ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ ЗАО «ЭМЛАК» ДЛЯ ЗАЩИТЫ ОТ КОРРОЗИИ
advertisement

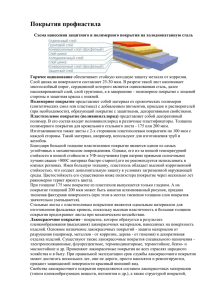
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ ЗАО «ЭМЛАК» ДЛЯ ЗАЩИТЫ ОТ КОРРОЗИИ НЕФТЯНОГО И ГАЗОВОГО ОБОРУДОВАНИЯ, КОНСТРУКЦИЙ И СООРУЖЕНИЙ Самсонова А.И. к.т.н., главный специалист ЗАО «ЭМЛАК» ОСНОВНЫЕ ПРИНЦИПЫ ВЫБОРА СИСТЕМ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ В настоящее время рынок предлагает большой ассортимент различных лакокрасочных материалов, имеющих разные свойства. Чтобы разобраться в этом многообразии и правильно назначить систему защитного покрытия, следует представлять механизм их защитного действия. Коррозия металла представляет собой процесс соединения железа с кислородом. В чистой нефти и нефтепродуктах процессы коррозии неинтенсивны. Наибольшие коррозионные разрушения имеют место в зоне раздела фаз: подтоварная вода-нефть и нефть-воздух. Нефть залегает в земле и в своем составе содержит большое количество минеральных солей, которые вымываются в воду. В ней содержится также и растворенный кислород. По своей активности подтоварная вода является одной из наиболее коррозионноактивных сред. Рассмотрим схему процесса взаимодействия подтоварной воды с лакокрасочным покрытием в нефтеотстойниках, трубопроводах, резервуарах для хранения и т.п. При нанесении ЛКМ и в процессе формирования ЛКП внутри пленок грунтовки и эмали и на границе металл-покрытие остаются микрополости, заполненные воздухом, т.н. свободный объем. Нанесение покрытий производится обычно в сухих и теплых помещениях, поэтому относительная влажность воздуха в микрополостях невысокая. В процессе эксплуатации покрытие попадает во влажную среду, допустим в подтоварную воду, содержание влаги в которой более 90% относительной влажности воздуха. В результате создается разность концентрации влаги в эксплуатационной среде и в покрытии (ΔС). Поскольку в природе все стремится к равновесию, то и влага из морской воды стремится проникнуть внутрь покрытия. Движущей силой процесса (насосом) является разность относительной влажности воздуха в указанных средах. Надо сказать, что вода является активным проникающим агентом, представляющим собой диполь размером 2,5 А˚, т.е. чрезвычайно маленькую заряженную частичку (Н+ ОН- ). В среде с равномерной концентрацией молекулы воды имеют хаотическое движение. Под действием ΔС они приобретают направленное движение и устремляются к поверхности покрытия. На поверхности покрытия всегда имеется некоторая химическая, физическая, энергетическая гетерогенность (неравномерность), к которой молекулы 1 воды присоединяются тем или иным заряженным полюсом, т.е. происходит процесс адсорбции молекул воды на поверхности покрытия. Внутри покрытия также имеется масса участков с неравномерным энергетическим полем: дефекты структуры пленкообразующего материала, незашитые радикалы основы и отвердителя, микрообъемы растворителя и т.п. Под действием все той же разности концентраций молекулы воды от границы морская вода-покрытие мигрируют внутрь покрытия на энергетически нестабильные участки, на некоторый период фиксируются на них, а затем устремляются глубже вплоть до металла. Процесс происходит достаточно хаотично. Часть молекул удерживается внутри пленки, заполняя имеющиеся там воздушные микрополости, часть молекул достигает поверхности металла и заполняет имеющиеся неровности и пустоты на границе металл-покрытие. Наконец наступает момент, когда процесс водопоглощения стабилизируется на некотором уровне. Эту величину и определяют практически по увеличению массы пленки покрытия или окрашенного образца во времени. Как правило, процесс стабилизируется через 10-30 суток в зависимости от толщины покрытия. Процесс равновесного влагопоглощения можно описать тремя коэффициентами: диффузии (скорость перемещения влаги), растворимости (к-во влаги, поглощенной единицей объема покрытия) и проницаемости (количество воды, проникшей через пленку покрытия к единице поверхности металла). Следует отметить, что все материалы при наличии ΔС проницаемы. Стали или силикатное стекло тоже проницаемы, но указанные коэффициенты имеют численные значения на несколько порядков ниже, чем у полимеров из-за более плотной структуры и более высокой толщины. Достигнув границы металл-покрытие вода вступает во взаимодействие с грунтовкой и металлом. Процесс этого взаимодействия зависит от типа грунтовки. Грунтовки бывают изолирующие, фосфатирующие, пассивирующие, протектирующие, ингибирующие. Простейшим типом грунтовок являются изолирующие или химически неактивные. На их примере и рассмотрим процессы, происходящие под пленкой покрытия после проникновения воды на границу металл-покрытие. Вода – наиболее подвижный, но далеко не единственный коррозионный агент, который устремляется в покрытие и на границу металл-покрытие. Вслед за водой в покрытие диффундирует молекулярный кислород, растворенный в воде, а также ионы хлора, кальция, магния и т.п. Коррозионные процессы под пленкой покрытия определяет кислород, т.к коррозия железа представляет собой процесс его соединения с кислородом. В результатов нескольких стадий процесса на поверхности железа образуется пленка продуктов коррозии, которая препятствует дальнейшему подводу кислорода к стальной 2 поверхности и отводу продуктов коррозии от поверхности железа, т.е процесс коррозии тормозится. Так выглядит общая схема процесса коррозии металла в пресной воде, где наиболее активным коррозионным агентом является кислород. В насыщенной минеральными солями воде имеются достаточно высококоррозионные агенты, среди которых наибольшей активностью обладает ион хлора (Сl -), который проникает через окисную пленку к поверхности железа и образует с ним растворимую в воде соль FeCl3. Теперь уже ион железа мигрирует через окисную пленку на поверхность, встречается с растворенным в воде кислородом и процесс коррозии продолжается. В результате процесс коррозии в морской воде имеет значительно более низкое торможение, чем в пресной воде. Таким образом, вода, а затем кислород и хлор, пришедшие под пленку на границу металл-покрытие, вызывают коррозионные процессы под пленкой. Продукты коррозии металла имеют достаточно большой объем и оказывают давление на пленку покрытия, а имеющаяся там вода оказывает расклинивающее действие и подрывает покрытие все дальше и дальше. Надо сказать, что внутри покрытия имеется достаточное количество водорастворимых материалов: незашитые свободные радикалы основы и отвердителя, микрообъемы растворителя и т.п. Таким образом, внутри этого микрообъема образуется некоторая среда, состав которой отличается от состава подтоварной воды. В результате для выравнивания концентрации в образовавшийся микрообъем устремляется новый поток воды из морской воды. Это т.н. осмотические процессы. На практике они значительно усиливаются электрохимической неравномерностью поверхности, т.е. имеют место электроосмотические процессы. Итогом указанных процессов является образование пузырей на поверхности покрытия. Некоторое время пленка будет сохранять сплошность, но затем произойдет ее растрескивание. Когда подобные разрушения достигают критического состояния, (например 20%), следует говорить об окончании защитного действия покрытия. Т.о общую схему разрушения покрытия можно описать уравнением службы корр. + осм. + деформ. + внутр.напряж. + расклин. Мы рассмотрели влияние только одного коррозионноактивного агента - иона хлора. Именно в 5% растворе хлористого натрия предусмотрены ускоренные испытания покрытий в соответствии с РД-05.00-45.21.30-КТН-005-1-05 ОАО «АК «Трансстрой». Однако нефти в своем составе могут содержать и другие, не менее коррозионноактивные соединения, наиболее опасными среди которых являются сернистые. Поэтому в общем случае в состав грунтовок и эмалей не вводят наполнители, способные реагировать с такими соединениями. Я имею в виду цинкнаполненные грунтовки. 3 Рассмотренная схема механизма относится к покрытиям, эксплуатирующимся в подтоварной воде, во влажной атмосфере. В других средах разрушение покрытия может протекать по другому механизму. Например, в сухой атмосфере с повышенной температурой основным разрушающим фактором могут оказаться не продукты коррозии, а внутренние усадочные напряжения в пленке, в этом случае видимыми дефектами покрытия будут не пузыри, а трещины и отслоения. Противокоррозионный слой должен иметь возможно более высокое сопротивление проникновению агрессивной среды к металлу. Несколько слов следует сказать о других типах грунтовок. Пассивирующие грунтовки образуют на поверхности металла адсорбционные или фазовые пассивные слои, тормозящие коррозионные процессы. В качестве пассивирующих пигментов применяют хроматы цинка, фосфаты цинка и хрома и др. Примеры грунтовок ФЛ-03К, ФЛ-03Ж, БЭП-0237 и др. Фосфатирующие грунтовки образуют на поверхности фосфатную пленку, улучшают пассивацию металла и адгезию последующих слоев покрытия. В качестве составляющих , как правило, входят фосфорная кислота и хроматы цинка . примеры грунтовок ВЛ-023, Эмлак праймер 263. Протекторные грунтовки в своем составе имеют частицы с более электроотрицательным потенциалом, чем сталь. Как правило, это цинкнаполненные грунтовки. В образовавшейся коррозионной среде они выполняют функции анодов и защищают металл от коррозии элекрохимически. Пример грунтовок ЭП-057, Stelpant-PU-Zink, Barier, Эмлак праймер цинк и др. Ингибирующие грунтовки в своем составе содержат ингибиторы коррозии. Применяются на поверхностях, имеющих остатки продуктов коррозии металла, к ним относятся: ЭП-0199, Эмакоут 5337, Эмакор 5277, Эмакоут 7320С и др. Грунтовочный слой обеспечивает сцепление металла с покрытием. Он же в значительной степени препятствует процессу подпленочной коррозии. Грунтовка должна хорошо смачивать поверхность, перекрывать шероховатость, тормозить процессы коррозии. На грунтовки наносят эмали конкретного назначения, исходя из условий эксплуатации. Противокоррозионный слой должен иметь возможно более высокое сопротивление проникновению агрессивной среды к металлу. Наиболее опасны в коррозионном отношении зоны раздела фаз, например вода-воздух, т.к. эти участки смачиваются агрессивной средой и имеют неограниченный доступ кислорода. На такие участки, как правило, наносят дополнительный слой противокоррозионной эмали. Противокоррозионные эмали, как правило, перекрываются финишным слоем, также 4 имеющим специфическое назначение: защита от солнечной радиации, от периодического воздействия агрессивных газов, солей, кислот и щелочей, нефти, для повышения гладкости поверхности и др. Иногда один материал может совмещать функции грунтовки и противокоррозионной эмали (грунт-эмаль) или противокоррозионной и финишной эмалей или всех трех слоев. Защитные свойства таких систем должны быть подтверждены испытаниями. Как следует из рассмотренного механизма защитного действия, одним из основных условий обеспечения надежной защиты металла от коррозии является качественная подготовка его поверхности. На долю этой составляющей приходится 70-80 % успеха. Но это не значит, что, например, для внутренней поверхности резервуаров можно использовать атмосферостойкие системы. Выбор оптимального варианта правомерен для материалов одного класса. Как правило, системы покрытий для конкретных условий эксплуатации подобраны отраслевыми институтами и регламентированы той или иной технической документацией. Итак, при выборе систем покрытий одним из основных условий является наиболее полное представление механизма их защитного действия в заданных условиях эксплуатации. Не менее важным является качественное выполнение очистных и окрасочных работ. Это направление хорошо известно, поэтому ограничимся напоминанием основных требований. ОСНОВНЫЕ ТРЕБОВАНИЯ К ВЫПОЛНЕНИЮ ОЧИСТНЫХ И ОКРАСОЧНЫХ РАБОТ Перед началом работ необходимо выполнить: контроль готовности производственного участка к выполнению конкретных видов работ: -наличие, исправность и соответствие оборудования заданным техническим параметрам; - квалификация персонала; -наличие подмостей, люлек и средств охраны труда; - наличие технологических инструкций и др. необходимой документации; контроль качества абразива: - отсутствие посторонних механических включений, - чистота и сухость абразива; контроль качества каждой стадии подготовки поверхности: - отмывка; 5 - округление острых кромок; - обезжиривание; - параметры сжатого воздуха (давление, расход, чистота); - климатические параметры (температура и относительная влажность воздуха, температура металла, точка росы); - степень очистки металла; - шероховатость поверхности; - обеспыливание; -отсутствие на поверхности хлоридов и других водорастворимых загрязнений; - период от окончания очистных и начала окрасочных работ; входной контроль лакокрасочных материалов: - марку материала; - наименование фирмы-поставщика; - дату изготовления и срок годности; - сертификат качества; - номер партии; - основные технические характеристики: толщина слоя, продолжительность сушки и др. В процессе работы необходимо контролировать: качество подготовки лакокрасочных материалов: - правильность дозирования основы и отвердителя; - допустимость введения растворителя (при необходимости); - температура материала; качество нанесения каждого слоя грунтовки или эмали: - жизнеспособность композиции; - рабочее давление краски в сопле,; - размер сопла; - расстояние до окрашиваемой поверхности; - выполнение полосового окрашивания; -толщина мокрого слоя пленки; -продолжительность межслойной сушки; - толщина сухого слоя пленки; 6 Методики выполнения перечисленных операций должны быть обязательной составной частью технологических инструкций (регламентов) или другой технологической документации. Такая документация должна быть разработана на основании международных стандартов: очистные и окрасочные работы регламентируются серией ИСО 8501, 8502, 8503, 8504, выбор покрытий, методы ускоренных испытаний, технология выполнения очистных и окрасочных работ, проектные работы и т.п. - серией стандартов ИСО 12944 и документов, на которые в них сделаны ссылки. Таким образом, выбор или разработка системы покрытия должны базироваться на трех основных принципах: срок службы, технологичность и стоимость Достижение максимального срока службы обеспечивается качественной очисткой, правильным выбором материалов и их качественным нанесением. Наш завод при разработке и выпуске лакокрасочных материалов и систем покрытий добивается соответствия всем перечисленным требованиям. Несколько слов о заводе и выпускаемой им продукции. ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ ЗАО «ЭМЛАК» ДЛЯ ЗАЩИТЫ ОТ КОРРОЗИИ СТАЛЬНЫХ, СТАЛЬНЫХ ОЦИНКОВАННЫХ И БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ Завод около двух десятков лет поставляет лакокрасочные материалы для защиты от коррозии металлических и бетонных конструкций судов и гидротехнических сооружений, автомобильных и железнодорожных мостов, внутренней и наружной поверхности нефтяных резервуаров, эстакад, трубопроводов и т.п. Разработка и назначение систем покрытий на заводе осуществляется исходя из требований Заказчика, в числе которых обязательными являются: условия эксплуатации (на их основании рассматривается механизм защитного действия покрытий), степень подготовки поверхности (Sa…. St…..и др.), условия нанесения (зима, лето, сухо, влажно и т.п.), способ нанесения (безвоздушный, пневматический, валик, кисть), срок службы покрытий, В зависимости от требований система покрытий проходит технологические испытания на заводе для обеспечения таких технологических параметров как толщина, время сушки, 7 условия нанесения. На заводе имеется участок ускоренных испытаний покрытий, оснащенный камерой соляного тумана, гидростатом и другим оборудованием, позволяющим проводить испытания в соответствии с требованиями международных стандартов. Имеется также участок технологических испытаний, оснащенный аппаратами для нанесения лакокрасочных покрытий с различными реологическими свойствами. В том числе аппаратом безвоздушного распыления типа Кинг фирмы Грако с усилением давления 1:68 для нанесения высоковязких материалов и аппаратом СТ Макс 595 для нанесения средне и низковязких материалов с давлением до 230 бар. При разработке системы покрытий она проходит испытания по международному стандарту ИСО 12944 ч.6 в условиях непрерывного воздействия соляного тумана и конденсации влаги. Продолжительность выдержки определяет срок службы системы покрытия. В настоящий момент считаем целесообразным предложить основные системы покрытий, на базе которых можно рассмотреть несколько вариантов, приведенных в таблице. Системы покрытий ЗАО «Эмлак» по поверхностям со степенью очистки Sa 2 ½ Условия эксплуатации Система покрытия Внутренняя поверхность резервуаров для отстаивания и хранения товарной и сырой нефти, воднонефтяной эмульсии, пластовой воды, темных нефтепродуктов (мазута, солярки): 1 эмаль Эмакоут 5335 2 сл по 150 мкм 2 эмаль Эмакор 4257 2 сл по 200 мкм 3 эмаль Эмакор 5277 1 сл х 350 мкм 4 эмаль Эматанк 1 сл 350 мкм Внутренняя поверхность для хранения и транспортирования бензина и др. нефтепродуктов, требующих низкое ρv Внутренняя поверхность газопроводов Наружная поверхность нефтерезервуаров, труб, эстакад и др. поверхностей, эксплуатирующихся в атмосфере Наружная поверхность труб, резервуаров и др. оборудования, находящегося в земле или воде. Наружная перил, ручек и др. ажурных поверхностей, а также поверхности оцинкованных изделий 5 эмаль Эмакор 5255 2 сл по 150 мкм 6 эмаль Эмакоут 5335 Т 1 сл х 250 мкм Характеристика системы Все системы на эпоксидной основе, имеют высокие защитные свойства и высокое удельное объемное сопротивление. Оптимальный вариант выбора зависит от требований к покрытию Система покрытия имеет низкое удельное объемное сопротивление: ρv исходное = 108Ом.м ρv рабочее = 106Ом.м Высокогладкостное покрытие. Шероховатость не более 15 мкм. 7 гр. Эмлак праймер цинк 1сл х 40 мкм эмаль Эмакоут 5335 1сл х 150мкм эмаль Эматоп 1сл х 50 мкм 8 эмаль Эмакор 5299 1 сл х 1500 мкм Система покрытия для эксплуатации во всех типах атмосфер, включая С5-1 и С5-М: 9 гр. Эмлак праймер 263 1 сл х 25 мкм эмаль Эматоп 2 сл по 50 мкм Система покрытия для эксплуатации во всех типах атмосфер Высоконаполненная полиуретановая эмаль. Наносят аппаратами с раздельной подачей. 10 гр. Эмлак праймер PU 1 сл х 40 мкм 8 эмаль Эматоп 1 сл х 50 мкм (кроме вновь оцинкованных поверхностей) 11 Композиция Монолит 1 сл х 600 мкм 1 сл х 2000 мкм 12 гр. Эмлак праймер 42 1 сл х 20 мкм эмаль Эмакоут 5335 1 сл х 150 мкм эмаль Эматоп 1 сл х 50 мкм Наливные полы Бетон и железобетон Высоконаполненный эпоксидный материал, позволяющий нанести покрытие толщиной до 5мм Материалы двухкомпонентные Системы 1-4 обеспечивают должную толщину покрытия за один-два слоя. Мы рекомендуем, по возможности, наносить два слоя, чтобы исключить возможные пропуски и другие дефекты. При отсутствии возможности высококачественной очистки поверхности, например в процессе ремонта, могут быть использованы те же материалы, нанесенные по ингибиторсодержащим материалам, в качестве которых могут быть использованы эмали Эмакоут 5337 и Эмакор 5277. Конкретную систему рекомендуем согласовывать с технологами принимать нашего завода и решение, исходя из срока службы, технологичности и стоимости. Системы покрытий 1, 5, 7 и ремонтный вариант с эмалью Эмакоут 5337 успешно прошли испытания на АО «Укрнафта». Были переданы на испытания также на ООО «Карпатнафтохим», но результатов испытаний пока не имеем. Из приведенных систем наиболее продаваемой в настоящее время является система 7. Она состоит из двухкомпонентных материалов и соответствует всем требованиям международных стандартов: имеет срок службы более 15 лет за счет грунтовки с высоким содержанием цинка, противокоррозионного слоя с высокими барьерными свойствами и финишного слоя с высокими защитно-декоративными свойствами. Отличительной особенностью этой системы является возможность нанесения грунтовки Эмлак праймер цинк практически без ограничения относительной влажности (от 0 до 98%) и продолжительность межслойной сушки в течении около 1,5ч. Цинкнаполненная грунтовка Эмлак праймер цинк - материал с оптимальным наполнением и оптимальной ориентацией цинковых частиц. За один слой грунтовка может обеспечить толщину сухой пленки до 100 мкм и, тем самым, полностью перекрыть шероховатость поверхности после абразивоструйной очистки. Наряду с высокой технологичностью, грунтовка имеет высокую защитную способность. Испытания только грунтовочного слоя толщиной 80-100 мкм без перекрытия эмалями проводились швейцарской фирмой Эскарт в камере соляного тумана в условиях непрерывного 9 распыления 5% раствора хлористого натрия при температуре 35°С в течение 1330 ч (рис.18). В результате испытаний появился только легкий налет продуктов коррозии цинка белого цвета, других видимых глазом изменений не зафиксировано. В то же время в соответствии с международным стандартом ИСО12944 для категории коррозии С4- высокая для имитации 15 лет эксплуатации предусмотрены испытания в условиях непрерывного воздействия соляного тумана в течение 720 ч. При этом допускается падение адгезии до балла 2 и отслоение покрытия от металла вдоль линии надреза до 1 мм. Таким образом, только грунтовка Эмлак праймер цинк толщиной 80-100 мкм без перекрытия способна обеспечить длительную защиту металла от коррозии. Грунтовка толщиной 80 мкм рекомендуется для объектов, направляемых на довольно длительный монтаж или хранение. Если в заводских условиях наносят не только грунтовочный, но и противокоррозионный слой, толщина грунтовки может быть 40 мкм, что снизит стоимость системы покрытия в целом. На указанную грунтовку рекомендуется наносить толстослойную противокоррозионную алюминийсодержащую эмаль Эмакоут 5335. Эмаль имеет очень высокую адгезию к металлу и хорошую защитную способность, в силу чего ее можно использовать как по грунтовке, так и без грунтовки. Покрытие на основании эмали Эмакоут 5335 по защитным свойствам не уступает импортным эпоксидным материалам того же класса. В качестве финишного слоя предлагается акрилуретановая эмаль Эматоп. Материалы этого класса имеют наиболее высокую атмосферостойкость и превосходные декоративные свойства. Система прошла испытания и на Украине в институте им. Патона по договору № 18/09 от 18.09.2007 г. В заключении отчета по договору указано: «Защитные покрытия двух трехслойных систем покрытий: 1.«Эмлак праймер 263 – Эмакоут 5335 - Эматоп» т.с.п. 240 мкм; 2. «Эмлак праймер 263 – Эмакоут 5335 (2 слоя)», т.с.п. 300 мкм рекомендуются для защиты от коррозии металлических конструкций в агрессивных средах и могут применяться для защиты углеродистых сталей от атмосферной коррозии во всех типах атмосфер, при постоянном и переменном погружении в речную и морскую воду, а также для защиты от коррозии металлоконструкций ООО «УкрГидроЭнерго». Завод выпускает и более коррозионностойкие материалы, например эмаль Эмафтор. Ее защитные и декоративные свойства в разы превосходят свойства эмалей на основе других пленкообразующих материалов. Сохраняет защитные и декоративные свойства около 30 лет. Стойкость фторсодержащих материалов среди полимеров можно сравнить 10 со стойкостью золота среди металлов. По нашим сведениям, в Японии для защиты от коррозии наиболее значимых объектов применяются системы покрытий с эпоксидными противокоррозионными слоями и финишными слоями на основе фторидов. В России в настоящее время фторсодержащие материалы применяется только в особо коррозионноактивных средах ввиду высокой стоимости в сравнении с рассмотренными эмалями, хотя их стоимость не превышает некоторые импортные лакокрасочные материалы, применяемые в мостостроении. В частности, у ЗАО «Эмлак» эмаль Эмафтор приобретают заводы, производящие конструкции и оборудование для птичников и обогатительных цехов соляных заводов, в т.ч. рудники г. Солекамска в Белоруссии. Срок службы приведенных систем покрытий рассчитан не менее, чем на 15 лет. Результаты испытаний подтвердили этот срок службы. При назначении срока службы следует назначать и критерий разрушения покрытия. Обычно критическим состоянием считают разрушения покрытия на 20% окрашенной поверхности. Но в каждом конкретном случае Заказчик назначает свой критерий разрушения. Дефекты, появляющиеся в первые 1-2 года, как правило, являются технологическими дефектами, возникшими из-за ошибок при нанесении, и исправляются фирмой, выполняющей очистные и окрасочные работы. Следует учитывать, что и срок службы и гарантийные обязательства даются, как правило, на поверхности, подготовленные до степени Sa 2 ½ . Завод гарантирует высокое качество своих материалов. В 2003 году на заводе была внедрена и успешно функционирует система менеджмента качества ИСО 9001: 2000 в отношении деятельности, связанной с проектированием, разработкой, производством и реализацией лакокрасочных материалов. Мы сопровождаем свои материалы от изготовления до окончания срока службы. По Вашему заданию мы можем: разработать технологическую инструкцию по защите от коррозии конкретных объектов и согласовать их с заинтересованными организациями; выполнить техническое сопровождение процессов подготовки поверхности и нанесения покрытий на Ваших объектах нашими инспекторами; дать гарантию срока службы покрытий в заданных условиях эксплуатации и др. Таким образом, лакокрасочный завод «Эмлак» предлагает системы лакокрасочных покрытий со сроком службы в течение не менее 15 лет для защиты от коррозии вновь строящегося и ремонтируемого нефтяного и газового оборудования, конструкций и сооружений: 11 внутренних и наружных поверхностей резервуаров для хранения и транспортирования нефти и нефтепродуктов, в т.ч. с низким удельным объемным сопротивлением - менее 108 Ом.м; внутренней и наружной поверхностей газопроводных труб, в т.ч. покрытием с пониженной гладкостью – менее 15 мкм; эстакад, строительных конструкций, трубопроводов и арматуры, настилов, полов нефтеперерабавывающих и нефтедобывающих предприятий; бетонных и железобетонных конструкций и сооружений. Мы готовы разработать системы покрытий по Вашим требованиям, исходя их оптимального сочетания срока службы, технологичности и стоимости. 12