончании процесса вулканизации. Пресс вулканизатор 73А; -73М; -73Э. Страница 4 Технический паспорт. Пресс вулканизатор 73 Э На лицевой панели ( Рис 1) смонтированы: электронный таймер (12), электронный регулятор температуры (9, 14, 15,16,)сетевой выключатель (10), переключатель режимов (11). Температурный режим нагревательных плит осуществляется регулятором температуры ЕТС 442 (поз.9). прибор запрограммирован на наиболее рациональный режим выхода на заданную температуру с учётом тепловой инерции нагревательных плит. Время выхода на заданный режим составляет 20 – 30 минут и зависит от массы установленных опок и температуры окружающей среды. На приборе устанавливается рабочая температура и температура, сигнализирующая выход пресса на рабочий режим. Рабочая температура зависит от марки резины и указывается в сопроводительной документации на резину. Сигнальную температуру рекомендуется устанавливать на 1ºС ниже рабочей. При достижении сигнальной температуры, таймер начинает отсчёт заданного времени выдержки при заданной температуре. По истечении времени выдержки, включается зуммер. рис.4 показана лицевая панель прибора ЕТС 442 Рис.4 Пресс вулканизатор 73А; -73М; -73Э. Страница 5 Технический паспорт. 1 – индикатор текущей температуры; 2 – индикатор заданной температуры;3, 4, 5, 6, - кнопки ввода данных; Установка заданной температуры производится кнопками 5 и 6 при нажатой кнопке 3. Установка сигнальной температуры производится кнопками 5 и 6 при нажатой кнопке 4. На рис.5 показан пример установкитемпературы. Рис.5 Лицевая панель таймера показана на рис.6 Установка времени выдержки производится кнопками ▲ и ▼ на лицевой панели таймера РТМ 232 (поз.17,18 рис5). Рис.6 Пресс вулканизатор 73А; -73М; -73Э. Страница 6 Технический паспорт. Пресс-вулканизатор может работать в нескольких режимах: в циклическом режиме, когда изделия на пресс изготавливаются непрерывно; в режиме одиночного цикла, когда требуется изготовить одно изделие; в ручном режиме; Для работы в циклическом режиме надо включить выключатель 11 (рис.1). По истечении времени выдержки при заданной температуре включается зуммер. Нагревательные плиты при этом не отключаются. Достаточно установить другую опоку (пресс форму) и цикл вулканизации при заданных ранее режимах повторится. Зуммер выключается кратковременным нажатием кнопки 16 (рис.1) При работе в режиме одиночного цикла выключатель 11 (рис.1) должен быть выключенным. По истечении времени выдержки, нагревательные плиты отключаются. При необходимости работы в ручном режиме, запуск таймера можно осуществить кнопкой 15 (рис.1), не дожидаясь выхода пресса в рабочий режим. При необходимости прервать цикл, это можно осуществить кнопкой 14 (рис.1). При повторном нажатии, обратный отсчёт времени продолжается. Заданное ранее время выдержки сохраняется. Указание мер безопасности. Внимательно прочтите инструкцию перед началом эксплуатации!!! Персонал, допущенный в установленном порядке к работе на приборе, а также к его наладке и ремонту, обязан: ознакомиться с настоящим руководством; ознакомиться с общими правилами эксплуатации и ремонта ; Пресс вулканизатор 73А; -73М; -73Э. Страница 7 Технический паспорт. получить инструктаж по технике безопасности. 1. Перед началом работы следует обеспечить надежное заземление оборудования 2. . Работу с формами производить в защитных перчатках, предотвращающих получение ожогов. 3. Постоянно следить за чистотой нагревательных плит, удалять с них остатки резины. 4. При возникших неполадках в приборе необходимо обратиться в сервисный центр для выявления причины и ремонта оборудования. Запрещается: пользоваться прибором в пожароопасных помещениях, вблизи легковоспламеняющихся жидкостей; прикасаться к нагревательным плитам во время работы; работать без специальной одежды с застегнутыми рукавами; работать на неисправном аппарате; применять самодельные предохранители; устанавливать работающий пресс под наклоном устанавливать прессформу на холодный вулканизатор; оставлять станок без присмотра в процессе прокатки Подготовка и порядок работы. Пресс-вулканизатор поставляется в полной готовности к работе. Закрепить к столу. Обеспечить заземление. Если нет возможности включить вулканизатор в розетку с заземлением, следует выполнить заземление отдельно, соединив корпус отдельным проводом с заземлением. Подключить к сети 220 В. Плиты свести винтом до соприкосновения, но, не выжимая силой. Сетевым тумблером включить вулканизатор. При достижении рабочего режима установить и зажать между плитами пресс форму. Пресс вулканизатор 73А; -73М; -73Э. Страница 8 Технический паспорт. Категорически запрещается устанавливать пресс – форму на холодный пресс вулканизатор. Детали пресса вулканизатора в процессе нагрева меняют свои линейные размеры. Пуск вулканизатора в холодном виде может привести к деформации резьбы крепления стойки, резьбы прижимного винта, а также разрушения рамки пресса. Время выдержки контролируется оператором и зависит от размеров пресс - форм. Порядок установки температуры для прессов 73 А Температурный режим осуществляется регулятором температуры (терморегулятором) рукояткой поз.2( Рис3). Установка нужной температуры осуществляется вращением рукоятки поз.2 терморегулятора и устанавливается в соответствие со шкалой. Время выдержки устанавливается рукояткой 3 механического таймера. По истечении времени раздаётся кратковременный звонок, при этом нагревательные плиты находятся включёнными. Порядок установки температуры для прессов 73 М. Включить пресс-вулканизатор сетевым выключателем 2 ( рис.2). Загорается цифровой индикатор температуры, показывающий текущую температуру нагревательных плит. Нажать кнопку 4 на панеле прибора и удерживать. На индикаторе высветится задаваемая температура. При приближении показаний индикатора близких к устанавливаемым показаниям, одиночными нажатиями кнопки установите требуемую температуру вулканизации. Аналогично устанавливаем время выдержки. Электронный регулятор температуры обеспечивает поддержание температуры в процессе работы пресса в пределах ± 1 °С. Однако, данная модель регулятора температуры не оснащена системой гашения инерции в процессе нагрева. Поэтому, при достижении установленных значений температуры, возможно отклонение в пределах 5 °С. При установившемся режиме и выдержки пресс – формы прибор осуществляет регулировку температуры ± 1 °С. Порядок установки температуры для прессов 73 Э Включить выключатель 10 (рис.1) на лицевой панели. Установить рабочие параметры на терморегуляторе и таймере. Пресс вулканизатор 73А; -73М; -73Э. Страница 9 Технический паспорт. После срабатывания зуммера можно приступить к работе После выхода пресса на рабочий режим- установить опоку с прессформой между плитами. .По истечении времени вулканизации резины включится зуммер. Выключить сигнал и вынуть опоку. Правила хранения. Пресс следует хранить в сухом помещении, укрыв от пыли и влаги. Комплект поставки. 1. Пресс вулканизатор 73 _____ 2. Паспорт Гарантийные обязательства. 1. Изготовитель гарантирует соответствие изделия требованиям технического паспорта при соблюдении потребителем правил транспортирования, монтажа, наладки и эксплуатации. 2. Гарантийный срок эксплуатации 12 месяцев со дня отгрузки изделия потребителю. 3. Предприятие изготовитель на протяжении срока гарантии обязуется бесплатно заменить детали и узлы станка, вышедшие из строя по вине изготовителя. 4. При выходе из строя деталей или узла изделия по вине изготовителя необходимо составить официальное письмо с указанием: даты и места покупки изделия; характера неполадок и условия их возникновения; перечня вышедших из строя деталей. 5. Отправить письмо изготовителю: по почте (65003, г. Одесса, ул. Атамана Головатого, 84); на e-mail ([email protected]); или по факсу (т. 0482 35 86 64). Пресс вулканизатор 73А; -73М; -73Э. Страница 10 Технический паспорт. 6. Вышедшие из строя детали поставляются заказчику для самостоятельной их замены персоналом, обслуживающим изделие. 7. Вопрос о выезде представителя изготовителя на территорию заказчика решается по дополнительной договоренности с изготовителем. 8. Предприятие изготовитель обязуется выполнить гарантийный ремонт в течение 30 дней с момента поступления заявки. Фирма изготовитель не несет ответственности за сохранность товара при перевозке. Внимание! В конструкцию пресса могут быть внесены изменения, не ухудшающие его технические характеристики. Свидетельство о приемке. Пресс вулканизатор 73 _____ соответствует техническим требованиям конструкторской документации ПЛС73.00.00СБ и признан годным для М.п. эксплуатации Дата продажи ____________________________________ 20___ г. Филиал _____________________________________ _________Подпись _____________________________________ ________ Пресс вулканизатор 73А; -73М; -73Э. Страница 11 Технический паспорт. Пресс вулканизатор 73А; -73М; -73Э. Страница 12 Технический паспорт. Пресс вулканизатор 73А; -73М; -73Э. Страница 13 Технический паспорт. Пресс вулканизатор 73А; -73М; -73Э. Страница 14 Технический паспорт. Пресс вулканизатор 73А; -73М; -73Э. Страница 15