Кузьменок А.Г. Устройство для контроля магнитных свойств
advertisement

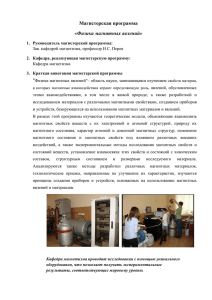
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МАГНИТНЫХ СВОЙСТВ МАГНИТОПРОВОДЯЩИХ ДЕТАЛЕЙ РАЗОМКНУТОЙ ФОРМЫ Кузьменок А.Г. ГНУ Институт прикладной физики НАН Беларуси, Республика Беларусь, г. Минск, ул. Академическая, 16 При изготовлении магнитопроводящих деталей разомкнутой формы, например, сердечников магнитных головок, необходимо производить контроль магнитных параметров детали в режимах, заданных техническими условиями намагничивания. С этой целью были разработаны различные устройства, с приемлемыми техническими характеристиками [1-3]. К основным недостаткам таких устройств относятся: сложность определения величины контролируемого магнитного параметра по изменению величины информационного параметра преобразователя; изменение режимов намагничивания при внесении контролируемой детали в преобразователь; необходимость изготовления специального преобразователя для определенного типоразмера детали. Для решения задач контроля динамических магнитных характеристик изготавливаемых в условиях серийного производства магнитопроводящих деталей разомкнутой формы – пластин и сердечников, было разработано и изготовлено устройство. Разработанное устройство обладает следующими функциональными возможностями: 1. Получение намагничивающего поля вида sin в объеме , равном 2 4 15 мм в центре соленоида, при неоднородности амплитуды напряженности , не превышающей 5%, параметры намагничивающего поля изменяются в следующих пределах: амплитуда напряженности - от 5 до 200 А/М, частота - от 10 до 1000 кГц. 2. Определение амплитудно-временных параметров первой гармоники индукции в материале детали и динамических магнитных характеристик вида , с использованием индукционного метода измерения и преобразователя в виде одновитковой катушки индуктивности. 3. Проведение контроля в условиях массового производства. По сравнению с существующими в настоящее время аналогичными техническими устройствами [1-3], используемых для контроля магнитных параметров, устройство проверки магнитных свойств имеет следующие преимущества: 1. Контроль детали производится в однородном поле. 2. При внесении детали в преобразователь, практически, не меняются условия намагничивания – напряженность и частота . 3. Определение динамических магнитных характеристик производится в необходимом месте (выемка для обмотки, в пятке или носике сердечника) детали. 4. Проведение контроля всех типоразмеров деталей, требуемых для изготовления блока магнитных головок без изменения размеров преобразователя. На рис.1 показана блок-схема устройства проверки магнитных свойств. Разработанное устройство применялось в производстве 12-ти канальных блоков магнитных головок со скоростью обработки информации записи-считывания равной 400 пп/мм. Рис. 1. Блок-схема устройства проверки магнитных свойств На рис. 1 показана блок-схема: 1 – генератор частоты ; 2 – усилитель мощности; 3 – соленоид; 4 – датчик опорного напряжения; 5 – фазовращатель; 6 – генератор; 7 – делитель частоты; 8 – схема управления табло «Установка N» ( /2); 9 - табло «Установка N»; 10 – схема установки координаты Х, определяющей необходимое место измерения; 11 – схема управления табло «Координата Х»; 12 – табло «Координата Х»; 13 – преобразователь; 14 – масштабный усилитель; 15 – ограничитель амплитуды; 16 – модуль ЕС18410100; 17 – модуль ЕС18410101. Контролируемая деталь, имеющая как правило форму параллелепипеда, устанавливается в плоскость витка преобразователя, который выделяет в объеме образца сечение, имеющее форму прямоугольника. Ось соленоида перпендикулярна плоскости сечения. Измерение индукции происходит в сечении прямоугольника - высота и ширина , которого определяются размерами детали в месте проведения контроля. В случае, когда индукция синусоидальна по форме, амплитуда индукции может быть определена из выражения: cos cos & " ! # $ !% ' # $ где З ; - площадь преобразователя; (З – коэффициент заполнения магнитным материалом площади сечения детали ((З ) 1); & - амплитуда напряжения на преобразователе; фазовый угол между напряженностью и индукцией . На практике достаточно сложно установить деталь таким образом, чтобы площадь сечения была строго перпендикулярна оси соленоида. Поэтому величина высоты изменяется до значения за счет появления угла ? между деталью и осью соленоида в вертикальной плоскости, а величина ширины изменяется до значения Г за счет появления угла ?Г в горизонтальной плоскости, что учтено в приведенном выражении. Коэффициент (З для детали в виде пластины равен 1, а для детали, склеенной из нескольких пластин, из-за наличия немагнитных (клеевых) прослоек будет меньше 1. Г Величину необходимо определять при тех же режимах, при которых измерялась амплитуда напряжения & . Задача получения амплитуды напряженности , равной 200 А/М в диапазоне частот 10-1000 кГц решалась по двум направлениям: разрабатывался соленоид специальной конструкции, позволяющий создать необходимое поле в объеме 2 4 15 мм; и использовался эффект параллельного резонансного контура, настроенного на частоту . Рис. 2. Соленоид Рис. 3. Устройство контроля магнитных свойств На рис. 2 показан соленоид, а на рис. 3 показано устройство контроля магнитных свойств. Разработанное устройство было использовано при изготовлении блоков магнитных головок для плотности записи до 400 пп/мм. Список литературы [1] Устройство для измерения импульсной магнитной проницаемости магнитных сердечников. А.с. 922669 СССР, МГКИ G 01R 33/12/О.Т. Шахно, А.П. Павлов. №2149517/12-04; заявл. 11.08.84; опубл. 02.11.86// Открытия. Изобретения. – (1986). №40-с 10. Бюл. открытий и изобрет. [2] Патент 73483, кл. G 01R 33/12 (ПНР) (1975). [3] Устройство для сортировки сердечников по магнитным свойствам. А.с. 1057899 СССР, МГКИ G 01R 33/12/А.Г. Кузьменок, В.В. Сытько, Л.И. Михалева. №3431943/01-21; заявл. 05.05.82; опубл. 30.11.84// Открытия. Изобретения. – (1983). №12-с 3. Бюл. открытий и изобрет.