Л5 - Исследование влияния жёсткости элементов
реклама

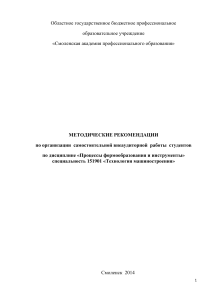
Министерство образования и науки российской федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования Московский государственный машиностроительный университет (МАМИ) /Университет машиностроения/ Черепахин А.А. Методические указания к лабораторной работе № 5 ИССЛЕДОВАНИЕ ВЛИЯНИЯ ЖЕСТКОСТИ ЭЛЕМЕНТОВ УПРУГОЙ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ НА ТОЧНОСТЬ ОБРАБОТКИ Для студентов, обучающихся по направлению подготовки 27.03.05 Инноватика Одобрено методической комиссией по укрупненной группе направлений 27.00.00 Управление в технических системах Москва 2014 1 1 2 Содержание Теоретические положения…………………………… 3 Оборудование, технологическая оснастка, режущий 5 инструмент, средства измерения 3 4 Порядок выполнения работы ……………………….. 6 Приложение ………………………………………….. 7 2 1 Цель работы Цель работы – изучение влияния жесткости элементов технологической системы на точность обработки. Освоить методику определения погрешностей формы нежесткого вала. Выявить мероприятия, направленные на уменьшение погрешностей обработки, обусловленных малой жесткостью заготовки. 2. Теоретические положения Под действием внутренних сил, возникающих в упругой технологической системе (УТС) возникают упругие деформации. Они складываются из деформаций всех элементов УТС (рисунок 5.1). Рисунок 5.1. Схема деформаций элементов упругой технологической системы токарного станка: AB – ось центров станка в ненагруженном состоянии; CGF - ось центров станка под нагрузкой; CIF – ось детали под нагрузкой; х – осевое положение резца (точки приложения силы резания); L – длина детали (расстояние между центрами); уп.б и уз.б – смещение передней и задней баки под нагрузкой; уц – смещение оси центров; уд – смещение оси детали; усупп – смещение суппорта под нагрузкой. С учетом упругих деформаций в УТС фактический диаметр обработанной заготовки Dx на расстоянии х от переднего центра равен: Dx Dз 2t 2( yц yд yсупп ); (5.1) где: Dз – диаметр заготовки, мм; t – глубина резания, мм; уп.б и уз.б – смещение передней и задней баки под нагрузкой; уц – 3 смещение оси центров; уд – смещение оси детали; усупп – смещение суппорта под нагрузкой. Смещение оси центров можно определить, как смещение оси абсолютно жесткой балки: P P x x уц (1 ) 2 y ( ) 2 y ; L J п.б L J з.б (5.2) где: х – осевое положение резца (точки приложения силы резания); L – длина детали (расстояние между центрами); Py – радиальная составляющая силы резания; Jп.б и Jз.б – жесткость передней и задней бабок, Н/мм. Прогиб детали: yд Py x 2 ( L x) 3E J L ; (5.3) где: Е – модуль упругости материала заготовки, Па (для сталей Е = 0,2 Па); J – момент инерции поперечного сечения заготовки, мм (для вала без центрального отверстия J 0,05Dз4 ). Упругое смещение суппорта: yсупп Py J супп ; (5.4) где: Jсуп - жесткость суппорта, Н/мм. Радиальная составляющая силы резания Составляющие силы резания при точении: Py 10Cp t 0,9 S00,6 Vp-0,3 K K K K r ; (5.5) где: Cр – коэффициент, зависящий от механических свойств обрабатываемого материала и угла резания (при наружном продольном точении заготовок из конструкционной стали резцами, у которых материал рабочей части – твердый сплав Cр = 243; быстрорежущая сталь Cр = 125); t – глубина резания, мм; Sо – скорость движения подачи на оборот, мм/об; Vр – скорость резания, м/мин; Kφ, Kγ, Kλ, Kr, – поправочные коэффициенты (лабораторная работа № 3, таблицы 3.5, 3.6). Для уменьшения погрешностей (размерной и формы) обработанной поверхности заготовки необходимо: применять дополнительные опоры, увеличивающие жесткость УТС (люнеты на токарных станках, различные подводимые опоры при обработке на фрезерных станках); 4 - уменьшить силы резания за счет уменьшения глубины ре- зания, подачи, изменения геометрических параметров режущего инструмента; - применять обработку с изменяемой по заданному закону подачей или глубиной резания (это можно реализовать только при использовании оборудования с ЧПУ); - применять обработку на станках с адаптивной системой обеспечивающей постоянство силы резания. 3. Оборудование, технологическая оснастка, режущий инструмент, средства измерения В лабораторной работе используется: оборудование: токарно-винторезный станок; - оснастка: патрон трехкулачковый, ГОСТ 2675–80; задний вращающийся центр типа А; передний упорный центр; хомутик токарный. - средства штангенциркуль ШЦ-I-125-0,05 ГОСТ 166-89; микрометр гладкий МК 25 - 50 (ц.д. 0,01мм) ГОСТ 6507-90; - режущий инструмент: резец проходной; - заготовка: гладкий вал (Ø 30 …40 мм; длина 200…300 мм) из стали 45, твердость 150…200НВ (рисунок 5.2). Рисунок 5.2. Заготовка. 5 4. Порядок выполнения работы Занести в Отчет к лабораторной работе условия проведения эксперимента (таблица 5.1 Приложения). Рассчитать: по формуле (5.5) величину радиальной составляющей силы резания (Ру); по формулам (5.1 … 5.4) диаметр заготовки после обработки Dx (х = 0; 0,25L; 0,5L; 0,75L; L. (L – длина заготовки). Данные по жесткости элементов УТС использовать из результатов лабораторной работы № 3. Результаты расчетов занести в Протокол (таблица 5.2 Приложения). Установить заготовку в центрах токарного станка, предварительно проточить её для устранения погрешности формы. Настроить станок на заданные режимы резания (таблица 5.1, Приложения). Измерить микрометром диаметр заготовки в заданных сечениях: (0; 0,25L; 0,5L; 0,75L; L), где: L – длина заготовки. Занести данные в Протокол (таблица 5.2 Приложения) Обточить заготовку на заданных режимах резания. Измерить микрометром диаметр обработанной заготовки в заданных сечениях. Рассчитать величину фактического диаметра в сечениях 0; 0,25L; 0,5L; 0,75L. Результаты занести в Протокол (таблица 5.2, рисунок 5.3 Приложения). Сопоставить расчетную и фактическую погрешность формы детали. Контрольные вопросы 1. Из каких компонентов складывается суммарная погрешность, возникающая вследствие упругих деформаций элементов технологической системы? 2. Как уменьшить погрешность формы вала? 3. В чем состоит сущность уменьшения погрешности формы при обработке на оборудовании с ЧПУ? 6 Приложение Таблица 5.1. Условия проведения эксперимента Параметры обрабатываемой детаОборудование: и технологичели ская оснастка Dз = мм, L = Материал: мм Токарно-винторезный станок …….НВ мод. Тип патрона: Режущий инструмент Вид: резец проходной Материал режущей части Углы режущей части, град. α γ φ φ1 λ Режимы обработки t, мм So, мм/об V, м/мин Жесткость элементов УТС, Н/м Суппорт Передний центр Задний центр Таблица 5.5. Py, Н Протокол расчетов и измерений Расчетный диаметр, мм на длине: 0 0,25L 0,5L 0,75 L 0 Результаты измерений, на длине: 0,25L 0,5L 0,75 L Диаметр заготовки, мм L L Диаметр детали после обтачивания, мм 7 Рисунок 5.3. Диаметр обрабатываемой (1) и обработанной (2) поверхности вала. 8