ISSN 2076 6-2151. Об ВЫ бработка м ЫСОКОС РАДИ материало
реклама

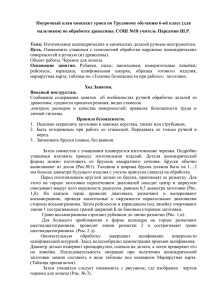
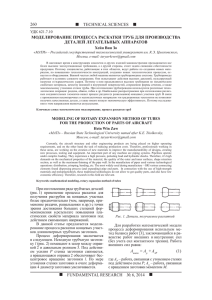
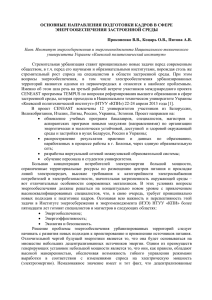
ISSN 20766-2151. Оббработка материало м ов давлени ием. 2014. № 1 (38) 1200 ДК 621.795 УД Шама арин Ю. Е.. Холя явик О. В.. ВЫ ЫСОКОСКОРОСТН НАЯ ШТА АМПОВКА А ДЕТАЛЕ ЕЙ РАДИ ИОГИДРО ОАКУСТИЧ ЧЕСКИХ БУЕВ Вп процессе применения п я и эксплуаатации мор рские ради иогидроакуустические буи (РГБ)) выдерживвают больш шие перегр рузки, так как послее сбрасывания с сам молета они получаютт мощный уудар при прриводнении и, а затем ппогружаюттся на досттаточно болльшую глу убину и по-стоянно рааботают в морской м аггрессивнойй воде. В ссвязи с этим корпусны ые детали буя, а особ бенно его нижняя н чассть, должны ы быть из-готовлены ы из прочноого коррозионностоййкого метал лла. Чаще всего в в этоом случае применяют п т титановыее сплавы. Кон нструкция такого буяя представллена на рисс. 1. [1]. б а кий буй [1]:: Рисс. 1. Радиоаакустическ а – в траспорттном полож жении; б – в рабочем положе-ни ии после прриводненияя в кон нтейнер 1, кабельная коробка 2,, парашютнная система 3, радио-В ссостав буя входят: антенное уустройствоо 4, прибор р 5, которы ый опускаеттся на глуб бину до 4000 м с помощ щью меха-низма посстановки 6. Мееханизм постановки в транспорртном поло ожении фик ксируется ллентами 7 и 8, осна-щенными замками-рразъединитеелями 9 и 110. нтейнер и кабельная коробка кррепятся по о осям 11 с помощью ю приспособлений 12.. Кон Соединени ие составны ых частей контейнера к а 13 осуществляется кабельным к ми выводам ми 14. При иведение РГБ Р в рабоч чее положеение после приводнен ния осущесствляется сл ледующим м образом: п при ударе о воду сраабатывают замки-разъ ъединители и, отстрелииваются леенты, отде-ляется паррашютная система, а прибор 5 опускаетсяя на заданн ную глубинну, фиксир руемую ка-белем 15. Сосставные чаасти контейнера развворачиваюттся из верттикальногоо положения в гори-зонтальноое, при этом м радиоанттенное устрройство расскрываетсяя. Ниж жняя частьь прибора 5, 5 которая восприним мает основн ную нагруззку при удааре о воду,, представллена на рисс. 2. Ранее она о выполннялась свар рной, т. к. отштампов о вать эту детталь обыч-ным тради иционным способом не н представвлялось воззможным. ISSN 20766-2151. Оббработка материало м ов давлени ием. 2014. № 1 (38) 1211 э этой детали. Деталь изготавливаетсся из листо ового тита-На рис. 3. преедставлен эскиз иной 2,5 мм м. нового спллава толщи Целлью настояящей работты являетсяя разработкка и освоен ние техноллогии высок коскорост-ной электтрогидравли ической штамповки ш глубоких сложных деталей д изз труднодеформируе-мых металллов и сплаавов. а Ри ис. 2. Нижн няя часть корпуса к приибора 5: а – сварной вариант; в б – отштамппованная дееталь. б рибора 5. Рисс. 3. Эскиз корпуса пр процессе исследовани ий необходдимо было оптимизир ровать схеему нагруж жения заго-Вп товки, опрределить потребную п энергию ддля ее дефо ормирования, а такж же изучить поведениее металла прри высокосскоростном м нагруженнии [2], [3].. В рработе [4] предлагаеттся необхоодимую дляя формооб бразования энергию определять о ь на основан нии расчетта статическ кого давленния: Pст с r 2 H K (1)) Wпотр. 622,5 c , Kи э пт ln r l оп R M3 0 гдее K c (1,055 1,13) – коэффициен к нт скоростн ного упроч чнения; использован ния энерги ии, учитываающий соо отношениее K и э (0,4 1,0) – коэффициент и площадей смачиваем мой поверх хности деф формируемого участк ка заготовкки и выход дного сече-ния камерры; Pст мое статич ческое давлление, Па; т – требуем 30 100 110 6 – длиттельность рразряда, с; r – расстояни ие от оси разряда до ззаготовки, м; м R0 (4 5) – начальный й радиус каанала разряяда, мм; М (1,2 3,0) – коэффи ициент, заввисящий отт угла наклона рассмаатриваемой й точки по-верхности и к оси разрряда. ISSN 2076-2151. Обработка материалов давлением. 2014. № 1 (38) 122 Требуемое для формообразования статическое давление определяется из уравнения Лапласса для безмоментных оболочек: R R2 (2) Pст s 1 , R1 R2 где s – напряжение текучести материала заготовки, кг мм 2 ; – толщина заготовки, мм; R1 и R2 – минимальные радиусы кривизны поверхности детали во взаимно перпендикулярных сечениях, мм. При R1 R2 Rmin : Pст 2 s . Rmin (3) Как показали экспериментальные исследования, расчет энергии, необходимой для формообразования деталей, определяемой по формулам (1)–(3), годится только для формирования на заготовках сферических выштамповок и пуклевок с небольшим радиусом кривизны ( Rmin 30 мм ). Глубокие детали с малыми переходными радиусами и с дополнительными выштамповками предложено отштамповать высокоскоростным многократным нагружением с промежуточной термообработкой. В этом случае величина перемещения заготовки за один импульс определяется по формуле [5]: t t rPm 1 (4) Z 1 e 1 e , 1 c где: 0 0 ; 0 , – плотность воды и заготовки соответственно; – характеристическая постоянная времени; В результате обработки экспериментальных данных, для вычисления параметров Pm и были получены следующие эмпирические зависимости [6]: Pm 2,15 103 E 0,525 K , 0,125 1,05 опт r l CL 1 1,3 r 0,1 E K0,2 10 6 , (5) (6) где E K E 3 – энергия, выделившаяся в канале разряда; L – индуктивность разрядного контура; l опт – оптимальный рабочий промежуток; C – емкость конденсаторной батареи, мкФ. Детали штамповали на установке «Удар 8», оснащенной генератором импульсов тока ГИТ-50-20/25 [6], технические характеристики которого представлены в табл. 1. Аналогичные детали возможно отштамповать на электрогидравлических установках «Удар – 5», а так же на электроимпульсных прессах Т1225, Т1228 и др. ISSN 2076-2151. Обработка материалов давлением. 2014. № 1 (38) 123 Таблица 1 Характеристики генератора импульсов тока ГИТ-50-20/25 Рабочее напряжение 50 кВ Емкость конденсаторной батареи 20 мкФ Частота следования импульсов 0,2 Гц Потребляемая мощность 16 кВт Напряжение питания 380 В Максимальная запасенная энергия конденсаторной батареи 25 кДж Масса генератора 5500 кг Габаритные размеры 2200×2150×1600 мм ВЫВОДЫ Освоена технология высокоскоростной штамповки сложных деталей радиогидроакустических буев. Детали, изготовленные на электрогидравлических установках, в процессе применения и эксплуатации по своим прочностным и надежностным характеристикам соответствуют требованиям технической документации. СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 1. Пат. 99682 Україна, МПК В63В22/10. Буй для збору даних / Шамарін Ю. Є., Кулагін В. В., Єжель М. Б., Алексеєнко В. М., Шамарін О. Ю. – Заявл. 31.08.2011; опубл. 10.09.2012. Бюл. № 17. 2. Шамарін Ю. Є. Штампування заготовки високовольтним розрядом в рідині з попереднім статичним навантаженням. / Ю. Є. Шамарін, Є. А. Носар // Теоретичні та практичні проблеми в обробці матеріалів тиском і якості фахової освіти. – Київ, НТУУ «КПІ», 2012. – С. 42. 3. Тітов В. А. Високошвидкісні методи обробки металів тиском: Підручник / В. А. Тітов, Ю. Є. Шамарін, А. І. Долматов [та ін.]; під ред. В. А. Тітова. – Київ, КВІЦ, 2010. – 304с. 4. Тараненко М. Е. Электрогидравлическая штамповка : теория, оборудование, техпроцессы / М. Е. Тараненко. – Харьков, Нац. аэрокосм. ун-т им. Н. Е. Жуковского «Харьк. Авиац. ин-т», 2011. – 272с. 5. Титов В. А. Высокоскоростные методы обработки металлов давлением / В. А. Титов, Ю. Е. Шамарин, А. И. Долматов [и др.]; Киев, изд. СПД Карпук С. В., 2008. – 322с. 6. Шамарин Ю. Е. Электрогидравлический процесс формоизменения металлов / Ю. Е. Шамарин, В. Н. Чачин, Ю. Е. Шарин; Киев, УкрНИИИТИ, 1971. – 24с. REFERENCES 1. Pat. 99682 Ukraїna, MPK V63V22/10. Buj dlja zboru danih / Shamarіn Ju. Є., Kulagіn V. V., Єzhel' M. B., Alekseєnko V. M., Shamarіn O. Ju. – Zajavl. 31.08.2011; opubl. 10.09.2012. Bjul. № 17. 2. Shamarіn Ju. Є. Shtampuvannja zagotovki visokovol'tnim rozrjadom v rіdinі z poperednіm sta-tichnim navantazhennjam. / Ju. Є. Shamarіn, Є. A. Nosar // Teoretichnі ta praktichnі problemi v obrobcі mate-rіalіv tiskom і jakostі fahovoї osvіti. – Kiїv, NTUU «KPІ», 2012. – S. 42. 3. Tіtov V. A. Visokoshvidkіsnі metodi obrobki metalіv tiskom : pіdruchnik / V. A. Tіtov, Ju. Є. Shamarіn, A. І. Dolmatov [ta іn.]; pіd red. V. A. Tіtova. – Kiїv, KVІC, 2010. – 304s. 4. Taranenko M. E. Jelektrogidravlicheskaja shtampovka : teorija, oborudovanie, tehprocessy / M. E. Taranenko. – Har'kov, Nac. ajerokosm. un-t im. N. E. Zhukovskogo «Har'kovskij Aviacionnyj institut», 2011. – 272s. 5. Titov V. A. Vysokoskorostnye metody obrabotki metallov davleniem / V. A. Titov, Ju. E. Shamarin, A. I. Dolmatov [i dr.]. – Kiev, izd. SPD Karpuk S. V., 2008. – 322s. 6. Shamarin Ju. E. Jelektrogidravlicheskij process formoizmenenija metallov / Ju. E. Shamarin, V. N. Chachin, Ju. E. Sharin.– Kiev, UkrNIIITI, 1971. – 24s. Шамарин Ю. Е. Холявик О. В. – д-р техн. наук, проф. НТУУ «КПИ» – канд. техн. наук, доц. НТУУ «КПИ» НТУУ «КПИ» – Национальный технический университет Украины «Киевский политехнический институт», г. Киев. Е-mail: [email protected] Статья поступила в редакцию 18.02.2014 г.