Лекция № 12 Приемочный контроль
реклама

Курс «Управление качеством»
Лекция № 12
Приемочный контроль
1.Общие сведения о приемочном контроле
В зависимости от вида контрольной операции различают контроль по
альтернативному, качественному и количественному признакам.
При контроле по альтернативному признаку изделия по результатам
измерения разбивают на два класса : годные и негодные (дефектные).
При контроле по качественному признаку изделия классифицируют на
несколько групп. Например, после контроля изделия могут быть отнесены к 1,
2, 3 сортам или признаны браком.
При контроле по количественному признаку измеряется числовое значение
параметра.
2.Приемочный контроль по альтернативному признаку
2.1.Общие сведения
Основной характеристикой партии изделий при контроле
альтернативному признаку является генеральная доля дефектных изделий
q
M
N
по
,
где М – число дефектных изделий в партии объемом N изделий.
В практике статистического контроля генеральная доля q не известна. Ее
следует оценить по результатам контроля случайной выборки обьемом n, из
которых m изделий – дефектные. Для этого используют один из видов
контроля.
При контроле по альтернативному признаку принимают план контроляю
Под планом контроля принимают систему правил, указывающих способы
отбора изделий для контроля, и условия, при которых партия принимается.
Планы статистического контроля по альтернативному признаку формируют
следующим образом:
1).одноступенчатый план. Это план, согласно которому, если среди n
случайно отобранных изделий число дефектных m окажется приемочного числа
С (m ≤ с), то партия принимается. В противном случае партия бракуется. Или в
схемном изображении:
n:
1) m ≤ c → П + ;
2) m > c → П - .
2).двухступенчатый план. Это план, согласно которому реализуется :
а) первая степень.
если среди n1 случайно число дефектных m1 окажется не больше
приемочного числа с1 (m1 ≤ с1), то партия принимается. Если m1≥d1, где d1 –
браковочное число, то партия бракуется. Если с1≤m≥d1, то принимается
решение о взятии второй выборки объемом n2.
б) вторая ступень.
если суммарное число дефектных изделий в двух выборках (m1+m2)≤c2,
то партия принимается. В противном случае партия бракуетсяпо данным двух
выборок.
Или в схемном изображении:
а) первая ступень:
n1:
m1 ≤ с1 → П + ;
m1≥d1 → П - ;
с1≤m1≥d1 → к выборке объемом n2 ;
б) вторая ступень:
n2 : (m1+m2)≤c2 → П + ;
(m1+m2)>c2 → П - .
3) многоступенчатый план (в схемном изображении)
а) первая ступень объемом n1: m1≤c1 → П + ;
m1<d1 → П - ;
d1>m1>c1 → к выборки объемом n2;
б) вторая степунь объемом n2:
(n1+n2) : (m1+m2)≤c2 → П + ;
(m1+m2)>d2 → П - ;
c2<(m1+m2)<d2 → к выборки объемом n3 и т.д.
в) К- тая ступень – объемом nk
4) последовательный. Решение о приеме партии, забраковать или продолжить
испытание принимается после оценки каждой последовательности проверяемой
выборки.
2.2. Оперативная характеристика плана контроля.
Оперативной характеристикой называют функцию P(q). P(q)- это
вероятность принять партию изделий с долей дефектных изделий q = M/N.
Пусть установлено, что при q<q1 партия считается хорошей, а при q>q1
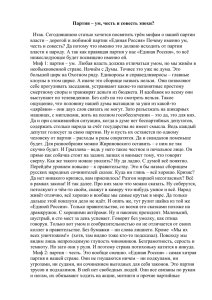
партия считается бракованной. В идеальном случае оперативной
характеристикой называют функцию(рис.6.1,а)
P(q) = { 1 при
{ 0 при
0 q q1,
q1 < q 1.
p(q)
1
0
q1
q2
а)
1
q
q1
1
q
б)
Рис.6.1.Оперативная характеристика: а) идеальная ; б) реальная
Идеальная оперативная характеристика может соответствовать плану
сплошного контроля при условии, что во время котроля дефект не может быть
пропущен. Для планов выборочного контроля оперативная характеристика
имеет вид плавной кривой(рис.6.1.б).
2.3.Методика приемочного контроля по альтернативному признаку
При выборочном контроле партии разделяют на части хорошие и плохие с
помощью чисел q1 и q2. Приемочным (q1) уровнем качества называют
допустимое значение доли дефектных изделий в партии, изготовленной при
нормальном ходе производства.
Бракованночный (q2) уровень качества определяет границу для отнесения
партии к браку. Т.о. при q<q1 изделия признаются хорошими, при q1<q<q2 –
допустимыми.
К плану контроля P(q) предъявляют следующие требования:
P(q) 1- при q q1,
P(q) при q >q2.
Вероятность забраковать партию с приемлемым уровнем качества q = q 1
называют риском поставщика или вероятностью ошибки первого рода.
Вероятность принять партию с бракованным уровнем качества q = q2
называют риском потребителя или вероятностью ошибки второго рода.
Т.о. требования к плану выборочного контроля могуи сводиться к тому,
чтобы риски поставщика и потребителя не превышали и . На практике q1
берут немного больше доли дефектных изделий, которая имеет место при
нормальном ходе производства. Этим гарантируют прием партий
изготовленных при наложенном технологическом процессе. Значения q2 и
выбирают с учетом требований потребителя. После выбора плана строят
оперативную характеристику и определяют объем выборки, соответствующий
заданным и . По оперативной характеристике можно найти оценка риска
поставщика, если вычислена оценка среднего входного уровня дефектности.
Рассмотрим реализацию методики на примере одноступенчатого контроля.
Планом одноступенчатого контроля устанавливается объем выборки n из
партии объемом N и приемочное число С. Партия принимается, если
количество дефектных единиц продукции в выборке (Xc), в противном случае
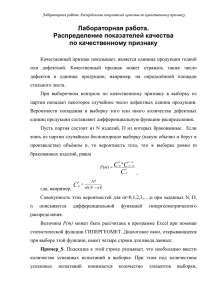
партия бракуется. Процедуру одноступенчатого контроля наглядно отображает
рис. 6.2.
По оси абсцисс отложено количество проверяемых единиц продукции, по
оси ординат – количество дефектных единиц. Крестиками и ноликами
отражены количества дефектных деталей соответственно по одной и другой
партии. Партия бракуется или принимается в зависимости от того, превысит ли
график (X, n) прямую Х=с до того как объем выборки достигнет значения n.
При одноступенчатом контроле партия принимается, если X=0, X=1,…,X=c.
Поэтому
c
L(q) = P(X c) =
P( X k )
k 0
Величина P(X = k) зависит от закона распределения величины Х.
Для мелких партий, когда объем выборки составляет 25% партии, и когда
испытания отдельных изделий независимы (этого можно достичь возвратом
проверочных изделий в выборку), применяют биноминальное распределение:
P( X k )
zk z
e , z nq
k!
Подставив значение P(X = k) в выражение для L(q) можно получить
функцию L(q, n, c).
Согласно определениям вероятности ошибок первого и второго рода
L(q1 , n, c) 1 ,
L(q2 , n, c) .
При заданных q1, q2, , вычисляют план (n, c). Например, для
распределения Пуассона систему можно записать так:
c
1
k ( q1 , n )
(
n
,
q
)
1,
1 e
k 0 k!
c
1
k ( q2 ,n)
(
n
,
q
)
e
.
2
k 0 k!
Решение системы аналитически даже в самом простом случае
затруднительно. Поэтому ее решают численным способом. Задавая значения,
входящие в левую часть, можно найти план (n, c).
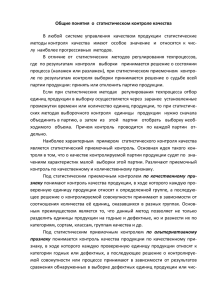
Задавая (n, c) можно построить оперативную характеристику L(q). Влияние
величин n и c на вид L(q) показано на рис. 6.3.
L
n=100 n=1000
c=20
c=2
n=10000
c=200
L
1
1
0,8
0,8
0,6
0,6
0,4
0,4
0,2
0,2
0
0,0
2
0,0
4
а)
q
0
0,0
4
0,0
8
q
б)
L
0,0
4
0,0
8
q
в)
Рис.6.3.Влияние n и c на форму L(q):
а) при с/n = 0,02 ; б) при n = 50 ; в) при с = 0.
Увеличение n при неизменном с/n приближает L(q) к идеальной.
Увеличение приемочного числа с при неизменной выборке смещает L(q)
вправо, снижая ее наклон. Увеличение n при постоянном с смещает L(q) влево,
увеличивая наклон, L(q)к идеальной.
Если задаться определенной вероятностью приемки (1-), то из рис. 6.3.б
видно, что при с = 0 обеспечивается приемка при минимальной доле дефектных
изделий. Поэтому условие с = 0 применяют при контроле изделий, к качеству
которых предъявляют высокие требования.