МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им. Н.Э. БАУМАНА На правах рукописи
реклама

МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ им. Н.Э. БАУМАНА
На правах рукописи
УДК 621.436
Сусликов Вячеслав Владимирович
ПОВЫШЕНИЕ ЦИКЛИЧЕСКОЙ ПРОЧНОСТИ КОЛЕНЧАТОГО ВАЛА
СРЕДНЕОБОРОТНОГО ТЕПЛОВОЗНОГО ДИЗЕЛЯ
Специальность 05.04.02 – «Тепловые двигатели»
Специальность 01.02.06 – «Динамика, прочность машин, приборов и аппаратуры»
Диссертация
на соискание ученой степени
кандидата технических наук
Научный руководитель:
доктор технических наук,
профессор Чайнов Н.Д.
Москва – 2015
2
Оглавление
Стр.
Список сокращений и условных обозначений...............................................
4
Введение.................................................................................................................
5
Глава 1. Обзор конструктивных и технологических решений для
повышения циклической прочности, применяемых при изготовлении
коленчатых
валов,
методы
определения
напряженно-
деформированного состояния и оценки циклической прочности
коленчатых валов форсированных среднеоборотных тепловозных
дизелей....................................................................................................................
11
1.1. Обзор конструктивных и технологических решений для повышения
циклической прочности, применяемых при изготовлении коленчатых валов
форсированных среднеоборотных тепловозных дизелей..................................
11
1.2. Методы определения напряженно-деформированного состояния и
оценки циклической прочности коленчатого вала.............................................
30
1.3. Цель работы и постановка задачи исследования.........................................
43
Глава 2. Разработка математической модели расчета напряженнодеформированного состояния коленчатого вала с учетом остаточных
напряжений, возникающих после технологического процесса обкатки
галтелей роликами на этапе его изготовления, и методики оценки его
циклической прочности......................................................................................
44
2.1. Составление в трехмерной постановке алгоритма расчета остаточных
напряжений в коленчатом вале после технологического процесса обкатки
галтелей на этапе его изготовления.....................................................................
2.2.
Методика
расчета
в
трехмерной
постановке
44
напряженно-
деформированного состояния коленчатого вала в процессе работы
форсированного среднеоборотного тепловозного дизеля.................................
55
3
Стр.
2.3. Методика оценки циклической прочности коленчатых валов с учетом
остаточной напряженности поверхностного слоя галтелей вследствие
поверхностного пластического деформирования обкаткой роликами.............
59
Выводы по второй главе........................................................................................
66
Глава 3. Расчет остаточных напряжений, определение напряженнодеформированного состояния и оценка циклической прочности
коленчатого вала форсированного среднеоборотного тепловозного
дизеля.....................................................................................................................
3.1.
Расчет
остаточных
напряжений
в
коленчатом
вале
67
после
технологического процесса обкатки галтелей на этапе его изготовления.......
67
3.2. Расчет напряженно-деформированного состояния коленчатого вала в
процессе работы форсированного среднеоборотного тепловозного дизеля....
89
3.3. Оценка циклической прочности коленчатых валов с учетом остаточной
напряженности поверхностного слоя галтелей вследствие поверхностного
пластического деформирования обкаткой роликами.........................................
99
Выводы по третьей главе......................................................................................
109
Глава 4. Анализ результатов расчетного и экспериментального
исследований
напряженно-деформированного
состояния
после
технологического процесса обкатки галтелей роликами и оценки
циклической
прочности
коленчатого
вала
форсированного
среднеоборотного тепловозного дизеля...........................................................
110
Выводы по четвертой главе..................................................................................
117
Заключение...........................................................................................................
118
Список литературы.............................................................................................
120
Приложения..........................................................................................................
129
4
Список сокращений и условных обозначений
ЦП – циклическая прочность;
КВ – коленчатый вал;
НДС – напряженно-деформированное состояние;
ППД – поверхностное пластическое деформирование;
ОН – остаточные напряжения;
КЭ – конечно-элементный;
МКЭ – метод конечных элементов;
ФСД – форсированный среднеоборотный дизель;
ПВ – предел выносливости;
УР – усталостное разрушение;
ТПО – технологический процесс обкатки.
5
Введение
Актуальность темы исследования объясняется в настоящее время
доминирующим положением на наземном и водном транспорте дизельных
двигателей. К современной дизельной установке предъявляются высокие техникоэкономические
требования,
эффективные
и
экологические
показатели,
повышенный ресурс, включая необходимые массогабаритные характеристики. В
частности КВ должен выполнять свои функции в период всего срока
эксплуатации двигателя (Рисунок 1.1.).
Рисунок 1.1. Дизель-генератор ОАО «Коломенский завод»
Зачастую выполнение заданных требований ставит перед конструкторами и
расчетчиками задачи по поиску новых методов и методик расчета конструкций на
прочность
и
долговечность.
Применяемые
в
прошлом
подходы
к
6
конструированию и расчету коленчатого вала на сегодняшний день не всегда
способны адекватно и точно описать работу конструкции и действующие на нее
нагрузки. Накопленная база эмпирических параметров, применяемых в расчетных
методиках, все чаще сталкивается с границами своего применения и требует
проведения новых экспериментов для расширения области применимости. Такие
изыскания могут серьезно увеличить стоимость и сроки разработки новых
двигателей. Выход может заключаться в поиске новых и более современных
методик, описывающих процессы работы и производства двигателей.
Целью данной работы является уточнение методики оценки ЦП КВ при
использовании методов ППД зон концентрации напряжений. Несмотря на
многочисленные работы в этой области данный вопрос остается открытым.
Поломка такой детали, как КВ (Рисунок 1.2 а, б.), может привести к
катастрофическим последствиям, поэтому при разработке нового двигателя
нужно учитывать весь спектр нагрузок, влияющих на его работу в процессе
эксплуатации и производства.
Рисунок 1.2а. УР КВ (часть колена с шатунной шейкой)
7
На Рисунка 1.2 а, б. показано характерное УР КВ от действия
знакопеременного изгибающего момента. Местом начала разрушения является
галтель шатунной шейки вала.
Рисунок 1.2б. УР КВ (вторая часть разрушенного колена)
Несмотря на то, что совершенствованием методик расчета КВ на ЦП
занимаются многие годы, остается открытым вопрос об адекватной и
эффективной модели расчета КВ.
Основные задачи диссертационной работы:
– составление алгоритма расчета и определение полей ОН в КВ после
процесса обкатки галтелей в трехмерной постановке;
–
уточнение методики расчета НДС КВ в процессе работы ФСД в
трехмерной постановке;
– уточнение методики оценки ЦП КВ с учетом остаточной напряженности
галтелей вследствие обкатки роликами;
–
проведение
сравнительного
анализ
результатов
расчетного
и
экспериментального исследований НДС после обкатки роликами и выдача
рекомендаций по выбору параметров ТПО галтелей роликами.
8
Научная новизна работы в том, что:
– впервые в трехмерной постановке исследуется ТПО галтелей клиновыми
роликами с целью повышения ЦП КВ;
– впервые проведено исследование влияния параметров обкатки (усилия,
количество оборотов роликов) на повышение ЦП КВ и даны рекомендации по
выбору рациональных параметров обкатки;
– впервые определена величина эффективной амплитуды напряжений в
процессе работы КВ на основе теории подобия УР.
Практическая значимость работы состоит в том, что:
– создана методика, позволяющая с достаточной точностью прогнозировать
возникновение величины ОН в поверхностном слое галтелей вследствие ППД
обкаткой роликами;
– создана методика расчета, позволяющая с помощью объемной КЭ модели
оценивать ЦП КВ с достаточной точностью.
Автор защищает:
– результаты исследования по влиянию параметров обкатки (усилия,
количество оборотов роликов) на повышение ЦП КВ;
– результаты определения величины эффективной амплитуды напряжений в
процессе работы КВ на основе теории подобия УР;
– экспериментально обоснованные математические модели определения НДС
КВ, методы компьютерной реализации этих моделей и результаты численных
экспериментов, полученные на основе используемых моделей и методов.
Степень
достоверности
и
обоснованности
результатов
работы
определяются:
– использованием фундаментальных законов и уравнений теории упругости,
пластичности, ЦП с соответствующими граничными условиями, современных
численных
методов
реализации
математических
верификации математических моделей;
моделей,
результатами
9
– применением современных моделей материалов в упруго-пластической
области, построенных на основе опытных данных и реализованных в
современных программных комплексах;
– применением надежных опытных данных по исследованию процесса
обкатки вала роликами.
Апробация результатов. Основные результаты диссертационной работы
были доложены на:
1. Научно-методической и научно-исследовательской конференции (МАДИ,
Москва, 2012, 2013, 2014, 2015);
2. Заседаниях кафедры «Поршневые двигатели» МГТУ им. Н.Э. Баумана
(Москва, 2012, 2013, 2014, 2015).
Публикации. Результаты выполненной диссертационной работы отражены
в девяти научных работах, из них три работы в рецензируемых журналах и
изданиях, входящих в перечень ВАК РФ:
1.
Чайнов Н.Д., Сусликов В.В. Моделирование контактных взаимодействий в
базовых узлах и деталях двигателя // Студенческий научный вестник:
Студенческая весна-2010, М, 2010, Т. 10, Ч. 3. С. 75–76. (0.05 п.л./0.04 п.л.).
2.
Чайнов Н.Д., Сусликов В.В. Математическое моделирование контактных
взаимодействий упруго-пластичных тел // Строительная механика и теория
надежности конструкций: Тезисы докладов научно-методической и научноисследовательской конференции, М, 2012, С. 14–15. (0.08 п.л./0.06 п.л.).
3.
Чайнов Н.Д., Сусликов В.В. Математическое моделирование контактных
взаимодействий упруго-пластичных тел // Вопросы строительной механики и
надежности
машин
и
конструкций,
Московский
автомобильно-дорожный
государственный технический университет. М., 2012. С. 104–111. (0.4 п.л./0.35
п.л.).
4.
Чайнов
Н.Д.,
Сусликов
В.В.
Математическое
моделирование
технологического процесса обкатки галтели коленчатого вала // Вестник МГТУ
им. Н.Э. Баумана, Сер. «Машиностроение», 2012, №7, Спец. выпуск, С. 101–110.
(0.52 п.л./0.45 п.л.).
10
5.
Чайнов Н.Д., Сусликов В.В.
Повышение циклической прочности
коленчатого вала среднеоборотного ДВС обкаткой галтелей роликами //
Строительная механика и теория надежности конструкций: Тезисы докладов
научно-методической и научно-исследовательской конференции, М, 2013. С. 34–
35. (0.08 п.л./0.06 п.л.).
6.
Чайнов Н.Д., Сусликов В.В. Оценка циклической прочности коленчатых
валов с учетом нагрузок, действующих в течение рабочего цикла двигателя //
Строительная механика и теория надежности конструкций: Тезисы докладов
научно-методической и научно-исследовательской конференции, М, 2014,
С. 17–18. (0.08 п.л./0.06 п.л.).
7.
Чайнов Н.Д., Сусликов В.В. Упрочнение коленчатого вала методами
поверхностного пластического деформирования // Грузовик, Машиностроение,
2014, №3, С. 31–35. (0.58 п.л./0.5 п.л.).
8.
Чайнов Н.Д., Сусликов В.В. Уточнение методики расчета на циклическую
прочность коленчатых валов среднеоборотных форсированных транспортных
дизелей // Грузовик, Машиностроение, 2014, №12, С. 22–27. (0.7 п.л./0.6 п.л.).
9.
Чайнов
Н.Д.,
Сусликов
В.В.
Использование
критериев
подобия
усталостного разрушения при оценке циклической прочности коленчатого вала
среднеоборотного форсированного двигателя // Строительная механика и теория
надежности конструкций: Тезисы докладов научно-методической и научноисследовательской конференции, М, 2015, С. 51–52. (0.08 п.л./0.06 п.л.).
Объем работы. Диссертационная работа содержит 144 страницы текста, 81
рисунок, 8 таблиц, состоит из введения, четырех глав, заключения, списка
литературы, включающего 119 наименований, 4-х приложений.
Значительная часть работы легла в основу научно-исследовательской работы
совместно с ОАО «Коломенский завод».
Автор выражает искреннюю благодарность научному руководителю, д.т.н.,
профессору Николаю Дмитриевичу Чайнову за неоценимую помощь и поддержку
при написании диссертационной работы, а также всему коллективу родной
кафедры «Поршневые двигатели» (Э2) МГТУ им. Н.Э. Баумана.
11
Глава 1. Обзор конструктивных и технологических решений для повышения
циклической прочности, применяемых при изготовлении коленчатых валов,
методы определения напряженно-деформированного состояния и оценки
циклической прочности коленчатых валов форсированных среднеоборотных
тепловозных дизелей
1.1. Обзор конструктивных и технологических решений для повышения
циклической прочности, применяемых при изготовлении коленчатых валов
форсированных среднеоборотных тепловозных дизелей
Во время работы КВ испытывают воздействие от давления газов в цилиндре
двигателя, сил инерции поступательно и вращательно движущихся масс и усилий,
обусловленных возникновением колебаний. Наличие фрикционных связей и
периодический характер нагрузок
стимулируют в КВ такие процессы как
изнашивание его шеек, подшипников и УР, начинающееся в местах концентрации
напряжений (края маслоподводящих отверстий и галтели – места сопряжения щек
с шейками вала).
Вследствие сложности НДС и наличия деструктивных процессов при
эксплуатации к конструкции КВ предъявляются высокие требования прочностной
надежности, жесткости и износостойкости в сочетании с высокой точностью
изготовления, твердостью, степенью чистоты обрабатываемых поверхностей шеек
и хорошей уравновешенностью. Для достижения заданных требований на этапах
разработки и изготовления КВ применяется комплекс конструктивных и
технологических решений.
КВ ФСД выполняются кованными из легированной стали (38ХН3МА,
40Х2Н2МА, 20ХН3А и др.) или литыми из высокопрочного чугуна с шаровидным
графитом (ВЧ30, ВЧ35 и др.) [73]. Однако в связи с постоянно повышающимися
степенью форсирования по давлению наддува и максимальным давлением цикла
12
двигателей предпочтение отдается КВ, выполненным из стали. На Рисунке 1.3.
изображен стальной КВ ФСД.
Рисунок 1.3. Стальной КВ ФСД
Прочность КВ во многом зависит от оптимизации геометрии элементов
колена с целью улучшения распределения напряжений по сечениям вала и
способов обработки, позволяющих повысить ПВ.
Известно,
что
причиной
неравномерного
распределения
напряжений
является резкое изменение нейтральной оси вала при переходе от шеек к щекам.
Поэтому на этапе проектирования КВ стремятся минимизировать влияние этого
фактора. За счет увеличения перекрытия Δ шеек (Рисунок 1.4.) удается получить
повышение ПВ при изгибе.
Выбор таких параметров как длина и диаметр шеек, форма и размеры щеки
обусловлен с одной стороны прочностью вала, а с другой – массогабаритными
показателями.
13
Рисунок 1.4. Влияние перекрытия Δ шеек на ЦП при изгибе КВ
Для V-образных двигателей наблюдается тенденция перехода от прицепных
шатунов к рядом сидящим из-за недостаточной прочности места соединения
главного и прицепного шатуна, несмотря на увеличение осевых габаритов
двигателя и на увеличение диаметров шеек КВ.
В местах ступенчатого перехода необходимо повышать радиусы галтелей и
по возможности описывать несколькими радиусами, где больший соответствует
месту с наибольшими напряжениями (Рисунок 1.5.).
Рисунок 1.5. Виды галтелей: a) – с несколькими радиусами;
б), в) – с углублением соответственно в щеку 1 и шейку 2
Снижению напряжений изгиба в галтели способствует смещение полости в
шатунной шейке от оси вала, при этом ПВ может быть повышен на 10-15% и
более.
14
На продолжении щек стальных КВ устанавливаются противовесы для
снижения нагрузки на коренные подшипники от сил инерции. Противовесы
чугунных КВ отливаются заодно с щеками. Для снижения дополнительных
напряжений, вызванных крутильными колебаниями, служит демпфер, который
устанавливается на одном из концов КВ.
КВ подвергают методам поверхностного упрочнения, таким как химикотермические,
наклеп
поверхностного
слоя,
поверхностная
закалка
ТВЧ
[51,64,65,84] (Рисунок 1.6.).
Рисунок 1.6. Прирост ПВ, %:
1 – закалка ТВЧ; 2 – химико-термическая обработка; 3 – дробеструйная
обработка; 4 – чеканка; 5 – накатывание роликами; 6 – накатывание роликами +
хромирование; 7 – накатывание роликами + азотирование
Анализ поломок КВ показывает, что разрушения носят усталостный характер
[73,78]. Как уже отмечалось развитие усталостных трещин начинается от зон
наибольшей
концентрации
напряжений. Такими
местами
являются края
отверстий для смазывания в шейках и галтели сопряжения щек с шейками
(наиболее вероятное место).
Расчеты показали, что наибольшие напряжения возникают в галтелях шеек
КВ при действии знакопеременного изгибающего момента в плоскости
кривошипа (Рисунок 1.7.) .
15
Рисунок 1.7. Распределение интенсивности напряжений в КВ от действия
изгибающего момента в плоскости кривошипа (1-1 – наиболее вероятная
плоскость разрушения детали)
Для повышения сопротивления усталости галтели в процессе изготовления
КВ подвергают ППД [9,21,22,44,57,58, 61,62]. В соответствии с ГОСТ 18296-72 к
этому типу обработки относится обдувка дробью, чеканка, обкатка и др.
Подробная классификация и особенности применения методов ППД даны в
литературе [18,21,61]. Наиболее приемлемой для обработки галтелей КВ является
обкатка роликом или шариком.
Сущность данного метода заключается в том, что деформация металла
начинается с вдавливания ролика в поверхность заготовки в момент их
соприкосновения. Площадка контакта в предположении упругопластической
деформации в зависимости от кривизн поверхностей представляет собой подобие
эллипса (Рисунок 1.8.).
Величина отпечатка зависит от нагрузки на ролик (усилия вдавливания) и от
твердости обрабатываемого материала.
16
Рисунок 1.8. Площадка контакта при вдавливании ролика
Последняя в свою очередь зависит от углов вдавливания ролика (φ а, φb).
Расчет усилия обкатки в зависимости от формы и размеров отпечатка приведен в
[9,21,50].
В процессе обкатки заготовке придается вращательное движение и отпечаток
ролика превращается в кольцевой след (обкатка без продольной подачи ролика),
соответствующий кривизне инструмента в осевом сечении.
После завершения одного оборота детали ролик начинает вдавливаться в уже
деформированную область, расширяя и углубляя контактную канавку. При
последующих проходах процесс расширения следа проходит не так интенсивно,
вследствие упрочнения металла и увеличения ширина зоны контакта ролика с
деталью (Рисунок 1.9.) [9,53].
Рисунок 1.9. Ширина зоны контактной канавки после 1-го, 2-го и i-го прохода
17
Для процесса с продольной подачей схема деформирования обрабатываемой
поверхности представлена в [58]. Зависимости ширины контактной канавки и
угла вдавливания ролика от количества проходов (оборотов детали) при обкатке
без продольной подачи приведены в [9].
Эффект от обкатки проявляется в уменьшении шероховатости поверхности,
которая оказывает значительное влияние на ЦП деталей.
Чем
выше
шероховатость
поверхности,
тем
ниже
ПВ.
Снижение
выносливости является следствием концентрации напряжений, создаваемой
микронеровностями поверхности.
В Таблице 1 приведены данные С.В. Серенсена [71], характеризующие
влияние шероховатости поверхности после различных методов обработки на
выносливость сталей с различным пределом прочности.
Таблица 1
Вид обработки
Предел прочности стали в МПа
470
925
1370
чистовое
1,0
1,0
1,0
грубое
0,95
0,93
0,90
тонкое
0,93
0,90
0,88
грубое
0,90
0,80
0,70
Фрезерование
0,70
0,50
0,35
Полирование:
Шлифование:
Для сталей высокой прочности из-за повышенной чувствительности к
концентрации напряжений влияние шероховатости на ЦП особенно велико.
На Рисунке 1.10 в координатах исходная шероховатость – шероховатость
после обкатки нанесены углы вдавливания для различных случаев в зависимости
от марки стали, профильного радиуса ролика и числа проходов.
Данные экспериментов (Рисунок 1.10.) позволяют сделать заключение о том,
что угол вдавливания ролика является величиной, однозначно определяющей
18
величину результирующей шероховатости поверхностей 6-го, 5-го и частично 4го классов чистоты. Видно, что при обкатке с одинаковыми углами вдавливания
поверхностей данных классов чистоты разброс шероховатости после обкатки
укладывается в пределы одного класса.
Рисунок 1.10. Зависимость шероховатости обкатанной поверхности от исходной
шероховатости при разных углах вдавливания ролика после одного прохода
(залитые кружки), после пяти проходов (незалитые кружки), после 25 проходов
(квадраты) и 100 проходов (треугольники)
19
Влияние обкатки на ЦП деталей проявляется не только через уменьшение
шероховатости поверхности. Как уже отмечалось выше во время обкатки
материал в зоне контактной деформации упрочняется [8,12,40,79]. При точечном
исходном контакте ролика с деталью толщина слоя упрочненного металла
оценивается по формуле С.Г. Хейфеца [80]:
t
P
2 T
,
(1.1)
где P – усилие обкатки, T – предел текучести материала.
Толщина деформированного слоя металла измеряется миллиметрами, т.е. во
много раз превосходит высоту микронеровностей, даже при относительно
небольших усилиях обкатки.
На Рисунке 1.11. показано распределение твердости металла по сечению вала
после обкатки.
Рисунок 1.11. Распределение твердости металла по сечению вала из стали 50,
обкатанного роликом с профильным радиусом 12 мм при усилии 60000 Н и
подаче 0,5 мм/об
20
Твердость позволяет судить, в частности, о ПВ на различном расстоянии от
поверхности.
Эта
возможность
основана
на
примерно
прямой
пропорциональности между твердостью и ПВ наклепанной стали [57].
Исследования повышения твердости в результате наклепа для сталей с
различными структурами было приведено И.В. Кудрявцевым и Е.В. Рымыновой
[42]. Результаты этого исследования, полученные при одинаковой степени
деформации, приведены в Таблице 2. Так же влияние структуры стали на ЦП
после ППД описано в [1,90].
Таблица 2
Повышение поверхностной твердости в % (числитель) к исходной
Марка
твердости HV (знаменатель) стали в структурном состоянии
стали
Феррита Перлита
Сорбита
25
75/123
9/351
35
60/151
13/293
35/540
45
60/156
20/306
40/600
50
45/165
11/285
43/640
33/202
12/321
52/720
13/375
22/640
У8
40Х
23/187
Мартенсита
40ХН
13/360
17/670
18ХНВА
15/341
22/403
34ХМ
25/293
37/595
8/347
40/730
9Х
37/200
Аустенита
ЭИ 123
100/165
ЭИ 257
80/145
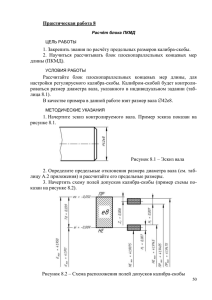
При испытаниях на изгиб с вращением ступенчатых образцов из стали
34ХН1М, имеющей сорбитную структуру, было установлено, что ПВ после
упрочнения галтели роликом повысился почти в два раза, несмотря на то, что
повышение твердости в зоне наклепа практически не было обнаружено [42].
21
Можно сделать вывод о том, что эффект упрочнения от обкатки не
ограничивается
повышением
выносливости,
связанным
с
изменение
механических свойств деформированного металла.
В.M. Браславский [9] объясняет это тем, что поверхностный характер
деформации приводит к тому, что деформированный во время обкатки слой
металла
стремиться
растечься
по
поверхности
детали,
увеличиться
в
диаметральном и осевом размерах. Однако, будучи связан со всей массой детали,
он остается упруго сжатым, растягивая нижележащие слои металла, не попавшие
в зону пластической деформации.
Остаточная напряженность поверхностно деформированных деталей и
является
одной
из
главных
причин
повышения
их
ЦП
[10,41,100,106,107,113,114,115].
Во время работы в обкатанных деталях возникают напряжения от внешней
нагрузки, которые суммируются с ОН и уменьшают опасные растягивающие
напряжения.
Из Рисунка 1.12. видно, что увеличение ОН сжатия (например, из-за обкатки
поверхности или чеканки) ведет к повышению максимально возможных амплитуд
цикла.
Рисунок 1.12. Диаграмма предельных амплитуд легированной стали, 10*МПа
И. В. Кудрявцев и Н.М. Саввина [43] сравнили ЦП образцов, наклепанных
обкаткой роликами и пластическим закручиванием до одинаковой поверхностной
твердости. В первых создавались высокие ОН сжатия, во вторых вследствие
большой глубины деформации ОН практически отсутствовали. Испытания на ЦП
22
образцов показали, что поверхностная деформация повышает ПВ вдвое, а
сквозной наклеп незначительно – всего на 6%.
На Рисунке 1.13. приведены эпюры окружных ОН в 20-мм слое металла,
прилегающем к поверхности обкатанных валов из стали 50 и 34ХН1М [45].
Аналогичные результаты приведены в [58,61,102,103,110,118].
Рисунок 1.13. Твердость металла и окружные ОН в поверхностном слое
обкатанных валов
Видно, что наиболее деформированный слой металла у поверхности не
является наиболее напряженным. Вблизи поверхности наблюдается спад
напряжений. Это явление у поверхности крупных обкатанных образцов
наблюдалось Хорджером [99]. Подобное распределение напряжений получено Л.
М. Школьником и В.И. Шаховым при исследовании обкатанных образцов
диаметром 160 мм [88].
В.М. Браславским высказано предположение, что спад ОН является
результатом неравномерного нагрева крупных деталей в процессе обкатки [45].
23
Из эпюр на Рисунке 1.13 видно, что с ростом усилия обкатки увеличивается
толщина слоя со сжимающими ОН и глубина расположения их максимума.
Напряжения в поверхностном слое сначала увеличиваются, затем начинают
убывать.
В работе [88] приведены широкие исследования ОН в образцах диаметром
160 мм, изготовленных из среднеуглеродистой стали.
На Рисунке 1.14. приведены результирующие графики зависимости ОН и
приращения твердости от усилия и профильного радиуса ролика.
Рисунок 1.14. Зависимость ОН (кривые 1, 2, 3) и приращения твердости (кривые
4, 5, 6) от усилия обкатки (увеличение усилия обкатки по горизонтальной оси
слева направо) при радиусе профиля ролика 5 мм (кривые 1 и 4), 12 мм (кривые 2
и 5), 24 мм (кривые 3 и 6)
Зависимость ОН от усилия обкатки для всех диаметров ролика имеет ярко
выраженный максимум. С увеличением радиуса профиля ролика максимум ОН
сдвигается в сторону более высоких рабочих усилий. Важнейшим результатом
исследований
экстремального
ОН
в
крупных
характера
обкатанных
зависимости
параметров процесса обкатки [9].
валах
напряжений
является
от
выяснение
технологических
24
Доля
участия
сжимающих
напряжений,
повышения
прочности
поверхностного слоя и уменьшения шероховатости поверхности в упрочняющем
эффекте обкатки различна, эти факторы проявляются во взаимодействии друг с
другом.
Так, уменьшение шероховатости для обкатанных деталей имеет гораздо
меньшее значение, чем для ненаклепанных, потому что ОН сжатия снижают
концентрацию напряжений от микронеровностей.
Наклеп, т.е. повышение прочности, собственно поверхностного слоя имеет
значение главным образом для гладких валов. Детали с конструктивными
концентраторами напряжений, такими как галтели, упрочняются в основном за
счет упругого сжатия поверхностного слоя металла.
Существует несколько разновидностей обкатывания галтелей (Рисунок 1.15.)
[58,97,98,108].
Рисунок 1.15. Основные схемы обкатывания галтелей
Наиболее простым способом обработки галтелей небольшого радиуса
является обкатка роликом, у которого рабочий радиус равен радиусу кривизны
галтели (Рисунок 1.15 а.). При рабочем усилии 60000 Н можно обкатывать
галтели радиусом до 5 мм. Но такое усилие велико и может быть доступно далеко
не всегда как по конструкции токарных станков, так и по жесткости
обкатываемых деталей.
25
Тогда уменьшение диаметра роликов позволит повысить эффективность
обкатки за счет повышения степени наклепа. Также можно использовать шарики,
радиус которых равен радиусу галтели (Рисунок 1.15 б.).
Второй путь повышения эффективности обкатки галтелей – уменьшение
профильного радиуса роликов. Л. М. Школьник и В. И. Шахов рекомендуют
обкатывать галтели роликами, профильный радиус которых на 0,5 – 2 мм менее
радиуса галтели [88,95,96].
Гораздо удобнее для упрочнения галтелей применять ролики с биением
рабочего профиля (Рисунок 1.16.). Они эффективно обкатывают галтели по всей
криволинейной поверхности без дополнительного движения инструмента.
Рисунок 1.16. Схема обкатки галтели наклонным роликом
Особенность обработки галтелей в отличие от накатывания цилиндрических
поверхностей заключается в непрерывном изменении обкатываемого диаметр
детали и в каждый момент зависит от того, с какой точкой профиля галтели
соприкасается ролик.
В. М. Браславским [9] проведено сравнительное исследование процесса
обкатки шариком и наклонным роликом на валах из стали диаметром 180 - 230
мм. Обкатывались галтели с радиусом 10 мм. После обкатки замерялась
твердость, позволившая судить о распределении пластической деформации по
26
сечению валов (Рисунок 1.17.). Сравнение результатов (кривые 1 и 2) показывает
что, несмотря на уменьшение усилия вдвое при обкатке наклонным роликом как
глубина, так и степень наклепа галтели существенно возросли.
Таким образом, было показано, что эффект обкатки галтелей наклонным
роликом остается высоким при существенно сниженных рабочих усилиях, из-за
точечного контакта с обкатываемой деталью.
Рисунок 1.17. Твердость поверхностного слоя валов из стали 40 в зоне галтели с
r=10мм: 1– обкатанных шариком с силой 50000 Н, 2, 3 – наклонным роликом с
силой 25000 Н и 11000 Н, 4,5 – клиновым роликом с силой 25000 Н и 12000 Н
27
Существует другая конструктивная разновидность роликов с биением
рабочего профиля – клиновые ролики. Схема обкатки галтели клиновым роликом
дана на Рисунке 1.18.
Рисунок 1.18. Схема обкатки галтели клиновым роликом
При обкатке применяется разнообразная технологическая оснастка [5,61].
Рисунок 1.17 дает представление о распределении твердости в образцах,
обкатанных клиновым роликом.
Уравновешенность осевой составляющей усилия обкатки является главным
достоинством клинового ролика. Постоянное направление реактивного усилия на
суппорт в плоскости вращения ролика создает более благоприятные условия
работы станка. На Рисунке 1.19. приведена конструкция универсального
приспособления для обкатки галтелей клиновым роликом.
На ОАО «Коломенский завод» применяется оснастка, которая позволяет
обкатывать одновременно две галтели коренной или шатунной шейки вала.
Каждая галтель обкатывается тремя роликами, равномерно расположенными по
окружности цилиндра шейки. Причем все три ролика имеют одинаковый
габаритный диаметр, но отличаются рабочим профилем.
28
Рисунок 1.19. Конструкция универсального приспособления для обкатки
галтелей клиновым роликом
Два ролика имеют клиновой профиль, что обеспечивает равномерное
упрочнение всей дуги галтели, а третий ролик выполнен с постоянным рабочим
профилем. Такая конструкция обеспечивает сглаживание волн металла, которые
появляются после обкатки клиновыми роликами. В итоге обеспечивается
уравновешенность конструкции и обеспечивается заданная шероховатость
галтели.
На Рисунке 1.20. представлена конструкция данной оснастки.
29
Рисунок 1.20. Конструкция оснастки для обкатки галтелей КВ роликами,
применяемая на ОАО «Коломенский завод»
30
1.2. Методы определения напряженно-деформированного состояния и оценки
циклической прочности коленчатого вала
КВ работает в условиях циклического нагружения. Как было сказано выше
анализ поломок свидетельствует о том, что разрушения КВ носят усталостный
характер. Зарождение трещин начинается от зон наибольшей концентрации
напряжений, расположенных у краев маслоподводящих отверстий или в местах
сопряжения щек с шейками вала. Оценку ЦП КВ следует проводить при всей
совокупности его положений за рабочий цикл с учетом соответствующих величин
и направлений действующих усилий.
В
общем
случае
КВ
представляет
собой
трехмерную
статически
неопределимую систему на упругих опорах с переменной жесткостью по его
длине. Расчет НДС КВ с учетом всех влияющих факторов и последующая оценка
ЦП является сложной задачей. На различных этапах разработки КВ применяются
методы определения НДС с различной степенью точности и простоты реализации.
Обзор соответствующей литературы [7,14,17,57,66,72,81,86,92] показывает,
что традиционные методы расчета КВ подразделяются на две группы. Первая
группа
основана
на
разрезной
схеме
(Рисунок
1.21.),
то
есть
КВ
многоцилиндрового двигателя представляется набором колен, нагруженных
соответствующими усилиями (СШ, СЩ, СПР, С2 – центробежные силы шатунной
шейки, щеки, противовеса и массы шатуна, отнесенной к шатунной шейке, T, Z –
компоненты газовой силы, действующие на шатунную шейку). Влияние соседних
колен учитывается только через набегающий крутящий момент (Mki).
К недостаткам данной схемы можно отнести тот факт, что она не учитывает
действие нагрузок на смежные с рассматриваемым колена и влияние надопорных
изгибающих
моментов,
действующих
в
различных
плоскостях.
Данное
обстоятельство в ряде случаев существенно завышает уровень получаемых при
расчете напряжений по сравнению с экспериментальными данными.
31
Для каждого колена решается статически определимая задача нахождения
НДС КВ (Рисунок 1.21.).
а)
б)
Рисунок 1.21. Расчетная модель колена вала по разрезной схеме: a) рядного;
б) V-образного с рядом сидящими шатунами
В самом простом одномерном случае разрезной схемы, математическая
модель определения НДС анализируется методами сопротивления материалов.
Полную методику расчета можно найти в работе [81]. Суть метода заключается в
том, что по заданным нагрузкам определяются неизвестные реакции опор колена
T´, T´´, Z´, Z´´:
32
L
Z ' 2 (Z Cш C 2Сщ 2Спр )
2
L
L
T ' 2 T
L
L
Z " 1 ( Z Cш C 2Сщ 2Спр )
2
L
L
T " 1 T
L
(1.2)
Крутящий момент Mki с учетом влияния соседних колен:
M
ki
M
k (i1)
TR .
(1.3)
Затем выявляются опасные сечения в конструкции и для них определяется
НДС. Для шатунной и коренной шеек такими местами являются точки выхода
маслоподводящих отверстий на поверхность. Амплитудные средние значения
напряжений цикла от крутящего и изгибающих моментов вычисляются по
известным формулам:
– для кручения:
ш _max
ш _min
ш_m
ш_a
М
М
kш _max
W
kш
(1.4)
kш _min
W
kш
(1.5)
ш _max
ш _min
2
ш _max
ш _min
2
(1.6)
(1.7)
– для изгиба:
иш _max
иш _min
М иш _max
Wиш
М
иш _min
Wиш
(1.8)
(1.9)
33
ш_m
ш_a
иш _max
иш _min
(1.10)
2
иш _max
2
иш _min ,
(1.11)
где W , Wиш – моменты сопротивления кручению и изгибу.
kш
Коэффициент запаса прочности определяется по формулам [81]:
– для кручения:
nш
(
K
д
1
ш _ a ш _ m )
(1.12)
– для изгиба:
nш
K
где
1
,
1
1
,
(1.13)
иш _ a иш _ m
– ПВ при кручении и изгибе; – коэффициент, учитывающий
д
крутильные колебания; K , K – эффективные коэффициенты концентрации
касательных и нормальных напряжений;
K , 1 q ( , 1) ,
(1.14)
где q – коэффициент чувствительности металла к концентрации напряжений в
зависимости от механических свойств материала (Рисунок 1.22.);
Рисунок 1.22. Зависимость коэффициента чувствительности q от радиуса r
34
, – теоретический коэффициент концентрации нормальных (касательных)
напряжений для вала с поперечным отверстием (Рисунок 1.23);
Рисунок 1.23. Зависимость коэффициентов концентрации напряжений (1)
и (2) от относительного диаметра отверстий
, – фактор, учитывающий влияние размеров и состояние поверхности;
м п ,
(1.15)
м п ,
(1.16)
где п , п – поверхностный фактор, м , м – масштабный фактор.
, – коэффициенты чувствительности к асимметрии цикла при кручении и
изгибе (Таблица 3).
Таблица 3
Коэффициент
ζв, МПа
чувствительности
750 - 1000
1000 - 1200
1200 - 1400
0,05
0,1
0,15
0,1
0,2
0,25
35
Влияние различных факторов на ЦП и их учет при расчете описаны в
[6,34,39,57].
Общий коэффициент запаса прочности при совместном действии кручения и
изгиба:
nш
nш nш
.
2
2
(nш ) (nш )
(1.17)
Аналогично рассчитывается коэффициент прочности для щеки КВ, у которой
наиболее опасными являются галтели.
Как видно из приведенной методики расчета при оценке ЦП требуется
знание ряда эмпирических величин. В частности в формулу определения запаса
прочности входит эффективный коэффициент концентрации напряжений ( K , K ),
который сложным образом зависит от геометрических параметров и материала
КВ. Подробное описание определения коэффициентов концентрации можно
найти в соответствующей литературе [23,47,63]. Ко всему прочему такие
зависимости имеются лишь для дискретных значений параметров и выбор того
или иного значения вносит дополнительную погрешность в расчет, а это требует
назначение более высоких значений коэффициентов запаса.
Очевидно, что данный метод позволяет оценить НДС в определенных
расчетных точках без учета общей неравномерности распределения напряжений и
может быть применен лишь как оценочный расчет на начальном этапе
проектирования двигателя.
В связи с повышающимися характеристиками двигателя неизбежно
расширяется диапазон изменения геометрических параметров вала, влияющих на
коэффициенты концентрации напряжений. При этом в некоторых случаях
получаемые
значения
выходят
за
пределы
применимости
имеющихся
эмпирических зависимостей. В этом случае альтернативой является КЭ расчет
[11]. Задача решается в трехмерной постановке. Создается КЭ модель с точным
описанием геометрии зон концентрации напряжений колена вала (Рисунок 1.24.).
36
Для определения коэффициентов концентрации полученные при расчете
напряжения относятся к номинальным напряжениям (без учета концентратора).
При этом недостатки, присущие разрезной схеме, не позволяют использовать
результаты такого расчета на завершающих стадиях отработки двигателя.
Рисунок 1.24. Трехмерная КЭ модель колена вала
Уточненный анализ НДС КВ (вторая группа) проводится по неразрезной
схеме (Рисунок 1.25.). Рассматривается целиком весь вал с нагрузками,
приложенными ко всем коленам при различных положениях КВ.
Рисунок 1.25. Расчетная модель колена вала по неразрезной схеме
37
Данный метод является более «строгим», но в то же время более трудоемким.
Из-за того, что система получается статически неопределимой при расчете
необходимо учитывать податливость опор КВ, которая в свою очередь связана с
деформацией картера, подвесок и вкладышей подшипников, гидродинамикой
масляного слоя и др. Кроме того, жесткость КВ при изгибе различна в
зависимости от угла наклона плоскости, проходящей через ось вращения, в
которой рассматривается изгиб.
В простом случае неразрезной схемы можно использовать методы расчета
рамной конструкции. Такой подход использовал еще С.П. Тимошенко, проводя
сравнительные анализы расчетов с использованием двух схем [72].
При
применении КЭ подхода КВ рассматривается как пространственная многоопорная
балка переменного сечения, состоящая из двухузловых линейных элементов.
Каждый узел последних имеет шесть степеней свободы (Рисунок 1.25.). Матрица
жесткости Kle элемента в локальной системе координат имеет вид
, (1.18)
где Е – модуль упругости первого рода; G=Е/2(1+μ) – модуль упругости второго
рода; μ – коэффициент Пуассона; l – длина элемента; Ji – момент инерции
сечения; F – площадь поперечного сечения.
38
После преобразования матриц K e отдельных элементов в глобальной
l
системе координат и их суммирования получается глобальная матрица жесткости
K . Решается система уравнений относительно векторов узловых перемещений
модели {δ}:
[K] { } {F} ,
(1.19)
где {F} – вектор нагрузки.
Подробный расчет данной схемы описан в литературе [81].
В результате расчета получают напряжения в элементах для каждого
положения КВ с заданным шагом по углу поворота и рассчитываются
коэффициенты запаса ЦП.
Как и в случае разрезной схемы может быть применена трехмерная
постановка задачи для определения коэффициентов концентрации (Рисунок 1.26).
Рисунок 1.26. Трехмерная модель для расчета КВ по неразрезной схеме
Задача решается в перемещениях {δ} – неизвестными являются компоненты
перемещений (u, v, w) n узлов КЭ модели. Полный алгоритм расчета описан в
[49,111].
Неизвестные компоненты вектора перемещения {δ} находятся решением
системы линейных алгебраических уравнений (СЛАУ) (1.19).
39
Зная составляющие вектора { } , вычисляются деформации и напряжения в
элементах конструкции (Рисунок 1.27.).
После определения напряжений, для двух «экстремальных» углов поворота
КВ определяются параметры цикла нагружения для каждого элемента КЭ модели.
Амплитуда и среднее значение напряжений для трехмерного случая НДС:
ij ij
max
ij
min
a
2
,
ij
ij
ij max min
m
2
(1.20)
ij , ij – компоненты НДС для двух «экстремальных» положений КВ.
где max
min
Как показывают испытания образцов с концентраторами напряжений и без
них, разрушение наступает при
1 , при этом К , где К
1К К
и
–
соответственно эффективный и теоретический коэффициенты концентрации
напряжений.
Таким образом, значения амплитуд напряжений, определенных МКЭ
завышено, т. к. рассчитываются с учетом , что при расчете корректируется
коэффициентом чувствительности q [32,85].
При определении коэффициента запаса значения эффективной амплитуды
напряжений σa_эф определяются по формуле:
σ
a_эф
=A σ
σ
a_кэ
,
(1.21)
где Aσ <1 – поправочный коэффициент.
К 1-q
Aσ = σ =
+q ,
α
α
где q
α
–
–
(1.22)
коэффициент чувствительности материала к концентрации напряжений;
теоретический
коэффициент
концентрации
напряжений;
σ
a_кэ
–
эквивалентная амплитуда, рассчитанная по МКЭ [4,60], σa_кэ =ασ σном , σном –
номинальное напряжение.
40
Рисунок 1.27. Эквивалентные напряжения, МПа (зона А – наиболее вероятная
зона начала УР)
41
Для галтели вала при приблизительных расчетах теоретический коэффициент
концентрации напряжений зависит от перекрытия шеек, ширины щеки, диаметра
облегчающего отверстия, его эксцентричного положения, от расположения
отверстия в смежной щеке и определяется по формуле:
σ =(σ )
Δ=0
(βσ ) (βσ )
(β ) (β ) (β ) .
ВН σ e σ Δ σ L
h
(1.23)
Рекомендации по выбору коэффициентов в формуле (1.23), а также методика
расчета эффективной амплитуды представлены в [47,63,74].
Более точно значение α рекомендуется определять по ГОСТ 25.504-82.
Формула коэффициента запаса ЦП при изгибе (Серенсена-Кинасошвили) в
этом случае будет иметь вид:
n =
σ
σ-1
A σ
ia
ε ε β
М
где
1
Ш
УПР
,
(1.24)
+ψσ σim
– ПВ материала;
A – коэффициент ослабления напряжений, полученных при расчете НДС МКЭ,
определяется по формуле (1.22);
ε – масштабный фактор [6];
М
ε
Ш
β
– коэффициент, учитывающий влияние шероховатости по ГОСТ 25.504-82;
УПР
ψ
σ
– коэффициент поверхностного упрочнения [5];
– коэффициент чувствительности материла вала к асимметрии цикла
по ГОСТ 25.504-82;
σ σ
ia
σ
im
a_кэ
=σ
σ
ЭКВm
ЭКВa
– эквивалентная амплитуда за цикл нагружения;
– эквивалентная интенсивность средних напряжений за цикл
нагружения.
В данном случае, несмотря на КЭ подход при расчете амплитуды
напряжений, определение параметра β УПР при оценке ЦП применен все тот же
42
эмпирический подход, что существенно сужает расчетную область используемых
параметров.
Поэтому имеется практическая необходимость в разработке методик
определения некоторых параметров расчетным путем без использования
эмпирических
зависимостей.
В
частности,
определение
коэффициента
поверхностного упрочнения позволит решить задачу по выбору рациональных
параметров процесса обкатки галтелей роликами (усилия, частоты, оборотов,
геометрических размеров роликов).
43
1.3. Цель работы и постановка задачи исследования
Проведенный обзор литературы показал, что существующие методики
расчета НДС КВ и методы оценки ЦП имеют ряд недостатков.
Исходя из этого, целью диссертации является уточнение методики оценки
ЦП КВ при использовании методов ППД зон концентрации напряжений за счет
определения величины ОН в поверхностном слое КВ после ТПО галтелей и
определения величины эффективной амплитуды напряжений в процессе работы
КВ на основе теории подобия УР.
Для выполнения поставленной цели в работе следует решить следующие
задачи:
1. Составление алгоритма расчета и определение полей ОН в КВ после
процесса обкатки галтелей на этапе его изготовления в трехмерной постановке.
2. Уточнение методики расчета НДС КВ в процессе работы ФСД в
трехмерной постановке.
3. Уточнение методики оценки ЦП КВ с учетом остаточной напряженности
поверхностного слоя галтелей вследствие ППД обкаткой роликами.
4.
Проведение
сравнительного
анализ
результатов
расчетного
экспериментального исследований НДС после ТПО и оценки ЦП КВ ФСД.
и
44
Глава 2. Разработка математической модели расчета напряженнодеформированного состояния коленчатого вала с учетом остаточных
напряжений, возникающих после технологического процесса обкатки
галтелей роликами на этапе его изготовления, и методики оценки его
циклической прочности
2.1. Составление в трехмерной постановке алгоритма расчета остаточных
напряжений в коленчатом вале после технологического процесса обкатки
галтелей на этапе его изготовления
2.1.1. Выбор геометрической модели
КВ ФСД имеют сложную геометрическую форму. Как можно видеть из
Рисунка 2.1. для V-образного 12-ти цилиндрового двигателя КВ представляет
собой пространственную систему.
Рисунок 2.1. КВ V-образного 12-ти цилиндрового дизеля
45
Наряду с большими размерами элементов КВ среднеоборотного дизеля
(dш~250 мм и т.п.) имеются геометрические области, размеры которых
существенно меньше. При расчетах ЦП эти геометрические особенности играют
существенную роль, так как являются концентраторами напряжений.
Для
получения
адекватных
результатов
необходимо
рассматривать
трехмерную модель расчета КВ, что является серьезной задачей уже на этапе
выбора геометрической модели.
В настоящее время трехмерные прочностные расчеты выполняются с
использованием вычислительных программ на основе МКЭ (ANSYS, CATIA,
Pro/E, DEFORM-3D и др.). Это обстоятельство вызывает необходимость замены
реальной геометрической модели КВ на КЭ модель, при учете всех влияющих
геометрических особенностей, состоящую из сотен тысяч элементов. Расчет таких
систем может занимать несколько месяцев, поэтому требуется вводить допущения
для уменьшения количества элементов.
В нашем случае, при расчете ОН особое внимание следует уделить области
галтели и прилегающих участков. Учитывая это обстоятельство, можно выделить
из всего КВ наиболее важную для последующего анализа расчетную область
(Рисунок 2.2.).
Рисунок 2.2. К выбору геометрической модели расчета ОН (в рамку обведена
расчетная область одноколенного элемента КВ)
46
Такое допущение позволит увеличить количество элементов в области
галтели и повысить точность расчета, а также сократить время вычислений.
На Рисунке 2.3. представлена КЭ модель расчета ОН в КВ ФСД, построенная
в программе DEFORM-3D [52] (1– вал, 2,3 – ролики, 4 – фиксаторы).
Рисунок 2.3. КЭ модель расчета
2.1.2. Определение граничных условий
Во время процесса обкатки галтелей роликами на вал, вращающийся с
частотой n, действует сила давления ролика F – усилие обкатки (Рисунок 2.4.). За
счет
этого
в пятне контакта вала и ролика
возникает сила трения,
характеризующаяся коэффициентом трения f. Вал фиксируется в фиксаторах (4).
В случае расчета половины длины шатунной шейки требуется задать условие
симметрии на поверхности торца шейки (плоскость A).
Это условие является правомерным так как, процесс обкатки происходит
одновременно для двух галтелей одной шейки и можно предположить, что задача
является симметричной.
47
Рисунок 2.4. К выбору граничных условий расчета
2.1.3. Расчет напряженно-деформированного состояния коленчатого вала в
процессе обкатки галтелей роликами
Эффект от обкатки проявляется в уменьшении шероховатости поверхности
заготовки, упрочнении в зоне контактной деформации и создании поля
благоприятных ОН.
Остаточная
напряженность
поверхностно-деформированных
деталей
является главной причиной повышения их ЦП [5,41].
Во время работы в обкатанных деталях возникающие напряжения
растяжения от внешней нагрузки суммируются с ОН сжатия, при этом опасные
растягивающие напряжения уменьшаются.
В процессе обкатки поверхность заготовки КВ претерпевает пластическую
деформацию, поэтому задача определения НДС является нелинейной.
обстоятельство
является
следствием
нелинейной
зависимости
напряжениями и деформациями в пластической области работы материала.
Это
между
48
Задача определения НДС КВ в процессе обкатки решается с использованием
вариационных принципов. Если известно решение линейной задачи, то решается
нелинейная задача с помощью итерационного процесса [26,82,83,105,109].
Хотя процесс
формоизменения
заготовки
КВ при
обработке
ППД
сопровождается деформациями, значительно превышающими возможные упругие
деформации, в данном случае учет последних крайне необходим. Связано это с
тем, что
после завершения ППД (снятие усилия обкатки) в заготовке КВ
сохраняются
самоуравновешенные
ОН,
механизм
образования
которых
определяется законом о разгрузке. Из сказанного ясно, что модель материала
заготовки КВ должна быть упруго-пластической.
Зависимость
компонентов
деформаций
от
компонентов
напряжений
выражается законом Гука, который справедлив до образования пластических
деформаций [28,30,77,91],
ij
1
(1 ) ij 3ij o ,
E
(2.1)
где и E – коэффициент Пуассона и модуль упругости первого рода;
ij – символ Кронекера.
Пластические деформации в упрочняющемся материале возникают, когда
компоненты напряжений удовлетворяют условию пластичности
F ( ij , ) 0 ,
(2.2)
где – параметр упрочнения [27,49].
Условие пластичности принимается в виде зависимости Максвелла-ХубертаМизеса, устанавливающей связь между интенсивностью напряжений в точке и
напряжением текучести Т [35,54,76]:
i Т ( 0p , ip ) ,
(2.3)
являющимся функцией интенсивности скорости пластических деформаций в
данный момент времени ip и накопленных пластических деформаций к данному
моменту времени:
49
0p ip dt .
Связь приращений пластических деформаций с условием пластичности
устанавливает ассоциированный закон течения
F ,
d ijp d
ij
(2.4)
где d – множитель Лагранжа.
Данный закон выражает требование ортогональности вектора приращений
пластических деформаций поверхности пластичности в n-мерном пространстве
напряжений.
Полная деформация при бесконечно малом приращении напряжения
складывается из упругой и пластической частей, т.е.
dij dije dijp .
(2.5)
Связь между скоростями точки и компонентами тензора скоростей
деформаций задается в виде соотношений Коши для малых деформаций:
1 vi v j ,
ij
2 x j xi
(2.6)
где vi – компоненты вектора скорости смещения точки по осям координат xi
( i, j 1,2,3 ).
Функционал баланса мощности внутренних и внешних сил включает в себя
скорость
рассеяния
энергии
деформации
и
мощность,
развиваемую
действующими на заготовку внешними силами fi на скоростях смещений vi [89]:
Ф i i dV fi vi dS .
V
S
(2.7)
В соответствии с вариационным принципом из всех кинематически
возможных полей скоростей, отвечающих условию несжимаемости, истинное
поле скоростей сообщает абсолютный минимум функционалу Ф:
Ф 0 .
(2.8)
50
Для минимизации функционала (2.7) на всей области определения
применяется МКЭ с шаговой концепцией по времени [32].
Тогда соотношение (2.4) запишется в виде
F
d [ D]1 d
d ,
(2.9)
где d – вектор-столбец деформаций элемента; [ D] – матрица упругости; d –
вектор-столбец напряжений элемента [26].
Дифференцируя равенство (2.2), получаем
T
F
d Ad 0 ,
(2.10)
где введено обозначение A F d 1 .
d
Соотношения (2.9) и (2.10) записываются в симметричной матричной форме
d
1
d
2
.
.
.
0 F
1
F
1 d
1
F
d
2
2
.
. .
. .
.
.
[ D]1
F
2
.
.
.
(2.11)
d
A
В результате в явном виде получаем выражение для определения изменения
напряжений в зависимости от деформаций:
*
d D ep d ,
где
T
T
F F
F
F
*
D ep D D
D A
D
(2.12)
1
– симметричная упруго-пластическая матрица.
В упрочняющемся материале определяется как пластическая часть работы
при пластическом деформировании, т.е.
51
T
p
d d .
(2.13)
Используя закон течения (2.4), получаем
T F
.
d d
(2.14)
Очевидно, что d можно исключить из (2.14)
A
F
T F .
(2.15)
Связь между скоростями точек и скоростями деформации имеет вид
B ,
(2.16)
где B – матрица деформации; – вектор-столбец скоростей точек.
Вариация уравнения (2.9) для элемента в матричной форме имеет вид
Ф
T
*
T
B D ep B dV e N f dS ,
e
Ve
Se
(2.17)
где N – матрица формы элемента.
Суммирование уравнений (2.17) по всем элементам приводит к системе
нелинейных алгебраических уравнений относительно неизвестных узловых
скоростей точек
К ( ) R( ) 0 ,
(2.18)
где К ( ) B T D *ep B dV – матрица жесткости системы; R( ) – вектор
V
узловых внешних сил системы.
Нарушение принципа суперпозиции, обусловленное нелинейностью задачи,
ведет к тому, что решение зависит от истории (пути) нагружения. В нашей задаче
имеет происходит сложное, непропорциональное нагружение, поэтому решение
может быть получено за счет дробления на малые участки пути нагружения с
последующим суммированием решений, которые были найдены на каждом
интервале (шаговая концепция по времени).
52
Для реализации такого решения МКЭ необходимо сформулировать в
инкрементальной форме. Тогда определяющие уравнения записываются для
приращений узловых внешних воздействий в пределах каждого шага. Решение
в момент времени t t , т.е.
tt t . Решение на каждом шаге должно находиться из системы
получается в виде скорости узловых точек
уравнений равновесия МКЭ, но записанной в инкрементальной форме [32]:
) R(t ) 0 ,
F ( t ) К ( t
(2.19)
где К ( t ) – матрица жесткости системы, являющаяся функцией ее состояния
в момент времени t; – вектор-столбец неизвестных значений приращений
узловых скоростей за время t ;
R(t )
– вектор приращений узловых
внешних сил системы, зависящий от t вследствие температурных деформаций.
Процедура шагового метода представлена графически на Рисунке 2.5.
Из-за
того,
что
при
решении
используются
конечные
временные
интервалами, как видно из Рисунка 2.5., происходит накопление погрешности
приближенного решения.
Рисунок 2.5. Процедура шагового метода
Исключить этот недостаток можно, используя на каждом временном шаге
итерационный алгоритм Ньютона-Рафсона (Рисунок 2.6.).
53
Рисунок 2.6. Итерационный метод Ньютона-Рафсона
Предположим, что имеется решение уравнения (2.19) . Тогда вариация
(2.19) из положения равновесия по будет иметь вид
F ( t ) ( К ( t ) R( t ) ) 0 .
(2.20)
За «нулевое» приближение принимается упругое решение задачи.
Пусть вектор-столбец (k ) есть k-ое приближение к корню уравнения
) R(t ) 0 .
F К ( t
(2.21)
Тогда поправка к приближенному решению (k ) :
1
(k 1) К ((k ) ) F ((k ) ) ,
(
)
(2.22)
где F ((k ) ) – уточненное значение функции с учетом зависимости R( t ) .
Отсюда (k+1)-ое приближение к корню уравнения (2.21)
(k 1) (k )
(k 1) ,
( )
( )
( )
(k=0,1,2,...).
(2.23)
Процесс вычислений заканчивается, когда достигнута заданная точность
решения , т.е. при выполнении условия для невязки скоростей
,
где
/ – эвклидова норма.
T
T
(2.24)
(2.25)
54
2.1.4. Последовательность конечно-элементного расчета процесса обкатки
Обобщая все вышесказанное, можно выделить следующие этапы КЭ расчета
процесса обкатки:
1. Выбор геометрической модели.
2. Задание граничных условий в начальный момент времени.
3. Задание начального приближения поля скоростей узловых точек элементов
на первом шаге расчета.
4. Вычисление характеристик элементов, зависящих от поля скоростей
узловых точек элементов для первого приближения (деформаций и т.д.).
5. Вычисление силовых граничных условий, зависящих от поля скоростей
узловых точек элементов.
6. Сборка и решение матричного уравнения.
7. Вычисление погрешностей.
8. Если погрешность скоростей больше заданной величины, происходит
коррекция поля скоростей узловых точек элементов и возврат к пункту 4 расчета.
В противном случае, переход к следующему шагу расчета.
9. Обновление геометрии с учетом полученных данных (скоростей,
перемещений и деформаций элементов).
10. Вычисление нового приращения скорости в рамках временного шага
(если происходит дробление временного шага расчета).
11. Завершение расчета, если полученные погрешности меньше заданной
величины.
В противном случае, возврат к пункту 4 расчета и повторение процесса.
55
2.2. Методика расчета в трехмерной постановке напряженнодеформированного состояния коленчатого вала в процессе работы
форсированного среднеоборотного тепловозного дизеля
2.2.1. Определение сил и нагрузок, действующих на коленчатый вал, в
процессе работы дизеля
Целью данного расчета является определение величин сил, возникающих в
дизеле, которые необходимы для определения запасов прочности деталей
[17,86,116]. Расчет производится для суммарных сил [36, 69] (Рисунок 2.7.).
Рисунок 2.7. Силы, действующие в кривошипно-шатунном механизме рядного
двигателя
Исходной для расчета является суммарная сила P, действующая на поршень.
Она представляет собой алгебраическую сумму сил Pг и Pj (P = Pг + Pj).
Сила, направленная вдоль главного шатуна
K=
P
.
cosβ
(2.26)
56
Сила, приложенная к оси поршневого пальца главного
шатуна и
действующая нормально к стенке цилиндра
N=P tgβ ,
(2.27)
где Р – сила, действующая на поршень по оси главного цилиндра.
Сила, действующая на ось шатунной шейки КВ от сил в главном цилиндре
T=K sin(α+β) .
(2.28)
Радиальная сила, действующая вдоль кривошипа
Z=K cos(α+β) .
(2.29)
Сила T даѐт крутящий момент Mкр на плече r кривошипа
Mкр = T·R = P·(sin(α + β)/cosβ)·R = P·R·(sin α + tgβ cosα).
(2.30)
Для ФСД характерна V-образная схема расположения рядом сидящих
шатунов.
Такое
конструктивное
решение
позволяет
получить
хорошую
уравновешенность двигателя и прочность шатунов (в отличие от схемы с
прицепным шатуном). Поэтому при динамическом расчете необходимо учитывать
суммарную силу от двух шатунов.
Результаты данного расчета в виде экстремальных значений сил и углов, при
которых они достигаются, являются исходными данными для определения НДС
КВ в трехмерной постановке. В свою очередь, динамический расчет может быть
проведен после определения соответствующих параметров рабочего процесса
двигателя.
2.2.2. Определение напряженно-деформированного состояния коленчатого
вала в трехмерной постановке
Трехмерный расчет НДС КВ проводиться МКЭ в упругой области.
Сложность геометрической формы КВ и сложность нагружения требуют
составления уточненных схем расчета НДС с использованием современных
методов. Благодаря возможности трехмерного численного моделирования НДС
можно получить достаточно точное распределение напряжений.
57
Для численного расчета НДС КВ во время работы двигателя используется
все тот же МКЭ [24,101,112], что и при определении ОН в процессе обкатки
галтелей роликами в п. 2.1. В силу того, что в процессе работы материал КВ не
претерпевает пластических деформаций (как при расчете процессе обкатки), а
остается в упругой области, задача определения НДС упрощается.
Расчет проводится поочередно для двух положений КВ, соответствующих
экстремальным значениям параметров, определенных в п. 2.2.1. Задача решается в
перемещениях (δ), т.е. неизвестными являются компоненты перемещений (u, v, w)
n узлов КЭ модели. Полный алгоритм расчета описан в [25,87,117].
Зависимость
деформаций
ij
от
перемещений
ui ,
определяемая
соотношениями Коши:
1 ui u j ,
(2.31)
2 x j xi
где: ui – компоненты вектора перемещения по осям координат xi ( i, j 1,2,3 );
ij
Для конечного элемента зависимость (2.31) в матричной записи имеет вид:
e B e ,
(2.32)
где e и e соответственно векторы деформации и перемещения, B –
матрица деформации, зависящая от формы конечного элемента.
Зависимость деформаций от напряжений в упругой области описывает
обобщенный закон Гука:
1
(2.33)
ij (1 ) ij 3 ij o ,
E
где ij – компоненты напряжения, E и – модуль упругости и коэффициент
Пуассона.
В матричной записи (2.33) записывается в виде:
e D ( e 0e) ,
(2.34)
где e – вектор компонент напряжения, D – матрица упругости, e –
0
температурная деформация [68].
58
Функционалом в данном случае является выражение полной потенциальной
энергии системы П, которое в матричной форме записывается
m
П ( A B C D) { e}T {R}
е1
A 0,5{ e}T [ B]T [ D][ B]{ e}dV
Ve
eT T
e
B { } [ B] [ D]{ 0}dV
Ve
eT
T
C { } [ N ] {P}dV
Ve
eT
T
D { } [ N ] { p }dF
Fe
,
(2.35)
где {P} – вектор объемных сил; { p } – вектор поверхностной распределенной
нагрузки; {R} – вектор сосредоточенной нагрузки.
Минимизация функционала [46,56,70] приводит к соотношениям
П
m
( A B C D) {R}
{ } е1
A 0,5[ B]T [ D][ B]dV { e}
Ve
T
,
B [ B] [ D]{ 0}dV
e
V
T
C [ N ] {P}dV
Ve
T
D [ N ] { p }dF
Fe
(2.36)
которое записывается в виде системы линейных алгебраических уравнений
(СЛАУ) вида
[k ]{ } {G} ,
(2.37)
где [k ] – матрица жесткости, {G} – вектор нагрузки.
Решением СЛАУ являются составляющие вектора { } , зная которые
вычисляются деформации и напряжения в элементах.
В результате расчета НДС КВ определяются параметры цикла нагружения
(среднее значение и амплитуда напряжений), являющиеся исходными данными
для дальнейшего расчета на ЦП.
59
2.3. Методика оценки циклической прочности коленчатых валов с учетом
остаточной напряженности поверхностного слоя галтелей вследствие
поверхностного пластического деформирования обкаткой роликами
В главе 1 было показано, что определение коэффициента запаса ЦП при
изгибе КВ по формуле Серенсена-Кинасошвили [2,13,24,33,75]
в трехмерной
постановке для ФСД имеет ряд недостатков:
–
при определении параметров, учитывающих упрочнение поверхности,
масштабный и поверхностный факторы, применяется эмпирический подход,
требующий знания коэффициентов, полученных экспериментальным путем для
узкого значения варьируемых параметров;
– определение величины эффективной амплитуды напряжений требует
знания
номинальных
напряжений.
Определение
понятия
«номинального
напряжения» при трехмерной постановке задачи является затруднительным из-за
сложной геометрии КВ.
Уточнение методики определения коэффициента запаса ЦП при изгибе в
рамках данной работы сводится к разработке расчетного метода, учитывающего
поверхностную
напряженность
галтелей
КВ,
и
замене
«номинального
напряжения» более удобными характеристиками.
Решение задачи учета остаточной напряженности было приведено в пункте
2.1. данной работы.
Вторую задачу можно решить, обратившись к статистической теории ЦП
[34,81]. Данная концепция основана на предположении о влиянии микротрещин,
случайно распределенных относительно своих размеров и положения по объему
детали, на возникновение усталостных явлений при циклическом нагружении. В
процессе работы детали со временем увеличиваются размеры трещин и
поперечное сечение ослабляется.
60
Это происходит до тех пор, пока сопротивление сечения окажется
недостаточным и произойдет хрупкое разрушение. Местом начала разрушения
служит наибольшая по размерам микротрещина. Экстремальное напряжение в
месте расположения трещины, при котором происходит разрушение детали,
описывает убывающая функция размеров трещины. Соответственно оно будет
иметь минимальное значение для самой большой трещины.
Из вышесказанного можно сделать вывод, что распределение прочности по
объему детали должно соответствовать закону распределения минимального
члена из огромного числа случайно распределенных независимых величин
(экстремальных напряжений).
Связь между локальной прочностью элементарного объема и критической
длиной трещины 2a в поле напряжений, действующих перпендикулярно линии
трещины, устанавливается на основании критерия Гриффитса [34]:
a k const ,
(2.38)
где k – коэффициент интенсивности напряжений, зависящий от упругих
постоянных материала, внешней нагрузки и геометрии детали и описывающий
поле напряжений в окрестности трещины.
При выводе формул используется гипотеза наиболее слабого звена
В. Вейбулла (Рисунок 2.8.) [81], из которой следует, что разрушение детали
связано
с
распространением
наиболее
опасной
трещины.
Механизмы
распространения трещин путем слияния не учитываются.
Рисунок 2.8. К выводу формул статистической теории прочности
наиболее слабого звена
61
Пусть имеется цепь из n звеньев, соединенных последовательно как на
Рисунке 2.8 а. и нагруженных напряжением ζ. Вероятность разрушения i-го звена
при действии напряжения ζ – P (σ) . Данная функция от ζ может быть
i
интерпретирована как функция распределения характеристик прочности звена.
Используя
теорему
о
вероятности
одновременного
наступления
n
независимых событий, вероятность неразрушения всей цепи
n
Q(σ)= (1 P (σ)) .
i
i=1
(2.39)
Тогда вероятность разрушения цепи
n
P(σ) 1 Q(σ)=1 (1 P (σ)) .
i=1
i
(2.40)
Если все звенья одинаковые, то
P(σ)=1 (1 P (σ))n .
1
(2.41)
Выражение (2.41) отражает влияние “масштабного фактора”, т.к. с
увеличением количества звеньев увеличивается вероятность разрушения цепи при
определенном ζ.
В реальных деталях имеется неравномерное распределение напряжений по
объему, описываемое функцией (Рисунок 2.8 б.)
max f ( x, y, z) ,
(2.42)
где max – максимальное напряжение в детали, 0 f ( x, y, z) 1.
Если в пределах объема ΔV (Рисунок 2.8 б.), состоящего из некоторого
i
количества ni единичных объемов V0 ( ni = ΔVi V0 ), напряжения σi распределены
равномерно, то вероятность разрушения объема ΔV с учетом (2.41) будет иметь
i
вид
(Vi V0 )
,
P ( ) 1 (1 P (σ ))
i
i
i1
i
где Pi1(σi ) – вероятность разрушения единичного объема.
(2.43)
62
В [34] автор предлагает использовать распределение
P (σ ) по закону
i1
i
Вейбулла:
u
1 exp ( i
)m , i u
0
.
P (σ )
i1 i
0, i u
(2.44)
Компоненты m>0 (зависит от свойств материала), 0 , u 0 являются
0
параметрами
распределения.
Величина
u
–
максимальное
переменное
напряжение, при котором не происходит разрушение детали за базовое число
циклов.
Подставляя (2.44) в (2.43) получаем вероятность разрушения ΔV в виде
i
u
m ΔVi , u
1 exp ( i
)
0
V i
.
P (σ )
0
i i
0, i u
(2.45)
Вероятность разрушения детали при действии напряжения max может быть
получена, если (2.45) подставить в (2.40) и произвести переход от суммы к
интегралу:
1 exp(I), max u
P( max )
,
0,
u
max
(2.46)
где
f ( x, y, z) u
I max
0
m
dV
V
0
.
(2.47)
Интеграл в выражении для I берется по объему детали, в котором
max f ( x, y, z) u .
Введем ряд допущений [81], которые широко используются при оценке ЦП
деталей и позволяют существенно упростить формулы (2.46) и (2.47):
– рассматривается только первая компонента главных напряжений, влияние
второй и третьей компонент главных напряжений не учитывается, т.к. ПВ
63
материала обычно определяют на стандартных образцах при чистом или
поперечном изгибе с вращением, т.е. при одноосном напряженном состоянии;
– делается переход от объемной задачи к плоской, т.е. объем детали
заменяется площадью поперечного сечения, т.к. для деталей машин расчеты
выполняются с определением максимально опасного сечения.
С учетом принятых допущений формула (2.47) примет вид:
m
dF
f
(
x
,
y
)
u
.
I max
F
0
0
(2.48)
Выражая из (2.46) I получим
I 2,3 lg(1 P) .
(2.49)
Их равенства правых частей (2.48) и (2.49) В.П. Когаевым [31,34] была
выведена удобная для расчетов форма уравнения подобия УР:
lg( 1) lg(
1
1) (lg
L
1,946) .
G
(2.50)
В (2.50) входят следующие величины:
(
)
1) max 1д ,
u
( )
1
где 1д – ПВ детали без концентратора напряжений;
– теоретический коэффициент концентрации напряжений;
1 – ПВ материала;
0,5 – для сталей и чугунов с шаровидным графитом.
2) – коэффициент чувствительности к концентрации напряжений и
масштабному фактору.
3)
L
– критерий подобия УР, где L определяется как периметр рабочего
G
сечения, если максимальные напряжения одинаковы по всему периметру
или его части, прилегающей к зоне концентрации, а G=
градиент напряжений в зоне концентратора.
G
σmax
, G–
64
Из (2.50) для значений ПВ после элементарных преобразований имеем:
1д
1 L
.
(1 ) (
)
88,3 G
1
(2.51)
Откуда следует выражение для коэффициента K
D , учитывающего влияние
концентрации напряжений и масштабного фактора:
K
1
.
D 1д
1 L
(1 ) (
)
88,3 G
K
(2.52)
Коэффициент влияния абсолютных размеров поперечного сечения получаем,
если принять 1 , 1д 1d ,
L L
d2
( )
.
2
G G гл
Тогда из (2.51)
1
L
1d (1 ) (
( ) ) .
1
88,3 G гл
(2.53)
Из (2.52) и (2.53) получаем
K K
D
1d
1д
1
L
( ) ) )
88,3 G гл
.
1 L
(1 ) (
)
88,3 G
( (1 ) (
(2.54)
Для исключения «номинального напряжения» из расчета необходимо сделать
дополнительные преобразования (2.52):
K
D
K
1
D K 1
.
1 L
1д
(1 ) (
)
88,3 G
(2.55)
Подставляя полученную зависимость (2.55) в формулу коэффициента запаса
n σ Серенсена-Кинасошвили, окончательно получим:
nσ =
где K
1
σ
-1
,
K σ +ψσ σ
ia
im
1
- коэффициент снижения ПВ.
1 L ε β
(1 ) (
)
Ш УПР
88,3 G
(2.56)
65
Выведенная формула позволяет вычислять коэффициент запаса ЦП детали
без определения «номинального напряжения», а только на основе определения ее
НДС в трехмерной постановке.
Однако,
ГОСТ
25.504-82
рекомендует
для
ответственных
расчетов
использовать другую зависимость параметров в формуле коэффициента снижения
ПВ K. Если в формуле Серенсена-Кинасошвили:
K
K
ε ε
М
β
Ш
,
УПР
K
1
1
то в ГОСТ 25.504-82 имеем: K ПР
.
1
ε
β
ε
М
Ш
УПР
Тогда на основе теории подобия УР имеем:
K
1
1
K ПР (
1)
ε
ε
β
М
Ш
2
(
УПР
1
1
ε
1)
Ш
1
β
,
УПР
L
( )
где G – относительный критерий подобия УР детали.
0
Окончательно получаем коэффициент для подстановки в (2.56):
K
K ПР
(
K
1
1
1)
ε
ε
β
М
Ш
УПР (
2
1
1 ε
Ш ) 1 .
ε β
Ш
УПР
(2.57)
В дальнейшем при расчетах будет использоваться именно рекомендуемая
форма записи коэффициента снижения ПВ (2.57).
Современные программные комплексы на основе численных методов
позволяют с высокой степенью точность решать поставленную задачу, задав
необходимые параметры на стадии подготовки исходных данных.
66
Выводы по второй главе
1. Составлен алгоритм расчета ОН в КВ после процесса обкатки галтелей на
этапе его изготовления в трехмерной постановке, позволяющий учитывать
различные параметры, такие как усилие обкатки, количество оборотов вала,
частота обкатки, габаритный и профильный радиусы роликов. С помощью
данного алгоритма могут быть определены рациональные параметры процесса
обкатки.
2. Уточнена методика расчета НДС КВ в процессе работы ФСД в трехмерной
постановке.
Показана возможность определения
эффективной
амплитуды
напряжений без номинальных напряжений с использованием теории подобия
усталостного разрушения. Это обстоятельство значительно увеличивает границы
применимости методики расчета НДС КВ как по геометрическим особенностям,
так и по свойствам материалов.
3. Уточнена методика оценки ЦП КВ с учетом остаточной напряженности
поверхностного слоя галтелей вследствие ППД обкаткой роликами. Показана
возможность учета остаточных напряжений при определении коэффициента
запаса циклической прочности через среднее напряжение цикла за счет
предварительного
определения
ОН
в
трехмерной
постановке.
Данное
обстоятельство позволяет значительно точнее учитывать влияние ППД на
циклическую прочность для каждого конкретного случая.
67
Глава 3. Расчет остаточных напряжений, определение напряженнодеформированного состояния и оценка циклической прочности коленчатого
вала форсированного среднеоборотного тепловозного дизеля
3.1. Расчет остаточных напряжений в коленчатом вале после
технологического процесса обкатки галтелей на этапе его изготовления
Методика расчета ОН, описанная в пункте 2.1. данной работы, реализована с
использованием специализированного пакета программ КЭ анализа [94], который
используется для решения разнообразных задач, связанных с технологией
изготовления деталей.
В качестве объекта исследования был выбран КВ ФСД семейства Д500 ОАО
«Коломенский завод» (Рисунок 3.1.).
Рисунок 3.1. КВ дизеля Д500
На Рисунке 3.1. представлен эскиз КВ 12-цилиндрового V-образного дизеля с
рядом сидящими шатунами. Конструкция КВ имеет увеличенную длину
шатунных шеек, поэтому к данному валу (и к галтелям в частности) в условиях
68
высокого форсирования дизеля предъявляются повышенные требования по ЦП и
жесткости в сравнении с его предшествующими аналогами.
Характерные геометрические размеры КВ дизеля Д500:
– диаметр коренной шейки dКШ=280 мм;
– длина коренной шейки lКШ=140 мм;
– диаметр шатунной шейки dШШ=230 мм;
– длина шатунной шейки lШШ=245 мм.
Чертеж КВ представлен в Приложении 1 данной работы.
Исходные данные для расчета включают:
1) геометрическую модель расчетной области;
2) свойства материалов, описывающие поведение детали в условиях упругопластического нагружения;
3) начальные и граничные условия, моделирующие условия закрепления и
нагружения КВ во времени на протяжении всего процесса обкатки.
Следует иметь в виду следующие обстоятельства:
1) на этапе создания КЭ модели в области контактного взаимодействия
ролика и КВ (по всему диаметру шатунной шейки) необходимо обеспечить
соответствующую мелкость разбивки по отношению к средней величине
элементов всей КЭ модели КВ, обеспечивающую заданную степень сходимости
решения, что приводит к резкому увеличению числа конечных элементов, к
увеличению
времени
расчета
и
к
повышению
необходимых
ресурсов
вычислительной машины [19,67,93,104];
2) большое количество контактных поверхностей (более подробно об этом
будет сказано далее) ведет к бо́льшей нелинейности задачи, связанной с
пересчетом усилий обкатки в месте контакта от конечных элементов ролика к
соответствующим конечным элементам КВ, что затрудняет сходимость решения,
для обеспечения которой требуется более мелкий временной шаг расчета и,
соответственно, большее время всего расчета;
69
3) упруго-пластическая постановка задачи и соответственно физическая
нелинейность, приводит к трудностям обеспечения сходимости решения,
увеличивая время расчета;
4) необходимость моделирования большого времени самого процесса
обкатки (~100 с);
5) лицензия на программный комплекс имеет ограничение на количество
конечных
элементов
модели
и
на
количество
используемых
ресурсов
вычислительной машины.
В совокупности все вышеупомянутые обстоятельства создают довольно
сложную задачу, поэтому необходимо тщательно подойти к этапу выбора
геометрической модели и продумать возможные пути уменьшения времени
расчета.
3.1.1. Выбор геометрической модели расчета
Расчет проводится для галтели шатунной шейки КВ, как наиболее вероятного
места начала УР. Учитывая все обстоятельства, в качестве геометрической
модели был выбран участок КВ с частью щеки и шатунной шейки (Рисунок 3.2.).
Рисунок 3.2. К выбору модели расчета (в рамке – расчетная область)
Геометрические размеры вала представлены на Рисунке 3.3.
70
Рисунок 3.3. Эскиз вала: A=230 мм, B=290 мм, C=140 мм, D=75 мм, E=93 мм,
F=140 мм
Геометрические размеры роликов даны на Рисунке 3.4. Наклон роликов к оси
вала – 55°.
Рисунок 3.4 а. Ролик клинового
Рисунок 3.4 б. Ролик постоянного
профиля: d=65 мм, t=2,8 мм, r=3,5 мм
профиля: d1=65 мм, r1=5,5 мм
71
Геометрия галтели представлена на Рисунке 3.5.
Рисунок 3.5. Геометрия галтели шатунной шейки дизеля Д500
КЭ модель расчета, построенная в DEFORM-3D, показана на Рисунке 3.6.
Рисунок 3.6. КЭ модель участка КВ, содержащего галтель
72
КЭ
модель
расчетной
области
(Рисунок
3.6.)
состоит
из
132000
тетраэдрических элементов модели вала (1) (характерный размер грани
тетраэдров – от 0.5 мм до 7 мм со сгущением в районе контактных областей).
На Рисунке 3.6. показан участок КВ с галтелью (1) в начальный момент
времени, на котором установлены равномерно по окружности три ролика: два
ролика клинового профиля (3) и один ролик постоянного профиля (2) (более
подробно об этом было сказано в пункте 1.1. данной работы). Вал фиксируется от
осевых и радиальных перемещений 4-мя фиксаторами (4). С помощью данных
фиксаторов валу передается угловая скорость вращения. Усилие обкатки
передается на вал через ролики (2) и (3). Ролики имеют возможность свободно
вращаться вокруг своей оси во время процесса обкатки за счет силы трения в
пятне контакта с валом (1).
При расчетах принимается, что фиксаторы (4) и ролики (2), (3) являются
абсолютно жесткими объектами, т.е. не деформируются под действием
приложенных воздействий. Вал (1) являются упруго-пластическим объектом.
В процессе обкатки такая схема расположения роликов обеспечивает:
– равномерную степень обкатки по дуге галтели за счет создания переменной
области контакта клиновыми роликами;
– сглаживание роликом постоянного профиля волн материала на поверхности
галтели от действия клиновых роликов.
3.1.2. Задание свойств материалов
Материал вала – сталь 38ХН3МА:
– модуль упругости (при T=20°C) E=2,07*105 МПа;
– коэффициент Пуассона μ=0,3;
– предел текучести ζТ=980 МПа;
– предел прочности ζВ=1080 МПа;
– предел выносливости ζ-1=430 МПа.
73
Диаграмма
деформирования
материала
вала,
построенная
по
экспериментальным диаграммам растяжения образцов с d=5 мм (Приложение 4),
представлена на Рисунке 3.7.
Рисунок 3.7. Диаграмма деформирования стали 38ХН3МА (при T=20°C) для
пластической области в диапазоне изменения скорости деформации (Strain Rate)
0-100 с-1 (по горизонтальной оси – интенсивность деформаций, мм/мм; по
вертикальной оси – интенсивность напряжений, МПа [38,48,94])
3.1.3. Задание начальных и граничных условий
Условно процесс обкатки можно разделить на 3 этапа:
1) приложение усилия обкатки;
2) обкатка вала с постоянным усилием;
3) снятие усилия обкатки.
На этапе 1) за счет задания линейного смещения в радиальном направлении
4-ре фиксатора (4) обеспечивают отсутствие осевых и радиальных перемещений
вала (1) (Рисунок 3.8.).
74
Рисунок 3.8. Задание линейного смещения фиксаторов (4) в радиальном
направлении
После этого фиксаторам (4) задается угловая скорость вращения, которая
передается валу (1). Величина угловой скорости соответствует режиму ТПО
(Рисунок 3.9.): ω=11 об/мин.
Рисунок 3.9. Задание угловой скорости фиксаторам (4)
75
К вращающемуся валу (1) через ролики (2), (3) прикладывается заданное
режимом обкатки усилие (Рисунок 3.10.): F=36 кН. Коэффициент трения в местах
контакта роликов и вала f=0,12 по данным [15,16,37].
Рисунок 3.10. Приложение усилия обкатки
Стоит заметить, что для улучшения процесса сходимости решения все
силовые и кинематические воздействия необходимо прикладывать постепенно,
т.е. с плавным возрастанием по времени до номинального значения. После
достижения номинального значения усилия обкатки этап 1) завершается.
Этап 2) проходит при постоянном номинальном значении усилия обкатки
(F=36 кН) и угловой скорости (ω=11 об/мин) вала (1). Длительность этого этапа
определяется режимом ТПО, который задает требуемое количество оборотов вала
(1): n=18.
Этап 3) снятия усилия обкатки проходит в противоположном этапу 1)
направлении, т.е. последовательно снимается усилие обкатки и угловая скорость
вала. После этого моделирование ТПО завершено.
76
3.1.4. Результаты расчета остаточных напряжений в коленчатом вале после
технологического процесса обкатки галтелей
После
обкатки
самоуравновешенное
растягивающих,
так
галтели
поле
и
роликами
в
свободном
напряжений,
то
есть
сжимающих
напряжений.
вале
имеются
Стоит
существует
области
как
остановиться
непосредственно на окружных ОН ζθ, действующих в окружном направлении,
которые играют существенную роль в повышении ЦП вала. Эти напряжения
распределены в объеме детали таким образом, что в поверхностном слое вала
сжимающие напряжения достигают максимального значения по модулю. По мере
перехода
вглубь
детали
они
уменьшаются,
переходя
в
растягивающие
напряжения.
В процессе обкатки на заготовке можно наблюдать деформационный след,
характерный для клинового ролика (Рисунок 3.11.).
Рисунок 3.11. Деформированная зона заготовки после обкатки клиновым роликом
В определенном диапазоне углов поворота ролика имеет место двойной
контакт (A) с заготовкой. За один оборот такой ролик обкатывает галтель по всей
дуге, но имеется область (B), которая остается необкатанной после одного
прохода клинового ролика.
77
С увеличением количества проходов клинового ролика область (B) будет
уменьшаться. Следует отметить, что для реализации обкатки клиновыми
роликами существует следующее ограничение: габаритные диаметры ролика и
вала не должны быть кратными друг другу. Иначе с увеличением количества
проходов ролик будет обкатывать одну и ту же область (A), а зона (B) останется
необкатанной.
По мере увеличения количества оборотов деформации увеличиваются. На
Рисунке 3.12. показано распределение деформаций в зависимости от количества
оборотов обкатки.
Рисунок 3.12. Интенсивность деформаций после 5, 8, 14, 18 оборотов
На Рисунках 3.13-3.20. приведены результаты расчета в DEFORM-3D для
принятого режима обработки галтелей (номинальный режим):
– сила обкатки F=36кН;
– угловая скорость вращения вала ω=11 об/мин;
– количество оборотов вала n=18.
78
На Рисунке 3.13. показано распределение окружных нормальных напряжений
ζθ по сечению вала после обкатки.
Рисунок 3.13. Окружные нормальные напряжения ζθ (Stress Theta), МПа
Максимальное по модулю напряжение принимает у поверхности вала (ζθ= –
423 МПа). Сжимающие напряжения в поверхностном слое вала постепенно
переходят в растягивающие напряжения, что можно видеть на Рисунках 3.14,
3.15.
79
Стоит отметить, что на Рисунке 3.15. показано распределение напряжений
идентичное Рисунку 3.14. с цветовой масштабной шкалой, на которой
откладываются положительные значения напряжений (все отрицательные
значения выделены темно-синим цветом).
Таким образом, сохраняется уравновешенность всего вала, ненагруженного
внешними усилиями, за счет распределения сжимающих и растягивающих
напряжений по объему.
Из диаграммы на Рисунке 3.15. видно, что сжимающие напряжения ζθ
локализованы на глубину до ~3 мм. Эффект на ЦП КВ от влияния сжимающих
напряжений
будет
рассмотрен
в
пункте
3.2.
Величина
растягивающих
напряжений невелика и достигает значения ζθ=39,1 МПа на глубине ~5 мм, что
вносит незначительное увеличение максимальных напряжений при суммировании
с напряжениями в процессе работы КВ и не понижает ЦП детали.
На
Рисунках
3.18.-3.20.
приведены
значения
соответствующих
относительных деформаций: окружных εθ, осевых εZ и радиальных εr.
Рисунок 3.14. Окружные нормальные напряжения растяжения ζθ (Stress Theta),
МПа
80
Рисунок 3.15. Распределение напряжений по глубине вала вдоль линии действия
усилия обкатки (угол наклона к оси вала – 55°) Stress Theta, МПа
Рисунок 3.16. Нормальные напряжения ζz (Stress Z), МПа
81
Рисунок 3.17. Нормальные напряжения ζr (Stress R), МПа
Рисунок 3.18. Линейные деформации εθ (Strain Theta), мм/мм
82
Рисунок 3.19. Линейные деформации εz (Strain Z), мм/мм
Рисунок 3.20. Линейные деформации εr (Strain R), мм/мм
83
С целью определения рациональных параметров обкатки при сохранении
заданного уровня ЦП КВ было рассмотрено влияние усилия обкатки и количества
оборотов на величину ОН ζθ.
Влияние усилия обкатки на σθ
Проведены расчеты процесса обкатки с номинальными параметрами при
усилиях обкатки F=30-40 кН. Результаты расчетов представлены в виде
распределений напряжений ζθ на Рисунках 3.21.-3.24.
Рисунок 3.21. Окружные нормальные напряжения ζθ (F=30 кН) Stress Theta, МПа
Из Рисунков 3.21.-3.24. видно, что величина максимальных окружных
нормальных напряжений ζθ растет с ростом усилия обкатки от –365 МПа до
–496 МПа.
84
Рисунок 3.22. Окружные нормальные напряжения ζθ (F=33 кН) Stress Theta, МПа
Рисунок 3.23. Окружные нормальные напряжения ζθ (F=36 кН) Stress Theta, МПа
85
Рисунок 3.24. Окружные нормальные напряжения ζθ (F=40 кН) Stress Theta, МПа
Также можно видеть, что распределение максимальных напряжений по дуге
галтели становится более равномерным с ростом усилия обкатки.
Для определения эффекта от обкатки при оценке ЦП лучше использовать не
максимальные величины напряжений ζθmax, так как они не достигаются на всей
дуге галтели, а гарантированные величины ζθgar, которые были достигнуты на
всей дуге галтели.
Стоит отметить, что такое допущение будет давать заниженный эффект от
обкатки при оценке ЦП, т.к. гарантированная величина ζθgar является
минимальным значением из всего распределения напряжений по дуге галтели. В
действительности имеются области на галтели, в которых сконцентрированы
большие по модулю напряжения величиной до ζθmax.
Примем, что напряжение ζθ принимает гарантированную величину ζθgar, если
оно является минимальным по модулю на дуге галтели φ=70° относительно линии
0 действия усилия обкатки F (Рисунок 3.25.).
86
Рисунок 3.25. К определению гарантированной величины ζθgar
Обобщенные результаты расчетов влияния усилия обкатки F на величину ζθ
представлены в Таблице 4 (номинальный режим выделен жирным шрифтом).
Таблица 4
Усилие обкатки F, кН
ζθmax, МПа
ζθgar, МПа
Δζθgar, МПа
30
–365
–227
–135
33
–382
–298
–64
36
–423
–362
–
40
–496
–376
+14
Из Таблицы 4 можно видеть, что прирост гарантированной величины ζθgar
уменьшается с ростом усилия обкатки, что может быть вызвано упрочнением
материала в процессе пластической деформации.
С уменьшением усилия обкатки с F=36 кН до F=33 кН величина ζθgar по
модулю уменьшается на 18% (на 64 МПа), а с уменьшением усилия обкатки с
F=36 кН до F=30 кН величина ζθgar по модулю уменьшается на 37% (на 135 МПа)
по сравнению с номинальным режимом.
Выводы о влиянии усилия обкатки на ЦП будут сделаны в п. 3.3, принимая за
критерий эффективности процесса обкатки величину ζθgar.
87
Влияние количества оборотов на σθ
Проведены расчеты процесса обкатки с номинальными параметрами при
количестве оборотов n=12-18. Результаты расчетов представлены в виде
распределений напряжений ζθ на Рисунках 3.26., 3.27.
Рисунок 3.26. Окружные нормальные напряжения ζθ (n=12) Stress Theta, МПа
Обобщенные результаты расчетов влияния количества оборотов n на
величину ζθ представлены в Таблице 5 (номинальный режим выделен жирным
шрифтом).
Таблица 5
Количество оборотов, n
ζθmax, МПа
ζθgar, МПа
Δζθgar, МПа
12
–407
–279
–83
15
–419
–323
–39
18
–423
–362
–
88
Рисунок 3.27. Окружные нормальные напряжения ζθ (n=15) Stress Theta, МПа
С уменьшением количества оборотов с n=18 до n=15 величина ζθgar по
модулю уменьшается на 11% (на 39 МПа), а с уменьшением количества оборотов
с n=18 до n=12 величина ζθgar по модулю уменьшается на 23% (на 83 МПа) по
сравнению с номинальным режимом.
Кроме этого, из Рисунков 3.26., 3.27. видно, что имеется существенная
неравномерность распределения напряжений ζθ по дуге галтели, поэтому при
выборе рациональных параметров обкатки количество оборотов (n=18) стоит
сохранить, т.к. данное значение выбрано из следующих соображений:
– обеспечение равномерности напряжений по всей дуги галтели;
– необходимости сглаживания поверхности галтели от воздействия клиновых
роликов.
89
3.2. Расчет напряженно-деформированного состояния коленчатого вала в
процессе работы форсированного среднеоборотного тепловозного дизеля
Расчет НДС КВ можно разделить на следующие этапы:
1. Тепловой расчет двигателя;
2. Определения сил и нагрузок, действующих на КВ, в процессе работы дизеля;
3. Определение экстремальных значений углов поворота КВ за цикл работы, при
которых усилия максимальны и минимальны;
4. Расчет НДС для двух экстремальных углов поворота КВ;
5. Определение параметров цикла нагружения.
НДС КВ в процессе работы дизеля во многом определяется тепловыми
процессами, происходящими в цилиндре.
Объектом исследования в данной работе является КВ дизеля Д500 ОАО
«Коломенский завод» со следующими характеристиками:
– тактность – четырѐхтактный;
– тип рабочего процесса – дизельный;
– схема комбинированного ДВС – V-образный, 12-тицилиндровый;
– система охлаждения – жидкостная;
– степень сжатия – 14,3;
– область применения – транспорт и энергетика;
– крышка цилиндров – 4-х клапанная;
– ход поршня, S – 310 мм;
– диаметр поршня, D – 265 мм;
– частота на номинальном режиме, n=1100 об/мин.
Эскиз колена вала представлен в Приложении 1.
Результаты теплового расчета рабочего процесса в программном комплексе
Diesel-RK, представленные в Приложении 2, являются исходными данными для
90
определения сил и нагрузок, действующих на КВ, в процессе работы дизеля.
Соответствующий расчет проведен в программе KVAL. Подготовка
исходных данных представлена в Приложении 3. Результатом расчета является
диаграмма сил, действующих на кривошип КВ от двух рядом сидящих шатунов
(Рисунок 3.28.).
Рисунок 3.28. Диаграмма суммарной радиальной силы от двух цилиндров,
отнесенной к площади поршня, за рабочий цикл двигателя
Из Рисунка 3.28. видно, что максимальное значение за цикл суммарной
радиальной силы достигается при угле поворота КВ φ=50°, а минимальное – при
φ=190°.
Зная экстремальные углы (φ=50° и φ=190°), при которых радиальная сила
принимает максимальное и минимальное значение за цикл, можно определить
давление, которое будет действовать на шатуны при определении НДС КВ.
Для этого, по диаграмме силы K (Рисунок 3.29.), действующей вдоль шатуна,
определяется усилие для каждого цилиндра при найденных экстремальных углах
и пересчитывается на текущую площадь среза шатуна.
91
Рисунок 3.29. К определению давления на срез шатунов
Для каждого положения КВ рассчитывается НДС в программном комплексе
ANSYS:
1) φ=50°
Строится трехмерная геометрическая модель колена вала с рядом сидящими
шатунами
(Рисунок 3.30.). Углы поворота шатунов относительно плоскости
кривошипа выбраны с учетом текущего такта рабочего процесса в каждом из
цилиндров.
92
Рисунок 3.30. Трехмерная геометрическая модель для угла поворота КВ φ=50°
КЭ модель представлена на Рисунке 3.31.
Рисунок 3.31. КЭ модель расчета для угла поворота КВ φ=50°
93
КЭ модель колена вала состоит из 2,6 млн. призматических элементов со
сгущением в районах галтелей и маслоподводящих отверстий. НДС шатунов не
рассматривается по условиям расчета, поэтому их включение в расчетную модель
продиктована лишь необходимостью передачи усилия от давления газов на КВ за
счет контактной пары конечных элементов вал-шатун.
Сила давления газов, действующая на поршни, передается через шатуны на
КВ. В данной модели расчета сила давления газа прикладывается к срезу шатуна,
поэтому в качестве граничных условий необходимо задать угловую скорость
вращения вала ω=115 рад/с и давление, пересчитанное на текущую площадь
поперечного сечения модели шатуна (Рисунки 3.32, 3.33.):
z=0.091 м, x=0.076 м – размеры поперечного сечения шатуна;
p1=19 МПа, p2=–1 МПа – давление в цилиндрах;
A=πd2/4=0.055 м2 – площадь поршня;
A
p
p
151 МПа;
1пр
1 zx
A
p
p
8 МПа.
2пр
2 zx
Для исключения перемещения системы как твердого тела вал фиксируется в
коренных опорах (на Рисунках 3.30, 3.31. не показаны).
Результаты расчета для угла поворота КВ φ=50° показаны в виде
эквивалентных напряжений на Рисунке 3.32. Из данного рисунка видно, что
наибольшие напряжения возникают в нижней части галтели шатунной шейки со
стороны цилиндра, в котором действует давление 151 МПа. При данном угле
поворота КВ поршень находится практически в верхней мертвой точке и на него
действует сила давления газов, поэтому в точке с экстремальным значением
напряжения имеет место растяжение.
НДС в данной точке описывается следующими значениями компонентов
тензора напряжений (ориентация системы координат показана на Рисунке 3.32):
σXmax =372МПа
=-3МПа
XYmax
σ
=134МПа
=-4МПа
Ymax
YZmax
σ Zmax =73МПа
XZmax =-153МПа
.
94
Рисунок 3.32. Эквивалентные напряжения в КВ для угла поворота φ=50°, Па
95
2) φ=190°
Для второго положения КВ расчет производится аналогичным образом. На
Рисунке 3.33. показана модель расчета для угла поворота КВ φ=190°.
Рисунок 3.33. Трехмерная геометрическая модель для угла поворота КВ φ=190°
Построение КЭ модели в силу идентичности методики опускается.
Остановимся только на элементах расчета, которые отличны от первого варианта
для угла поворота КВ φ=190°.
Давление на площадь поперечного сечения модели шатуна (Рисунки 3.33.):
z=0.091 м, x=0.076 м – размеры поперечного сечения шатуна;
p1=3 МПа, p2=2 МПа – давление в цилиндрах;
A=πd2/4=0.055 м2 – площадь поршня;
A
p
p
24 МПа;
1пр
1 zx
A
p
p
16 МПа.
2пр
2 zx
Результаты расчета для угла поворота КВ φ=190° показаны в виде
эквивалентных напряжений на Рисунке 3.34.
96
Рисунок 3.34. Эквивалентные напряжения в КВ для угла поворота φ=190°, Па
97
Из данного рисунка видно, что в наиболее опасной точке (из результата
расчета для угла поворота КВ φ=190°) имеет место сжатие.
Следует отметить, что данная точка является наиболее опасной при расчете
на ЦП, что показали предварительные расчеты (в данной работе не приводятся).
НДС в данной точке описывается следующими значениями компонентов
тензора напряжений (ориентация системы координат аналогична Рисунок 3.32.):
σXmin =12МПа XYmin =2МПа
σ
=-6МПа
=2МПа .
Ymin
σ Zmin =4МПа
YZmin
XZmin =-1МПа
Зная НДС в наиболее опасной точки в двух экстремальных положениях КВ
можно определить параметры цикла нагружения [36,55,59].
Амплитудные значения напряжений за цикл:
– нормальные напряжения:
σ
σ
-σ
372-(-12)
= Xmax Xmin =
=180 МПа;
aX
2
2
σ
σ
-σ
134-(-6)
= Ymax Ymin =
=70 МПа;
aY
2
2
σ
-σ
73-(-4)
σ = Zmax Zmin =
=38,5 МПа;
aZ
2
2
– касательные напряжения:
τ
τ
-τ
-3-(2)
= XYmax XYmin =
=-2,5 МПа;
aXY
2
2
τ
τ
-τ
-4-(-2)
= YZmax YZmin =
=-3 МПа;
aYZ
2
2
τ
τ
-τ
-153-(-1)
= XZmax XZmin =
=-76 МПа.
aXZ
2
2
Интенсивность амплитуд определяется по формуле:
1
σЭКВa =σ = (σaX -σaY )2 +(σaX -σaZ )2 +(σaZ -σaY )2 +6(τaXY2 +τaZY 2 +τaXZ2 )=184 МПа.
ia 2
(3.1)
98
Средние значения напряжений за цикл:
– нормальные напряжения:
σ
σ
+σ
372+(-12)
= Xmax Xmin =
=192 МПа;
mX
2
2
σ
σ
+σ
134+(-6)
= Ymax Ymin =
=64 МПа;
mY
2
2
σ
σ
+σ
73+(-4)
= Zmax Zmin =
=34,5 МПа;
mZ
2
2
– касательные напряжения:
τ
τ
+τ
-3+2
= XYmax XYmin =
=-0,5 МПа;
mXY
2
2
τ
τ
+τ
-4+2
= YZmax YZmin =
=-1 МПа;
mYZ
2
2
τ
τ
+τ
-153+(-1)
= XZmax XZmin =
=-77 МПа.
mXZ
2
2
Интенсивность средних напряжений определяется по формуле:
1
σЭКВm =σ = (σmX -σmY )2 +(σmX -σmZ )2 +(σmZ -σmY )2 +6(τmXY2 +τmZY2 +τmXZ2 )=197 МПа. (3.2)
im 2
Параметры цикла нагружения ЭКВa и ЭКВm являются исходными
данными для дальнейшей оценки запаса ЦП при изгибе КВ, которая проведена в
следующем пункте данной работы.
99
3.3. Оценка циклической прочности коленчатых валов с учетом остаточной
напряженности поверхностного слоя галтелей вследствие поверхностного
пластического деформирования обкаткой роликами
В данном разделе рассмотрены две методики оценки ЦП. Первая
общепризнанная
методика
Серенсена-Кинасошвили
[17,36]
основана
на
детерминистском подходе с определением коэффициентов запаса и сравнением с
допускаемыми рекомендуемыми значениями. Недостатки, которые присущи
данному методу (п. 2.3), призвана устранить методика, базирующаяся на
предложенной В.П. Когаевым [34] теории подобия УР.
3.3.1. Определение коэффициента запаса циклической прочности при
изгибе коленчатого вала по формуле серенсена-кинасошвили
Формула для расчета коэффициента запаса ЦП при изгибе выглядит
следующим образом:
n =
σ
σ-1
A σ
ia
ε ε β
М
Ш
УПР
.
(3.3)
+ψσ σim
1) 1 – ПВ материала.
КВ дизеля Д500 изготовлен из легированной стали 38ХН3МА, у которой
1 430 МПа;
2) A – коэффициент ослабления напряжений, полученных при расчете НДС
МКЭ, определяется по формуле:
Aσ =
1-qσ
ασ
+q ,
σ
(3.4)
100
где
q –
σ
коэффициент
чувствительности
к
концентрации
напряжений
определяется по ГОСТ 25.504-82 (Рисунок 3.35.).
Рисунок 3.35. К определению коэффициента q
При радиусе галтели ρ=6 мм и
Т 980
0.9 принимаем значение q=0.9.
В 1080
– теоретический коэффициент концентрации напряжений в галтели
определяется по ГОСТ 25.504-82 (Рисунок 3.36.).
Рисунок 3.36. К определению коэффициента
При радиусе галтели ρ=6 мм, диаметре шатунной шейки d~229 мм, диаметре
D=230 мм имеем: ρ/d=0.026, D/d~1,01. Тогда принимаем 1.9 .
101
A
1 q
q
10.9
0.9 0.95 .
1.9
3) ε – масштабный фактор по ГОСТ 25.504-82 определяется как:
М
εМ 0,5 (1 гл )
(3.5)
гл – относительный критерий подобия УР для гладкого образца при изгибе с
вращением;
2
dгл
2
.
гл гл
0
2 d2
0
При dгл= dШШ=230 мм и диаметре стандартного образца d0=7,5 мм:
гл 940,4 .
– величина, определяющая чувствительность материала к концентрации
напряжений и влиянию абсолютных размеров поперечного сечения при изгибе;
0,211 0,000143 В 0,057 (при В 1080 МПа).
Тогда: εМ 0,5 (1 гл ) 0,84 .
4) ε Ш – коэффициент, учитывающий влияние шероховатости. По ГОСТ 25.504-82:
εШ 1 0, 22lg( Rz ) (lg( В ) 1) ,
(3.6)
20
где RZ=20 мкм – шероховатость поверхности галтели;
В
1080 МПа – предел прочности.
1080
εШ 1 0, 22lg( Rz ) (lg( В ) 1) 1 0, 22lg(20) (lg(
) 1) 0, 79 .
20
5)
β
УПР
–
коэффициент
20
поверхностного
упрочнения
учитывается
через
скорректированное значение σm после расчета НДС ТПО КВ, т.е. βУПР 1 , а
102
вместо σ 197 МПа следует подставлять значение (σ
im
im
gar
) 197 362 165
МПа.
6) ψ – коэффициент чувствительности материла вала к асимметрии цикла по
σ
ГОСТ 25.504-82:
ψσ 0,02 2 104 В 0, 236 .
(3.7)
7) σia 184 МПа – интенсивность амплитуд за цикл нагружения, рассчитанная
в п. 3.2.
8) (σim
gar
) 197 362 165 МПа – интенсивность средних напряжений за
цикл нагружения.
Определив все величины, входящие в формулу (3.3), можно определить
коэффициента запаса ЦП при изгибе:
n =
σ
σ-1
A σ
ia
ε ε β
М
Ш
УПР
+ψσ σim
430
0.95 184
+0.236 (165)
0.84 0.79 1
1,91 .
В машиностроении для кованых стальных КВ диапазон изменения
суммарных коэффициента запаса составляет 1,6-1,9. Выбор таких значений
позволяет учесть нестабильность свойств сопротивления деталей УР, зависящие
от уровня технологии, стабильности и полноты контроля качества.
103
3.3.2. Определение коэффициента запаса циклической прочности при изгибе
коленчатого вала на основе теории подобия усталостного разрушения
Вывод формулы коэффициента запаса ЦП при изгибе КВ на основе теории
подобия УР изложен в п. 2.3 данной работы. После всех преобразований формула
коэффициента запаса имеет следующий вид:
nσ =
σ
-1
,
K σ +ψ σ
ia σ im
(3.8)
где
1) 1 430 МПа для n=5*106 циклов нагружения;
2) K – коэффициент снижения ПВ детали по ГОСТ 25.504-82:
K
K
K
d
1
K
F
1
, где
K K
A
V
1
(3.9)
2.1) K – эффективный коэффициент концентрации напряжений;
(1 )
гл
K
, где
1
(3.10)
гл – относительный критерий подобия УР для гладкого образца при изгибе с
вращением;
2
dгл
2
.
гл гл
0
2 d2
0
При dгл= dШШ=230 мм и диаметре стандартного образца d0=7,5 мм:
гл 940,4 .
– величина, определяющая чувствительность материала к концентрации
напряжений и влиянию абсолютных размеров поперечного сечения при изгибе;
104
0,211 0,000143 В 0,057 (при В 1080 МПа).
(3.11)
– теоретический коэффициент концентрации напряжений;
Для расчетной схемы по Рисунку 3.36. имеем:
ρ=6 мм, t=5,6 мм, d=229 мм, D=230 мм, a=d/2=114.5 мм, m=3,33.
Тогда,
1
1
a
1,9 .
a
(1 )
( )
0, 62
0, 2
5,8
t
a 3
t 3 a
t
( )
( )
( ) ( )( )
2
– относительный критерий подобия УР детали;
L
( )
G , где
0
L – параметр рабочего сечения детали или его часть, прилегающая к местам
повышенной напряженности;
L 0,08 d 57,6 мм – при изгибе круглого стержня в одной плоскости (m=8);
G – относительный градиент первого главного напряжения в зоне концентрации
напряжений;
Для схемы на Рисунке 3.36. имеем:
4
G
1
t
0,171 ;
2
2(1 )
2
0,399 .
d
L
( )
Тогда G 1,633 .
0
Подставляя найденные значения величин в формулу (3.10), окончательно
получаем:
105
(1 )
гл
K
1,62 .
1
2.2) K
K
d
– коэффициент влияния абсолютных размеров поперечного сечения;
0,5 (1 гл ) 0,84 .
2.3) K
K
d
F
(3.12)
– коэффициент влияния шероховатости поверхности;
1 0,22 lg Rz (lg B 1) 0,79 .
F
20
(3.13)
2.4) K – коэффициент влияния поверхностного упрочнения;
V
2.5) K
A
– коэффициент анизотропии (учитывает, если первое главное напряжение
при изгибе направлено перпендикулярно направлению обкатки материала).
Принимаем
произведение
K K 1,
V A
т.к.
влияние
поверхностного
упрочнения учтется через корректировку значения интенсивности среднего
напряжения цикла σ .
im
Тогда K
K
1
1,62
1
1
1 2,2 .
K
K
0,84 0,79
F
d
(3.14)
При расчете эквивалентной амплитуды σ с помощью МКЭ уже учтен
ia
теоретический коэффициент концентрации напряжений , поэтому величину K
необходимо скорректировать следующим образом:
K
1
1
K
K
K
F
K d
(
2
1
1
K
F
1)
2
1
1 K
K
F 1,15 . (3.15)
F
106
Формула (3.15) аналогична (2.57), только в ней используются обозначения
величин по ГОСТ 25.504-82 и коэффициент поверхностного упрочнения
исключен, т.к. учитывается через σ .
im
Формула для расчета коэффициента запаса n σ с учетом (3.15) принимает
следующий вид:
nσ =
σ
430
-1
2,49 .
K σ +ψσ σ
1,15 184 0.236 (165)
ia
im
В этом случае возможно определение параметров в формуле коэффициента
запаса в широком диапазоне изменения геометрических параметров деталей,
учитывая их особенности. Учет влияния различных факторов на ЦП детали с
применением теории подобия является более оправданным с точки зрения
физической интерпретации влияющих факторов.
В ГОСТ 25.504-82 указано на то, что расчет коэффициентов концентрации
напряжений по методике Серенсена может давать погрешность до 20% по
сравнению с более точной методикой, основанной на теории подобия УР.
107
3.3.3. Определение коэффициента запаса циклической прочности при изгибе
коленчатого вала для разных режимов обкатки галтелей роликами
В п. 3.3.1. и 3.3.2. были рассчитаны коэффициенты запаса ЦП по формуле
Серенсена-Кинасошвили и на основе теории подобия УР для номинального
режима обкатки КВ.
С целью выбора рациональных параметров обкатки с сохранением заданного
уровня ЦП определены коэффициенты запаса для режимов обкатки и
соответствующие им значения β УПР , рассмотренных в п. 3.1.4.
Результаты расчетов представлены в Таблице 6 (номинальный режим
выделен жирным шрифтом).
Таблица 6
β
Усилие
Количество
ζθgar,
n1 (Серенсен-
обкатки F,
оборотов n
МПа
Кинасошвили)
30
18
–227
1,68
1.26
2,1
33
18
–298
1,79
1.36
2,29
36
18
–362
1,91
1.48
2,49
40
18
–376
1,94
1.50
2,54
36
12
–279
1,76
1.33
2,23
36
15
–323
1,84
1.41
2,36
УПР
n2 (теория
подобия)
кН
Значение коэффициента β УПР
может быть определено из равенства
коэффициентов запаса ЦП на изгиб: n n , где n - коэффициент запаса,
рассчитанный по формуле (3.3), т.е. учет ОН выполнен через корректировку σim ,
β
УПР
=1 . n - коэффициент запаса по формуле (3.3), где учет ОН выполнен
через коэффициент β УПР , σim по формуле (3.2).
108
Тогда имеем:
β
УПР
1
ψ ε ε
1 ( σ М Ш )
gar
A σ
.
(3.16)
ia
Как было сказано в п. 3.1.4., рассчитанные коэффициенты запаса ЦП и
значения β
являются минимально гарантированными, т. к. при оценке ЦП
УПР
было использовано значение ОН ζθgar, которое ниже ζθmax. Если при оценке ЦП
использовать ζθmax, то можно получить следующие результаты для номинального
режима: n1=2.05, βУПР 1.61 . Реальное значение параметров будет лежать в
пределах
n1=1.91-2.05,
β
УПР
1.48 1.61 .
Принимая
осредненное
значение,
окончательно получим βСР УПР 1.55 .
Таким образом, для каждой методики существует своя шкала допустимых
значений коэффициентов запаса ЦП на изгиб. Так или иначе, использование
конкретной методики должно быть согласовано с результатами опытных данных.
На Таблицы 6 могут быть даны следующие рекомендации по выбору
рациональных параметров ТПО:
- уменьшение усилия обкатки с F=36 кН до F=33 кН позволит сохранить
заданный уровень ЦП (n=1,9 при βСР УПР ) в допустимых пределах n≥1,9;
- возможность снижения усилия обкатки до F=30 кН, что соответствует
коэффициенту запаса n=1,77 при βСР УПР , может быть подтверждена на основе
анализа уровня технологии, стабильности и полноты контроля качества, принятых
на ОАО «Коломенский завод»;
-
снижение
количества
оборотов
вала
(n=18)
недопустимо
ввиду
необходимости сглаживания поверхности галтели при действии клиновых
роликов, несмотря на сохранение заданного уровня ЦП, полученное расчетом
коэффициента запаса.
109
Выводы по третьей главе
1. Определены распределения ОН и деформаций в КВ после процесса
обкатки галтелей на этапе его изготовления в трехмерной постановке для
номинального режима обкатки (F=36 кН, n=18, ω=11 об/мин), которые
использованы для определения коэффициента запаса циклической прочности КВ.
2. Рассмотрено влияние усилия обкатки F=30-40 кН и количества оборотов
вала при обкатке на распределение ОН. Даны рекомендации по выбору
рациональных параметров процесса обкатки. Показана возможность снижения
усилия обкатки с F=36 кН до F=33 кН с сохранением заданного уровня
циклической прочности. Обоснована необходимость сохранения принятого
количества оборотов вала при обкатке n=18.
2. Определено НДС КВ в процессе работы ФСД в трехмерной постановке.
Получена величина эффективной амплитуды напряжений с использованием
теории подобия усталостного разрушения.
3. Проведена оценка ЦП КВ с учетом остаточной напряженности
поверхностного слоя галтелей вследствие ППД обкаткой роликами (для
номинального режима обкатки) по методике Серенсена-Кинасошвили (n=1,91) и
по методике, основанной на теории подобия усталостного разрушения (n=2,49).
4. Показано, что для двух методик существует свой диапазон допустимых
значений коэффициента запаса для одного уровня циклической прочности. Такое
обстоятельство
заключается
в
различных
подходах
к
определению
коэффициентов концентрации напряжений и снижения предела выносливости K.
5.
Проведена сравнительная оценка коэффициентов запаса циклической
прочности при изгибе для разных значений усилий обкатки и количества
оборотов вала. Показана возможность оценки величины коэффициента влияния
поверхностного упрочнения β УПР через расчет распределения ОН. Определены
β
УПР
для каждого распределения ОН, полученных при варьировании усилия
обкатки и количества оборотов.
110
Глава 4. Анализ результатов расчетного и экспериментального исследований
напряженно-деформированного состояния после технологического процесса
обкатки галтелей роликами и оценки циклической прочности коленчатого
вала форсированного среднеоборотного тепловозного дизеля
На ОАО “Коломенский завод” проведены усталостные испытания на изгиб
одноколенного элемента КВ, содержащего одну шатунную и две коренные шейки.
Элемент вырезан из натурного вала по галтелям коренных шеек, примыкающих к
поверхностям щек соседних кривошипов. Усталостные испытания одноколенного
элемента проводились в специальном приспособлении, которое имеет в качестве
опор подшипники качения, обеспечивающие свободу угловых и продольных
перемещений коренных шеек, установленных на эти опоры, при действии
радиальной нагрузки, приложенной к шатунной шейке в плоскости колена.
Общий вид приспособления показан на Рисунке 4.1.
Рисунок 4.1. Приспособление для усталостных испытаний
одноколенного элемента КВ на изгиб
111
Основными несущими деталями приспособления являются опоры (10) с
установленными на их концевые цапфы роликовыми подшипниками качения (18).
Наружные кольца подшипников запрессованы в обойму (6) и фиксируются от
осевых перемещений фланцами (19) и болтами (20). Опоры соединены между
собой шпильками (22).
Одноколенный элемент вала (1) устанавливается на секторы вкладышей
коренных подшипников (16), которые опираются на переходники (9), лежащие на
опорах (10). Одноколенный элемент крепится к опорам при помощи шпилек (25)
и хомута (4). Для предотвращения поворота вала предусмотрена планка (5),
крепящаяся опоре (10) и к шатунной шейке болтами.
Закрепленный на опорах элемент вала устанавливается на опорные плиты (8),
прикрепленные к столу испытательной машины. Плиты жестко скреплены между
собой поперечными планками (15) и центрируются на столе испытательной
машины бонкой (12).
Для исключения боковых усилий в силовом цилиндре испытательной
машины и обеспечения свободы перемещений элемента вала в плолкости
кривошипа, используются специальные переходники (3) и пуансон (2) с плоской
опорной поверхностью. Переходник закреплен на фланце испытательной машины
планками (24). К нему крепится пуансон с закрепленным на нем сектором
вкладыша (17).
При проведении испытаний гайки на шпильках (22) отворачиваются, что
позволяет обеспечить свободу угловых и продольных перемещений коренных
шеек под действием нагрузки.
Испытания осуществлялись в условиях синусоидального цикла нагружения с
частотой 12 Гц при максимальной нагрузке 1600 кН и минимальной нагрузке 100
кН. Цикл нагружения близок к пульсационному (отнулевому), коэффициент
асимметрии цикла r=0,06.
Элемент КВ прошел базу испытаний 107 циклов без разрушений и
микротрещин.
дефектоскопии.
Контроль
состояния
вала
выполнялся
методом
цветной
112
Перед
началом
испытаний
было
осуществлено
статическое
тензометрирование наиболее нагруженных районов вала: радиусный переход
(галтель) от поверхности шатунной шейки к щеке вала, а также кромки масляных
отверстий на поверхности шатунной шейки. Выполненный анализ показал, что
уровень напряжений в указанных районах соответствует уровню напряжений в
серийном КВ.
Вычисленный по результатам испытаний коэффициент поверхностного
упрочнения βэксп 1,8 . В п. 3.3.3. расчетом было установлено, что максимальное
УПР
значение βрасч 1,61, которое отражает только влияние ОН на ЦП. В первой главе
УПР
было показано, что эффект от поверхностного пластического деформирования
обкаткой роликами на ЦП выражается не только в создании поля сжимающих ОН,
но и в уменьшении шероховатости поверхности и в улучшении механических
свойств материала. По этой причине суммарный коэффициент упрочнения будет
иметь большее значение близкое к 1,8, что согласуется со значением, полученным
по результатам испытаний.
С
целью
определения
достоверности
(верификации)
предложенного
алгоритма расчета ОН в КВ в трехмерной постановке после ТПО галтелей
роликами был проведен сравнительный анализ результатов расчета (№1 и №2),
соответствующих разным параметрам обкатки, и экспериментальных данных. За
основу были выбраны результатов эксперимента О.О. Куликова и В.М.
Браславского [45] по обкатке крупных валов диаметром 230 мм из стали 50.
Геометрическая модель расчета процесса обкатки вала представлена на
Рисунке 4.2. Через ось 2 ролика 1 на вал 3 передается усилие обкатки F. Модель
материала вала – упруго-пластическая (сталь 50), ролика – упругая (ШХ15). Вал 3
вращается вокруг своей оси. За счет сил трения в пятне контакта вала 3 и ролика 2
последний совершает вращательное движение вокруг оси 1.
Для выбранной геометрической модели создана КЭ модель со сгущением
сетки на поверхности вала (Рисунок 4.3.). Количество элементов сетки вала – 100
тыс., ролика – 53 тыс. элементов.
113
Расчет №1. Ролик прижимается к валу усилием обкатки F=15 кН. Скорость
обкатки v=51 м/мин. Профильный радиус ролика r=12 мм.
Рисунок 4.2. Геометрическая модель расчета
Рисунок 4.3. КЭ модель расчета
114
Результаты расчета №1 и эксперимента в виде распределения окружных
нормальных напряжений ζθ представлены на Рисунке 4.4.
Рисунок 4.4. Распределения окружных нормальных напряжений ζθ по глубине
вала (линия – расчет №1, точки – эксперимент)
Результаты сравнения экспериментальной и расчетной эпюр окружных
нормальных напряжений по Рисунку 4.4. сведены в Таблицу 7.
Таблица 7
Характерные
ζθ, МПа
ζθ, МПа
точки эпюры
(эксперимент)
(расчет №1)
на поверхности
–60
max
ζθmax
, МПа
Δζθ, %
–69
9
13
–165
–149
16
10
15
14
1
7
Можно отметить следующее:
1) глубина залегания пиковых напряжений max составляет в эксперименте и в
расчете №1 соответственно 1,5 мм и 1,6 мм;
2) глубина залегания максимальных положительных напряжений ζθmax составляет
в эксперименте и в расчете №1 соответственно ~8 мм и 6,5 мм.
115
Небольшой разброс имеют напряжения на поверхности =9 МПа (13%),
что может быть связано с инкрементальной интерпретацией нагружения по
времени и аппроксимацией контактного взаимодействия. Данное обстоятельство
может быть устранено выбором более мелкого шага расчета по времени.
Различие в глубине залегания максимальных положительных напряжений
ζθmax в эксперименте и в расчете №1 можно объяснить более грубой сеткой при
удалении от поверхности вала. Данное обстоятельство может быть устранено
построением сетки с более мелкой разбивкой.
Учитывая данные Таблицы 7, можно сделать вывод что результаты
эксперимента и расчета №1 имеют хорошее совпадение.
Расчет №2. Ролик прижимается к валу усилием обкатки F=34 кН. Скорость
обкатки v=51 м/мин. Профильный радиус ролика r=12 мм. Схема расчета дана на
Рисунке 4.2.
Результаты расчета №2 и эксперимента в виде распределения окружных
нормальных напряжений ζθ представлены на Рисунке 4.5.
Рисунок 4.5. Распределения окружных нормальных напряжений ζθ по глубине
вала (линия – расчет №2, точки – эксперимент)
116
Результаты сравнения экспериментальной и расчетной эпюр окружных
нормальных напряжений по Рисунку 4.5. сведены в Таблицу 8.
Таблица 8
Характерные
ζθ, МПа
ζθ, МПа
точки эпюры
(эксперимент)
(расчет №2)
на поверхности
–80
max
ζθmax
, МПа
Δζθ, %
–106
26
24
–240
–231
9
4
20
19
1
5
Можно отметить следующее:
1) глубина залегания пиковых напряжений max составляет в эксперименте и в
расчете №2 соответственно 1,9 мм и 2,1 мм;
2) глубина залегания максимальных положительных напряжений ζθmax составляет
в эксперименте и в расчете №2 соответственно ~12 мм и 8,5 мм.
Разброс имеют напряжения на поверхности =26 МПа (24%), что может
быть связано с инкрементальной интерпретацией нагружения по времени и
аппроксимацией контактного взаимодействия. Данное обстоятельство может быть
устранено выбором более мелкого шага расчета по времени.
Различие в глубине залегания максимальных положительных напряжений
ζθmax в эксперименте и в расчете №2 можно объяснить более грубой сеткой при
удалении от поверхности вала. Данное обстоятельство может быть устранено
построением сетки с более мелкой разбивкой.
Учитывая данные Таблицы 8 можно сделать вывод, что результаты
эксперимента и расчета №2 имеют хорошее совпадение.
117
Выводы по четвертой главе
1.
Проведена
определения
ОН.
верификация
Показана
математической
хорошая
сходимость
модели
результатов
методики
расчета
распределения ОН с экспериментальными данными, полученными после обкатки
цилиндрических валов до d=230 мм.
2.
Проведен анализ результатов расчетного и экспериментального
исследований напряженно-деформированного состояния после технологического
процесса обкатки галтелей роликами и оценки циклической прочности
коленчатого вала форсированного среднеоборотного тепловозного дизеля. На
основе экспериментальных результатов ОАО «Коломенский завод» усталостных
испытаний одноколенных элементов натурных КВ рассчитана величина
коэффициента влияния поверхностного упрочнения β УПР =1,8. Сравнение с
величиной β УПР =1,61, полученной на основе расчетных данных, показало
хорошую сходимость с экспериментом. Разница в полученных значениях
коэффициентов обусловлена учетом влияния только ОН на повышение
циклической прочности при расчете. В действительности влияние обкатки
заключается также ив уменьшении шероховатости и улучшении механических
свойств материала КВ, что позволяет судить о достоверности полученного
расчетного значения коэффициента β УПР .
118
Заключение
В данной работе было проведено уточнение оценки запасов ЦП с учетом
величины ОН в поверхностном слое КВ после ТПО галтелей.
Составлен алгоритм расчета и определены поля ОН в КВ после процесса
обкатки галтелей на этапе его изготовления в трехмерной постановке.
Рассмотрено влияние усилия обкатки и количества оборотов на распределение
напряжений в галтели. Определены распределения ОН и их гарантированные
значения, влияющие на повышение ЦП. Даны рекомендации по выбору
рациональных параметров обкатки.
Уточнена методика расчета НДС КВ в процессе работы ФСД в трехмерной
постановке с учетом остаточной напряженности поверхностного слоя галтели.
Предложенная методика позволяет определить суммарное действие ОН сжатия с
напряжениями, возникающими в процессе работы дизеля, исходя из расчета НДС
процесса
обкатки.
Выявлено
влияние
ОН
на
значение
коэффициента
поверхностного упрочнения β УПР .
Уточнена методика оценки ЦП КВ с учетом остаточной напряженности
поверхностного слоя галтелей вследствие ППД обкаткой роликами. Предложена
альтернативная методика, основанная на теории подобия УР и имеющая более
широкие возможности при оценке ЦП.
Выполнен
сравнительный
анализ
результатов
расчетного
и
экспериментального исследований НДС после ТПО и оценки ЦП КВ ФСД.
Результаты
анализа
показали
хорошее
совпадение
расчетных
и
экспериментальных данных, что дает возможность использования предложенных
методик при разработке новых двигателей.
Дальнейшее развитие данной темы может быть продолжено в направлении
поиска или создания пакета программ, позволяющих рассчитывать НДС процесса
обкатки роликами КВ с последующим определением НДС КВ в процессе работы
двигателя и оценкой запасов ЦП на изгиб в трехмерной постановке. Это позволит
119
более точно определять ЦП без использования допущений, связанных с учетом
неравномерности распределения ОН по дуге галтели и их влияния на значение
коэффициента запаса.
Выводы:
1.
Предложен алгоритм расчета ОН в КВ после процесса обкатки
галтелей роликами, реализованный в
комплексе,
позволяющий
обеспечивающие
подбирать
требуемый
уровень
специализированном программном
рациональные
ЦП
во
всем
параметры
диапазоне
обкатки,
работы
среднеоборотного тепловозного дизеля.
2.
Уточненная методика расчета НДС КВ в трехмерной постановке
позволяет определить суммарное действие ОН сжатия с
напряжениями,
возникающими в процессе работы дизеля, исходя из расчета НДС ТПО.
3.
Уточненная методика оценки ЦП КВ позволяет определить влияние
остаточной напряженности на коэффициент поверхностного упрочнения β УПР
без проведения экспериментов и оценить его влияние на запас ЦП.
4.
Альтернативная методика оценки коэффициентов запаса, основанная
на теории подобия УР, имеет более широкие возможности при оценке ЦП,
исключая определение номинальных напряжений и может быть использована при
разработке новых дизелей.
5.
По испытаниям образцов на растяжение определены характеристики
материала КВ (диаграмма деформирования материала), необходимые для
определения НДС в процессе обкатки галтелей роликами.
6.
Даны рекомендации по выбору рациональных параметров ТПО.
Обоснована необходимость сохранения заданного количества оборотов ролика
(n=18). Показана возможность снижения усилия обкатки с F=36 кН до F=33 кН с
сохранением заданного уровня ЦП.
Полученные расчетные данных по распределению ОН в поверхностном слое
галтели КВ после обкатки роликами и по величине коэффициента поверхностного
упрочнения β УПР подтверждаются экспериментальными данными.
120
Список литературы
1. Балтер М.А. Влияние структуры стали на усталостную прочность после
поверхностного упрочнения. Металловедение и термическая обработка металлов,
1971, №3. С. 21-34.
2. Балтер М.А. Упрочнение деталей машин. – М.: Машиностроение, 1978, 198 с.
3. Барац А. И. Поверхностное упрочнение деталей машин обкаткой роликами.
Харьков, ГНТИ, 1959. 289 с.
4. Басов К.А. ANSYS в примерах и задачах. – М.: Компьютер пресс, 2002, 224 с.
5. Биргер И.А. Остаточные напряжения. – М.: Издательство машиностроительной
литературы, 1963. 233 с.
6. Биргер И.А., Шорр Б.Ф., Иосилевич Г.Б. Расчет на прочность деталей машин. –
М.: Машиностроение, 1979. 702 с.
7. Биргер И.А., Мавлютов Р.Р. Сопротивление материалов: учебное пособие. – М.:
Наука, 1986. 560 с.
8. Бойцов В.Б., Чернявский А.О. Технологические методы повышения прочности
и долговечности: Учебное пособие. – М.: Машиностроение, 2005. 156 с.
9. Браславский В. М. Технология обкатки крупных деталей роликами. 2-е изд. –
М.: Машиностроение, 1975. 159 с.
10. Воробьев А.З. и др. Сопротивление усталости элементов конструкции. – М.:
Машиностроение, 1990. 240 с.
11. Галлагер Р. Метод конечных элементов. Основы. – М.: Мир, 1984. 428 с.
12. Голубев Ю. Г., Стульников В.К. Повышение усталостной прочности сплава
поверхностным наклепом.
Поверхностное
упрочнение деталей
машин
и
инструментов. Сборник научных трудов Куйбышевского политехнического
института. Куйбышев, 1975. С. 54-65.
13. Гольфельд Д.А., Чернявский О.Ф. Несущая способность конструкций при
повторных нагружениях. – М.: Машиностроение, 1979. 264 с.
121
14. Гоц А.Н. Динамика двигателей. Курсовое проектирование: учеб. пособие/ А.Н.
Гоц. Владим. гос. ун-т. – Владимир: Изд-во Владим. гос. ун-та, 2012. – 118 с.
15. Грудев А.П. Теория прокатки. – М.: Металлургия, 1988. 240 с.
16. Грудев А.П., Зильберг Ю.В., Тилик В.Т. Трение и смазки при обработке
металлов давлением. – М.: Металлургия, 1982. 311 с.
17. Двигатели внутреннего сгорания. Конструирование и расчет на прочность
поршневых и комбинированных двигателей / А.С. Орлин [и др.], 4-е изд., перераб.
и доп. – М.: Машиностроение, 1984. 384 с.
18. Демкин Н.Б., Рыжов Э.В. Качество поверхности и контакт деталей машин. –
М.: Машиностроение, 1981. 244 с.
19. Джонсон К. Механика контактного взаимодействия / Пер. с англ. – М.: МИР,
1989. 510 с.
20. Дизели / В.А. Ваншейдт [и др.]. – Л.: Машиностроение, 1977. 480 с.
21.
Дрозд
М.С.,
Матлин
М.М.,
Сидякин
Ю.И.
Инженерные
расчеты
упругопластической контактной деформации. М., Машиностроение, 1986. 224 с.
22. Емельянов, В. Н. Технология упрочнения галтелей и правки прямых и
коленчатых валов поверхностным пластическим деформированием: автореф. дис.
...докт. техн. наук: 05.20.03/ Емельянов, Валерий Николаевич. – В. Новгород.,
2000. 16 с.
23. Заблонский К.И. Детали машин. – Киев: 1985. 518 с.
24. Зарубин В.С. Математическое моделирование в технике. – М.: Изд-во МГТУ
им. Н.Э. Баумана, 2001. 496 с.
25. Зенкевич О., Морган К. Конечные элементы и аппроксимация: Пер. а англ. –
М.: Мир, 1986. 318 с.
26. Зенкевич О. К. Метод конечных элементов в технике / Пер. с англ. под. ред.
Б.Е. Победри. – М.: МИР, 1975. 542 с.
27. Ивлев Д.Д., Быковцев Б.И. Теория упрочняющегося пластического тела. – М.:
Наука, 1971. 232 с.
28. Избранные задачи и вопросы по сопротивлению материалов / В.И. Феодосьев
[и др.]. – М.: Наука, 1967. 376 с.
122
29. Использование критериев подобия усталостного разрушения при оценке
циклической прочности коленчатого вала среднеоборотного форсированного
двигателя / Н.Д. Чайнов, В.В. Сусликов [и др.] // Строительная механика и теория
надежности конструкций: Тезисы докладов научно-методической и научноисследовательской конференции, М, 2015. С. 51–52.
30. Исследование напряжений в конструкциях / Н.И. Пригоровский [и др.]. – М.:
Наука, 1980. 119 с.
31. Каплун А.Б., Морозов Е.М. ANSYS в руках инженера: практическое
руководство. – М.: Едиториал УРСС, 2003. 272 с.
32. Клованич С.Ф. МКЭ в нелинейных задачах инженерной механики. –
Запорожье: издательство журнала «Свет геотехники», 2009. 400 с.
33. Когаев В.П., Дроздов Ю.Н. Прочность и износостойкость деталей машин. –
М.: Высш. шк., 1991. 256 с.
34. Когаев В.П. Расчеты на прочность при напряжениях, переменных во времени.
– М.: Машиностроение, 1977. 232 с.
35. Коллинз Дж. Повреждение материалов в конструкциях. Анализ, предсказание,
предотвращение / Пер. с англ. – М.: МИР, 1984. 323 с.
36. Конструирование двигателей внутреннего сгорания / Н.Д. Чайнов [и др.];
Под ред. Н.Д. Чайнова. – М.: Машиностроение, 2011. 496 с.
37. Крагельский И.В. Трение и износ. – М.: Машиностроение, 1968, – 481 с.
38. Кроха В.А. Кривые упрочнения металлов при холодной деформации. – М.:
Машиностроение, 1968. 131 с.
39. Куделя, И. Н. Прогнозирование усталостной долговечности коленчатых валов
автомобильных и тракторных двигателей: автореф. дис. ...канд. техн. наук:
05.04.02 / Куделя, Илья Николаевич. – Владимир., 2002. 16 с.
40. Кудрявцев И.В. Поверхностный наклеп для повышения прочности и
долговечности деталей машин. – М.: НТО Машпром, 1966. 97 с.
41.
Кудрявцев
И.В.
Внутренние
напряжения
машиностроении. – М.: Машгиз., 1951. 240с.
как
резерв
прочности
в
123
42. Кудрявцев И.В., Рымынова Е.В. Повышение твердости и усталости в
результате усталостной прочности в результате наклепа для сталей с различными
структурами. Труды ЦНИИТМАШ, кн. 18, М., ОНТИ,1961. С. 14-31.
43. Кудрявцев И.В., Саввина Н.М. Поверхностный наклеп как средство
повышения усталостной прочности валов с неподвижными посадками. Сборник
ЦНИИИТМАШ, кн. 85, Машгиз. М. 1957. С. 23-36.
44. Кузнецов Н.Д., Цейтлин В.И., Волков В.И. Технологические методы
повышения надежности деталей машин. – М.: Машиностроение, 1993. 304 с.
45. Куликов О.О., Браславский В.М. Влияние режима обкатки роликами на
остаточные напряжения в крупных валах. Труды ЦНИИТМАШ, кн. 18, М.,
ОНТИ, 1961. С. 22-28.
46. Купрадзе В.Д. Методы потенциала в теории упругости. – М.: Физматлит, 1963.
473 с.
47. Лейкин Л.С. Напряженность и выносливость деталей сложной конфигурации.
– М.: Машиностроение, 1968. 235 с.
48. Макаров Е.Г. Сопротивление материалов с использованием вычислительных
комплексов, БГТУ-Военмех, 2011. 345 с.
49. Малинин Н.Н. Прикладная теория пластичности и ползучести. – М.:
Машиностроение, 1975. 400 с.
50. Мартыненко, О. В. Исследование влияния геометрических параметров
деформирующих роликов на качество поверхностного слоя при обработке
поверхностным пластическим деформированием: автореф. дис. ...канд. техн. наук:
05.03.01 / Мартыненко, Ольга Владимировна. – Волгоград., 2003. 16 с.
51. Марьина, Н. Л. Совершенствование технологии изготовления коленчатых
валов форсированных дизелей на основе применения дифференцированного
гидродробеструйного упрочнения: автореф. дис. ...канд. техн. наук: 05.02.08 /
Марьина, Надежда Леонидовна. – Саратов., 2009. 16 с.
52.
Математическое
моделирование
контактных
взаимодействий
упруго-
пластичных тел / Н.Д. Чайнов, В.В. Сусликов [и др.] // Строительная механика и
124
теория надежности конструкций: Тезисы докладов научно-методической и
научно-исследовательской конференции, М, 2012. С. 14–15.
53. Моделирование контактных взаимодействий в базовых узлах и деталях
двигателя / Н.Д. Чайнов, В.В. Сусликов [и др.] // Студенческий научный вестник:
Студенческая весна-2010, М, 2010, т. 10, ч. 3. С. 75–76.
54. Надаи А. Пластичность и разрушение твердых тел, Том 2 / Пер. с англ. под.
ред. Г.С. Шапиро. – М.: МИР, 1969. 864 с.
55. Надежность в машиностроении / В.В. Шашкина [и др.], Спб.: Политехника,
1992. 221 с.
56. Некоторые основные задачи математической теории упругости / Н.И.
Мусхелишвили [и др.], М.: Наука, 1966. 709 с.
57. Несущая способность и расчет деталей машин на прочность. Справочное
пособие / С.В. Серенсен [и др.]. – М.: Машиностроение, 1975. 488 с.
58. Одинцов Л. Г. Упрочнение и отделка деталей поверхностным пластическим
деформированием: Справочник. М., Машиностроение, 1987. 328 с.
59. Определение напряжений в опасных сечениях деталей сложной формы / А.К.
Крейсс [и др.]. – М.: МАШГИЗ, 1958. 148 с.
60. Оценка циклической прочности коленчатых валов с учетом нагрузок,
действующих в течение рабочего цикла двигателя / Н.Д. Чайнов, В.В. Сусликов [и
др.] // Строительная механика и теория надежности конструкций: Тезисы
докладов научно-методической и научно-исследовательской конференции, М,
С. 17–18.
2014.
61.
Папшев
Д.Д.
Отделочно-упрочняющая
обработка
поверхностным
пластическим деформированием. М., Машиностроение, 1978. 152 с.
62. Папшев Д.Д. Упрочнение деталей обкаткой шариками. М., Машиностроение,
1968. 132 с.
63. Петерсон Р. Коэффициенты концентрации напряжений: Пер. с англ. – М.:
Мир, 1977. 303 с.
64. Повышение циклической прочности коленчатого вала среднеоборотного ДВС
обкаткой галтелей роликами / Н.Д. Чайнов, В.В. Сусликов [и др.] // Строительная
125
механика и теория надежности конструкций: Тезисы докладов научнометодической и научно-исследовательской конференции, М, 2013. С. 34–35.
65. Погорецкий Р. Г., Кадар И. И., Ниронович И. А. Эффективность некоторых
методов упрочнения валов в зонах сопряжения, работающих в условиях усталости
и коррозионной усталости. Вестник машиностроения, 1974, №10. С. 34-46.
66. Работнов Ю.Н. Сопротивление материалов. – М.: Физматлит, 1962, – 456 с.
67. Развитие теории контактных задач в СССР / А.Л. Галин [и др.]. – М.: Наука,
1976. 493 с.
68. Руководство к решению задач по теории упругости / В.Г. Рекач [и др.]. – М.:
Высшая школа, 1966. 227 с.
69. Сегаль В.Ф. Динамические расчеты двигателей внутреннего сгорания. – Л.:
Машиностроение, 1974. 248 с.
70. Сегерлинд Л. Применение метода конечных элементов, – М.: МИР, 1979. 567с.
71. Серенсен С. В. Сопротивление усталости в связи с упрочнением и
конструктивными факторами. Сборник «Повышение усталостной прочности
деталей машин поверхностной обработкой». М., Машгиз, 1952. С. 28-41.
72. Тимошенко С.П. Прочность и колебания элементов конструкций. – М.: Наука,
1975. 704 с.
73. Тепловозные дизели
типа Д49 / Е.А. Никитин [и др.] // Под ред. Е.А.
Никитина. – М.: Транспорт, 1982. 255 с.
74. Трифонов, Ю. Ю. Расчет коленчатых валов поршневых двигателей на
выносливость с учетом податливостей опор и колебаний: автореф. дис. ...канд.
техн. наук: 05.04.02 / Трифонов, Юрий Юрьевич. – М., 2007. 16 с.
75. Трощенко В.Т. Прочность металлов при переменных нагрузках. – Киев: Наук.
думка, 1978. 176 с.
76. Уравнения и краевые задачи теории пластичности и ползучести. Справочное
пособие / Г.С. Писаренко [и др.]. – Киев: Наук. думка, 1981. 496 с.
77. Феодосьев В.И. Сопротивление материалов. – М.: МГТУ им. Н.Э. Баумана,
1999. 592 с.
78. Форрест П. Усталость металлов / Пер. с англ. – М.: Машиностроение, 1968.
126
79. Хейвуд Р.Б. Проектирование с учетом усталости: Пер. с англ. – М.: Мир, 1988.
364 с.
80. Хейфец С.Г. Аналитическое определение глубины наклепанного слоя при
обкатке роликами стальных деталей. Сборник ЦНИИТМАШ, кн. 49, М., Машгиз,
1952. С. 33-44.
81. Чайнов Н.Д., Раенко М.И., Рыжов В.А. Прочность теплонапряженных базовых
деталей
среднеоборотных
двигателей
внутреннего
сгорания.
–
М.:
Машиностроение, 2015. 360 с.
82. Чайнов Н.Д., Сусликов В.В. Математическое моделирование контактных
взаимодействий упруго-пластичных тел // Вопросы строительной механики и
надежности
машин
и
конструкций,
Московский
автомобильно-дорожный
государственный технический университет. М., 2012. С. 104–111.
83.
Чайнов
Н.Д.,
Сусликов
В.В.
Математическое
моделирование
технологического процесса обкатки галтели коленчатого вала // Вестник МГТУ
им. Н.Э. Баумана, Сер. «Машиностроение», 2012, №7, Спец. выпуск, С. 101–110.
84. Чайнов Н.Д., Сусликов В.В. Упрочнение коленчатого вала методами
поверхностного пластического деформирования // Грузовик, Машиностроение,
2014, №3. С. 31–35.
85.Чайнов Н.Д., Сусликов В.В. Уточнение методики расчета на циклическую
прочность коленчатых валов среднеоборотных форсированных транспортных
дизелей // Грузовик, Машиностроение, 2014, №12. С. 22–27.
86. Чистяков В.К. Динамика поршневых и комбинированных двигателей
внутреннего сгорания. – М.: Машиностроение, 1989. 256 с.
87. Шабров Н.Н. Метод конечных элементов в расчетах деталей тепловых
двигателей. – Л.: Машиностроение, 1983. 212 с.
88. Школьник Л.М., Шахов В.И. Технология и приспособления для упрочнения и
отделки деталей накатыванием. – М.: Машиностроение, 1964. 225 с.
89. Шестаков Н.А., Власов А.В., Демин В.А., Субич В.Н. Штамповка с кручением.
– М.: МГИУ, 2008. 389 с.
127
90. Altenberger I., et.al., “Cyclic Deformation and Near Surface Microstructures of Shot
peened or Deep Rolled Austenitic Stainless Steel AISI 304,” Materials Science and
Engineering, A264, 1999. pp. 1-16.
91. ANSYS Users guide for revision. – Houston. SASI, 2003. 434 p.
92. Case. J. Strength of material and structures. Arnold, 1999. 719 p.
93. Calculation of crankshafts for diesel engines, DET NORSKE VERITAS, 2002.
94. Design Environment for Forming. Labs, 2009. 134 p.
95. Drechsler A., et.al., “Mechanical Surface Treatments of Ti-10V-2Fe-3Al for
Improved Fatigue Resistance”, Materials Science and Engineering, A243, 1998. pp.
217-220.
96. Ellwood Deep Rolling Fatigue Enhancement Process, Ellwood Group, 1995. 418 p.
97. Fei D. Experimental and numerical studies of springback in air v-bending process
for cold rolled TRIP steels, School of Engineering and Technology, Deakin University,
2006. 119 p.
98. Heidari A. Optimization of cold rolling process parameters in order to increasing
rolling speed limited by chatter vibrations, Mechanical Engineering Faculty,
Khomeinishahr Branch, Islamic Azad University, Isfahan, Iran, 2011. 24 p.
99. Horger O.J. Stressing Axles and other Railroad Equipment by Cold Rolling.
«Surface stressing of Metals», Cleveland, 1946. 217 p.
100. Hosford W., Caddel R. Metal Forming. Mechanics and metallurgy. Cambridge
university press, 2007. 328 p.
101. Hunter P. Finite element method & boundary element method. Department of
Engineering Science The University of Auckland, 2003. 612 p.
102. Improved Forged Crankshaft Performance Utilizing Deep Rolling, Burnett M.,
autosteel.org. 103 p.
103. Jevtic J. Determination of crankshafts fatigue strength, 1995. 224 p.
104. Johnson K.L. Contact mechanics. Cambridge university press, 1985. 536 p.
105. Liu G.R., Quek S.S. The finite element method. A practical course. Department of
Mechanical Engineering, national university of Singapore, 2003. 529 p.
128
106. Mattson R.L., Roberts, J.G., «The Effect of Residual Stresses Induced by Strain
Peening upon Fatigue Strength, »Internal Stresses and Fatigue in Metals, Edited by
G.M. Rassweiler and W.L. Grube, New York, NY: Elsevier Publishing Co., 1959, pp.
348-349.
107. Matsuda M. Predicting effect of cold rolling on strength under combined loading,
2011. 21 p.
108. Mitigation of Fatigue and Pre-Cracking Damage in Aircraft Structures Through
Low Plasticity Burnishing. Jayaraman N., 2003. 19 p.
109. Rodriguez-Tembleque L. A 3D FEM–BEM rolling contact formulation for
unstructured meshes, Elsevier, 2009. 643 p.
110. Spireri P. Assessment of Bending Fatigue Limit for Crankshaft Sections with
Inclusion of Residual Stresses, Stress Lab & Durability Development, Powertrain CAE.
111. Stolarski T., Nakasone Y., Yoshimoto S. Engineering analysis with Ansys
software. Elsevier, 2006. 473 p.
112. Temam R. Mathematical modeling in continuum mechanics. Cambridge university
press, 2005. 354 p.
113. Williams J. Fatigue Performance Comparison and Life Predictions of Forged Steel
and Ductile Cast Iron Crankshafts, The University of Toledo, 2007. 24 p.
114. Williams J. Fatigue Performance of
Forged Steel and Ductile Cast Iron
Crankshafts, The University of Toledo, 2007. 28 p.
115. Williams J. Stress Analysis and Optimization of Crankshafts Subject to Dynamic
Loading, The University of Toledo, 2007 26 p..
116. Woodyard D. Marine diesel engines. Elsevier, 2009. 905 p.
117. Zeinkiewicz O.C. The finite element method, Butterworth-Heinemann, 2000. 706
p.
118. Zinn W. and B. Scholtes, “Mechanical Surface Treatments of lightweight Materials
– Effects on Fatigue Strength and Near Surface Microstructures,” Journal of Materials
119. Engineering and Performance, Volume 8(2), April 1999, pp. 145-151.
129
Приложения
П.1. Чертежи КВ
130
131
П.2. Результаты теплового расчета рабочего процесса
в программном комплексе Diesel-rk
----------------- МОЩНОСТНЫЕ И ЭФФЕКТИВНЫЕ ПОКАЗАТЕЛИ --------------- Частота вращения КВ, [1/мин]
1100.0
-n
4402.3
- Ne
- Mощность, [кВт]
23.407
- Pe
- Cреднее эффективное давление, [бар]
38220.
- Me
2.2960
- qc
- Цикловая подача топлива, [г]
0.20653
- ge
- Удельный эффект. расход топлива, [кг/(кBт*ч)]
0.41014
- Eta_e - Эффективный KПД
26.330
- Pi
0.46135
- Eta_i - Индикаторный KПД
2.9652
- Pтр
0.88899
- Eta_mex - Mеханический KПД
- Крутящий момент, [Нм]
- Cреднее индикаторное давление, [бар]
- Давление трения, [бар]
--------------------- ПАРАМЕТРЫ ОКРУЖАЮЩЕЙ СРЕДЫ --------------------1.0000
- Ро*
- Давление заторм. потока, [бар]
288.00
- То*
- Температура заторможенного потока, [К]
1.0400
- Pо_т
- Статическое давление за турбиной, [бар]
0.97000
- Ро_вх* - Давление заторм. потока за фильтром, [бар]
------------------------ НАДДУВ И ГAЗOOБMEH ------------------------3.8300
- Pк
- Давление перед впускным коллектором, [бар]
331.79
- Tк
- Tемпература перед впускным коллектором, [K]
8.6209
- Gair
- Pасход воздуха (+EGR) через цилиндры двиг.,[кг/с]
0.67045
- КПД_тк - KПД агрегата наддува
2.9936
- Pt*
- Среднее давление перед турбиной, [бар]
793.16
- Tt*
- Cредняя температура перед турбиной, [K]
8.7562
- Ggas
- Pасход O.Г. через цилиндры двиг., [кг/с]
132
2.3552
- Alfa_sum - Kоэфф. избытка воздуха суммарный
0.04230
- Pнх
0.97888
- Eta_v - Kоэффициент наполнения
0.00158
- Gamma_r - Kоэффициент остаточных газов
1.1646
- Fi
0.0000
- G_забр.% - % заброса O.Г. во впускной коллектор
0.35035
- G_утеч.% - % утечек через поршневые кольца
- Среднее давление насосных ходов, [бар]
- Kоэффициент продувки
------------------------ BПУCKHOЙ KOЛЛEKTOP ------------------------3.8043
- Ps
- Среднее давление во впуск. коллект., [бар]
339.65
- Ts
- Средн. температ. во впуск. коллект., [K]
379.65
- Tws
274.66
- Alfa_ws - Kоэфф. теплоотдачи во вп. колл., [Bт/(м2*K)]
377.58
- Alfa_wsc - Kоэфф. теплоотд. в клап.канале, [Bт/(м2*K)]
- Cредняя температура стенки вп. колл., [K]
------------------------ BЫПУCKHOЙ KOЛЛEKTOP -----------------------2.9051
- Pr
- Среднее статическое давление O.Г., [бар]
787.18
- Tr
- Cредняя статическая температура O.Г., [K]
129.09
- Wr
- Cредняя скорость газа, [м/с]
11.756
- Sh
- Число Струхаля: Sh=a*Tau/L (д.б. Sh > 8)
677.75
- Twr
264.60
- Alfa_wr - Kоэфф. теплоотдачи в вып. колл., [Bт/(м2*K)]
1123.7
- Alfa_wcr - Kоэфф. теплоотд. в клап.канале, [Bт/(м2*K)]
- Cредняя температура стенки вып. колл., [K]
------------------------------- CГOPAHИE ---------------------------2.0224
- Alfa
- Kоэффициент избытка воздуха при сгорании
200.81
- Pz
- Mаксимальное давление цикла,[бар]
1744.8
- Tz
- Mаксимальная температура цикла, [K]
11.000
- Fi_pz - Угол максимального давления, [град. за BMT.]
26.000
- Fi_tz - Угол максимальн. температуры,[град. за BMT.]
133
5.0147
- dP/dFi - Maкс. скор. нарастания давл., [бар/град]
Впрыск: Custom Fuel Injection System
1941.1
- P_впр.max- Mакс. давление впрыска, [бар]
17.578
- d_32
13.000
- Teta_оп - Oпережение впрыска / зажигания,[град.до BMT]
27.000
- Fi_впр - Продолжительность топливоподачи, [град]
2.8124
- Fi_задер - Период задержки воспламен. в цилиндре,[град]
0.00334
- Sig_и_здр- Доля топлива, испаривш. за период задержки
98.600
- Fi_горeн - Продолжительность сгорания, [град.п.к.в.]
0.10000
- H_вмт - Вихревое число (отношение) в КС в ВМТ
0.05582
- H_нмт - Вихревое число в цилиндре в начале сжатия
1.1596
- W_swirl - Макс. скорость вихря [m/c] в КС на радиусе R= 105
- Cредний диаметр капель, [мкм]
---------------------- ЭКОЛОГИЧЕСКИЕ ПОKАЗАТЕЛИ --------------------2.0179
- Hartridge- Эмиссия дыма по шкале Хартриджа
0.22101
- Bosch - Эмиссия дыма по шкале Бош
0.04805
- K,m-1 - Коэфф. абсол. светопоглощения ОГ по ЕЭК,[1/m]
0.03805
- PM
- Эмиссия твердых частиц [г/(кВт*ч)]
665.49
- CO2
- Эмиссия диоксида углерода, [г/(кВт*ч)]
7.5661
- NO,г/кВч - Эмиссия NOx приведен. к NO, [г/(кВт*ч)] (Zeldovich)
1.2077
- SE
0.0000
- SO2
- Комплекс суммарной эмиссии NOx и PM
- Эмиссия SO2, [г/кВтч]
-------------------- BHУTPИЦИЛИHДPOBЫE ПAPAMETPЫ -------------------4.5487
- Pa
- Давление начала сжатия, [бар]
386.89
- Ta
- Tемпература начала сжатия, [K]
148.96
- Pc
- Давление конца сжатия, [бар]
991.73
- Tc
- Tемпература конца сжатия, [K]
17.290
- Pb
- Давление начала выпуска, [бар]
1185.1
- Tb
- Tемпература начала выпуска, [K]
134
----------------- ПАРАМЕТРЫ ТЕПЛООБМЕНА ЦИЛИНДРА -------------------993.53
- T_ср
- Средняя эквивалентная температура цикла, [K]
797.74
- Alfa_w - Cр. коэфф. теплоотд. от газа к стен,[Bт/м2/K]
703.26
- Tw_поршн - Cредн. температура огневого днища поршня, [K]
413.00
- Tw_втулк - Cредн. температ. огневой поверхн. втулки,[K]
639.41
- Tw_крышк - Cредн. температ. огневой поверхн. крышки,[K]
379.42
- Tw_охл - Cредн. температура со стороны охлаждения
крыш крышки цилиндра, [K]
404.97
- Tкип. - Температ.кипения в сист. жид. охлаждения,[К]
7983.4
- Alf_w_охл- Cредн. коэфф. теплоотдачи [Bт/(м2*K)] от
стенки крышки цилиндра к охлажд. среде.
15581.
- q_крышки - Тепловой поток в крышку цилиндра, [Дж/с]
12771.
- q_поршня - Тепловой поток в поршень, [Дж/с]
26601.
- q_цилинд - Тепловой поток во втулку цилиндра, [Дж/с]
------------ ПAPAMETPЫ, ОПРЕДЕЛЯЮЩИЕ РАБОЧИЙ ПРОЦЕСС -----------14.300
- Степ.сжат- Степень сжатия (для ПДП при обоих поршнях в ВМТ)
10.000
- i_сопел - Число сопловых отверстий форсунки
0.49000
- d_сопел - Диаметр сопловых отверстий форсунки, [мм]
27.000
- Fi_впр.х - Продолжит. впрыска для зад. хар. впрыска,[град]
0.0000
- qc_х
70.000
- Нач.вып - Начало выпуска, [град. до НMT] (ВПуск. вала)
60.000
- Кон.вып - Конец выпуска, [град. за xMT] (ВПуск. вала)
60.000
- Нач.впуск- Начало впуска, [град. до xMT] (ВПуск. вала)
44.000
- Кон.впуск- Конец впуска, [град. за НMT] (ВПуск. вала)
- Цикл. порц. топл. для заданной хар. впрыска,[г]
------- ПAPAMETPЫ КОМПРЕССОРА ступени высокого давления ------------1517.7
- N_квд - Mощность компрессора ВД, [кBт]
0.79900
- КПД_квд - Адиабатный КПД компрессора ВД
135
8.6209
- G_квд - Расход воздуха через компрессор ВД, [кг/с]
150.83
- Gпр_квд - Расход воздуха приведенный через КВД
8.7371
- Gcor_квд - Расход воздуха через КВД скорректиров.,[кг/с]
4.0000
- П_квд - Степень повышения давления в компрессоре ВД
0.97000
- Ро_квд - Полное давление на входе в КВД, [бар]
288.00
- То_квд - Температура торможения на входе в КВД, [К]
3.8800
- Рк*"квд - Полное давление за компрессором ВД, [бар]
463.17
- Тк*"квд - Температура торможения за компрессором ВД,[К]
0.75000
- Ecool_вд - Термическая эффективность ОНВ ВД
288.00
- Tcool_вд - Температура охлаждающего агента в ОНВ ВД,[К]
3.8300
- Рк*_квд - Давление наддува за КВД, [бар]
331.79
- Тк*_квд - Температура наддувочного воздуха за КВД,[К]
------------ ПAPAMETPЫ ТУРБИНЫ ступени высокого давления -----------1517.7
- N_твд - Mощность ТВД с учетом мех. КПД, [кBт]
0.84787
- КПД_твд - Внутренний КПД турбины ВД
0.98900
- КПДм_твд - Механический КПД турбины ВД
8.7562
- G_твд - Расход газа через ТВД, [кг/с]
82.376
- Gпр_твд - Расход газа через ТВД приведенный
2.8807
- П_твд - Степень понижения давления в турбине ВД
23.167
- В_твд - Относительная работа ТВД
2.9936
- Рт*_твд - Полное давление перед турбиной ВД, [бар]
793.16
- Тт*_твд - Температура торможения на входе в ТВД, [К]
1.0392
- Ро_твд - Противодавление за турбиной ВД, [бар]
634.89
- То_твд - Температура газа за турбиной ВД, [К]
136
П.3. Определение сил и нагрузок, действующих на коленчатый вал,
в процессе работы дизеля
Ввод исходных данных для расчета:
Рисунок П.1. Компоновочная схема
Рисунок П.2. Свойства материалов
Массы элементов рассчитываются по методике:
Трехмерная модель колена вала представлена на Рисунке П.3.
137
Рисунок П.3. Трехмерная модель колена вала двигателя 12 ЧН 26,5/31
Массовые характеристики щеки ( Part Configuration - По умолчанию )
Активная система координат : -- по умолчанию -Плотность = 0.0078 граммов на кубический миллиметр
Масса = 83659.0027 граммов
Объем = 10725513.1645 кубических Миллиметры
Площадь поверхности = 374292.3649 Миллиметры^2
Центр масс: ( Миллиметры )
X = 0.0003
Y = 49.4989
Z = -43.4827
Расстояние от оси вращения вала до центра масс щеки (Solid Works):
RЩ=0.0495 м
Масса щеки, отнесенная к оси шатунной шейки и к площади поршня:
M
MЩ1=
R
R
M
mЩ =
Щ
Щ1
A
Щ
=26,717 кг
=484,4 кг/м2
138
Массовые характеристики колена вала ( Part Configuration - По умолчанию )
Активная система координат : -- по умолчанию -Плотность = 0.0078 граммов на кубический миллиметр
Масса = 381740.58 граммов
Объем = 48941100.44 кубических Миллиметры
Площадь поверхности = 1075242.84 Миллиметры^2
Центр масс: ( Миллиметры )
X = 0.00
Y = 54.03
Z = -205.50
Моменты инерции: ( граммов * кв. Миллиметры )
Вычисляется с помощью активной системы координат.
Ixx = 36767340213.44 Ixy = -0.00 Ixz = -23242.97
Iyx = -0.00 Iyy = 33874665497.94 Iyz = -4238804133.01
Izx = -23242.97 Izy = -4238804133.01
вала относительно оси вращения)
Izz = 7748177978.98 (момент инерции к.
Расстояние от оси вращения вала до центра масс колена вала (Рисунок П.3.):
R
КВ
=0,054 м
Масса колена вала без противовеса:
МКВ =ρC 48941100.4410
-9 =381.741 кг
Массовые характеристики шатуна ( Part Configuration - По умолчанию )
Трехмерная модель шатуна представлена на Рисунке П.4.
139
Рисунок П.4. Трехмерная модель шатуна двигателя 12 ЧН 26,5/31
Активная система координат : -- по умолчанию -Плотность = 0.0078 граммов на кубический миллиметр
Масса = 87483.5991 граммов
Объем = 11215846.0379 кубических Миллиметры
Площадь поверхности = 669763.9850 Миллиметры^2
Центр масс: ( Миллиметры )
X = 0.0008
Y = 145.9079
Z = -0.0002
Масса шатуна (Рисунок П.4.):
М =87.48 кг
Ш
М =М М
Ш
1
2
Часть массы шатуна, отнесенная к оси поршневого пальца:
М =0,275 М
1
Ш
24,057 кг
Часть массы шатуна, отнесенная к оси шатунной шейки:
140
М =0,725 М
2
Ш
63, 423 кг
Часть массы шатуна, отнесенная к оси шатунной шейки и к площади поршня:
М
2
m = 2 1150 кг/м
2 A
Массовые характеристики Поршня ( Assembly Configuration - По умолчанию)
Трехмерная модель поршня представлена на Рисунке П.5.
Рисунок П.5. Трехмерная модель поршня двигателя 12 ЧН 26,5/31
Активная система координат : -- по умолчанию -Масса = 26364.4885 граммов
Объем = 7158668.5805 кубических Миллиметры
Площадь поверхности = 768671.4721 Миллиметры^2
Центр масс: ( Миллиметры )
X = 0.5610
Y = -4.6280
Z = -0.0000
Масса поршневого комплекта (Рисунок П.5.):
141
М
ПК
=30 кг
Масса поступательно движущихся частей:
М
ПД
=М
ПК
М 54, 057 кг
1
Масса поступательно движущихся частей, отнесенная к площади поршня:
М
m
ПД
2
980,1 кг/м
А
=
ПД
Масса вращательно движущихся частей:
М
ВР
M =
К
М
ВР
=М 2М
К
М
2
R
КВ 132,993 кг
R
КВ
=М 2М 259,839 кг
К
2
Масса вращательно движущихся частей, отнесенная к площади поршня:
m
ВР
=
М
ВР 2356 кг/м2
2А
142
П.4. Диаграммы растяжения стали 38ХН3МА
143
144
145
Отзыв научного руководителя
на соискателя ученой степени кандидата технических наук
Сусликова Вячеслава Владимировича
Сусликов Вячеслав Владимирович поступил в очную аспирантуру кафедры
«Поршневые двигатели» (Э2) Московского государственного технического
университета имени Н.Э. Баумана (МГТУ им. Н.Э. Баумана) в 2011 году после
окончания с отличием кафедры «Поршневые двигатели» (Э2) Московского
государственного технического университета имени
Н.Э. Баумана (МГТУ им.
Н.Э. Баумана). К моменту поступления им был создан достаточный научный
задел по теме диссертации с докладами по работе на научно-технических
конференциях и публикацией в печати.
Следует отметить хорошую теоретическую подготовку аспиранта В.В.
Сусликова, владение вычислительной техникой, широкую эрудицию в вопросах
прочностного анализа узлов и деталей современных форсированных поршневых
двигателей внутреннего сгорания. Все предусмотренные индивидуальным планом
задания выполнялись им в установленный срок. В.В. Сусликов ежегодно
выступал на научно-технических конференциях с докладами по диссертационной
работе в учебных заведениях (МГТУ им. Н.Э. Баумана, МАДИ) и на
промышленных предприятиях (ОАО «Коломенский завод»), где получил
одобрение результатов своих исследований.
Считаю, что в лице В.В. Сусликова мы имеем перспективного, сложившегося
ученого в области конструкции и расчета на прочность поршневых двигателей и
достойного ученой степени кандидата технических наук по специальностям:
05.04.02 – «Тепловые двигатели», 01.02.06 – «Динамика, прочность машин,
приборов и аппаратуры».
Научный руководитель – д.т.н., профессор
кафедры поршневых двигателей
ФГБОУ ВПО «Московский государственный
технический университет имени Н.Э. Баумана»
Министерства образования и науки РФ
105005, г. Москва, 2-я Бауманская ул., д. 5, стр. 1
Тел. кафедры: +7 (499) 263-66-77
Н.Д. Чайнов