Дефекты монолитных деталей и многослойных конструкций из
реклама

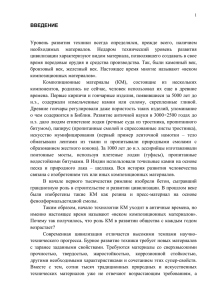
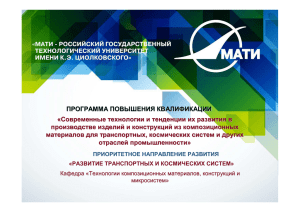
ВИАМ/2006-204706 Дефекты монолитных деталей и многослойных конструкций из полимерных композиционных материалов и методы их выявления. Часть 1. Дефекты монолитных деталей и многослойных конструкций из полимерных композиционных материалов В.В. Мурашов А.Ф. Румянцев Ноябрь 2006 Всероссийский институт авиационных материалов (ФГУП «ВИАМ» ГНЦ РФ) – крупнейшее российское государственное материаловедческое предприятие, на протяжении 80 лет разрабатывающее и производящее материалы, определяющие облик современной авиационно-космической техники. 1700 сотрудников ВИАМ трудятся в более чем 30 научноисследовательских лабораториях, отделах, производственных цехах и испытательном центре, а также в 4 филиалах института. ВИАМ выполняет заказы на разработку и поставку металлических и неметаллических материалов, покрытий, технологических процессов и оборудования, методов защиты от коррозии, а также средств контроля исходных продуктов, полуфабрикатов и изделий на их основе. Работы ведутся как по государственным программам РФ, так и по заказам ведущих предприятий авиационно-космического комплекса России и мира. В 1994 г. ВИАМ присвоен статус Государственного научного центра РФ, многократно затем им подтвержденный. За разработку и создание материалов для авиационнокосмической и других видов специальной техники 233 сотрудникам ВИАМ присуждены звания лауреатов различных государственных премий. Изобретения ВИАМ отмечены наградами на выставках и международных салонах в Женеве и Брюсселе. ВИАМ награжден 4 золотыми, 9 серебряными и 3 бронзовыми медалями, получено 15 дипломов. Возглавляет институт лауреат государственных премий СССР и РФ, академик РАН, профессор Е.Н. Каблов. Статья подготовлена для опубликования в журнале «Контроль. Диагностика», № 4, 2007 г. Электронная версия доступна по адресу: www.viam.ru/public Дефекты монолитных деталей и многослойных конструкций из полимерных композиционных материалов и методы их выявления Часть I. Дефекты монолитных деталей и многослойных конструкций из полимерных композиционных материалов В.В. Мурашов, А.Ф. Румянцев Всероссийский институт авиационных материалов Рассмотрены конструкций из дефекты монолитных полимерных деталей композиционных и многослойных материалов. Дефекты разбиты на 7 групп по степени их опасности. Ключевые слова: полимерные композиционные материалы, дефекты, монолитные и клееные конструкции. The subject of the research are defects of monolithic details and laminated structures of polymer composite materials. We divided the defects into 7 groups according to their danger tolerance. Key words: polymer composite materials, defects, monolithic details and laminated structures. Основные типы деталей и конструкций из полимерных композиционных материалов (ПКМ), применяемых в авиастроении, судостроительной промышленности, строительной индустрии и других отраслях техники, представлены в табл. 1. Таблица 1. Типы деталей и конструкций Схематическое изображение контролируемой конструкции Вид соединения, материал элементов конструкций Монолитная деталь или конструкция из ПКМ (угле-, боро-, стеклопластик, текстолит и т.п.) Клеевое 1 – неметаллический слой (ПКМ, теплозащитный материал и др.); 2 – ПКМ Клеевое 1 – ПКМ; 2 – металл (алюминиевый сплав, титан, сталь и т.п.) СИАЛ, АЛОР 1 – алюминиевый сплав; 2 – ПКМ (стеклопластик, органит); 3 – алюминиевый сплав Клеевое 1, 2, 3 – армированный или неармированный пластик Клеевое 1 – ПКМ; 2 – резина; 3 – металл Клеевое 1, 3 – обшивка из ПКМ; 2 – соты из полиамидной бумаги, стеклопластика или алюминиевого сплава Клеевое 1 – ПКМ; 2 – пенопласт; 3 – металл Клеевое 1, 3 – стеклопластик; 2 – трикотаж (органотрикотаж) Клеевое 1, 3, 5 – ПКМ; 2, 4 – соты из армированного пластика или алюминиевого сплава Клеевое 1, 3, 5, 7 – ПКМ; 2, 4, 6 – соты из армированного пластика или алюминиевого сплава Клеевое 1, 3, 5 – ПКМ; 2, 4 – стеклосетчатый заполнитель Монолитная интегральная конструкция ПКМ (углепластик и др.) Размеры, соотношение толщин элементов конструкции h=0,1–100 мм h 1 ≤25 мм h 2 ≥h 1 h 1 ≤10 мм h 2 ≥h 1 или h 2 ≤h 1 h 1 =h 2 =h 3 =0,3–0,5 мм h 1 +h 2 +h 3 ≤100 мм h 2 <h 1 h 2 <h 3 h 2 =1–3 мм h 1 =0,2–10 мм h 2 =4–100 мм h 3 =0,2–10 мм h 1 =0,3–2 мм h 2 =5–100 мм h 3 =0,2–3 мм h 1 =h 3 =0,2 мм h 2 =1,2 мм h 1 и h 5 =0,5–3 мм h 3 =0,5–8 мм h 2 и h 4 =4–40 мм h 1 , h 3 , h 5 , h 7 ≤0,5 мм h 2 , h 4 , h 6 =3–6 мм h 1 , h 3 , h 5 =0,5–3 мм h 2 , h 4 =5–30 мм h 1 ≥0,5 мм h 2 ≤1,0 мм Наиболее часто встречающимися опасными макродефектами неметаллических изделий и конструкций, выполненных с применением ПКМ (монолитные и клееные конструкции, в том числе комбинированные, содержащие неметаллические и металлические слои), являются дефекты типа нарушения сплошности, например расслоения, непроклеи, трещины, крупные воздушные или газовые раковины, инородные включения, прочность в зоне которых равна или близка к нулю. Кроме того, в ПКМ возможны также дефекты на уровне микроструктуры: поры (зоны повышенной пористости), отклонения от оптимального соотношения матрицы и армирующего наполнителя, низкая степень отверждения связующего при формовании, нарушения ориентации волокон, складки, свили, поверхностные подмятия и царапины и т. п., в зоне которых отмечается пониженная прочность материала. Дефекты ПКМ различаются: по происхождению (возникающие на стадии изготовления, хранения, транспортировки или эксплуатации); местоположению в детали (поверхностные, изолированные или выходящие на кромку детали); глубине залегания; раскрытию; размерам в плане данных структурных неоднородностей (макродефекты – размером свыше 60–100 мкм, которые обычно локализованы в объеме материала конструкции, и микродефекты – размером до 60–100 мкм, как правило, распределенные в объеме материала или в значительной его части). Например, пора (микродефект) имеет размер менее 100 мкм, а воздушное включение типа раковины (макродефект) – более 100 мкм. К первой группе по степени опасности отнесены дефекты, связанные с низкой степенью отверждения полимерной матрицы и отклонения в составе материала по всему объему от нормированных показателей. Дефект, связанный с неполным отверждением матрицы, приводит к снижению теплостойкости материала, резкому ухудшению таких эксплуатационных характеристик, как водо- и влагостойкость, к снижению сопротивления материала к действию агрессивных сред, а также к изменению характера разрушения материала при статическом и усталостном динамическом нагружении. Отклонение в составе в значительном объеме материала приводит к существенным изменениям характеристик прочности, упругости и эксплуатационной надежности. Эти изменения в разной степени зависят от вида деформирования (растяжение, сжатие, сдвиг), характера напряженного состояния (одноосное, плоское, объемное), а также от длительности и цикличности нагружения. Ко второй группе отнесены расслоения. Влияние расслоений на свойства материала существенным образом зависит от вида напряженного состояния. На прочность и модуль упругости при растяжении расслоения в чистом виде практически не влияют, тогда как прочность при сжатии материала с расслоением может существенно снижаться в зависимости oт глубины залегания и длины расслоения. Третью группу дефектов составляют трещины. Трещины создают высокую концентрацию напряжений, нарушают целостность композита, подвергая материал и отдельные его компоненты воздействию окружающей среды, и могут привести к расслоению материала. В четвертую группу дефектов включены локальные зоны с повышенным содержанием волокна, матрицы и пор. Степень опасности этих дефектов зависит в конечном счете oт размера, формы и расположения дефекта. К пятой группе отнесены: складки, свили, раковины, инородные включения, подмятия, стыки и нахлесты армирующего наполнителя. Стыки и нахлесты в основном оказывают влияние на физико-механические характеристики через изменение состава материала: увеличение степени армирования в зоне нахлеста и уменьшение в зоне стыка, и в меньшей мере влияют на механику как концентраторы напряжений. Подмятия, складки, свили и инородные включения очень похоже влияют на физикомеханические свойства материала, так как они приводят к местному искривлению волокон и к изменению состава материала в сечении по дефекту. Влияние этих дефектов на прочность и упругость растет с увеличением степени армирования материала, поскольку при большем содержании волокон эти дефекты оказывают влияние на большее число слоев материала. Шестую группу составляют сколы, надрезы и отверстия, являющиеся концентраторами напряжений и уменьшающие несущую способность материала. Исследования показывают, что влияние концентраторов напряжений в виде отверстий на прочность углепластиков уменьшается как при длительном статическом нагружении по мере продолжительности испытания, так и при повышении скорости одноразового статического и динамического деформирования. Повышение температуры испытания также приводит к снижению эффективного коэффициента концентрации напряжений углепластиков со сложной схемой армирования. В седьмую группу включены дефекты, связанные с искривлением волокон в плоскости слоев, с незначительным отклонением угла армирования от заданного значения. В большинстве случаев дефекты такого типа не носят масштабный характер и искривления или отклонения угла армирования, как правило, затрагивают только один или несколько слоев композита, а их размеры значительно меньше размеров элемента конструкции. В табл. 2 показаны виды дефектов в деталях и конструкциях из ПКМ, возникающие в процессе их производства и эксплуатации, даны количественные и качественные показатели дефектов и указаны причины их образования. Таблица 2. Виды дефектов в деталях и конструкциях из ПКМ Группа по степени опасности Первая Первая Вторая Вид дефекта Изображение дефекта Количественные и качественные показатели Причины образования Низкая степень отверждения связующего при формовании Степень полимеризации меньше 95–98% Несоответствие норме состава материала по всему объему летали или значительной его части Расслоение Заданные значения объемного содержания матрицы (V м , %), волокна (V в , %), пор (V п , %) Отклонение от нормы количества компонентов в связующем. Несоблюдение температурновременного режима формования Отклонение состава препрега от нормы, нарушение сроков или условий его хранения. Несоблюдение режима формования а) замкнутое (изолированное от кромки детали) Форма и размеры в плане, глубина залегания б) с выходом на кромку детали в) подповерхностное Третья Трещина а) поверхностная б) внутренняя Размер дефекта в плане. Затронутые слои и направление трещины. Расположение трещины на детали в) сквозная Четвертая Локальное несоответствие норме состава материала а) локальная зона с повышенным содержанием матрицы или волокна Vм, % Vв, % Попадание антиадгезионных смазок, пленок. Недостаточное содержание связующего, высокое содержание летучих элементов. Нарушение режима формования: повышенная температура, высокая скорость охлаждения, ненормированное тепловое или механическое воздействие. Некачественное антиадгезионное покрытие на поверхности оснастки Нарушение режима формования: высокая скорость охлаждения. Превышение допустимых механических нагрузок при снятии детали с оснастки, транспортировке, механической обработке. Ударные воздействия в процессе эксплуатации Неравномерное давление при формовании. Неравномерность прикатки Группа по степени опасности Вид дефекта Пятая Раковина Пятая Инородное включение Изображение дефекта Количественные и качественные показатели б) локальная зона с повышенным содержанием пор Vп, % Размер дефекта в плане. Глубина залегания а) поверхностное б) внутреннее Пятая Складка а) поверхностная б) внутренняя Размеры в плане и толщине включения. Глубина залегания. Расположение и ориентация дефекта на детали Причины образования Несоблюдение режима формования: времени и величины приложенного давления, скорости нагрева. Отклонение в составе препрега Повышение содержания летучих элементов в препреге. Нарушение режима формования: скорости нагрева, времени и величины приложения давления Попадание инородных материалов при изготовлении препрега, при его раскрое и выкладке Размер складки в плане и глубина залегания. Расположение дефектной зоны на детали Складка на препреге. Образование складки при сборе пакета и прикатке препрега. Недостаточное уплотнение пакета при таблетировании. Неравномерное приложение давления Свили на препреге. Образование свилей при сборке пакета. Неравномерное уплотнение пакета при пропитке, таблетировании и формовании Дефекты на поверхности оснастки. Стыки цулаг, впитывающих и разделительных слоев. Наличие посторонних включений на поверхности оснастки и вспомогательных материалов. Пятая Свиль Амплитуда и длина волны изгиба волокон. Размер свиля в плане. Ориентация и количество слоев, затронутых свилем Пятая Подмятие Размер подмятия: глубина, ширина, длина. Ориентация дефекта на детали Группа по степени опасности Пятая Вид дефекта Изображение дефекта Количественные и качественные показатели Царапина Глубина, ширина и длина дефекта. Ориентация дефекта на детали Выкрашивание по кромкам отверстий и гнезд Отрыв поверхностных слоев Размер дефекта в плане. Глубина дефекта Шестая Сколы Размеры дефекта: ширина, длина, глубина. Расположение на детали Шестая Отверстие Шестая Шестая Размер дефекта в плане. Глубина дефекта а) глухое б) сквозное Седьмая Отклонение угла армирования Седьмая Искривление волокон в плоскости слоев Диаметр и глубина отверстия. Расположение на детали Диаметр, расположение на детали Угол отклонения от заданного направления. Номера и количество слоев Амплитуда и длина волны или угол. Ориентация слоев. Размер дефекта в плане Причины образования Механические воздействия в процессе эксплуатации Небрежность при снятии детали с оснастки, при транспортировке, хранении и механообработке. Воздействия в процессе эксплуатации Неправильная заточка инструмента. Нарушение режима обработки Отсутствие или плохой прижим подкладываемого материала. Неправильная заточка инструмента. Нарушение режима обработки – большая подача инструмента Небрежность при снятии детали с оснастки, при транспортировке, хранении, механообработке. Механические воздействия при эксплуатации Небрежность при механообработке и сборке Ошибка при раскрое и выкладке пакета Искривление волокон в препреге. Деформирование препрега при выкладке или формовании К первой группе наиболее опасных дефектов относится низкая степень отверждения связующего при формовании, хотя в практике этот вид дефекта встречается довольно редко, так как является следствием грубых нарушений технологического процесса производства. Чаще встречаются дефекты типа расслоений (вторая группа опасности), трещин (третья группа), локальных несоответствий норме состава материала (четвертая группа). Сложность состава ПКМ, многообразие форм армирующих наполнителей, различные технологии изготовления препрегов и методов формования обусловливают и многообразие получаемых дефектов [1, 2]. Например, на этапе изготовления жгутовых препрегов могут быть получены дефекты типа: нарушения состава компонентов, раздвижки и скручивания жгутов, образования местных непропитанных участков, натеков связующего, стыков и нахлестов отдельных жгутов, повышенной или пониженной плотности раскладки жгутов и связанной с этим разной плотности укладки жгутов в препреге и, как результат, изменения толщины монослоя препрега. На этапе изготовления тканого препрега помимо дефектов, привнесенных самой тканью: близна, провисание фона ткани, наработанный пух, повышенная влажность и т.д., могут появляться такие дефекты, как: местные натеки связующего, нарушение состава компонентов, смещение текстуры ткани, складки от воздействия разделительного слоя. На этапе раскроя, если используется качественный препрег без нарушений условий его хранения, из наиболее часто встречающихся дефектов можно выделить следующие: нарушение угла вырезки, подрез отдельных нитей, нарушение текстуры при снятии шаблона, деформирование раскроя при транспортировке, отклонение места реза от контура шаблона, нарушение текстуры наполнителя в зоне реза. На этапе сборки пакета (выкладки) могут появиться дефекты, связанные с нарушением угла выкладки, смещением зоны выкладки, искривлением структуры препрега в плоскости слоев (искривление волокна), образованием волнистости препрега из-за неравномерного натяжения при выкладке и изменения усилий прикатки, которое может привести к искривлению волокон в плоскости или формированию складки. На этапе сборки пакета между слоями могут оказаться куски разделительного материала и прилипшие к препрегу инородные включения, может быть нарушен порядок выкладки слоев, завышена температура прикаточного ролика. Вероятность образования или тенденции образования дефектов на этапе выкладки для толстостенных деталей особенно велика из-за большого количества слоев и интенсивного уменьшения жесткости подложки с каждым выкладываемым слоем. На этапе формования деталей могут возникнуть следующие дефекты: складки и искривления волокон в результате уплотнения и перемещения материала, нарушение состава материала, натеки связующего или раковины из-за неравномерного температурного поля; подмятия из-за попадания на поверхность наружных слоев посторонних включений, забоин на оснастке, от стыков разделительных пленок, цулаг или впитывающих слоев; расслоения и трещины от внутренних напряжений в материале, возникающих при проведении термообработки или при охлаждении детали или при небрежном снятии детали с оснастки. На этапах возможно транспортировки, возникновение хранения, дефектов типа механической сколов, обработки царапин, забоин, выкрашивание в зоне механообработки, отрыв поверхностных слоев и образование трещин от воздействия инструмента. Известно, что рекомендуемый верхний предел рабочей температуры материалов с термореактивной матрицей соответствует 95–98% степени конверсии реакционно-активных групп. При этом обеспечивается характерный для данного материала уровень температуры стеклования и связанная с ней теплостойкость материала. Нарушение в составе и соотношениях компонентов связующих, отклонения в режиме формования, например, значительные изменения в скорости подъема температуры, снижение требуемого уровня температурного режима, прерывания процесса формования, сокращение цикла формования, как правило, приводят к снижению степени полимеризации материала и теплостойкости материала, резкому падению уровня его конструкционных и эксплуатационных характеристик. Так, например, прерывание процесса формования углепластиков КМУ-3л и КМУ-4э после выхода на заданный температурный режим через 0,5; 1,0; 2,0 и 3,0 ч и последующее продолжение формования через 2–3 сут приводят к снижению прочности при сжатии углепластика КМУ-4э при нормальной температуре на 13 и 20% при температуре 150°С. Наибольшее снижение прочности имело место в случае прерывания процесса формования в течение первых 2 ч [3]. Различные дефекты по-разному влияют на физико-механические свойства материала и чаще всего уменьшают прочность деталей и конструкций из ПКМ [4, 5]. Достаточно большое расслоение вызывает катастрофическое разрушение материала вследствие потери межслойной сдвиговой прочности. Снижение прочности зависит от схемы армирования и расположения дефекта, и для ПКМ с армированием [0; 45; 90; -45] 2S это снижение составляет: 9% при расслоении в слое с ориентацией 0°, 17% при расслоении в слое с ориентацией 90°. На рис. 1–6 представлены фотографии шлифов деталей из углепластика (канал воздуховода самолета), иллюстрирующие дефекты монолитных конструкций и дефекты в зоне соединения нескольких слоев, в том числе клеезаклепочных соединений. На рис. 1 показаны расслоения вблизи зоны заклепочного соединения, на рис. 2 видно, что расслоение прерывается. Характерное расслоение с трещиной поперек слоев представлено на рис. 3, а на рис. 4 показано расслоение в зоне заклепочного соединения. Расслоения с малым раскрытием можно наблюдать на рис. 5, а на рис. 6 видны едва заметные трещины в углепластике (в левой верхней части фотографии). Рисунок 1. Paccлоение вблизи зоны заклепочного соединения в клепаной конструкции из углепластика. Кольцевые слои вдоль шлифов. Общий вид Рисунок 2. Прерывистость расслоения углепластика Рисунок 3. Расслоение между кольцевыми и продольными слоями углепластика с трещиной поперек слоев Рисунок 4. Расслоение углепластика в зоне заклепанного соединения Рисунок 5. Расслоения с малым раскрытием в слое углепластика Рисунок 6. Трещина под заклепкой. Заклепка в нижней части снимка Усталостные разрушения структуры материала приводят к потере прочности на сжатие при статической нагрузке [4, 5]. Четко видимое ударное разрушение может снизить прочность на 80%, едва видимое – на 65%. Пористость, как было отмечено ранее, ухудшает характеристики матрицы. Пористость в 1% снижает прочность на 5%, а усталостную долговечность – на 50%. Кроме того, пористость увеличивает равновесный уровень влажности и способствует термическим выбросам. Поверхностные надрезы, сверления и другие повреждения поверхности конструкции из ПКМ могут привести к местным расслоениям в зоне повреждения и снижению статической прочности от 0 до 50% в зависимости от места повреждения. Волнистость слоев обусловливает снижение прочности. Так, при волнистости слоя 0° в перекрестно армированных ПКМ прочность снижается от 10 до 25% в зависимости от степени волнистости этого слоя. Увеличенная выдержка при формовании деталей из ПКМ (при излишне продолжительной полимеризации) приводит к образованию трещин в матрице, расслоению материала, нарушениям в зоне соединения волокна и матрицы, снижению прочности при температуре стеклования. В клееных конструкциях возможны следующие дефекты соединений [5]: – зоны отсутствия соединения между элементами конструкции (непроклеи), обусловленные плохой подгонкой соединяемых элементов перед склеиванием или недостаточным давлением, создаваемой технологической оснасткой; – плохая адгезия – недостаточное сцепление клея с материалом соединяемого элемента из-за плохой подготовки поверхностей соединяемых элементов, замасливания или загрязнения склеиваемых поверхностей; – неполная полимеризация клея, обусловленная отклонениями от температурно-временного режима при отверждении клея и являющаяся грубым нарушением технологического режима; – несоблюдение заданных прочностных и других свойств соединения из-за применения недоброкачественного клея; – ослабление прочности соединения пористости клея, обусловленное неполным удалением из клея растворителя, недостаточным давлением при запрессовке или применением недоброкачественного клея; – снижение прочности клеевого шва в результате отклонения от его номинальной толщины; – накопление повреждений в клеевом шве при усталостном нагружении, снижающих его прочность; – ударные разрушения клеевого шва в результате соударения с твердыми предметами. Кроме того, в сотовых конструкциях возможно также: – наличие зон разрушения сотового заполнителя или зон потери жесткости сотового заполнителя (например, его смятие); – наличие пустот, обусловленное отсутствием сотового заполнителя или смешением сотовых блоков). Наиболее характерные дефекты, которые встречаются в многослойных конструкциях и изделиях из полимерных композиционных материалов после их изготовления, могут быть следующих видов: – непроклеи в слоистых, сотовых и других клееных конструкциях с заполнителем; – расслоения в склеиваемых деталях и обшивках сотовых и интегральных конструкций из ПКМ; – инородные включения в слоистых и сотовых конструкциях; – подмятие сотового заполнителя (потеря устойчивости). Характерными дефектами деталей из ПКМ и клееных конструкций, возникающими при эксплуатации изделий авиационной техники, являются [6]: царапины (сквозное и несквозное щелевое нарушение обшивки); расслоение обшивок из ПКМ, вмятины, одно- и двухсторонние пробоины в сотовых агрегатах, сквозные проколы до 4 мм; трещины и отслоения обшивок (в зонах: обшивка–соты, каркас–соты, обшивка–накладки); накопление влаги. Список литературы: 1. Cawley P., Adams R. Defect types and NDT for composites and bonded joints // Materials Science and Technology. 1989. Vol. 5. P. 406–447. 2. Круглянский И.М. и др. Классификатор методов и средств неразрушающего контроля конструкций из полимерных композиционных материалов // Науч. тр. МАТИ им. К.Э. Циолковского. 2003. Вып. 6 (78). С. 222–226. 3. Румянцев А.Ф., Бузников Ю.Н., Файзрахманов Н.Г., Деев И.С. Технологические дефекты и их влияние на прочность углепластиков // Авиационная промышленность. 1987. №7. С. 24–29. 4. Bar-Cohen Y., Lih S-S. Experimental enhancements of leaky Lamb wave dispersion data acquisition and implementation challenges to NDT of composites // Materials Evaluation. 2000. Vol. 58. No. 6. P. 801–806. 5. Неразрушающий контроль: справочник: в 7 т. / под общ. ред. В.В. Клюева. Т. 3: Ультразвуковой контроль / И.Н. Ермолов, Ю.В. Ланге. – М.: Машиностроение. 2004. 864 с. 6. Аниховская Л.И. Клеи и материалы на их основе для ремонта конструкций авиационной техники // Клеи. Герметики. Технологии. 2006. № 2. С. 21–23.