Òåîðåòè÷åñêèå îñíîâû, òåõíîëîãèÿ ïîëó÷åíèÿ è ñâîéñòâà ïîðîøêîâûõ ìàòåðèàëîâ
реклама

Ýëåêòðîííûé ó÷åáíî-ìåòîäè÷åñêèé êîìïëåêñ
Òåîðåòè÷åñêèå îñíîâû,
òåõíîëîãèÿ ïîëó÷åíèÿ
è ñâîéñòâà
ïîðîøêîâûõ ìàòåðèàëîâ
Ó÷åáíàÿ ïðîãðàììà äèñöèïëèíû
Êóðñ ëåêöèé
Ëàáîðàòîðíûé ïðàêòèêóì
Ìåòîäè÷åñêèå óêàçàíèÿ ïî êóðñîâîé ðàáîòå
Ìåòîäè÷åñêèå óêàçàíèÿ ïî ñàìîñòîÿòåëüíîé ðàáîòå
Áàíê òåñòîâûõ çàäàíèé â ñèñòåìå UniTest
Êðàñíîÿðñê
ÈÏÊ ÑÔÓ
2009
УДК 621.762(075)
ББК 34.39я73
Н62
Электронный учебно-методический комплекс по дисциплине «Теоретические основы, технология получения и свойства порошковых материалов» подготовлен
в рамках реализации Программы развития федерального государственного образовательного учреждения высшего профессионального образования «Сибирский федеральный университет» (СФУ) на 2007–2010 гг.
Рецензенты:
Красноярский краевой фонд науки;
Экспертная комиссия СФУ по подготовке учебно-методических комплексов дисциплин
Н62
Никифорова, Э. М.
Теоретические основы, технология получения и свойства порошковых материалов [Электронный ресурс] : курс лекций / Э. М. Никифорова,
О. А. Артемьева, А. Г. Верхотуров. – Электрон. дан. (5 Мб). – Красноярск :
ИПК СФУ, 2009. – (Теоретические основы, технология получения и свойства
порошковых материалов : УМКД № 1830/1018–2008 / рук. творч. коллектива
Э. М. Никифорова). – 1 электрон. опт. диск (DVD). – Систем. требования : Intel
Pentium (или аналогичный процессор других производителей) 1 ГГц ; 512 Мб
оперативной памяти ; 50 Мб свободного дискового пространства ; привод
DVD ; операционная система Microsoft Windows XP SP 2 / Vista (32 бит) ; Adobe
Reader 7.0 (или аналогичный продукт для чтения файлов формата pdf).
ISBN 978-5-7638-1652-5 (комплекса)
ISBN 978-5-7638-1655-6 (курса лекций)
Номер гос. регистрации в ФГУП НТЦ «Информрегистр» 0320902475 (комплекса)
Настоящее издание является частью учебно-методического комплекса по дисциплине «Теоретические основы, технология получения и свойства порошковых материалов», включающего учебную программу дисциплины, наглядное пособие «Теоретические основы, технология получения и свойства порошковых материалов. Презентационные материалы», лабораторный практикум, методические указания по курсовой работе, методические указания по самостоятельной работе, банк тестовых заданий
«Теоретические основы, технология получения и свойства порошковых материалов.
Банк тестовых заданий».
В курсе лекций приведены сведения по теоретическим основам, технологии получения и свойствам различных групп порошковых материалов: спеченных по-ристых,
электротехнических, конструкционных, высокотемпературных и жаро-прочных материалов и изделий. Рассмотрены технологические параметры, способы производства и
особенности режимов получения порошковых материалов на этапах подготовки, формования, спекания и последующей обработки. Описаны методы контроля свойств получаемых спеченных изделий.
Предназначен для студентов направления подготовки магистров 150100.68 «Металлургия» укрупненной группы 150000 «Материаловедение, металлургия и машиностроение».
© Сибирский федеральный университет, 2009
Рекомендовано к изданию Инновационно-методическим управлением СФУ
Редактор И. Н. Байкина
Разработка и оформление электронного образовательного ресурса: Центр технологий электронного обучения Информационно-телекоммуникационного комплекса СФУ; лаборатория
по разработке мультимедийных электронных образовательных ресурсов при КрЦНИТ
Содержимое ресурса охраняется законом об авторском праве. Несанкционированное копирование и использование данного продукта запрещается. Встречающиеся названия программного обеспечения, изделий, устройств или систем могут являться зарегистрированными товарными знаками тех или иных фирм.
Подп. к использованию 30.11.2009
Объем 5 Мб
Красноярск: СФУ, 660041, Красноярск, пр. Свободный, 79
Оглавление
ВВЕДЕНИЕ................................................................. 10
ЧАСТЬ 1. СПЕЧЕННЫЕ ПОРИСТЫЕ
И ЭЛЕКТРОТЕХНИЧЕСКИЕ МАТЕРИАЛЫ ............... 12
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ .... 12
Лекция 1. Перспективы порошковой металлургии, общие сведения
об антифрикционных материалах............................................................ 12
П л а н л е к ц и и..................................................................................................... 12
Цели и задачи курса ................................................................................................ 12
Перспективы развития и область применения порошковой металлургии .. 13
Преимущества методов порошковой металлургии и области применения
порошковых материалов ....................................................................................... 13
Аналоги и конкуренты технологии порошковой металлургии ....................... 15
Общие сведения об антифрикционных материалах ......................................... 16
Спеченные материалы, пропитанные маслом .................................................. 17
Рабочие характеристики подшипников ............................................................... 19
Контрольные вопросы ........................................................................................... 21
Лекция 2. Основные материалы для подшипников ............................. 22
П л а н л е к ц и и..................................................................................................... 22
Спеченные подшипники, работающие с газообразной смазкой .................... 22
Металлографитовые композиционные материалы .......................................... 22
Графитовые и металлополимерные материалы .............................................. 24
Материалы для подшипниковых вкладышей .................................................... 25
Контрольные вопросы ........................................................................................... 30
Лекция 3. Изготовление антифрикционных материалов .................... 30
П л а н л е к ц и и..................................................................................................... 30
Изготовление антифрикционных материалов на подложках
с металлическим антифрикционным слоем....................................................... 31
Металлополимерные композиции ....................................................................... 33
Спеченные материалы для подшипников, работающих в тяжелых
условиях ................................................................................................................... 34
Спеченные поршневые кольца ............................................................................ 35
Особенности процесса спекания антифрикционных материалов ................ 36
Контрольные вопросы ........................................................................................... 37
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ
ИЗДЕЛИЯ ................................................................... 38
Лекция 4. Металлические фильтры. Свойства и технология
производства ................................................................................................ 38
П л а н л е к ц и и..................................................................................................... 38
Применение металлических фильтров ............................................................... 38
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
3
ОГЛАВЛЕНИЕ
Расчет перепада давления в металлических фильтрах................................... 40
Специальные высокопористые материалы ...................................................... 43
Изделия из порошков с несферическими частицами ....................................... 45
Изделия из металлических волокон .................................................................... 47
Контрольные вопросы ........................................................................................... 50
Лекция 5. Свойства и поведение пористого тела ................................. 51
П л а н л е к ц и и..................................................................................................... 51
Свойства и поведение пористого тела, его условные и фактические
параметры. Основы единства свойств пористого тела .................................. 51
Уплотнение пористого тела и безразмерные характеристики (параметры),
основные принципы статистики пористого тела .............................................. 53
Различия волокнистых и порошковых спеченных тел в зависимости
от относительной плотности, параметров и свойств ...................................... 55
Высокопористые материалы, фильтры ............................................................. 57
Способы получения высокопористых материалов ......................................... 58
Пористые материалы и возможности их применения в промышленности. 60
Контрольные вопросы ........................................................................................... 61
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ ............ 62
Лекция 6. Свойства и принципы создания фрикционных
материалов .................................................................................................... 62
П л а н л е к ц и и..................................................................................................... 62
Характеристика фрикционных материалов........................................................ 62
Испытания фрикционных материалов................................................................ 65
Принципы создания спеченных фрикционных материалов ........................... 66
Металлическая основа спеченных фрикционных материалов ...................... 67
Технология производства фрикционного покрытия ........................................ 68
Контрольные вопросы ........................................................................................... 69
Лекция 7. Материалы на медной основе, работающие в режиме
сухого трения ................................................................................................ 70
П л а н л е к ц и и..................................................................................................... 70
Зависимость характера трения и износостойкости фрикционного
материала от структуры и распределения компонентов ................................. 70
Фрикционные материалы на медно-титановой основе ................................... 72
Материалы на медной основе, работающей с масляной смазкой.................. 73
Свойства фрикционных материалов с масляной смазкой .............................. 75
Контрольные вопросы ........................................................................................... 76
Лекция 8. Подбор состава фрикционных материалов......................... 76
П л а н л е к ц и и..................................................................................................... 76
Материалы на основе железа. Проектирование состава железографитовых
фрикционных материалов..................................................................................... 77
Подбор состава легирующих элементов композиционного материала ....... 78
Материалы на основе керметов. Связующая фаза композита ...................... 80
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
4
ОГЛАВЛЕНИЕ
Технологические приемы повышения прочностных характеристик
керметов ................................................................................................................... 82
Контрольные вопросы ........................................................................................... 82
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ . 83
Лекция 9. Электроконтактные материалы. Общая характеристика . 83
П л а н л е к ц и и..................................................................................................... 83
Электрические процессы и требования к контактным материалам .............. 83
Сильноточные и слаботочные контакты ............................................................ 85
Спеченные контактные материалы ..................................................................... 88
Материалы на основе тугоплавких металлов .................................................... 90
Теория формирования межфазного контакта .................................................... 92
Контрольные вопросы ........................................................................................... 96
Лекция 10. Принципы конструирования композиционных
электроконтактных материалов ............................................................... 97
П л а н л е к ц и и..................................................................................................... 97
Вольфрамовые контактные материалы ............................................................. 97
Дисперсно-упрочненные материалы на основе серебра .............................. 101
Получение контактных композиционных материалов ................................... 101
Металлографитовые композиционные материалы ........................................ 109
Тенденции в развитии контактных материалов .............................................. 110
Контрольные вопросы ......................................................................................... 112
РАЗДЕЛ 5. ПОРОШКОВЫЕ
И СПЕЧЕННЫЕ МАГНИТЫ ..................................... 113
Лекция 11. Сырьевые материалы, технология производства
магнитов ....................................................................................................... 113
П л а н л е к ц и и................................................................................................... 113
Преимущества метода порошковой металлургии ........................................... 113
Магнитные материалы на основе железа ......................................................... 114
Спеченные материалы типа Al–Ni–Co ............................................................... 114
Изготовление магнитов ........................................................................................ 115
Термообработка, структура и свойства............................................................. 116
Контрольные вопросы ......................................................................................... 118
Лекция 12. Магнитотвердые материалы на основе
интерметаллидов ....................................................................................... 119
П л а н л е к ц и и................................................................................................... 119
Постоянные магниты на основе легких редкоземельных металлов
R (Y, La до Sm) и переходных металлов .......................................................... 119
Технология производства методом порошковой металлургии ................... 122
Ферриты ................................................................................................................. 124
Производство магнитомягких и магнитотвердых ферритов......................... 128
Область применения ферритов.......................................................................... 129
Контрольные вопросы ......................................................................................... 130
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
5
ОГЛАВЛЕНИЕ
ЧАСТЬ 2. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ
МАТЕРИАЛЫ И ИЗДЕЛИЯ ...................................... 131
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ
МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ .................. 131
Лекция 13. Технологический процесс получения изделий ............... 131
П л а н л е к ц и и................................................................................................... 131
Свойства спеченных материалов общего назначения ................................... 131
Основные технологические операции .............................................................. 133
Дополнительная обработка ................................................................................. 138
Контрольные вопросы ......................................................................................... 142
Лекция 14. Изделия из легированной стали и цветных металлов .. 143
П л а н л е к ц и и................................................................................................... 143
Производство и свойства порошковых стальных изделий .......................... 143
Изделия из цветных металлов ........................................................................... 153
Медь и ее сплавы .................................................................................................. 153
Алюминий и его сплавы ...................................................................................... 156
Спеченные высокопрочные стали и сплавы................................................... 158
Принципы получения кованой спеченной стали ............................................. 160
Быстрорежущая сталь и композиции на ее основе ........................................ 163
Жаропрочные сплавы .......................................................................................... 165
Контрольные вопросы ......................................................................................... 167
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНОУПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ
МАТЕРИАЛЫ ........................................................... 168
Лекция 15. Теория упрочнения материалов. Термодинамика систем
с поверхностями раздела ........................................................................ 168
П л а н л е к ц и и................................................................................................... 168
Механизм упрочнения композиционных материалов .................................... 168
Влияние дисперсных частиц............................................................................... 169
Термодинамика систем с поверхностями раздела.......................................... 180
Термодинамические функции для систем с межфазными границами
раздела.................................................................................................................... 181
Условие равновесия на фазовой границе с ненулевой кривизной.
Формула Лапласа .................................................................................................. 182
Термодинамическая и механическая стабильность поверхности раздела
композита ............................................................................................................... 183
Прочность границы и характер разрушения композита ................................. 184
Контрольные вопросы ......................................................................................... 185
Лекция 16. Дисперсно-упрочненные материалы ................................ 185
П л а н л е к ц и и................................................................................................... 185
Способы получения дисперсно-упрочненных спеченных материалов ..... 186
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
6
ОГЛАВЛЕНИЕ
Поверхностное окисление ................................................................................... 190
Внутреннее окисление.......................................................................................... 192
Контрольные вопросы ......................................................................................... 194
Лекция 17. Дисперсно-упрочненные сплавы ....................................... 194
П л а н л е к ц и и................................................................................................... 194
Характеристики дисперсно-упрочненных алюминиевых материалов ....... 194
Свинец..................................................................................................................... 197
Материалы на основе меди и благородных металлов................................... 199
Дисперсно-твердеющие спеченные сплавы .................................................... 201
Контрольные вопросы ......................................................................................... 203
ЧАСТЬ 3. ВЫСОКОТЕМПЕРАТУРНЫЕ
И ЖАРОПРОЧНЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ ..... 204
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ
И СПЛАВЫ............................................................... 204
Лекция 18. Общие сведения о тугоплавких металлах.
Производство полуфабрикатов и изделий .......................................... 204
П л а н л е к ц и и................................................................................................... 204
Вольфрам и молибден ......................................................................................... 205
Тантал и ниобий .................................................................................................... 206
Титан и цирконий................................................................................................... 207
Производство полуфабрикатов и изделий....................................................... 208
Спекание вольфрама, молибдена и тантала .................................................... 208
Контрольные вопросы ......................................................................................... 211
Лекция 19. Дополнительная обработка спеченных изделий............ 211
П л а н л е к ц и и................................................................................................... 211
Обработка изделий из тантала............................................................................ 211
Производство полуфабрикатов из вольфрама ............................................... 213
Производство полуфабрикатов из молибдена ................................................ 217
Контрольные вопросы ......................................................................................... 219
Лекция 20. Применение тугоплавких металлов ................................... 219
П л а н л е к ц и и................................................................................................... 219
Техника высоких температур .............................................................................. 220
Прочностные свойства вольфрама и молибдена ........................................... 220
Повышение предела прочности ......................................................................... 222
Контрольные вопросы ......................................................................................... 223
Лекция 21. Коррозионные условия ........................................................ 224
П л а н л е к ц и и................................................................................................... 224
Коррозионная стойкость тантала ....................................................................... 224
Электротехника и электроника ........................................................................... 225
Тяжелые сплавы ................................................................................................... 230
Контрольные вопросы ......................................................................................... 231
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
7
ОГЛАВЛЕНИЕ
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ
И МАТЕРИАЛЫ НА ИХ ОСНОВЕ ............................ 233
Лекция 22. Металлоподобные тугоплавкие соединения ................... 233
П л а н л е к ц и и................................................................................................... 233
Группы тугоплавких соединений ....................................................................... 233
Получение нитридов............................................................................................. 238
Получение боридов .............................................................................................. 241
Получение силицидов .......................................................................................... 244
Самораспространяющийся высокотемпературный синтез .......................... 246
Контрольные вопросы ......................................................................................... 248
Лекция 23. Неметаллические тугоплавкие материалы ...................... 249
П л а н л е к ц и и................................................................................................... 249
Структура и свойства ........................................................................................... 249
Методы получения порошков карбидов и нитридов ...................................... 253
Контрольные вопросы ......................................................................................... 258
Лекция 24. Оксиды, сверхтвёрдые материалы ................................... 258
П л а н л е к ц и и................................................................................................... 258
Применение тугоплавких оксидов ..................................................................... 258
Сверхтвёрдые материалы................................................................................... 259
Диаграмма состояния углерода (по Банди) ...................................................... 261
Нитрид бора ........................................................................................................... 262
Контрольные вопросы ......................................................................................... 264
Лекция 25. Композиционные материалы на основе тугоплавких
соединений .................................................................................................. 264
П л а н л е к ц и и................................................................................................... 264
Основные группы спеченных твердых сплавов............................................. 265
Тройная система W–C–Co .................................................................................... 267
Спекание твердых сплавов ................................................................................. 270
Процессы, протекающие при твердофазном спекании твердых сплавов
(ТФС) ........................................................................................................................ 273
Процессы, протекающие при жидкофазном спекании твердых сплавов
(ЖФС) ....................................................................................................................... 274
Контрольные вопросы ......................................................................................... 277
Лекция 26. Основные свойства твердых сплавов ............................. 277
П л а н л е к ц и и................................................................................................... 277
Основные свойства .............................................................................................. 277
Абразивные изделия ............................................................................................ 281
Абразивные изделия из корунда и карбида кремния ..................................... 284
Оксидно-металлические и оксидно-карбидные композиты .......................... 285
Ядерное топливо ................................................................................................... 288
Контрольные вопросы ......................................................................................... 291
ЗАКЛЮЧЕНИЕ ......................................................... 292
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
8
ОГЛАВЛЕНИЕ
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ
СПИСОК ................................................................... 294
Основная литература ................................................................................ 294
Дополнительная литература ................................................................... 295
Электронные и интернет-ресурсы ......................................................... 296
ГЛОССАРИЙ ............................................................ 298
ПРИЛОЖЕНИЕ. ПЕРЕЧЕНЬ ГОСУДАРСТВЕННЫХ
И ОТРАСЛЕВЫХ СТАНДАРТОВ ПО ПОРОШКОВОЙ
МЕТАЛЛУРГИИ ........................................................ 301
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
9
ВВЕДЕНИЕ
Роль материалов в научно-техническом прогрессе исключительно велика. Уровень температур и нагрузок в современном машиностроении, развитие элементной базы вычислительной техники, производительность металлообрабатывающих и добывающих отраслей, эксплуатационные ресурсы изделий – все это в значительной степени зависит от качественных характеристик используемых материалов.
Среди современных материалов все большее внимание привлекают порошковые объекты, исходным сырьем для получения которых являются порошки металлов и неметаллов.
Порошковая технология – это широкая область получения дисперсных
тел. Она характеризуется высокоэкономичными и малоотходными процессами получения материалов с широким спектром свойств.
Очевидны такие преимущества технологии изготовления материалов,
как энерго- и ресурсосбережение, экологическая чистота процесса. Благодаря
широким возможностям прогрессивных технологических приемов, порошковая металлургия увеличивает потенциальные ресурсы современных материалов, что позволяет решать принципиально новые задачи, отвечающие нуждам новейших разработок науки и техники.
С одной стороны, расширяется спектр материалов, особые свойства которых могут быть получены только методами порошковой металлургии, а с
другой, ощущается отчетливый прогресс в физико-механических и эксплуатационных показателях практически всех видов спеченных материалов. Кроме того, наблюдаются новые аспекты применения порошковых материалов,
окрепли и наметились ее связи с другими технологическими направлениями
и приемами – с техникой высокоэнергетических воздействий (высокие давления, взрыв, плазма), с технологией покрытий и др.
Все ощутимее становится связь порошковой металлургии с естественными науками, что находит отражение в высоком уровне исследований, а
также стремлении дать количественное и прогнозное описание явлений и
процессов.
Отмеченные особенности не являются изолированными, они тесно связаны и переплетаются одна с другой, отражают в определенной степени общие черты развития науки и техники, а также вытекают из давно и хорошо
известных преимуществ порошковой металлургии – возможностей изготавливать изделия с минимальными отходами и получать материалы, которые
путем плавки изготовить трудно или невозможно.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
10
ВВЕДЕНИЕ
Все вышеперечисленные аспекты находят отражение в содержании
курса «Теоретические основы, технология получения и свойства порошковых
материалов».
В девяти разделах курса рассматриваются теоретические основы и технологические аспекты получения изделий широкой номенклатуры методом
порошковой металлургии. Теоретические положения излагаются по мере необходимости для понимания принципиальных основ процессов прессования
и спекания, а также в связи с особенностями их применения. Основные требования к свойствам порошков и изделиям на их основе, а также их испытаний приведены в перечне государственных и отраслевых стандартов по порошковой металлургии (см. прил.). Наиболее подробно в отдельной лекции
рассматриваются вопросы теории спекания, базирующиеся на основных
представлениях, рассмотренных по курсу « Процессы порошковой металлургии».
В разделах курса излагаются также сведения о свойствах, особенностях, областях применения спеченных конструкционных, инструментальных
материалов, а также материалов для узлов трения и со специальными физическими свойствами. Рассматриваются параметры получения и свойств композиционных и углеродных материалов. Основное внимание уделяется тем
технологическим приемам и материалам, которые нашли применение в современной технике.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
11
ЧАСТЬ 1.
СПЕЧЕННЫЕ ПОРИСТЫЕ
И ЭЛЕКТРОТЕХНИЧЕСКИЕ МАТЕРИАЛЫ
РАЗДЕЛ 1.
АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 1.
Перспективы порошковой металлургии,
общие сведения об антифрикционных материалах
План лекции
1. Цели и задачи курса.
2. Перспективы развития и область применения порошковой металлургии.
3. Преимущества методов порошковой металлургии и области применения порошковых материалов.
4. Аналоги и конкуренты технологии порошковой металлургии.
5. Общие сведения об антифрикционных материалах.
6. Механизм образования смазочной пленки в спеченных подшипниках
пропитанных маслом.
7. Рабочие характеристики подшипников.
Цели и задачи курса
Целью дисциплины является изучение студентами, осваивающими
программу магистерской подготовки, теоретических основ получения спеченных и композиционных материалов и изделий на их основе, выработка
навыков самостоятельной профессиональной деятельности в области материаловедения спеченных и композиционных материалов, изготовленных методом порошковой металлургии.
Рассмотрение теоретических и технологических аспектов получения
методом порошковой металлургии широкого спектра материалов, а именно:
конструкционных спеченных материалов общего назначения, фрикционных
и антифрикционных материалов, спеченных высокопрочных сталей и сплавов, фильтров и высокопористых изделий, электроконтактных материалов
и т.д. позволяет занять курсу «Теоретические основы, технология получения
и свойства порошковых материалов» одну из важнейших позиций в подготовке магистров-металлургов.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
12
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 1. Перспективы порошковой металлургии, общие сведения об антифрикционных материалах
Перспективы развития и область применения
порошковой металлургии
Порошковая металлургия, характеризующаяся высокоэкономичными и
малоотходными технологическими процессами получения материалов с широким спектром свойств, завоевывает все большее признание. Порошковой
металлургией называют область техники, охватывающую совокупность методов изготовления порошков металлов и металлоподобных соединений, полуфабрикатов и изделий из них или их смесей с неметаллическими порошками без расплавления основного компонента. Из имеющихся разнообразных
способов обработки металлов порошковая металлургия занимает особое место, так как позволяет получать не только изделия различных форм и назначений, но и создавать принципиально новые материалы, которые другим путем получить или очень трудно, или невозможно. У таких материалов можно
получить уникальные свойства, а в ряде случаев существенно повысить экономические показатели производства. При использовании этого способа в
большинстве случаев коэффициент использования материала составляет около 100 %. Порошковая металлургия находит широчайшее применение для
различных условий работы деталей изделий. Методами порошковой металлургии изготовляют изделия, имеющие специальные свойства.
Преимущества методов порошковой металлургии
и области применения порошковых материалов
Порошковая металлургия является одним из главных направлений развития современного производства технологически развитых стран.
К основным преимуществам технологии порошковой металлургии
относят:
– снижение затрат на дальнейшую механическую обработку, которая
может быть исключена или существенно уменьшена; получение готовых изделий, точных по форме и размерам; обеспечение высокого качества поверхности изделия;
– использование энерго- и ресурсосберегающих технологий; уменьшение количества операций в технологической цепи изготовления продукта;
использование более чем 97 % стартового сырья; реализация многих последующих сборочных этапов ещё на стадии спекания;
– получение изделий с уникальными свойствами с использованием
многокомпонентных смесей при объединении металлических и неметаллических компонентов;
– получение более высоких экономических, технических и эксплуатационных характеристик изделий по сравнению с традиционными технологиями;
– упрощение изготовления изделий сложной формы.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
13
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 1. Перспективы порошковой металлургии, общие сведения об антифрикционных материалах
Недостатки порошковой металлургии и некоторые ее достоинства
нельзя рассматривать как постоянно действующие факторы: в значительной
степени они зависят от состояния и развития как самой порошковой металлургии, так и других отраслей промышленности. По мере развития техники
порошковая металлургия может вытесняться из одних областей и, наоборот,
завоевывать другие. Развитие дугового, электронно-лучевого, плазменного
плавления и электроимпульсного нагрева позволили получать не достижимые прежде температуры, вследствие чего удельный вес порошковой металлургии в производстве несколько снизился. Вместе с тем прогресс техники
высоких температур ликвидировал такие недостатки порошковой металлургии, как, например, трудность приготовления порошков чистых металлов и
сплавов: метод распыления дает возможность с достаточной полнотой и эффективностью удалить в шлак примеси и загрязнения, содержащиеся в металле до расплавления. Благодаря созданию методов всестороннего обжатия
порошков при высоких температурах в основном преодолены и трудности
изготовления беспористых заготовок крупных размеров.
Расчёты показывают, что при изготовлении 1 тыс. т порошковых изделий взамен получаемым из литых заготовок:
1) высвобождается от 2–3 тыс. т проката, экономический эффект составляет от 1 до 10 млн дол. В основном это достигается за счёт сокращения
потерь металлов до 5–7 %. (При металлообработке литья и даже проката в
стружке теряется до 60–70 % металла);
2) увеличивается коэффициент использования металла в 2–3 раза (табл. 1);
3) высвобождается до 100 металлорежущих станков и 150–200 рабочих;
4) снижается трудоёмкость производства (вместо 30–40 производственных операций выполняется 4–6);
5) значительно (на 50–90 %) уменьшаются энергозатраты на выпуск
единицы продукции.
В социальном аспекте порошковая металлургия способствует снижению загрязнения окружающей среды газами, вредными выбросами, шлаками,
т.е. обеспечивает большую экологическую чистоту производства. Порошковая металлургия практически не имеет альтернативы при получении нового
поколения керамических композиционных материалов.
Таблица 1
Зависимость коэффициента использования материала
от способа производства
Способ производства
Порошковая металлургия
Точное литьё
Холодная штамповка
Горячая штамповка
Обработка резанием
Коэффициент использования материала, %
95
90
85
75–80
40–50
Энергозатраты,
МДж/кг
29
30–38
41
46–49
66–82
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
14
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 1. Перспективы порошковой металлургии, общие сведения об антифрикционных материалах
С увеличением масштабов выпуска и совершенствованием методов изготовления порошков решится такая проблема порошковой металлургии, как
дороговизна исходных материалов. При массовом производстве расходы,
связанные с необходимостью изготовления индивидуальных приспособлений
(пресс-форм) для каждого вида деталей сократятся до минимума. Ежегодный
прирост производства порошковой металлургии может составлять до 5 %.
Получение полуфабрикатов и изделий формованием порошков с последующим спеканием при температуре, меньшей температуры плавления
основного компонента, может быть реализовано для стекла, полимеров, керамики и металлов. Применительно к металлам и материалам на их основе
операции формования и спекания получают все большее распространение,
причем прогресс ощущается как в отношении технологических процессов,
так и в области материалов.
Аналоги и конкуренты технологии
порошковой металлургии
Получение металлических порошков плавкой будет оставаться преобладающим. Конкурентная способность порошковой металлургии проявляется
как при массовом производстве общемашиностроительных изделий за счет
исключения механической обработки и, соответственно, минимальных отходов, так и при получении материалов с уникальными свойствами. Методы
порошковой металлургии наиболее эффективны для получения пористых материалов, а также композиций из несплавляющихся компонентов.
По областям применения материалы, получаемые методами порошковой металлургии, можно разделить на несколько групп:
– триботехнические материалы (антифрикционные, фрикционные, уплотнительные);
– инструментальные материалы (твердые сплавы, сверхтвердые материалы, быстрорежущая сталь);
– конструкционные материалы (общемашиностроительные, жаропрочные, композиционные, коррозионно-стойкие), применяемые в качестве силовых и несущих элементов в машиностроении, авиации, ракетной технике,
химической промышленности, приборостроении);
– материалы со специальными физическими свойствами (со специальными электрическими свойствами, магнитные, для атомной техники, фильтры и пористые изделия и др.), используемые в электро- и радиотехнике, электронике, вычислительной технике, атомной промышленности, машиностроении и других отраслях.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
15
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 1. Перспективы порошковой металлургии, общие сведения об антифрикционных материалах
Общие сведения об антифрикционных материалах
Антифрикционные материалы (от анти... и лат. frictio – трение) – материалы, применяемые для деталей машин (подшипники, втулки и др.), работающих при трении скольжения и обладающих в определённых условиях
низким коэффициентом трения. Они отличаются низкой способностью к адгезии, хорошей прирабатываемостью, теплопроводностью и стабильностью
свойств. В условиях гидродинамической смазки, когда детали (не деформирующиеся под влиянием давления в смазочном слое) полностью разделены
сравнительно толстым слоем смазочного материала, свойства материала этих
деталей не оказывают влияния на трение.
Антифрикционность материалов проявляется в условиях несовершенной смазки (или при трении без смазки) и зависит от физических и химических свойств материала, к которым относятся: высокие теплопроводность и
теплоёмкость; способность образовывать прочные граничные слои, уменьшающие трение; способность материала легко (упруго или пластически) деформироваться или изнашиваться, что способствует равномерному распределению нагрузки по поверхности соприкосновения (свойство прирабатываемости). К антифрикционности относятся также микрогеометрическое строение поверхности, а именно определённая степень шероховатости или пористости, при которых масло удерживается в углублениях, и способность материала «поглощать» твёрдые абразивные частицы, попавшие на поверхность
трения, предохраняя тем самым от износа сопряжённую деталь.
Проявлению антифрикционности в условиях сухого трения способствует наличие в материале таких компонентов, которые сами, обладая смазочным действием и присутствуя на поверхности трения, обеспечивают низкое
трение (например, графит, дисульфид молибдена и др.). Одним из важных
свойств антифрикционных материалов, обусловливающих антифрикционность при всех условиях трения, является его неспособность или малая способность к «схватыванию» (адгезии) с материалом сопряжённой детали.
Наиболее склонны к «схватыванию» при трении одноимённые пластичные
металлы в паре, имеющие гранецентрированную и объёмно-центрированную
кубические решётки. При трении по стали наименее склонны к «схватыванию» серебро, олово, свинец, медь, кадмий, сурьма, висмут и сплавы на их
основе.
Эти материалы широко применяются для изготовления подшипников
скольжения, воспринимающих нагрузки, возникающие при работе механизмов и машин, и обеспечивающих движение сопряженных деталей конструкции с одновременной фиксацией их в осевом и радиальном направлении.
Возникающие при этом потери энергии на трение должны быть минимальными.
К порошковым антифрикционным материалам предъявляются следующие требования:
– низкий коэффициент трения;
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
16
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 1. Перспективы порошковой металлургии, общие сведения об антифрикционных материалах
– высокая износостойкость;
– большая несущая способность;
– хорошая прирабатываемость;
– достаточная статическая и динамическая прочность;
– большая теплопроводность;
– незначительное тепловое расширение.
Для уменьшения трения контактирующих тел при скольжении необходимо разделить поверхности скольжения пленкой жидкой или газообразной
смазки. Смазка исключает прямой контакт и значительно уменьшает износ
контактирующей пары, снижая потери энергии на трение.
Подшипники скольжения, работающие без смазки, могут изготавливаться из антифрикционных материалов методом порошковой металлургии.
Поры таких материалов пропитываются жидкими или газообразными смазками; смазочный материал может входить в состав композита в виде твердой
составляющей.
Спеченные материалы, пропитанные маслом
Из этих материалов изготавливают подшипники скольжения, работающие без смазки. 20–30 % объема таких изделий занимают поры, которые
пропитываются стойким к старению маслом.
В спеченном подшипнике, пропитанном маслом, даже в состоянии покоя существуют равные условия смазки по всему периметру зазора между
валом и подшипником, обусловленные действующими внутри пор капиллярными силами. Отсюда следует, что уже в начале движения между валом и
подшипником находится масляная пленка, создающая благоприятные условия работы машины при разгоне. При повышении скорости скольжения
вследствие гидродинамического напора масло вдавливается в пористый материал, поэтому здесь не наблюдается резко выраженного масляного клина,
который имеет место в литых подшипниках скольжения.
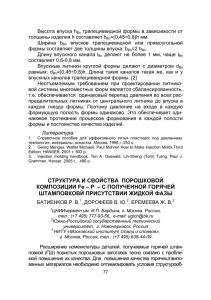
Условия смазки в спеченном пористом подшипнике определяются действием капиллярных сил, скоростью скольжения, величиной нагрузки, зазором между валом и подшипником, температурой подшипника и т.д. На рис. 1
представлена циркуляция масла в спеченном подшипнике. Характерные особенности структуры материала спеченных подшипников позволяют говорить
о следующих преимуществах их применения: чрезвычайно высокой прирабатываемости и плавности хода; возможности использования в тех случаях,
когда процесс смазки трудно или невозможно осуществить обычными методами, а также когда при капельной смазке нельзя удалить продукты истирания подшипникового узла; возможности применения при маятниковом движении и при низких скоростях, скольжения, когда литые подшипники не
имеют сплошной масляной пленки; возможности установки в наклонно и
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
17
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 1. Перспективы порошковой металлургии, общие сведения об антифрикционных материалах
вертикально расположенных подшипниковых опорах (в подобных условиях
из литых подшипников скольжения вытекает смазка).
а
б
в
Рис. 1. Циркуляция масла в пористом спеченном подшипнике: 1 – пористый спеченный материал; 2 – вал; 3 – поры, заполненные маслом; а – вал
не вращается; б – циркуляция масла при вращении вала; в – возвращение
масла после рабочего процесса
К недостаткам спеченных подшипников следует отнести ограниченность применения по скорости скольжения и нагрузке, так как при их возрастании недопустимо уменьшается толщина масляной пленки; низкую прочность, обусловленную значительной пористостью материала, что вызывает
повышенную чувствительность к ударам и давлению на кромку.
Для 60 % выпускаемых промышленностью подшипников скольжения
применяется бронза, содержащая 10 % олова. Второе по объему выпуска место занимают подшипники из сплавов железа. Недавно были созданы подшипники на основе алюминия.
Работоспособность и долговечность подшипников зависит прежде всего от состава и пористости спеченного материала, а также от условий эксплуатации. Если поры подшипника заполнены маслом, то при нормальных
условиях эксплуатации подшипники могут работать 3–4 тыс. ч, а при самых
благоприятных условиях – до 10 тыс.ч. Дополнительное увеличение запасов
масла в спеченном материале продлевает срок службы подшипника в 4–5 раз.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
18
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 1. Перспективы порошковой металлургии, общие сведения об антифрикционных материалах
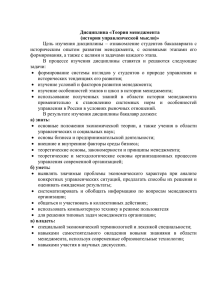
Рис. 2. Предельные нагрузки р пористых спеченных подшипников, пропитанных маслом, в зависимости от скорости
скольжения V (без дополнительной смазки): 1 – спеченная
бронза; 2 – спеченное железо с большой добавкой меди; 3 –
спеченное железо; 4 – литой подшипник с капельной смазкой
На рис. 2 показаны сравнительные характеристики работы спеченных
подшипников, полученных из порошков различного состава, и литых подшипников скольжения. Кривые соответствуют предельным значениям нагрузок, выше которых происходит недопустимое повышение температуры подшипникового узла, при нормальных условиях эксплуатации. Спеченная
бронза применяется в подшипниках, работающих при скоростях скольжения
до 3 м/с, а спеченное железо – при скоростях скольжения до 2 м/с. Применение дополнительной смазки в спеченных бронзовых подшипниках позволяет
увеличить скорость скольжения до 4 м/с, а при минимальной нагрузке и
кратковременной работе – до 6–8 м/с.
Рабочие характеристики подшипников
Рассмотрим рабочие характеристики подшипников. Кривые на рис. 3
соответствуют тем предельным значениям, при которых подшипники могут
отработать 1 000 ч без дополнительной связки. Предельная нагрузка спеченных железных подшипников (рис. 3) ниже, чем бронзовых. Однако с учетом
стоимости материалов наиболее широко применяют спеченные железные
подшипники.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
19
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 1. Перспективы порошковой металлургии, общие сведения об антифрикционных материалах
Рис. 3. Зависимость предельной нагрузки от скорости
скольжения подшипника: 1 – спеченного бронзового; 2 – литого
Несущая способность спеченных подшипников во многом зависит от
так называемой эффективной проницаемости, которая влияет на свойства
подшипников и во многом предопределяет сферу их применения. Этот параметр является функцией величины, формы, объемного содержания проходного сечения пор. Низкая проницаемость объясняется наличием сквозных пор
со средним проходным диаметром больше эффективного и, соответственно,
незначительными капиллярными силами. При запуске машины смазывание
подшипника происходит за счет запасов масла в порах материала, при увеличении скорости скольжения из-за незначительных капиллярных сил масло
может вновь возвращаться в поры, что ухудшает условия смазки подшипникового узла.
Долговечность и другие свойства спеченных подшипников во многом
зависят от качества применяемого смазочного масла. В том случае, если поры
забиваются смолистыми продуктами, образующимися при старении масла, долговечность подшипников резко снижается. В связи с этим масла, применяемые
для пропитки подшипников, должны быть устойчивы к процессу старения.
Дополнительная смазка, вдвое превышающая запас масла в порах материала, позволяет повысить скорость скольжения, величину нагрузки и увеличить пробег подшипника ~ в 5 раз. Резерв масла может содержаться в войлочных кольцах, смазочных фитилях или других маслонакопителях. При повышении температуры подшипника маслонакопитель размягчается и выделяет капли дополнительной смазки. Дополнительной смазкой можно уменьшить пористость материала подшипника и увеличить допустимую нагрузку.
Коэффициент трения контактирующей пары зависит от свойств материалов подшипника и вала, нагрузки, шероховатости трущихся поверхностей, качества смазочного материала. Зависимость коэффициента трения от
скорости скольжения и нагрузки для спеченных бронзовых подшипников
представлена на рис. 4.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
20
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 1. Перспективы порошковой металлургии, общие сведения об антифрикционных материалах
Рис. 4. Зависимость коэффициента трения μ спеченной бронзы,
пропитанной маслом, от скорости скольжения V и нагрузки:
1 – 232 Н/см2; 2 – 442 Н/см2; 3 – 860 Н/см2
Существует жесткая зависимость между температурой подшипника,
нагревающегося в процессе эксплуатации, и коэффициентом трения.
Использование спеченных подшипников обуславливает повышенные
требования к твердости и качеству поверхности вала. При незначительных
нагрузках и скоростях скольжения применяют незакаленные стали типа М56
с шероховатостью 1 мкм. При средних и высоких нагрузках требуются закаленные валы с шероховатостью 0,3–0,5 мкм; это необходимо для более продолжительного срока службы подшипников. Спеченные подшипники запрессовывают, используя оправку, ось которой должна точно совпадать с
осью отверстия под подшипник. Отверстие под подшипник выполняют по
прессовой посадке, что необходимо принимать во внимание при определении допусков вала. Устанавливают подшипники с применением и без применения смазки.
Основным мероприятием, уменьшающим трение контактирующих тел
при скольжении, является создание пленки жидкой смазки. Рассмотренные в
лекции параметры работы спеченных материалов, пропитанных маслом, позволяют определить оптимальные условия работы подшипников с учетом
требований, предъявляемых к антифрикционным материалам.
Контрольные вопросы
1. Приведите области применения антифрикционных материалов.
2. Назовите назначение жидкой или газообразной смазки.
3. Каковы преимущества спеченных подшипников?
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
21
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 1. Перспективы порошковой металлургии, общие сведения об антифрикционных материалах
4. Каковы недостатки спеченных подшипников?
5. От чего зависит коэффициент трения контактирующей пары?
6. Есть ли зависимость между температурой подшипника, нагревающегося в процессе эксплуатации, и коэффициентом трения?
7. Охарактеризуйте мероприятия по улучшению антифрикционных
свойств спеченных подшипников.
Лекция 2.
Основные материалы для подшипников
План лекции
1. Спеченные подшипники, работающие с газообразной смазкой.
2. Металлографитовые композиционные материалы.
3. Графитовые и металлополимерные материалы.
4. Материалы для подшипниковых вкладышей.
Спеченные подшипники,
работающие с газообразной смазкой
Для создания смазки в подшипниковом узле в поры материала подшипника подается воздух или другой газ. Такие подшипники почти не имеют
потерь энергии на трение. Спеченный материал для подшипников, работающих с газообразной смазкой, должен иметь равномерную пористость по всему объему. Размер пор должен быть в диапазоне 0,1–1,0 мм. Эксплуатационные свойства спеченных подшипников с газообразной смазкой значительно
выше, чем литых подшипников скольжения.
Металлографитовые композиционные материалы
Для подшипников, работающих в условиях высоких температур, применяются композиционные материалы с твердой смазкой. Основой композиционных материалов служат оловянистая, никелевая и фосфористая бронзы,
латунь, железо и его сплавы (преимущественно с медью). Смазывающими
компонентами являются графит, сульфиды (в частности, молибдена), легкоплавкие металлы (прежде всего свинец), селениды и йодиды. Содержание
графита в материале подшипника уменьшается с увеличением нагрузки и повышается с увеличением скорости. Для защиты от коррозии в качестве ос-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
22
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 2. Основные материалы для подшипников
новного материала применяются никельсодержащие бронзы и композиты на
основе серебра или меди с графитом.
Производство металлографитовых композиционных материалов организуется по обычной технологии, включающей смешивание компонентов,
прессование, спекание. Спекание железографитовых композиций с очень
большим содержанием графита (до 90 %) проводится при температуре выше
точки плавления металлической фазы. Для улучшения смачиваемости графита в жидкой железографитовой эвтектике и предотвращения «выпотевания»
железа в композит добавляется незначительное количество силицида кальция
или хрома. Коэффициент трения материала с высоким содержанием графита
больше, чем металлографитового композиционного материала, и меньше,
чем чистого графита.
Свойства металлографитовых композиционных материалов зависят от
состава, структуры, вида, количества и распределения твердой смазки. В общем случае пористость композита из твердой смазки и спеченного материала
незначительна.
Рис. 5. Сравнение коэффициентов трения µ подшипников качения с жидкой масляной (1) и твердой (2)
смазками в зависимости от скорости скольжения V
При очень высоких нагрузках в подшипниках скольжения применяются спеченные материалы, легированные серой. Сера и ее соединения уменьшают коэффициент трения подшипниковых материалов, повышают износостойкость и способствуют образованию в структуре материала тонкопластинчатого перлита. Содержание серы не превышает 2 %; для образования
тонкопластинчатого перлита добавляется 1–3 % графита. Коэффициент трения
таких материалов при отсутствии смазки колеблется в пределах 0,20–0,25. Интенсивность износа составляет 6–12 мкм на километр пробега. Хорошая износостойкость этой группы материалов объясняется наличием в их составе
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
23
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 2. Основные материалы для подшипников
прослоек сульфидов и оксидов, специально создаваемых на поверхности
скольжения при больших нагрузках.
Коэффициент трения у подшипников с твердой смазкой значительно
выше, чем у подшипников с жидкой смазкой (рис. 5), поэтому в некоторых
случаях в подшипники с твердой смазкой добавляют и смазочное масло.
Металлографитовые подшипники нечувствительны к загрязнениям, поэтому они применяются в среде с угольной или литейной пылью. Металлографитовые композиционные материалы, выдерживающие высокие температуры, применяются в сальниках, подшипниках, уплотнительных кольцах, направляющих двигателях.
Графитовые и металлополимерные материалы
Графитовые подшипники применяются преимущественно в химически
агрессивной среде с высокими или низкими температурами. Графит устойчив
почти во всех агрессивных средах, за исключением плавиковой кислоты,
концентрированных кислот и расплавленных щелочей. Графитовые подшипники изготавливаются смешиванием графита со связующими веществами
(смолой, пеком). Эту смесь формуют, прессуют и прокаливают, в результате
связующие вещества коксуются, обеспечивая надежное сцепление частичек
графита (так называемые мостики). Графитовые самосмазывающиеся подшипники дороже металлографитовых.
Свойства графитовых подшипников в сильной степени зависят от качества исходных материалов, условий изготовления и структуры графита.
Плотные материалы с высоким содержанием графита обладают лучшими
свойствами скольжения. Графитовые заготовки, прошедшие многократную
пропитку высокополимерами или легкоплавкими металлами (например,
баббитом, свинцом, оловом или сурьмой), обнаруживают более высокую
износостойкость. Свойства графитовых подшипников аналогичны свойствам металлографитовых подшипников. На рис. 6 показаны сравнительные
характеристики графитовых, металлографитовых и композиционных подшипников.
Подшипники из политетрафторэтилена (ПТФЭ) – фторопласта с добавкой металлического порошка применяются в тех же случаях, что и литые
подшипники скольжения. Этот материал изготавливается из смеси порошков
ПТФЭ и металла с добавлением или без дисперсионного вещества или стеклянных волокон; затем смесь уплотняется, спекается под давлением или без
него при 360 °С. Другой метод изготовления заключается в пропитке металлического каркаса дисперсией ПТФЭ (60 % ПТФЭ в воде). Наиболее предпочтительны подшипники с добавкой бронзового порошка.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
24
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 2. Основные материалы для подшипников
Рис. 6. Сравнение несущей способности пористых спеченных металлических подшипников, пропитанных маслом, металлополимерных и графитовых подшипников: 1 – спеченная бронза; 2 – спеченное железо; 3 – графитовый подшипник, пропитанный баббитом; 4 –
композиция металл-тефлон; 5 – графитовый подшипник, пропитанный синтетической смолой; 6 – графитовый подшипник без пропитки
Добавление графита или других видов твердой смазки, особенно свинца или его оксида, повышает эксплуатационные характеристики материала.
Материалы для подшипниковых вкладышей
Процессы трения и скольжения происходят на поверхности контактирующих тел. Износ трущейся пары в процессе работы должен быть минимальным. Для достижения этого созданы подшипники, в которых материал с
нужными свойствами наносится тонким слоем на основу и закрепляется на ней.
В зависимости от внешних условий работы узла трения, выделяющегося из пор масла может оказаться достаточным для разделения трущихся поверхностей и обеспечения долговечности работы вкладышей подшипника.
Прочность находящихся на поверхностях трения слоев масла во время
работы подшипников зависит прежде всего от свойств и структуры материала вкладыша, а также от средней температуры слоев масла.
При разрыве масляных граничных слоев на поверхностях с увеличением температуры возрастает коэффициент трения, и, следовательно, при тех
же внешних условиях работы подшипника увеличиваются работа трения и
количество образующегося тепла. Это приводит к увеличению количества
масла, выступающего в зазор из пор материала вкладыша, т.е. к восстановлению граничных слоев масла. Большее количество масла в зазоре, чем это необходимо для образования граничных слоев на поверхностях трения, может
изменить режим трения до полужидкостного или жидкостного.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
25
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 2. Основные материалы для подшипников
Сохранность слоев масла зависит от средней температуры его в зазоре
и особенно от температуры в нагруженной зоне вкладыша, независимо от
режима работы узла трения.
В случае устойчивой работы пористого вкладыша в условиях, когда
достаточным для предохранения поверхностей от износа является граничное
или полужидкостное трение, тепловое равновесие обусловливается равенством количества тепла, образующегося от работы трения и рассеивающегося в
окружающую среду.
Количество тепла, проникающее или передающееся от места его образования в зазоре вкладыша в окружающую среду, зависит от коэффициентов
теплоотдачи на поверхностях подшипника и вала и от теплопроводности материалов вкладыша, корпуса подшипника и вала.
Нагрузочная способность пористого вкладыша, работающего в режиме
самосмазывания, может быть определена по уравнению теплового баланса:
Qтр= Q1 + Q2 ,
где Qтр – тепло, образующееся в зазоре от работы трения; Q1 – тепло, отводимое в окружающую среду через вкладыши; Q2 – тепло, отводимое в окружающую среду через вал.
Количество тепла Q1, передаваемое в окружающую среду через стенки
вкладыша и корпус подшипника, можно определить по формуле
Q1 =
K òπL′ ( tì − tâ ) ,
где Кт – коэффициент теплопередачи, определяемый зависимостью,
Kт =
1
n
1
1
1
d
+∑
ln i +1 +
α1di i =1 2λ i
di α 2 di +1
;
(tм – tв) – разность температур между средней допустимой температурой масла в зазоре и температурой окружающей среды; L' – эквивалентное значение
длины подшипника с учетом величин торцовых поверхностей вкладыша и
корпуса,
L′
=
S′
L
=
S
( D12 − d 2 )
2 D1L + D12 − d 2
4 =
,
L
2 D1
πD1L
πD1L + 2π
где α 1– коэффициент теплоотдачи от масла в зазоре к внутренней поверхности вкладыша; λi – коэффициент теплопроводности материалов вкладыша и
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
26
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 2. Основные материалы для подшипников
корпуса подшипника; α2 – коэффициент теплоотдачи от стенки корпуса в окружающую среду; di – диаметры вкладыша и корпуса подшипника.
Коэффициент теплоотдачи α определяетсяпо критериальной зависимости
Nu =
αl
,
λ
где l – характерный линейный размер.
Критерий Nu для случая теплоотдачи от жидкости к металлической поверхности цилиндра можно определить по обобщенной зависимости:
– для случая, когда Re < 2·103,
Nu = 0,15Re1/ 3 Pr 0,43 Cr 0,1;
– для случая, когда Re = 2·103–2·104 ,
Nu = A Pr 0,43 .
Коэффициент А зависит от значения критерия Рейнольдса. Принятые в
формулах критерии определяются зависимостями:
νγcï
Pr =
;
λ
gβϑl 3
Vl
,
Re = ; Cr =
ν
ν2
где V – величина скорости перемещения жидкости; l – величина характерного
размера; ν – коэффициент кинематической вязкости жидкости; γ – удельная
масса масла при температуре процесса; cп– теплоемкость масла при температуре процесса; λ – коэффициент теплопроводности; β – коэффициент объемного расширения; g – ускорение силы тяжести; ϑ – избыточная температура.
Для рассматриваемых расчетов теплового состояния подшипника можно принять постоянным значение величины зазора. В этом случае величина
характерного линейного размера
=
l
4F
= 2( D − d ),
U
где F – поперечное сечение канала (зазора); U – активный периметр сечения
по внутренней поверхности вкладыша подшипника; l равна удвоенной величине диаметрального зазора.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
27
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 2. Основные материалы для подшипников
Коэффициент теплоотдачи α 2 может быть определен из условия , что
теплообмен от стенки корпуса подшипника окружающему воздуху протекает
при поперечном потоке со скоростью 0,3 м/с. В случае поперечного потока
воздуха к оси вкладыша для определения критерия Нуссельта рекомендуется
формула
Nu = 0,25Re0,6 Pr 0,38 .
Коэффициент теплоотдачи α2 находят так же, как α1.
Количество тепла Q2, передаваемое в окружающую среду через поверхность выступающего из подшипника вала, можно определить по выражению
e mL − e − mL
,
Q2 = λFmt1 mL
e + e − mL
где λ – коэффициент теплопроводности материала вала при температуре процесса; F – поперечное сечение вала на выходе из вкладыша; t1 – температура
вала в сечении на выходе из вкладыша; L – длина участка выступающего из
вкладыша вала, отнесенная к одному вкладышу.
Величина m определяется по формуле
m=
α3U
,
λF
где α 3 – коэффициент теплоотдачи боковой поверхности вала; U – периметр
сечения вала.
Критерий Nu определяется из следующих соотношений:
– для Re < 2·103
Nu = 0,5Re0,5 Pr 0,38 ;
– для Re > 2·103
Nu = 0,25Re0,6 Pr 0,38 .
Количество тепла, возникающее от работы трения в зазоре вкладыша
при длительной установившейся работе узла трения, может быть подсчитано
по формуле
=
Qòð
Pvf pmv s f
.
=
427
427
Уравнение теплового баланса для случая работы пористого вкладыша с
полным охватом цапфы, установленного в цилиндрический непроницаемый
корпус, может быть записано в виде
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
28
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 2. Основные материалы для подшипников
pmvsf
e mL − e − mL
.
= K m πL′ ( tm − t ) + λFtm mL
427
e + e − mL
По этому выражению может быть определено допустимое значение характеристического произведения pmv для установившегося в тепловом отношении режима работы пористых вкладышей подшипников скольжения из
условия их работы в режиме самосвязывания:
( pmv) =
427 ( Q1 + Q2 )
,
sf
где рm – удельное давление при работе вкладыша; v – относительная скорость скольжения; s – проекция опорной поверхности вкладыша; f – коэффициент трения при установившемся режиме самосвязывания.
Исходя из многочисленных опытов применения пористых вкладышей в
узлах трения для случаев их работы в режиме самосвязывания считается, что
критически допустимым значением pmv является величина 7,0 кГ·м/см2 с. При
критическом значении pmv образуется полужидкостное (или жидкостное)
трение, так как при разогреве вкладыша до 60–70 оС зазор полностью заполняется маслом.
Эффект самосмазываемости за счет выделения масла из пор пропитанного маслом материала при местном нагреве является основным свойством
материала.
Количество масла, выступающего из пор, прямо пропорционально относительной объемной пористости пропитанного маслом материала, температуре нагрева вкладыша от трения и зависит в определенной степени от
геометрических размеров вкладышей. Чем больше относительная объемная
пористость материала, тем меньший нагрев вызывает образование одинаковых слоев масла на поверхности трения при всех остальных равных условиях. Укрупнение пор материала способствует более интенсивному проявлению эффекта выступания масла на поверхность трения при работе пористого
вкладыша подшипника.
Проявление эффекта самосмазываемости зависит от характера и величины относительной пористости, а следовательно, от технологии изготовления пористого материала.
Пористые вкладыши с высокой относительной пористостью (25–30 %)
при определенных условиях могут иметь запас масла, достаточный для образования при работе режима жидкостного трения. Однако в этом случае вкладыш будет работать при неблагоприятных температурных условиях и образующийся режим трения не может рассматриваться устойчивым.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
29
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 2. Основные материалы для подшипников
Рассмотренный в лекции материал позволяет выявить одно из перспективных направлений в области разработки подшипников из спеченных материалов за счет создания смазочной среды в виде газа. Такие подшипники используются при небольших нагрузках и высоких скоростях скольжения, не
имеют потерь энергии на трение.
Контрольные вопросы
1. Каковы преимущества спеченных подшипников, работающих с газообразной смазкой?
2. Сравните спеченные подшипники, работающие с газообразной смазкой, с литыми по их эксплуатационным свойствам.
3. Что является основой металлографитовых композиционных материалов?
4. Что является смазывающим компонентом металлографитовых композиционных материалов?
5. Каковы области применения металлографитовых композиционных
материалов?
6. Каковы области применения графитовых подшипников?
7. Назовите основные свойства графитовых подшипников.
Лекция 3.
Изготовление антифрикционных материалов
План лекции
1. Изготовление антифрикционных материалов на подложках с металлическим антифрикционным слоем.
2. Металлополимерные композиции.
3. Спеченные материалы для подшипников, работающих в тяжелых условиях.
4. Спеченные поршневые кольца.
5. Особенности процесса спекания антифрикционных материалов.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
30
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 3. Изготовление антифрикционных материалов
Изготовление антифрикционных материалов
на подложках с металлическим антифрикционным слоем
В практике довольно широкое применение находят материалы, у которых относительно тонкий антифрикционный слой укреплен на несущей подложке, чаще всего представляющей собой стальную ленту.
Создание такого типа материалов позволило обеспечить армирование
антифрикционного слоя более прочной стальной подложкой и за счет этого
повысить несущую способность подшипников; уменьшить толщину стенки, а
следовательно, габариты и металлоемкость подшипников, так как толщина
слоя подложки и собственно антифрикционного материала может составлять
доли миллиметра; сэкономить антифрикционный материал, потому что в материалах на подложке антифрикционный слой может иметь очень малую
толщину в пределах допускаемой степени износа подшипника в работе.
Имеется несколько типов материалов, изготовленных методами порошковой металлургии с применением армирования стальными подложками.
К ним можно отнести:
– материалы на стальной подложке с напрессованным беспористым
спеченным слоем, предназначенным для подшипников двигателей и свертных вкладышей различного назначения;
– материалы на стальной подложке с напрессованным спеченным слоем на основе бронзы, пропитанные смазкой;
– материалы на стальной подложке с пористым слоем из оловянистой
бронзы, пропитанные баббитом или другим белым антифрикционным сплавом.
В основном антифрикционные материалы, армированные стальной
подложкой, изготавливаются в виде лент произвольной длины, из которых
затем вырезаются заготовки и сворачиваются в виде вкладышей необходимого диаметра. В промышленности применяются также методы получения
двухслойных заготовок на стальной подложке заливкой или наплавкой, которые здесь не рассматриваются.
Методы порошковой металлургии позволяют изготавливать такого типа материалы более экономично, с малыми отходами и более стабильными
свойствами. Для изготовления армированных стальной подложкой антифрикционных материалов применяются свинцовистые и оловянистые бронзы.
К основным этапам технологического процесса при изготовлении материалов с применением свинцовистой бронзы относятся:
1. Получение порошка меди или свинцовистой бронзы методом распыления в восстановительной среде, например в азоте с добавкой водорода.
Преимуществом распыленного порошка является возможность повышения
содержания свинца до 45 % и обеспечение равномерного распределения его в
каждой частице, так как быстрое охлаждение подавляет процесс ликвации.
Размер частиц применяемой фракции до 0,40 мм. Припекание смесей порошков меди и свинца не практикуется, поскольку свинец выплавляется при нагреве и скапливается на границе раздела со сталью.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
31
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 3. Изготовление антифрикционных материалов
2. Подготовка стальной полосы для спекания – чистка от ржавчины,
иногда предварительное меднение или лужение.
3. Нанесение порошка на поверхность стальной подложки ровным слоем толщиной 0,4–1,5 мм. Для обеспечения равномерности слоя и удерживания его на поверхности ленты применяются жидкие связующие вещества,
выгорающие при последующем спекании.
4. Предварительное спекание пропусканием ленты через печь с восстановительной газовой средой (смесь азота и водорода, водород и диссоциированный аммиак) при температуре 800–850 °С в течение 15–20 мин. Охлаждение проводится в восстановительной газовой среде.
5. Уплотнение предварительно спеченной полосы прокаткой между
валками с обжатием, обеспечивающим полное уплотнение (для беспористых
материалов). Излишнее обжатие не допускается, так как оно может привести
к выпотеванию свинца при последующем спекании.
6. Повторное спекание в тех же условиях, что и первое.
7. Повторная прокатка для придания полосе точных размеров.
8. Штамповка вкладышей из полосы и механическая обработка.
9. Нанесение на рабочую поверхность приработочного покрытия толщиной менее 0,05 мм из сплавов свинец–олово, свинец–олово–медь или свинец–индий методом электролиза. Данная операция проводится не всегда.
В случае приготовления двухслойного материала на основе оловянистой бронзы технология изготовления сводится к следующим операциям:
смешивание исходных порошков меди, олова и графита, нанесение ровного
слоя порошков на стальную ленту, предварительное спекание, уплотняющая
прокатка. Образование бронзы в результате диффузионных процессов происходит при спекании. Присутствие жидкой фазы олова улучшает припекание
слоя к стальной подложке.
Существуют также варианты этой схемы изготовления антифрикционных материалов на стальной подложке. Так, смесь порошков 97–50 % железа,
меди, никеля, алюминия или их сплавов с добавлением до 100 % коллоидального графита, нитрида бора, дисульфида молибдена или их смесей насыпают на движущуюся стальную ленту и припекают к ней. Затем ленту с припеченным слоем прокатывают на холоду с обжатием до 80 %, отжигают и
подвергают холодной или горячей прокатке, после чего разрезают на заготовки вкладышей.
В другом варианте к ленте припекали слой смеси железо–медь
(15 % меди) с пористостью около 65 %. Затем в поры валками закатывали
смесь медь–свинец–графит. Окончательный состав рабочего слоя следующий,
%: 27 Fe, 26 Сu, 45 Рb, 2 С. Изготовленный таким образом материал имел износостойкость в 3,5–5,5 раз выше, чем материал на подложке с припеченным
пористым слоем из порошка бронзы и пропитанный фторопластом.
Предложена пропитка пористого припеченного слоя расплавом антифрикционной бронзы. На стальную полосу наносят равномерный слой смеси
порошков из 96–99 % Сu, 1–3 % Рb и 0–1 % Sn. Ленту подвергают спеканию
при 954–982 °С в защитной газовой среде и затем охлаждают также в защит
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
32
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 3. Изготовление антифрикционных материалов
ной среде до 385–454 °С. Ленту с нанесенным пористым слоем (пористость
35–49 %) пропускают при 385–454 °С через ванну с расплавленным антифрикционным подшипниковым сплавом на основе меди с добавлением 2–4 %
свинца. Для улучшения пропитки используют вибрацию с частотой 3 000 Гц.
Еще один способ получения композиционного материала заключается
в том, что на стальную полосу методом спекания наносится металлический
слой, поры которого в дальнейшем заполняются мягким антифрикционным
металлом. Таким путем можно получить типичную для антифрикционных
материалов структуру из тонкодиспергированных твердых и мягких составляющих, более качественную, чем при традиционных методах.
Антифрикционные свойства таких материалов можно улучшить, введя
в поверхностный слой твердую смазку из графита или сульфида молибдена.
Это благоприятно отражается на прирабатываемости подшипников.
Металлополимерные композиции
Применение подшипниковых вкладышей из композиционных материалов на основе металла с полимером объясняется их высокой работоспособностью. Полимерными компонентами служат главным образом ПТФЭ и полиацеталь. Для изготовления подшипниковых вкладышей из композиции металл–ПТФЭ применяют плакированную медью стальную полосу, на поверхность которой методом спекания наносят пористый слой порошка оловянистой бронзы толщиной 0,2–0,6 мм. Используя порошки фракций 0,04–0,15 мм,
при соответствующих условиях спекания можно добиться пористости 40–50 %.
В пористый слой вводится паста из смеси свинцового порошка и ПТФЭ (например, 80 % ПТФЭ и 20 % порошка). Технология изготовления выбирается
таким образом, чтобы после конечной операции на пористой основе находилась оболочка из композиции ПТФЭ–свинец толщиной 10–30 мкм, за счет
которой происходит приработка подшипника.
На рис. 7 показана износостойкость спеченных подшипников, пропитанных маслом, и подшипников типа «спрелафлон».
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
33
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 3. Изготовление антифрикционных материалов
Рис. 7. Износостойкость подшипников из спеченной бронзы,
пропитанной маслом (1) и подшипников сухого трения из спрелафлона (38 % тефлона, 50 % Pb и 12 % фенольной смолы) (2)
Исследование проводили с подшипником диаметром 16/22 мм при
V = 0,4 м/с, p = 330 Н/см2: I – период работы, II – период разгона, III – износ
при разгоне, IV – износ в процессе работы, ΔS – предельное увеличение, А –
спрелафлон, нанесённый на вал, Δd – изменение диаметра.
Подшипники из композита на основе ПТФЭ со свинцом могут работать
без дополнительной смазки. Их долговечность зависит только от величины
нагрузки. Подшипники скольжения со слоем композиционного материала из
спеченной бронзы с пропиткой полиацеталем (полиформальдегидом) применяются в сочетании с масляной смазкой. Они используются прежде всего
там, где для создания гидродинамической смазочной пленки не хватает масла. Долговечность подшипников из этого материала при однократной смазке
в 2–3 раза выше долговечности подшипников из спеченных материалов, пропитанных маслом.
Спеченные материалы для подшипников,
работающих в тяжелых условиях
Для самосмазывающихся подшипников, работающих при высоких
температурах и больших давлениях, используются сплавы на основе молибдена, вольфрама, кобальта, а также высоколегированные хромоникелевые
стали. После прессования и спекания эти порошковые материалы, пористость
которых составляет 30 %, пропитываются расплавленными фторидами. Подшипники из спеченного материала на основе хромоникелевой стали могут
работать в окислительной атмосфере при 700 °С, а в нейтральной среде –
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
34
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 3. Изготовление антифрикционных материалов
при 900 °С. Такие подшипники ставятся в реактивных двигателях, насосах
для подачи расплавленных солей, агрегатах атомных электростанций. Скорость
скольжения подшипников колеблется в широких пределах от 6 до 60 м/с.
Твердые сплавы на основе карбида вольфрама с 10–15 % кобальта
обеспечивают большую долговечность подшипников, смазкой которых служит масло, вода или водные растворы. Подшипники из таких материалов используются в циркуляционных насосах для подачи горячей воды, компрессорах высокого давления, химических установках для проведения процессов
синтеза при высоких давлениях.
Следует также упомянуть о керамических спеченных материалах, которые применяются в подшипниковых кольцах и собственно подшипниках
скольжения, когда наряду с высокой износостойкостью необходимо обеспечить надежную антикоррозионную защиту подшипникового узла, например в
насосах, работающих в агрессивных средах или установках химической промышленности.
Спеченные поршневые кольца
Особенность работы поршневых колец заключается в том, что при возвратно-поступательном движении поршня в верхней и нижней мертвых точках разрушается масляная пленка, что повышает износ пары скольжения
кольцо – цилиндр. Кроме того, поршневые кольца должны отвечать требованиям, связанным с особенностями работы двигателя внутреннего сгорания:
выдерживать температуру до 300 °С, активно сопротивляться воздействию
газов сгорания при высоком сжатии, характеризоваться высокими скоростями скольжения, достаточной упругостью и усталостной прочностью, большой износостойкостью и низким коэффициентом трения.
Повышенные требования предъявляются к точности размеров поршневых колец. Кольцо с прорезным шлицем имеет до установки слегка эллиптическую форму, а при установке его в гнездо правильной цилиндрической
формы в нем возникают напряжения, равномерно распределенные по периметру кольца, что гарантирует надежное уплотнение. Для получения колец
асимметричной формы существует несколько способов: изготовление эллиптических заготовок в специальной пресс-форме; изготовление круглых колец,
которые после прорезания на них шлица и последующей термообработки
приобретают эллиптическую форму; прессование круглых колец с припусками, которые позволяют получить чистовой размер фасонной обточкой.
Поршневые кольца, полученные методом порошковой металлургии,
имеют лучшие механические свойства при значительно меньшем проценте
брака. Пористость спеченных колец составляет 8–10 %, что обеспечивает хорошую прирабатываемость трущейся пары, особенно в поршневых машинах
(например, в компрессорах). Изменяя состав и структуру материала, величи-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
35
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 3. Изготовление антифрикционных материалов
ну и распределение пор по объему заготовки, можно подобрать поршневые
кольца для различных условий эксплуатации.
Особенности процесса спекания
антифрикционных материалов
Антифрикционные материалы в большинстве случаев представляют
собой многокомпонентные системы, спекающиеся жидкофазным способом.
Жидкая фаза присутствует до конца процесса спекания. Такой процесс спекания протекает гораздо быстрее, чем процесс твердофазного спекания.
Большое значение имеет жидкофазное спекание антифрикционных материалов на основе тугоплавких элементов. Одним из основных параметров при
спекании антифрикционных материалов жидкофазным методом является исходная пористость. Если на начальном этапе она будет слишком высокой, то
затрудняется получение изделия с точными размерами. Хотя методом жидкофазного спекания получают малопористые структуры, яркой особенностью
антифрикционных материалов является высокая пористость. Этого можно
достичь, управляя объемными изменениями в процессе спекания, при этом
практически не изменяются исходные размеры формовки. Подобная структура порошкового тела является бипористой. Она может содержать как поры
крупного размера, так и мелкие поры. Образование крупных пор идет либо за
счет улетучивания парообразователя, введенного в формовку, либо за счет
поглощения вещества жидкой фазы твердой.
Безусловно, в процессе спекания происходят изменения в количестве
смазки или добавляемого компонента (они выжигаются). Но на примере получения спеченных материалов, пропитанных маслом, можно заметить, что
на начальном этапе количество смазочного масла вводится с учетом выжига
при спекании. Все это позволяет снабдить изделия достаточным для работы
количеством смазки.
Еще одной особенностью спекания антифрикционных материалов является необходимость проведения нагрева в защитной среде. В качестве обжиговых агрегатов используют печи непрерывного действия, в основном,
конвейерного или толкательного типа. В таких печах лодочки или поддоны
со спекаемыми изделиями двигаются по конвейеру или проталкиваются специальным толкателем. Из загрузочной камеры поступают в зону спекания
(в зону изотермической выдержки), затем – в зону охлаждения (холодильник), откуда поступает защитный газ, лишенный влаги, защищающий изделие от окисления в периоды максимальной опасности.
Рассмотренная технология изготовления и особенности процесса спекания антифрикционных материалов на подложках с металлическим антифрикционным слоем выявляют возможности повышения несущей способности подшипников, уменьшения их габаритов и металлоемкости.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
36
РАЗДЕЛ 1. АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 3. Изготовление антифрикционных материалов
Контрольные вопросы
1. Назовите основные технологические стадии процесса армирования
антифрикционного слоя.
2. Что является основой металлополимерных материалов?
3. Чем объясняется широкое применение подшипниковых вкладышей
из композиционных материалов на основе металла с полимером?
4. Какими свойствами характеризуется пара ПТФЭ-металл?
5. Какие сплавы используются для самосмазывающихся подшипников?
6. Какова основа поршневых колец?
7. Каковы области применения поршневых колец?
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
37
РАЗДЕЛ 2.
ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4.
Металлические фильтры.
Свойства и технология производства
План лекции
1. Применение металлических фильтров.
2. Расчет перепада давления в металлических фильтрах.
3. Специальные высокопористые материалы.
4. Изделия из порошков с несферическими частицами.
5. Изделия из металлических волокон.
Применение металлических фильтров
Металлические фильтры (рис. 8) находят разнообразное применение.
Они служат для фильтрации воды, водных и солевых растворов, смазочных
материалов, мазута, хладоагентов, солевых и полимерных расплавов и горючих газов. Металлические фильтры хорошо зарекомендовали себя как газо- и
воздухораспределители в различных аппаратах, например в пневмотранспортных устройствах. Передаваемый по этим устройствам продукт поступает
на фильтровальную плиту, через которую снизу подается воздух. Образующаяся при этом газопылевая смесь перемещается по транспортному трубопроводу.
Рис. 8. Металлические фильтры
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
38
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
Фильтровальные плиты применяются при реакциях, проходящих с перемешиванием и насыщением жидкостей газами. Дросселирующий эффект
фильтров используется для защиты манометров от колебания давления в системе и от обратной вспышки открытого пламени в газопроводе, которая может привести к взрыву в газовой сети. Металлические фильтры обеспечивают безаварийное функционирование электрогидравлических приводных узлов, непрерывно удаляя продукты износа, возникающие при трении деталей
и старении масла гидросистем. Они служат для осаждения частиц пыли
(в частности, в газоанализаторах, применяемых в двигателях внутреннего
сгорания). С помощью металлических фильтров улучшается распыление горючего и образование горючей смеси в карбюраторах двигателей внутреннего сгорания, таким образом повышается мощность двигателей и снижается
токсичность отработанных газов.
Высокопористые металлические фильтры применяются в самолетостроении и космической технике. В местах наиболее вероятного обледенения
самолета ставят волокнистые фильтры с решетчатой структурой; в них под
действием капиллярных сил при очень низкой температуре циркулирует антифриз. Пористые материалы применяются для охлаждения газовых турбин
и реактивных двигателей: жидкость, постоянно циркулирующая в порах
фильтра, испаряется, вызывая интенсивное охлаждение узлов конструкции,
которые разогреваются отработанными газами.
Металлические фильтры используются для разделения несмешивающихся жидкостей с различным поверхностным натяжением. Ниже приведены
примеры использования металлических фильтров: собственно фильтры для
очистки жидкостей, газов; пористые днища рефрижераторов; в распределителях жидкости на подвижной ленте смазывающих фотопроявляющих установок; в распылителях аэрозолей для смачивания или разделения химикатов;
в респираторах для защиты от пыли при вентиляции литейных форм; в аэраторах для подачи газа или воздуха в неподвижные или перемещающиеся
жидкости; в газоподогревателях для пропускания газа в нагреваемой электросопротивлением трубе с пористыми стенками.
Металлические фильтры используются в устройствах для регулирования потока жидкости, используемых при исследовании гидравлических процессов; в шумоглушителях пневматических приборов (пропускание и отвод
воздуха через пористую деталь); для защиты измерительного гнезда в переносных приборах; для закрепления деталей при механической обработке на
вакуум-плите; при создании воздушной подушки для защиты конвейера слоем воздуха или газа от механического воздействия перемещаемых деталей;
при защите крыльев самолета от обледенения – подаче антифриза на лонжероны; для защиты специальным колпачком манометров от повреждений при
ударной нагрузке; для выравнивания давления на манометре при постоянном
считывании показаний; в пламегасителях для гашения пламени в масле; для
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
39
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
подачи смазки на движущиеся детали; при деформации в вакууме при изготовлении пластиковых корпусов; при создании защитной атмосферы в процессе сварки – подаче газа для защиты шва от окисления. Металлические
фильтры легко и быстро очищаются сжатым воздухом и промываются соответствующими растворами. Прочно прилипшие загрязнения прокаливаются
до образования золы, нагар смывается.
Расчет перепада давления в металлических фильтрах
Для фильтрации определенной среды необходимо подобрать фильтр,
структура и свойства которого приспособлены для решения этой задачи. Если величина пор в фильтре больше необходимой, то эффект фильтрации
меньше ожидаемого; если же величина пор в фильтре меньше требуемой, то
при фильтрации возникает дополнительная потеря давления. Потеря давления в фильтре определенного типа зависит от крупности исходного порошка,
геометрии пор, площади поверхности и толщины фильтра, свойств и расхода
фильтрующих материалов и других условий (рис. 9).
Рис. 9. Расход воздуха В в бронзовом фильтре (90 % Cu, 10 % Sn) в
зависимости от перепада давления Δр и величины исходного зерна,
мм: 1 – 0,3–0,4; 2 – 0,2–0,3; 3 – 0,15–0,2; 4 – 0,1–0,15; 5 – 0,06–0,1;
6 – < 0,06
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
40
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
Рис. 10. График для определения коэффициентов ламинарногоφ
и турбулентногоλ потоков и вычисления перепада давления в
фильтрах из коррозионно-стойкого стального порошка; тонкость
очистки, мкм: 1 – 80; 2 – 20; 3 – 14; 4 – 7; 5 – 3
Гидравлическое сопротивление фильтра аддитивно связано с силами
трения и инерции, причем силы трения возникают при взаимодействии рабочей среды со стенками пор и увеличиваются пропорционально вязкости рабочей среды и скорости течения. Силы инерции возникают при изменении
направления и скорости потока при прохождении фильтруемого вещества
через поры фильтра. Величина сил инерции зависит от плотности фильтруемого вещества и квадрата скорости истечения. Для градиента давления Δp/L
существует зависимость
Δp/L = (η/φ)v + (ρ/λ)v2 ,
где Δр – перепад давления в фильтре; L – толщина фильтра; η – средняя динамическая вязкость фильтруемого вещества; ρ – его плотность; φ – коэффициент проницаемости фильтра при ламинарном потоке;λ – коэффициент проницаемости фильтра при турбулентном потоке; v – скорость истечения
фильтруемого вещества. Оба коэффициента проницаемости зависят от пористости фильтра и не зависят от параметров и вида фильтруемого вещества
и до известной степени от окружающих условий. Среднюю скорость истечения можно вычислить из соотношения среднего расхода фильтруемого вещества Q и площади фильтра А:
v = Q/A.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
41
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
После подстановки этой зависимости в вышеуказанное выражение получаем
ΔpА/(QηL) = φ-1+ Qρ/Аη.
Это выражение очень просто решается относительно коэффициентов
проницаемости φ и λ; если принять Qρ/Аη = х и ΔpА/(QηL) = у, то уравнение
будет выглядеть следующим образом:
у = φ-1+ λ-1х.
Располагая данными о коэффициенте проницаемости и используя вышеприведенные уравнения, можно подобрать фильтр, отвечающий определенным условиям фильтрации при заданном давлении и проходимости
фильтруемого вещества, характеризующийся соответствующей потерей давления (рис. 10).
При изготовлении фильтров с равномерной и одинаковой пористостью
применяют преимущественно сферический порошок, который получают, как
правило, распылением сжатым газом. Для повышения доли сферического порошка в расплав металла добавляют присадки, увеличивающие поверхностное натяжение (0,05 % Р в оловянистую бронзу). Равномерная пористость
фильтра обеспечивается только в том случае, когда отклонение формы частицы порошка от сферы среднего диаметра составляет 10 %. После сепарации порошок засыпается в формы из стали, графита или керамики. Далее он
слегка виброуплотняется и спекается в проходных печах с восстановительной атмосферой. В зависимости от крупности порошка температура спекания
составляет: для оловянистой бронзы 750–850 °С, для стали 1 100–1 250 °С.
В процессе спекания в точках контакта гранул возникают мостики, диаметр
которых составляет 15 % диаметра гранул. Мостики упрочняют спеченный
материал и изменяют его физические свойства. Толщина фильтра должна в
несколько раз превосходить диаметр гранул, но быть не более 5 мм, в противном случае возникает большая потеря давления.
Изменяя величину гранул и применяя данную технологию, можно изготовить фильтры, в которых расстояние между порами будет составлять
0,003–0,1 мм.
Характеристики этих фильтров представлены на рис. 11 и в табл. 2.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
42
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
Рис. 11. Расход фильтруемого вещества в фильтрах из бронзового порошка (10 % Sn) в зависимости от перепада давления
и величины пор
Таблица 2
Зависимость величины пор от размера исходного зерна
Индекс пористости
Исходное зерно, мкм
Величина пор, мкм
A
< 40
1–3
B
40–60
6–10
C
60–120
12–20
D
150–300
25–40
E
300–600
50–75
F
600–1 000
80–100
Специальные высокопористые материалы
Приведенные ниже сведения о специальных случаях применения высокопористых материалов не только дополняют данные о назначении спеченных материалов, но и дадут представление о разносторонних и своеобразных
возможностях спекания.
В качестве примера можно привести электроды никелькадмиевых аккумуляторов, пористость которых должна составлять 70–90 %, чтобы принять возможно большее количество активного наполнителя. Пластины электродов изготовляют из перфорированной металлической полосы, служащей
одновременно защитным корпусом, или из ткани на основе никелевой проволоки; по обеим сторонам ткани предусмотрен слой пористого материала. Защитный корпус придает прочность конструкции и одновременно выполняет
роль токосборника. Пористый слой, основу которого составляет химически
осажденный порошок зернистостью 3–5 мкм, создается шликерным литьем,
прокаткой, прессованием или наносится в виде пасты. Для повышения пористости добавляется 15–20 % карбоната аммония. Спекание ведут в восстановительной атмосфере при 800–1 000 °С. Пластины толщиной > 1 мм
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
43
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
(в особых случаях до 1,3 мм) пропитываются гидроксидами никеля (положительная пластина) и кадмия (отрицательная). Для предотвращения утечки заливочной массы диаметр пор не должен превышать 100 мкм.
Высокопористые пластины применяются для создания щелочных батарей. Исходным материалом служит никелевый порошок с высокой коррозионной стойкостью. Порошок требуемой чистоты, зернистости, формы и соответствующей активности при спекании получают химическим способом.
Высокая поверхностная активность пористых материалов, связанная с
равномерной величиной и распределением пор, используется в воздушных аккумуляторах, топливных элементах, для каталитических процессов. Эти элементы управляют взаимодействием жидкости и газа в процессе катализа, сами
не разрушаясь. Топливные элементы, работающие при температуре > 105 °С,
получают прессованием или прокаткой порошка из карбонильного никеля с
частицами произвольной формы и пористостью после спекания 40–50 % при
величине пор в пределах 1–3 мкм. Если рабочие температуры < 100 °С,
то поверхностная активность порошка должна быть выше. Поверхностная
активность увеличивается в результате покрытия прокатанной из порошкового материала пористой полосы шликером из никелевого порошка. Такая
«двойная структура» наряду с большой поверхностной активностью характеризуется высокой пористостью (60–70 %) и обеспечивает стабильность фазовой границы газа с жидкостью.
Пластины с высокой поверхностной активностью получаются также из
смеси никелевого (2/3) и никельалюминиевого (1/3) порошка (50 % Ni, 50 % А1);
поверхностная активность спеченной смеси порошков достигается в результате последующей обработки ее в щелочах натрия или калия, при которой
алюминий селективно переходит в раствор. Поверхностную активность можно повысить добавкой борида никеля или благородного металла (серебра или
платины). Спеченные материалы на основе никеля, обладающие высокой поверхностной активностью, надежно работают в качестве гидрированных катализаторов в химической промышленности.
Высокопористые материалы применяют для уплотнения газовых турбин. Пористые пластины из спеченных жаропрочных никельмолибденовых
сплавов и аустенитных хромоникелевых сталей пористостью 65–70 % устанавливаются в пространстве между вращающимися лопатками и корпусом
турбины. При тепловом расширении лопаток турбин пористый материал легко снимается или сминается, не нарушая надежности уплотнения в диапазоне
рабочих температур от 200 до 1 100 °С.
Расширяется применение пористых металлических материалов для
звукопоглощения и демпфирования колебаний в самолетах, двигателях и
пневмоустановках; прессованные и спеченные пластины из благородных металлов поглощают звук в телефонных трубках; конус выходного сопла реактивного двигателя покрыт слоем спеченной ткани из высококачественной
стали.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
44
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
В настоящее время исследуют возможность использования пористых
матриц для автоматической смазки стенок прессового инструмента. Несмотря на то, что пористость снижает прочность инструмента, матрицы из легированной стали пористостью 15–18 %, полученные методом порошковой металлургии, надежны при прессовании легкодеформируемых материалов: алюминия, меди и их сплавов. Для обеспечения непрерывной смазки синхронно с
процессом прессования через стенки матрицы под давлением 70 Н/мм2 подается смазочное вещество (например, бутилстеарат или разбавленная стеариновая кислота).
Исследуется возможность применения пористых деталей для костной
трансплантации. Среди используемых для создания костных и суставных
протезов полимеров, керамики (А12О3, алюминиевых силикатов) и металлов
последние обладают лучшими прочностными характеристиками и менее чувствительны к ударным и тангенциальным нагрузкам. Сплавы на основе
СrСоМо и CrCoW (виталлиумы), титан и его сплавы с 6 % А1 и 4 % V, группа нержавеющих хромоникелевых сталей имеют хорошую физиологическую
совместимость и химическую стойкость. Для фиксации и крепления протезов
на костях или в тканях живого организма в костную ткань вживляют такой
же, как в протезе, слой пористого материала. При этом костная ткань прорастает в пористый слой (с диаметром пор 100 мкм). Общая пористость должна
быть > 30 % при толщине слоя 0,5–1,5 мм. Далее требуется, чтобы поры соединялись друг с другом и имели воронкообразную форму с расширением
наружу. Пористый слой создается из порошка (который наносится на протез
в виде пасты), шликерным методом, из «войлока» и металлической решетки
и спекается в восстановительной атмосфере или вакууме. Сам протез изготавливается обычным литьем, ковкой или изостатическим прессованием, характерным для порошковой металлургии. Опыты с пористыми имплантантами показали, что костная ткань проникает в поры через 3 недели, а через
3 месяца пористый слой полностью зарастает костью.
Изделия из порошков с несферическими частицами
Можно расширить гамму свойств спеченных фильтров, применив для
их изготовления порошок с остроугольными или дендритными частицами.
Это прежде всего возможно для фильтров из порошков высоколегированных
сталей, никеля и его сплавов, а в последнее время – порошков хрома, молибдена, тантала, вольфрама, свинца, алюминия, титана, а в особых случаях –
жаропрочных никельмолибденовых сплавов. Большую часть таких порошков
получают газовым или водяным распылением, при этом форма частиц порошка (как уже говорилось) может изменяться в известных пределах в зависимости от условий распыления и поверхностного натяжения металлического расплава (рис. 12). Наряду с распылением известны и другие способы получения порошка: восстановление оксидов, химическое осаждение.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
45
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
Рис. 12. Влияние добавок бикарбоната аммония (цифры у
кривых) на пропускную способность прессованного фильтра
из хромоникелевой стали
Дальнейшая переработка порошков с частицами произвольной формы
зависит от назначения изделий с высокой пористостью. Сначала свободно
насыпанные на поверхность основы или слабо уплотненные порошки спекаются, причем плотность упаковки частиц значительно ниже, чем сферических: пористость изделий из порошков с частицами произвольной формы составляет 70 %, а максимальная пористость изделий из порошков со сферическими частицами – 50 %. Величина пор колеблется между 1 и 165 мкм, размеры пор имеют значительно больший разброс, чем у изделий из сферического порошка.
Порошки с несферическими частицами подвергают предварительному
прессованию. Для получения изделия с высокой пористостью исходный порошок смешивают с веществом (например, с бикарбонатом аммония), которое, разлагаясь при спекании, оставляет после себя соответствующие полости. Изменяя количество разлагающегося наполнителя, можно в широких
пределах регулировать пористость и проницаемость фильтра.
Фильтры очень больших размеров (фильтровальные толстостенные
трубы и патроны) получают изостатическим прессованием.
Высокопористый материал в виде полосы можно получать непрерывно.
Для этой цели приготавливают шликер порошка с добавлением жидкости
(в большинстве случаев воды) или пластификатора (целлюлозы, альгината,
крахмала), затем шликер заливают на подложку или стальную полосу, сушат
и после отслоения подложки непрерывно или дискретно спекают. Для изготовления фильтра в форме полосы (пористость до 60 %) применяют прокатку
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
46
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
порошка. В зависимости от назначения фильтра и сорта порошка вводят порообразующие добавки. Полосы толщиной 0,1–1,0 мм можно спекать непрерывно или, порезав после предварительной прокатки, отдельными кусками.
Последний способ применяется при продолжительном спекании, обусловленном испарением порообразующих добавок.
Тонкостенные пористые материалы изготавливаются из пастообразной
смеси порошка и связующего вещества; для этой цели применяется также
метод пламенного или плазменного напыления порошков. Известный интерес представляет вариант спекания порошковой смеси, компоненты которой
взаимно растворяются. При гомогенизации в фазах с большим коэффициентом диффузии образуются пустоты (эффект Киркендалла), а в фазах с меньшим коэффициентом диффузии происходит увеличение объема заготовки.
Так, например, объем прессованной детали из бериллиевого порошка, легированного никелем или кобальтом, увеличился на 260 %. Однако использование такого рода процессов для изготовления пористых материалов возможно лишь для сплавов определенных систем и ограничено технологическими условиями.
Метод порошковой металлургии позволяет получить материалы с равномерно и параллельно расположенными порами. Например, в спрессованный брикет из железного порошка могут быть уложены в соответствующем
порядке медные волокна. Спекание осуществляется при температуре выше
точки плавления меди. Расплавленная медь заполняет окружающий ее пористый железный каркас (отчасти образуя твердый раствор) и тем самым заметно увеличивает прочность основы. Вместо расплавленных медных волокон в
спеченной заготовке возникают параллельно расположенные поры, диаметр
которых соответствует диаметру волокон. Диаметр пор можно уменьшить
при последующей деформации спеченной заготовки. Этим методом можно
получить фильтр с пористостью до 45 %, его прочность в 4–8 раз выше, чем
прочность фильтра, полученного при спекании только одного порошка. Такие фильтры применяются, например, в металлургии легких сплавов и резиновой промышленности для дегазации литейных форм, что значительно повышает качество литья.
Изделия из металлических волокон
Пористость фильтров можно увеличить до 90 или даже до 98 %, если в
качестве исходного материала взять не порошок, а проволоку диаметром от
10 до 250 мкм и металлические волокна толщиной от 4 до 65 мкм. Отношение длины волокон к диаметру находятся в пределах 100–1 000.
Для получения волокнистого материала используется войлок или металлическая ткань. В первом случае волокна в заготовке располагаются не-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
47
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
упорядоченно, во втором случае – в строгом порядке. Волокна уплотняются
вибрацией до образования войлока и спекаются под давлением или без него.
Чаще всего войлок получается осаждением в вязкой жидкости, которая затем
отсасывается через пористую подложку. На ней-то и остается осадок металлического войлока. Этим методом пользуются для изготовления непрерывной пористой волокнистой полосы.
Характер спекания войлока из металлических волокон отличается от
спекания слабоуплотненного порошка, что объясняется условиями контакта
волокон и особенностями диффузии. Механизм массопереноса зависит от
диаметра металлических волокон. При спекании очень тонких волокон диаметром <10 мкм превалирует поверхностная диффузия металла; при спекании волокон выше 100 мкм доминирует объемная диффузия. Изменение объема при поверхностной диффузии не соизмеримо с усадкой материала при
спекании тонких волокон. При высокой температуре, характерной для процесса спекания, происходят как релаксация внутренних напряжений в волокнах, деформированных при образовании войлока, так и усадка материала, но
в конечном итоге часто увеличивается объем заготовки. Напротив, при спекании войлока из толстых волокон увеличение объема, вызванное снятием
внутренних напряжений, соизмеримо с усадкой материала при спекании, так
что в данном случае размер заготовки изменяется незначительно.
На рис. 13 показано сравнение прочностных характеристик спеченных
и неспеченных образцов из порошка и волокон в зависимости от пористости.
При низкой пористости прочность заготовок из спеченного порошка возрастает вследствие большого числа контактирующих частиц; при пористости
> 30 % прочнее оказываются заготовки из спеченных волокон. В зависимости
от диаметра и вида волокон, а также технологии изготовления, величина пор
у фильтров из этого материала находится в пределах 5–5 000 мкм. Прочность
составляет 1–10 % прочности монолитного материала. Проницаемость волокнистых фильтров при сравнимой пористости выше, чем у фильтров из
спеченных порошков. На рис. 14 представлена зависимость между перепадом
давления и плотностью спеченного фильтра из волокон хромоникелевой стали аустенитного класса.
Специальный высокопористый материал, состоящий из полых волокон,
разработан для авиационной и космической техники.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
48
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
Рис. 13. Прочность σ прессованной спеченной заготовки из порошка
и волокон железа в зависимости от пористости θ, %:1 – прессованная
заготовка из порошка губчатого железа (частицы 0,06 – 0,15 мм); 2 –
прессованная заготовка из волокон железа (диаметр 0,1 мм, длина
25 мм); 3 – спеченная заготовка из порошка губчатого железа (частицы 0,06–0,15 мм); 4 – спеченная заготовка из волокон железа
(диаметр 0,1 мм, длина 25 мм)
Рис. 14. Перепад давления в спеченных (1) и уплотненных (2)
фильтрах в зависимости от плотности. Фильтры выполнены из корозионно-стойкой хромоникелевой стали. Диаметр волокна 1,22 мм,
длина 5 мм. Толщина фильтра 5,3 мм
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
49
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
Для получения специального высокопористого материала пиролизные
целлюлозные волокна (хлопок или вискозу) электролитическим или химическим способом покрывают слоем никеля или кобальта. Войлок, полученный
из этих волокон одним из вышеописанных способов, спекается во влажной
водородной атмосфере, где органические волокна разлагаются на газообразные продукты реакции. В зависимости от последующего применения полученные таким образом фильтры механически уплотняют или повторно спекают.
При пористости 80 % прочность фильтров составляет 5 Н/мм2; после повторного спекания прочность возрастает до 50 Н/мм2 при удлинении 5 %.
Для изготовления волокнистых фильтров с направленной пористой
структурой применяют ткань из металлических волокон, «сотканную» с одинаковыми или различными размерами ячеек. Слои такой ткани, наложенные
друг на друга, уплотняют прессованием или прокаткой и закрепляют спеканием, диффузионной пайкой или специальной сваркой. Выбранное таким образом полотно механически или термически уплотняют, упрочняют, режут,
штампуют, формуют, получая тонкостенные фасонные фильтры с порами
одинакового размера в пределах 1–300 мкм. Технология производства волокнистых фильтров с решетчатой структурой делает их дороже металлических,
полученных другими методами. Однако они предпочтительны в тех случаях,
когда требуются высокие прочность и удлинение, нужно перекрыть большие
поверхности при выполнении строгих требований к параметрам фильтрации.
В металлическом фильтре, представляющем комбинацию порошка и
волокон, можно в известных пределах объединить прочностные свойства металлического войлока с удовлетворительным фильтрующим эффектом пористого материала, спеченного из порошка. Так, например, добавка 10 % волокон, диаметр которых составляет 1/3 среднего размера частиц порошка,
втрое увеличивает пропускную способность воздушного фильтра из высоколегированной хромоникелевой стали; при этом перепад давления остается на
том же уровне, а прочность увеличивается на 10–20 %.
Таким образом, по сравнению с существующими фильтрами на органической и неорганической основах, металлические фильтры имеют преимущества, расширяющие область их применения: широкий диапазон пористости и проницаемости, достаточно высокую прочность, нечувствительность
к ударным нагрузкам.
Контрольные вопросы
1. Каковы области применения металлических фильтров?
2. С какими параметрами связано гидравлическое сопротивление фильтра?
3. От чего зависит величина сил инерции на стадии фильтрования?
4. Какими приемами можно увеличить пористость фильтров?
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
50
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 4. Металлические фильтры. Свойства и технология производства
5. Назовите ориентировочные показатели пористости фильтров на основе металлических волокон.
6. С чем связана высокая поверхностная активность пористых материалов?
7. Назовите области применения высокопористых материалов.
Лекция 5.
Свойства и поведение пористого тела
План лекции
1. Свойства и поведение пористого тела, его условные и фактические
параметры. Основы единства свойств пористого тела.
2. Уплотнение пористого тела и безразмерные характеристики (параметры), основные принципы статистики пористого тела.
3. Различия волокнистых и порошковых спеченных тел в зависимости
от относительной плотности, параметров и свойств.
4. Высокопористые материалы, фильтры.
5. Способы получения высокопористых материалов.
6. Пористые материалы и возможности их применения в промышленности.
Свойства и поведение пористого тела,
его условные и фактические параметры.
Основы единства свойств пористого тела
В промежуточных стадиях получения порошковые и волокнистые заготовки являются пористыми телами, деформирующимися и оказывающими
сопротивление деформации при консолидации и спекании. Поэтому изучение
и установление закономерностей свойств и поведения пористого тела достаточно обоснованно можно считать главной проблемой научных основ порошковой металлургии и металлургии волокна.
Пористый материал – простейшая композиция (металл–воздух). Знание
свойств и поведения этой простейшей композиции необходимо для понимания свойств более сложных композиций.
Хорошо известно, что почти все свойства и поведение пористого тела
отличаются от свойств соответствующего компактного тела. В числе причин
этой особенности выдвигалась, в частности, гипотеза о том, что вещество пористого тела находится в особом структурном состоянии и оно содержит
больше дефектов тонкой структуры, больше вакансий и дислокаций и т.п.,
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
51
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 5. Свойства и поведение пористого тела
чем вещество соответствующего компактного тела. Особенно часто эта гипотеза выдвигалась для объяснения явлений спекания.
То, что принято называть свойствами пористого тела, на самом деле
только условные характеристики некоторой пористой конструкции из
сплошного металла. Эти характеристики относят к некоторым (заведомо искаженным) условным параметрам пористого тела – номинальной длине (или
другим линейным размерам) и сечению – или к более сложным номинальным
параметрам, выраженным в виде довольно простых функций номинальных
длины, ширины и относительной плотности (номинальные объем, отношение
длины к сечению и т.п.).
Зная, в каком масштабе искажена одна из условных характеристик пористого образца (например, электропроводность), можно легко определить и
масштабы искажений около десятка других характеристик этого образца (теплопроводности, модули упругости, сдвига, сжатия, коэффициента Пуассона,
скорости звука и др.). Зная же масштабы искажения этих условных характеристик, можно определить и сами характеристики данного образца.
Пусть условная продольная скорость распространения звука v в пористом стержне с номинальной длиной lк меньше скорости звука vк в компактном теле. Разделив v на vк (или vк на v), получаем соответствующие масштабные факторы (безразмерные истинные параметры процесса) v/vк, l/lк:
v/vк = lк/l; vк/v = l/lк; 0≤ v/vк ≤ 1;
∞ ≥ l/lк ≥ 1; v = lк/t; vк = l/t,
где v – скорость звука в пористом стержне, отнесенная к его номинальной
длине lк; vк – действительная скорость распространения звука как в компактном теле из того же вещества, так и в любом произвольно выделенном в пористом стержне компактном пространственном элементе вещества, другими
словами, скорость vк есть также и скорость распространения звука в пористом теле, отнесенная к фактической длине пути l; v/vк – безразмерная скорость распространения процесса в пористом теле; l/lк – безразмерный путь
процесса в пористом теле.
Уравнения выведены из предположения, что скорость распространения
звука в веществе компактного тела и в компактных пространственных элементах того же вещества в пористом теле одинакова. Поэтому нетрудно видеть, что уравнения действительны не только для скорости и пути звука, но и
для скорости и пути распространения любого процесса, например передачи
электрического тока, напряжений и т.п. Могут возразить, что в компактном
стержне путь передачи не совсем прямолинеен и равен klк, где значение k ≥ 1 и
различно для разных процессов. Нетрудно, однако, видеть, что коэффициент k
должен сокращаться в безразмерных величинах v/vк, l/lк:
kv/kvк = klк/kl = v/ vк; kl/ klк= l/lк.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
52
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 5. Свойства и поведение пористого тела
Важнейший параметр пористого тела – критическая доля α (сечения,
объема) – масштабный фактор, определяющий, например, масштаб искажения номинального модуля упругости Е по отношению к модулю упругости Ек
компактного металла (α = Е/Ек):
θ/α = (l/lк)2.
В формуле, в соответствии со сказанным ранее, значения v/vк являются
безразмерной скоростью, l/lк – безразмерным путем для любого обратимого
процесса (т.е. процесса, не изменяющего необратимо величину α, например
для пути и скорости распространения электрического тока и т.п.).
Формула связывает воедино два наиболее важных параметра (масштабных фактора) пористого тела – истинную безразмерную длину пути
процесса l/lк и безразмерное критическое сечениеα (т.е. сечение концентр ации процесса). Заметим, что величину α можно рассматривать и как критический объем (в котором реально концентрируется процесс).
Таким образом, существует единая количественная взаимосвязь между
рядом свойств одного и того же пористого тела.
Уплотнение пористого тела
и безразмерные характеристики (параметры),
основные принципы статистики пористого тела
Первый принцип – все упомянутые безразмерные характеристики пористого тела (а также некоторые другие), значение которых заключается между нулем и единицей, обладают всеми свойствами вероятностей и их можно
рассматривать как соответствующие вероятности. Этот принцип базируется
на следующими положениях:
1. Число частиц пористого тела очень велико (каждый кубический сантиметр объема может содержать около миллиарда частиц, через каждый
квадратный сантиметр сечения может проходить около миллиона частиц).
Поэтому в силу закона больших чисел поведение каждого индивидуального
пористого тела статистично и вероятное значение безразмерной характеристики с большой степенью точности совпадает с ее фактической величиной.
2. Упомянутые безразмерные характеристики полностью удовлетворяют одному из основных свойств вероятности: их значения не меньше нуля и
не больше единицы. Нетрудно показать, что они отвечают и определению вероятностей (отношение числа благоприятствующих случаев к числу всех
возможных случаев).
3. Эти характеристики удовлетворяют и другому основному свойству
вероятности – так называемому закону сложения вероятностей. Например,
вероятность необратимой деформации частиц равна ω, вероятность того, что
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
53
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 5. Свойства и поведение пористого тела
эта деформация не произойдет, равна (1 – ω); сумма отдельных деформаций
равна единице: ω + (1 – ω) = 1.
4. Если упомянутые безразмерные характеристики зависят от нескольких вероятностных факторов, то имеет место закон умножения вероятностей.
Второй простой принцип статистики пористого тела состоит в том, что
следует рассчитывать не только вероятность встречи между частицами, но и
вероятности ее фиксирования и потери (уклонения, ухода от встречи). Нетрудно видеть, что количественным фактором – мгновенной вероятностью
сохранения встречи между частицами – является «диспетчерская» характеристика z = dω/dθ. Необходимо ввести также понятие о кумулятивной (средней)
вероятности фиксирования встречи: zс = ∆ω/∆θ при уплотнении пористого
тела на ∆θ.
Третий простой принцип (не менее важный, чем два других) состоит в
том, что нельзя рассматривать статистику пористого тела изолированно от
физических и технологических факторов. Не следует думать, что специалисты могут только регистрировать статистические параметры, но не воздействовать на их величину . Выше было отмечено, что все параметры пористого
тела являются функциями двух основных – θ и z. На величину θ (относительной плотности) воздействовать очень легко. Регулирование этой величины
является повседневной обязанностью почти каждого специалиста в этой области. Регулирование параметра z более сложно. Мы заинтересованы в таком
регулировании в двух противоположных направлениях. В некоторых случаях
надо как можно более снизить величину z, т.е. стремиться к значениям z → 0.
В других случаях нам надо повысить величину z до возможного максимума (z→1).
Несомненно, что в процессах (особенно промежуточных) получения
порошковых и волокнистых металлов (прессование, спекание) часто следует
стремиться к снижению сопротивления деформации тела при заданном значении θ, т.е. к снижению величин: α (определяющей сопротивление дефо рмации), ω (определяющей работу деформации), а следовательно, и к z → 0.
При производстве готовых изделий перед нами обычно стоит прямо противоположная задача – при заданном значении θ получить максимальную величину свойств, которые требуют достичь потолка значенийα, ω и z. Следовательно, оптимальной будет величина z →1. Очевидно, в таких случаях полезны две группы операций получения изделий: 1) получение максимальных
значений θ при минимальной величине z; 2) после получения максимальной
величины θ доведение значения z до самого большого.
Однако есть случаи, когда в готовых изделиях требуется при заданной
величине θ достичь максимума электросопротивления или звукопоглощения.
В этих случаях полезно снизить прочность волокнистого или порошкового
каркаса, т.е. держать величину z на малых уровнях и добиваться допустимых
значений прочности за счет, например, пропитки пористого каркаса веществами , плохо проводящими звук или электричество (пластмассой, резиной).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
54
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 5. Свойства и поведение пористого тела
Различия волокнистых и порошковых спеченных тел
в зависимости от относительной плотности,
параметров и свойств
При спекании материя может избирательно стягиваться к местам контакта без уплотнения. Поэтому спекание является в ряде случаев не только
статистическим, но и избирательным процессом, а иногда даже только избирательным. Избирательное действие спекания обычно ограничивается тем,
что «диспетчерская» функция z – вероятность фиксирования контакта – приближается, по статистическим и физико-техническим данным, к максимально
возможным значениям, которые остаются, однако, в рамках статистической
теории.
Поведение и свойства спеченных порошковых и волокнистых тел очень
различны прежде всего из-за разной структуры частиц порошков и волокна.
Частицы порошка имеют форму, не сильно отличающуюся от равноосности.
Поэтому связь между частицами порошкового тела имеет подвижно-жесткий
характер. Порошковая частица деформируется локально – в местах контакта.
Порошковое тело уплотняется и за счет роста существующих до уплотнения
контактных участков (жесткая связь), и в результате взаимного перемещения
частиц без существенной их деформации. При уплотнении и спекании порошковых тел обязательно имеют место не только рост, но и разрыв и смещение связей и контактов между частицами (фиксирование и потеря встречи
между ними).
При изотропном спекании уплотненных порошковых тел, не сопровождающемся существенной усадкой, можно различать три стадии относительных плотностей. Первая стадия соответствует малым относительным плотностям и слабой связи между частицами, достигнутым до спекания; при уплотнении в этой стадии до спекания преобладала вероятность потери встречи
(разрыва контактов) между частицами. При спекании таких тел без дальнейшего уплотнения нельзя достичь существенного роста характеристики z.
Вторая стадия относительных плотностей порошковых тел (от θ = 0,6–0,75
до θ = 0,85–0,9) соответствует равновероятным значениям z → θ.
В третьей стадии (для порошковых тел обычно от значений θ = 0,85–0,9
и выше) имеет место фиксирование контактов. Поэтому необратимая деформация при уплотнении протекает не только в местах контакта, но и начинает
захватывать весь объем частиц. В этой стадии необратима деформированная
доля объема твердой фазы ω → 1, z → 1.
Таким образом, с ростом плотности порошковых тел происходит изменение функций, характеризующих их состояние, только в одну сторону: величина z увеличивается от z << θ в первой стадии до z = θ во второй и до z = 1
в третьей.
Волокнистые частицы (нити) характеризуются гибкостью. Поэтому
связь между частицами волокнистого тела имеет обычно жестко-гибкий характер. Деформация происходит не только в местах контакта нитей, но и за
счет изгибания-выпрямления участков нити между двумя контактами. Ос
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
55
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 5. Свойства и поведение пористого тела
новной структурной единицей волокнистого тела, в отличие от порошкового,
является не вся частица (нить), а участки нити между двумя ближайшими контактами. Гибкость зависит от отношения длины такого участка нити l1 к ее диаметру D. С ростом θ увеличивается число контактов, снижается величина l1/D и
уменьшается гибкость этих участков. Можно разделить поведение пористых
волокнистых тел, в зависимости от величины θ, также на три стадии.
Первая стадия – при низкой плотности контакты при спекании могут
расти вследствие гибкости волокон, без разрыва других контактов. Таким образом, в этой стадии имеет место новый, особый механизм спекания, значительное увеличение критического сеченияα без существенного измен ения
плотности и без разрыва контактов за счет изгиба длинных участков волокна
между соседними контактами (гибкая связь). При отсутствии разрыва контактов z = 1.
С повышением плотности, характеризующей переход от первой ко второй стадии, короткие участки волокна теряют гибкость и постепенно становятся примерно такими же жесткими, как и соответствующие участки у порошковых металлов. Поэтому во второй стадии характеристики пористых
волокнистых тел не отличаются существенно от порошковых, т.е. z → θ.
Третья стадия высоких плотностей, как и у порошковых тел, характеризуется жестким фиксированием контактов, при этом z → 1.
Потолок критического сечения α и свойств у волокнистых спеченных тел
в первой стадии больше, чем у порошковых: α = θ2, во второй стадии α = θ3,
в третьей α = θ2. В соответствии с особым механизмом спекания волокнистых
тел у них, в отличие от порошковых, не наблюдались явления зонального
обособления.
Анизотропность коэффициентов консолидации z и автономности y
прежде всего логически очевидна. При анизотропной форме частиц и их неодинаковой ориентировке в разных направлениях (и даже при равноосной
форме частиц, но неодинаковом давлении консолидации по разным осям)
степень их консолидации и автономности по этим направлениям не может
быть одинаковой. Следовательно, и величина коэффициентов консолидации z
и автономности y по трем главным измерениям в этих случаях анизотропна.
Если прочность связи нескольких волокон или их отрезков между собой больше прочности каждого из волокон, то в этом случае коэффициент
консолидации z > 1. Таким образом, значение коэффициента консолидации
z >1 имеет реальный физический смысл – прочность связи между частицами
выше прочности самих частиц.
Особо высокие значения z наблюдаются в случае спекания систем с образованием жидкой фазы, например системы из смеси волокна молибдена с
10–15 % (объем.) медного волокна.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
56
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 5. Свойства и поведение пористого тела
Высокопористые материалы, фильтры
СВС-керамические материалы с открытой пористостью более 60 % обладают высокими фильтрационными характеристиками, каталитическими и
сорбционными свойствами. Рационально организованная структура (градиентная пористость) повышает эффективность фильтрации и одновременно
обеспечивает возможность регенерации фильтров обратным током жидкости
или газа. Области применения: от очистки питьевой воды до атомной энергетики и металлургии. В ИСМАНе разработаны технологические режимы и оптимизированы технологические схемы производства высокопористых материалов с градиентной пористостью на основе сиалонов, оксидов и карбидов.
Возможные потребители:
– экология – производство бытовых фильтров для очистки питьевой
воды от солей тяжелых металлов и токсичных органических соединений
(СВС-фильтры дешевле выпускаемых промышленных изделий на 40–50 %);
– автомобильная промышленность;
– фильтрация топлива, масел и выхлопных газов;
– пищевая промышленность;
– фильтрация винно-водочных изделий, растительного масла и т.д.
Градиентные СВС-фильтры имеют селективный слой из карбида титана толщиной 100 мкм с размером пор 0,1–1,0 мкм и прочную карбидную основу толщиной до 5 мм и размером пор ~15 мкм. Они обладают высокими
качественными показателями по основным характеристикам (оценка по пятибалльной шкале): фильтрационные характеристики – 5, сорбционность – 5,
регенерируемость – 5. Испытания показали, что фильтры на основе карбида титана снижают загрязнение вод солями тяжелых металлов (в т.ч. урана, свинца,
железа, кобальта, марганца и др.), понижают жесткость воды до 30 %, а также
очищают от токсичных органических соединений. Кроме этого, СВС-фильтры
на основе карбида титана обладают хорошими бактерицидными свойствами,
высокой коррозионной и термической стойкостью (до 1 000 °С). На основе
СВС-фильтров изготовлены мембранные бытовые устройства различной
формы и размеров: в виде дисков и труб или стаканов. Промышленная установка из шести сменных фильтров-стаканов обеспечивает производительность 10 000 л/ч при перепаде давлений 1 кгс/см2 и выдерживает рабочее
давление до 6 кгс/см2. Перспективно также использование СВС-фильтров для
очистки масел (растительного и промышленного), бензинов и других органических веществ.
Основными направлениями работ по высокопористым материалам являются:
– разработка высокопористых материалов с ячеистой структурой (открытоячеистые пенометаллы и пенокерамика) c широким спектром эксплуатационных характеристик (жаростойкость, термостойкость, биосовместимость, каталитическая активность и т.д.);
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
57
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 5. Свойства и поведение пористого тела
– разработка процессов формирования различных функциональных покрытий на структурных элементах пеноматериалов;
– разработка устройств нейтрализации вредных выбросов в окружающую среду c использованием высокопористых материалов;
– разработка исследовательских установок для изучения процессов получения и эксплуатационных характеристик пеноматериалов;
– разработка процессов металлизации дисперсных материалов различной природы методами химического восстановления;
– исследование некоторых процессов, относящихся к традиционным
технологиям керамики и технологиям химической и электролитической металлизации.
Способы получения высокопористых материалов
Теплоизоляционные материалы изготовляются способом газообразования. Сущность этого способа заключается в том, что газы, выделяющиеся в
результате химических реакций, стремятся выйти из свежеприготовленной
массы и при этом образуют в ней поры. Высокопористая структура материала получается вследствие введения в полужидкую массу газообразователя.
Газообразование применяется для производства ячеистых бетонов (газобетон
и газосиликат), ячеистой керамики (газокерамика), ячеистого стекла (пеностекла), газонаполненных пластмасс и др. При получении ячеистого бетона в
конце XIX в. использовали углекислые соли и кислоты. При взаимодействии
этих газообразователей выделялся углекислый газ. В настоящее время для
получения ячеистых бетонов применяют главным образом алюминиевую
пудру, которая вводится в количестве 0,1–0,2 % от веса цемента. Выделяющийся водород обеспечивает вспучивание цементного теста или раствора.
При этом конец схватывания должен совпадать с концом газообразования.
Иногда вместо алюминиевой пудры применяют водный раствор перекиси водорода (Н2О2), который в щелочной среде выделяет газообразный кислород.
Газообразование может происходить при обычной температуре, а также при
нагревании смешанной с газообразователем массы до высокой температуры.
К газообразователям предъявляют ряд требований. Они должны выделять значительные объемы газа, быть химически стойкими и не разлагаться
при хранении и транспортировании, не выделять вредные продукты. Если газообразователь применяется при высокой температуре, то наибольшее количество газов он должен выделять при температуре, соответствующей оптимальной вязкости вспучиваемых масс. При производстве ячеистого стекла
(пеностекла) эта температура колеблется в пределах 700–900 °С, при производстве газонаполненных пластмасс составляет около 140–160 °С. Основные
компоненты массы могут химически взаимодействовать с газообразователем,
могут и не вступать в химическую реакцию с ним.
Примером химического взаимодействия массы и газообразователя является реакция, которая происходит между алюминиевой пудрой и гидратом окиси кальция в водной среде: 2Аl + 3Са(ОН)2 + 6Н2О ≥ 3СаО · Аl2О3 · 6Н2О + 3Н2.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
58
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 5. Свойства и поведение пористого тела
Примером газообразования, при котором масса не вступает во взаимодействие с газообразователем, является протекающая в щелочной среде реакция
выделения кислорода из перекиси водорода: 2H2O2 ≥ 2H2O + O2. При использовании алюминиевой пудры газовыделение происходит вследствие ее взаимодействия с образующимся при гидратации цемента гидратом окиси кальция. Интенсивность выделения водорода зависит от степени дисперсности
алюминиевой пудры, состояния ее поверхности, температуры среды и концентрации в ней водородных ионов. Необходимо, чтобы интенсивность выделения водорода соответствовала скорости повышения вязкости цементного
теста или раствора. Выделение водорода должно закончиться к тому моменту, когда тесто или раствор утратит подвижность. Чем меньше частицы газообразователя и чем чище их поверхность, тем быстрее и полнее происходит
реакция выделения газа, в данном случае – водорода.
Скорость газовыделения регулируется применением соответствующих
ускорителей и замедлителей, которые иногда называют активирующими и
пассивирующими добавками. Активирующей добавкой при использовании
алюминиевой пудры является, например, раствор двуххлористой и однохлористой ртути (HgCl2 и Hg2Cl2), который разрушает пленку окиси алюминия
на поверхности его мельчайших частиц, увеличивая этим их активность при
взаимодействии с гидратом окиси кальция. Пассивирующие добавки – это
сильные окислители, например, азотная кислота, перекись водорода и др.
Действие активирующих и пассивирующих добавок прямо противоположно:
активирующие добавки очищают поверхность газообразователя от окиси, а
пассивирующие окисляют поверхность газообразователя.
При производстве теплоизоляционных огнеупоров с объемным весом
300–400 кг/м3 в глиняную массу добавляют карбонатную породу и серную кислоту. В результате взаимодействия карбонатной породы, например известняка и
серной кислоты, происходит реакция: СаСО3 + H2SO4 ≥ CaSO4 + Н2О + СО2. Газообразователем является углекислый газ, который вспучивает массу. Объем
вспученной массы до обжига закрепляется применением стабилизаторов: быстро твердеющих вяжущих, например гипса, глиноземистого цемента и др.
Быстро твердеющие вяжущие затвердевают к моменту наибольшего вспучивания массы. Стабилизаторами могут быть также квасцы. Кристаллизуясь из
раствора, квасцы препятствуют оседанию вспученной массы. Для обеспечения поризации расплавленных стекломасс и пластических масс также применяется способ газообразования. В расплавленные стекла или смолы, имеющие необходимую вязкость, вводят вещества, которые при высокой температуре выделяют газы. При этом вязкие расплавы вспучиваются и остаются такими при остывании.
Весьма важным для получения вспученных материалов высокого качества является однородность величины пор и равномерность их распределения в материале. Это может быть достигнуто при надлежащем соотношении
между интенсивностью выделения газов и повышения их давления, с одной
стороны, и изменением вязкости расплавов в зависимости от их температуры – с другой.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
59
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 5. Свойства и поведение пористого тела
Пористые материалы и возможности их применения
в промышленности
К группе пористых относятся антифрикционные, фрикционные материалы, фильтры и так называемые «потеющие» материалы.
Бронзовые фильтры обычно изготавливаются из порошков со сферической формой частиц, полученных путем распыления жидкого металла. Температура спекания составляет 800–900 °С. Продолжительность спекания от
30 мин до 1 ч. Бронзовые фильтры с размером частиц порошка 50–130 мкм
используются для грубой очистки, 2–30 мкм – для тонкой. Бронзовые фильтры находят широкое применение в промышленности для очистки жидкого
горючего в дизелях и реактивных двигателях, смазочных материалов и сжатых газов от твердых примесей размерами 5–200 мкм, а также для очистки
разбавленных кислот и щелочей, расплавленного парафина и т.д. Пористые
материалы, изготавливаемые из порошков электролитического и карбонильного никеля методом прессования и последующего спекания при температуре 1 000–1 100 °С, предназначены для работы в качестве фильтров и пористых электродов. Последние находят широкое применение в электрохимии и
катализе. Так, щелочные аккумуляторы, электроды которых представляют
собой высокопористые никелевые пластины, по сравнению с обычными аккумуляторами имеют меньший вес и габариты.
Большое применение находят фильтры из нержавеющей стали, которые обладают более высокой коррозионной стойкостью и значительно дешевле чистого никеля. Для изготовления фильтров применяются порошки
из нержавеющих сталей Х17Н2, Х18Н9, Х30 и др. Технология их изготовления: прессование или прокатка с последующим спеканием при температуре 1 200–1 250 °С в течение 2–3 ч. Фильтры из нержавеющих сталей показали хорошие результаты при очистке жидкого литья, горячего доменного и
мартеновского газов. Как преграда для распространения пламени они находят применение в автогенной технике, в производстве ацетилена, в газопламенной обработке металлов, в резервуарах низкокипящих и взрывоопасных
жидкостей.
Применение пористых материалов для борьбы с обледенением самолетов позволяет снизить на 50 % расход антифриза. Использование пористого
титана в различных отраслях техники обусловлено рядом его ценных
свойств, главными из которых являются высокая коррозионная стойкость во
многих агрессивных средах и высокая удельная прочность. Пористые титановые материалы получают из порошков с размером частиц менее 60 мкм с наполнителем, а также из электролитического порошка с размером частиц до 1 мм
без наполнителя. Такие изделия спекают в специальной атмосфере при температуре 950–1 150 °С в течение 1,5–2 ч. Пористый титан стоек в азотной кислоте и щелочных растворах, обеспечивает тонкость очистки 5 мкм и менее.
Пористое охлаждение – один из эффективных способов охлаждения
высокотемпературных узлов и механизмов. Испарительное охлаждение предусматривает принудительное пропускание жидкости через пористую среду.
В этом случае тепло, выделяющееся на поверхности пористого тела, погло
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
60
РАЗДЕЛ 2. ФИЛЬТРЫ И ВЫСОКОПОРИСТЫЕ ИЗДЕЛИЯ
Лекция 5. Свойства и поведение пористого тела
щается и рассеивается испарительным охлаждающим устройством. Установлено, что охлаждение испарением более эффективно, чем конвективное или
пленочное в равнозначных системах. Так, применение сопловых и рабочих
турбинных лопаток позволило повысить температуру рабочего газа с 840 °С
до 1 200 °С и увеличить снимаемую мощность на 10 %.
Возможности использования пористого материала для контроля температуры на поверхности практически не ограничены. Детали из пористого металла могут использоваться для создания условия локального нагрева и одновременно они могут быть использованы для охлаждения локального перегрева механизмов. Весьма перспективно применение в промышленности тепловых труб, обеспечивающих выравнивание температурного поля в различных аппаратах и установках и изотермические условия обработки тех или
иных материалов. Так, использование низкотемпературных тепловых труб в
электрических машинах для охлаждения роторов и статоров двигателей, генераторов, а также обмоток трансформаторов позволило увеличить их мощность на 30–50 %. Успешно используются тепловые трубы для охлаждения
высоковольтных выключателей большой мощности. Тепловые трубы и паровые камеры имеют ряд преимуществ по сравнению с традиционными элементами передачи тепла, например, циркуляционными теплообменниками:
они не имеют подвижных деталей, бесшумны, не требуют расхода энергии на
перекачку теплоносителя из зоны конденсации в зону испарения, обладают
малым термическим сопротивлением, по сравнению с металлическими
стержнями таких же геометрических параметров, и имеют небольшой вес.
Рассмотренные в лекции закономерности свойств и поведения пористого тела позволяют обоснованно подходить к вопросам создания фильтров,
структура и свойства которых приспособлены для решения задачи фильтрации определенной среды.
Контрольные вопросы
1. Чем различаются свойства и поведение пористого тела и компактного тела?
2. Назовите условные параметры пористого тела.
3. На чем основано единство свойств пористого тела?
4. Сформулируйте основные принципы статистики пористого тела.
5. Перечислите основные стадии процесса изготовления бронзовых
фильтров.
6. В чем заключается эффект пористого охлаждения?
7. Назовите возможности использования пористого материала для контроля температуры на поверхности.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
61
РАЗДЕЛ 3.
ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 6.
Свойства и принципы создания
фрикционных материалов
План лекции
1. Характеристика фрикционных материалов.
2. Испытания фрикционных материалов.
3. Принципы создания спеченных фрикционных материалов.
4. Металлическая основа спеченных фрикционных материалов.
5. Технология производства фрикционного покрытия.
Характеристика фрикционных материалов
Фрикционные материалы – материалы, применяемые для изготовления
деталей, работающих в условиях трения скольжения, и имеющие большой
коэффициент трения. Вследствие непрерывного развития техники постоянно
растут требования к фрикционным материалам (рис. 15).
Они характеризуются высокой фрикционной теплостойкостью (т.е. способностью сохранять коэффициент трения и износоустойчивость в широком
диапазоне температур), низкой способностью к адгезии (так как они не
должны при трении схватываться, т.е. как бы «прилипать» друг к другу), высокой теплопроводностью и теплоёмкостью, хорошей устойчивостью против
теплового удара, возникающего в результате интенсивного выделения тепла
в процессе трения. К фрикционным материалам предъявляются также требования по коррозионной стойкости, прирабатываемости, технологичности,
экономичности.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
62
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 6. Свойства и принципы создания фрикционных материалов
Рис. 15. Температуры на поверхности трения фрикционного
материала tп.т: 1 – высокотемпературного; 2 – железографитового; 3 – бронзографитового; 4 – на основе полимер-асбеста
К металлическим фрикционным материалам относятся чугуны и стали
некоторых марок. Для железнодорожных тормозных колодок, например, широко используется серый чугун. Чугуны не склонны к короблению, но при
температурах свыше 400–600 °С их коэффициент трения резко снижается
(это ограничивает температурные условия использования чугунов). Для
фрикционных муфт гусеничных машин применяются пары трения из сталей
40, 45, 65Г и др. Существенный недостаток стальных пар трения – склонность к короблению и схватыванию при перегревах. В качестве фрикционных материалов металлы постепенно заменяют пластмассами.
Неметаллические фрикционные материалы изготовляются главным образом на асбестовой основе; связующим веществом служат каучуки, смолы и
т.п. Пластмассовые материалы на каучуковом связующем имеют относительно высокий и устойчивый коэффициент трения до 220–250 °С; они применяются для накладок автомобильных тормозов и колец сцеплений. Пластмассовые материалы на смоляном связующем имеют более высокую износоустойчивость, но несколько меньший коэффициент трения. Один из лучших
материалов этой группы – ретинакс, в состав которого входят фенолоформальдегидная смола, барит, асбест и другие компоненты; он предназначен
для использования в тормозных узлах с тяжёлым режимом эксплуатации, где
температура на поверхности трения может достигать 1 000 °С (авиационные
тормоза).
Спечённые фрикционные материалы получили распространение в тяжелонагруженных тормозных устройствах и фрикционных муфтах, что определяется их высокими износоустойчивостью, коэффициентом трения, теплостойкостью, теплопроводностью и некоторыми другими свойствами. Проявлению хороших эксплуатационных свойств спечённых материалов в тяжёлых
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
63
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 6. Свойства и принципы создания фрикционных материалов
условиях работы способствуют входящие в их состав компоненты, одни из
которых обеспечивают высокие износостойкость и коэффициент трения
(карбиды и окислы металлов и т.д.), а другие – стабильность фрикционных
свойств и отсутствие схватывания (графит, асбест, барит, дисульфид молибдена и т.д.). Эти материалы служат для изготовления дисков, секторов, колодок методом спекания предварительно спрессованных заготовок из порошковых смесей.
К фрикционным материалам предъявляются следующие требования:
они должны иметь высокий коэффициент трения, обеспечивающий плавность торможения и минимальную пробуксовку, и износостойкость как собственную, так и сопряженной стальной поверхности. Кроме того, они должны иметь хорошую прирабатываемость, не заедать, но обладать высокой теплопроводностью. Всем этим требованиям может отвечать только порошковый сплав, представляющий целый комплекс различных материалов с различными свойствами. По условиям эксплуатации фрикционные материалы
могут работать: 1) в масляной ванне, например в автоматических коробках
передач современных автомобилей с фрикционными дисками и тормозными
лентами; 2) при сухом трении, например тормозные накладки фрикционных
механических прессов.
Фрикционные ПКМ должны обладать стабильным коэффициентом
трения в пределах от 0,25 до 0,5; высокой износостойкостью и термостойкостью. Интенсивность их изнашивания в условиях большого диапазона скоростей скольжения и нагрузок не должна превышать I = h/L = 10 – 7 (где h –
толщина истертого слоя; L – путь трения). Полимерные фрикционные материалы применяются в условиях эксплуатации среднего уровня – при температуре на поверхности трения до 400–500 °С. Из-за вредности продуктов истирания ПКМ, содержащих асбест, их применение сокращается, а в ряде
стран запрещено. Полимерные фрикционные материалы используются в основном для изготовления тормозных колодок, дисков и муфт сцепления в
транспортных средствах, прессового оборудования, швейных машин и других устройств и механизмов, требующих быстрой и надежной остановки или
плавного запуска в действие.
Существуют особые виды фрикционных ПКМ, работающих в тяжелых
и сверхтяжелых условиях эксплуатации. Примером наиболее устойчивого к
тяжелым условиям эксплуатации полимерного фрикционного материала является гетинакс, получаемый методом горячего прессования композиции из
асбестового наполнителя, молотого барита, латунной стружки и фенолоформальдегидной смолы, работающей при температуре поверхности трения до
600 °С. Еще более устойчивыми в сверхтяжелых условиях эксплуатации являются фрикционные ПКМ на основе углеродных волокон, графита и термостойких смол, способные работать в паре как с металлическим контртелом,
так и с одноименной углеродной парой, в частности в авиационных тормозах.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
64
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 6. Свойства и принципы создания фрикционных материалов
Испытания фрикционных материалов
Для получения механических характеристик материалов проводят производственные испытания всего агрегата, в ходе которых уточняют и прочие
его параметры. Однако такие испытания отличаются значительной продолжительностью, высокой стоимостью, невозможностью сравнить полученные
результаты с результатами испытаний, проведенных по другим методикам, а
также принудительной подгонкой индивидуальных признаков исследуемого
объекта к усредненным значениям свойств. По этим причинам большая часть
испытаний, подразделяемых на основные, модельные и стендовые, проводится на специально сконструированных установках.
Основные испытания проводятся для выявления характера и анализа
поведения только пары трения. По их результатам проводится целевая разработка материалов. Испытывают, как правило, пары трения простой геометрической формы, выявляя оптимальную скорость скольжения, удельное давление, температуру пары в определенных атмосферных условиях, создаваемых в ходе эксперимента.
а
б
в
Рис. 16. Схемы установок для испытания фрикционных материалов: а – частичное
перекрытие (испытание по мощности); б – частичное перекрытие (испытание по
работоспособности); в – полное перекрытие (испытание по работоспособности); 1 –
двигатель; 2 – коробка передач; 3 – механизм прижима; 4 – испытуемый образец;
5 – муфта включения; 6 – маховик; 7 – инерционная масса; 8 – исследуемая муфта
В ходе модельных испытаний (рис. 16) проверяют баланс мощности и
режимы работы пары трения.
При проведении испытаний по балансу мощности давление и скорость
скольжения оставляют постоянными; условия термического равновесия определяют по соответствию мощности, затраченной на трение, и по теплоотводу. Этот вид испытания имитирует продолжительное торможение, имеющее место при длительном равномерном движении под уклон.
Проверка по режимам работы, проводимая торможением или ускорением инерционной массы, условно воспроизводит эксплуатационные нагрузки тормозов и муфт сцепления. Согласно характеру изменения момента трения, в процессе испытания изменяются скорость скольжения, энергия и тепловые характеристики. В зависимости от формы трущейся пары, следует различать испытания с частичным и сплошным перекрытием контактных по
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
65
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 6. Свойства и принципы создания фрикционных материалов
верхностей. В первом случае коэффициент перекрытия поверхности трения
фрикционной детали и контртела меньше, а во втором равен единице.
При стендовых испытаниях действию близких к эксплуатационным
нагрузок подвергается узел машины с исследуемой парой трения. Наряду со
свойствами пары трения определяют теплоотвод элементов машин, склонность к возбуждению колебаний, КПД передачи давления и удаление продуктов истирания. Испытание по балансу мощности дает, как правило, наибольшие его значения, однако в данном случае износ пары трения по сравнению с другими методами испытаний часто оказывается меньшим, так как после относительно короткого периода нагружения устанавливается квазистатический режим. На современных испытательных стендах можно проводить
два вида испытаний: по балансу мощности и по режимам работы. Мощность
привода испытательных стендов гораздо больше мощности, необходимой для
исследований процессов трения.
Принципы создания спеченных фрикционных материалов
Высокие требования, предъявляемые к фрикционным материалам,
можно удовлетворить лишь за счет создания сложных композитов. Для выяснения взаимного влияния различных фрикционных материалов, отличающихся по типу и объему содержащихся в них компонентов и их реакции на
изменение окружающей атмосферы, проводится обширная программа исследований, объем и структура которой зависят от состава композиционных материалов. Такая программа требует много времени и средств.
Разнообразие исходных материалов и технологические возможности
порошковой металлургии позволяют создать целую гамму сложных композитов. Металлическая основа спеченных фрикционных материалов состоит
почти исключительно из меди, железа или их сплавов. Для оптимизации
свойств фрикционных материалов в состав основы вводятся различные металлические и неметаллические компоненты, которые в зависимости от оказываемого ими эффекта можно разделить на две группы. К первой группе относятся материалы, уменьшающие склонность трущейся пары к заеданию:
графит, легкоплавкие металлы (свинец, висмут, кадмий), сульфиды и сульфаты металлов. Компонентами второй группы – преимущественно оксидами,
силикатами, карбидами и фосфатами – создается и стабилизируется определенный режим трения. Материалы обеих групп повышают износостойкость
фрикционных деталей.
Наиболее важной составляющей, встречающейся почти во всех спеченных фрикционных материалах, является графит. В материалах, работающих в условиях сухого трения, содержание графита колеблется от 10 до 30 %,
а в условиях жидкостного трения масла – в пределах 10 %. Структура графита слоистая, он легко распадается на отдельные пластинки, что обусловлено
слабыми силами сцепления в направлении оси с гексагональной решетки.
Графит расслаивается еще больше при наличии в его структуре чужеродных
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
66
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 6. Свойства и принципы создания фрикционных материалов
атомов и молекул (водяного пара, оксидов свинца и кадмия), а также при высокой температуре. Графит, оксиды, карбиды и нитриды металлов применяются в контактном слое трущейся пары при значительных нагрузках. Состав
материала и способ нагружения определяют структуру и свойства контактного слоя. Фрикционный слой должен стабильно работать в широком диапазоне нагрузок и обладать способностью к самовосстановлению.
На рис. 17 схематически показаны различные варианты конструкций
фрикционного слоя и его механические характеристики. В случае а сопротивление сдвигу у фрикционного слоя значительно меньше, чем у основы.
Такая характеристика получается при нанесении на основу легкоплавкого
металла (свинца, висмута, индия) или материала со слоистой структурой
(графита и дисульфида молибдена). Фрикционный слой такой конструкции в
значительной степени снижает износ и трение, но слабо сцеплен с основой и
недолговечен.
а
б
в
Рис. 17. Схема образования реакционных слоёв: а – мягкий слой на высокопрочном основном материале; б – твёрдый слой на мягком основном материале; в –
покровный слой с высокопрочным промежуточным слоем; 1 – покровный слой;
2 – основной материал; 3 – промежуточный слой
В случае б твердость и прочность фрикционного слоя выше, чем основы. Фрикционное покрытие такого типа получается при дополнительном легировании материала, взаимодействии пластической деформации и упрочнения, термохимических и трибохимических реакциях, фазовом превращении и
диффузионных процессах. Такое покрытие обладает высокой износостойкостью. Однако существует опасность отделения фрикционного покрытия по
фазовым границам; это вызвано большим градиентом прочности на границе
раздела покрытие–основа, что влечет за собой быстрый износ деталей
Металлическая основа спеченных фрикционных материалов
Фрикционные материалы изготовляются из порошков меди, олова, железа и других, образующих металлическую их основу, куда добавляются в
небольшом количестве порошки кремния, двуокиси кремния (SiO2), асбеста и пр.
для повышения коэффициента трения, а также порошки графита, талька,
свинца и пр. для создания смазки на поверхностях трения. Изменяя дозиров-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
67
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 6. Свойства и принципы создания фрикционных материалов
ку добавок, увеличивающих коэффициент трения, и добавок, его снижающих, можно получить необходимые фрикционные свойства порошкового
сплава, т.е. исключить пробуксовку обильно смазанных трущихся поверхностей при очень высокой износостойкости и фрикционного материала, и сопряженной с ним стали. Например, в автомобильной промышленности для
работы в масле применяется фрикционный сплав из следующих порошков;
60 % Сu, 10 % Sn, 4 % Fe, 7 % Pb, 4 % графита, 8 % пульвер-бакелита и
7 % асбеста. Фрикционные сплавы отличаются невысокой прочностью, поэтому они применяются в виде тонкого слоя или на стальном диске, или на
стальной ленте. Соединение их со сталью производится двумя способами:
спеканием порошкового сплава под давлением со сталью или приклеиванием. В условиях сухого трения при торможении развивается более высокая
температура и поэтому приходится применять вместо медной основы железную, отличающуюся более высокой температурой плавления.
Технология производства фрикционного покрытия
Фрикционные материалы состоят из металлической матрицы и дисперсных материалов, способствующих трению (наполнитель). Металлическая матрица является несущей системой и предает материалу: а) жаропрочность; б) износостойкость; в) прочность; г) пластичность. Наполнитель вводится для достижения необходимых значений коэффициента трения, предотвращения схватывания между соприкасающимися деталями, обеспечивает
стабильность коэффициента трения. Доля наполнителя во фрикционных материалах – 50–60 %. Большое содержание наполнителя ухудшает прочность
металлической основы и ее прессуемость.
Оптимальная схема нанесения фрикционного покрытия показана на
рис. 17, в. Фрикционный слой отделен от основы промежуточным слоем с
хорошей деформируемостью, что обеспечивает плавное изменение механических свойств комбинированного покрытия при переходе от наружной поверхности к основе, надежное сцепление фрикционного слоя с основой, достаточную долговечность покрытия при эксплуатации.
Металлические порошки, применяемые для изготовления износостойкой основы, должны обладать высокой спекаемостью с неметаллическими
порошкообразными компонентами, входящими в состав композиционного
материала. В связи с этим для получения основы используются порошки с
пористой дендритной структурой, высокой поверхностной активностью и
зерном величиной менее 150 мкм. Для повышения поверхностной активности
проводится специальная обработка порошков. Жидкая фаза увеличивает силу
сцепления порошка при спекании.
При смешивании порошков необходимо соблюдать последовательность введения компонентов для исключения возможной сепарации из-за
большого различия их плотности.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
68
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 6. Свойства и принципы создания фрикционных материалов
Заготовки в большинстве случаев изготовляют методом холодного
прессования под давлением от 20 до 40 кН/см2. Заготовки на медной основе
спекают при 600–950 °С. Процесс спекания осуществляется в проходных или
колпаковых печах в течение 1–3 ч. В большинстве случаев фрикционный
слой получают спеканием под давлением от 10 до 40 кН/см 2 со стальной основой, которую для гарантии качественного соединения с фрикционным слоем предварительно обезжиривают, пескоструят, омедняют. Сцепление фрикционного слоя с основой можно улучшить с помощью припоев и паяльных
флюсов.
Фрикционные материалы на медной основе, предназначенные для работы с масляной связкой, получают спеканием в проходных печах порошковых смесей, нанесенных на поверхность листа или засыпанных в жаростойкие формы. В процессе холодного прессования или спекания под давлением
происходит необходимое уплотнение материала, одновременно во фрикционном слое формуются желобки или канавки для масляной смазки. Затем
следует прокатка порошковых смесей с применением стальной подложки или
без нее. Для получения очень тонкого фрикционного покрытия слой порошка
соединяют лаком со стальной основой. Впоследствии из прокатанной полосы
вырубаются пластины. Пластины больших размеров получают на прессах
периодического действия при помощи матрицы и пресс-башмака. Фрикционное покрытие готово к эксплуатации сразу после спекания.
Таким образом, основопологающие принципы создания композиционных материалов позволяют направленно подходить к вопросу оптимизации
состава фрикционных материалов, обуславливающего и стабилизирующего
режим трения и уменьшающего склонность трущейся пары к заеданию.
Контрольные вопросы
1. Назовите области применения фрикционных материалов.
2. От чего зависят трибологические параметры фрикционных материалов?
3. В чем заключаются принципы создания спеченных фрикционных
материалов?
4. Из чего состоит металлическая основа фрикционных материалов?
5. Каково назначение графита во фрикционных материалах?
6. Нарисуйте схему образования реакционных слоев во фрикционных
материалах.
7. Охарактеризуйте параметры прессования фрикционных материалов
на медной основе.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
69
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 7.
Материалы на медной основе,
работающие в режиме сухого трения
План лекции
1. Зависимость характера трения и износостойкости фрикционного материала от структуры и распределения компонентов.
2. Фрикционные материалы на медно-титановой основе.
3. Материалы на медной основе, работающей с масляной смазкой.
4. Свойства фрикционных материалов с масляной смазкой.
Зависимость характера трения
и износостойкости фрикционного материала
от структуры и распределения компонентов
Фрикционные материалы на медной основе применяются в муфтах
сцепления и тормозных системах с тяжелым режимом работы. В настоящее
время среди материалов основы доминируют композиции на основе оловянистой бронзы. Дополнением к ней служат медные сплавы с добавками марганца, никеля, кобальта, хрома и т.д. Особый интерес вызывает система Сu–Ti,
обладающая способностью к диспрессионному твердению, хорошей спекаемостью, пригодная для создания фрикционных материалов с большой несущей способностью.
Свойства материала зависят от давления прессования и температуры
спекания: при повышении температуры спекания с 750 до 850 °С прочность
фрикционного материала увеличивается на 20–30 %. Однако прямой зависимости между прочностью и трибологическими характеристиками фрикционного материала не существует, поэтому не всегда самый прочный материал
обладает наибольшей износостойкостью. Прочность материала должна быть
40–60 Н/мм2, прочность фрикционных деталей в форме пластин (со стальной
основой) может быть меньшей.
Характер трения и износостойкость фрикционного материала зависят
от структуры и распределения компонентов. На диаграмме (рис. 18) отражены трибологические зависимости фрикционного материала, в состав которого входит 70 % оловянистой бронзы (10 % Sn), добавки свинца, кремнезема и
графита.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
70
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 7. Материалы на медной основе, работающие в режиме сухого трения
Рис. 18. Трибологические характеристики спеченного материала с
70 %-й бронзовой матрицей (10 % Sn) в зависимости от содержания
графита, свинца и SiO2: 1 – линия постоянных коэффициентов трения; 2 – граница износа 0,025 мм/ч, справа от нее износ меньше, чем
слева; 3 – ниже этой линии материалы работают в спокойном режиме
Сплошные линии на диаграмме соответствуют постоянному коэффициенту трения, прерывистые – отражают характер износа материала. Справа
от прерывистой линии значение износа не превышает 0,025 мм/ч, слева –
превосходит его.
Анализ кривых на рис. 18 показывает, что для обеспечения высокой
износостойкости необходимо ввести в состав фрикционного материала значительное количество свинца и графита; содержание SiO2 не должно превышать 10 %, так как в противном случае на рабочей поверхности фрикционного материала образуется слой оксида кремния, слабо сцепленный с основой,
что приводит к быстрому износу фрикционного слоя. Штрихпунктирной линией отмечен состав материала, применение которого обеспечивает спокойный режим торможения, исключающий вибрацию и колебания машины.
На рис. 19 отражены трибологические характеристики бронзографитового материала, содержащего 17,4 % графита, 5 % олова, 5 % муллита,
5 % свинца.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
71
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 7. Материалы на медной основе, работающие в режиме сухого трения
Рис. 19. Характеристики трения и износа бронзографитового фрикционного материала (17 % графит, 5 % олово, 4,7 % свинец, остальное медь) при сухом трении и
испытании с частичным перекрытием поверхностей (контртело – перлитный чугун)
Данные получены при испытании по балансу мощности при частичном
перекрытии поверхностей трения бронзографитового материала и контртела
из материала марки GGL 25.
При максимальной нагрузке температура нагрева материала при торможении составляет 650–680 °С, что является верхним пределом тепловой
нагрузки для материалов этой группы.
Контртело для деталей из спеченного фрикционного материала на медной основе изготавливается из серого чугуна, углеродистых, закаленных и
незакаленных низколегированных сталей. При тяжелых режимах работы хорошо показали себя стали с твердым хромированием. Фрикционные пары из
этих материалов применяются в тракторах, землеройно-транспортных и дорожно-строительных машинах, локомотивах, кранах, самолетах, прессах, гусеничных машинах, вилочных автопогрузчиках и штабелерах, подъемниках,
текстильных и упаковочных машинах, уборочных машинах, тормозных двигателях и т.д.
Фрикционные материалы на медно-титановой основе
Система Сu–Ti, обладающая способностью к диспрессионному твердению, которое обусловлено растворимостью титана в меди, уменьшающейся с
понижением температуры для материалов этой группы, хорошей спекаемостью, пригодна для создания фрикционных материалов с большой несущей
способностью. Фрикционные материалы на медно-титановой основе работают
весьма эффективно. В ходе спекания материалов этой системы при t > 850 °С на
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
72
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 7. Материалы на медной основе, работающие в режиме сухого трения
короткое время образуется эвтектический расплав с высокой диффузионной
текучестью, что заметно улучшает процесс. Вследствие этого хорошая прирабатываемость материала покрытия объясняется тем, что оно наносится на
основу после спекания в гомогенизированном состоянии. Под действием высокой температуры, возникающей при тяжелом режиме работы, тотчас происходит дисперсионное твердение покрытия, что заметно повышает износостойкость фрикционного материала. Исследования, проведенные при эксплуатации муфт сцепления, работающих в условиях сухого трения, показали,
что при значении (Р = 240 Н/см2, v = 7,5 м/с) износ составляет ~0,1 см3-кВт/ч.
Материалы на медной основе, работающей с масляной смазкой
Для работы с масляной смазкой применяются бронзографитовые фрикционные материалы. Использование их в автоматических коробках передач и
муфтах включения значительно повысило надежность работы автомобилей и
металлообрабатывающих станков. Заметно возрос выпуск муфт сцепления,
работающих с масляной смазкой.
Фрикционные материалы, работающие с масляной смазкой, должны
обладать в первую очередь высоким коэффициентом трения, это очень важно
для муфт сцепления, поскольку от них в основном зависят размеры конструкции коробок передач и приводных механизмов. Высокий коэффициент
трения необходим еще и потому, что при включении нельзя создавать на
трущихся поверхностях гидродинамическую смазочную пленку: процесс
должен постоянно протекать в условиях смешанного трения. Поэтому при
создании фрикционных материалов, работающих с масляной смазкой, следует учитывать не только их состав, но также пористость структуры, профилирование фрикционной детали со смазочными канавками и качество изготовления.
Наличие канавок, нанесенных на трущиеся поверхности, при включении муфты сцепления приводит к быстрому разрушению сплошности масляной пленки. Этот эффект наблюдается в покрытиях с определенной пористостью, создающей равновесие между гидродинамическим давлением в масляной пленке и возникающими в порах капиллярными силами, в результате
этого масло быстро удаляется с трущейся поверхности. Постоянный поток
массы, отводящий при работе муфты сцепления от 50 до 70 % тепла, можно убрать через набор пластинок с желобками и канавками на них, параллельными
действию центробежных сил. На рис. 20 показано влияние геометрии желобков
и канавок на изменение момента, передаваемого муфтой сцепления.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
73
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 7. Материалы на медной основе, работающие в режиме сухого трения
а
б
Рис. 20. Влияние профиля канавок у фрикционных накладок 1–9 (а) на зависимость
крутящего момента от времени включения муфт, работающих в масле (б)
Рис. 21. Влияние числа включений на уменьшение
коэффициента трения и долговечность муфты, работающей в масле, с бронзографитовыми вкладышами:
1 – 120 включений в 1 ч; 2 – 300 включений в 1 ч
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
74
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 7. Материалы на медной основе, работающие в режиме сухого трения
Величина передаваемой муфтой сцепления мощности при работе с масляной смазкой жестко зависит от свойств применяемого масла. При больших
нагрузках на поверхности контакта трущейся пары возникают микроучастки,
где концентрируются пиковые нагрузки, что приводит к местному нагару
масла с прогрессирующим изменением его свойств. Масляный нагар на поверхности фрикционного покрытия уменьшает коэффициент трения и закупоривает поры материала. Коэффициент трения уменьшается тем быстрее,
чем выше нагрузка на фрикционное покрытие (рис. 21). Для муфт сцепления,
работающих в подобных условиях, необходимо выбирать термостойкие сорта масел со стабильным химическим составом. Поэтому в отдельных случаях
предельные нагрузки, передаваемые муфтами сцепления, выбираются не по
свойствам фрикционного материала, а по качеству смазочного масла.
В тормозных системах и муфтах сцепления, работающих с масляной
смазкой, применяются фрикционные материалы на основе бронзы. В основном они состоят из тех же компонентов, что и фрикционные материалы, работающие в режиме сухого трения, с той лишь разницей, что графита и свинца в них меньше, а керамических добавок больше. Созданы материалы, способные работать как в режиме сухого трения, так и с масляной смазкой. Спеченные фрикционные материалы на основе бронзы для работы с масляной
смазкой применяются главным образом в реверсивных передачах, переключаемых под нагрузкой, автоматических коробках передач металлообрабатывающих станков, железнодорожных тормозах, тракторах, дорожно-транспортных,
землеройных и строительных машинах.
Материалом контртела служат нелегированные и низколегированные
стали и литье. Кроме того, применяются стали, подвергнутые твердофазному
хромированию, азотированию или другому способу обработки поверхности.
Свойства фрикционных материалов с масляной смазкой
Значение коэффициента трения в контактирующей паре, работающей с
масляной смазкой, колеблется в пределах 0,06–0,12. Это зависит от качества
фрикционного материала, сорта масла, нагрузки и конструкции тормозных
пластин. Коэффициент трения при торможении, как правило, возрастает на
20–30 %. Изменяя форму и расположение смазочных канавок и подбирая
свойства смазочных масел, можно в известных пределах варьировать соотношением между трением скольжения и торможения. Спеченные фрикционные материалы с масляной смазкой применяются при давлении 500 П/см2 и
скорости скольжения 100 м/с. Износ трущейся пары < 0,01 см3-кВт/ч, поэтому можно применять фрикционное покрытие толщиной 0,3–0,6 мм. Качество
поверхности фрикционного покрытия и контртела влияет на прирабатываемость трущейся пары; в начале обкатки износ трущейся пары значительно
выше. Трибологические характеристики трущихся поверхностей после тонкого шлифования стабилизируются после 100 включений, износ этих поверхностей уменьшается до минимального. При изготовлении фрикционных
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
75
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 7. Материалы на медной основе, работающие в режиме сухого трения
материалов для работы с масляной смазкой бронзовый порошок спекается
только со стальной основой, при этом порошок наносится методом напыления. Размеры пластин в муфтах сцепления, работающих на масляной смазке,
колеблются от нескольких сантиметров до 7 м в диаметре (у пластин муфт
сцепления в судовых механизмах, передающих мощность до 10 МВт). Работа, затрачиваемая на включение таких муфт, составляет 200 Вт·с/см2.
Изученные в лекции трибологические характеристики фрикционных
материалов на медной основе позволяют направленно менять характер трения и износостойкость материала путем изменения его структуры и распределения компонентов.
Контрольные вопросы
1. Где применяют фрикционные материалы на медной основе, работающие в режиме сухого трения?
2. От каких технологических параметров зависят в основном свойства
материалов на медной основе, работающих в режиме сухого трения?
3. Из чего изготавливают контртело для деталей из спеченного фрикционного материала на медной основе?
4. Где применяются фрикционные материалы на основе бронзы?
5. Что является преобладающим неметаллическим компонентом во
фрикционных материалах на основе меди?
6. Как влияет структура основы фрикционного материала на трибологические характеристики?
7. При каком условии достигаются заданные характеристики фрикционных материалов?
Лекция 8.
Подбор состава фрикционных материалов
План лекции
1. Материалы на основе железа. Проектирование состава железографитовых фрикционных материалов.
2. Подбор состава легирующих элементов композиционного материала.
3. Материалы на основе керметов. Связующая фаза композита.
4. Технологические приемы повышения прочностных характеристик
керметов.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
76
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 8. Подбор состава фрикционных материалов
Материалы на основе железа.
Проектирование состава железографитовых
фрикционных материалов
В настоящее время почти во всех индустриально развитых странах детали, работающие в условиях сухого трения, изготавливаются из фрикционных материалов на основе железа. Использование таких материалов объясняется стремлением к экономии цветных металлов, приемлемой стоимостью,
относительно высоким коэффициентом трения и хорошей износостойкостью.
Состав фрикционных материалов определяется их назначением.
Во фрикционных материалах на основе железа, как и в материалах на
медной основе, преобладающим неметаллическим компонентом является
графит, содержание которого колеблется между 10 и 30 %. Добавка 15 %
графита заметно уменьшает износ фрикционного материала при высоких
скоростях скольжения; оптимальному составу фрикционного материала соответствует содержание 20 % графита (рис. 22). Более высокое содержание
графита (> 25 %) снижает прочность композиционного материала; вопрос о
количественном содержании графита во фрикционном композите требует
особого изучения.
Рис. 22. Влияние содержания графита на трибологические характеристики железографитового спеченного материала (испытание по мощности с частичным перекрытием; контртело – перлитный чугун)
В зависимости от содержания графита изменяется коэффициент трения
фрикционного материала: до достижения оптимального содержания графита
он возрастает, затем по мере увеличения содержания графита его значение
снова падает. Такая зависимость характеризует графит не только как компонент смазки, способствующий скольжению, но и как составляющую, участвующую в формировании трибологических характеристик комплексного
фрикционного покрытия.
Для изготовления железографитовых фрикционных материалов применяется натуральный или искусственный графит; трибологические характери
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
77
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 8. Подбор состава фрикционных материалов
стики и прочность композиционного материала зависят от размеров графитовых пластинок. Крупные пластинки графита способствуют образованию
большого числа мостиков в материале основы, что увеличивает прочность
композита; для этой цели применяются пластинки размером 40–100 мкм.
Процесс спекания происходит при 1 000–1 150 °С и сопровождается реакциями, соответствующими диаграмме состояния Fe–С. Количество углерода,
внедряющееся в кристаллическую решетку железа, зависит от температуры.
При содержании в композите 10 % графита часть его при охлаждении выделяется из расплава; нерастворенные частицы графита служат центрами кристаллизации расплава. После охлаждения образуется феррито-перлитная
структура с небольшой долей вторичного графита.
Подбор состава легирующих элементов
композиционного материала
Трибологические характеристики композиционного материала зависят
от структуры основы. Структура из тонкопластинчатого перлита наиболее
износостойка. С увеличением содержания феррита износостойкость снижается, но сцепление с материалом контртела становится мягче, тем самым
уменьшается склонность к возникновению колебаний при торможении. Наличие цементита по границам зерен повышает износостойкость композита,
но ужесточает сцепление с материалом контртела. Подбирая состав легирующих элементов композиционного материала на железографитовой основе
и режимы охлаждения после спекания, можно изменить структуру композита
и получить заданные механические и трибологические свойства.
Добавка меди уменьшает долю перлита в железной основе, при 10 % Сu
структура материала состоит исключительно из медьсодержащего феррита.
Легирование композита небольшим количеством меди препятствует образованию вторичного цементита. Никель способствует образованию твердых
растворов и увеличению прочности. Добавка 5 % Ni вдвое повышает прочность железографитового фрикционного материала с 17,5 % графита. Никель
дает возможность, не снижая прочности композиционного материала, повысить содержание в нем компонентов, улучшающих трибологические характеристики. Хром увеличивает износостойкость материала и незначительно повышает коэффициент трения; механические свойства практически не изменяются. Присутствие хрома приводит в основном к образованию его карбидов. Добавка молибдена значительно повышает износостойкость: 5 % Мо
в 3–5 раз снижают износ. Его влиянием (наряду с образованием тонкодиспергированных карбидов) объясняют тонкозернистую структуру основы.
Для оптимизации свойств в состав почти всех фрикционных материалов вводят легкоплавкие металлы (Pb, Bi, Sn Cd), они не растворяются в ос-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
78
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 8. Подбор состава фрикционных материалов
нове. Наибольший эффект оказывает применение свинца: 5 % Рb в составе
фрикционного материала на железографитовой основе вдвое уменьшают износ. При незначительных нагрузках коэффициент трения фрикционного материала первоначально повышается, а затем, по достижении температуры
плавления свинца, уменьшается на 25 %. Добавка свинца > 5 % не оказывает
существенного влияния.
Небольшие добавки оксидов алюминия и кремния, асбеста, муллита,
силиманита, карбидов, сульфидов, сульфатов (например, BaSО4, FeS, PbS,
MоS2, Sb2S3), нитридов, фосфидов повышают износостойкость и способствуют образованию и стабилизации комплексного фрикционного покрытия.
Износостойкость фрикционных материалов на железографитовой основе зависит в первую очередь от температуры на контактной поверхности
трущейся пары, обязательное наблюдение за которой необходимо проводить
в процессе торможения, поскольку 70–80 % механической энергии превращаются в тепло (рис. 23, рис. 24).
Рис. 23. Характеристики трения и износа железографитового фрикционного
материала (19 % графита, 4,8 % свинца, остальное – железо; испытание по
мощности с частичным перекрытием; контртело – перлитный чугун)
Из-за незначительной теплопроводности полимерных покрытий через
фрикционный материал можно отвести только 10 % тепла; при наличии спеченного покрытия на металлической основе отводится 40–45 % тепловой
энергии. Кроме теплопроводности фрикционного материала, на тепловой баланс муфт сцепления или тормозных систем влияют их геометрические параметры и конструктивные особенности. Кроме теплопроводности фрикционного материала на тепловой баланс муфт сцепления или тормозных систем
влияют их геометрические параметры и конструктивные особенности.
На рис. 24 показаны температуры, при которых зафиксированы оптимальные значения коэффициента трения, износостойкости и трибологические характеристики.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
79
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 8. Подбор состава фрикционных материалов
Рис. 24. Зависимость трибологических характеристик пары железографитовый фрикционный материал – серый чугун от температуры tср (испытание по мощности с частичным перекрытием; определение температуры на соприкасающихся поверхностях производилось методом экстраполяции); цифры у кривых – скорость скольжения, м/с
Заданные характеристики фрикционных материалов достигаются в том
случае, когда пара трения хорошо приработана. В процессе приработки трущиеся поверхности сопряженных деталей совпадают друг с другом по геометрии в микро- и макрообластях; в результате коэффициент трения возрастает, а износ уменьшается. При этом на поверхностях трения возникает слой
защитного покрытия.
Спеченные фрикционные материалы применяются в прессах, металлообрабатывающих станках, бумагоделательных и упаковочных машинах, прокатных станах, землеройных и транспортных машинах. Фрикционные материалы на железографитовой основе хорошо зарекомендовали себя в предохранительных муфтах сельскохозяйственных уборочных машин, автомобилей специального назначения и канатных воротов. Железографитовый фрикционный материал с высокой несущей способностью обусловливает соответствующие требования к материалу контртела, в качестве которого для средних режимов работы применяют серый чугун и углеродистые стали с пределом прочности при растяжении 500 Н/мм2. При более тяжелых режимах
работы используют низколегированное литье и термически обработанные
стали. При тяжелых режимах работы применяются стали с твердофазным
хромированием.
Материалы на основе керметов.
Связующая фаза композита
Для очень тяжелых режимов работы с большим успехом применяются
фрикционные материалы на основе термостойких керамических композитов.
Связующей фазой композита служат главным образом медные сплавы, обла
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
80
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 8. Подбор состава фрикционных материалов
дающие хорошей теплопроводностью, а в особых случаях – железо и его
сплавы. Неметаллическими компонентами являются преимущественно оксиды (А12О3, SiO2, TiO2, MgO или муллит), а также силикаты. Объемное содержание этих компонентов составляет 50 %. Для модификации трибологических параметров добавляются графит, легкоплавкие металлы, сульфиды,
карбиды или фосфаты. Композиционные материалы на основе керметов достаточно термостойки и работают при температурах ~ 1 000 °С. Коэффициент трения в зависимости от условий эксплуатации колеблется в пределах 0,3–0,7.
Фрикционные материалы на основе керметов отличаются большой износостойкостью, однако при незначительных затратах энергии на трение износ
довольно значителен (рис. 25).
Рис. 25. Трибологические характеристики железографитовых фрикционных материалов без (I) и с керамическими добавками (II) при
испытании на работоспособность (N – мощность трения в начале
торможения)
Характер износа зависит от реактивного слоя, который образуется по
достижении определенной мощности. Этот слой повышает износостойкость
материала в широком диапазоне нагрузок. Большое содержание неметаллов в
составе керметов приводит к снижению их прочности. Для повышения прочностных характеристик керметов требуется специальная технология, заключающаяся в двукратном прессовании и спекании, горячем прессовании и
спекании под давлением. Для обеспечения достаточной прочности на срез
фрикционный материал запрессовывается в мелкие металлические стаканчики, которые прикрепляются к основе винтами или заклепками. Другая возможность улучшения механических и трибологических свойств заключается
в укладке в керамическую основу молибденовых, титановых или графитовых
волокон (преимущественно в неупорядоченной форме).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
81
РАЗДЕЛ 3. ФРИКЦИОННЫЕ МАТЕРИАЛЫ
Лекция 8. Подбор состава фрикционных материалов
Технологические приемы повышения
прочностных характеристик керметов
Обычно применяемый в качестве материала контртела серый чугун и
низколегированные стали из-за высоких требований, предъявляемых к работе
пары трения, не всегда пригодны для контакта с фрикционными керметами.
Для снижения нагрузок на материал контртела во многих случаях уменьшают коэффициент перекрытия фрикционной накладки и сопряженной поверхности контртела: по большой поверхности контртела перемещаются фрикционные элементы малой площади. В качестве материала контртела следует
выбирать высоколегированные и жаропрочные стали или создавать на рабочей поверхности контртела износостойкий слой. Для кермета в пару трения
подбираются спеченные термостойкие композиты, аналогичные по составу
материалу фрикционного элемента. Преимущество такого сочетания заключается в выравнивании трибологических характеристик и улучшении прирабатываемости, что позволяет передать более высокий тормозной момент и
увеличить стойкость трущихся деталей.
Спеченные фрикционные материалы применяются в самых высоконагруженных муфтах сцепления и тормозных устройствах. Использование этих
материалов, например в тормозах посадочных устройств современных самолетов, помимо восприятия больших динамических нагрузок, уменьшает массу и объем конструкции. Металлокерамические фрикционные материалы
применяются также в муфтах сцепления и тормозах тяжелых землеройно- и
военно-транспортных машин, а также в агрегатах заводов тяжелого машиностроения.
Выявленные аспекты технологических параметров получения фрикционных материалов на основе железа позволяют определить области применения с учетом их приемлемой стоимости, относительно высокого коэффициента трения и хорошей износостойкости.
Контрольные вопросы
1. Что является преобладающим неметаллическим компонентом во
фрикционных материалах на основе железа?
2. Как влияет повышение содержания графита на прочность композиционного материала?
3. Как изменяется коэффициент фрикционного материала в зависимости от содержания графита?
4. Назовите области применения спеченных фрикционных материалов.
5. Что является связующей фазой термостойкого керамического композита?
6. К чему приводит большое содержание неметаллов в составе керметов?
7. Что является контртелом в керамическом композите?
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
82
РАЗДЕЛ 4.
ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9.
Электроконтактные материалы.
Общая характеристика
План лекции
1. Электрические процессы и требования к контактным материалам.
2. Сильноточные и слаботочные контакты.
3. Спеченные контактные материалы.
4. Материалы на основе тугоплавких металлов.
5. Теория формирования межфазного контакта.
Электрические процессы и требования к контактным материалам
Электроконтактные материалы делятся на материалы для сильноточной и слаботочной электротехники (информационной, управленческой и регулировочной); жесткого разграничения не существует, однако в каждой
подотрасли электротехники имеются типичные нагрузки, выдержать которые
в состоянии лишь материалы определенного состава. Материалы сильноточной техники в той или иной степени подвергаются действию электродуговой
эрозии, возникает опасность приварки контактов при прохождении тока; в
слаботочной технике на первом плане стоят проблемы постоянства переходного сопротивления и переноса материала.
Для большинства контактных материалов характерна хорошая электрои теплопроводность, причем электроконтактные материалы при прохождении электрического тока должны как можно меньше нагреваться, а при нагреве не должны разрушаться. При миниатюризации токонесущая способность контактных элементов должна гарантировать надежную работу прибора. Необходимо обеспечить устойчивость контактного материала к атмосферной коррозии и микроклимату, существующему в коммутационном устройстве. Электроконтактные материалы должны срабатывать сразу после
включения независимо от времени, в течение которого они находились на
складе или не были в эксплуатации. Высокое качество исходных материалов
надежно гарантирует электро- и теплопроводность, а также коррозионную
стойкость электрических контактов.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
83
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
В соответствии с различного рода воздействиями, требования к материалу контактов коммутирующих устройств можно подразделить по основным группам свойств: электрофизические, теплофизические, механические и
химические.
К разрушающим факторам относят: электрическую дугу, искры, прохождение номинального тока, токов перегрузки и короткого замыкания, динамические нагрузки различной природы и термические напряжения, коррозионное воздействие среды.
На материал контакта влияют результаты воздействия разрушающих
факторов: плавление материала, испарение, разбрызгивание, перенос с контакта на контакт, пластическая деформация, образование трещин, отколов и
их выбрасывание, образование раковин, кратеров, осаждение капелек из
брызг и паров; химическое взаимодействие с атмосферой, сварка, усталостные трещины.
Снижают отрицательное влияние воздействия разрушающих факторов
физико-химические свойства контактного материала:
– умеренные температуры плавления и кипения, высокие теплоты
плавления и испарения, теплоемкость, теплопроводность;
– низкая упругость паров, высокое поверхностное натяжение расплава;
– высокие электропроводность, работа выхода электрона, потенциал
ионизации;
– высокая прочность, ударная вязкость, оптимальная твердость, пластичность;
– высокая коррозионная стойкость, высокая летучесть продуктов коррозии и их электропроводность, оптимальные прочность поверхностных слоев и сила их связи с основой.
Концентрированное выражение все перечисленные физико-химические
свойства электроконтактного материала находят в кратких формулировках
основных служебных свойств электрического контакта:
– высокая электроэрозионная стойкость под воздействием дуги;
– низкое и стабильное переходное сопротивление при работе в коррозионно-активной атмосфере;
– низкая склонность к свариванию под действием дуги, тока, динамических и статических нагрузок;
– высокая механическая износостойкость.
Взаимоисключающие свойства, несовместимые в одном материале,
удается объединить в композитах (называемых еще псевдосплавами), которые получают методами порошковой металлургии.
Многочисленность требований к свойствам электроконтактного материала есть отражение сложности, многообразия и взаимовлияния факторов,
воздействующих на работающий контакт, и физико-химических процессов
на его поверхности.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
84
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
Сильноточные и слаботочные контакты
Кроме низковольтных электрических сетей и оборудования в системах
энергоснабжения – получении, передаче и распределении энергии – приняты
более высокие классы напряжений (номинальное линейное напряжение, кВ)
20, 35, 150, 220, 330, 500, 570, 1 150. Поэтому промышленные мощные линии
передачи тока нуждаются в коммутирующих устройствах самого разного типа и мощности.
Особая область – высокие напряжения 110–1 150 кВ, где применяются
в основном воздушные выключатели с гашением дуги воздухом при высоком
давлении и рассчитанные для коммутирующих устройств больших мощностей. При напряжениях до 550 кВ используются современные элегазовые выключатели (от – «электро; газ»). Шестифтористая сера SF6 обладает в 4–4,5 раза
большей дугогасительной способностью, чем воздух. Ею заполняют дугу камеры, что позволяет значительно уменьшить размеры аппарата.
В области напряжений 30–110 кВ работают масляные контактные системы, в которых гашение дуги осуществляется парогазовой смесью. Наиболее современными аппаратами для напряжений до 35 кВ являются вакуумные выключатели.
В элегазовых, масляных и вакуумных выключателях само устройство
коммутирующих контактов требует использования для них сложных композиционных материалов.
В нагруженных аппаратах с частыми рабочими циклами используют
контакты на основе меди: Cu–Cd, Cu–Mo, Cu–W, Cu–WC. В условиях больших контактных нажатий и частых циклов включения-отключения, а также
конструктивных особенностей контактных узлов, работающих с притиранием медь обеспечивает хорошую прирабатываемость и достаточно низкое
контактное сопротивление. Контактные материалы систем серебра и меди с
вольфрамом и карбидом вольфрама используются обычно при больших токах
и высоких напряжениях и почти не применяются в низковольтной аппаратуре.
При разрыве коммутационных элементов возникает электрическая дуга. Связанный с этим угар материала уменьшает срок службы коммутационного устройства. Величина угара зависит от свойств контактного материала.
Первоначально при размыкании цепи уменьшается контактная площадь коммутационных элементов, увеличивается плотность тока, температура в месте
контакта повышается, контактный материал расплавляется и, в конце концов,
ток проходит через небольшие мостики расплавленного металла. При большой силе тока эти мостики взрываются, а жидкий металл разбрызгивается.
При образовании электрической дуги происходит локальный разогрев материала у ее основания, материал кипит и испаряется. Часть его оседает в виде
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
85
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
капель около токоведущих частей. Потеря материала при отключении коммутационного устройства называется угаром, или эрозионным износом.
При включении подвижный контакт коммутационного устройства вибрирует. В этот момент происходит как упругая, так и пластическая деформация контактов. При упругой деформации коммутационное устройство на короткое время размыкается из-за пружинящего эффекта. Амплитуда колебаний достигает 0,2 мм. Вибрация контактов зависит от конструкции прибора,
его массы и свойств контактного материала; многократно повторяясь, она
может продолжаться 8 мс, за это время происходит 2–5 колебаний. Под действием электрической дуги, возникающей при кратковременной вибрации
контактов, происходит локальный разогрев контактного материала до кипения и возникает гравировальный эффект на его поверхности, как и при однократном размыкании контактов.
При кратковременном отрыве, связанном с вибрацией во время включений, и при значительном повышении температуры контакты могут привариваться. Их разделение возможно только при действии значительных реактивных сил в приборе, что следует учитывать в связи с миниатюризацией
приборов и повышением передаваемой мощности. Из-за небольшой передаваемой мощности эрозия и склонность к свариванию материалов для слаботочных контактов играют второстепенную роль. В первую очередь необходимы их коррозионная стойкость и минимальная миграция материала, под
которой понимают локальный перенос материала электродов. Он возникает и
на аноде, и на катоде. После определенного числа включений на рабочей
стороне одного контакта образуется кратер, а на противоположном электроде
нарастает конус. Это может привести к сцеплению контактов и нарушению
нормальной коммутации. Количество и направление перемещения материала
существенным образом зависит от материала и индуктивности коммутируемой схемы.
Все материалы склонны к образованию более или менее стабильного
электрического контакта. Благородные металлы в этом отношении не являются исключением. На их поверхности образуется тонкий, постоянной толщины реактивный слой с достаточной проводимостью; эта группа материалов отвечает главному требованию к слаботочной технике: постоянство переходного сопротивления в месте контакта. Увеличивающееся загрязнение
атмосферы, особенно серосодержащими соединениями, создает дополнительные проблемы, которые до сих пор не удается решить.
В настоящее время разработаны сотни электроконтактных материалов
для аппаратов низковольтной аппаратуры (НВА), но реально выпускаются
промышленностью и используются лишь несколько десятков (табл. 3). Основное их количество относится к четырем системам: Ag–CdO, Ag–Ni,
Ag–W, Ag–C, т.е. абсолютное большинство из них на серебряной основе или
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
86
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
содержат значительную долю серебра. Серебро, кроме высоких тепло- и
электропроводности, пластичности, имеет малое сродство к кислороду. А его
оксиды Ag2О и AgO разлагаются уже при небольшом нагревании до 470 К.
К тому же они имеют относительно малое удельное сопротивление – соответственно, 1,0 и 0,012 Ом∙см при комнатной температуре, вследствие этого
серебро обеспечивает низкое переходное сопротивление контактов. При
окислении серебряной поверхности области стягивания тока нагреваются
(вплоть до нескольких сотен градусов), оксиды Ag2О и AgO в этих областях
разлагаются на металл и кислород, и металлический контакт восстанавливается (табл. 4).
Таблица 3
Приложения контактных материалов к различным типам
низковольтных аппаратов
Длительный ток
Материал
Реле и вспомогательные контакты
< 10А
Ag, AgCu (3–10 Cu) AgCdO (10–15 CdO)
AgNi (10–20 Ni)
Контакторы
< 10 А
>10 А
AgNi (10–20 Ni) AgCdO (10–15 CdO)
AgSnО2 (8–12 SnО2)
Область применения
Автоматические выключатели (стан< 125 А MoAg (25–50 Ag) WAg(50 Ag)
дарты США)
Коммутационные выключатели, используемые в жилых помещениях
Автоматические выключатели (европейские стандарты)
< 30 А
WAg (25–50 Ag) MoAg (Ag – обогащенная поверхность) AgCdO (10–15 CdO)
AgZnO (8–10 ZnO) AgSnО2 (8–10 SnО2)
< 63 А
AgCdO (10–15 CdO) AgSnО2 (10–12 SnО2)
AgC (3–5% C) + Cu AgC (3–5 C) + AgNi
(40–50 Ni) AgZnO (8 ZnO) MoAg (25–50 Ag),
Wag
Промышленные автоматические выAgC (3–5 C) + AgNi (40–50 Ni) AgC (3–5 C)
< 400 А
ключатели без дополнительных ду+ WAg (25–50 Ag) WAg (25–50 Ag)
< 800 А
гогасящих контактов
WCAg (35–50 Ag) MoAg (30–50 Ag)
Главные контакты: AgNi (20–40 Ni)
Автоматические выключатели с
AgCdO (10–15 CdO) MoAg (50 Ag), AgW
главными и дугогасящими контак- > 400 А (25–50 W) WCAg (35–50 Ag) Дуговые
тами
контакты: WAg (20–35 Ag) WCu (30–50 Cu)
WCAg (30–40 Ag)
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
87
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
Таблица 4
Последовательность серебросодержащих электроконтактных материалов
в отношении основных воздействий
Сваривание
Оценка
при замыкании
Хуже WAg, WCAg Ag, AgCu
↓
AgNi
AgNi
↓
AgMeO
AgMeO
↓
AgCu, Ag
AgC
WAg, WCAg
Лучше AgC
Сваривание
«холодное»
Подвижность
основания
дуги
Ag
WAg, WCAg
AgCu
AgC
AgC
AgMeO
AgNi
AgNi
AgMeO,WCAg, Ag, AgCu
WAg
Дуговая
эрозия
Переходное сопротивление после
воздействия дуги
WAg, WCAg
AgMeO
AgNi
AgCu
AgC, Ag
Спеченные контактные материалы
До сих пор не существует полной ясности в поведении материалов в
процессе коммутации. В основном известно лишь о гравировальном эффекте
и вытекающих отсюда критериях выбора материала. Пока не ясно, как влияют те или иные свойства материала на электромеханические характеристики
контактов. Неизвестно, например, влияние дисперсности структуры на характер электрической дуги, а также то, как определить угар материала в процессе коммутации. Существуют материалы, которые в коррозионной атмосфере незначительно склонны к образованию покровного слоя; влияние этого
слоя, зависящего от коррозионной атмосферы и проявляющееся через изменение электрических и механических параметров, изучено недостаточно.
К настоящему времени до конца не выявлена взаимосвязь физических
свойств материалов с контактными характеристиками, поэтому к ним нельзя
обоснованно предъявлять требования относительно их твердотельных
свойств. В связи с этим пока не существует строго научных методов разработки и применения контактных материалов, они носят преимущественно
эмпирический характер. В настоящее время разработано несколько сотен марок
материалов, подходящих по свойствам для контактов. Однако только 30–50 из
них нашли техническое применение. За неимением определенных физических критериев для их упорядочения применяют электротехнический принцип, выведенный эмпирически. По этому принципу все контакты можно разделить на пять групп (рис. 26).
Контактным материалам, полученным методом порошковой металлургии, соответствуют группы 3–5. Применение спеченных материалов в слаботочной технике относительно невелико, поскольку технология порошковой
металлургии в принципе не изменяет характера коррозии металлической ос
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
88
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
новы, а использование в контактах слаботочной техники золота, платины или
палладия, обычно наносимых на спеченный материал плакированием, гальваническим или химическим способом, трудоемко и неэффективно.
Рис. 26. Схема взаимосвязи свойств материалов и контактов: Rk – контактное
сопротивление; Δν – перемещающийся объем металла при небольшой (F) и
значительной (G) миграции; Δ m – угар материала; KS – усилие приваривания;
WS – частота приваривания; Vm – механический износ; σ – механическая прочность; ρ – удельное сопротивление; ρs – удельное электросопротивление верхнего слоя; λ – теплопроводность; μ – потенциал химической активности; Е –
модуль упругости; с – удельная теплоемкость; γ – удельный вес; Ts – температура кипения; Δ Hv – энтальпия испарения; φ i – работа ионизации; φ А – работа
выхода; р – давление газа; А – уровень осаждения (символический); k – постоянная скорости при образовании верхнего слоя; ed – концентрация электронов;
d – уровня; Δ l – композиционный материал; 1 – контактные элементы, включаемые без нагрузки; 2 – контактные элементы, применяемые при небольшой
миграции материала; 3 – контактные элементы для передачи средней мощности; 4 – контактные элементы с максимальной стойкостью к обгоранию; 5 –
скользящие контакты
Спеченные материалы применяются в основном в коммутационных
устройствах со средней мощностью передаваемого тока и максимальной
стойкостью контактов к обгоранию. Широкие возможности порошковой металлургии позволяют создать хорошие контактные материалы с заданными
свойствами. Помехой этому могут служить только высокая стоимость и невозможность создать специальный материал для каждого случая коммутации.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
89
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
Материалы на основе тугоплавких металлов
К этой группе контактных материалов относятся однофазные спеченные материалы из тугоплавких металлов и их композиции с другими металлами, обладающими хорошей проводимостью. Среди однофазных контактных материалов доминирует вольфрам. Молибден и рений применяют только
в специальных случаях.
Высокая температура плавления вольфрама и низкая упругость пара
при повышенных температурах позволяют использовать этот металл при экстремальных нагрузках. Речь идет о коммутации цепей с относительно небольшим током, но очень высоким напряжением, когда необходимо исключить потерю материала контактов вследствие механической или электрической эрозии, вызванной частым включением.
Вольфрам является хорошим проводником, однако токонесущая способность чистых вольфрамовых контактов ограничена. Для передачи большой электрической мощности перспективным является использование композитов на основе вольфрама и металла с хорошей проводимостью. Изменяя
соотношение тугоплавкого и токопроводящего легкоплавкого компонента,
можно в широких пределах изменять свойства материала и получить, наконец, комбинацию свойств контактов, необходимых для определенного типа
приборов. Возможность создавать оптимальные свойства материала привела
к тому, что в последние 10–20 лет спеченные композиты вытеснили применявшиеся прежде чистые металлы и литые сплавы.
Потери металла в вольфрамсодержаших контактах (обгорание), вызванные образованием электрической дуги при их вибрации во время включения, значительно меньше, чем у контактов из других материалов. Склонность к свариванию можно ограничить чисто конструктивными мероприятиями, применив, например, пары контактов из несхожих материалов. Часто
коммутационный блок из вольфрамсодержащих материалов сочетают с контактами серебро–графит. Это сочетание материалов надежно при передаче
большой энергии. Из всех контактных материалов вольфрамсодержащие
композиты обладают самой высокой стойкостью к обгоранию. Для коммутирования больших (> 10 кА) токов (в низковольтных силовых выключателях)
следует применять только вольфрамсодержащий материал.
Контакты из чистого вольфрама и композиты на его основе с ограниченной токонесущей способностью применимы и при сравнительно слабых
токах. Все вольфрамсодержащие материалы при длительной работе и прохождении больших токов сильно нагреваются. Кроме того, при наличии электрической дуги очень быстро образуется корка оксидов вольфрама и вольфраматы меди или серебра, которые входят в состав сплава. Вольфраматы
имеют большую механическую прочность, но являются диэлектриками.
В определенных условиях это приводит к преждевременному разрушению
коммутационной системы. В этих условиях нужны профилактические мероприятия: большие усилия прижима контактов и наличие гладкой поверхности контактных колодок.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
90
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
Получение вольфрама, входящего в состав контактных материалов,
осуществляется только методом порошковой металлургии. Исходной заготовкой для изготовления вольфрамового композиционного блока являются
кованые и тянутые прутки большой плотности с максимальным диаметром
15 мм, из которых на абразивно-отрезном станке нарезаются пластины толщиной 0,5–3,0 мм, а затем напаиваются на подложку.
В качестве подложки используют сталь, серебро, различные медные и
никелевые сплавы. Иногда вольфрамовые пластины приклепываются к подложке и в такой форме поставляются в коммутационные блоки.
Структура ковано-тянутых спеченных прутков волокнистая, ориентированная в направлении деформации. Их нужно разрезать на заготовки
вдоль волокон. Контактный материал тем лучше, чем длиннее кристаллит
(волокно) и меньше его диаметр. Контактный материал с длинноволокнистой
и тонкой структурой предпочтительнее материалов с коротким волокном и
грубозернистой или рекристаллизованной структурой. Вольфрамовые контактные колодки, изготовленные прессованием и спеканием, имеют неупорядоченную (по положению зерен) структуру и более высокие эксплуатационные свойства.
Изготовление вольфрамовых композиционных материалов в принципе
может осуществляться одним из трех способов:
1) смешиванием различных металлических порошков, прессованием и
спеканием заготовки при температуре ниже (а иногда выше) точки плавления
низкоплавкой составляющей;
2) пропиткой прессованной заготовки из вольфрамового порошка расплавленным серебром или медью. Полученный таким способом композиционный материал подвергается холодной деформации;
3) пропиткой жесткого вольфрамового каркаса, полученного прессованием и спеканием, расплавленным серебром или медью.
Для получения композита по первому способу можно использовать при
твердофазном спекании любое соотношение тугоплавких и легкоплавких
компонентов, а при осуществлении второго и третьего способов содержание
вольфрама составляет более 30 % всей массы компонентов. Практически это
ограничение не всегда выполняется, поскольку значительно большее содержание вольфрама увеличивает стойкость композиционных материалов к обгоранию. Высокие эксплуатационные свойства композитов, полученных
пропиткой металлического каркаса расплавленным металлом, обеспечили им
доминирующее положение при создании электрических контактов.
При изготовлении композиционных сплавов методом пропитки в прессованной заготовке создают поры. От величины, количества и распределения
пор по объему заготовки зависит общее количество и распределение второго
компонента. Для заполнения открытых пор вольфрамового каркаса жидкотекучим сплавом, легированным или нелегированным вольфрамом, необходимы определенные энергетические условия на границе раздела фаз. Пропитывающий металл должен впитываться вольфрамовым каркасом, как губкой.
Пропитка происходит без изменения размеров заготовки. Лишний металл,
налипший в процессе пропитки, отрезают.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
91
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
Желательно, чтобы предварительное прессование проводилось при
давлении 400–6 000 МН/м2. Минимальное время спекания должно составлять 1,5 ч. Быстрее прочих спекаются материалы с большой пористостью и
незначительной прочностью.
а
б
в
г
Рис. 27. Изготовление двухслойного контактного материала из двухслойной прессованной заготовки методами спекания и пропитки: а – заполнение матрицы двумя слоями порошка; б – уплотнение; в – двухслойная прессованная заготовка на
гофрированной керамической плите до термообработки; г – то же, после пропитки
и после термообработки; 1 – слой порошка (несущий слой); 2 – слой порошка
(контактный слой); 3 – пропитанный контактный слой; 4 – функциональный
несущий слой
Для локализации определенных свойств контактных блоков создают
многослойные композиционные материалы различного состава (рис. 27).
Теория формирования межфазного контакта
Процесс образования соединения в значительной степени определяется
площадью контактов – фактического Аn и максимального (молекулярного) Ат.
Формирование контакта ускоряется повышением давления р и времени контакта τ, а также снижением вязкости адгезива ηλ:
Am + ln(l – Am) = –рτ/ηl.
Достижению максимального контакта Am препятствует развитость микрорельефа поверхности субстрата, а также сопротивление слоев адгезива.
Адгезии между двумя твердыми телами почти всегда способствует
предварительный перевод хотя бы одной из фаз в жидкое состояние для увеличения интенсивности молекулярно-кинетического движения и осуществления необходимого контакта. Как правило, адгезия и смачивание сопровождают друг друга и соответствующим образом характеризуют межфазное
взаимодействие. Поэтому скорость установления межфазного контакта определяется величиной образуемого каплей адгезива на субстрате краевого угла
смачивания θ, согласно выражению
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
92
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
dcosθ/dt = γlτ/ηl.
Положение капли жидкости на поверхности твердого тела определяется
поверхностными энергиями жидкости γl, твердого тела γs и на границе γsl его
поверхности с поверхностью жидкости. В равновесных условиях (т.е. в отсутствие гравитации, капиллярного эффекта, химического взаимодействия,
диффузии, адсорбции для обратимых процессов) связь между θ и поверхностными энергиями контактирующих фаз устанавливается уравнением Юнга:
cosθ = (γs – γsl )/(γsl ),
где θ – краевой угол, отсчитываемый от смачиваемой поверхности в сторону
смачивающей жидкости (рис. 28).
Смачивание сопровождается тепловыми эффектами, в частности, выделяется теплота смачивания QW. Краевой угол θ является мерой смачивания,
его величина зависит от соотношения между энергиями адгезии и когезии
жидкости. Для твердых смачиваемых поверхностей (лиофильных или, по отношению к воде, гидрофильных) 0 < θ < 90° для несмачиваемых (лиофобных
или по отношению к воде, гидрофобных) θ > 90°.
γl
Пар
Жидкость γsl
θ
γs
Твердое
Твердое
тело тело
Рис. 28. Неподвижная капля жидкости на твердой поверхности
в состоянии равновесия
Различают три случая контактного взаимодействия жидкости с поверхностью твердых тел:
1) несмачивание, когда 180 > θ > 90° (например, ртуть на стекле, вода
на парафине);
2) ограниченное смачивание, когда 90° > θ > 0 (например, вода на оксидах металлов);
3) полное смачивание, когда капля растекается в тонкую пленку (ртуть
на свинце).
Измеряемые на практике краевые углы часто отличаются от термодинамически равновесных. Эти отклонения в основном связаны с дефектами
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
93
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
поверхности твердого тела: шероховатостью, гетерогенной неоднородностью
и др. Эти факторы практически исключают возможность полного смачивания
или полного его отсутствия θ ≠ 0 и θ ≠ 180. Шероховатость лиофильной поверхности улучшает ее смачивание, а лиофобной – снижает.
Силы сцепления жидкости с твердым телом характеризуются работой
адгезии Wа, которая равна работе, необходимой для изотермического отделения слоя смачивающей жидкости с единицы поверхности твердого тела, и
определяется по уравнению Дюпре:
Wa = γs + γl – γsl.
Эффективность растекания адгезива по поверхности субстрата помимо
межфазных свойств определяется также его когезионными характеристиками –
прежде всего работой когезии WК =2γl, (работа образования новой поверхности при разрыве однородной жидкости). При Wa – WК > 0 наблюдается полное смачивание субстрата адгезивом, в иных случаях Аn < Аm, т.е. смачивание
не полное.
Равновесный краевой угол θ определяется через работу адгезии:
cosθ = (Wa – γl ) / γl .
Отсюда следует, что смачивание, т.е. образование острых краевых углов
возможно при условии Wa > γl, а при Wa < γl; смачивание отсутствует (θ > 90°).
Теплота смачивания QW определяется выражением
QW = Hsl – Hs,
где Hsl, Hs – энтальпии, отнесенные к единице поверхностей разделов: твердое тело–жидкость и твердое тело–газ. Она также называется теплотой иммерсии (погружения).
Поверхностное натяжение σ зависит от ряда факторов:
– чем сильнее выражена гетерогенность и чем более различаются по
природе сопряженные фазы, тем больше поверхностное натяжение;
– межфазное взаимодействие зависит от температуры (если с ростом
температуры взаимная растворимость фаз повышается, то межфазное натяжение уменьшается, если взаимная растворимость фаз с повышением T
уменьшается, то межфазное натяжение увеличивается);
– чем больше межмолекулярные силы, тем на меньшее расстояние молекулы могут диффундировать с поверхности, т.е. тем меньше толщина поверхностного слоя;
– чем плотнее атомная упаковка плоскости кристалла, тем меньше ее
поверхностная энергия;
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
94
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
– межфазное взаимодействие зависит от кристаллографической ориентации фаз (чем выше когерентность границы, т.е. чем плотнее атомная упаковка в
границе, тем ниже энергия границы и меньше поверхностное натяжение).
Среди межкристаллитных границ выделяют низкоэнергетические, когерентные границы с периодической упорядоченной атомной структурой и
особыми кинетическими, диффузионными, механическими и другими свойствами. Такие границы называют специальными. К ним относятся границы
фаз в ориентированных эвтектиках, в мартенситных структурах и др. Специальные границы возникают при определенных углах разориентировки зерен
(для гомофазных границ зерен) или при определенной взаимной ориентации
фаз (для гетерофазных, межфазных границ).
Природа адгезии на поверхности раздела композиционных материалов
определяется тремя типами связей: химической; электрической; механической.
Между неполярными адгезивами и субстратами реализуются преимущественно вандерваальсово взаимодействие или водородные связи. При протекании на границе раздела фаз реакций образуются химические связи и наблюдается образование двойного электрического слоя. Изменение адгезии
вследствие возникновения двойного электрического слоя в зоне контакта и
образования донорно-акцепторной связи определяется для металлов и кристаллов состоянием внешних электронов атомов поверхностного слоя и дефектами кристаллической решетки, для полупроводников – поверхностными
состояниями и наличием примесных атомов, а для диэлектриков – дипольным моментом функциональных групп молекул на границе фаз.
Площадь контакта (и величина адгезии) твердых тел зависит от их упругости и пластичности. Усилить адгезию можно путем активации, т.е. изменением морфологии и энергетического состояния поверхности механической
очисткой, очисткой с помощью растворов, вакуумированием, воздействием
электромагнитного излучения, ионной бомбардировкой, а также введением
различных элементов. Например, значительная адгезия металлических пленок достигается методами электроосаждения, термического испарения, вакуумным и плазменным напылением и др.
Термодинамическая предпосылка адгезии состоит в снижении γsl при
сближении адгезива и субстрата на расстояния, сопоставимые с радиусом
действия межмолекулярных сил. Молекулярно-кинетической предпосылкой
адгезии является обеспечение достаточно высокой подвижности молекул адгезивов и субстратов в граничных зонах. Для полимеров этот показатель увеличивается со снижением молекулярной массы, повышением гибкости макромолекул и температуры.
Прочность G адгезионных соединений определяется как межфазным
взаимодействием (σ-граничное поверхностное натяжение), так и деформационными свойствами адгезива и субстрата и возникающими в них при адгезионном контакте напряжениями, развивающимися в адгезиве при его усадке
вследствие полимеризации или взаимодействия с субстратом, т.е. как продолжительность сохранения целостности в условиях внешнего нагружения и
действия агрессивных сред.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
95
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 9. Электроконтактные материалы. Общая характеристика
Адгезионная прочность зависит от размеров (толщины, ширины) образца, направления и скорости приложения внешних усилий. При адгезии,
слабой по сравнению с когезией, имеет место адгезионный отрыв, при относительно слабой когезии – когезионный разрыв адгезива.
Когда площадь фактического контакта близка к молекулярному, т.е.
при Am ≈ An, адгезионные соединения разрушаются, как правило, по наименее
прочной из фаз (когезионный характер разрушения). Менее вероятно разрушение
по межфазной границе (адгезионный характер). Оно реализуется при наличии на
поверхностях контакта загрязняющих продуктов, т.е. когда Am < An.
Прочная адгезионная связь на границе раздела обеспечивает получение
композита с большой жесткостью и более высокой статической прочностью.
При этом композиты становятся более хрупкими и более чувствительными к
надрезу.
Показатель расслоения является критерием увеличения локальных
сдвиговых деформаций в матрице и модуля сдвига композита. Этот параметр
может быть использован при выборе компонентов композита с заданной адгезионной прочностью на поверхности раздела. Очевидно, что чем прочнее
адгезионное соединение, тем в большей степени подвергаются деформации
компоненты системы к моменту разрушения.
Известно, что при адгезии, слабой по сравнению с когезией, имеет место адгезионный отрыв, при относительно слабой когезии – когезионный
разрыв адгезива. Когезионный характер разрушения характеризуется разрушением по наименее прочной из фаз, адгезионный – по межфазной границе.
Адгезионная прочность в значительной степени влияет на морфологию
разрушения композита при растяжении вдоль оси волокон.
Дальнейшее развитие электротехники связано напрямую с их функциональной надежностью электроконтактных материалов и, следовательно, с
их качеством. В контактах, изготовленных методом порошковой металлургии, объединяются свойства различных компонентов в одном композиционном материале, что дает возможность заменить контакты из классических
благородных материалов спеченными композитами.
Контрольные вопросы
1. Назовите область применения электроконтактных материалов.
2. Сформулируйте требования к сильноточным контактам.
3. Сформулируйте требования к слаботочным контактам.
4. Какие физико-химические свойства контактного материала снижают
отрицательное воздействие разрушающих факторов?
5. В каких электроконтактных устройствах в основном применяются
спеченные материалы и почему?
6. Какой вид структуры предпочтительнее в вольфрамовых контактных
материалах?
7. Назовите виды смачивания и соответствующие им краевые углы.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
96
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10.
Принципы конструирования композиционных
электроконтактных материалов
План лекции
1. Вольфрамовые контактные материалы.
2. Дисперсно-упрочненные материалы на основе серебра.
3. Получение контактных композиционных материалов.
4. Металлографитовые композиционные материалы.
5. Тенденции в развитии контактных материалов.
Вольфрамовые контактные материалы
Важнейшими материалами для получения электроконтактов служат
вольфрам, молибден, рений.
Вольфрам характеризуется такими свойствами контактных материалов,
как стойкость против электродуговой эрозии, разгара, обгорания, высокие
температура плавления и твердость. Его электропроводность втрое меньше
электропроводности меди, однако он хуже обрабатывается и менее пластичен.
При температуре > 400 °С вольфрам склонен к окислению. Высокие
температуры, локально возникающие в процессе включения коммутирующих
устройств, приводят к образованию на поверхности контактов тонких оксидных пленок, которые повышают переходное сопротивление, если усилия
прижима контактов недостаточны. Влажная и теплая атмосфера, вызванная
соседством пластмасс, или продолжительное хранение обусловливают появление на контактах инородных покрытий. Такая реакция возникает вследствие непосредственного контакта металла с изолятором, видимо, из-за наличия пластификатора в составе пластмассы. В связи с этим необходимо перед
применением изолятора (например, в качестве корпуса контактов) исследовать его влияние на вольфрам. Критической оценкой служит склонность
вольфрамовых контактов к свариваемости при образовании электрической
дуги в процессе коммутации электрических цепей (рис. 29); профилактикой
является проведение конструктивных мероприятий, например, создание контактных пар из разных материалов.
Для обеспечения надежного контакта усилие прижима должно превышать 1 Н, в противном случае необходимо хорошо притереть контакты; напряжение > 6 В не рекомендуется. Во всех случаях, когда следует ожидать
длинную цепочку последовательных коммутационных операций при большом электрическом напряжении, целесообразно применять вольфрамовые
контакты. Они используются преимущественно в электрооборудовании автомобилей как прерыватели, в сирене, магнето-зажигателе и регуляторе напряжения.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
97
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
Рис. 29. Склонность чистых металлов к свариваемости
в электрической дуге, возникающей при включении
По сравнению с вольфрамом молибден значительно лучше поддается
механической обработке, он более стоек в атмосфере газов и паров.
Спеченный рений и его сплавы наряду с другими тугоплавкими металлами – рутением или платиной – обладают отличными контактными свойствами. Хорошие контактные свойства рения сохраняются при высоких температурах; сопротивление контактов, нагретых до 1 000 °С, изменяется незначительно, тогда как вольфрамовые контакты, начиная с 700 °С, теряют работоспособность. Технология получения контактных колодок из рения аналогична процессу изготовления контактов из вольфрама. После ковки, волочения и прокатки образуется волокнистая структура. Однако широкая замена
вольфрама рением невозможна из-за высокой стоимости последнего.
Медно-вольфрамовые контактные материалы (доля меди или ее сплавов составляет 20–40 % по массе) отличаются высокой стойкостью к электродуговой эрозии; обгорание контактов у сплава меди с 60–80 % вольфрама
минимальное (рис. 30). Электродуговая эрозия композита 80 % W–20 % Сu
втрое меньше, чем вольфрама.
Степень электродуговой эрозии зависит от величины частичек вольфрамового (молибденового) порошка. Минимальное обгорание характерно для
контактов из вольфрамового порошка с величиной частиц 2–8 мкм; в том
случае, если средний диаметр частиц порошка составляет 25 мкм, обгорание
увеличивается в три раза. Вольфрамсеребряные контакты отличаются высокой стойкостью к электродуговой эрозии и весьма незначительной склонностью к привариванию. Для улучшения эксплуатационных свойств композита при спекании в серебро добавляют незначительное количество никеля,
~0,04 % (по массе). Взаимосвязь между обгоранием и распределением, а
также взаимной ориентацией компонентов композиционного материала проявляется в том, что контактные материалы одинакового состава, но изготовленные разными способами различаются характером обгорания (рис. 31).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
98
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
Рис. 30. Концентрационная зависимость эрозии для вольфрамомедных
и вольфрамсеребряных контактов, полученных пропиткой
Рис. 31. Суммарная эрозия анода и катода при каждом включении в зависимости от пикового тока. Материал 80 % W, 20 % Cu, полученный:
а – спеканием (1 – с жидкой фазой, 2 – без жидкой фазы); б – пропиткой
Вольфрамсеребряные контакты применяются в силовых выключателях
(при токе силой до 1 кА) с большой частотой включений; это значит, что
при коротком замыкании коммутационный блок может выдержать ток силой до 5 кА. Контакты из композита на основе системы W–Ag используются
в выключателях на электрифицированных дорогах и транспортных средствах, работающих с большими коммутационными токами, особенно при высоком напряжении. В процессе коммутации на поверхности контактов образуется прочный изолирующий слой вольфрамата серебра, который может
привести к серьезным нарушениям режима работы. Этого можно избежать,
применяя сопряженные контакты из соответственно подобранных материалов. Добавка кобальта препятствует нежелательному повышению контактного сопротивления (рис. 32).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
99
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
Рис. 32. Окисление сплавов 45Ag – 55W (1) и 45Ag – 43W – 12Сo (2)
на воздухе; Δm – увеличение массы; τ – время окисления
В последнее время наметилась тенденция замены вольфрама более дешевым и технологичным молибденом, который служит материалом основы в
пропитываемых сплавах. Однако данные о практическом применении таких
сплавов в современных коммутационных приборах отсутствуют. В связи с
новыми принципами коммутации и созданием соответствующих приборов
возрастает потребность в использовании этих материалов. В первую очередь
это относится к так называемым вакуумным выключателям – приборам сильноточной техники, граница включения которых в настоящее время близка к
5 ГВ-А, в связи с чем принципы выбора материала несколько иные; особенно
критически оценивают наличие в контактном материале остаточных газов.
Некоторое количество газа, неизбежно находящегося в свободном состоянии,
должно быть удалено металлическим газопоглотителем. Подсчитано, что при
разрывной мощности выключателя можно допустить содержание остаточного газа в контактном материале в пределах 0,0001–0,001 %, для более высокой разрывной мощности содержание газа должно быть меньше 0,0001 %.
В настоящее время пока не существует единого мнения о том, какие
материалы нужно использовать в контактах вакуумных выключателей, однако определенная тенденция уже наметилась. Так, в различных странах предпочитают контактные материалы для силовых выключателей на основе медно-молибденовых пропитываемых и спеченных железомедных сплавов.
Медные сплавы (Сu–Ni, Сu–Сr) используются в том случае, когда требуется высокая механическая прочность. Медно-вольфрамовые пропитанные
материалы хорошо обрабатываются резанием. Они применяются главным
образом в контактах мощных выключателей высоковольтных коммутационных приборов. Коммутационные элементы поставляются в виде брусков, наконечников, фасонных деталей.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
100
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
Дисперсно-упрочненные материалы на основе серебра
Среди всех контактных материалов из благородных металлов наибольшее
распространение получили серебро и его сплавы, особенно композиты на основе серебра. Область их применения простирается от слаботочной техники
(сила тока – миллиамперы, напряжение – милливольты) до сильноточных
контактов высокой разрывной мощности. Среди всех металлов чистое серебро обладает самой высокой электро- и теплопроводностью и незначительным
сродством к кислороду. Поэтому его предпочитают всем остальным контактным материалам. Однако из-за большой склонности к привариванию и переносу материала контактов, незначительной стойкости к образованию сернистых соединений его применение ограничено. Поэтому чистое серебро используется как контактный материал только при относительно низких механических и электрических напряжениях.
Опыты по улучшению контактных свойств серебра обычным легированием привели к созданию некоторых систем сплавов, используемых в настоящее время. Это сплавы на основе Ag–Pd, применяемые в технике, или
сплавы на основе Ag–Си и Ag–Cd, надежно работающие в сильноточной технике. Однако радикального решения проблемы их использование не дало,
поскольку повышение твердости и износостойкости материала, достигаемое
за счет легирования, обязательно сопровождается снижением проводимости
и температуры плавления. Применение метода порошковой металлургии позволило пойти по пути дисперсного упрочнения сплавов, повышающего
твердость материала без уменьшения электропроводности. Температура плавления композита на основе серебра остается такой же, как у чистого серебра.
Спектр свойств композиционного материала значительно расширяется за счет
введения в серебряную основу оксидов металлов и металлоидов. Наличие в
составе материала токопроводящих или изолирующих тонкодисперсных составляющих позволило уменьшить сечение проводника. Улучшенные контактные свойства композиционных материалов позволяют уменьшить размеры
коммутационных блоков и расход благородных металлов.
Получение контактных композиционных материалов
Все типы применяемых в настоящее время электроконтактных систем
являются гетерогенными композиционными материалами с компонентами,
ограниченно растворимыми в твердой фазе. Поэтому для производства электроконтактов используются методы порошковой металлургии.
Получение дисперсионно-твердеющих композиционных материалов
осуществляется классическими способами (механическим перемешиванием
порошков, прессованием и спеканием порошковой смеси). Для улучшения
качества контактного материала, зависящего от равномерного и тонкого рас-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
101
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
пределения дисперсоида, применяется порошковая смесь на основе Ag–Ni и
Ag–CdO, полученная химическим осаждением.
При изготовлении композита на основе Ag–CdO использовали порошок, который в каждой своей частице уже содержал тонкодисперспый оксид,
полученный селективным (внутренним) окислением. Внутреннее окисление
можно осуществить после прессования или спекания (рис. 33).
Рис. 33. Методы (I-VIII – их варианты) получения контактов из Ag–MeO;
1 – осаждение смеси; 2 – расплавление сплава; 3 – перемешивание; 4 –
сушка; 5 – слиток; 6 – распыление сплава в порошок; 7 – частичное восстановление; 8 – обработка; 9 – прессование; 10 – внутреннее окисление;
11 – деформация; 12 – получение фольги; 13 – спекание; 14 – раскатка; 15 –
калибровка; 16 – штамповка; 17 – экструзия; 18 – спекание с окислением
Иногда используют выдавливание. Этим методом получают не фасонную деталь, а полуфабрикат, который вследствие высокой степени деформации (~70 %) обладает достаточно высокими свойствами. Так, после выдавливания материала на основе Ag–CdO со степенью деформации 75 % частицы
CdO были ориентированы в направлении деформации, что повысило стойкость материала к обгоранию.
Необходимо отметить доминирующее положение по широте использования, которое занимают контакты из композиции серебро–окись кадмия.
Другие спеченные материалы на основе серебра с оксидом металла, как и материалы систем серебро–никель или серебро–графит, применяют только в
специальных случаях (преимущественно в общей электротехнике), значение
которых невелико.
Спеченные контакты из Ag–CdO применяются почти во всех типах
низковольтных коммутационных аппаратов: для низковольтной защиты во
всем диапазоне передаваемой мощности, в выключателях двигателей, защит-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
102
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
ных автоматах электродвигателей, низковольтных силовых выключателях,
автоматах токовой защиты и реле, размыкающих цепь при появлении пика
тока в момент включения (например, в миниатюрных электродвигателях).
Решающим фактором использования композиции Ag–CdO является
меньшая привариваемость контактов из этого материала по сравнению с чистым серебром (рис. 34).
Рис. 34. Вероятность приваривания VН, полученная экспериментально для различных контактных материалов в зависимости
от пикового значения тока I; 1 – электролитическая медь; 2 – рафинированное серебро; 3 – 90Ag – 10CdO средней зернистости
В процессе эксплуатации выявилось, что при включении и выключении
тока средняя потеря этого материала значительно меньше, чем чистого серебра. Не последнюю роль играет то обстоятельство, что использование спеченных контактов из материала на основе Ag–CdO связано со значительной
экономией благородного металла. О причинах незначительного обгорания и
его абсолютном уровне существуют противоречивые данные. В основном это
объясняется конкуренцией методов изготовления.
Материалы на основе Ag–CdO отличаются высокой плотностью,
относительно большой твердостью и хорошей электропроводностью. Кроме
того, CdO, обладая высокой летучестью и малым удельным сопротивлением (ρ = 0,01–0,5 Ом∙см), не создает низкопроводящей пленки на поверхности контакта, оставляя переходное сопротивление относительно низким и стабильным; благодаря этому срок службы контактов увеличивается
(табл. 5).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
103
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
Свойства материала на основе Ag–CdO
Состав, %
Ag
CdO
Плотность ρ,
г/см3
97
94
90
88
85
3
6
10
12
15
10
9,9
9,7
9,6
9,5
Таблица 5
Твердость НВ в состоянии
деформированном
75
81
83
85
87
отожженном, t = 750 °C
50
55
68
69
70
По современным представлениям, присутствие частиц CdO в композиционном электроконтактном материале дает многогранный эффект: при дисперсионном твердении улучшается механическая прочность коммутационного блока; присутствие частиц оксида кадмия в расплавленной ванне катодного пятна увеличивает вязкость расплава, при повышении вязкости расплавляемых составляющих уменьшаются потери материала из-за разбрызгивания
при образовании электрической дуги. Диссоциация CdO приводит к балансу
энергии в электрической дуге, уменьшая термическую нагрузку на материал
контактов.
Другие оксиды также повышают твердость материала и вязкость расплава, однако их влияние на уменьшение интенсивности эрозии незначительно.
Величина (интенсивность) электродуговой эрозии не является количественной характеристикой материала. Она зависит от величины (рис. 35) и
распределения оксидных частиц, структуры, формы и химического состава
коммутационного блока (рис. 36), а также от вида электрической нагрузки,
конструкции прибора, химического и коррозионного воздействия окружающей среды (табл. 6).
Рис. 35. Анодные потери (сила тока 400 А, длительность разряда 10 мс) контактов Ag–CdO в зависимости от числа включений N и размеров частиц CdO, мкм: 1 – > 1; 2 – < 1
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
104
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
Рис. 36. Эрозия различных контактных материалов (sm – материал, полученный обычной плавкой, pm – материал, полученный
методом порошковой металлургии)
Типичные примеры применения и электроконтактные свойства
композиционных материалов
Типичные примеры
Ag–10CdO мд
Ag–15CdO мд
Ag–10CdO
Ag–15CdO
Ag–12SnO2In2O3 мд
Ag–12SnO2Bi2O3 мд
Ag–12SnO2WO3
Ag–12SnO2MoO2
Ag–8ZnO
Ag–10Ni
Ag–20Ni
Ag–20Ni*
Ag–(30–40)Ni*
Ag–3C**
Ag–5C*
Ag–60W
Типичные применения
Контактор
Токовый выключатель
Контактор
Контактор
Контактор, токовый выключатель
Контактор, токовый выключатель
Контактор, токовый выключатель
Контактор, токовый выключатель
Токовый выключатель
Контактор
Контактор
Стартер
Автоматический выключатель
Автоматический выключатель
Автоматический выключатель
Токовый выключатель
Таблица 6
Основные свойства
Св
С Э
ПД
ДГ
у
о
у
о
о
о
о
о
у
о
у
о
у
о
о
о
о
о
у
о
о
п
о
у
у
о
п
о
у
у
о
у
о
у
у
о
о
о
у
у
о
п
о
у
у
п
о
п
о
у
у
у
у
о
у
у
о
у
о
у
у
у
у
о
у
о
о
п
п
у
о
о
п
п
у
у
п
о
п
п
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
105
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
П р и м е ч а н и е. Обозначения в таблице: * – несимметричная контактная пара
Ag–Ni/Ag–C, ** – несимметричная контактная пара Ag–C/Cu; свойства: Св – стойкость против
сваривания, С – контактное сопротивление, Э – эрозионная стойкость, ПД – подвижность дуги,
ДГ – дугогасящие свойства; о – отличное, у – удовлетворительное, п – плохое; мд – мелкодисперсные.
Рис. 37. Зависимость усилия приваривания Fs (сварочный ток 13,8 кА)
от контактного усилия Fk для различных контактных материалов:
1 – Ag 100; 2 – AgCdO 97/3; 3 – AgCdO 94/6; 4 – AgCdO 92/8
По сравнению с электродуговой эрозией, характеристики привариваемости контактного материала на основе Ag–CdO иные. Добавка оксида кадмия снижает усилие отрыва контактов в случае приваривания (рис. 37), особенно при больших токах, и уменьшает нагрузку на контакт.
Улучшение служебных свойств электроконтактов из серебра, меди путем их легирования растворимыми добавками не может привести к радикальному решению проблемы, поскольку достигаемое улучшение прочности,
твердости, износостойкости обязательно сопровождается снижением температуры плавления, тепло- и электропроводности. Порошковая технология позволяет получать композиционные дисперсно-упрочненные материалы, сочетающие свойства компонентов, без сниженияω, λ и Тпл, или создавать псевдосплавы с прочным каркасным строением.
Все служебные свойства электроконтактов структурно-чувствительны.
Дисперсность фаз, их взаимная ориентация, состояние межфазных границ
влияют на поведение катодного пятна дуги, глубину проплавления и эрозионную стойкость материала. Известно, например, что наличие частиц порошка вольфрама размером зерна от 2–8 до 25 мкм в контактах Ag–W увеличивает
эрозию в три раза. Технология изготовления таких материалов существенно
различается, поэтому технологическим аспектам уделяется много внимания,
как с целью улучшения качества, так для расширения области применения.
Необходимо отметить, что данные о влиянии структуры на контактные
свойства не всегда однозначны. Эрозионная стойкость с увеличением размеров зерна W от 1 до 20 мкм в указанной выше композиции растет, причем
эрозионная стойкость коррелирует с пластичностью и ударной вязкостью.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
106
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
Компромиссное снижение износа, обусловленное влиянием капиллярных
эффектов, с одной стороны, и хрупким разрушением, – с другой, наблюдается на композициях с размером частиц около 20 мкм.
Особенность композитов на основе Ag–CdO не привариваться и не
припаиваться при коммутации электрических цепей становится недостатком
при создании комплексных деталей. Для устранения этого недостатка существует несколько способов: при изготовлении композиционного материала
методом порошковой металлургии на основу наносится слой, который можно
паять; сплавы, получаемые обычным плавлением, подвергаются внутреннему окислению, но таким образом, чтобы серебряно-кадмиевый сплав окислялся с одной стороны, оставляя с другой стороны слой, обладающий способностью припаиваться. Ag–Ni контакты c 10–40 % Ni отличаются от серебряных лучшими механическими характеристиками, что можно объяснить эффектом дисперсионного твердения, вызванного добавкой Ni, и более
высокой проводимостью, чем у упрочняемых из твердого раствора сплавов
серебра (рис. 38).
Учитывая, что Ag и Ni в твердом состоянии взаимно не растворяются, а
расплавленное серебро может растворить только несколько десятых долей
процента никеля, такие сплавы получают только методом порошковой металлургии. Спеченные заготовки деформируют для придания окончательной формы полуфабрикатам. В связи с этим заготовка приобретает анизотропную
структуру, частицы никеля вытягиваются в направлении деформации, что в определенных условиях дает некоторые преимущества. Серебряно-никелевые
контактные материалы можно получать как волокнистые соединения, при
большом содержании никелевых волокон они весьма пластичны. Контакты из
волокнистых соединений имеют лучшую стойкость к дуговой коррозии, по сравнению с контактами, полученными методом порошковой металлургии (рис. 39).
Рис. 38. Сравнение электропроводности композитов AgNi
и сплавов AgAu, AgCd
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
107
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
Рис. 39. Эрозия различных материалов AgNi (переменный ток 10 А; усилие
контакта 100 г) в зависимости от числа включений N: 1 – Ag; 2 – AgNi 80/20 pm
(pm – получение методом порошковой металлургии); 3 – AgNi 83/17 волокно
В отношении электродуговой эрозии при размыкании цепей с током
100 А серебряно-никелевые контакты сравнимы с весьма стойкими контактами системы Ag–CdО и превосходят серебряные (рис. 40).
Многокомпонентные системы в отношении привариваемости имеют
определенные преимущества (рис. 41).
а
б
Рис. 40. Эрозионные потери (а – анод, б – катод) в зависимости от состава для
контактов Ag–Ni при различной силе тока, кА: 1 – 10; 2 – 7,5; 3 – 5,0; 4 – 2,5
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
108
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
Рис. 41. Привариваемость различных материалов, применяемых в
промышленных приборах (пневматический контактор, работающий
при токе 30 А, напряжение 220 В, сила тока 2 500 А)
В определенном диапазоне нагрузок Ag–CdО замещают на Ag–ZnО без
снижения номинальной потребленной мощности.
Металлографитовые композиционные материалы
Контактные материалы этой группы созданы для передачи электроэнергии в движении. Они должны обладать хорошими характеристиками
скольжения и предотвращать приваривание контактных колодок в процессе
коммутации.
Рис. 42. Плотность серебряно-графитовых материалов в
зависимости от содержания графита: 1 – теоретическая
плотность; 2 – горячее экструдирование; 3 – спекание и
последующее прессование
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
109
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
Рис. 43. Электросопротивление угольных композиций
в зависимости от содержания меди
Дуговая эрозия серебряно-графитовых контактов очень велика. Это
объясняется трудностью получения серебряно-графитового композиционного материала достаточной плотности и отсутствием достаточно прочной
связи между частицами серебра в матрице. Плотность, а вместе с ней характеристику эрозии контактов можно улучшить последующей обработкой
спеченных блоков, применяя деформацию, особенно горячее выдавливание
(рис. 42).
Среди так называемых металлоугольных материалов медно-графитовые
композиции считаются самыми старыми представителями материалов, полученных методом порошковой металлургии. Медь и графит взаимно не растворяются, поэтому для получения композиционного сплава способ плавки
не пригоден. Электрическое сопротивление металлоугольных щеток с увеличением содержания меди снижается (рис. 43).
Большая остаточная пористость, характерная для этого композита, не
исчезает даже при прессовании и спекании. Однако остаточную пористость
используют для повышения прочности композита, заполняя поры органическими смазывающими веществами.
Тенденции в развитии контактных материалов
Дальнейшее развитие технологии получения контактных материалов
диктуется необходимостью передачи больших энергий, повышения надежности коммутации и максимальной экономии благородных металлов.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
110
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
Для целенаправленной разработки и оптимального использования контактных материалов необходимы соответствующие электротехнические испытания. Оценка материала только по механическим, физическим и металлографическим параметрам зачастую приводит к выбору ошибочного направления разработки. Поэтому целесообразен предварительный выбор имеющихся в наличии материалов с помощью соответствующих модельных испытаний, в результате которых материалы упорядочиваются по главным критериям (электродуговой эрозии, характеру приваривания и переносу материала) в соответствии с типичными случаями нагружения, особенностями приборов – например, вибрацией контактов при включении. Окончательное решение о пригодности контактного материала для данного прибора можно
вынести только после всесторонних испытаний.
Производство чистых тугоплавких металлов сопряжено с усовершенствованием процесса их изготовления.
В случае композиционных материалов переход от чистого вольфрама к
каркасу из его карбида уменьшает степень износа. Проблемы, связанные с
изготовлением композитов, должны быть решены. Это в равной степени относится к волокнистым композитам, на принципиальную пригодность которых для электроконтактов уже было указано, но для изготовления которых
пока еще не существует рациональной технологии. Волокнистые композиты
интересны там, где в одном материале должны быть объединены хорошие
контактность и пружинистость. Остается невыясненным влияние третьего и
четвертого компонентов гетерогенного материала на электрические свойства
контактов при эксплуатации.
Решение о том, какой материал предпочтительнее (изготовленный
плавкой или методом порошковой металлургии), можно принять только в зависимости от конструкции разрабатываемых приборов. В последнее время
расширяется возможность комбинирования материалов, изготовленных указанными методами, в одном контактном блоке. Большое значение имеет вопрос полной или частичной замены благородных металлов без снижения эксплуатационных свойств контактов.
Наконец, в связи с автоматизацией технологических процессов немаловажно знать, можно ли вновь разработанные материалы рационально соединить с подложкой. Уже сейчас в большинстве случаев это соединение осуществляют только при условии полной автоматизации процесса, т.е. при положительном технико-экономическом эффекте объединения в один технологический
поток операций стыковки, штамповки, деформации, сварки или пайки.
Итак, развитие контактных материалов определяется областями их
применения для передачи больших энергий и повышения надежности комутации за счет создания композиционных материалов с улучшенными кон-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
111
РАЗДЕЛ 4. ЭЛЕКТРОКОНТАКТНЫЕ МАТЕРИАЛЫ
Лекция 10. Принципы конструирования композиционных электроконтактных материалов
тактными свойствами, уменьшающими размеры коммутационных блоков и
расход благородных металлов.
Контрольные вопросы
1. Назовите положительные и отрицательные свойства вольфрама как
электроконтактного материала.
2. Какие добавки к вольфраму применяются в электроконтактных устройствах?
3. Каким образом степень электродуговой эрозии зависит от величины
частичек вольфрамового (молибденового) порошка?
4. В каких устройствах применяются контакты из композита на основе
системы W–Ag?
5. Назовите наиболее распространенные контактные материалы на основе благородных металлов.
6. От каких факторов зависит величина (интенсивность) электродуговой эрозии?
7. Какова основная область применения металлографитовых контактных материалов?
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
112
РАЗДЕЛ 5.
ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 11.
Сырьевые материалы,
технология производства магнитов
План лекции
1. Преимущества методов порошковой металлургии.
2. Магнитные материалы на основе железа.
3. Спеченные материалы типа Al–Ni–Co.
4. Изготовление магнитов.
5. Термообработка, структура и свойства.
Преимущества метода порошковой металлургии
Изготовление ферромагнитных материалов методом порошковой металлургии имеет весомое преимущество перед другими способами – высокая
чистота получаемых изделий. Степень чистоты магнитомягких материалов
зависит от выбора исходного порошка, от условий спекания (в вакууме или
среде соответствующего газа, из которого необходимо удалять остатки элементов – С, О, N, S, P), отрицательно влияющие на магнитные свойства спеченных материалов. При создании магнитотвердых сплавов на основе Аl–Ni–Co
применяют специальную технологию, которая позволяет получить спеченные материалы с более равномерным, чем у литых сплавов, составом. Спеченные магниты характеризуются, по сравнению с компактными литыми изделиями, меньшей остаточной индукцией и максимальной магнитной энергией. Спеченные фасонные детали нуждаются лишь в минимальной доводке
(дополнительной обработке). Они могут спекаться с вкладышами из мягкого
железа.
Уникальность метода порошковой металлургии проявляется при изготовлении магнитодиэлектриков – композиций, содержащих магнитные порошки, распределенные в неметаллической матрице, что недоступно при
плавке. Такие композиции не подвергаются спеканию (порошковые магниты). Наиболее важные из них – магнитомягкие прессованные сердечники и
магнитотвердые магниты из тонкого порошка.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
113
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 11. Сырьевые материалы, технология производства магнитов
Магнитные материалы на основе железа
Применение в электротехнике чистого железа обусловлено высокой
намагниченностью насыщения, удовлетворительной магнитной проницаемостью и низкой коэрцитивной силой. Это дешевый магнитный материал. Наиболее важные магнитные свойства железа зависят от степени чистоты и
структуры материала. Дефекты кристаллической решетки ухудшают магнитную проницаемость и повышают коэрцитивную силу. Магнитные свойства,
примерно соответствующие характеристикам чистого железа можно получить в том случае, если спекать магниты из порошков карбонильного или
электролитического железа. Эти порошки активно спекаются и не содержат
примесей серы и фосфора. Другие элементы (С, О, N) легко удаляются при
спекании в водороде. Магниты, спеченные из карбонильного порошка, обладают начальной магнитной проницаемостьюμ i = 2 000, максимальной магнитной проницаемостью μmax = 24 000 и коэрцитивной силой Нс = 11 А/м.
Распыленный порошок с зернами менее 0,04 мм прессуют под давлением 30–60 кН/см2 в стальных матрицах, получая заготовку, которую затем
спекают за одну или две операции в среде водорода. Для удаления вредных
примесей перед спеканием заготовку выдерживают несколько часов при 600 °С
в восстановительном газе, движущемся с повышенной скоростью. В связи с
высокими требованиями к плотности спекание ведут при 1 200–1 300 °С.
Для получения точных размеров спеченные детали калибруют под давлением 60–100 кН/см2. Возникающий при этом наклеп ухудшает магнитные
характеристики. Это упрочнение снимается последующим отжигом при
700–800 °С. Дальнейшее повышение магнитных характеристик осуществляется при двойном прессовании. Магниты из спеченного железа применяют в
виде сердечников круглого сечения и толстостенных хомутов в реле постоянного тока, выпрямителях, полюсных наконечниках, а также в арматуре
электрических приборов. В системах с постоянными магнитами железо спекается прямо с материалом постоянного магнита и служит полюсным наконечником; механическое соединение элементов не требуется.
Спеченные материалы типа Al–Ni–Co
Наряду с магнитотвердыми ферритами, в качестве постоянных магнитов используют сплавы на железной основе типа Al–Ni–Co. Легирующими
компонентами служат Co, Ni, Al, Сu и некоторые другие металлы, в основном титан. Высокими магнитными свойствами эти сплавы обязаны тонкодисперсной ферромагнитной фазе с сильной анизотропией формы. Выделения этой фазы имеют столбчатую или игольчатую форму. Оптимальные магнитные свойства получают при формировании магнитов в сочетании с термообработкой, режим которой подбирается в зависимости от состава материала. Сплавы Al–Ni–Co весьма хрупки, поэтому фасонные заготовки из них
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
114
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 11. Сырьевые материалы, технология производства магнитов
получают литьем или спеканием. Спекание применяют в основном при производстве большого количества легких деталей. Крупногабаритные магниты
из-за незначительной стоимости исходных материалов получают литьем.
Спеченные магниты имеют равномерную тонкозернистую структуру и,
как следствие, лучшие механические свойства и стойкость кромок. Предел
прочности при изгибе спеченных магнитов – 1 000–1 400 МН/м2. Это особенно важно для вращающихся магнитов. Спеченные магниты нуждаются в минимальной механической обработке, проводимой твердосплавным инструментом.
Изготовление магнитов
Рассмотрим процесс изготовления спеченных магнитов из сплава
Al–Ni–Co (рис. 44).
Рис. 44. Технологическая схема производства спеченных магнитов Ai–Ni–Co: 1 – смеситель; 2 – пресс; 3 – колпаковая печь
для спекания в вакууме; 4 – нагревательная печь (гомогенизация); 5 – охлаждение; 6 – магнитная обработка; 7 – печь для
отпуска; 8 – контроль
За исключением алюминия смешивают порошки всех компонентов,
входящих в сплав. У алюминия минимальна температура плавления и сильна
склонность к испарению и окислению. В связи с этим его предварительно
вводят в состав сплава и применяют, как правило, в виде железоалюминиевого порошка при соотношении 1:1. Размеры частиц не должны быть больше
100 мкм. Порошковую смесь прессуют при 50–100 кН/см2 на гидравлических
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
115
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 11. Сырьевые материалы, технология производства магнитов
или механических прессах. Спекание происходит при 1 200–1 350 °С либо в
вакуумных печах, либо в печах со средой чистого водорода. В процессе нагрева дегазируют заготовки при 500 °С. Чтобы исключить загрязнение остаточным кислородом, содержащимся в защитном газе, заготовки помещают в
порошок Fe–Al или Ti–Al, который действует как газопоглотитель. При спекании возникает гомогенный сплав, образование которого в значительной степени ускоряется за счет жидкой фазы, временно появляющейся в связи с выравниванием концентраций. Линейная усадка при спекании брикетов 8–10 %.
Совместным прессованием и спеканием порошков сплавов Al–Ni–Co и магнитомягкого железа можно получать магниты, широко используемые в приборостроении. При этом порошок сплава и порошок чистого железа, разделенные
тонким листом, засыпают в матрицу и после удаления листа прессуют. Прочность узкой зоны соединения, возникшей при спекании, – более 400 МН/м2.
Термообработка, структура и свойства
Постоянные магниты из сплавов Al–Ni–Co в состоянии поставки имеют двухфазную анизотропную структуру, которая образуется в результате
многоступенчатой термообработки, следующей за спеканием или литьем
(рис. 45).
Рис. 45. Схема термообработки сплавов Al–Ni–Co, не содержащих
титана: I – гомогенизация (10–15 мин при 1 250–1 300 °С); II – охлаждение в магнитном поле со скоростью ≈ 0,5 К/с; III – охлаждение
сжатым воздухом
При произвольном охлаждении с температуры спекания в структуре
происходит нерегулируемое выделение различных фаз. Чтобы улучшить
магнитные свойства сплавов, которые в этом состоянии имеют самый низкий
уровень, проводят гомогенизацию, температура которой дляα -твердого раствора 1 250–1 300 °С (рис. 46). Вертикальная штриховая линия относится к
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
116
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 11. Сырьевые материалы, технология производства магнитов
стандартному сплаву Al–Ni–Co. При легировании сплава компонентами, отмеченными на оси абсцисс, штриховая линия сдвигается в указанном направлении (S-расплав).
Рис. 46. Схема влияния легирующих элементов
на диаграмму состояния сплава Al–Ni–Co
Охлаждение с температуры гомогенизации через двухфазную зону ( α +
γ)
осуществляют таким образом, чтобы подавить образование кубической гранецентрированной γ-фазы и сохранить высокотемпературнуюα -фазу до начала ее спинодального распада. Скорость охлаждения при этом более 1 К/с.
Появление γ -твердого раствора препятствует выделению структурных составляющих, обладающих магнитным эффектом. При дальнейшем охлаждении γ-твердый раствор превращается в α-фазу с ОЦК-решеткой, а магнитные
свойства сплава Al–Ni–Co ухудшаются. При понижении температуры до 900 °С
происходит спинодальный распад раствора: пересыщенныйα -твердый раствор распадается на парамагнитную или слабо ферромагнитную
α
-фазу с
большим содержанием Al и Ni и сильно ферромагнитную α'-фазу, богатую Fe
и Co с высокой поляризацией насыщения. Включения α '-фазы распределены
в матрице α-фазы. Распад раствора происходит последовательно по всему объему и кристаллографически ориентированно.
α '-фаза представляет собой
столбчатые частицы, которые расположены параллельно направлению α-фазы
и вследствие большой анизотропии формы обуславливают магнитные свойства сплава Al–Ni–Co. Диаметр α'-частиц находится в пределах 10 нм, поэтому образование междоменных блоховских границ невозможно и перемагничивание может происходить только в процессе поворота. При спинодальном
распаде исходного твердого раствораα '-фаза распределяется равномерно по
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
117
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 11. Сырьевые материалы, технология производства магнитов
всем трем кристаллографическим направлениям. В связи с этим поликристаллические материалы имеют изотропные магнитные характеристики.
Если распад раствора происходит под влиянием сильного магнитного
поля, сплав Al–Ni–Co становится магнитоанизотропным. В этом случае анизотропные по формеα '-частицы располагаются преимущественно в направлении матрицы (а не равномерно по всем трем кристаллографическим направлениям), которое соответствует направлению поля или близко к нему.
Эффект охлаждения в магнитном поле проявляется потому, что точка Кюри
α'-фазы превышает температуру начала распада α → α + α '. Внешнее магнитное поле может влиять на рост частиц, появившихся при распаде раствора,
только в том случае, если они в момент образования имеют магнитные свойства. Это достигается при содержании в сплаве кобальта более 10 %, который
поднимает точку Кюри выше температуры начала распада. Кроме того, приложенное магнитное поле должно быть достаточно велико, чтобы гарантировать магнитное насыщение α'-фазы, богатой Fe и Co.
Обычно работают с полем напряженностью 1–2 кА/см. Охлаждение в
магнитном поле эффективно в диапазоне от 900 до 700 °С, при этом скорость
охлаждения составляет 0,5 К/с и регулируется таким образом, что величина
α-частиц не превышает размера одного домена. Иногда после охлаждения в
магнитном поле следует многочасовой изотермический отпуск при 650 и
5500С. Цель его заключается в получении максимума коэрцитивной силы.
Большое техническое значение имеют магниты из сплава Al–Ni–Co с
высокой магнитной энергией. С помощью охлаждения в магнитном поле путем повышения остаточного магнетизма в предпочтительном магнитном направлении можно создать высокие характеристики (В∙Н) мах и одновременно
увеличить выпуклость кривой размагничивания не менее чем вдвое, по сравнению с этой характеристикой для магнита из изотропного сплава Al–Ni–Co
того же состава.
При оптимальном составе сплава Al–Ni–Co с беспорядочной ориентацией кристаллитов можно получить максимальное (50 кДж/м3) значение магнитной энергии (В∙Н) мах, являющееся и верхним пределом магнитной энергии, который можно получить для спеченных магнитов из сплава Al–Ni–Co.
Рассмотренные в лекции аспекты получения порошковых и спеченных
магнитов указывают на взаимосвязь степени чистоты магнитомягких материалов от исходного порошка и условий спекания. Спеченные магниты характеризуются по сравнению с компактными литыми изделиями, меньшей
остаточной индукцией и максимальной магнитной энергией.
Контрольные вопросы
1. Назовите преимущества изготовления ферромагнитных материалов
методом порошковой металлургии.
2. Какие порошки железа предпочтительнее при изготовлении магнитных материалов?
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
118
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 11. Сырьевые материалы, технология производства магнитов
3. Перечислите основные стадии производства спеченных магнитов
Ai–Ni–Co.
4. Назовите операции для улучшения магнитных свойств материалов на
основе Al–Ni–Co.
5. Охарактеризуйте структуру постоянных магнитов из сплавов Al–Ni–Co
в состоянии поставки.
6. Назовите преимущества спеченных магнитов в сравнении с литыми.
7. Каковы области применения магнитов из спеченного железа?
Лекция 12.
Магнитотвердые материалы на основе интерметаллидов
План лекции
1. Постоянные магниты на основе легких редкоземельных металлов R
(Y, La до Sm) и переходных металлов.
2. Технология производства методом порошковой металлургии.
3. Ферриты:
высокопроницаемые ферриты;
магнитные свойства;
электрические свойства;
4. Производство магнитомягких и магнитотвердых ферритов.
5. Область применения ферритов.
Постоянные магниты на основе легких
редкоземельных металлов R (Y, La до Sm)
и переходных металлов
Некоторые интерметаллидные фазы на основе легких редкоземельных
металлов R (Y, La до Sm) и переходных металлов обладают большой самопроизвольной намагниченностью насыщения и характеризуются высокой
точкой Кюри, а также сильной анизотропией намагничивания, что позволяет
использовать их в постоянных магнитах.
Из множества интерметаллических фаз технический интерес представляют свойства соединений самария SmСо5 и Sm2Со17 (рис. 47). Кобальт
может быть частично замещен железом или медью, а самарий заменяют
празеодимом или твердым раствором на основе церия – мишметаллом
(40–60 % (атом.) Се, 23–35% (атом.) La, 9–20 % (атом.) Nd, 3–7 % (атом.) Pr).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
119
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 12. Магнитотвердые материалы на основе интерметаллидов
Рис. 47. Температура Кюри Тк и индукция насыщения В при
комнатной температуре фаз R2Co17, RCo5 и R2CoFe17 (по данным
К.И. Стрната и А.Е. Рэя)
Магнитный момент редкоземельных металлов вызван незаполненностью
уровня 4f-электронной оболочки, а переходных металлов – незаполненным
уровнем 3d. В соединениях кобальта с легкими R-элементами связь спинов
атомов редкоземельного металла и кобальта такова, что их магнитные моменты
направлены параллельно и суммарный магнитный момент весьма большой.
Взаимодействие тяжелых редкоземельных металлов (Gd–Tm) с кобальтом, наоборот, за счет антиферромагнетизма приводит к снижению суммарной самопроизвольной намагниченности, такие фазы для магнитотвердых
материалов не представляют интереса. Характер анизотропии Sm–Со фазы
отличается сильной зависимостью от направления намагничивания, создаваемого полем с заданной напряженностью (рис. 48).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
120
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 12. Магнитотвердые материалы на основе интерметаллидов
Рис. 48. Кривые трудно (1) и легко (2) намагничиваемых направлений для материалов Sm–Co (по К.И. Стрнату): а – преимущественно
ориентированный порошок; б – монокристалл
Рис. 49. Элементарная ячейка фазы RCo5
(тип структуры CaCu5)
Если поле параллельно основной плоскости элементарной гексагональной ячейки в решетке фазы SmСо5 (рис. 49), то кристалл ведет себя так, как
если бы он стал парамагнитным, в то время при малом напряжении поля он
уже насыщен в направлении оси с. Аналогичные зависимости характерны и
для соединения Sm2Со17, которое при комнатной температуре имеет ромбоэдрическую структуру (типа Th2Zn17); ее можно создать из решетки фазы CaCu5,
если в каждой третьей элементарной ячейке атом Sm заместить двумя атомами Со.
Разработка магнитов из РЗМ с кобальтом находится в стадии развития,
однако уже сейчас можно указать возможные способы их производства: ме
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
121
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 12. Магнитотвердые материалы на основе интерметаллидов
тодом порошковой металлургии, способом плавки, катодным или плазменным распылением. Два последних метода по сравнению с методом порошковой металлургии имеют преимущество за счет экономии рабочих операций.
Однако с их помощью нельзя получить структуру с ориентированными кристаллами.
Технология производства
методом порошковой металлургии
В настоящий момент оптимальные свойства магнитов из РЗМ достигаются применением метода порошковой металлургии. Исходным продуктом
для этой технологии является сплав, полученный традиционной плавкой.
В процессе плавки удаляют все загрязнения, поскольку они образуют соединения с высокоактивными РЗМ; в результате таких реакции сплавы могли бы
обогатиться кобальтом, который, как известно, снижает коэрцитивную силу.
Поэтому плавку проводят в чистых плотных тиглях с футеровкой Al2O3. При
этом используют электродуговые или индукционные печи, среды благородного газа или глубокий вакуум. В результате перитектической реакции расплава с тугоплавкой фазой R2Со17 возникает фаза RСо5. В ходе реакций возможно образование микроликвации, поэтому для выравнивания концентрации сплава необходим многочасовой отжиг при температуре ниже перитектической. Вследствие гексогональной структуры сплав SmСо5 становится
хрупким; он легко диспергирует, поддаваясь механическому размельчению.
Чтобы избежать окисления и пирофорности, сплав размалывают в атмосфере
защитного газа или в присутствии подходящей жидкости (бензина) на частицы величиной менее 10 мкм. Внутренние напряжения и другие дефекты снимают при заключительной термообработке. Если при размалывании на поверхности частиц образуется пластически деформированный слой, уменьшающий коэрцитивную силу, то его удаляют травлением порошка.
Уплотняют и деформируют порошок в две ступени. Сначала порошок
ориентируют во внешнем магнитном поле напряженностью 5–10 МА/м и
предварительно уплотняют до относительной плотности 60 %. Эта операция
(как и при изготовлении твердых ферритов) позволяет получить высокие
магнитные характеристики (текстурированные магниты). Окончательное уплотнение до относительной плотности 95% проводят изостатическим прессованием.
На рис. 50 схематически представлен температурный режим спекания
магнитов системы SmСо5.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
122
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 12. Магнитотвердые материалы на основе интерметаллидов
Рис. 50. Режим термообработки спеченных магнитов SmCo5:
А – воздух; Б – гелий; В – спекание; Г – охлаждение
Рис. 51. Диаграмма состояния Sm–Co
Оптимальная температура спекания 1 200 °С. Поскольку даже незначительное количество Sm2О3 заметно ухудшает магнитные свойства сплава, необходимо снизить до минимума содержание кислорода как в спрессованном
изделии, так и в атмосфере спекания или работать с избытком Sm. Как показывает диаграмма состояния (рис. 51), SmСо5 распадается при температуре
менее 750 °С на фазы Sm2Со7 и Sm2Со17, из которых особенно первая весьма
нежелательна вследствие ее незначительной коэрцитивной силы.
Чтобы предотвратить распад исходной фазы с образованием Sm2Со7 и
Sm2Со17, ухудшающих качество сплава, спеченные магниты резко охлаждают
после гомогенизации при 900 °С. Влияние параметров термообработки и содержания Sm на величину коэрцитивной силы отражено на рис. 52.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
123
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 12. Магнитотвердые материалы на основе интерметаллидов
Рис. 52. Изменение коэрцитивной силы IНс двух магнитов SmCo5-x
в зависимости от скорости охлаждения Vохл в интервале 800–500 °С
Примешивая к RСо5 одну или несколько легкоплавких R–Со-фаз, можно за счет жидкофазного спекания ускорить уплотнение спрессованной заготовки. При замене Sm более широко используемым и дешевым мишметаллом
(Се, Y, La) можно говорить о конкурентоспособности магнитов R–Со разве
только с хорошим Al–Ni–Co сплавом. Серьезная конкуренция их с ферритами исключена.
Магниты R–Со5 применяют для фокусирования в лампах бегущей волны в клистронах (электронные лампы для создания и усиления напряжения
высокой частоты), в качестве роторов шаговых двигателей в электрических
часах, в авиационных и комических приборах. Здесь в полной мере используют высокую удельную магнитную энергию соединений редкоземельного
металла с кобальтом, минимальный объем и незначительную массу.
Ферриты
Ферриты представляют собой химические соединения, в общем случае
имеющие формулу МFe2O4 , где М – чаще всего двухвалентный ион металла,
например, Cu, Zn, Mg, Ni, Fe, Co и Mn. В отличие от порошковых сердечников ферриты представляют собой монолитные материалы. Магнитомягкие
ферриты кристаллизуются в кубической системе и имеют структуру шпинели – минерала состава MgAl2O4. Чаще всего применяются ферриты следующих типов:
MnO∙ZnO∙2Fe2O3 – марганцево-цинковый феррит;
NiО∙ZnO∙2Fe2O3 – никель-цинковый феррит;
MgO∙MnO∙2Fe2O3 – магний-марганцевый феррит.
Ферриты имеют высокое удельное электрическое сопротивление порядка 10–109 Ом∙см и благодаря этому низкие потери на вихревые токи. Ин-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
124
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 12. Магнитотвердые материалы на основе интерметаллидов
дукция насыщения составляет приблизительно 20–25 % от индукции насыщения железа. Ферриты делятся на три подгруппы:
а) ферриты с гарантированными потерями и проницаемостью;
б) ферриты с прямоугольной петлей гистерезиса;
в) ферриты со специальными свойствами.
Марганцево-цинковые ферриты по сравнению с никель-цинковыми
имеют меньшие потери. Оба эти вида ферритов относятся к первой подгруппе. Так как никель-цинковые ферриты имеют более высокое электрическое
сопротивление, то их целесообразно применять в области частот от 500 кГц
до 200 МГц и выше, т.е. для цепей высокочастотной техники. Магний-цинковые
ферриты предназначены для применения в диапазоне от звуковых частот до
нескольких МГц. Ферриты с прямоугольной петлей гистерезиса бывают никель-цинковыми или магний-марганцевыми. В технике УКВ также применяются магний-марганцевые ферриты, однако соотношение отдельных составных частей в тройной системе отличается от состава магний-марганцевых
ферритов с прямоугольной петлей гистерезиса. Эти ферриты вместе с магнитострикционными материалами относятся к группе материалов со специальными свойствами.
Благодаря своим свойствам, ферриты имеют очень широкий диапазон
применения. В настоящее время ферриты используются в производстве реле,
сетевых трансформаторов устройств связи, дросселей, электромеханических
преобразователей и резонаторов и т.п. Однако наибольшее распространение
ферриты получили в производстве сердечников для катушек (феррокатушек),
запоминающих и переключающих цепей и т.п. Как отмечалось выше, ферриты представляют собой оксидные магнитные материалы, у которых спонтанная намагниченность доменов обусловлена нескомпенсированным антиферромагнетизмом. Большое удельное сопротивление, превышающее удельное
сопротивление железа в 103–1013 раз, а следовательно, и относительно незначительные потери энергии в области повышенных и высоких частот наряду с
достаточно высокими магнитными свойствами обеспечивают ферритам широкое применение в радиоэлектронике.
Высокопроницаемые ферриты. В качестве магнитомягких материалов наиболее широко применяют никель-цинковые и марганец-цинковые
ферриты. Они кристаллизуются в структуре шпинели и представляют собой
твердые растворы замещения, образованные двумя простыми ферритами,
один из которых (NiFe2O 4 или MnFe2O4) является ферримагнетиком, а другой
(ZnFe2O4) – немагнитен. Катионы цинка в структуре шпинели всегда занимают тетраэдрические кислородные междоузлия, а катионы трехвалентного
железа могут находиться как в тетра-, так и в октаэдрических промежутках.
Вхождение цинка в кристаллическую решетку сопровождается вытеснением
железа в октаэдрические позиции. Соответственно уменьшается намагниченность тетраэдрической подрешетки и снижается степень компенсации магнитных моментов катионов, находящихся в различных подрешетках.
В результате возникает очень интересный эффект: увеличение концентрации немагнитного компонента приводит к увеличению намагниченности
насыщения твердого раствора. Однако разбавление твердого раствора немаг
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
125
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 12. Магнитотвердые материалы на основе интерметаллидов
нитным ферритом вызывает ослабление основного обменного взаимодействия типа А–О–В, что выражается в монотонном снижении температуры Кюри (Тк) при увеличении мольной доли ZnFe2O4 в составе феррошпинели. Быстрый спад индукции насыщения в области х > 0,5 объясняется тем, что магнитные моменты небольшого количества ионов в тетраэдрической подрешетке уже не в состоянии ориентировать антипараллельно себе магнитные
моменты всех катионов, находящихся в В-подрешетке. Иными словами, обменное взаимодействие типа А–О–В становится настолько слабым, что не
может подавить конкурирующее взаимодействие типа В–О–В, которое также
является отрицательным и стремится вызвать антипараллельную ориентацию
магнитных моментов катионов в В-подрешетке.
Ослабление обменного взаимодействия между катионами при увеличении содержания немагнитного компонента приводит к уменьшению констант
кристаллографической анизотропии и магнитострикции. Благодаря этому облегчается перемагничивание ферримагнетика в слабых полях, т.е. возрастает
начальная магнитная проницаемость.
Магнитные свойства. Для ферритов, используемых в переменных полях, кроме начальной магнитной проницаемости одной из важнейших характеристик является тангенс угла потерь tg d. Благодаря низкой проводимости
составляющая потерь на вихревые токи в ферритах практически мала и ею
можно пренебречь. В слабых магнитных полях незначительными оказываются и потери на гистерезис. Поэтому значение tg d в ферритах на высоких частотах в основном определяется магнитными потерями, обусловленными релаксационными и резонансными явлениями. Для оценки допустимого частотного диапазона, в котором может использоваться данный материал, вводят понятие критической частоты fкр. Обычно под fкр понимают такую частоту, при которой tg d достигает значения 0,1. Инерционность смещения доменных границ, проявляющихся на высоких частотах, приводит не только к
росту магнитных потерь, но и к снижению магнитной проницаемости ферритов. Частоту fгр, при которой начальная магнитная проницаемость уменьшается до 0,7 от ее значения в постоянном магнитном поле, называют граничной.
Как правило, fкр < fгр. Для сравнительной оценки качества магнитомягких
ферритов при заданных значениях H и f удобной характеристикой является относительный тангенс угла потерь, под которым понимают отношение tg d / mн.
Сравнение магнитных свойств ферритов с одинаковой начальной магнитной
проницаемостью показывает, что в области частот до 1 МГц марганцевоцинковые ферриты имеют существенно меньший относительный тангенс угла потерь, чем никель-цинковые ферриты. Это объясняется очень малыми
потерями на гистерезис у марганцево-цинковых ферритов в слабых полях.
Дополнительным преимуществом высокопроницаемых марганцевоцинковых ферритов является повышенная индукция насыщения и более высокая температура Кюри. В то же время никель-цинковые ферриты обладают
более высоким удельным сопротивлением и лучшими частотными свойствами. В ферритах, как и в ферромагнетиках, реверсивная магнитная проницаемость может существенно изменяться под влиянием напряженности постоянного подмагничивающего поля, причем у высокопроницаемых ферритов
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
126
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 12. Магнитотвердые материалы на основе интерметаллидов
эта зависимость выражена более резко, чем у высокочастотных ферритов с
небольшой начальной магнитной проницаемостью. Магнитные свойства
ферритов зависят от механических напряжений, которые могут возникать
при нанесении обмотки, креплении изделий и по другим причинам. Чтобы не
было ухудшения магнитных характеристик, ферриты следует оберегать от
механических нагрузок.
Электрические свойства. По электрическим свойствам ферриты относятся к классу полупроводников или даже диэлектриков. Их электропроводность обусловлена процессами электронного обмена между ионами переменной валентности («прыжковый» механизм). Электроны, участвующие в обмене, можно рассматривать как носители заряда, концентрация которых
практически не зависит от температуры. Вместе с тем при повышении температуры экспоненциально увеличивается вероятность перескока электронов
между ионами переменной валентности, т.е. возрастает подвижность носителей заряда. Поэтому температурное изменение удельной проводимости и
удельного сопротивления ферритов с достаточной для практических целей
точностью можно описать следующими формулами:
g = g0 exp [-Э0 /(kT)]; ρ = ρ0 exp [Э0 /(kT)],
где g0, ρ0 – постоянные величины для данного материала; Э0 – энергия активации электропроводности.
Среди многих факторов, влияющих на электрическое сопротивление
ферритов, основным является концентрация в них ионов двухвалентного железа Fe2+ . Под влиянием теплового движения слабосвязанные электроны перескакивают от ионов железа Fe2+ к ионам Fe3+ и понижают валентность последних. С увеличением концентрации двухвалентных ионов железа линейно
возрастает проводимость материала и одновременно уменьшается энергия
активации Э0. Отсюда следует, что при сближении ионов переменной валентности понижается высота энергетических барьеров, которые должны
преодолевать электроны при переходе от одного иона к соседнему. У ферритов-шпинелей энергия активации электропроводности обычно лежит в пределах от 0,1 до 0,5 эВ. Наибольшей концентрацией ионов двухвалентного
железа и, соответственно, наименьшим удельным сопротивлением обладает
магнетит Fe3O4 (феррит железа), у которого ρ = 5∙10-5 Ом∙м. В то же время в
феррогранатах концентрация ионов Fe2+ ничтожно мала, потому их удельное
сопротивление может достигать высоких значений (до 109 Ом∙м).
Экспериментально установлено, что присутствие в ферритах-шпинелях
определенного количества ионов двухвалентного железа приводит к ослаблению анизотропии и магнитострикции; это благоприятно отражается на
значении начальной магнитной проницаемости. Отсюда вытекает следующая
закономерность: ферриты с высокой магнитной проницаемостью, как правило, обладают невысоким удельным сопротивлением. Для ферритов характерна относительно большая диэлектрическая проницаемость, которая зависит
от частоты и состава материала. С повышением частоты диэлектрическая
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
127
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 12. Магнитотвердые материалы на основе интерметаллидов
проницаемость ферритов падает. Так, никель-цинковый феррит с начальной
проницаемостью 200 на частоте 1 кГц имеет e = 400, а на частоте 10 МГц e = 15.
Наиболее высокое значение e присуще марганец-цинковым ферритам, у которых она достигает сотен или тысяч. Большое влияние на поляризационные
свойства ферритов оказывают ионы переменной валентности. С увеличением
их концентрации наблюдается возрастание диэлектрической проницаемости
материала.
Производство магнитомягких и магнитотвердых ферритов
Производство магнитомягких и магнитотвердых ферритов осуществляется по одинаковой технологической схеме. Перемешивание исходных материалов (сухое и мокрое) производится, например, в вибромельницах. При изготовлении магнитомягких ферритов исходным материалом являются синтетические оксиды Fe, Ni, Zn, Mn, Cu, Mg высокой чистоты и мелкозернистости. При изготовлении магнитотвердых ферритов применяют оксид железа,
карбонат бария или стронция. Для приготовления однородной порошковой
ферритной смеси (особенно при сухом перемешивании) используют специальные размольные тела, которые препятствуют агломерации компонентов
порошка. Брикетированная смесь спекается в туннельной или вращающейся
печи. Магнитомягкий феррит (например, MnFe2O4, NiFe2O4) в зависимости от
назначения спекают при 1 000–1 400 °С. Затем продукт реакции измельчают,
размалывая сухим и мокрым способом в непрерывно или периодически работающих шаровых, вибрационных мельницах, аттриторах до размера частиц
1–5 мкм. Для получения высококачественного феррита спекание и размол
повторяют несколько раз. Повторное спекание и размол способствуют появлению новых точек контакта, диффузии компонентов реакции и ускоряют
гомогенизацию феррита.
Перед прессованием порошок перемешивают со связующими веществами и пластификаторами и гранулируют. Связующие вещества и пластификаторы повышают прочность прессуемой заготовки и дают возможность
провести формование методом выдавливания, экструзии или литьем под давлением. Для изготовления анизотропных кристаллоориентированных магнитотвердых ферритов, которые прессуются в магнитном поле, необходимо
обеспечить достаточную подвижность порошка.
Уплотнение изотропных заготовок осуществляют на механических или
гидравлических прессах под давлением 10–20 кН/см2, при этом магнитомягкая масса непрерывно прессуется или экструдируется.
Частично ориентированные магнитотвердые ферриты изготовляют деформацией на шнековых или поршневых экструдерах. Большинство частиц
порошка пластинчатой формы в некоторой степени ориентируются при трении о поверхность инструмента.
При изготовлении анизотропных магнитотвердых ферритов высокого
качества одного механического ориентирования недостаточно, поэтому проводят ориентирование в магнитном поле напряженностью 400–800 кА/м.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
128
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 12. Магнитотвердые материалы на основе интерметаллидов
Для изотропных ферритов требуются порошки с тонкими поликристаллитными частицами. Для анизотропных ферритов требуются порошки с частицами менее 0,5–1,3 мкм. Окончательное уплотнение спрессованных изделий происходит при спекании на воздухе (в специальных случаях защитный
газ или вакуум). Температура спекания – 1 000–1 300 °С.
Область применения ферритов
Магнитомягкие ферриты с начальной магнитной проницаемостью
400– 20 000 в слабых полях во многих случаях эффективно заменяют листовые ферромагнитные материалы – пермаллой и электротехническую сталь.
В средних и сильных магнитных полях замена листовых ферромагнетиков
ферритами нецелесообразна, поскольку у ферритов меньше индукция насыщения. Магнитомягкие ферриты широко применяются в качестве сердечников контурных катушек постоянной и переменной индуктивностей, фильтров
в аппаратуре радио- и проводной связи, сердечников импульсных и широкополосных трансформаторов, трансформаторов развертки телевизоров, магнитных модуляторов и усилителей. Из них изготавливают также стержневые
магнитные антенны, индуктивные линии задержки и другие детали и узлы
электронной аппаратуры.
Наиболее часто применяют ферритовые сердечники с замкнутой магнитной цепью. Такие магнитопроводы бывают либо монолитными, в виде
единого тела (например, кольцевой сердечник), либо составными – из двух
хорошо пришлифованных друг к другу частей, зазор между которыми по
возможности мал. Составные магнитопроводы распространены шире монолитных, так как намотка проволоки на последние вызывает определенные
трудности. Монокристаллы магнитомягких ферритов находят довольно широкое применение при изготовлении магнитных головок записи и воспроизведения звукового и видеодиапазонов в магнитофонах. По сравнению с металлическими, ферритовые головки обладают высоким удельным сопротивлением (что важно для уменьшения потерь) и большей твердостью. Из-за
высокой скорости движения магнитной ленты при видеозаписи к материалу
головки предъявляются повышенные требования в отношении износоустойчивости.
Современные устройства связи используют много деталей с ферритовыми сердечниками. Ферриты удовлетворяют серьезным требованиям,
предъявляемым к современным элементам устройств связи, а также находят
себе другие применения. Это, например, ферритовые антенны, однонаправленные изоляторы волноводов, модуляторы микроволн и т.д. Возможность
изготовления ферритов различного состава увеличивает границы области
применения, для которой они были первоначально разработаны, они стали
использоваться в технике ЭВМ, в технике регулирования измерений, а также
в атомной технике.
Наиболее широкое применение ферриты и их изделия, начиная с момента их изобретения, нашли в радиоэлектронике и вычислительной технике
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
129
РАЗДЕЛ 5. ПОРОШКОВЫЕ И СПЕЧЕННЫЕ МАГНИТЫ
Лекция 12. Магнитотвердые материалы на основе интерметаллидов
среди других магнитомягких материалов. Кроме того, в большинстве случаев
ферритовые изделия в могут эффективно заменить изделия из других материалов, они обладают рядом уникальных физико-химических, магнитных и
электрических свойств, не присущих ни одному другому материалу. Благодаря возможности миниатюризации запоминающих устройств и устройств
переключения, применение ферритовых изделий в вычислительной технике
позволило значительно ускорить процесс вычислений. Хотя в области производства интегральных схем высокой степени миниатюризации был достигнут
значительный прогресс и возникло связанное с этим некоторое падение интереса к ферритовым сердечникам как к устройствам памяти. Но изделия подобного рода все еще находят довольно широкое применение в устройствах
управления различными процессами и контроля выпускаемых изделий в
промышленности.
Благодаря прогрессу в области интегральных схем и автоматов на их
основе также значительно улучшился контроль качества при производстве
ферритов, что в свою очередь позволило выпускать ферритовые изделия с
более точными характеристиками. На данный момент применение ферритовых сердечников в радиоэлектронной аппаратуре в качестве сердечников катушек и основ для магнитных головок воспроизводящей и записывающей
аппаратуры является широко распространенным. По своим характеристикам
ферритовые сердечники не имеют аналогов. Сфера их применения находится
в очень широком диапазоне приборов: от высокоточных промышленных аппаратов до любительской техники.
Таким образом, сравнение разнообразных способов получения магнитов из редкоземельных металлов с кобальтом, а именно: методом порошковой металлургии, способом плавки, катодным или плазменным распылением
показало преимущество первого способа как гарантирующего получение
структуры с ориентированными кристаллами.
Контрольные вопросы
1. Назовите свойства, которые позволяют использовать интерметаллиды на основе легких редкоземельных металлов в постоянных магнитах.
2. Какие соединения интерметаллических фаз представляют наибольший технический интерес?
3. Каковы области применения магнитов на основе R–Со?
4. Что представляют из себя ферриты?
5. Охарактеризуйте виды и структуру высокопроницаемых ферритов.
6. Назовите основные переделы производства магнитомягких и магниитотвердых ферритов.
7. Каковы области применения магнитомягких и магнитотвердых ферритов?
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
130
ЧАСТЬ 2.
КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ
МАТЕРИАЛЫ И ИЗДЕЛИЯ
РАЗДЕЛ 6.
КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ
МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13.
Технологический процесс получения изделий
План лекции
1. Свойства спеченных материалов общего назначения.
2. Основные технологические операции.
3. Дополнительная обработка.
Свойства спеченных материалов общего назначения
Конструкционные спеченные детали общего назначения из железных и
нежелезных материалов составляют главную часть продукции порошковой
металлургии. В развитых промышленных странах доля этих деталей для
нужд транспортного машиностроения, машино- и приборостроения, а также
ряда областей металлообрабатывающей промышленности значительна. Однако объем производства порошковых изделий еще невелик, хотя и отмечается тенденция постоянного его увеличения вследствие улучшения качества
порошковых изделий. При правильном выборе материала они во многих случаях равноценны с так называемыми компактными (литыми) изделиями.
Главными достоинствами порошковых деталей являются полное отсутствие или очень незначительная механическая обработка без потерь на
стружку, высокие степень сохранения размеров и качество поверхности, точность массы. Свойства спеченных деталей определяются в первую очередь
пористостью и составом. Кроме того, эти свойства можно широко изменять,
варьируя технологию изготовления. На рис. 53 показано сравнение прочности порошковых и литых материалов, в том числе стальных легированных и
нелегированных.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
131
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13. Технологический процесс получения изделий
Рис. 53. Сравнение прочности при растяжении σ В литых (деформированных) и порошковых материалов: 1 – серый чугун; 2 – сфероидальный чугун; 3 – стальное литье; 4 – строительная сталь; 5 – цементуемая сталь; 6 – улучшаемая сталь; 7 – порошковые материалы;
I – нормализация и отжиг; II – цементация и закалка; III – улучшение; IV – состояние после спекания; V – дисперсионное твердение
(П – пористость)
Из-за пористости спеченные детали имеют заметно меньшие удлинение
при растяжении и твердость, чем литые. При динамических нагрузках (предел прочности при знакопеременном изгибе) порошковые материалы можно
приравнять к чугуну со сфероидальным графитом. Разработка усовершенствованных порошков, технологии легирования и самого процесса изготовления позволяет улучшать свойства порошковых деталей. Технологические
разработки, в частности горячая ковка, прокатка порошков, изостатическое
прессование, экструзия и др., позволили использовать порошковые материалы в условиях повышенных динамических нагрузок в традиционных областях металлургического производства полуфабрикатов, например, быстрорежущей стали или жаропрочных сплавов.
Области применения спеченных изделий в отдельных промышленных
странах различны. В странах с развитым строительством транспортных
средств на эту отрасль приходится более половины таких деталей. Около 20 %
составляет производство бытовых и электрических приборов, 15 % деталей
потребляет машиностроение и 10 % – производство конторских машин. По
мере создания предпосылок для изготовления все более сложных форм расширяется область применения спеченных изделий. Одновременно возникает
необходимость разработки соответствующих материалов, удовлетворяющих
требованиям длительного срока службы, надежной эксплуатации и отсутствия надобности в уходе.
Вначале масса порошковых изделий была малой, в настоящее время
она колеблется от 5 до 1 000 г (преобладают изделия массой до 100 г). Определяющим фактором при этом является стоимость порошков, значительно
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
132
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13. Технологический процесс получения изделий
превышающая стоимость соответствующих литых материалов. Кроме того,
сама техника прессования создает ограничения в отношении формы и размеров деталей.
Получение порошковых изделий позволяет резко снизить или полностью исключить статью отходов потерь на обработку резанием. При производстве простых по форме деталей экономия составляет как минимум 15 %.
Для деталей сложной формы, традиционное изготовление которых требует
нескольких различных обработок резанием, достигается экономия расходов
до 50 %. В большинстве случаев фасонные порошковые детали получают в
готовом виде. В итоге это приводит к снижению потребности в станках, к
значительной экономии материала. Масса расходуемого порошка почти соответствует массе изготовленной из него детали, тогда как при сопоставимых
традиционных способах изготовления, например при штамповке, потери металла составляют ~20 %. Кроме того, вследствие меньшей точности и худшего качества поверхности в последнем случае требуется еще дополнительная
обработка резанием. Например, если литую деталь полностью обработать резанием, то преимущества порошковой металлургии оказываются еще более
явными, так как в таком случае потери металла могут составить до 75 %.
Дополнительная обработка позволяет расширить применение порошковых изделий и улучшить (оптимизировать) их свойства. Это важно для
всех нереализуемых техникой прессования контуров детали, которые выполняются снятием стружки. Кроме того, на спекаемые детали с пористостью
< 10 % можно наносить износостойкие, антикоррозионные и декоративные
покрытия. Порошковые изделия из железа и стали можно закаливать сразу
или после цементации. При соответствующем составе материала можно осуществлять дисперсионное твердение, особенно применимое для спеченных
материалов, пропитываемых металлами.
Основные технологические операции
Развитие производства спеченных изделий характеризуется переходом
от простых деталей второстепенного значения к деталям машин, предназначенным для более высоких нагрузок.
Для изготовления этих деталей применяют известные операции прессования и спекания. Для получения более плотных деталей точных размеров
можно использовать двукратный цикл прессования и спекания. Механические свойства можно улучшить двумя способами – снижением пористости и
легированием. На пористость порошковых тел, кроме техники прессования,
решающим образом влияет уплотняемость порошков. Как показано на рис. 54,
даже нелегированные порошки железа обнаруживают заметные различия в
прессуемости, неизбежно проявляющиеся затем в свойствах спеченного материала.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
133
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13. Технологический процесс получения изделий
Рис. 54. Прессуемость различных металлических порошков: 1 – электролитическая медь; 2 – распыленный водой довосстановленный порошок железа; 3 – высокоуплотняемый порошок губчатого железа;
4 – электролитическое железо; 5 – губчатое железо стандартного качества; 6 – распыленный водой порошок улучшаемой никельмолибденовой стали; 7 – то же, порошок аустенитной хромоникелевой стали; 8 – распыленный воздухом порошок алюминия; 9 – теоретическая плотность меди; 10 – то же, железа и низколегированной
стали; 11 – то же, алюминия
Не сопровождаемое нагревом однократное прессование в интервале
технически приемлемых давлений не позволяет получать беспористую заготовку. Для спеченных деталей улучшенного качества применяют двукратное
прессование и спекание, способствующие заметному повышению стабильности размеров и механических свойств деталей. Снизить пористость можно
также весьма интенсивным спеканием (высокая температура, длительность)
На практике, однако, такой способ не используют, избегая повышенного расхода энергии, кроме того, связанная с таким способом усадка затрудняет получение деталей точных размеров. На основе диаграмм (рис. 55) можно установить условия спекания, которые в сочетании с двукратным прессованием
необходимы для получения нужных значений усадки и свойств.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
134
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13. Технологический процесс получения изделий
а
б
в
Рис. 55. Зависимость прочности при растяжении (а), удлинения (б)
и линейной усадки (в) электролитического порошка железа от продолжительности предварительного (τ 1) и окончательного (τ 2) спекания (между предварительным и окончательным спеканием образцы
не уплотняли)
Гораздо больше возможностей повышения прочности дает легирование. Все легирующие элементы, имеющие значение в обычной металлургии,
применимы и в порошковой металлургии, хотя легирование в этом случае
имеет свои особенности. Так, необходимо избегать повышенного окисления
(в случае легирующих элементов, имеющих большое сродство к кислороду).
Кроме того, при образовании сплава по меньшей мере один компонент (основной) должен оставаться в твердом состоянии. В то же время процессы образования твердых растворов можно использовать для регулирования усадки,
не отказываясь от повышения прочности. Для изготовления деталей предпочтительны нелегированные или легированные порошки с частицами размерами ≤ 400 мкм. Выбор порошка обусловлен требованиями к прочности и
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
135
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13. Технологический процесс получения изделий
точности деталей, а также экономической целесообразностью. Смесь порошков может состоять из частиц одинакового состава, но разных размеров или
же, как для большинства спекаемых легированных материалов, из разных
компонентов с необходимым для прессования вспомогательным средством.
Технологически необходимо унифицировать и усреднять порошки различных партий по гранулометрическому составу, насыпному объему, спекаемости: объемная дозировка смеси порошков при заполнении матрицы прессформы должна быть воспроизводимой. К не полностью легированной смеси
обычно отдельно добавляют сильно упрочняющий элемент (для сталей, например, углерод в виде графита), что к тому же обеспечивает хорошую уплотняемость порошка.
Прессуют порошки на механических или гидравлических прессах в
пресс-формах сравнительно сложной конструкции; уплотнение и формование
происходят одновременно. В зависимости от желаемой плотности и прессуемости порошка применяют давления прессования от 0,3 до 0,8 МН/м2. Давлением
обусловлены усилие прессования и выбор пресса. Максимальная мощность
пресса ограничивает величину изготовляемых деталей. Точность их размеров
обеспечивается точностью и надежностью работы пресс-формы. Изготовление пресс-форм обходится дорого и экономически оправдывается лишь при
крупносерийном (20–50 тыс. шт.) выпуске деталей, а также стойкости прессформы, равной 200 тыс. деталей. Пресс-формы изготовляют из инструментальной стали или твердых сплавов.
Простейшая пресс-форма состоит из матрицы и двух пуансонов; при
наличии в детали перпендикулярных к направлению прессования отверстий
это учитывается конструкцией матрицы и использованием соответствующих
оправок. Электроэрозионной обработкой обеспечивается высокая точность
размеров матрицы и, соответственно, точность прессованных заготовок. Контуры детали, расположенные по направлению прессования, выполняются при
использовании пуансонов соответствующей формы. В случае различия в
уровнях этих контуров нижний пуансон составляют из нескольких частей,
независимо перемещающихся в направлении прессования под давлением. В
области малых давлений частицы порошка при движении пуансона сохраняют еще некоторую свободу перемещения; в результате этого в прессуемой
заготовке достигается достаточно равномерное распределение всей массы и
почти однородная плотность. При прессовании практически неизбежны отклонения на 0,3–0,1 мм от заданной высоты заготовки.
Однократное прессование и спекание придают деталям незначительную плотность и точность; большей частью точность по высоте заготовки,
определяемая пуансоном, составляет 0,1–0,15 мм. Двукратным прессованием
и спеканием (температура второго спекания заметно выше, чем первого) точность можно существенно повысить (по высоте заготовки, например, от 0,05
до ±0,1 мм). Прецизионные детали дополнительно калибруют. В результате
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
136
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13. Технологический процесс получения изделий
получают порошковые детали с высокой степенью точности размеров. Согласно опытным данным, спеченные материалы с небольшой плотностью и
прочностью лучше поддаются калибровке, чем такие же материалы с более
высокой плотностью. У последних вследствие упрочнения (т.е. повышения
предела текучести) в большинстве случаев проявляется упругая деформация
при запрессовывании в матрицу, а после выталкивания калиброванной детали – упругое последействие, особенно у порошковой высоколегированной
стали. Противодействовать этому можно, повышая пластичность материала с
помощью термической обработки (обеспечивая, например, достаточную долю феррита) или спекания детали с меньшими допусками по размерам.
Рассмотренный метод изготовления точных деталей, несомненно, изящен и прост, он отличается небольшими затратами энергии и временем придания деталям нужной формы. Но, помимо ограничения величины деталей,
возможность его применения обусловлена рядом конструктивных особенностей деталей. Это сужает сферу применения порошковой металлургии и учитывается при оценке возможности изготовления каждой конкретной детали.
Так, отверстия и пазы, перпендикулярные направлению прессования, можно
выполнить только дополнительной механической обработкой. Для безупречного прессования порошковых деталей необходимо соблюдать некоторые
общие правила, упрощающие конструкцию пресс-форм и исключающие поломки пуансонов: отношение высоты детали к ее поперечному размеру
должно быть < 2,5; в конструкции детали не допускаются острые или резко
выступающие кромки, отверстия должны быть круглыми; шестерни должны
выполняться с прямыми зубьями при модуле 0,5, расстояние между корнем
зуба и ступицей должно быть иным, чем у компактных изделий; не следует
делать мелкозубчатых накаток и резьб.
В процессе изготовления порошковых деталей важнейшая и труднейшая операция – спекание прессованных заготовок. От правильного выбора
режима и проведения спекания в решающей мере зависят прочность и точность размеров изделия, а также длительность самой операции.
Образующиеся при прессовании порошка рыхлые межчастичные контакты необходимо в процессе спекания существенно упрочнить, используя
термически активированные процессы. При спекании изменяется структура
материала в части распределения размеров пор и зерен; в многокомпонентных системах может меняться и фазовый состав. Как правило, при выборе
атмосферы спекания стремятся к восстановлению оксидных пленок, так как
они отрицательно влияют на прочность.
Для спекания легированных материалов, содержащих элементы, обладающие сродством к кислороду, необходима среда защитного газа с низкой
точкой росы (низким парциальным давлением кислорода) или вакуум. Температуру и длительность спекания выбирают так, чтобы возникала достаточная связь между частицами порошка. Однако с самого начала следует отка-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
137
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13. Технологический процесс получения изделий
заться от значительного сокращения объема пор прессованной заготовки, ибо
связанная с этим повышенная усадка большей частью затрудняет получение
деталей заданных размеров. Лучше уменьшать пористость двукратным прессованием и спеканием. В сочетании с легированием это позволяет достигнуть
существенного повышения прочности при сохранении нужной точности размеров. Порошковую деталь можно подвергнуть инфильтрации, заполняя открытые поры расплавленными металлами или сплавами, такая обработка гарантирует получение очень плотных, а также склонных к дисперсионному
твердению материалов. В ряде случаев хорошие результаты дает газовая цементация с последующей закалкой и отпуском (цементация в солевых растворах не рекомендуется из-за возможной коррозии пор остатками соли).
Дополнительная обработка
Такая обработка включает ряд операций. В частности, учитывая высокие требования в отношении точности размеров, целесообразно удалять с фасонных деталей заусенцы мокрым вибрационным шлифованием. Снятие
стружки у низколегированных и термически необработанных деталей затруднений не вызывает. Порошковые стали, легированные серой, подобно
литым автоматным сталям, дают стружку и щадят режущий инструмент.
Особое значение имеет термическая обработка, улучшающая механические свойства, износоустойчивость и коррозионную стойкость порошковых
материалов. Спеченные стали можно закаливать так же, как и литые. Чаще,
однако, применяют поверхностную закалку, повышающую износостойкость.
Незначительное удлинение спеченных материалов при растяжении после закалки еще более снижается и тем самым ограничивается возможное упрочнение. Это справедливо прежде всего для нелегированных и менее плотных
изделий, у которых вязкость теряется, особенно в сердцевине. Малопористые
материалы с составами, соответствующими улучшаемым сталям, можно для
общего повышения механических свойств подвергать обычной улучшающей
термической обработке (например, материалы изделий, подверженных динамическим нагрузкам). Закалка порошковых материалов целесообразна (рис. 56),
даже если не достигаются свойства сравнимых литых сталей.
При закалке спеченных материалов нужно учитывать их пористость,
а также возможные изменения состава (по сравнению с литыми) и характера
структуры. В частности, открытая пористость влияет на ход науглероживания и закалки спеченных материалов (рис. 57) – изменяется глубина науглероживания и из-за снижения теплопроводности не достигается необходимая
для сквозного прокаливания верхняя критическая скорость охлаждения.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
138
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13. Технологический процесс получения изделий
Рис. 56. Кривые усталостной прочности спеченного железа и стали:
1 – порошковое железо из электролитического порошка (ρ – 7,4 г/см3,
прочность при растяжении 254 Н/мм2); 2 – порошковая сталь с 2 % Cu
(7,1 г/см3, 620 МН/м2); 3 – то же, 4 % Ni и 0,4 % С (7,0 г/см3,
472 Н/мм2); 4 – та же сталь после улучшения (прочность при растяжении 735 МН/м2)
ρ, г/см3
а
б
Рис. 57. Зависимость глубины науглероживания а порошкового железа от его плотности ρ и длительности процесса τ: а – науглероживание 80 мин при 850 °С, закалка
в масло; б – науглероживание при 850 °С, закалка в масло (ρ = 7,0 г/см3)
Эти изменений, естественно, не происходит, если, как, например, при
горячей ковке, получаются почти беспористые порошковые материалы. Необходимый для закалки порошковой стали углерод часто добавляют в смесь
порошков в виде графита (рис. 58) или в состав углеродсодержащей лигатуры (углерод растворяется в основном материале в процессе спекания.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
139
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13. Технологический процесс получения изделий
а
ρ, г/см3
б
Рис. 58. Зависимость прочности при изгибе (а) и твердости (б) порошкового железа от содержания графита и плотности, спекание 30 мин при 1 120 °С в экзогазе
Для предупреждения обезуглероживания при спекании применяют сухой углеродсодержащий защитный газ. Можно также ввести углерод, используя надлежащую защитную атмосферу, или подходящий углеродсодержащий расплав, наконец, в процессе цементации. Выбор способа введения
углерода зависит от свойств и величины деталей, но прежде всего – от пористости материала. Науглероживание высокопористых деталей в газовой
атмосфере нецелесообразно: трудно контролировать его глубину и велика
опасность получения изделий с хрупкой сердцевиной. Науглероживание в
углеродсодержащих расплавах (солях) создает затруднения в виде остатков
солей в порах. Науглероживание при цементации в значительной мере устраняет эти недостатки, но обусловливает дополнительную обработку. Легированные порошки, содержащие требуемое количество углерода, вряд ли применимы для получения закаливаемой порошковой стали.
Упрочнение порошковых материалов дисперсионным твердением применяют, в частности, при легировании этих материалов медью или при закалке порошковой стали на мартенсит, а также для многих сплавов с алюминием и медью. Доминирующее положение среди них занимают стали, содержащие медь часто в сочетании с другими легирующими элементами. Дисперсионное твердение таких материалов возможно благодаря температурной зависимости растворимости меди в железе: выше точки плавления меди (1 083 °С) она
составляет 4,5 %, а при 700 °С – лишь 0,35 % и продолжает уменьшаться с
дальнейшим снижением температуры. Значительное повышение прочности
легированной медью порошковой стали достигается за счет дисперсионного
твердения, т.е. диффузионным отжигом, закалкой и отпуском (рис. 59).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
140
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13. Технологический процесс получения изделий
Рис. 59. Зависимость прочности при растяжении Вσпорошковой стали
от содержания в ней меди: 1 – после спекания; 2 – после старения
Кроме поверхностного упрочнения порошкового железа цементацией,
применяют и другие химико-термические методы: азотирование, нитроцементацию и борирование, приводящие, как и при аналогичной обработке литой стали, к изменению размеров обрабатываемых деталей; это надо учитывать при изготовлении деталей точных размеров. Подобным же образом действует окисление водяным паром. Первоначально его применяли для некоторой защиты от коррозии; в настоящее время его используют и для повышения износоустойчивости.
Возможно также применение метода окисления в качестве предварительной обработки перед гальваническим облагораживанием, в частности деталей с пористостью от 5 до 15 %. Для этого спеченное железо сначала нагревают в атмосфере водорода, а затем водяного пара (pН2О= 19 624–3 924 Па)
при 370–550 °С. Согласно реакции 3Fe + 4H2O = Fе3О4 + 4Н2 на доступной
водяному пару поверхности (в том числе в открытых порах) образуется
плотная, сине-черная пленка магнетита Fe3О4; с увеличением толщины этой
пленки она закрывает каналы пор. Скорость образования пленки с увеличением ее толщины снижается. Константу равновесия Кр = рН2О/рн и температуру реакции нужно выбрать так, чтобы мог образоваться лишь оксид Fe3О4.
Образование оксидов, которое можно проследить, контролируя увеличение
массы или толщины пленки, практически прекращается через 30 мин с начала отжига. Пленка магнетита хорошо сцеплена с металлом и защищает его от
коррозии подобно лакам, маслам и жирам. Вследствие полупроводниковых
свойств этой пленки на ней можно электролитически осаждать покрытия из
меди, никеля или хрома. Большее значение, однако, окисление водяным паром имеет для повышения твердости (рис. 60) и износоустойчивости.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
141
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13. Технологический процесс получения изделий
Рис. 60. Влияние плотности на твердость порошкового железа и стали после и до окисления водяным паром: 1 – порошковое железо необработанное; 2 – то же, после окисления; 3 – порошковая сталь с 10 % Cu;
4 – то же, после окисления
Одновременно прочность при растяжении порошковой стали незначительно (до 10 %) возрастает, тогда как удлинение уменьшается в среднем
вдвое.
Для кратковременной или длительной защиты от коррозии, а также для
декоративных целей возможны: нанесение органических защитных слоев лаков или масел, полимерных покрытий, а также пропитка; фосфатирование,
воронение, и окисление водяным паром; электролитическое осаждение или
осаждение из газовой фазы (поверхностным диффузионным насыщенным
хромом), нанесение металлических декоративных пленок.
Достаточным для защиты является нанесение покрытий на чистый подслой и отсутствие, в частности у металлических покрытий, трещин и пор.
Эффективность защиты можно проверить по результатам хранения изделий
во влажной среде при повышенной температуре или опрыскивания обработанные детали раствором поваренной соли.
Развитие производства спеченных изделий характеризуется переходом
от простых деталей второстепенного значения к деталям машин, предназначенным для более высоких нагрузок. Для получения более плотных деталей
точных размеров целесообразно использование технологических приемов легирования, двукратного цикла прессования и спекания.
Контрольные вопросы
1. Какова доля конструкционных спеченных деталей общего назначения в продукции порошковой металлургии?
2. Назовите потери, значительно уменьшающиеся при применении методов порошковой металлургии.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
142
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 13. Технологический процесс получения изделий
3. Перечислите основные технологические операции производства спеченных изделий.
4. Охарактеризуйте методы снижения пористости при производстве
порошковых изделий.
5. Каковы особенности легирования в порошковой металлургии?
6. Какими способами можно повысить точность при изготовлении порошковых изделий?
7. Назовите основные виды химико-термической обработки порошковых изделий.
Лекция 14.
Изделия из легированной стали и цветных металлов
План лекции
1. Производство и свойства порошковых стальных изделий.
2. Изделия из цветных металлов.
3. Медь и ее сплавы.
4. Алюминий и его сплавы.
5. Спеченные высокопрочные стали и сплавы.
6. Принципы получения кованой спеченной стали.
7. Быстрорежущая сталь и композиции на ее основе.
8. Жаропрочные сплавы.
Производство и свойства порошковых стальных изделий
Используя основные операции порошковой технологии, можно получать из хорошо уплотняемых, нелегированных порошков железа спеченные
детали с остаточной пористостью ~5 %, пределом прочности при растяжении
~300 МН/м2 и удлинением ~25 %. Зависимость механических свойств порошковых изделий от плотности представлена на рис. 61 (для порошкового изделия и углеродистой стали). Такие детали пригодны для небольших механических нагрузок и, в частности, для магнитомягких материалов, используемых
в поле постоянного тока. По проницаемости и коэрцитивной силе магниты из
порошкового железа уступают соответствующим сортам литого технически
чистого железа. Все остальные порошковые материалы на основе железа получают в виде сплавов. Для получения таких сплавов обычно применяют три
способа легирования, различающиеся некоторыми особенностями.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
143
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
ρ, г/см3
Рис. 61. Зависимость механических свойств
от плотности порошкового железа (1, 2)
и углеродистой стали (3, 4)
Согласно первому способу, смеси получают из порошков отдельных
элементов; сплав образуется либо в процессе восстановительного отжига (до
прессования), либо во время спекания; отжиг порошков обеспечивает лучшие
свойства материала. Вторым способом получают смеси из порошков железа
и соответствующих лигатур с дальнейшей их обработкой. В соответствии с
третьим способом к полностью легированным порошкам железа в случае
необходимости добавляют лишь углерод (графит).
В отношении порошковой стали с прочностью 500 МН/м2 прежде всего
нужно отметить, что медь и никель – предпочтительные легирующие элементы, хотя известно, что некоторые другие элементы значительно сильнее
влияют на прокаливаемость растворов железа (рис. 62).
Предпочтение, отдаваемое меди и никелю, объясняется легкой восстанавливаемостью их оксидов, что позволяет наиболее просто проводить спекание. Для легированного углеродом порошкового железа, важно, используя
соответствующий защитный газ, добиться равномерного распределения углерода. В настоящее время большое значение придается железоуглеродистым сплавам либо из порошков железа и графита, либо из белого чугуна,
содержащего 3 % углерода. В этом случае можно получить надлежащий защитный газ непосредственно в печи для спекания. Кроме того, этот дешевый
легирующий элемент можно использовать полностью, применяя спекание
порошка под давлением с последующей закалкой.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
144
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
а
б
Рис. 62. Влияние различных легирующих элементов на прочность
при растяжении железа (а) и прокаливаемость стали (б)
Пожалуй, наиболее часто получают легированную порошковую сталь,
добавляя 1–10 % (по массе) меди к порошку железа. Медь – один из самых
важных в порошковой металлургии легирующих элементов. Наряду с упрочняющим действием меди в процессе спекания происходит увеличение параметров решетки железа соответственно объему продиффундировавшей в него меди. Это позволяет компенсировать усадку железа при спекании и изготовлять из порошков, содержащих 2 % меди, однократным прессованием и
спеканием детали весьма точных размеров.
Повышенное содержание меди приводит к увеличению объема спеченных тел, достигающему в зависимости от размера частиц порошка железа
максимума при 8–10 % Cu (рис. 63).
Если температура спекания превысит температуру плавления меди, то
при образовании жидкой фазы и последующем выделении железа из меди
возникает усадка, конкурирующая с увеличением объема. Применяя другие
добавки, можно повлиять на ход процесса. Таким путем можно получать порошковые сплавы с повышенной прочностью при удовлетворительном сохранении размеров деталей.
Высоколегированную медью (до 20 %) порошковую сталь можно получать из его порошков, предварительно легированных до нужного содержания
меди. Так как каркасы железа можно прессовать до нужных размеров, метод
инфильтрации в данном случае позволяет получать порошковые детали высокой точности.
Спеченная сталь после инфильтрации удваивает свою прочность. После диффузионного отжига и отпуска (дисперсионного твердения) пропитанная порошковая сталь с 15 % меди и 1 % углерода имеют σВ = 1 250 МН/м2
и σ = 4–6 %.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
145
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
Рис. 63. Зависимость линейной усадки Δl/l (цифры у кривых)
порошкового железа от содержания меди и температуры спекания tсп
Свойства легированной медью порошковой стали можно еще улучшить, добавляя к ней никель. Получаемый при этом прирост прочности превышает суммарный эффект действия каждого из элементов.
Применяя хорошо уплотняемые порошки железа, в случае оптимального соотношения меди и никеля можно повысить прочность при растяжении
до 750 МН/м2, но по сравнению со сталью, легированной лишь никелем (при
5 % Ni порошковая сталь характеризуется величиной σ ≥ 16 %), пластичность
стали заметно падает; у наиболее прочных тройных сплавов удлинение при
разрыве составляет лишь 4 %.
Названный уровень прочности тройных порошковых сплавов можно
еще повысить, но за счет пластичности, если добавить к ним углерод. Это не
только обуславливает применение очень точного по составу защитного газа
или спекание в вакууме, но и дает возможность контролировать содержание углерода, а также исключить неконтролируемую усадку. Порошковые детали из
материала на основе железа, содержащего 7 % Ni, 2,5% Co и 0,7 % C при плотности 7,2 г/см3, характеризуются следующими свойствами: σВ = 640 МН/м2,
σ = 3,5 % и твердость HRB 90; после закалки прочность возрастает
до 1 060 МН/м2, а твердость составляет HRC 44; удлинение снижается до 1–2 %.
Углерод важен при изготовлении прецизионных деталей из прочной,
улучшаемой и хорошо прокаливающейся стали, содержащей
≤
5 % Ni и
≤ 2 % Mo. Оба этих элемента относятся к наиболее эффективным легирующим компонентам, способствующим прокаливаемости. Еще раньше были
разработаны высокопрочные порошковые стали, содержащие ~ 7 % Ni и
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
146
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
0,8 % C, с пределом прочности при растяжении σВ = 900 МН/м2. Однако
усадка этих сталей составляла ≥ 2 %, так что для прецизионных деталей они
были непригодны.
Подобные материалы можно получить из смесей порошков компонентов или из легированных порошков, получаемых распылением с присадкой
к ним графита. Как в спеченном состоянии, так и после закалки и отпуска
порошковые стали из легированного 2 % Ni, 0,5 % Mo и 0,4 % C порошка
имеют улучшенные свойства; например при плотности 7,2 г/см3 предел
прочности при растяжении составляет 470 МН/м2, а после отпуска –
900 МН/м2. Более благоприятными оказались также предел текучести и сопротивление знакопеременному изгибу (ср. с рис. 56). Удовлетворительного
соблюдения размеров детали можно достигнуть, если учесть упругость заготовок после прессования и частично компенсирующую ее усадку при спекании (от –0,7 до +0,2 %), а также применить калибровку при давлении, соответствующем приделу текучести материала. Отжигом для снятия напряжения
и повторным калиброванием можно еще улучшить соответствие деталей заданным размерам. Возможно также путем шлифования деталей ликвидировать превышение их размеров, возникающее вследствие внутренних напряжений. Выбор того или другого способа обычно зависит от экономических
причин.
Основной тип сплава Fe–Ni–Mo–C интересен для промышленного производства потому, что в его составе нет легирующих элементов со значительным сродством к кислороду. Такие сплавы можно нагревать обычным
способом, поэтому они пригодны для горячей ковки.
Стремление к экономии легирующих элементов и к сокращению технологических операций обусловило появление новых разработок по технике
легирования. Их успех всегда следует оценивать по достигаемым при этом
свойствам материалов сравнительно с уже освоенными в порошковой металлургии и по улучшению технологии. Необходимо учитывать также неизменяемость размеров детали, во всяком случае воспроизводимую и незначительную усадку. Общими для разработок являются следующие требования:
сохранение для большинства составов предела прочности при растяжении
700 МН/м2, содержание легирующих элементов ≤ 5 %, также не должны повышаться температура и длительность спекания.
По сравнению с обычными условиями для легированной медью стали
(при 1 100–1 150 °С), заметное понижение этих параметров возможно лишь
при содержании в стали 2–10 % меди и олова (в соотношении 3:2 до 20:2).
После спекания в течение 30 мин (Cu:Sn = 15:2) имеет предел прочности
при растяжении 270 МН/м2, а после спекания при 1 100 °С – 300 МН/м2. Повышение прочности, по сравнению с обработанным в тех же условиях нелегированным порошковым железом, составляет, как минимум, 54 %. Преимуществами медно-оловянной порошковой стали являются высокая точ-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
147
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
ность деталей по размерам и экономия на затратах по спеканию. Добавляя к
этим сплавам углерод, можно повысить предел прочности при растяжении
до 400 МН/м2. Наличие олова требует применения при спекании более чистого защитного газа. Он должен содержать 75 % (объем.) водорода и иметь
точку росы ниже –35 °С.
Из неметаллических легирующих элементов практическое применение
в порошковой технологии нашел пока лишь фосфор. В черной металлургии
его считают нежелательным элементом: в стали он повышает склонность к
ликвации и способствует образованию хрупких фосфидов. Содержание фосфора в порошковой стали ограничивают 0,3–0,6 %. Для получения порошковых сплавов с фосфором предпочитают применять лигатуры или легированные распыленные порошки, дающие при обычных промышленных условиях
спекания материалы с пределом прочности при растяжении до 440 МН/м2 и
удлинении 15 %. Вследствие образования твердых растворов с железом фосфор стабилизирует Feα. Стали, содержащие ≥ 0,55% Р, можно спекать без фазовых превращений. Повышенная скорость самодифузии вα -фазе способствует миграции материала при спекании и допускает спекание при 1 000 °С.
Важно, кроме того, что с 0,3 % Р достигается такое же упрочнение твердого
раствора железа, что и с 2 % Cu. Правда, усадка деталей составляет при
этом более 1 %, в частности при содержании фосфора ≥ 0,4 %. Поэтому такой способ легирования непригоден для изготовления деталей повышенной
точности.
Стремление к большому повышению прочности за счет совместного
влияния фосфора и других легирующих элементов открывает интересные
технические возможности. В некоторых тройных системах (Fe–Cu–P и
Fe–Ni–P) уже при температурах, близких к 920 °С, образуются жидкие фазы,
ускоряющие спекание и образование сплавов. При определенных условиях, в
частности системе Fe–Ni–P, вследствие образования на ранней стадии спекания твердых растворов вместо усадки происходит расширение; его можно
использовать для компенсации усадки комплексных сплавов. Выбор оптимального варианта, отвечающего определенным требованиям, можно сделать, учитывая взаимосвязь прочности и пористости (рис. 64).
Предел прочности при растяжении Вσи пористости связаны уравнением
σВ = σ0(1 – kθ2/3),
где σ0 – предел прочности при растяжении беспористого сплава; k – постоянная данного материала.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
148
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
Рис. 64. Зависимость прочности при растяжении порошковой стали
Fe–Cr–Mo–Ni–P–S от пористости (давление прессования 40–80 кН/см2;
спекание 2 ч при 1 100–14 00 °С; на оси ординат показаны значения
для литой деформированной стали). Спекались порошки с частицами величиной < 0,16 или < 0,04 мм следующих составов, % (мас.):
1 – 4Cr + 4,5Mo + 4Ni + 0,5P; 2 – 4Cr + 4,5Mo + 3Ni + 0,5P; 3 – 2Cr +
+ 4,5Mo + 3Ni + 0,5P; Fe – остальное
а
б
Рис. 65. Механические свойства порошковой стали в зависимости от содержания в ней карбидов разных металлов (спекание 90 мин при 12 80 °С): а – изменение предела прочности при растяжении (1 – VC; 2 – Cr3C2;3 – Mo2C; 4 – WC;
5 – TiC); б – изменение предела прочности при растяжении (1), удлинения (2)
и твердости по Бринеллю (3)
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
149
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
Хотя уравнение получено при определенных упрощениях в отношении
размера, формы и распределение пор, оно применимо для всех порошковых
материалов. Из него также следует, что повышения прочности однократно
спрессованной детали можно достигнуть увеличением плотности после спекания и упрочнением ее матричной фазы. При стабильности размеров деталей высокая плотность их после спекания предполагает и высокую плотность
прессованной заготовки, а это, как известно, имеет свой технический предел.
На прочность литых сплавов (рис. 65) значительно влияют даже небольшие
изменения легирующих добавок.
Это значит, что оптимизация состава путем легирования дает лучшие
возможности. Порошковая сталь с 4 % Cr, 4,5 % Mo, 4,5 % Ni и 0,5 % P, спеченная при 1 200 °С (2 ч), обнаруживает предел прочности при растяжении
706 МН/м2 и удлинении 2–4 %. Калибрование фасонных деталей позволяет
соблюсти жесткие допуски по размерам. Чтобы получить детали с пределом
прочности при растяжении 700 МН/м2, необходимо повышенное легирование, что, по сравнению с порошковой сталью Ni–Mo–C, имеющей такие же
свойства, требует, разумеется, большего числа производственных операций и
стоит дороже.
Чтобы обеспечить хорошую закаливаемость порошковой стали с
σВ > 600 МН/м2, необходимы хром и марганец. Однако высокое сродство к
кислороду затрудняет использование такой стали в промышленности. Оксиды хрома и марганца не только снижают эффективность легирования, но и
ухудшают поведение материала при спекании. Возникая на межчастичных
поверхностях, оксиды, подобно порам, отрицательно сказываются на динамической прочности материала. Устранение этих препятствий имело бы значение не только для производства спеченных деталей, но и для их изготовления методом горячей ковки порошков в штампах. Первые попытки в этом
направлении были проведены с распыленными лигатурами сплавов хрома
или марганца, добавляемыми совместно с графитом к порошку железа. Обнаружилось, однако, что активность при спекании таких смесей слишком мала и что в промышленных условиях спекания эти легирующие элементы все
же окисляются.
Более пригодны добавки ферритных сплавов Fe–Cr в количествах, вызывающих при спекании α-γ-превращение; фазовые превращения повышают
активность при спекании, и в сочетании с медью удается получать порошковые
стали с пределом прочности при растяжении 700 МН /м2 и удлинением 4 %.
Еще выгоднее вводить в смесь порошков легирующий элемент в виде его
карбида, например хром в виде Cr3C2; карбид достаточно устойчив против
окисления и при спекании хорошо растворяется в железе. Свойства таких
спеченных материалов отражены на рис. 66. При суждении об этом методе
легирования нужно учесть, что прочность ≥ 700 МН/м2 достигается лишь
при спекании в течение 1,5 ч при 1 280 °С. Системы, обладающие незначительной усадкой, допускают изготовление точных по размерам деталей после
однократного прессования и спекания, но должны содержать не более 4 %
карбида; в этом случае всегда достигается максимум прочности. По этим
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
150
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
причинам дисилицид хрома CrSi2 или его нитрид Cr2N являются лучшими
источниками легирующего металла.
Рис. 66. Влияние плотности на прокаливаемость порошковой стали.
Исследовано методом торцовой закалки. Добавлено 2 % лигатуры
Mo–Cr–Mn и 0,6 % С (графит). Плотность, г/см3: 1 – 7,0; 2 – 6,7; 3 – 6,3
Марганец как легирующий элемент заслуживает большого внимания и
в порошковой металлургии; хорошо выражено его влияние на прокаливаемость стали. Марганец можно добавлять к порошку железа в виде измельченного ферромарганца или специальной лигатуры; например 20 % Cr, 20 % Mn,
20 % Mo, 23 % Fe и 7 % С. Для ускорения диффузии целесообразно спекать
такой сплав до 2 % Cu.Улучшенных свойств этого материала можно достигнуть, повышая их плотность двукратным циклом прессования и спекания или
применяя горячую ковку. На рис. 66 представлено влияние плотности порошковой стали, содержащей 0,6 % С и 4 % лигатуры Mo–Cr–Mn на прокаливаемость.
По сравнению с другими видами порошковых сплавов, предназначенными для точных по размерам деталей, порошковая сталь с марганцем лучше
прокаливается и дешевле. Однако для достижения оптимальных свойств необходимы высокая температура спекания (1 280 °С), осушенный защитный
газ (диссоциированный аммиак) и дополнительное поглощение остатков газа
с помощью геттера.
Порошковые стали для деталей с Mn, Cr, Ni, Cu, Mo, Si и другими элементами в сочетании с углеродом можно получать спеканием в вакууме. Содержание в них легирующих элементов примерно то же, что и в литых (компактных) улучшаемых сталях. По сравнению со спеканием в защитном газе
спекание в вакууме обеспечивает лучшую защиту от окисления и лучший
контроль содержания углерода. Однако необходимые при этом устройства
дороги. По-видимому, по этой причине спекание в вакууме не вошло пока
промышленную практику, если исключить производство постоянных магнитов типа Алнико.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
151
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
Изготовлявшиеся до сих пор порошковые многокомпонентные детали
(в небольших масштабах) сплошь обнаруживали изменение размеров ≥ 1 %.
После закаливания прочность при растяжении этих деталей может достигать
1 100 МН/м2. Более высокую прочность имеют спеченные сплавы типа
«Maraging» с очень высоким содержанием легирующих элементов (например, 15 % Ni; 7 % Cо; 5 % Мо; ≤ 3 % Тi или Аl). Спеченная в вакууме метастабильная аустенитная порошковая сталь после закалки на мартенсит обладает пределом прочности при растяжении 900–1 400 МН/м2 при удалении
≤ 4 %. Получение точных по размерам деталей затруднено высокой усадкой
(до 3 %). Калибровка полученной диффузионным отжигом (поэтому сравнительно пластичной) стали и последующая ее закалка также не дают удовлетворительного решения. То же справедливо в случае присадки нескольких
десятых процентов бора; это, правда, сокращает усадку, но снижает прочность до величины, много меньшей 1 000 МН/м и составляющей лишь 50 %
прочности соответствующих литых сплавов. Титан (или алюминий), содержащийся в закаленных на мартенсит сплавах, образует с никелем твердые
фазы (например, Ni3Al), повышая тем самым прочность сплава, но вследствие чувствительности к окислению затрудняет применение защитного газа.
Эти высокопрочные спеченные сплавы могли бы найти применение в порошковой металлургии, если бы была найдена возможность получения высокоплотных прессованных заготовок.
Если требуется коррозионно-стойкая сталь, применяют, как уже давно
известно, ферритные хромистые или, что лучше, аустенитные хромоникелевые стали. Можно получать соответствующие порошковые материалы из
смесей порошков или порошков сплавов, прессуемость которых, однако, хуже. Диффузионное наплавление деталей из нелегированной стали защитным
покрытием, например хромированием, менее приемлемо из-за нежелательного изменения размеров. Несмотря на трудности при спекании хромистых материалов (из-за высокого сродства хрома к кислороду), в порошковой металлургии применяют аустенитные хромоникелевые стали. Для их спекания необходим чистейший защитный газ (точка росы ≤ –60 °С). После прессования
(при давлении 80 кН/см2) до плотности 6,3 г/см3 и спекания (1 250–1 300 °С,
4 ч) прочность деталей при растяжении составляет 300–450 МН/м2 при удалении в пределах 10–20 %. Механические свойства таких материалов зависят
от качества порошков и в еще большей степени от условий спекания: удается
ли восстановить оксидные пленки и предотвратить окисление материала.
С этой целью спекаемые материалы часто укладывают в засыпки из измельченных сплавов Fe–Ti или Fe–Al либо других геттерных материалов.
Для уменьшения усадки и сохранения стабильных размеров деталей
применяют двукратный цикл прессования и спекания. При этом плотность и
удлинение при растяжении деталей возрастают примерно на 30 %, предел
прочности повышается лишь немного. В качестве альтернативы этой технологии применяют присадки, образующие при спекании жидкую фазу (напри
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
152
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
мер, сплавы с бором Cu3P или Ni3P). В этом случае можно проводить спекание даже при температуре < 1 250 °С в течение 2 ч. Предел прочности при
растяжении полученной таким образом стали достигает 500 МН/м при удлинении 12–20 %. Следует отметить высокую плотность после спекания такой
стали (7,3–7,75 г/см2), но и более сильную усадку (свыше 3 %), ставящую под
вопрос точность изделия еще в большей степени, чем при двукратном прессовании.
Изделия из цветных металлов
По сравнению с порошковыми деталями на основе железа спеченные
нежелезные материалы производят в меньшем объеме. В отношении цветных
металлов определяющую роль играет их стоимость и более низкие показатели прочности и твердости. Используя цветные металлы, изготовляют порошковые детали с высокими тепло- и электропроводностью, коррозионной
стойкостью и для декоративных целей. Химическая стойкость некоторых материалов на основе меди равна или даже превосходит стойкость хромоникелевых сталей. В этом случае, в отличие от порошковых аустенитных сталей,
почти не возникает технологических проблем. Это обстоятельство и другие
особенности привели к использованию спеченных цветных металлов главным образом в качестве фильтров, подшипников и контактных материалов и
в меньшей степени для получения конструкционных изделий.
Медь и ее сплавы
Прессованию порошков на основе меди способствует их высокая пластичность. Спекание большинства таких сплавов проводят при сравнительно
низких температурах в защитных средах разного состава. Чтобы избежать
«водородной болезни» меди, рекомендуется применение сухих газов, а также
предварительно восстановленных порошков. Для противодействия вспучиванию лучше всего сохранять поры в начальной стадии спекания открытыми.
Особых мер требует лишь спекание латуни: во избежание потерь на испарение цинка ее спекают в закрытых ящиках при определенном давлении пара
цинка и меди или в присутствии углерода, препятствующего окислению цинка. Медь и ее легкоплавкие сплавы спекают при 600–1 000 °С; сплавы меди с
никелем – при 1 300 °С или несколько меньшей температуре, длительность
спекания составляет большей частью 30–60 мин, но может быть и значительной большей, если требуется гомогенизация.
На рис. 67 приведены показатели прочности спеченных нежелезных
материалов в зависимости от их плотности.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
153
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
ρ, г/см3
Рис. 67. Зависимость прочности при растяжении от плотности порошковых цветных металлов: 1 – Cu; 2 – бронза, Cu – 10 % Sn; 3 –
латунь, Cu – 10 % Zn; 4 – латунь, Cu – 20 % Zn; 5 – Ni–Ag
Недостаточную прочность меди, наблюдаемую при невысокой ее плотности и относительно сильной усадке, можно повысить двукратным прессованием. Твердость спеченной меди достигает НВ 40. Электропроводность
даже очень плотной порошковой меди из чистейшего порошка несколько уступает электропроводности компактной, чистой кислороду меди, что в значительной мере зависит от взаимодействия спекаемой меди с защитной средой. Для бронзы, получаемой из смесей порошков и нуждающейся в гомогенизации, необходим двукратный цикл прессования и спекания. Детали,
спрессованные из смеси порошков, склонны к более сильной усадке; расплавленное олово растворяется в меди, образуя твердый раствор с большим
удельным объемом, чем медь. Усадка деталей из легированных порошков бронзы, если они до переработки подвергались гомогенизационному отжигу, незначительна. Латуни в рассматриваемом интервале плотности всегда испытывают
усадку подобно сплаву Cu–Ni. Прочность цветных порошков сплавов при средней их пористости 10 % не превышает 250 Н/мм2 при удлинении 5–20 %;
двукратный цикл прессования и спекания позволяет повысить удлинение
до 30 %. Твердость, как правило, составляет НВ 50–75. Добавляя в латуни,
например, никель и фосфор, а к бронзе – никель, получают дисперсионнотвердеющие сплавы с повышенной твердостью; например для бронзы с 15 %
никеля предел прочности при растяжении составляет 430 МН/м2.
Среди спеченных сплавов на основе меди ведущее положение занимают способные к дисперсионному твердению высокопрочные бериллиевые
бронзы, а также сплавы Cu–Ti. Бериллиевая бронза с 2 % Be, для получения
которой исходными материалами являются порошок электролитической ме
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
154
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
ди и лигатуры Cu–Be (26 % Be), при плотности 8 г/см3 приобретает после
диффузионного отжига закалки и отпуска (3 ч при 310 °С) твердость НВ 195.
Гомогенизацию смеси порошков, необходимую в связи с дальнейшим диффузионным и дисперсионным твердением, проводят при 840–920 °С с выдержкой в течение 3–8 ч. Обработка Cu–Be сплавов ввиду токсичности бериллия требует особой предосторожности, а для гомогенизации необходимы
длительные выдержки при спекании. В этом отношении спекание Cu–Ti
сплавов с 1,5–5 % титана происходит сравнительно просто. Наличие титана
вызывает сильное образование оксидов на поверхности частиц порошка; поэтому готовые легированные смеси порошков непригодны для получения
этих сплавов. В данном случае исходными являются смеси порошков элементов с частицами величиной 40 мкм, восстанавливаемые в атмосфере водорода при < 500 С. Прессуемость подобных смесей примерно соответствует
прессуемости меди: при давлении прессования 50 кН/см2 достигается плотность 7,6 г/см3 (пористость ~9 %). Спекание проводят при 900–1 000 °С в течение 2–30 мин в атмосфере инертного газа, исключающего гидрирование
титана.
При температуре > 900 °С временно возникает эвтектический или
близкий к нему расплав, сильно ускоряющий гомогенизацию и уплотнение
при спекании. Изменяя условия спекания, можно регулировать количество
образующегося раствора титана в меди. При частичном его растворении получают меньшую твердость при достаточно еще высокой проводимости, при
полном – более высокую конечную твердость при несколько сниженной
электропроводности. Спеченные и закаленные материалы можно подвергать
термомеханической обработке (разделяя деформирование и отпуск), применяя горячее прессование при 425–475 °С. В последнем случае одновременно
заметно повышается плотность. При известных обстоятельствах такую обработку следует предпочесть холодной допрессовке и отпуску при 375–425 °С
в солевой ванне. Более высокие температуры отпуска приводят к снижению
твердости при незначительном повышении электропроводности.
Свойства порошковых материалов из меди с 3 или 1,4 % титана представлены на рис. 68. Для меди с 3 % титана на первом плане стоит твердость:
для достижения оптимальной твердости (при средней электропроводности)
нужно главным образом иметь в виду длительность отпуска и ее связь с температурой. При температуре спекания 1 000 °С длительность отпуска роли не
играет вследствие хорошей растворимости титана в меди. Более бедный титаном сплав предназначен для применения в качестве высокоэлектропроводного. Его техническая пригодность определяется при достаточно еще высокой
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
155
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
а
б
Рис. 68. Сопоставление свойств стареющего порошкового сплава меди с 3 (а)
и 1,4 (б) % титана: а – спекание при 1 000 °С в течение τs = 2–30 мин; б – спекание при 880 °С, отпуск в течение τА = 2–560 мин
твердости главным образом длительностью спекания при 880 °С и степенью
растворения титана. Условия же дисперсионного твердения имеют в этом
случае второстепенное значение.
Алюминий и его сплавы
В течение долгого времени единственным промышленно освоенным порошковым алюминием был так называемый САП – дисперсно-упрочненный
порошок. Для изготовления деталей его не применяли из-за необходимости
большого формоизменения предварительно спеченного материала. Попытки
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
156
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
получить дисперсно-упрочняемые сплавы путем включения в состав алюминия неоксидных дисперсных частиц твердых соединений металлов ограничивались главным образом экструдированными или горячепрессованными материалами; некоторые шансы на успех появлялись при обращении к сплавам
типа А1–А14С3.
В диапазоне прочности до 350 МН/м2 алюминиевые порошковые материалы имеют явные преимущества по сравнению с материалами на основе
железа или меди: более благоприятное соотношение массы и прочности, коррозионную стойкость и возможность анодирования. Однако трудности изготовления деталей из порошка алюминия, даже если возможно дисперсионное твердение, начинаются уже при промышленном производстве малоокисленных порошков. Получаемые при обычном распылении порошки содержат > 2 % оксидов; соответствующая пленка на поверхности частиц порошка не восстанавливается и существенно препятствует спеканию спрессованных заготовок. Улучшенный способ распыления (сжатым воздухом) позволяет получать порошки алюминия игольчатой или угловатой формы, содержащие только 0,3 % кислорода. Другая трудность заключается в том, что
при обычно вводимых связках и смазках при прессовании частицы порошка
схватываются со стенками матрицы и выталкивание заготовок становится
невозможным. Этот недостаток устраним, если применять жирные кислоты
или синтетический воск с содержанием влаги и золы < 0,9 %.
Для изготовления деталей используют смеси из нелегированных порошков алюминия (0,15 % Fe, 0,1 % Si, 0,3 % А1203) и порошков меди, марганца, цинка или кремния. Все эти элементы отличаются резко выраженной
зависимостью их растворимости в алюминии от температуры, позволяющей
подвергать такие сплавы старению. При их спекании, аналогично сплавам
Сu–Ti, возникают легкоплавкие фазы, способствующие гомогенизации сплава и его спеканию. Смеси порошков прессуют при 40–70 кН/см2.
Пластичность частиц алюминия позволяет получать при давлении
прессования > 40 кН/см2 заготовки высокой плотности. Спекание можно проводить на воздухе, в инертном газе или в среде диссоциированного аммиака,
а также в вакууме. Циклическое спекание нелегированного алюминия при
600–660 °С в течение 1 ч в вакууме приводит к почти полному уплотнению и
без нежелательных изменений размеров заготовок. Смеси же порошков нужно спекать при 600±5 °С по режиму, указанному на рис. 69, в проходной печи
в атмосфере азота (точка росы –40 °С).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
157
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
Рис. 69. Температурно-временная кривая спекания смесей порошков алюминия: а – удаление вспомогательных средств для
прессования; б – изотермическая фаза спекания; в – короткий
цикл спекания (быстрое охлаждение на воздухе); г – длинный
цикл спекания (медленное охлаждение на воздухе)
Спекание в среде азота дает лучшие результаты, чем спекание на воздухе. Образцы, спеченные в вакууме, обладают лучшими свойствами, но
процесс спекания дороже и сложнее. После спекания происходит небольшое
расширение деталей, которое, однако, можно устранить дополнительной допрессовкой и получить таким образом детали с точными размерами. Существенно, что такое холодное формоизменение позволяет повысить твердость
спеченной детали на 50 %; возможно еще большее ее повышение за счет
дисперсионного твердения. Кроме того, порошковый алюминий с 0,25 % меди обладает лучшей тепло- и электропроводностью, хорошей коррозионной
стойкостью и пригоден для декоративной обработки поверхности. Сплав
алюминия с 4,4 % меди отличается высоким сопротивлением удару, износостойкостью и повышенной прочностью при знакопеременном изгибе.
Спеченные высокопрочные стали и сплавы
Для правильной классификации свойств спеченных материалов повышенной прочности, в частности на основе железа, целесообразно сопоставить прочность спеченных и литых (компактных) сталей. Для полного выявления свойств какого-нибудь спеченного легированного материала необходима максимально беспористая структура; при этом нет нужды добиваться ее абсолютного сходства со структурой соответствующих литых материалов.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
158
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
Из числа известных способов обработки порошковых материалов для
этого пригодны горячая ковка, прокатка и экструзия. Применимо также изостатическое прессование при повышенных рабочих температурах, становящееся ныне самостоятельным способом спекания. С помощью названных методов, исключая ковку порошка, можно получать лишь заготовки; возможности же ковки ограничены относительно малыми размерами деталей.
Влияние структуры на свойства высокопрочных спеченных материалов
предопределяет необходимость подбора и подготовки порошков с желательным размером исходных частиц и учета последующих их изменений при деформации. Необходимо также снижать остаточную пористость до минимума.
Порошковая технология позволяет перерабатывать смеси порошков в
плотные материалы и в тех случаях, когда их получение методом плавки невозможно или затруднительно.
Горячая ковка порошков находится в фазе промышленного освоения,
так же, как и изостатическое прессование порошков быстрорежущей стали и
жаропрочных сплавов. То же относится к прокатке порошков, позволяющей
получать плотные и, если надо, пористые ленточные материалы. Меньшее
значение для получения высокопрочных материалов на основе железа и
сплавов приобрела пока экструзия. Отметим, что структурная анизотропия,
которую можно реализовать этим последним способом представляет в некоторых случаях большой интерес, например, для определенных компактных
материалов.
Наконец, для получения плотной структуры, наряду с горячим прессованием, можно применять спекание с участием жидкой фазы, которое, однако, не всегда удовлетворяет требованиям, предъявляемым к спеченным материалам, в частности из-за значительной усадки. Кроме того, спекание с участием жидкой фазы позволяет лишь в исключительных случаях создавать
однородную и в то же время мелкозернистую структуру. Получение порошковых материалов с малым количеством пор и включений требует, наряду с
решением технологических проблем, улучшенных методов получения порошков. Структура более прочных и динамически нагружаемых деталей
должна быть по возможности свободна от пор и включений. Это означает,
что исходные порошки должны не только хорошо уплотняться, но быть чистыми от оксидов и шлаков (для их получения, к сожалению, неприменимы
такие широко распространенные и экономичные методы, как восстановление
руд и прокатной окалины). Не существует способов получения порошков,
одинаково пригодных для всех названных методов их переработки. Следует
отметить, что распылением в атмосфере инертного газа получают малоокисленный порошок, но преимущественно со сферическими частицами;
достаточное его уплотнение возможно лишь методом изостатического прессования.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
159
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
Принципы получения кованой спеченной стали
Из числа методов, позволяющих изготовлять малопористыс спеченные
детали, способные сопротивляться динамическим нагрузкам, в первую очередь следует назвать горячую ковку (в штампах) порошков . Ее производительность сравнивают с техникой обычной ковки компактных материалов в
штампах, уровень развития которой отражается, например, в полностью автоматизированной системе Hatebur, позволяющей изготовлять из компактных
материалов за четыре операции ежечасно до 4 тыс. деталей, представляющих
собой тела вращения. Горячая штамповка порошков характеризуется меньшей производительностью, но эта технология по сравнению с обычной ковкой обладает существенными преимуществами: более высокой точностью заготовок по массе, менее резко выраженным образованием заусенцев, возможностью производить не только детали в виде тел вращения; конечное уплотнение и придание окончательной формы детали при горячей ковке требуют меньшего усилия и лишь одной операции.
Производительность горячей ковки порошков зависит от степени автоматизации процесса, в частности от скорости подвода нагретых заготовок к
прессу, составляющей 300–900 шт/ч.
Горячая ковка в штампах, безусловно, занимает первое место среди
других способов формования высокопрочных конструкционных деталей,
имеющих малые допуски по размерам и улучшенную поверхность. К тому же
при горячей ковке обеспечивается значительная экономия материалов. Дальнейшее совершенствование этого метода заключается в подборе наиболее
пригодных порошков, выборе рационального способа их предварительного
формования, оптимизации процессов нагрева и ковки. Существенно также
получение возможно более полной информации о свойствах горячекованых и
термически обработанных спеченных материалов. Известно около 150 порошков, пригодных для горячей ковки. Главным потребителем горячекованых порошковых конструкционных деталей является, по-видимому, автомобильная промышленность. Среди легирующих элементов большое значение
имеет углерод, игравший до сих пор в порошковой металлургии второстепенную роль: для сталей с улучшаемой структурой или закаливаемых на
мартенсит углерод создает разнообразные возможности термической обработки и соответствующего воздействия на свойства материалов. Он действует так же, как восстановитель не только элементов с небольшим сродством к
кислороду, но и таких, как хром и ванадий; восстановление последних, как
следует из расчетов свободной энергии, термодинамически возможно при
температурах выше 1 100–1 150 °С с образованием карбидов металлов.
Получение легированной кованой порошковой стали возможно обработкой готовых легированных порошков (большей частью распыленных) с
добавлением к ним графита или смесей порошков железа, носителей легирующих элементов и графита. Первый метод существенно ограничивает со
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
160
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
став легирующих элементов: при распылении приходится отказываться от
обладающих значительным сродством к кислороду хрома, марганца, кремния
и ванадия – элементов, которые могли бы существенно улучшить прокаливаемость стали. Второй метод пригоден для получения сплавов железа почти
любого состава, но всегда требует продолжительного диффузионного отжига
прессованных заготовок, чтобы обеспечить достаточное образование сплава.
Во всяком случае эти заготовки должны быть тщательно защищены надлежащей атмосферой от окисления.
Если исходным материалом являются смеси порошков, то можно использовать образование жидкой фазы для ускорения уплотнения и спекания.
Условия для этого сравнительно благоприятны, поскольку некоторая усадка
заготовок при штамповке ущерба не причиняет.
При выборе легирующих элементов следует учитывать минимальное
содержание оксидов и шлаков; подобно порам они заметно снижают вязкость
материала, предел усталости и сопротивление удару. Происхождение этих
неметаллических включений различно: шлаки выделяются из верхнего слоя
расплава, оксиды – из огнеупорной футеровки тиглей (эти включения измельчаются при распылении вместе с металлом), сульфиды – при раскислении расплава марганцем, другие продукты реакции (например, SiО2) – за счет
восстановителей, оксидные пленки – на частицах порошка как результат
взаимодействия капелек металла с распыляющей водой или, наконец, с примесями кислорода в распыляющем газе. Следовательно, нужно с повышенной тщательностью изготовлять порошки, учитывать состав легирующих
элементов, оценивать возможность экономичного и практически почти полного восстановления оксидов. Порошки, восстановленные из руды или прокатной окалины, менее пригодны для горячей ковки, чем, например, распыленные водой; в этом случае в качестве легирующих элементов никель и молибден следует предпочесть хрому и марганцу.
Слабо нагретые порошки уплотнять непосредственно в штампе не удается; из них сначала готовят прессованные заготовки. Последние после кратковременного нагрева подвергают предварительно спеканию. В большинстве
случаев такая технология придает материалу более благоприятные свойства,
а при ковке смесей порошков она, кроме того, способствует образованию
сплава. Материалы на основе железа подвергают ковке при 800–1 300 °С; более высокая температура способствует уплотнению, но повышает износ
штампов. Поэтому, как правило, эти температуры не превышают 1 150 °С.
Остаточная пористость штампованной детали зависит, помимо температуры,
также от давления. Оно должно превышать предел текучести материала с целью наиболее полного использования пластического течения материала заготовки. Чтобы увеличить скорость формования и производительность пресса
(а также предотвратить существенное снижение температуры ковки), нужно
повысить и давление. Для существенного уплотнения заготовок стали при
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
161
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
ковке необходимы давления > 100 МН/м2; в соответствии с этим температура
ковки должна быть > 800 °С.
Решающее отличие и, пожалуй, преимущество горячей ковки порошков
по сравнению с обычной штамповкой определяется свойствами исходного
материала. Пористость заготовок для горячей ковки составляет 10–25 %; такой материал вполне деформируем и может быть введен в полость штампа
при меньшем давлении. Но он и менее пластичен, поэтому прессованные, но
не спеченные заготовки могут не выдержать значительной деформации в
штампе; возникающие при этом, особенно в начальный момент, трещины в
ходе дальнейшего уплотнения уже не свариваются. Лишь с развитием процесса спекания влияние пор элиминируется, а пластичность заготовки в целом повышается. Обязательна разработка оптимальной геометрии и распределения массы деформируемой заготовки для обеспечения не только уплотнения (при остаточной пористости < 1 %), но и требуемой степени пластического
течения, а также возможности получения, даже при тонких поперечных сечениях детали, материала с равномерной плотностью, без трещин и закатов.
Так, например, автомобильные шатуны куют в штампах из заготовок,
очень близких по геометрии к самому изделию, тогда как шестерни коробки
передач, из-за необходимости сохранения размеров или нереализуемого
эвольвентного зацепления изготовляют без профилированных зубьев и окончательно дорабатывают фрезерованием. Сравнение полученной из порошков
и обычной компактной стали показывает, что при тщательной подготовке
порошка и правильном ведении процесса сколько-нибудь существенной разницы в свойствах обоих материалов нет. Небольшие различия возникают,
например, в отношении предела усталости: у компактных литых сталей он
более высок в направлении формоизменения, а в поперечном направлении
более низок, чем у горячекованой порошковой стали.
Вязкость горячекованой порошковой стали зависит не только от пористости, но и от содержания кислорода. Применение стали, легированной элементами с заметным сродством к кислороду, даже при малых его количествах
не надежно. В стали, легированной никелем, молибденом и медью, можно снизить содержание кислорода при спекании или отжиге (t > 1 100 °С, τ < 40 мин)
заготовок в восстановительной атмосфере до 0,02 %. Для горячей ковки порошков перспективно применение легирующих добавок в виде карбидов в
лигатурах типа Fe–Мn–Сr–Мо-С или Fe–Mn–V–Mo–С.
Использование при горячей ковке готовых порошков требует для сохранения небольших количеств оксидов известного компромисса: за счет
ухудшения прокаливаемости стали можно понизить содержание марганца,
хрома и кремния, добавляя, соответственно, молибден и никель. Сталь, легированная марганцем, отличается большей твердостью и лучшей прокаливаемостью, чем легированная никелем и молибденом (при сравнимом содержании углерода).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
162
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
Потерю прокаливаемости можно компенсировать повышением содержания углерода, правда, за счет ухудшения пластических свойств. В целях
минимальной потери вязкости рекомендуется определить содержание углерода, зависящее от диаметра изделия, которое как раз достаточно для сквозной закалки, регулируя это содержание присадками графита. Оптимизацию
закаливаемости по углероду следует увязывать с содержанием других легирующих элементов, а также с условиями спекания или подогрева заготовок.
Достижимый максимум твердости зависит в основном от избытка или недостатка углерода в аустените. Влияние других элементов усиливается лишь в
меру существенного изменения ими положения точки мартенситного превращения и количества остаточного аустенита. На достижимый максимум
твердости влияют также температура спекания или подогрева заготовки и
температура аустенитизации: существенный рост зерен заготовки или излишний перегрев при аустенитизации приводят к крупно-игольчатой структуре закаленной стали и, следовательно, к хрупкости и возможному образованию закалочных трещин. На эту связь нужно обращать особое внимание,
ибо увеличение температуры и длительности спекания и отжига заготовки в
отношении закаливаемости действует отрицательно, но благоприятно для
желательного восстановления оксидов.
Быстрорежущая сталь и композиции на ее основе
Быстрорежущие стали относятся к ледебуритному классу. Слитки характеризуются неоднородной структурой, в которой наряду с грубыми первичными кристаллами карбида встречаются макро- и микросегрегации. В целях уменьшения ликвации эти стали разливают в слитки малых размеров или
обеспечивают дополнительное охлаждение другими способами. Затем их
подвергают горячей деформации с высокой степенью для получения структуры, обеспечивающей достаточную закаливаемость и стабильность формы,
а также шлифуемость и износостойкость инструментов из быстрорежущей
стали. Методами порошковой технологии с применением порошка, распыленного из расплава, полностью предотвращают макроликвацию и существенно сокращают микроликвацию стали. Вследствие очень быстрого охлаждения капелек металла ликвация распространяется лишь на небольших участках порошка. В результате образуется материал с весьма равномерной
структурой и однородным химическим составом, превосходящий по своим
характеристикам порошок, получаемый механическим измельчением стружки литой быстрорежущей стали. При получении большинства высоколегированных порошковых сталей приходится также отказываться от спекания с
участием жидкой фазы, что, кроме того, связано с образованием грубозернистых карбидов.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
163
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
Способ получения быстрорежущей порошковой стали с повышенным
содержанием карбидообразующих элементов включает в себя распыление
расплава в атмосфере инертного газа (аргона или азота), получение порошка
со сферическими частицами размером менее 100 мкм при содержании кислорода менее 0,01 %. Холодным и горячим прессованием получают заготовки
порошковой стали, подвергающиеся затем традиционной ковке или прокатке.
Переработка порошка начинается с вибрационного введения его в стальную
капсулу, из которой затем эвакуируют воздух, заменяя его азотом, чем повышается теплопроводность порошка и устраняется возможность его окисления; капсулу герметически заваривают. Затем следует изостатическое холодное прессование под давлением 40 кН/см2. Обработанную капсулу нагревают до 1 050–1 150 °С. Изостатическое горячее прессование проводят под
давлением 10 кН/см2. Остающаяся на поверхности слитка пленка капсулы
служит защитой от окисления.
Очень важно, чтобы при всех операциях обработки материал не окислялся; в противном случае наряду с уже отмеченными отрицательными последствиями не обеспечивается важный для закаливания быстрорежущей
стали углеродный баланс.
При содержании карбидов > 30 % (объем.) расплавы стали становятся
тестообразными и распылять их уже нельзя. Эти материалы представляют
собой композиционные сплавы на основе железа, усиленные высокопрочными компонентами; основа придает им вязкость, обрабатываемость и коррозионную стойкость, карбидные же составляющие – износостойкость и твердость при комнатной и повышенных температурах. Такие порошковые композиционные материалы получают из металлического матричного порошка
или соответствующих смесей, к которым при размоле добавляют графит или
непосредственно порошки нужных карбидов.
Матричные смеси, состоящие из порошков хромистой, никелевой или
хромоникелевой стали (либо сходных по типу сплавов) с присадками карбидов титана и хрома, сравнительно хорошо прессуются; их также можно спекать в виде малопористых заготовок, получаемых изостатическим прессованием до пористости < 3 %. Режим спекания устанавливают с учетом состава
матрицы, чтобы можно было работать при 1 300–1 450 °С, используя жидкую
фазу, ускоряющую спекание.
Характерными для структуры всех порошковых инструментальных материалов являются их мелкозернистость и равномерное распределение в них
карбидов. Это относится к быстрорежущим сталям, в которых содержится
карбидов < 30 % (объем.), а также к композитам на основе не только быстрорежущей стали, содержащим карбидов 30–70 % (объем.).
Закаливаемость быстрорежущих сталей оценивается, помимо твердости, числом зерен аустенита по методу Снайдера-Граффа и их размерами. У
порошковых сталей при низких и средних температурах закалки (аустенитизации) зерен аустенита оказывается больше. Это согласуется с показателями
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
164
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
твердости, несколько более высокими, нежели у литых (контрольных) сталей. Кроме того, спеченные быстрорежущие стали достигают максимума
твердости всегда при более низких температурах аустенитизации.
В этом отражается тесная связь между температурой закалки и размерами зерен первичных карбидов: с увеличением их дисперсности возрастает
скорость растворения при диффузионном отжиге, т.е. карбиды переходят в
раствор при более низкой температуре. Максимально достижимая твердость
зависит, однако, непосредственно от доли карбидов, растворившихся при
температуре закалки. Все быстрорежущие стали требуют точного соблюдения верхней температурной границы закалки во избежание расплавления эвтектики. При затвердевании последней образуется сетка карбидов, выделяющихся по границам зерен; это приводит к снижению достижимой максимальной твердости и, более того, прочности при изгибе.
Достоинства порошковой быстрорежущей стали – повышенная твердость, улучшение вязкости и шлифуемости, а также увеличение более чем
вдвое сроков службы инструментов при точении, сверлении, фрезеровании
или штамповке – явно оправдывают повышенные затраты на их производство. Препятствующие широкому использованию этих преимуществ технологические недоработки, обусловленные недостаточным умением выдерживать
в порошках нужное соотношение углерода и кислорода и связанные с некоторыми особенностями режима закалки, можно устранить. Особый интерес
представляют повышенная твердость HRC 77 таких сталей по сравнению со
стандартными HRC 66–68 и различное влияние добавляемых тугоплавких соединений. Карбид титана заметно повышает твердость, но несколько снижает
вязкость; карбид ванадия меньше повышает твердость, но заметно улучшает
вязкость и теплостойкость. Следовательно, можно попытаться найти оптимальное их соотношение. Эти материалы характеризуются лучшей закаливаемостью по сравнению со стандартными твердыми сплавами.
Жаропрочные сплавы
К получаемым методами порошковой технологии высоколегированным
материалам, имеющим промышленное значение, относятся и жаропрочные
сплавы на основе никеля или кобальта с относительно высоким содержанием
хрома и небольшими количествами титана, алюминия, кремния и металлов
группы ванадия, молибдена и вольфрама. Их применяют для конструкционных деталей газовых турбин при рабочих температурах < 1 000 °С, когда
требуются высокие окалиностойкость и предел ползучести. Желательные механические свойства их достигаются после дисперсионного твердения,
вследствие которого, например, в сплавах на основе никеля образуются выделения Ni(Al, Ti) в виде стареющей когерентнойγ' -фазы. Стойкость этих
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
165
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
сплавов против окисления объясняется образованием шпинели или достигается специально создаваемыми защитными покрытиями.
Получение жаропрочных сплавов методом плавки сопровождается, как
и в случае быстрорежущей стали, грубыми выделениями и пониженной деформируемостью в горячем состоянии; некоторые сплавы, компоненты которых сильно различаются температурой плавления, вообще в состав таких
сплавов не включают. Кроме того, литую структуру изделия нельзя удовлетворительно исправить даже при длительной гомогенизации. Заключительная обработка этих сплавов сопряжена с повышенными потерями ценных материалов.
Порошковая технология позволяет этого избежать. Для получения беспористых сплавов спекают смеси исходных порошков в присутствии жидкой
фазы либо, используя готовые легированные порошки, уплотняют их, а в
конкретных случаях и формуют в горячем состоянии или даже подвергают
заготовки предварительному спеканию. Первая из перечисленных здесь возможностей представляет собой более изящное техническое решение. При использовании смесей порошков элементов или их смесей с порошками лигатур возможно образование как эвтектик, так и твердых растворов, приводящих в процессе гомогенизации к временному появлению жидкой фазы Диапазоны температуры и длительности спекания невелики, и потому здесь необходим очень точный контроль. Повышенная температура спекания означает и увеличение количества жидкой фазы: спеченная заготовка может потерять форму, а жидкая фаза – даже вытечь из каркаса. Расплав сильно ускоряет процесс уплотнения. В частности, после спекания смесей порошков, отличающихся повышенным содержанием легирующих компонентов, приходится
мириться с недостаточно однородной структурой, отрицательно сказывающейся на результатах дисперсионного твердения, или при продолжительном
спекании – с образованием крупных зерен. Если в основном необходима повышенная твердость, лучшее техническое решение заключается, по-видимому,
в использовании готовых легированных порошков.
Высокие механические свойства жаропрочных сплавов регулируют,
как правило, сочетанием дисперсионного твердения с термомеханической
обработкой. Хорошо удовлетворяют этому условию беспористые спеченные
сплавы, т.е. сплавы без макроликвации. Сплав экструдируют при температуре, несколько меньшей температуры рекристаллизации, а рекристаллизацию
проводят при адиабатическом подводе тепла. Возникает изотропная структура с
зернами размером 1–10 мкм. После отпуска при температуре 930–1 090 °С, когда сначала происходит рост зерен, а затем выделениеγ' -фазы, свойства спеченного сплава выше, чем у термомеханически обработанного литого сплава
того же состава. Характер и условия получения исходного сплава могут решающим образом повлиять на его механические свойства после обработки.
Длительная прочность и влияние на срок службы размера зерен однозначно
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
166
РАЗДЕЛ 6. КОНСТРУКЦИОННЫЕ СПЕЧЕННЫЕ МАТЕРИАЛЫ ОБЩЕГО НАЗНАЧЕНИЯ
Лекция 14. Изделия из легированной стали и цветных металлов
показывают, что порошковые материалы при более интенсивном спекании
характеризуются лучшими показателями и притом в определенном соотношении с размерами зерен.
Лучшими качествами отличаются плотные с малым содержанием кислорода материалы; после деформации они анизотропны, а после отжига при
температуре более 1 080 °С имеют крупнозернистую структуру.
Свойства различных видов конструкционных спеченных материалов
общего назначения из железных и нежелезных материалов обусловили их
преобладание в продукции порошковой металлургии. При правильном выборе материала они равноценны по свойствам с литыми изделиями и имеют
существенные преимущества по потерям на стружку, высокой степени сохранения размеров и качества поверхности.
Контрольные вопросы
1. Какие элементы наиболее часто применяются для легирования железных порошковых изделий?
2. Назовите легирующие элементы, обеспечивающие хорошую закаливаемость порошковых изделий.
3. Какие существуют способы защиты от окисления при спекании?
4. Чем отличается электропроводность изделий из порошковой меди от
электропроводности изделий из компактных порошков?
5. Охарактеризуйте особенности спекания латунных изделий.
6. Какие затруднения возникают при изготовлении деталей из порошка алюминия?
7. Назовите области применения жаропрочных материалов.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
167
РАЗДЕЛ 7.
СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ
И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15.
Теория упрочнения материалов.
Термодинамика систем с поверхностями раздела
План лекции
1. Механизм упрочнения композиционных материалов.
2. Влияние дисперсных частиц.
3. Термодинамика систем с поверхностями раздела.
4. Термодинамические функции для систем с межфазными границами
раздела.
5. Условие равновесия на фазовой границе с ненулевой кривизной.
Формула Лапласа.
6. Термодинамическая и механическая стабильность поверхности раздела композита.
7. Прочность границы и характер разрушения композита.
Механизм упрочнения композиционных материалов
Присутствие в металлической матрице дисперсных фаз повышает сопротивление материала пластической деформации (вследствие дисперсного
упрочнения и дисперсионного твердения).
По механизму упрочнения композиционные материалы можно разделить на две группы. В основу упрочнения материалов первой группы положен принцип армирования металлической матрицы высокопрочными несущими элементами. Уровень прочности (и жаропрочности) материалов этой
группы зависит в основном от свойств самих армирующих элементов (непрерывных или дискретных волокон в волокнистых композиционных материалах, либо плоских элементов в слоистых материалах с «сандвичевой» структурой), а роль матрицы сводится главным образом к перераспределению напряжений между армирующими элементами.
В композиционных материалах второй группы, к которым относятся и
дисперсно-упрочненные сплавы, ведущая роль в упрочнении принадлежит
структурным факторам. Матрица в этих сплавах является основным элемен-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
168
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
том, несущим нагрузку, а роль упрочняющей фазы сводится в основном к
облегчению формирования дислокационной субструктуры в процессах получения сплавов, главным образом при деформации и термической обработке,
и к стабилизации этой субструктуры в условиях эксплуатации.
Дисперсно-упрочненные сплавы принципиально не отличаются по механизму упрочнения от классических стареющих сплавов. Основное различие между ними состоит в том, что если в стареющих сплавах фазовые соотношения определяются физико-химическими процессами распада пересыщенных твердых растворов, то в дисперсно-упрочненных сплавах фазовые
соотношения задаются искусственно в процессе приготовления. При старении дисперсные частицы выделяются из твердого раствора и в зависимости
от температуры находятся в стабильном или метастабильном равновесии с
основой. При повышении температуры метастабильная фаза проходит через
различные структурные превращения до наступления фазового равновесия и,
наконец, снова растворяется в основе с образованием твердого раствора.
В дисперсно-упрочненных сплавах тонкодисперсная фаза не взаимодействует с матрицей. Полная совместимость дисперсной фазы с матрицей достигается в том случае, когда в металлической матрице находятся тугоплавкие оксиды или нерастворимый второй металл (например, никель в серебре).
Влияние дисперсных частиц
Большинство исследований механизма упрочнения металлов некогерентными и недеформируемыми частицами, опубликованных за последние
годы, базируются на известных работах Орована, предложившего модель обхода частиц дислокациями в плоскости скольжения с генерированием дислокационных петель вокруг частиц. Влияние, оказываемое на свойства материала содержащимися в нем частицами, проявляется в первую очередь по
отношению к скольжению дислокаций. Частицы выступают в роли препятствий при скольжении дислокаций. Эти препятствия можно либо разрезать, либо обойти. В случае, когда кристаллическая решетка когерентна кристаллической решетке матрицы, плоскость скольжения дислокации может пройти
через частицу. Процессу перерезания можно воспрепятствовать различными
методами, чаще всего введением в технические сплавы различных добавок.
Если когерентность структур матрицы и частицы недостаточна, то вокруг последних возникает поле напряжений, что затрудняет скольжение дислокаций.
Для преодоления дислокаций этого поля необходимо увеличивать двигающее ее напряжение на величину σi' – σeff (рис. 70).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
169
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
Рис. 70. Зависимость внутренних напряжений, возникающих
вокруг частицы, от расстояния: 1 – матрица; 2 – частица
Рис. 71. Образование новых плоскостей раздела на границе
частица – матрица и внутренних антифазных границ (штриховая линия) при перерезании дислокациями частиц с упорядоченной структурой
Рис. 72. Образование и действие (переход из I в II)
дислокационной пары
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
170
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
Поле напряжений по отношению к дислокации можно рассматривать
так, как если бы диаметр частиц d увеличился до эффективного диаметра deff.
В твердых дисперсных частицах значение Gb (G – модуль дислокации, b –
вектор Бюргерса) больше, чем в матрице. Чтобы дислокация смогла перейти
в кристаллическую решетку частицы, приложенное напряжение должно быть
дополнительно увеличено на σ i''– σi'. В процессе сдвига также увеличивается
поверхность раздела частицы и матрицы, а если частица имеет упорядоченную
структуру, то внутри ее образуется антифазная поверхность раздела (рис. 71).
Необходимая в обоих случаях дополнительная энергия для возникновения границы раздела должна быть подведена извне. Из-за упорядоченной
структуры частиц сдвиг часто сопровождается образованием характерной
дислокационной пары (рис. 72).
Рис. 73. Различные по времени стадии механизма Орована при движении дислокации
слева направо
В этом случае сопротивление имеет меньшее значение, поскольку антифазная граница, возникшая после прохождения первой дислокации, исчезает под действием последующей дислокации, и первоначальный порядок
восстанавливается. Перерезание частиц, система скольжения которых не соответствует системе скольжения матрицы, имеет место в том случае, если
поле напряжений, вызванное нагроможденными дислокациями матрицы,
инициирует по меньшей мере одну из систем скольжения частиц. Индуцированное напряжение должно быть выше критического напряжения сдвига.
При этом дислокация матрицы может абсорбироваться, а затем снова возникнуть по другую сторону частицы. Очень большое сопротивление сдвигу,
имеющее место при наличии когерентных частиц с сильным полем напряжения или при некогерентных частицах, увеличивает тенденцию не к перерезанию, а к огибанию частиц, мешающих перемещению дислокаций матрицы.
Согласно Оровану, линия дислокации охватывает неперерезаемые частицы и
выгибается между ними до тех пор, пока соседние участки дислокации не
притянутся и не аннигилируют. Дислокация обходит препятствия, оставляя
за собой дислокационные петли (рис. 73). Общее максимальное увеличение
напряжения выражается зависимостью
∆σ = Gмb/D,
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
171
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
где Gм – модуль сдвига матрицы.
а
г
б
д
в
е
ж
Рис. 74. Образование призматических петель за счет двойного поперечного скольжения (а–ж) дислокационной петли, возникшей в соответствии
с механизмом Орована (для краевой дислокации)
а
б
Рис. 75. Огибание частиц при поперечном скольжении в процессе образования:
а – призматической петли дислокации и ступеньки; б – двух призматических
петель дислокации
Модель Орована удовлетворительно описывает повышение напряжения только в начале пластической деформации. Упрочнение при большой
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
172
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
деформации объясняется возникновением призматических колец или образованием дополнительных дислокаций. При низких температурах и когерентных частицах, окруженных сильным полем напряжений, сначала формируются петли Орована; они перемещаются до появления статического равновесия (рис. 74, рис. 75). Затем винтовые компоненты (рис. 74, в, г) скользят поперек поля напряжений, чтобы после притяжения дислокационных петель
(е), перемещающихся в плоскости поперечного скольжения, и обрыва последних образовать две призматические петли (ж). В случае, когда дисперсные частицы не вызывают появления в матрице полей искажений, может, особенно при высоких температурах, наблюдаться и другой механизм
обхода дислокациями дисперсных выделений – локальное поперечное
скольжение. На скользящей дислокации образуются винтовые компоненты,
которые выгибаются навстречу друг другу, притягиваются и аннигилируют,
образуя призматические петли.
Существует критический диаметр частиц dк: частицы диаметром больше критического огибаются дислокацией, а частицы диаметром меньше критического – перерезаются ею (рис. 76).
Рис. 76. Изменение сдвиговых напряже-ний, при перерезании ( Δτs) с образова-нием пары
дислокаций ( Δτp) и при оги-бании (Δτо) в зависимости от диаметра частиц d
Критический диаметр частицы, определенный по формуле dк = Gмb/τкт,
обратно пропорционален критическому напряжению сдвига τ кт, необходимому для деформации частицы; эта величина зависит от структуры, вида связи
и напряжения на границе раздела фаз.
В дисперсно-упрочненных сплавах под действием высоких температур
возможен рост частиц в результате повторного растворения их в матрице
(механизм Оствальда) (рис. 77).
Если дисперсная частица содержит, например, компонент В, ограниченно растворимый в матрице, то из-за искривления ее поверхности концентрация атомов В в матрице вблизи мелкой частицы больше, чем вблизи круп-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
173
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
ной. Под действием градиента концентраций (или разности поверхностной
энергии раздела фаз) атомы В диффундируют таким образом, чтобы мелкие
частицы полностью растворились, а крупные выросли. При этом среднее расстояние D между частицами увеличивается, что равнозначно падению упрочнения.
а
б
в
г
Рис. 77. Схематическое изображение попарного растворения (а),
перестаривания (б) и растворения в ближайшем окружении (в, г)
Процесс коалесценции лимитируется невысокой диффузионной подвижностью и незначительной растворимостью, которая встречается, например, при взаимодействии карбидов Ме2С, оксидов и металлической матрицы
(см. далее рис. 80). Возникшая в процессе перерезания антифазная граница может при повышенных температурах смещаться из-за своей первоначальной
плоскости до того, как ее настигнет следующая движущаяся дислокация с образованием дислокационной пары и выигрышем энергии. Это означает, что для
каждой перерезающей дислокации нужно затратить энергию, расходуемую
для разрушения упорядоченной структуры. Начиная с температур 0,5Тпл и
напряжений, значения которых ниже напряжений, необходимых для перерезания или огибания частиц с размножением дислокаций, на передний план выступают инициированные напряжениями диффузионные процессы, вследствие
которых частицы беспрепятственно обходятся дислокационными петлями.
Для винтовой дислокации этот процесс объясняется следующим образом:
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
174
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
(рис. 78, а): участок дислокации, расположенный перед частицей, скользит в
поперечном направлении, затем вся дислокация перемещается дальше, это
эквивалентно массопереносу по направлению стрелок на рисунке.
а
б
Рис. 78. Огибание частиц с помощью диффузионного массопереноса: а – винтовая дислокация; б – краевая дислокация; стрелка D – направление диффузии
атомов; 1 – ступенька; 2 – винтовая компонента
Краевые дислокации (рис. 78, б) могут непосредственно переползать
через частицы при одинаковом сокращении (дислокация1) и увеличении
(дислокация 2) отрезков дислокаций, которые соответствуют размерам частиц. В процессе размножения дислокаций и связанной с ним деформации при
постоянном внешнем напряжении вследствие возрастающего упрочнения наступает стационарная стадия, при которой процессы переползания, лимитируемые диффузией, определяют постоянную деформацию (длительную ползучесть). Движение дислокаций в матрице замедляется за счет потерь на переползание. Поэтому скорость ползучести в дисперсно-упрочненных материалах гораздо меньше, чем в однофазных. Другие факторы, повышающие
сопротивление ползучести, связаны со стабилизацией структуры. Высокая
плотность дислокаций и ячеистая структура, зависящие от вида обработки
(холодной деформации, закалки на мартенсит) и напряженного состояния материала, а также границы субзерен, образовавшиеся в результате переползания дислокаций, фиксируются частицами, что замедляет процесс отдыха,
протекающего в области стационарной ползучести. Кроме того, частицы
(рис. 79) препятствуют движению границ зерен и зернограничному проскальзыванию, при котором, вследствие диффузии атомов и вакансий, а также их
взаимодействия с дислокациями по границам зерен, может произойти выравнивание поверхности путем взаимного скольжения зерен.
Максимальная температура, при которой за счет частиц можно значительно увеличить сопротивление ползучести (длительную прочность) определяется по заметной коалесценции частиц (механизм Оствальда) (рис. 80).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
175
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
Рис. 79. Рекристаллизация чистой и дисперсно-упрочненной оксидами
меди (по Риду и Шокли). Рекристаллизация меди, упрочненной Al2O3 и
подвергнутой внутреннему окислению, происходит при температурах,
близких к температуре плавления меди, tпл: 1 – чистая медь, 50 % холодной деформации; 2 – Cu + 2,1 % (объем.) SiO2, внутреннее окисление; 3 –
Cu + 7,5 % (объем.) ThO2, механическая смесь; 4 – Cu + 3,5 % (объем.)
Al2O3, внутреннее окисление
Рис. 80. 100- и 1 000-ч длительные прочности в зависимости от температуры: 1 – Nomonic 80A (жаропрочный сплав на основе никеля, дисперсионно-твердеющий за счетγ′ фазы); 2 – TD–Ni (дисперсно-упрочненный
спеченный никелевый сплав с ThO2); 3 – IN-853 (дисперсионно-твердеющий
спеченный сплав на основе никеля с выделением γ′ фазы илимеханическим
введением ThO2 или Al2O3)
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
176
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
Наибольшее количество моделей предложено для объяснения повышения низкотемпературного предела текучести. В ряде случаев они дают удовлетворительное совпадение с экспериментальными данными.
В самых ранних моделях (например, в модели Гензамера) предполагалось, что дисперсные частицы делят весь кристалл на блоки, размеры которых равны расстоянию между частицами и определяют предельный свободный путь дислокаций. Следовательно, свободный путь дислокаций не может
ограничиваться расстоянием между частицами, и при своем движении дислокации должны проходить за частицы. Это возможно в следующих случаях:
1) в самих частицах происходит сдвиг или разрушение;
2) дислокации проходят между частицами, оставляя позади себя петли.
Модель, предусматривающая сдвиг или разрушение частиц второй фазы, предложена Анселлом и Ленелем для объяснения связей предела текучести с составом в алюминиевых сплавах типа САП. Предполагается, что для
начала течения напряжение сдвига, обусловленное плоским скоплением дислокаций вокруг частиц или перед ними, должно быть достаточным для разрушения или пластической деформации упрочняющих частиц.
Со стороны скопления дислокаций на частицу действует напряжение
τ= n ⋅ σ ,
где п – число дислокаций в скоплении; σ – приложенное напряжение.
При свободном расстоянии между частицами, равном λ, число дислокаций в скоплении
n=
2⋅λ⋅σ
,
G ⋅b
где G – модель сдвига матричного металла; b – вектор Бюргерса.
Напряжение сдвига, действующее на частицу,
2 ⋅ λ ⋅ σ2
.
τ=
G ⋅b
Поскольку для разрушения частицы напряжение должно составить некоторую долю ее модуля сдвига, максимальное напряжение, которое может
быть приложено к сплаву до начала его течения, определится выражением
=
σò
GbG* / 2λc
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
177
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
или
σ ò ≈ 1/ λ ,
где G* – модуль сдвига упрочняющих частиц; с – постоянная, близкая к 30.
Перерезание частицы энергетически выгоднее, если она когерентна
матрице. Поэтому, вероятно, хорошее совпадение экспериментальных данных с моделью Анселла-Ленеля наблюдается для сплавов типа САП, где частицы А12О3 имеют форму чешуек малой толщины и когерентны матрице.
Эффективность упрочняющего действия частиц второй фазы, стабильных в контакте с металлической матрицей, определяется геометрическими
факторами структуры. Из анализа большого числа экспериментальных данных и теоретических положений вытекает, что максимальный эффект достигается при выполнении следующих условий:
1. Размер упрочняющих частиц не должен превышать 0,01–0,05 мкм.
Частицы больших размеров при высоких температурах становятся неэффективными, хотя при умеренных и низких температурах еще могут оказывать
упрочняющее влияние.
2. Среднее расстояние между упрочняющими частицами должно составлять 0,1–0,5 мкм при равномерном их распределении в матрице.
Указанные геометрические факторы определяют необходимое объемное содержание упрочняющих частиц в сплаве, поскольку для равномерно
распределенных в объеме сферических включений выполняется соотношение
L=
d
,
1/(1,91 f )1/ 3 − 1
где L – расстояние между центрами частиц; d – диаметр частиц; f – объемная
доля частиц.
Расчет показывает, что эффективное упрочнение обеспечивается при
содержании упрочняющей фазы не выше 5–10 % (объем.), тогда как в современных жаропрочных стареющих сплавах объемное содержание упрочняющих выделений достигает 60 %.
Содержание упрочняющей фазы принципиально отличает дисперсноупрочненные сплавы от керметов. Если в первых небольшое количество
твердых тугоплавких частиц упрочняет металл, то в последних, наоборот,
небольшое количество вводимого металла служит для пластифицирующего
связывания твердой и тугоплавкой керамики.
Создание в сплаве равномерной дисперсии не взаимодействующих с
матрицей и стабильных вплоть до температуры ее плавления ультратонких
частиц возможно только искусственным путем в результате применения специфических технологических приемов получения сплавов. При этом актив-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
178
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
ное воздействие на структуру сплава позволяет в широких пределах регулировать физико-механические свойства при неизменном химическом составе.
Таким образом, дисперсно-упрочненные сплавы – это композиционные
материалы, упрочнителями в которых являются высокодисперсные, равномерно распределенные на заданном расстоянии одна от другой частицы не
взаимодействующих активно с матрицей и заметно не растворяющихся в ней,
вплоть до температуры ее плавления, фаз, искусственно вводимые в сплавы
на одной из технологических стадий их получения.
Небольшое объемное содержание упрочняющих фаз способствует, с
одной стороны, сохранению в дисперсно-упрочненных сплавах высокой пластичности, присущей чистым металлам и твердым растворам, а с другой стороны, это обстоятельство затрудняет сочетание высокой жаропрочности с
высокими прочностными характеристиками при низких и умеренных температурах. Отсюда вытекает, что метод дисперсного упрочнения в первую очередь является эффективным способом повышения высокотемпературной
прочности и жаропрочности, причем при таких температурах, когда другие
методы, например старение, становятся неэффективными.
Для чистых металлов характерно достаточно монотонное разупрочнение с более интенсивным падением прочности при рекристаллизации –
(0,3–0,4)Тпл. Для дисперсно-упрочненных сплавов характерна сходная зависимость прочности от температуры, однако отношение прочности сплава к
прочности матричного металла непрерывно растет с повышением температуры. Например, если при температурах до (0,3–0,4)Тпл это отношение обычно
не превышает 2–3, то с приближением к температуре плавления оно достигает 10–20 и более. В стареющих сплавах высокий уровень прочности сохраняется до 0,7–0,8 температуры плавления основного металла, т.е. до начала интенсивной коагуляции и растворения упрочняющих выделений. В дальнейшем
же прочность стареющих сплавов падает настолько интенсивно, что с приближением к температуре плавления становится даже ниже прочности чистых металлов вследствие понижения температуры плавления при легировании.
При оценке эксплуатационных свойств дисперсно-упрочненных сплавов следует иметь в виду характерную для них очень высокую стабильность
характеристик прочности во времени.
Преимущества дисперсно-упрочненных сплавов перед стареющими
особенно отчетливо проявляются при весьма длительном ресурсе работы.
В ряде случаев метод дисперсного упрочнения оказывается незаменимым при создании материалов, которые эксплуатируются при умеренных и
даже низких температурах, но должны, наряду с повышенной прочностью и
малой скоростью ползучести, обладать определенным комплексом физических свойств. Сюда относятся, например, сплавы для электротехники на основе меди и серебра, в которых требуется сохранение высокой электропроводности, циркониевые сплавы для атомной энергетики с высокой прозрачностью для нейтронов и др.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
179
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
Термодинамика систем с поверхностями раздела
В самом общем смысле поверхность – граница раздела между двумя
контактирующими средами. Композиционные материалы – термодинамические системы с развитой сетью границ, в которых поверхностные явления
имеют большое значение.
Поверхностные явления удобно классифицировать в соответствии с
объединенным уравнением первого и второго начал термодинамики, в которые входят основные виды энергии:
dG = –SdT+ Vdр + σdA + Σµi dNi + ϕdq,
где G – энергия Гиббса; S – энтропия; Т – температура; V – объем; р – давление; σ – поверхностное натяжение; А – площадь поверхности; µi, Ni – химический потенциал и число частиц в системе (атомов, молей) i-го компонента;
ϕ – электрический потенциал; q – количество электричества.
В системах с высокоразвитой поверхностью вклад слагаемого σdA в
общую энергию большой, и его уменьшение может происходить либо за счет
сокращения площади поверхности А (в случае поликристаллической пленки
за счет коалесценции зерен при миграции границ), либо за счет уменьшения
поверхностного натяжения σ, т.е. образования низкоэнергетических поверхностей раздела. При этом поверхностная энергия может переходить в другие
виды энергии, что отвечает определенным поверхностным явлениям, таким
как изменение реакционной способности, изменение диффузионной и кинетической активности, возникновение разнообразных электрических, магнитных явлений и др.
Важную группу составляют электрические поверхностные явления: поверхностная проводимость, поверхностный электрический потенциал, электронная эмиссия и др. Все они связаны с образованием на межфазной границе двойного электрического слоя в результате эмиссии электронов или специфической эмиссии ионов, а также ориентации диполей в поле поверхностных сил.
К поверхностным явлениям относятся также когезия, адгезия, смачивание и ряд других, играющих важную роль при разработке композитов.
Поверхностные явления имеют важное значение в фазовых процессах,
на стадии зарождения фаз. Они создают энергетический барьер, определяющий кинетику процесса и возможность существования метастабильных состояний, а при контакте массивных фаз регулируют скорость тепло- и массообмена между ними.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
180
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
Термодинамические функции
для систем с межфазными границами раздела
Основная термодинамическая характеристика поверхности – поверхностное натяжение σ. Элементарная работа δW обратимого увеличения площади поверхности А на δА определяется выражением
δW = σδA.
Если этот процесс проходит при постоянных температуре Т, объеме
системы V и неизменных химических потенциалах всех компонентов µi (j = 1,
2, ..., k, где k-число компонентов), то
δW = dΩT, V, µi,
где Ω – большой термодинамический потенциал Гиббса, Ω = F – Σµi Ni (Ni –
число атомов i-го компонента; F – свободная энергия).
В системе с границей раздела изменение большого термодинамического потенциала Гиббса (dΩ) определяется соотношением
dΩ = -рdVSdT – Σµi dNi + σdA,
где р – давление; S – энтропия системы.
Отсюда
Ω = -рV + σA.
В соответствии с теоремой о малых изменениях термодинамических
потенциалов, поверхностное натяжение можно определить через другие термодинамические функции:
σ= (∂U/∂A)V, S, N = (∂H/∂A)р, S, N =(∂F/∂A)V, T, N =
= (∂G/∂A)р, T,V = (∂Ω/∂A)V, T, µ,
где N – число частиц в системе; U – внутренняя энергия системы; Н –
энтальпия системы; F – свободная энергия; G – термодинамический потенциал; Ω – большой термодинамический потенциал Гиббса.
Для системы с границей раздела фаз уравнения для термодинамических
функций и их дифференциалов выглядят следующим образом:
U = TS – рV + µN + σA,
H = TS + µN + σA,
F = -рV + µN + σA,
G = µN + σA,
Ω = -рV + σA,
dU = TdS – рdV + µdN + σdA;
dH = TdS + Vdр + µdN + σdA;
dF = -SdT – рdV + µdN + σdA;
dG = -SdT + Vdр + µdN + σdA;
dΩ = -SdT – рdV – Ndµ + σdA.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
181
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
Равновесие, т.е. минимум термодинамического потенциала системы
при постоянных объеме, температуре и химических потенциалах компонентов, соответствует экстремуму площади поверхности А: минимуму при σ > 0
и максимуму при σ < 0.
Условие равновесия на фазовой границе
с ненулевой кривизной. Формула Лапласа
Равновесие фаз имеет место в том случае, когда температуры и химические потенциалы в фазах равны:
Т, = Т2 = Т,
µ1(р1,T) = µ2 (р2,Т) = µ,
V1 + V2 = const.
При этих условиях величинаΔ р = р1 – р2 определяется по минимуму
термодинамического потенциала системы, записанного с учетом граничной
энергии:
Ω = –р1V1 – р2V2 + σ12А,
где σ12 – поверхностная энергия на границе фаз; А – площадь поверхности
границы между фазами.
Из условия dΩ = 0 при V1 + V2 = const следует
р1 – р2 = σ12dA/dV.
Учитывая, что в любой точке межфазной граничной поверхности
dA/dV = R-11 + R-12,
где R1, R2 – главные радиусы кривизны границы раздела, формулу можно переписать в виде
Δр = σ12(R-11 + R-12).
Для R1 = R2, т.е. для поверхности шара, это выражение известно как
формула Лапласа:
Δр = 2σl2/R.
Явления, возникающие на границах раздела фаз, оказывают значительное влияние на поведение вещества. Избыточная энергия, связанная с наличием границ раздела, проявляется в действии сил поверхностного натяжения,
которые заставляют контактирующие фазы изменять площади общих границ
раздела. Стремление этой избыточной энергии к экстремуму может привести
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
182
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
к перераспределению компонентов вещества вблизи границы – адсорбции.
Кривизна границ раздела определяет условие механического равновесия,
оказывающее в свою очередь влияние на химические потенциалы компонентов системы, миграцию границ, фазовые переходы и др.
Термодинамическая и механическая стабильность
поверхности раздела композита
При длительных высокотемпературных отжигах полная поверхностная
энергия системы снижается в результате уменьшения площади границ раздела. Хотя такой процесс весьма вероятен, однако, например, для тонкодисперсной направленной эвтектической микроструктуры имеется уравновешивающий фактор – низкоэнергетические поверхности раздела, обусловленные
преимущественными кристаллографическими соотношениями между двумя
фазами (возникновение специальных, низкоэнергетических границ). Этот
фактор стремится стабилизировать поверхность раздела. При этом система
может оставаться мелкозернистой, т.е. содержать большую площадь границ
раздела и оставаться термодинамически устойчивой.
Для повышения стабильности композита путем уменьшения интенсивности взаимодействия матрицы и армирующих элементов на межфазной границе используют различные методы:
– разработка новых упрочнителей, термодинамически стабильных по
отношению к матрице;
– применение защитных покрытий для уменьшения взаимодействия
между волокном и матрицей;
– применение легирования для уменьшения активности диффундирующих компонентов.
К первой группе методов можно отнести:
– армирование материалов дисперсными металлическими частицами,
что приводит к резкому повышению прочности, вследствие создания барьеров на пути движения дислокаций и межкристаллитных границ. Такое дисперсионное упрочнение широко применяется для создания, например, жаропрочных керамик;
– армирование материала нитевидными кристаллами (усами), которые
вследствие малого диаметра лишены дефектов и обладают высокой прочностью – это перспективное направление создания высокопрочных композитов.
Именно открытие у нитевидных кристаллов прочности, близкой к теоретической, послужило толчком к активизации исследований в направлении получения волокнистых композиционных материалов;
– применение поверхностно-активных веществ (ПАВ) в качестве упрочнителей. Поверхностно-активные вещества (как правило, органические
соединения) обладают высокой поверхностной активностью, т.е. способностью адсорбироваться на межфазных границах и сильно снижать поверхно
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
183
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
стное натяжение. Молекулы ПАВ обычно дифильны, т.е. содержат одновременно гидрофильную (полярную) и гидрофобную (липофильную) атомные
группы. В качестве гидрофильных могут выступать функциональные группы
спиртов (-ОН), кислот (-СООН и др.) и их солей, аминов (-NH2) и другие
группы. Липофильные группы обычно содержат углеродные или фторуглеродные радикалы.
Ко второй группе методов относится создание диффузионных покрытий на волокнах, не взаимодействующих или слабо взаимодействующих с
компонентами композита. В качестве покрытий следует выбирать соединения с наиболее отрицательными значениями свободной энергии образования,
обеспечивающими достаточно большую величину энергии активации процесса взаимодействия. При этом следует стремиться к тому, чтобы энтропия
активации образования возможных веществ была минимальной. Однако при
высоких температурах этот путь не дает нужного эффекта из-за легкости
преодоления активационных барьеров.
Третья группа методов – направленное легирование компонентов, приводящее к выравниванию химических потенциалов матрицы и армирующего
элемента. Тем самым достигается уменьшение движущей силы взаимного
растворения компонентов и снижается скорость диффузионного взаимодействия. Следует отметить, что этот способ позволяет добиться термодинамической совместимости представляющих практический интерес матриц и волокон только в редких случаях, однако он успешно применяется для улучшения их кинетической совместимости.
Прочность границы и характер разрушения композита
Прочность границы может быть как выше, так и ниже прочности матрицы. Часть свойств композиционных материалов определяется прочностью
границы раздела на отрыв (поперечная прочность, прочность на сжатие, вязкость), часть – прочностью границы на сдвиг (продольная прочность при растяжении композита, армированного короткими волокнами, критическая длина волокна и др.).
В зависимости от типа связи и прочности границы разрушение композита может происходить по-разному. Если распространяющаяся в композите
трещина пересекает волокна, то вязкость разрушения увеличивается тем
больше, чем больше волокна отслаиваются от матрицы. В этом случае для
повышения вязкости разрушения предпочтительной является слабая связь на
границе раздела волокно–матрица. При распространении трещины параллельно
волокнам предпочтительнее прочная связь на границе волокно–матрица, что
позволяет предотвратить разрушение по поверхности раздела.
Вязкость композита, армированного ориентированными в нескольких
направлениях волокнами упрочнителя, зависит главным образом от тех волокон, которые расположены поперек трещины и разрушение которых необходимо для дальнейшего распространения трещины.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
184
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 15. Теория упрочнения материалов. Термодинамика систем с поверхностями раздела
В композитах, упрочненных частицами, поверхность раздела может
существенно влиять на вязкость разрушения. Если частицы много жестче
матрицы и слабо с ней связаны, то вязкость разрушения растет (в основном
из-за эффекта затупления вершины трещины). Если частицы менее жесткие и
прочнее связаны с матрицей, то вязкость разрушения также может быть заметно повышена.
В композите слоистого строения слабые плоскости могут быть ориентированы желательным образом. Такой композит можно использовать как
материал, задерживающий разрушение. Разрушение происходит путем изгиба волокон. При изгибе такого плотного ансамбля волокон соседние волокна
проявляют тенденцию к излому и образованию складки в том же направлении. При этом они проскальзывают относительно друг друга, сообщая находящейся между ними матрице сдвиговую нагрузку. Устойчивость матрицы к
сдвиговой нагрузке во многом определяет прочность композита при сжатии
вдоль осей волокон, что связано с изгибом волокон при продольном сжатии.
Таким образом, одним из перспективных направлений повышения сопротивления материала пластической деформации является введение в металлическую матрицу дисперсных фаз.
Контрольные вопросы
1. Что повышает сопротивление материала пластической деформации?
2. Назовите механизмы упрочнения композиционных материалов.
3. Какую роль играет упрочняющая фаза в дисперсно-упрочненных материалах?
4. Каким образом модель Орована описывает механизм упрочнения?
5. Как поверхностные явления влияют на фазовые процессы?
6. Как формула Лапласа описывает условие равновесия на фазовой границе с ненулевой кривизной?
7. Назовите пути уменьшения интенсивности взаимодействия матрицы
и армирующих элементов на межфазной границе.
Лекция 16.
Дисперсно-упрочненные материалы
План лекции
1. Способы получения дисперсно-упрочненных спеченных материалов
2. Поверхностное окисление
3. Внутреннее окисление
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
185
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 16. Дисперсно-упрочненные материалы
Способы получения дисперсно-упрочненных
спеченных материалов
Спеченные дисперсные сплавы – металлическая матрица с оксидным
(редко карбидным или чисто металлическим) дисперсоидом (фазой-упрочнителем). В отличие от старения, где фаза-упрочнитель зарождается в самом
материале в процессе термообработки, в данном случае частицы фазыупрочнителя диаметром 10-5–10-4 мм специально добавляются в порошок основного металла. Основные способы получения легированных порошков
представлены в табл. 7. Дальнейшая их обработка осуществляется по обычной технологии порошковой металлургии: прессование, спекание.
Таблица 7
Способы получения дисперсно-упрочненных спеченных материалов
Исходное состояние
матрицы
Металлическая
смесь порошков
Химически и электрохимически
осажденный раствор солей
металлов
Осаждение из раствора
Диспергированная фаза
Получение
Размол в высокопроизводительных
Порошок
мельницах (механическое легирование)
Осаждение нерастворимых соедиРаствор солей металлов нений, селективное восстановление
металлической матрицы
Осаждение нерастворимых соедиЗоль оксида или тонконений с примесью суспензии, селекдисперсная суспензия
тивное восстановление
Электролитическое осаждение поТонкодисперсная сусрошка с одновременным созданием
пензия
суспензии
Тонкодисперсный поДиспергирование расплава с порошок
мощью ультразвука
Осаждение второй фазы путем
Растворение в расплаве кристаллизации или распыление порошка
Осажденный в тверОкисление выделений второй фадом состоянии порошок
Твердый раствор в матзы путем диффузии кислорода в
или компактная заго- рице
матрицу
товка
Распыленный или размолотый порошок подвергается дальнейшему
Осажденный в тверПоверхностное окислеразмельчению для повышения доли
дом состоянии порошок ние
оксидов и равномерного распределения
Наиболее изучен метод внутреннего окисления. Применительно к тугоплавким металлам перспективен метод внутреннего азотирования.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
186
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 16. Дисперсно-упрочненные материалы
Методы внутреннего окисления и азотирования как разновидности химико-термической обработки находят применение для упрочнения деталей
машин и механизмов, причем в зависимости от их размеров характерная для
дисперсно-упрочненных сплавов микрогетерогенная двухфазная структура
может быть получена не только в поверхностных слоях, но и по всему сечению. Вместе с тем даже при малых толщинах макронеоднородность в дисперсности и распределении упрочняющей фазы становится весьма существенной. Принципиальные масштабные ограничения не позволяют рассматривать изделия, упрочненные внутренним окислением или азотированием, как
«дисперсно-упрочненные сплавы».
Опробован метод гальванического осаждения, при котором упрочняющие частицы в форме порошка необходимой степени дисперсности образуют
устойчивую суспензию в электролите и захватываются катодным осадком в
процессе электролиза.
Композиции с весьма тонкими и равномерно распределенными частицами могут быть получены соосаждением из газовой фазы.
Интересен метод получения композиций, содержащих весьма дисперсные оксидные включения (работа Палатника). Он заключается в послойной
конденсации металла и упрочняющего оксида, причем толщина каждого из
слоев может регулироваться в широких пределах.
Описанные методы получения композиций со структурой дисперсноупрочненных сплавов позволили выявить особенности тонкой структуры
этих сплавов, а также определить некоторые физические и механические
свойства их. Однако, применяя указанные методы, нельзя получить достаточно крупные полуфабрикаты. Поэтому в промышленности полуфабрикаты
из дисперсно-упрочненных сплавов изготавливают преимущественно методами порошковой металлургии, позволяющими получить компактный материал, минуя расплавление, как и в описанных методах, однако без принципиальных масштабных ограничений.
Последовательность этапов разработки составов дисперсно-упрочненного
сплава приведена ниже:
1) выбор упрочняющей фазы и ее объемного содержания;
2) выбор способа введения упрочняющей фазы в матрицу;
3) получение компактных заготовок в форме, пригодной для последующей деформационной обработки;
4) разработку рациональных режимов деформации и термической обработки и получения полуфабрикатов.
При выборе упрочняющей фазы исходят из ее термодинамических
свойств, диффузионной подвижности компонентов упрочняющей фазы в
матрице и других параметров с учетом условий эксплуатации материала.
Объемное содержание упрочняющей фазы, отвечающее оптимуму
свойств, в значительной мере связано с технологическими возможностями
равномерного распределения частиц заданной дисперсности.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
187
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 16. Дисперсно-упрочненные материалы
Способ введения упрочняющей фазы в матрицу выбирают на стадии
получения порошковых смесей. Для дисперсно-упрочненных сплавов характерны два типа структур – агрегатная и дисперсная. В агрегатной структуре
частицы упрочняющей фазы окружены несколькими зернами матрицы,
имеющими различную кристаллографическую ориентацию, в дисперсной же
структуре каждая частица упрочняющей фазы полностью окружена одинаково ориентированной матрицей.
Указанные структуры в реальных сплавах сосуществуют. Преобладание одной из них непосредственно связано с применяемым способом получения порошковых смесей и определяет в дальнейшем поведение сплава при
деформационном упрочнении и стабильность его свойств.
При выборе способа введения упрочняющей фазы следует стремиться к
получению дисперсной структуры, что, однако, не всегда достижимо, особенно в случае упрочнения химически активных металлов.
Перевод порошковых смесей в компактное состояние осуществляется
формованием, спеканием с дегазацией и горячей деформацией. В компактной
заготовке должен быть сохранен, по возможности, уровень дисперсности и
характер распределения упрочняющей фазы, определяемый условиями получения порошковых смесей. Более того, в ряде случаев за счет изменения
морфологии и измельчения частиц упрочняющей фазы при деформации удается существенно улучшить структурные параметры по сравнению с исходными порошковыми смесями.
В общем случае компактная заготовка может и не обладать необходимым уровнем свойств из-за отсутствия в ней оптимальной дислокационной
субструктуры, однако очень часто получение товарного сплава заканчивается
переводом порошковых заготовок в компактное состояние.
Высокий запас пластичности, связанный с относительно небольшим
объемным содержанием упрочняющей фазы, позволяет путем деформации и
термической обработки заготовок (сутуночная полоса, пруток, трубная заготовка и др.) сформировать в процессе получения полуфабрикатов стабильную дислокационную субструктуру и добиться многократного, по сравнению
с заготовкой, повышения прочности.
Определены условия, при которых укрупнение упрочняющих частиц
вследствие увлечения их движущейся границей может вызвать аномальный
рост зерен. Однако в сплавах с достаточно стабильными включениями более
вероятен механизм, предложенный Гиллертом, согласно которому для аномального роста зерен необходимо одновременное выполнение двух условий:
1) нормальный рост зерен прекращен и средний размер зерна матрицы
меньше, чем Rкр = 4r/3f;
2) имеется по крайней мере одно зерно с подвижными границами, размер которого намного больше среднего размера.
B дисперсно-упрочненных сплавах эти условия могут возникать достаточно легко. Во-первых, вследствие большего числа зародышей при завершении первичной рекристаллизации средний размер зерен, может быть на-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
188
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 16. Дисперсно-упрочненные материалы
много меньше Rкр. Например, для ТД-никеля (f = 0,02; r = 200 А) критический радиус должен быть около 1,3 мкм, тогда как обычно после первичной
рекристаллизации величина радиуса зерна находится в пределах 0,5–1,0 мкм.
Во-вторых, определенные условия деформации, особенно неоднородная деформация, могут вызвать образование небольшого числа зерен с размером, существенно превышающим средний размер.
B работе Петровича изучена кинетика аномального роста зерен в
ТД-никеле после поперечной прокатки прутков с обжатием 40 %. Установлено, что в интервале 700–900 °С зависимость степени превращения от длительности отжига подчиняется уравнению Аврами. С использованием уравнения Аррениуса для 50 % степени превращения определена энергия активации, равная 250 ккал/моль.
Исследование влияния степени деформации при прокатке на аномальный рост зерен показало, что размер огрубленных зерен увеличивается с ростом деформации и понижением температуры отжига, чего никогда не наблюдается при обычной рекристаллизации.
Исходя из условий возникновения аномального роста зерен, легко понять противоречия в трактовке процессов рекристаллизации при исследовании их обычными металлографическими методами. Можно полагать, что в
работах, в которых обмечалось «отсутствие рекристаллизации» в процессе
приготовления сплава или при первичной рекристаллизации размер зерен
становился больше Rкр, что исключало возможность аномального роста. Там
же, где условия для аномального роста возникали, создавалось впечатление
«нормальной рекристаллизации».
Концепция аномального роста зерен хорошо объясняет и наблюдающееся влияние способа деформации, т.е. предыстории материала, на огрубление зерна. В частности, можно ожидать текстурного торможения вторичной рекристаллизации, а степень текстурованности увеличивается с ростом
степени деформации.
Таким образом для формирования структуры дисперсно-упрочненных
сплавов в процессах деформация и термической обработки характерно следующее:
1) присутствие дисперсных частиц упрочняющей фазы затрудняет
формирование ячеистой структуры при деформации;
2) структура дисперсно-упрочненных сплавов в деформированном состоянии характеризуется высоким уровнем упругих микроискажений решетки,
которые весьма устойчивы и не снимаются высокотемпературным отжигом;
3) закрепление дислокаций на частицах тормозит формирование центров рекристаллизации;
4) процесс первичной рекристаллизации развивается при более высокой, чем для чистых металлов, температуре. Число зародышей очень велико,
в результате чего первичная рекристаллизация протекает по механизму,
сходному с возвратом;
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
189
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 16. Дисперсно-упрочненные материалы
5) в определенных условиях возможен аномальный рост зерен (вторичная рекристаллизация). Образующиеся крупные зерна имеют тонкую субструктуру с большой плотностью высокоугловых и малоугловых границ.
Указанные особенности позволяют путем рационального подбора условий деформации и термической обработки формировать структуру, в максимальной степени отвечающую требованиям эксплуатационных свойств
сплавов.
Поверхностное окисление
Этот способ применяется в тех случаях, когда эффективным упрочнителем металла может быть его собственный оксид (например, для получения
дисперсно-упрочненных алюминия, магния, свинца, урана, олова бериллия).
Известно, что чистая металлическая поверхность на воздухе даже при
комнатной температуре практически мгновенно покрывается слоем оксида.
Во время выдержки на воздухе наблюдается заметное замедление окисления
вплоть до достижения характерной для данного металла при данных условиях окисления предельной толщины пленки. Например, для алюминия при комнатной температуре устойчивая пленка окисла имеет толщину порядка 20 А.
Первой стадией получения поверхностно-окисленных порошков является распыление или пульверизация жидкого металла через форсунку струей
сжатого воздуха или другого газа.
Для распыления металл перегревают на 100–150 °С выше температуры
плавления. Разработано большое число методов распыления жидких металлов, для чего используются установки различных конструкций. Ввиду взрывоопасности мелких порошков, особенно таких металлов, как алюминий и
магний, необходимо принимать меры к снижению скорости окисления в процессе распыления. Это достигается, с одной стороны, увеличением размеров
получающихся гранул и, с другой стороны, применением для распыления газов, обладающих пониженной окислительной способностью. Например, при
распылении алюминия используют воздух, обогащенный азотом и содержащий менее 10 % кислорода.
Вследствие указанных причин и очень быстрой скорости охлаждения
металла при распылении получаемые порошки содержат относительно небольшое количество оксидной фазы. Даже для порошков с размером частиц 1 мкм
содержание оксидов не превышает 3 %, обычно же количество оксидов в порошках непосредственно после распыления составляет 0,2–1 %.
Содержание оксидной фазы может быть увеличено дополнительным
окислением при повышенной температуре. При окислений порошка магния,
имевшего средний размер частиц 20 мкм, во вращающейся печи в атмосфере
СО2 при 450 °С за 4 ч содержание MgO удалось увеличить от 0,3 до 1,1 %.
Однако такой путь повышения содержания оксидов не всегда приемлем. Например, свинец при нагревании образует, наряду с оксидом, гидрооксид и
карбонат. Кроме того, увеличение толщины оксидной пленки без изменения
размеров гранул приводит к снижению механических свойств сплавов. От
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
190
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 16. Дисперсно-упрочненные материалы
мечено также, что пленки толщиной более 0,1 мкм склонны к растрескиванию, в результате чего при дальнейшей переработке порошка ухудшается
равномерность распределения упрочняющей фазы.
Наиболее рациональным способом увеличения содержания оксидной
фазы в распыленных порошках является контролируемое изменение удельной поверхности в процессе размола, осуществляемого в шаровых мельницах. При этом первичная пленка оксида легко разрывается, обнажая свежую
поверхность, которая вновь окисляется.
Указанный процесс является основой промышленного способа получения алюминиевых порошков при производстве сплавов типа САП.
Следует иметь в виду, что две контактирующие поверхности алюминия
могут свариваться даже при комнатной температуре, поэтому при обработке
пульверизата в шаровой мельнице конкурируют два процесса – измельчение
и комкование. Это позволяет регулировать степень окисления введением поверхностно-активных веществ, например высокомолекулярных жиров (стеариновая кислота или др.), которые способствуют интенсификации измельчения вследствие проявления эффекта Ребиндера.
Преобладание процесса измельчения над комкованием происходит до
тех пор, пока суммарная поверхность порошка не увеличится настолько, что
введенной жировой добавки станет недостаточно для полного ее покрытия.
При обработке порошка температура в шаровой мельнице повышается до
70–80 °С, что приводит к испарению и выносу жировой добавки. Это определяет связь конечного содержания окисной фазы в порошках с количеством
вводимой жировой добавки и длительностью размола.
В России выпускают порошки А1 + А12О3 трех марок. Близкие по составу
порошки изготовляют в США (ХАР001 с 6 % А12О3, ХАР002 с 7–8 % А12О3,
ХАР003 с 10–11 % А12О3, ХАР004 с 14 % А12О3), Италии (SAP-ISML-4
с 4 % А12О3, SAP-ISML-7 с 7 % A12O3, SAP-ISML-10 с 10 % А12О3, SAP-ISML-14
с 14 % А12О3), ФРГ (SAP960, SAP930, SAP895, SAP865, аналогичные по составу порошкам SAP-ISML) и других странах.
Следует отметить, что в порошках зарубежных марок более жестко
регламентировано содержание упрочняющей фазы и сужен гранулометрический состав. Например, если в порошках АПС размер частиц может колебаться от долей мкм до тысяч мкм, то по стандарту ISML (Институт легких
металлов в Наварре, Италия) размер алюминиевых частиц в порошке лежит в
пределах 70–140 мкм. Естественно, что более жесткое регламентирование
свойств порошков способствует большей стабильности характеристик в получаемых из них дисперсно-упрочненных сплавах.
Аналогично алюминиевым порошкам получают и порошки других металлов. Известны, например, сорта бериллия с содержанием 0,8; 1,2; 2 и 4 %
ВеО, порошки Рb + РbО марки DSBX и другие, предназначенные для производства дисперсно-упрочненных сплавов.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
191
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 16. Дисперсно-упрочненные материалы
Внутреннее окисление
Сущность этого метода заключается в том, что при изотермическом
отжиге в контролируемой окислительной атмосфере порошка, представляющего собой низколегированный твердый раствор значительно отличающихся
по сродству к кислороду металлов, окисляться будет преимущественно тот
компонент, сродство к кислороду которого выше.
Для осуществления внутреннего окисления необходимо выполнение
следующих условий:
1. Матричный металл должен хотя бы в небольших количествах растворять кислород.
2. Скорость диффузии кислорода должна быть существенно выше скорости диффузии легирующего элемента. В противном случае нарушится равномерность распределения упрочняющей фазы за счет сегрегации ее на поверхности частиц порошка.
3. Давление кислорода в системе должно быть ниже равновесной упругости диссоциации окисла матричного металла при температуре проведения
процесса. В противном случае процесс будет осложняться дополнительным
поверхностным окислением.
4. Температура проведения процесса должна быть достаточно высока
для обеспечения технически приемлемой скорости диффузии кислорода.
По своему механизму процесс внутреннего окисления включает этапы
адсорбции молекул кислорода на металлической поверхности, диссоциации
их на атомы, диффузии атомов кислорода в твердой фазе и реакции их с легирующим элементом. Наиболее медленной стадией, определяющей скорость всего процесса, является диффузия кислорода.
Зона внутреннего окисления представляет собой практически чистый
матричный металл со статистически распределенными мелкими частицами
упрочняющей окисной фазы. Глубина зоны внутреннего окисления отделенной четкой границей от зоны твердого раствора, определяется скоростью
продвижения фронта реакции.
Аналитическое выражение функций cО = cО0 (x, τ) и cО = cт0 (x, τ), где
cО0 – предельная растворимость кислорода в сплаве; cт0 – исходная концентрация легирующего элемента в твердом растворе для случая, когда коэффициент диффузии кислорода намного больше коэффициента диффузии растворенного металла, а концентрация кислорода в твердом растворе, наоборот, намного меньше концентрации растворенного металла, приведено в работе Ллойда. Решение соответствующих диффузионных уравнений приводит
к важному выводу о том, что глубина зоны внутреннего окисления связана с
длительностью процесса соотношением
=
δ
2cÎ0 D0
τ,
νcM0
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
192
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 16. Дисперсно-упрочненные материалы
где v = О/М – весовое отношение кислорода к металлу в образующемся упрочняющем окисле.
Вытекающая отсюда независимость скорости перемещения фронта реакции от диффузионной подвижности легирующего металла предопределяет
возможность равномерного распределения в объеме выделяющихся окисных
включений. Скорость перемещения фронта реакции, а следовательно, и размер
образующихся окисных включений, зависят от скорости диффузии кислорода.
Поэтому, например, включения на межкристаллитных границах вследствие повышенной скорости диффузии кислорода всегда мельче, чем в объеме.
Из проведенного количественного анализа процесса зарождения оксида
растворенного элемента при внутреннем окислении следует, что количество
частиц в единице объема для данного значения cО0 обратно пропорционально
кубу расстояния фронта реакции от внешней поверхности. Для фиксированного же положения фронта реакции количество выпадающих частиц прямо
пропорционально кубу молярной доли кислорода на внешней поверхности.
Таким образом, по мере уменьшения скорости продвижения фронта реакции средний размер частиц увеличивается вследствие замедления диффузии кислорода.
Повышение температуры внутреннего окисления, увеличивая скорость
диффузии кислорода, не способствует уменьшению размеров окисных частиц, поэтому наиболее эффективным путем повышения дисперсности упрочняющей фазы при внутреннем окислении является применение возможно более тонких порошков. В простейшем варианте внутреннее окисление может
быть осуществлено нагревом порошка на воздухе. Этот способ применим для
сплавов серебра, так как оксиды последнего неустойчивы. Для сплавов меди
и никеля можно применять поверхностное окисление при низкой (~300 °С)
температуре с последующим отжигом порошка в нейтральной атмосфере или
введение добавок расчетного количества окисла матричноло металла. Для
сплавов на железной основе изучен процесс внутреннего окисления в смеси водорода с водяным паром (10:1), являющейся при температурах 800–1 100 °С
окислителем по отношению к растворенным в железе алюминию, бериллию
или хрому и восстановителем по отношению к FeO.
Образующаяся при внутреннем окислении дисперсная структура характеризуется чрезвычайно малыми размерами упрочняющих частиц. При
прочих равных условиях они тем мельче, чем больше разность свободных
энергий образования упрочняющего окисла и окисла матричного металла.
К настоящему времени накоплен большой фактический материал по
упрочнению стабильными дисперсными частицами практически всех технически важных металлов. Лишь для металлов, сплавы которых применяются
крайне ограниченно (ванадий, тантал и некоторые другие), данные в литературе отсутствуют.
При описании свойств дисперсно-упрочненных сплавов основное внимание уделяется наиболее важным эксплуатационным характеристикам, таким как предел прочности, показатели пластичности, сопротивление ползучести, длительная прочность, жаростойкость. При оценке достигнутого уров
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
193
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 16. Дисперсно-упрочненные материалы
ня свойств в различных системах возникают трудности сопоставления, поскольку даже применительно к одним и тем же сплавам в различных работах
использованы существенно различающиеся схемы получения порошков и
полуфабрикатов. Вместе с тем совершенно очевидно, что по мере совершенствования техники получения полуфабрикатов и оптимизации параметров
деформации и термической обработки свойства практически всех дисперсноупрочненных сплавов будут повышаться.
Анализ особенностей ведения технологического процесса получения
дисперсно-упрочненных материалов позволяет рекомендовать включение в
технологию изготовления спеченных изделий деформацию при высокой
температуре, что значительно повышает плотность и прочность готового
продукта.
Контрольные вопросы
1. Назовите способы получения дисперсно-упрочненных спеченных
материалов.
2. В каких случаях применяется метод поверхностного окисления?
3. В чем заключается сущность метода внутреннего окисления?
4. Назовите способ увеличения содержания оксидной фазы в распыленных порошках.
5. Перечислите основные условия для осуществления внутреннего
окисления.
6. Назовите основные этапы процесса внутреннего окисления.
7. Что представляет собой зона внутреннего окисления?
Лекция 17.
Дисперсно-упрочненные сплавы
План лекции
1. Характеристики дисперсно-упрочненных алюминиевых материалов.
2. Свинец.
3. Материалы на основе меди и благородных металлов.
4. Дисперсно-твердеющие спеченные сплавы.
Характеристики дисперсно-упрочненных
алюминиевых материалов
Дисперсно-упрочненные алюминиевые сплавы появились как результат
работ по исследованию возможности изготовления различных деталей из по
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
194
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 17. Дисперсно-упрочненные сплавы
рошков. Было обнаружено, что присутствующие в порошках оксиды способствуют существенному повышению жаропрочности и сопротивления ползучести.
Вследствие того, что кислород в алюминии практически не растворяется, а образующаяся на частицах алюминия при распылении жидкого металла
оксидная пленка является очень плотной, создается возможность сравнительно простыми технологическими приемами получать сплавы с разным содержанием весьма тонкой и равномерно распределенной упрочняющей фазы.
С увеличением содержания упрочняющей фазы характеристики прочности непрерывно растут, однако с целью наилучшего сочетания прочности
и пластичности как в зарубежных марках SAP (Sintered Aluminum Product),
так и в отечественных САП (спеченный алюминиевый порошок) содержание
А12О3 лежит в пределах 4–14 %. Наиболее распространены в промышленности сплавы со средним содержанием окисной фазы 7 % (САП-1, SAP-930),
10–11 % (САП-II, SAP-I89I5) и 13–14 % (САП-III, SAP-865).
Прочность и твердость спеченного материала повышается с увеличением содержания оксида, т.е. с уменьшением расстояния между частицами
(рис. 81).
Рис. 81. Механические свойства САП
в зависимости от содержания Al2O3
Примечательно, что дисперсно-упрочненные алюминиевые славы обладают высокой прочностью до 500 °С, что объясняется стабильностью частиц Al2O3 (рис. 82). Относительная прочность САП с увеличеснием количества добавок существенно возрастает (рис. 83).
Алюминиевые спеченные сплавы, аналогичные САП, могут изготавливаться методом « механического легирования». Фаза-упрочнитель получается при измельчении. В постоянной смене операций измельчения и « восстановительной сварки», при которой фаза-упрочнитель вводится в место « непровара», образуется достаточно крупнозернистый композиционный поро
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
195
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 17. Дисперсно-упрочненные сплавы
шок с относительно равномерной дисперсией. Особенно хорошие результаты
получаются при размалывании пламенной сажи (рис. 82, кривая 4), которая
при операции реактивного размалывания или при тепловом прессовании
вступает в реакцию с алюминием до образования частичек Al4C3. Они обладают таким же эффектом дисперсного упрочнения, как и Al2O3 в САП.
Рис. 82. Зависимость твердости и прочности различных алюминиевых
материалов от температуры: 1 – алюминий 99 %-й, мягкий; 2 – сплав
AlZnMgCu1,5; 3 – САП с 10 % Al2O3; 4 – Al с 4 % С (Al4C3)
Рис. 83. Зависимость относительной прочности дисперсно-упрочненных алюминиевых сплавов от количества добавок ( 0σ– прочность
чистого алюминия): 1 – упрочненный СAl4C3; 2 – САП (Al2O3)
Дисперсно-упрочненные алюминиевые сплавы применяют в авиационной технике, где они в ряде случаев могут заменить титановые сплавы, а
также в реакторостроении. Например, листы САП используют для изготовления деталей типа жалюзи и обшивки гондол силовых установок в зоне выхлопа, что позволяет на 30–40 % снизить вес каждого изделия.
Для ядерной техники существенным положительным качеством сплавов типа САП является их высокая радиационная стойкость. Прочность
образцов SAP-865 практически не снижалась после облучения с дозой
до 4∙1020 нейтрон/см2. Высокая коррозионная стойкость в органических теп
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
196
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 17. Дисперсно-упрочненные сплавы
лоносителях и воде, а также хорошая совместимость с UO2 позволяют применять САП для изготовления оболочек тепловыделяющих элементов и труб
теплообменников.
Свинец
Из-за чрезвычайно малой растворимости кислорода в твердом свинце
эффективным упрочнителем для него является собственный оксид. Кроме того, фазой-упрочнителем являются нерастворившиеся в твердом свинце частицы никеля и меди. В первом случае используется распыленный свинцовый
порошок, который для повышения содержания оксида размалывается в шаровой мельнице, а затем прессуется в готовое изделие. Во втором случае при
получении композиционных порошков на основе Pb–Cu и Pb–Ni учитывается
ограниченная растворимость никеля и меди в расплавленном свинце; гомогенный расплав распыляется сжатым воздухом.
B процессе распыления жидкого свинца и размола пульверизата на поверхности частиц порошка образуется слой низкотемпературной тетрагональной модификации β-РbО.
При комнатной температуре пределы прочности и текучести линейно
растут с повышением содержания РbО. Темп прироста прочности составляет
примерно 0,5–0,6 кгс/мм2 на 1 % оксида. Влияние упрочняющей фазы на ползучесть при комнатной температуре характеризуется следующими данными:
если для чистого свинца время до разрушения при напряжении 1 кгс/мм2 составляет 30 мин, то для сплава Pb + 1,5 % РbО при напряжении 1,4 кгс/мм2
разрушения не наблюдается после 1000 ч испытаний.
Рис. 84. Прочность свинцовых сплавов: 1 – чистый свинец; 2 – Pb + 8 % Sb; 3 –
Pb + 1 % PbO; 4 – Pb + 6 % Pb
Температурная зависимость прочности дисперсно-упрочненного свинца, чистого свинца и сплава Рb + 8 % Sb сопоставлена на рис. 84.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
197
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 17. Дисперсно-упрочненные сплавы
Видно, что сплав Рb + 6 % РbО при 200 °С (0,8Тпл) имеет ту же прочность, что и чистый свинец при комнатной температуре (0,5Тпл).
Термическая стабильность структуры дисперсно-упрочненного свинца
проявляется в практически полном отсутствии роста зерен при длительном
нагреве. Например, после отжига в течение 7 суток при 250 °С размер зерен
не превышал 0,02 мкм, тогда как у чистого свинца после деформации и рекристаллизации при комнатной температуре зерно вырастает до 20 мм.
Длительная прочность дисперсно-упрочненного свинца при температуре 80 °С примерно в пять раз выше, чем у чистого свинца; еще более высокой
длительной прочностью обладают сплавы, дополнительно легированные небольшими добавками сурьмы.
Образцы тонких лент, полученных прокаткой мелкозернистых свинцовых порошков, показали 100-часовую длительную прочность до 1,5 кгс/мм2
при 150 °С и до 0,7 кгс/мм2 при 200 °С.
Усталостная прочность дисперсно-упрочненного свинца также выше, чем
у чистого свинца. В случае испытаний плоских образцов сплава Рb + 4,5 % РbО
при знакопеременном плоском изгибе установлено, что для одной и той же
амплитуды деформации время до разрушения дисперсно-упрочненного
свинца в 10–20 раз превышает время до разрушения чистого свинца. Как
и чистый свинец, дисперсно-упрочненный свинец в вакууме выдерживает
в 8–9 раз больше циклов (рис. 85).
Рис. 85. Изменение прочности при знакопеременном изгибе (n = 1 400 мин-1) сплавов свинца с сурьмой и дисперсноупрочненного свинца с PbO и Ni на воздухе (●) и в 60 %-й H2SO4 (о): 1 – PbSb9K; 2 –
Pb – 6,7 % (объем.) PbO; 3 –
Pb – 1,9 % (объем.) Ni
Для соединения деталей из дисперсно-упрочненного свинца между собой, а также с деталями из других сплавов свинца можно применять холодную сварку. При деформации плоским пуансоном с обжатием более 50–60 %
обеспечивается равнопрочность соединения с основным материалом. В зоне
шва повышения электросопротивления не наблюдается.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
198
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 17. Дисперсно-упрочненные сплавы
В настоящее время до 80 % добываемого свинца используют в кислотных аккумуляторах и для изготовления оболочек кабелей. Кроме того, свинец широко применяют в химической промышленности и ядерной технике.
В каждой из перечисленных областей применение дисперсно-упрочненного
свинца сулит большие преимущества.
По сравнению со сплавами свинца с сурьмой, которые в настоящее время
идут для изготовления пластин аккумуляторов, дисперсно-упрочненный свинец
имеет на 20 % более высокую электропроводность (примерно 0,9 от электропроводности чистого свинца) и меньшую скорость ползучести при повышенных температурах. Это позволяет эксплуатировать аккумуляторы с пластинами из дисперсно-упрочненного свинца при температурах, при которых
обычные пластины не выдерживают собственного веса. Кроме того, при эксплуатации сплавов, содержащих сурьму, возможны выделения стибина.
Для изготовления аккумуляторных пластин из дисперсно-упрочненного
свинца пригодны обычные методы вырубки и штамповки, сетчатые пластины
можно плести из проволоки.
Уменьшение толщины оболочек высоковольтных кабелей вследствие
применения дисперсно-упрочненного свинца может дать большой выигрыш
в весе. Для производства таких оболочек могут использоваться существующие экструзионные прессы.
Те же преимущества дисперсно-упрочненного свинца могут выгодно
проявиться в таких областях, как камерный способ получения серной кислоты, облицовка ванн для электролитического хромирования и др. В США дисперсно-упрочненный свинец в виде листов используется в ядерной технике
для экранирования реакторов.
Материалы на основе меди и благородных металлов
К дисперсно-упрочненным материалам на основе меди и серебра применимо внутреннее окисление – способ, используемый преимущественно для
получения фазы-упрочнителя в этой группе композитов. Исходным материалом является гомогенный сплав – главный компонент матрицы, содержащий,
кроме того, незначительное количество других элементов, которые при внутреннем окислении образуют упрочняющую оксидную фазу. Растворенный
вторичный компонент образует оксид, энтальпия которого более отрицательна, чем оксида основного компонента. Вторичными компонентами могут
служить неблагородные металлы: Cd, Be, Mg, Al, Si, Th, Y, образующие термодинамические оксиды. Поэтому в благородном металле матрицы должно
раствориться достаточное количество кислорода; скорость диффузии кислорода в сплаве должна быть больше, чем растворенных атомов металла.
Зависимость между продолжительностью отжигаτ, необходимого для
получения внутренней оксидированной зоны толщиной х, парциальным давлением кислорода в атмосфере отжига рО и концентрацией растворенного в
сплаве компонента сМе, подлежащего оксидированию, выражена уравнением
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
199
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 17. Дисперсно-упрочненные сплавы
К = 2q0D0pО0,5– 1,68 сМе DMeR /[сМеR + q0pО0,5/3],
К = х2/ τ,
где К – постоянная скорости внутреннего окисления; q0 – постоянная, зависящая от температуры и выведенная по закону Сивертса; DMe, D0 – коэффициенты диффузии металла, подлежащего окислению, и кислорода; R – соотношение ионов кислорода и металла в оксиде.
Исходя из представленных уравнений следует отметить, что можно
увеличить скорость и сократить время оксидирования; для этого необходимо
уменьшить содержание «неблагородных» компонентов, повысить парциальное давление кислорода и температуру и снизить до минимальной толщину
оксидируемой зоны. Можно подвергать внутреннему окислению компактные
детали и легированные порошки.
Среди возможных вариантов сплавов на медной основе наиболее исследованы сплавы с оксидом алюминия, получаемые механическим легированием, осаждением из раствора и внутренним окислением. При одинаковой
прочности электропроводность дисперсно-упрочненных сплавов выше, чем
сплавов, представляющих собой упрочненный твердый раствор (рис. 86).
Рис. 86. Свойства дисперсно-упрочненного сплава Cu–Al2O3 при комнатной
температуре в зависимости от содержания Al2O3 (сплав получен внутренним
окислением): 1 – предел прочности при растяжении; 2 – относительное удлинение при разрыве; 3 – твердость; 4 – относительная электропроводность
Важное техническое значение имеют относящиеся к этой группе контактные материалы на основе Ag–CdO и Ag–Ni. Для изготовления серебряных контактов, дисперсно-упрочненных оксидом кадмия, в одинаковой мере
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
200
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 17. Дисперсно-упрочненные сплавы
применяются внутреннее окисление и осаждение из растворов; сплав на основе Ag-Ni получают по схеме:
1) получение водного раствора нитратов серебра и никеля;
2) выделение осадка введением в раствор гидрокарбоната (МеНСО3)
щелочи, при этом образуется очень тонкая кристаллическая смесь карбонатов
Ag2CO3 и NiCO3;
3) нагрев при 110–150 °С, при этом образуется смесь порошков Ag и NiO;
4) восстановление NiO при 600 °С (конечный продукт – смесь порошков на основе Ag–Ni.
Дисперсно-твердеющие спеченные сплавы
Спрос на высокопрочные спеченные детали и фрикционные материалы, выдерживающие большие нагрузки, дает толчок к энергичному производству изделий из дисперсно-твердеющих сплавов, получаемых методом
порошковой металлургии.
В случае, когда при изготовлении спеченных материалов необходимо
использовать эффект спекания с образованием твердого раствора, учитывая
связанную с ним деформацию, применяют порошковую смесь из заранее легированных компонентов. Дисперсно-твердеющие спеченные стали, спеченные жаропрочные сплавы обрабатываются другими методами и поэтому ограничимся рассмотрением бронзы и сплавов на медно-титановой основе.
Среди всех известных сплавов цветных металлов самым сильным эффектом дисперсионного твердения обладают медно-бериллиевые сплавы.
Однако из-за незначительной скорости диффузии бериллия в меди при низкой температуре происходит крайне медленное образование твердого раствора. С появлением жидкой фазы при температуре более 875 °С (4,3 % Ве) в
процессе гомогенизации растворение заметно ускоряется, однако появление
жидкой фазы и быстрое образование твердого раствора вызывают не поддающуюся контролю деформацию материала. В процессе спекания заготовка
вспухает (рис. 87).
Этот недостаток нельзя устранить даже после предварительного легирования. Для получения наибольшего эффекта дисперсионного твердения
при изготовлении спеченных бронз системы Cu–Ni–Sn необходим сильно пересыщенный раствор. Тройные сплавы системы Cu–Fe–Sn и Cu–Mn–Sn в
равной мере подвержены дисперсионному твердению, поэтому никельсодержащие сплавы можно заменить более дешевыми ферромарганцевыми. Рассмотрим характер дисперсионного твердения и увеличения твердости нескольких спеченных сплавов системы Cu–Ni–Sn–Mn (рис. 88).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
201
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 17. Дисперсно-упрочненные сплавы
Рис. 87. Характеристики спеченного при tсп медного сплава (2 % Be):
1 – прочность при изгибе; 2 – относительная плотность; 3 – деформация
Рис. 88. Твердость спеченной бронзы (5,8 % Ni, 9,8 % Sn, 6 % FeMn)
после отпуска при температуре, °С: 1 – 371; 2 – 427; 3 – 478; 4 – 538;
5 – 538 (без дополнительного уплотнения после спекания или
с последующим уплотнением при 50 кН/см2)
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
202
РАЗДЕЛ 7. СПЕЧЕННЫЕ ДИСПЕРСНО-УПРОЧНЕННЫЕ И ДИСПЕРСНО-ТВЕРДЕЮЩИЕ МАТЕРИАЛЫ
Лекция 17. Дисперсно-упрочненные сплавы
После относительно короткого времени отпуска в широком диапазоне
температур заметно проявляется (рис. 88) эффект дисперсионного твердения,
следствием которого является увеличение исходной твердости более чем
вдвое. Эти сплавы весьма чувствительны к соблюдению условий дисперсионного твердения, поэтому увеличение времени отпуска постепенно приводит к повторному разупрочнению.
При получении дисперсно-твердеющих сплавов системы Cu–Ti возникают трудности, обусловленные сильной склонностью титана к окислению.
При отпуске сплавов, охлажденных из состояния гомогенного твердого раствора, сначала получается модулированная структура, вслед за которой выделяется метастабильная β' -фаза (максимум твердости). При появлении равновесной фазы, дискретно выделяющейся по границам зерен, твердость
снова уменьшается. Спекание, применяемое при изготовлении сплава из
смеси порошков титана и меди, в высшей степени благоприятно воздействует на титан.
Гомогенизация при спекании ограничена несколькими минутами, однако этого достаточно для увеличения твердости; отпуск может быть связан с
горячей деформацией при последующем уплотнении. Хорошая спекаемость
медно-титановой матрицы позволяет вводить в нее до 50 % неметаллических
компонентов.
Итак, с учетом накопленного опыта можно заключить, что меднотитановые сплавы целесообразнее использовать в качестве высокопрочной
матрицы для спеченных фрикционных материалов.
Контрольные вопросы
1. Как влияют присутствующие в порошках оксиды на свойства изделий?
2. Как изменяется прочность и твердость спеченного материала с увеличением содержания оксида?
3. В каких областях может применяться дисперсно-упрочненный свинец?
4. Что является основой для изготовления дисперсно-упрочненных материалов на основе меди и серебра?
5. Какие сплавы обладают самым сильным эффектом дисперсионного
твердения?
6. Назовите трудности, возникающие при получении дисперснотвердеющих сплавов системы Cu–Ti.
7. Назовите область применения медно-титановых сплавов.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
203
ЧАСТЬ 3.
ВЫСОКОТЕМПЕРАТУРНЫЕ
И ЖАРОПРОЧНЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
РАЗДЕЛ 8.
ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 18.
Общие сведения о тугоплавких металлах.
Производство полуфабрикатов и изделий
План лекции
1. Вольфрам и молибден.
2. Тантал и ниобий.
3. Титан и цирконий.
4. Производство полуфабрикатов и изделий.
5. Спекание вольфрама, молибдена и тантала.
Тугоплавкие металлы: вольфрам, молибден, тантал, ниобий и их сплавы широко используются в порошковой металлургии. Причиной тому послужила возросшая потребность в этих металлах со специфическими физическими и механическими свойствами, особенно при высоких температурах, в
быстро развивающихся отраслях промышленности: электротехнике, вакуумной технике и электронике. Кроме того, эти металлы в свое время нельзя было получить способом плавки на существовавших тогда плавильных установках. С развитием мощных вакуумных электродуговых и электроннолучевых печей плавкой получают только молибден. С целью получения металлов высокой чистоты используют специальные методы плавки. Однако
они требуют значительных затрат, связанных с созданием специальной технологии и соответствующего оборудования.
Поэтому для производства массовой продукции гораздо экономичнее
оказывается метод порошковой металлургии, который наряду с достаточной
экономичностью гарантирует высокую вязкость полуфабриката, его предпочитают использовать при производстве листов, ленты, проволоки, профилей
из вольфрама, молибдена и тантала.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
204
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 18. Общие сведения о тугоплавких металлах. Производство полуфабрикатов и изделий
Вольфрам и молибден
Вольфрам и молибден – элементы VI побочной группы периодической
системы и обладают близкими физико-механическими и химическими свойствами. По внешнему виду компактные металлы похожи на сталь. Они кристаллизуются в решетке объемно-центрированного куба с периодом
а = 0,3164 нм (W) и а = 0,314 нм (Мо). Механические свойства вольфрама и
молибдена в большей мере зависят от их чистоты, предшествующей механической и термической обработке. Ковку, волочение и прокатку металлов ведут при нагревании, причем молибден несколько легче поддается механической обработке давлением, чем вольфрам.
Металлы отличаются высокой температурой плавления, низким давлением паров даже при 2 000 °С и малым температурным коэффициентом линейного расширения. Относительно малое сечение захвата тепловых нейтронов (в семь раз меньше, чем у вольфрама) позволяет применять молибден в
качестве конструкционного материала в ядерных реакторах.
На воздухе вольфрам и молибден устойчивы. Заметное окисление их
наступает при 400–500 °С, при более высоких температурах происходит быстрое окисление. При 600–700 °С пары воды быстро окисляют металлы.
С азотом молибден реагирует при температуре выше 1 500, вольфрам –
выше 2 000 °С с образованием нитридов, которые в отсутствие нитрирующего агента разлагаются при нагревании до 700–800 °С.
Твердый углерод и углеродсодержащие газы при 1 000–1 200 °С взаимодействуют с вольфрамом и молибденом с образованием карбидов (WC,
W2C, Mо2C). Небольшие примеси карбидов и металлах вызывают их хрупкость и сильно понижают электропроводность. Фтор взаимодействует с
вольфрамом и молибденом при комнатной температуре. Хлор интенсивно
реагирует с этими металлами при 800–1 000 °С с образованием летучих WC16
и MоCl5 (tкип 337 и 268 °С соответственно). Пары иода с вольфрамом и молибденом не реагируют.
Пары серы и селена, а также H2S и H2Se при температуре более 400 °С
взаимодействуют с металлами, образуя дихалькогениды WS2, MoS2, WSe2 и
MoSe2.
Вольфрам на холоде практически устойчив против действия соляной,
серной, азотной и плавиковой кислот любой концентрации, а также царской
водки. При нагревании до 80–100 °С происходит медленная коррозия металла в этих кислотах (кроме плавиковой). Вольфрам быстро растворяется в
смеси азотной и плавиковой кислот.
Молибден устойчив на холоде в соляной и серной кислотах, но медленно корродирует при 80–100 °С. В азотной кислоте и царской водке при
нагревании он быстро растворяется. Хорошим растворителем молибдена
служит смесь из 5 объемов HNO3, 3 объемов H2SO4 и 2 объемов воды.
Вольфрам в этой смеси не растворяется, что используют в производстве
вольфрамовых спиралей для растворения молибденовых кернов после навив
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
205
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 18. Общие сведения о тугоплавких металлах. Производство полуфабрикатов и изделий
ки вольфрамовой нити. В холодных растворах щелочей вольфрам и молибден
устойчивы, но несколько разъедаются при нагревании.
Тантал и ниобий
Тантал и ниобий относятся к V побочной группе периодической системы элементов. Они обладают близкими химическими и физическими свойствами и в рудном сырье обычно сопутствуют друг другу, поэтому металлургию этих металлов рассматривают совместно.
Тантал и ниобий – металлы серо-стального цвета. Тантал имеет слегка
синеватый оттенок Чистые металлы пластичны и могут быть прокатаны в
топкий лист в холодном состоянии без промежуточных отжигов.
Тантал и ниобий имеют высокие температуры плавления и кипения,
более низкую работу выхода электронов по сравнению с другими тугоплавкими металлами, высокую (особенно для ниобия) температуру перехода в состояние сверхпроводимости.
При обычной температуре тантал и ниобий устойчивы на воздухе. Начало
окисления (пленки побежалости) наблюдается при нагревании до 200–300 °С,
при температуре выше 500 °С происходит быстрое окисление с образованием
окислов Nb2O5 и Та2О5.
Характерное свойство тантала и ниобия – способность поглощать газы –
водород, азот, кислород. Небольшие примеси этих элементов сильно влияют
на механические и электрические свойства
Водород активно поглощается танталом при 500, ниобием – при 360 °С
с образованием твердых растворов и гидридов. При нагревании в вакууме
выше 600 °С водород удаляется и механические свойства металлов восстанавливаются.
Азот поглощается танталом и ниобием при 600 °С, при более высокой
температуре образуются нитриды NbN и TaN, которые плавятся, соответственно, при 2 300 и 3 087 °С, а также нитриды другого состава.
Углерод и углеродсодержащие газы (СН4, СО) при 1 200–1 400 °С
взаимодействуют с металлами с образованием твердых и тугоплавких карбидов ТаС и NbC (плавятся при 3 880 и 3 500 °С соответственно). С бором и
кремнием тантал и ниобий образуют тугоплавкие и твердые бориды и силициды. Тантал и ниобий устойчивы против действия соляной, серной, азотной,
фосфорной и органических кислот любой концентрации на холоде и при
100–150 °С. По стойкости горячих соляной и серной кислотах тантал превосходит ниобий. Металлы растворяются в плавиковой кислоте и интенсивно в
смеси плавиковой и азотной кислот. Горячие растворы едких щелочей заметно действуют на тантал и ниобий.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
206
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 18. Общие сведения о тугоплавких металлах. Производство полуфабрикатов и изделий
Титан и цирконий
Титан и цирконий – элементы IV побочной группы периодической системы элементов. По внешнему виду они напоминают сталь. Чистые металлы
ковки и хорошо поддаются механической обработке и обработке давлением.
Некоторые физико-механические свойства титана, циркония (а также
аналога циркония – гафния) приведены ниже.
Физические и особенно механические свойства титана и циркония
сильно зависят от их чистоты. Характерное свойство этих материалов – способность растворять кислород, водород и азот. Примеси этих элементов делают титан и цирконий хрупкими.
На воздухе металлы устойчивы. При нагревании до 400–600 °С они покрываются окисной пленкой, затрудняющей дальнейшее окисление. При более высокой температуре одновременно с увеличением скорости окисления
происходит растворение кислорода, что сильно понижает пластичность металлов.
Активное поглощение водорода титаном и цирконием наблюдается при
300–400 °С с образованием твердых растворов и гидридов (TiH1,63-2; ZrH1,54-1,63).
В отличие от кислорода и азота, водород можно удалить из титана и циркония
нагреванием в вакууме при 800–1 000 °С. При температуре выше 800–900 °С металлы быстро поглощают азот и активно взаимодействуют с углеродсодержащими газами (СО, СН4).
С азотами и углеродом они образуют твердые и тугоплавкие соединения – нитриды и карбиды.
Титан и цирконий при повышенных температурах реагируют с серой и
сероводородом с образованием дисульфидов. С галогенами металлы взаимодействуют при 100–200 °С с образованием низкокипящих или легковозгоняющихся хлоридов, фторидов и иодидов.
По коррозионной стойкости титан близок к хромоникелевой быстрорежущей стали. Металл не корродирует в холодной и кипящей воде, практически стоек в азотной кислоте любой концентрации на холоде и при нагревании, разбавленной (до 10 %) серной кислоте на холоде, достаточно стоек в
разбавленной соляной кислоте (5–10 %-й) на холоде.
Титан растворяется в плавиковой кислоте. Коррозионная стойкость титана в кислотах (НС1, H2SO4, HNO3) улучшается при легировании рядом металлов: цирконием, ванадием, ниобием, танталом, молибденом или вольфрамом. В растворах щелочей (до концентрации 20 %) на холоде и при нагревании титан стоек. Важное значение имеет коррозионная стойкость титана в
морской воде.
По коррозионной стойкости цирконий и гафний превосходят титан и
приближаются к танталу и ниобию. При температурах до 100 °С они не корродируют в соляной и азотной кислотах любой концентрации и серной кислоте концентрации до 50 %. Металлы устойчивы на холоде в царской водке,
растворяются при нагревании в плавиковой и концентрированной серной кислотах. Оба металла не корродируют в растворах щелочей при температуре
кипения.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
207
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 18. Общие сведения о тугоплавких металлах. Производство полуфабрикатов и изделий
Производство полуфабрикатов и изделий
Переработка порошков из вольфрама, молибдена и тантала в пластичный полуфабрикат и последующее изготовление деталей осуществляются
классическими методами прессования, спекания, горячей и холодной деформации. Чтобы гарантировать на всех стадиях переработки необходимые технологические свойства полуфабрикатов, зависящие в первую очередь от
структуры и соответствующие запросам различных заказчиков, необходимо
обеспечить химическую чистоту и оптимальные размеры частиц исходных
порошков. Это прежде всего относится к вольфраму и молибдену. Размеры
частиц исходных порошков этих металлов в значительной степени зависят от
контролируемых условий осаждения или кристаллизации, температуры в
процессе ступенчатого водородного восстановления оксидов, влажности и
скорости потока восстановительного газа. Обычно для изготовления полуфабрикатов применяют вольфрамовый или молибденовый порошок со средним размером зерен 2–10 мкм. Танталовый порошок, полученный другим
способом, может иметь более грубые фракции зерен со средним размером до
100 мкм, поскольку тантал хорошо деформируется. Танталовый порошок,
полученный восстановлением щелочными металлами, мелкий и пористый, а
изготовленный электролизом, – крупный и плотный.
При производстве прутков и фасонных деталей порошки уплотняются
на гидравлических прессах в стальных пресс-формах. Хрупкий вольфрамовый порошок, с большим трудом поддающийся уплотнению, для облегчения
прессования смешивается с добавками-стеаратами или растворенным в бензине парафином. Порошки молибдена и тантала обычно прессуют без добавок, однако при необходимости применяют пластификаторы. Вольфрам
прессуют с усилием 40–60 кН/см2, молибден и мелкозернистый порошок тантала, полученный восстановлением, с усилием 20–30 кН/см2, крупнозернистый танталовый порошок, полученный электролизом расплава, – с усилием
до 80 кН/см2. Во избежание растрескивания танталовых заготовок давление
прессования по достижении максимума постепенно снижают.
Спекание вольфрама, молибдена и тантала
Прессованные заготовки из порошков W, Мо и Та, а также из легированных порошков на базе этих металлов, предназначенных для получения
соответствующих сплавов, спекаются при прямом нагреве пропускаемым через них электрическим током (метод Кулиджа) или при косвенном нагреве в
высокотемпературных печах. Вольфрам спекают только по методу Кулиджа,
заключающемуся в том, что через предварительно спеченные прессованные
заготовки в виде прутков квадратного или прямоугольного сечения пропускается электрический ток, и заготовки нагреваются до необходимой для спекания температуры. Этот метод пригоден только для получения прутков неболь
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
208
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 18. Общие сведения о тугоплавких металлах. Производство полуфабрикатов и изделий
ших и средних размеров или блоков массой до 10 кг и сечением до 50 см2. При
спекании тантала с более низкой температурой плавления, а тем более молибдена, используют косвенный нагрев.
Спекание с косвенным нагревом требует гораздо больших затрат электроэнергии, чем спекание с непосредственным прохождением тока через заготовки. Однако при косвенном нагреве температура по объему заготовки
распределяется более равномерно, поэтому заготовки обладают более однородной структурой, что благоприятно сказывается при их дальнейшей обработке и на свойствах конечного продукта. При спекании сильными токами
(нагреве методом электросопротивления) или получении заготовок большого
сечения возникает перегрев, вызывающий сначала рекристаллизацию, а затем расплавление металла. В этот момент в заготовке появляются пустоты
(перемычки плавления). Учитывая это явление, размеры сечения заготовок,
спекаемых при прямом пропускании тока, ограничивают.
При спекании с прямым нагревом рабочая температура спекания приближается к температуре плавления соответствующего материала; при спекании с косвенным нагревом рабочая температура меньше 0,85 Тпл (для молибдена это 1 600–1 700 °С), зато процесс спекания более продолжителен.
Спекание с косвенным нагревом применяют для получения деталей сложной
формы или больших размеров. Таким способом производят крупные вольфрамовые прутки и блоки массой до 200 кг, которые иногда используют в ракетной технике. Цилиндрические и трубчатые заготовки предварительно уплотняют изостатическим прессованием. Для интенсификации спекания и получения плотных и прочных изделий (при низких температурах спекания)
проводят ряд мероприятий. При обработке вольфрама они заключаются в
том, что в вольфрамовый порошок добавляют 0,1 % (по массе) Ni или Pd.
Другим, но менее эффективным методом, применяемым при обработке фасонных деталей из вольфрама и молибдена, является спекание во влажной водородной атмосфере. Происходящие при этом окислительно-восстановительные реакции ускоряют процесс спекания. Это объясняется «активацией»
течения в поверхностных слоях.
Прессованные заготовки из молибдена и тантала, нагреваемые при спекании проходящим через них электрическим током, имеют достаточную прочность, чтобы не разрушиться при последующей обработке. Вольфрамовые заготовки вначале подвергают предварительному спеканию при 1 000–1 400 °С
в проходных печах с водородной атмосферой. При этом происходит и рафинирование. Плотность вольфрама после спекания составляет 10–13 г/см3.
Плотность заготовок из молибдена и тантала составляет 2/3 плотности компактного металла.
По методу Кулиджа можно нагревать заготовки размерами от 8×8×200
до 30×80×1 000 мм. Из крупных заготовок – прутков и заготовок круглого
поперечного сечения вырезают образцы квадратного сечения; из листового и
полосового проката-образцы прямоугольного сечения. На современных установках спекают образцы длиной до 1 200 мм.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
209
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 18. Общие сведения о тугоплавких металлах. Производство полуфабрикатов и изделий
Спекание вольфрамовых заготовок при прямом нагреве электрическим
током проводится при 2 800–3 100 °С, молибденовых – при ≤ 2 200 °С. Атмосферой служит водород, расход которого составляет 3–5 л/ч. В процессе спекания происходит довольно заметная усадка образцов (для вольфрама 16–18 %),
которая может привести к разрыву электрической цепи. Поэтому необходимо
по крайней мере одну токоподводящую клемму сделать подвижной. По мере
уплотнения спекаемого материала уменьшается его электросопротивление,
поэтому, чтобы исключить перегрев металла и тем самым избежать изменения его структуры, необходимо контролировать и регулировать силу тока.
Ускоренное спекание сопровождается более или менее сильным ростом зерна, а чтобы ограничить его, необходимо сократить продолжительность спекания. Кроме того, для ограничения роста зерна в порошок вольфрама (реже
молибдена) добавляют 0,03–1,5 % оксидов и силикатов щелочных металлов.
Эти компоненты препятствуют появлению крупного зерна не только при высокотемпературном спекании и последующей горячей деформации, но и при
высоких температурах в процессе длительной эксплуатации (например,
вольфрамовой проволоки в лампах накаливания). Большая часть компонентов испаряется при спекании, и только незначительная доля в тонкодисперсной форме остается в структуре сплава, благодаря чему рекристаллизация в
значительной мере подавляется.
Тантал взаимодействует с углеродом, азотом и кислородом. При реакции с водородом он образует гидриды, которые сильно охрупчивают материал. Предрасположенность тантала газонасыщению заставляет спекать его в
условиях глубокого вакуума. При спекании в глубоком вакууме одновременно удаляются остаточные загрязнения, проникшие в порошок при электролизе расплава. По этой причине при прессовании отказываются от получения
заготовок высокой плотности, поскольку это препятствует рафинированию.
Чтобы предотвратить преждевременное уплотнение, которое мешает выходу
газа и приводит к разбуханию образцов в процессе спекания, осуществляют
длительный ступенчатый нагрев прессованной танталовой заготовки до температуры спекания. В процессе нагрева в диапазоне 400–800 °С удаляется
водород, при 800–1 200 °С пропадают следы щелочных металлов и фторидов,
выше 22000С удаляются некоторые оксиды и азот. Спекание до высокой
плотности (при 2 500–2 700 °С) проводят только в том случае, если загрязнения полностью удалены. Спекание вольфрама и молибдена с нагревом методом электросопротивления заканчивают через 2–3 ч; тантал спекают в течение 8–10 ч.
При переработке крупного танталового порошка не ограничиваются
только спеканием: полученные таким способом образцы отличаются значительной пористостью. Для повышения плотности они подвергаются холодной деформации 5–20 %) и повторно спекаются в вакууме при температуре,
близкой к точке плавления. Промежуточная деформация исключает сильный
рост зерна.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
210
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 18. Общие сведения о тугоплавких металлах. Производство полуфабрикатов и изделий
Таким образом, тугоплавкие металлы: вольфрам, молибден, тантал,
ниобий и их сплавы широко используются в быстроразвивающихся отраслях
промышленности ввиду специфичности их физических и механических
свойств, особенно при высоких температурах. Для их массового производства гораздо экономичнее использовать метод порошковой металлургии.
Контрольные вопросы
1. В чем заключаются преимущества методов порошковой металлургии при производстве высокотемпературных и жаропрочных материалов и
изделий?
2. Назовите основные физико-химические свойства вольфрама и молибдена.
3. Какими методами производится переработка порошков из вольфрама, молибдена и тантала в пластичный полуфабрикат и последующее изготовление деталей?
4. Какой метод применяется при спекании изделий из вольфрама?
5. В чем отличие спекания с косвенным нагревом в сравнении с непосредственным прохождением тока через заготовки?
6. Изделия какого размера получают по методу Кулиджа?
7. Назовите особенности спекания танталовых изделий.
Лекция 19.
Дополнительная обработка спеченных изделий
План лекции
1. Обработка изделий из тантала.
2. Производство полуфабрикатов из вольфрама.
3. Производство полуфабрикатов из молибдена.
Обработка изделий из тантала
Спеченные изделия из тантала отличаются хорошей пластичностью
уже при комнатной температуре и могут обрабатываться холодной прокаткой, ковкой и волочением. Это возможно благодаря тому, что охрупчивающие элементы Н, О, N и С были удалены в процессе спекания или же в исходном материале. Несмотря на то что растворимость этих элементов в решетке тантала на порядок выше растворимости их в решетках вольфрама и
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
211
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 19. Дополнительная обработка спеченных изделий
молибдена, превышение определенного содержания этих элементов влияет
на обрабатываемость тантала. На рис. 89 показана зависимость прочности
при растяжении и пластичности тантала от содержания кислорода.
Рис. 89 . Зависимость механических свойств тантала
от содержания кислорода
В настоящее время разработаны промышленные методы получения
достаточно чистого тантала с общим содержанием элементов внедрения
(О, N и С) < 0,2 %, что позволяет больше использовать деформируемость
этого материала. Дважды спеченный тантал хорошо деформируется в холодном состоянии: спеченные образцы, например, можно прокатать в лист толщиной 0,01 мм без промежуточного отжига. При 50 % деформации однократно спеченного металла появляется заметное упрочнение. Поэтому для
дальнейшей холодной деформации необходим промежуточный отжиг в вакууме при 1 200–1 450 °С. При разрушении смазочной пленки в процессе волочения танталовой проволоки на поверхности изделия появляются задиры.
Для качественного схватывания смазки с поверхностью металла танталовую
проволоку анодируют в 1 %-м растворе серной кислоты. После 2–4 прохождений через волоки процесс анодирования повторяют.
Готовые полуфабрикаты из тантала при низких температурах обладают
достаточной вязкостью, что дает возможность использовать их в криогенной
технике (в частности, в космических условиях). Полная рекристаллизация не
снижает вязкости тантала, что позволяет получать изделия сложной формы и
бесшовные трубы. Механические свойства изделий зависят от чистоты металла. Так, твердость тантала повышенной и технической чистоты составляет, соответственно, HV 70–90 и HV 90–150, прочность при разрыве 200 и 400 МН/м2,
относительное удлинение 50 и 20 %, а модуль упругости 1-го рода тантала
повышенной чистоты 190 ГН/м2. Тантал сваривают в инертной среде. Возникающие при переработке тантала отходы вводят в состав шихты при его изготовлении. Так, весьма хрупкие отходы тантала, появившиеся при нагреве
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
212
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 19. Дополнительная обработка спеченных изделий
до 1 100 °С в чистом водороде, размалывают в шаровых мельницах и смешивают с исходным порошком. При дальнейшем спекании в вакууме водород
улетучивается.
Производство полуфабрикатов из вольфрама
Условия пластической деформации заготовок из вольфрама и молибдена отличаются тем, что переход технически чистых металлов из пластического состояния в хрупкое происходит при температурах, значительно выше
комнатных, и, как уже отмечалось, в большой мере зависит от степени чистоты. К этому следует добавить, что кислород, азот и углерод находятся в связанном состоянии в нерастворимых оксидах, нитридах и карбидах, расположенных по границам зерен. Многократные микрофрактографические исследования подтвердили существование и вредное воздействие интеркристаллических выделений в технически чистых вольфраме и молибдене. Следствием
является ярко выраженная зависимость деформационной способности обоих
металлов от величины и формы зерна. Эту зависимость необходимо учитывать при разработке технологии производства полуфабрикатов.
Хрупкие при комнатной температуре образцы вольфрама и молибдена
при 1 300 °С достаточно пластичны, поэтому их можно ковать и прокатывать. Типичным примером получения изделий круглого сечения из заготовок,
спеченных при высокой температуре по методу Кулиджа, является производство вольфрамовой проволоки. Вначале нагретая до 1 400–1 600 °С вольфрамовая заготовка обрабатывается на ротационно-ковочной машине и уплотняется (рис. 90).
а
б
Рис. 90. Продольный (а) и поперечный (б) разрезы ковочной ротационной машины (по Р. Кифферу и В. Хотопу): 1 – ролики; 2 – боек
молота; 3 – головка молота; 4 – вольфрамовый пруток
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
213
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 19. Дополнительная обработка спеченных изделий
Процесс обработки сводится к следующему. Две ковочные плашки, встроенные во вращающуюся шайбу и совершающие возвратно-поступательное движение в радиальном направлении, ускоряются роликами. Продвигаясь к расположенной в центре вольфрамовой заготовке, они деформируют ее со скоростью 10 тыс. ударов в минуту. Вольфрамовая заготовка «проглаживается»
и утоняется, превращаясь в проволоку диаметром 1 мм. Степень деформации
заготовки за одну операцию не должна превышать 10 %. После нескольких
операций ковки заготовку снова нагревают в атмосфере защитного газа.
В процессе деформации заготовка, уплотняясь, приобретает волокнистую
структуру. Ее вязкость настолько повышается, что дальнейшую обработку
ведут при пониженных (~ 600–800 °С) температурах. После ковки предел прочности вольфрамовой проволоки при разрыве возрастает до 1 400–1 500 МН/м2
(со 130 МН/м2 для спеченной заготовки). В заключение проволока протягивается при 500–600 °С через твердосплавные фильеры до диаметра 0,3 мм и
через алмазные фильеры до диаметра 0,01 мм; в результате прочность еще
увеличивается. На рис. 91 представлено изменение плотности и механических свойств вольфрамовых и молибденовых заготовок на различных стадиях обработки.
Рис. 91. Изменение плотности вольфрама и молибдена на различных стадиях изготовления: а – порошок; б – прессованный
пруток; в – предварительно спеченный пруток; г – пруток,
спеченный при высокой температуре; д – кованый пруток; е –
тянутая проволока
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
214
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 19. Дополнительная обработка спеченных изделий
а
б
Рис. 92. Структуры вольфрамовой проволоки, не используемой (а) и применяемой (б) для нитей накаливания: 1, 5 – после волочения; 2 – после
кратковременной рекристаллизации; 3 – рост зерна после длительного нагрева при высокой температуре (столбчатая структура); 4 – разрушение
при скольжении кристаллитов по мелкозеренным границам; 6 – рекристаллизованный при 2 500 °С технически чистый вольфрам; 7 – то же,
вольфрам с 0,75 % ThO2; 8 – рекристаллизованная при 2 500 °С проволока
с волокнистой структурой
Волокнистая структура полуфабриката, полученная в результате ковки
и протяжки, склонна к рекристаллизации. Чтобы воспрепятствовать росту
зерна, в вольфрамовый порошок, предназначенный для производства полуфабрикатов, заранее добавляют соответствующие присадки. Эти присадки,
входящие в состав вольфрамовой проволоки, предназначенной для изготовления спиралей и ламп накаливания (с рабочей температурой до 3 000 °С),
должны «управлять» образованием новой структуры с определенным расположением кристаллитов. Неуправляемая рекристаллизация при этой температуре может привести к появлению в спирали лампы накаливания нежелательной столбчатой структуры (рис. 92, а), состоящей из грубых кристаллитов,
охватывающих все сечение проволоки. При работе лампы кристаллиты перемещаются вдоль границ (высокотемпературное скольжение по границам зерен).
Это приводит сначала к провисанию, а затем и к разрушению нити накала.
Незначительные добавки силикатов щелочных металлов, А12О3 или
присадок уже упоминавшихся оксидов вызывают при рекристаллизации рост
взаимно переплетающихся в продольном направлении зерен с доминирующей волокнистой текстурой. Границы текстурованных зерен в основном параллельны оси проволоки. Причина такого расположения зерен, образующих
так называемую проволочную волокнистую структуру (рис. 92, б), заключа
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
215
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 19. Дополнительная обработка спеченных изделий
ется в следующем. После спекания при высокой температуре металл имеет
многочисленные микропоры величиной 100 нм, заполненные калием, которые вследствие одноосной деформации с большой степенью обжатия располагаются как выделения преимущественно вдоль оси проволоки и при рекристаллизации препятствуют перемещению границ зерен в перпендикулярном
к оси проволоки направлении.
Калий является главным, но не единственным элементом, способствующим образованию волокнистой проволочной структуры (он полностью
диффундирует к поверхности металла). Образование волокнистой проволочной структуры стесняет скольжение границ зерен при высокой температуре и
исключает провисание нити накала (рис. 93).
Плоские полуфабрикаты (листы и полосы) из спеченного вольфрама
получают ковкой и прокаткой. Поскольку при обычной ковке материал уплотняется менее интенсивно, чем при ковке на pотационно-ковочных машинах, необходимо как можно больше уплотнить его в процессе спекания. Высокая плотность спеченного материала гарантирует отсутствие дефектов в полуфабрикате при дальнейшей обработке. На первой ступени обработки давлением (при высокотемпературной ковке) спеченные заготовки деформируются в
сутунку; начальная температура ковки 1 600–1 800 °С. При последующей деформации и уплотнении температура может быть снижена до 1 100 °С.
В заключение сутунка прокатывается в полосу толщиной 1 мм. Прокатка производится в несколько проходов при температуре 1 300 °С. Эта
температура поддерживается постоянным подогревом полосы. Из-за большого сопротивления деформации прокатку ведут с небольшим обжатием. Однако в дальнейшем пластичность материала повышается, что дает возможность
проводить холодную прокатку с промежуточным отжигом. При достаточной
чистоте исходного материала можно получить вольфрамовую полосу толщиной до 0,02 мм, а при прокатке пакета заготовок – значительно тоньше.
Рис. 93. Ползучесть в зависимости от продолжительности нагрузки для вольфрамовой проволоки диаметром 0,9 мм чистой (1)
и с добавками (2) (Т = 2 800 К, σ = 13 н/мм2); А – точки разрыва
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
216
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 19. Дополнительная обработка спеченных изделий
Рис. 94. Температура обработки вольфрама в зависимости
от толщины листа (1 – гибка, 2 – штамповка)
Особое внимание следует уделить промежуточному отжигу. Температура отжига должна быть максимально высокой, однако с учетом влияния
времени выдержки ее необходимо выбирать так, чтобы исключить рекристаллизацию и связанное с ней охрупчивание вольфрамовой полосы. Рекристаллизация холоднокатаной полосы из чистого вольфрама начинается при
1 200 °С после 4 ч отжига; при нагреве до 1 400 °С рекристаллизация проходит через несколько минут. Добавки, ограничивающие рост зерна легированного вольфрама, повышают температуру начала рекристаллизации до 1 650 °С.
Поскольку процесс горячей деформации вольфрама достаточно короток, его
можно проводить в открытой атмосфере, но во избежание потерь материала,
связанных с образованием оксида на поверхности заготовки, работают, как
правило, в атмосфере защитного газа.
Последующая обработка вольфрамового полуфабриката (гибка, ротационное выдавливание и штамповка) проводится в основном при повышенной до 600 °С температуре подогретым инструментом (рис. 94).
В результате ковки, волочения и прокатки получают вольфрамовые
прутки, штифты, пластины или полосы. На мерные длины заготовки разрезают карборундовыми дисками или специальными ножницами.
Производство полуфабрикатов из молибдена
Полуфабрикаты из молибдена обладают более высокой по сравнению с
вольфрамом пластичностью, более низкими температурами плавления и перехода из пластичного состояния в хрупкое. Спеченные молибденовые образцы или заготовки с мелкозернистой структурой хорошо деформируются в
горячем состоянии. В зависимости от свойств исходного спеченного материала температура горячей деформации молибдена на 200–400 °С ниже, чем
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
217
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 19. Дополнительная обработка спеченных изделий
вольфрама. Спеченные или полученные способом плавки молибденовые заготовки подвергают горячему экструдированию в стеклянной оболочке
(Sejournet-метод). Кроме того, стеклянная оболочка служит для смазки и защиты заготовки от окисления. Изготовление проволоки (деформация и уплотнение) проводят в ротационно-ковочной машине (с рабочей температурой
1 200–1 400 °С). Образцы и заготовки, полученные горячим экструдированием, обладают достаточной пластичностью: их можно обрабатывать на непрерывных проволочных станах с предварительным нагревом.
Начиная с диаметра или толщины 1 мм, ведут холодную деформацию
(в крайнем случае молибденовые заготовки подогревают до 200 °С). В зависимости от условий деформации проводят промежуточный отжиг (при 800–1 100 °С)
в защитном газе или в вакууме. Тонкие листы, полосы и фольгу, к поверхности которых предъявляют высокие требования, прокатывают на чистовом
стане, оснащенном полированными валками, изготовленными методом изостатического прессования. Тонкую проволоку получают многократным волочением, осуществить которое позволяет хорошая пластичность молибдена.
Высокопроизводительная технология обеспечивается волоками с уменьшающимся диаметром очка. По этой технологии проволока протягивается
без промежуточного отжига за одну операцию, в результате которой формируется ее окончательный диаметр. Учитывая пластичность молибдена, лучше всего за первую протяжку уменьшить поперечное сечение проволоки на 50–60 %.
Вольфрам, изготовленный методом порошковой металлургии (как и молибден, полученный способом плавки), при температуре рекристаллизации обнаруживает сильную склонность к образованию крупного зерна, что приводит к охрупчиванию. В спеченном молибдене при непродолжительном нагреве до 1 600–1 700 °С вследствие рекристаллизации образуется тонкозернистая структура, появление которой несколько уменьшает предел прочности при растяжении, однако значительно увеличивает относительное удлинение при разрыве. Эта особенность спеченного молибденового полуфабриката
позволяет (в зависимости от его назначения) с помощью термообработки,
применяемой после чистовой прокатки или волочения, в широких пределах
изменять его прочность и деформационную способность.
Гибка, выдавливание, прессование, глубокая вытяжка и штамповка молибденового полуфабриката толщиной ~ 0,5 мм проводятся в холодном состоянии, а толщиной 0,5–1,0 мм – с небольшим (до 100–150 °С) нагревом.
Полуфабрикаты больших сечений обрабатывают при 500 °С. Пластичность
материала (как при холодном волочении проволоки) повышается, если степень холодной деформации составляет 50–65 %. Для работы в среднем диапазоне температур необходимо предварительно подогреть инструмент. Обработку резанием (точение, строгание, фрезерование) осуществляют твердосплавными инструментами.
Деформационные характеристики тугоплавких вольфрама и молибдена
можно улучшить не только созданием тонкодисперсной структуры и уменьшением содержания вредных примесей (О, N, С), но и легированием рением,
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
218
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 19. Дополнительная обработка спеченных изделий
с которым (при большой концентрации) вольфрам и молибден образуют
твердый раствор. С повышением содержания рения пластичность сплавов на
основе W–Re или Мo–Re увеличивается и достигает максимума, когда в
структуре, помимо твердого раствора вольфрама или молибдена появляется
тетрагональная σ-фаза, Re3W2 или Re3Mo2 . Если сплав на основе Mo–Re с
35 % Re пластичен в холодном состоянии, то добавка рения в вольфрам
улучшает прежде всего его деформируемость в горячем состоянии.
Сплавы на основе W–Re с 26–30 % (атом.) Re прекрасно прокатываются при 800–1 000 °С. Эти сплавы более жаропрочны, поскольку в зависимости
от содержания рения температура рекристаллизации повышается на 200–400 °С.
И, наконец, сплавы на основе W–Re и Mo–Re отличаются от основного металла более высоким удельным электросопротивлением. Однако из-за высокой стоимости рения их применяют только в особых случаях.
Как следует из рассмотренного материала, производство тугоплавких
металлов – вольфрама и молибдена, а также тантала, ниобия и их сплавов в
промышленном масштабе целесообразнее осуществлять методом порошковой металлургии.
Контрольные вопросы
локи.
1. Назовите методы дополнительной обработки изделий из тантала.
2. Перечислите основные операции производства вольфрамовой прово-
3. Как изменяется предел прочности вольфрамовой проволоки на конечной стадии обработки?
4. Какими методами получают плоские полуфабрикаты (листы и полосы) из спеченного вольфрама?
5. С какой целью молибденовые заготовки подвергают горячему экструдированию в стеклянной оболочке?
6. Назовите отличия в обработке вольфрамовых и молибденовых полуфабрикатов.
7. Какова причина ограниченного применения сплавов на основе W–Re?
Лекция 20.
Применение тугоплавких металлов
План лекции
1. Техника высоких температур.
2. Прочностные свойства вольфрама и молибдена.
3. Повышение предела прочности.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
219
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 20. Применение тугоплавких металлов
Техника высоких температур
Вольфрам-, молибден- и танталсодержащие материалы, полученные
методом порошковой металлургии, в основном применяют в электротехнике,
электронике и высокотемпературной вакуумной технике. Тантал, обладающий прекрасной стойкостью в агрессивных средах, используют в химической
промышленности.
Современные конструкционные материалы, работающие в условиях
высоких температур, – жаропрочные сплавы на основе никеля и кобальта.
Они выдерживают рабочие температуры порядка 1 000, самое большее 1 100 °С.
Коэффициент использования, т.е. отношение максимальной рабочей температуры к температуре плавления этих сплавов, достигает 0,8. В особых случаях, когда требуется более высокая рабочая температура, например в процессах, связанных с преобразованием энергии и сопровождающихся увеличением термического КПД, в ракетной или ядерной технике, применяют тугоплавкие металлы и сплавы. Использование этих материалов ограничено их
высокой плотностью, сильной склонностью к окислению, а в случае тантала
и ниобия, кроме того, склонностью к газонасыщению.
Молибден начинает окисляться в атмосферных условиях с 400 °С. Через короткий промежуток времени при температуре > 600 °С испаряется летучий оксид МоО3. Окисление вольфрама начинается при 500 °С и увеличивается с 800 °С. WO3 менее летуч, чем МоО3, он образует на поверхности заготовки пористый оксидный слой, который легко схватывается с основным
металлом.
До сих пор не удалось эффективно противостоять высокотемпературной коррозии ни созданием защитного поверхностного слоя, ни легированием. Поэтому использование материалов на основе вольфрама и молибдена
при высоких температурах оправдывает себя только при отсутствии реакции
газ–металл или при ограничении времени действия нагрузки в окислительной
среде (при достаточно точном соблюдении размеров деталей). Такие условия
встречаются в ракетной и космической технике, самолетостроении, которые
являются главными потребителями материалов на основе W, Мо, Та. Так, из
вольфрамового листа толщиной 10–12 мм вырубают круги диаметром до 500 мм,
которые затем при ротационном выдавливании превращают в сопла ракет.
Деформируют материал при 1 700–1 800 °С.
Прочностные свойства вольфрама и молибдена
Вольфрам и до некоторой степени молибден при комнатной температуре и на определенных стадиях обработки обладают замечательными прочностными свойствами. Поскольку оба металла не имеют полиморфных превращений, то с повышением температуры модуль упругости, предел прочности при растяжении и твердость вольфрама и молибдена монотонно уменьшаются (рис. 95).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
220
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 20. Применение тугоплавких металлов
Предел прочности при растяжении деформированного отожженного
вольфрама высокой чистоты при 1 800 °С составляет 200 МН/м2, при 2 200 °С –
100 МН/м2. Предел прочности при растяжении молибдена с более низкой
температурой плавления при 1 400 °С составляет 200 МН/м2. Жаропрочность
при длительной эксплуатации лимитируется ползучестью, которая у вольфрама (в зависимости от структуры и степени чистоты) активно проявляется
при ~ 1 600 °С, а у чистого молибдена – уже при 850 °С. Жаропрочность и
усталостные характеристики зависят от процессов рекристаллизации, протекающих в чистом вольфраме при 1 200–1 300 °С, а в молибдене с 1 000 °С.
Улучшить эти характеристики можно введением в сплав тонкозернистого
вольфрамового порошка, полученного газофазным осаждением из гексафторида вольфрама, который добавляют для создания материала с особо высокой температурой рекристаллизации. Кроме того, для этой же цели вводят
уже упомянутые добавки оксидов. Наиболее эффективное улучшение характера рекристаллизации наступает при введении ThO2. Тонкие включения
ThO2 получают, как правило, осаждением оксида и окончательным восстановлением триоксида вольфрама в вольфрамовый порошок.
а
в
б
Рис. 95. Зависимости предела прочности
при растяжении (а), твердости (б) и модуля
упругости (в) вольфрама и молибдена от
температуры
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
221
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 20. Применение тугоплавких металлов
Сплав вольфрама с 25 % рения обладает большей жаропрочностью
(при 1 500 °С σ в = 900 МН/м2, δ = 8–10 %), длительная прочность остается
неизменной (рис. 97).
Повышение предела прочности
При разработке новых сплавов возникают трудности, связанные с повышением предела прочности жаропрочных сплавов (например, нимоника)
и возможностью широкого использования металлических материалов при
1 000–1 100 °С, главным образом молибденовых (рис. 96), которые по сравнению с вольфрамовыми легче обрабатывать, поскольку они более пластичны.
Рис. 96. Зависимости прочности при растяжении
тугоплавких металлов и сплавов от температуры
Прочность, МН/м2
Рис. 97. Длительная прочность тугоплавких металлов и сплавов
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
222
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 20. Применение тугоплавких металлов
Техническое применение нашли молибденовые сплавы с небольшим
содержанием титана и циркония (TZM), углерода (TZC) и ниобия (Nb-TZM).
Для получения стандартного сплава молибденовый порошок смешивают с
порошком гидрида титана, гидрида циркония и сажей; порошковую смесь
прессуют под давлением 20–40 кН/см2. При нагреве до температуры спекания (2 200 °С в водороде) гидриды разлагаются с образованием Н2. Легирующие элементы растворяются в молибдене, а при охлаждении с температуры спекания они снова выделяются в виде тонкодисперсных карбидов.
Чтобы не допустить окисления легирующих элементов и образования оксидных отложений по границам зерен, ухудшающих пластичность сплава, при
спекании применяют геттерный метод. Упомянутые легирующие элементы
значительно повышают температуру рекристаллизации молибдена и, образуя
твердый раствор, улучшают его жаропрочность и длительную прочность в
результате выделения высокодисперсных карбидых фаз. Добавка ниобия
улучшает характеристики длительной прочности (рис. 97).
Молибденовые сплавы получают способом плавки и методом порошковой металлургии. Технологические свойства спеченных сплавов в основном выше, поскольку технология спекания предоставляет широкие возможности влияния на структуру сплава (ограничения размеров зерен, равномерного
распределения фаз). Применение: инструмент и наконечники стержней для литья латуни под давлением, матрицы для прессования выдавливанием, инструментальный парк для деформации при температурах до 1 200 °С, нагревательные контейнеры (длительная эксплуатация при температуре до 1 700 °С).
Перспективны разработки сплавов W и Мо с Hf и С (W; 0,5 % Hf;
0,021 % С) или Hf, В, С (Мо; 0,8 % Hf; 0,3 % В; 0,03 % С), обладающие при
1 500 °С пределом прочности на растяжение 600–700 МН/м2; они легко обрабатываются и свариваются. Вместе тем относительная температура использования молибденовых сплавов за последние 10 лет повысилась с 0,6 до 0,7.
Эффект измельчения зерна и стабилизации структуры, полученный от добавки бора, используется при микролегировании спеченного молибдена, который в холодном состоянии приобретает пластичность и хорошо сваривается.
Наряду с повышением прочности спеченного молибдена особый интерес
представляет отсутствие роста зерна при обработке молибденовых поковок
при температурах выше tрекр. К высокожаропрочным материалам относят
сплавы тантала с вольфрамом, гафнием и углеродом.
Таким образом, технология спекания сплавов предусматривает возможности направленного влияния на структуру сплава и обеспечивает более
высокие показатели их технологических свойств.
Контрольные вопросы
1. Назовите основные области применения вольфрам-, молибден- и
танталсодержащих материалов.
2. Чем ограничено использование материалов на основе тугоплавких
металлов и сплавов?
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
223
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 20. Применение тугоплавких металлов
3. Как изменяется с повышением температуры модуль упругости, предел прочности при растяжении и твердость вольфрама и молибдена?
4. Какими методами можно улучшить жаропрочность и усталостные
характеристики вольфрамовых изделий?
5. Как получают молибденовые сплавы с небольшим содержанием титана, циркония и ниобия?
6. Какая добавка вызывает эффект измельчения зерна и стабилизации
структуры спеченного молибдена?
7. Какие сплавы относятся к высокожаропрочным материалам?
Лекция 21.
Коррозионные условия
План лекции
1. Коррозионная стойкость тантала.
2. Электротехника и электроника.
3. Тяжелые сплавы.
Коррозионная стойкость тантала
Среди всех спеченных металлов лишь тантал подходит для работы в
условиях сильной коррозии. Он стоек к воздействию азотной кислоты любой
концентрации и температуры, ее солей, а также серной кислоты низкой концентрации. Однако тантал утрачивает коррозионную стойкость в нагретой
концентрированной серной кислоте и ее парах. Тантал корродирует в фосфорной кислоте с высокой концентрацией и температурой и плавиковой кислоте любой концентрации. Тантал стоек к органическим кислотам любой
концентрации, воздуху, промышленной атмосфере, хлорным газам. В щелочных растворах потери металла увеличиваются с повышением концентрации и
температуры.
Чрезвычайно высокая коррозионная стойкость тантала, которую превосходят только благородные металлы, позволяет применять его в конструкциях, работающих в контакте с коррозионной средой, преимущественно в
химическом аппаратостроении: в больших резервуарах, сосудах для проведения реакций, кислотодобывающих установках, теплообменниках и насосах, в
прядильных фильерах при производстве искусственного шелка. В целях экономии материала (запасы тантала относительно невелики, а производство дорого) сердцевину деталей делают из некоррозионно-стойкого материала, затем ее плакируют танталовыми листами. Хорошая совместимость тантала с
тканями человеческого организма позволяет использовать его в костной хи-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
224
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 21. Коррозионные условия
рургии. Тантал стоек к воздействию высокой температуры в вакууме и в газовой среде, поэтому из него изготовляют тигли для плавки редкоземельных
металлов. Как и другие тугоплавкие металлы, тантал на воздухе имеет сильную склонность к высокотемпературной коррозии; начиная с 450 °С, происходит образование окалины Ta2O3.
В стремлении использовать чрезвычайно высокую жаропрочность тугоплавких металлов в атмосферных условиях были предприняты многочисленные попытки ограничить высокотемпературную коррозию как при помощи легирования, так и нанесением защитных покрытий. Как уже отмечалось,
они не привели к желаемым результатам. Ограниченное решение проблемы
связано с получением на молибденовой детали слоя силицида (MoSi2), который обеспечивает приемлемую защиту поверхности при статической нагрузке. Стекловидная фаза SiO2, образующая поверхностный слой силицида, предотвращает окисление. Однако при очень высокой температуре часть кремния диффундирует в основной металл, в результате защитный слой обедняется кремнием, а взаимная реакция приводит к охрупчиванию основного металла. Поэтому слой силицида обеспечивает только временную защиту, длительность действия которой зависит от рабочей температуры. Самозалечивание силицидного слоя невозможно, поэтому любое местное повреждение за
короткое время приводит к разрушению конструкции.
Электротехника и электроника
Вольфрам и молибден используют в электротехнике для создания спиралей, держателей и токопроводников ламп накаливания. Высокая точка
плавления вольфрама позволяет достигать больших рабочих температур и
светоотдачи в видимой области. Чтобы гарантировать продолжительный срок
эксплуатации лампы накаливания и помешать уменьшению сечения спирали
из-за испарения материала и почернению стеклянной колбы, необходимо поддерживать температуру спирали вакуумной лампы накаливания общего пользования на уровне 2 200 °С, а лампы, заполненной газом, – 2 660 °С. Выпускаемые в последнее время галогенные лампы дают значительно большую
светоотдачу. Используемые в них спирали накаливания можно нагревать до
границы их механической стойкости (> 3 000 °С), поскольку в процессе эксплуатации лампы между вольфрамом и его галогенидами происходит реакция регенерирования. На самом горячем участке нити накала происходит
диссоциация бромида вольфрама и осаждение металлического вольфрама.
Таким образом возникает круговой процесс, при котором в идеальном случае
на тонком участке нити, нагревающемся сильнее из-за более высокого электросопротивления, вольфрам осаждается, а на более толстом участке нити
содержание вольфрама уменьшается. При этом, в отличие от ламп общего
назначения, почернение на внутренних стенках колбы из кварцевого стекла
(осаждение металла) не наблюдается. С учетом коррозионной атмосферы в
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
225
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 21. Коррозионные условия
галогенных лампах с биспиральной нитью экранирующий колпачок изготовляют из молибдена.
Вольфрам, молибден и тантал в большом количестве используют для
изготовления термически напряженных электродов и деталей электронных и
ионных трубок всех видов. Кроме способности выдерживать термические
напряжения, указанные металлы обладают другими свойствами, необходимыми в вакуумной технике. В первую очередь это относится к низкому давлению пара, сохраняющемуся до сравнительно высокой рабочей температуры, что объясняет небольшую скорость испарения W, Мо и Та (рис. 98).
Рис. 98. Давление паров р тугоплавких металлов в зависимости от температуры
Низкое давление пара не только уменьшает испарение металлов и обратную конденсацию на близлежащие холодные блоки конструкции, но и
снижает опасность загрязнения вакуума в трубках. Большое значение имеет
также содержание растворенных газов и газовых включений, удаляющихся
при рабочей температуре. При снижении вакуума эти газы вступают в реакцию с материалами деталей трубок, ухудшают рабочие параметры и значительно сокращают срок службы устройства. Перед установкой детали для работы в вакууме необходимо провести дегазацию материала, которая должна
быть тем полнее, чем меньше сечение элемента конструкции и выше температура дегазации. Кроме того, от деталей конструкции трубки требуется достаточная химическая нейтральность по отношению к другим материалам,
примененным в трубке (чтобы не повредить контакты и сохранить заданную
форму), а также небольшое температурное удлинение. Вольфрам и молибден
в полной мере отвечают названным требованиям. Характер тантала в отношении газонасыщения и газовыделения изменчив, поэтому и в ламповой технике он используется в основном как газопоглотитель.
Из трех названных металлов у вольфрама самая высокая температура
плавления, самое низкое давление пара и минимальная скорость испарения.
Поэтому в ламповой технике он применяется в деталях и функциональных
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
226
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 21. Коррозионные условия
элементах, работающих с самой высокой термической нагрузкой, например в
сетке (диаметр проволоки 7 мкм) или нагревателе оксидного катода непрямого нагрева. Поскольку при высокой температуре вольфрамовая проволока сохраняет определенную упругость, из нее делают пружинные детали, например натяжные пружины для подогреваемых катодов.
Вольфрам играет заметную роль в производстве электронных ламп.
В мощных генераторных и измерительных лампах вольфрамовые катоды работают при 1 900–2 400 °С. Работа выхода электронов (4,54 эВ), необходимая
для создания термоэмиссии, относительно велика и требует большой тепловой энергии. Катоды из чистого вольфрама обеспечивают стабильный эмиссионный поток в течение длительного времени. Вольфрамовые катоды применяются в электронно-лучевых печах при плавке металлов.
Добавка оксида тория снижает работу выхода электронов до 2,6 эВ и
значительно улучшает эмиссионные характеристики катодного материала.
Для этой цели требуется так называемая активирующая термообработка (нагрев свыше 2 300 °С), во время которой содержащийся в проволоке в виде
дисперсных частиц оксида ThO2 (0,7–2 %) частично восстанавливается
вольфрамом. Атомы тория диффундируют к поверхности проволоки, где и
образуют моноатомное покрытие. При эксплуатации атомы тория, содержащиеся в пленке покрытия, испаряются, их заменяют другие атомы этого металла, диффундирующие из середины проволоки. Часто торированную
вольфрамовую проволоку дополнительно науглероживают. На ее поверхности образуется тонкий слой карбида вольфрама, который способствует восстановлению ThO2 и диффузии тория через границы зерен к поверхности.
Качество ториевой пленки, а вместе с тем и работа катода зависят от
дисперсности частиц ThO2 в вольфрамовой основе. В ходе изготовления материала методом порошковой металлургии степень дисперсности может повлиять на форму и момент внесения присадки, а также на условия спекания и
дальнейшую переработку заготовки в катодную проволоку. В большинстве
случаев очищенный ангидрид WO3 вольфрамовой кислоты замещается соединением тория и восстанавливается трехступенчатым способом). Катоды
из вольфрамториевой проволоки могут работать при < 1 500 °С, а потери и
тепловые напряжения других элементов лампы заметно уменьшаются. Такие
катоды используют в лампах малой и средней мощности только при высоком
анодном напряжении в качестве оксидных катодов. Торированный вольфрам
служит материалом катода в газосветных лампах, работающих при высоком
давлении (газоразрядная лампа высокого давления).
Вольфрам применяют в сварочной технике. Электродные стержни, используемые при электродуговой сварке в защитном газе и при плазменной резке, состоят либо из чистого вольфрама, либо из вольфрама с добавкой 2 % ThO2
(или ZrO2). Оксид тория стабилизирует горение электрической дуги и
уменьшает угар электродов. В противоположность вольфрамовым катодам
здесь желателен грубый дисперсат; для этого достаточно к вольфрамовому
порошку подмешать оксид тория.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
227
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 21. Коррозионные условия
Вольфрамовая проволока, легированная рением, используется в качестве нагревателей или нитей накала в электронных лампах и источниках света.
Значительная жаропрочность такой проволоки и ее способность сохранять
известную упругость при нагреве и высоких температур позволяют резко
(в 1,5 раза) поднять рабочую температуру и мощность нагрева катодов и нагревателей. Производство соответствующих сплавов осуществляется обычным способом из смеси порошков вольфрама и рения. Смесь прессуют, предварительно спекают при 1 100 °С и окончательно спекают при 2 400–2 500 °С,
пропуская электрический ток через заготовки. Наиболее целесообразно использовать очень мелкую и активную к спеканию порошковую смесь, которую получают осаждением из раствора паравольфрамата аммония и перрената аммония. В специальных лампах и лампах с продолжительным сроком
службы используют сплав вольфрама с 3 % (по массе) Re, К, Si, A1, сплав с
25 % (по массе) Re. Срок службы нагревательной проволоки повышается даже при небольшой добавке Re (3 %), чему способствует образующаяся в
сплаве столбчатая структура.
При создании электронных ламп учитывают высокое удельное электрическое сопротивление вольфрамрениевых сплавов и поэтому применяют
толстую проволоку (рис. 99).
Рис. 99. Удельное электросопротивление ρ
вольфрамовой проволоки толщиной 200 мкм
Сниженное благодаря этому сплаву соотношение сопротивления при
нагреве и охлаждении уменьшает пик тока включения ламповых нагревателей и сокращает время нагрева.
Молибден и его сплавы применяются в электротехнике, электронике и
высоковакуумной технике в несколько меньшем объеме, чем вольфрам. Молибден легче обрабатывается, поэтому он заменяет вольфрам везде, где это
позволяют температурные нагрузки и где необходимо обеспечить стабильность формы и сопряженных размеров конструкционных деталей. Так, молибденовые штамповки, тянутая или отожженная проволока применяются в
ламповой технике и светотехнике в деталях и электродах при рабочих температурах < 1 000 °С. Для повышения предела текучести молибденовой прово
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
228
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 21. Коррозионные условия
локи, из которой изготавливают сетки (например, свободнонесущий кожух
сетки в УКВ-лампах), в нее добавляют > 0,05 % Со. Конструкционные узлы,
которые должны сохранять стабильность формы при высоких температурах,
в настоящее время изготавливают из молибденовой проволоки и листов со
столбчатой структурой (НТ-Мо).
Вольфрам и молибден способны впаиваться в стекло. На рис. 100 показан характер расширения обоих металлов в зависимости от температуры.
Рис. 100. Тепловое расширение α вольфрама
и молибдена
Коэффициенты температурного расширения в температурной области
до 750 °С примерно совпадают с таковыми для твердого стекла, причем
вольфрам подходит для вплавления в более твердое стекло специального назначения. Перед вплавлением металлические детали оксидируют. Оксиды
металлов растворяются в стекле, происходит надежное схватывание металла
со стеклом, что гарантирует вакуум-плотное и независимое от изменения
температуры соединение. Таким способом в стекло впаивают прутки, колпачки, трубки и кольца.
Стеклоплавильные печи нагреваются молибденовыми электродами или
ими в сочетании с основными источниками нагрева. При этом используют
способность молибдена не расплавляться в стекле, а также учитывают то обстоятельство, что оксид молибдена в отличие от оксидов других металлов не
окрашивает стекло. Расход молибдена при нагреве достаточно высок.
Хорошо зарекомендовали себя в высокотемпературной технике термоэлементы на основе вольфрамрениевых и молибденрениевых сплавов. Термопара из сплава 3 % W–Re и сплава 25 % W–Re позволяет замерять температуры до 2 500 °С. Термопарой из 5 % Мо–Re и 41 % Мо–Re можно замерять температуры до 2 000 °С. Эти термоэлементы отличаются стабильными
термоэлектрическими свойствами и хорошей пластичностью. Они работают
в среде водорода или в вакууме.
Тантал применяют в вакуумной технике при высоких термических напряжениях преимущественно как газопоглотитель (сплавы, спеченные из порошка с частицами 6–10 мкм и не подвергающиеся дополнительной обработ
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
229
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 21. Коррозионные условия
ке, или аноды из проволоки или фольги, которые обрабатывают кислотой для
придания им шероховатости и увеличения таким образом удельной поверхности). Анодирование проводят в ванне с серной или фосфорной кислотой.
При создании конденсаторов с твердым электролитом используют спеченные
аноды, которые пропитываются солями марганца. Соли марганца при термообработке окисляются с образованием MnО2, который заполняет все поры
анода, создавая противоположный электрод.
Применение тантала в нагревательных элементах высокотемпературных печей по сравнению с вольфрамом и молибденом имеет ряд технологических и конструктивных преимуществ. Танталовые элементы можно сваривать, они не охрупчиваются. Максимальная рабочая температура танталовых
нагревателей 2 500 °С.
Тяжелые сплавы
К тяжелым сплавам относятся композиционные материалы на основе
вольфрама. Они отличаются высокой плотностью и механическими свойствами. Плотность тяжелых сплавов зависит от их состава, в который входит
до 90 % W. Связующими фазами являются Ni–Cu Ni–Fe Ni–Fe–Cu и металлические составляющие.
При изготовлении тяжелых сплавов стремятся к полному заполнению
объема заготовки. Это достигается либо пропиткой пористой вольфрамовой
заготовки, либо спеканием с жидкой фазой. Минимальная исходная пористость для пропитки 10 %. Остаточная пористость после пропитки заготовки –
1 %. Лучший вариант получения высокой конечной плотности и пластичности тяжелого металла – спекание с жидкой фазой при условии приготовления
порошка химическим осаждением компонентов. При этом ангидрид вольфрамовой кислоты пропитывается нитратами или сульфатами Ni, Fe, Cu. Затем
он разлагается на воздухе и восстанавливается в водороде. Таким способом
получают тонкодисперсное и гомогенное распределение компонентов по
объему заготовки. К тому же порошок легируют, что улучшает его спекаемость. Порошок прессуют при давлении 20 кН/см2 и уплотняют гидростатическим прессованием.
Механические свойства тяжелых сплавов зависят от условий спекания,
которые должны соответствовать выбранному составу сплава. Для равномерного спекания необходим продолжительный изотермический прогрев при
температуре спекания с обеспечением максимума жидкой фазы. Высокая
температура и длительное время спекания обусловливают появление структуры тяжелых сплавов с грубыми зернами расплава и низкую пластичность.
Полностью отсутствуют поры, что обуславливает максимальную плотность
спекания. Механизм обеспечения максимальной плотности связан со смачиванием жидкой фазой твердой составляющей, что обеспечивает перемещение
материала в растворе и повторное осаждение. Вольфрам растворяется в жидкой фазе только в том случае, когда она содержит железо и никель, наличие
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
230
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 21. Коррозионные условия
меди снижает температуру плавления. Температура спекания – 1 400 °С. При
растворении и повторном осаждении пропадают остаточные поры, происходит дальнейшее уплотнение спекаемой заготовки, зерна вольфрама растут и
приобретают округлую форму, характерную для тяжелых сплавов.
При охлаждении спеченных заготовок появляется хрупкая интерметаллическая фаза Ni4W, которая несколько снижает пластичность тяжелых сплавов. Это происходит, в частности, в тяжелых сплавах с добавками Ni–Cu, поэтому в критическом диапазоне температур их необходимо как можно быстрее охладить. Присутствие Ni и Fe в составе связки препятствует появлению
фазы Ni4W или сводит ее наличие к нулю. Вместе с тем тяжелые металлы со
связкой Ni–Fe, обладают высокими механическим свойствами. Желательно
иметь в составе композита добавку кобальта с отношением содержаний
Ni:Со:Fe равным 5:3:2. Кобальт повышает твердость и прочность, но несколько снижает относительное удлинение материала.
Техническое применение тяжелых сплавов обусловлено их высокой плотностью. Для композитов W–Ni–Fe–Cu плотность составляет 17,6–17,8 г/см3.
Твердость находится в пределах НВ 250–320, предел прочности при растяжении 500 МН /м2.
Механическая обработка тяжелых сплавов с большой точностью
осуществляется твердосплавным инструментом. Тяжелые сплавы применяют для изготовления деталей балансиров, невибрирующих валов, маховых
масс и т.д.
Еще одна область применения связана с их способностью поглощать
γ-лучи. Экранирующее действие, характеризующееся слоем половинного поглощения, повышается с увеличением толщины материала. Тяжелые сплавы
используются в резервуарах для радиоактивных изотопов, в устройствах, защищающих от излучения и т.п. По сравнению со свинцом толщина экрана из
тяжелого сплава может быть вдвое меньшей.
Таким образом, техническое применение тяжелых сплавов в первую
очередь обусловлено их высокой плотностью.
Контрольные вопросы
1. Какой металл среди всех спеченных наиболее подходит для работы в
условиях сильной коррозии?
2. Какая особенность тантала позволяет использовать его в костной хирургии?
3. Назовите сложности при нанесении и использовании защитных покрытий на тугоплавких металлах?
4. Какие свойства вольфрама позволяют достигать больших рабочих
температур и светоотдачи?
5. Какая добавка улучшает эмиссионные характеристики катодного материала?
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
231
РАЗДЕЛ 8. ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Лекция 21. Коррозионные условия
6. Охарактеризуйте преимущества применения тантала в нагревательных элементах высокотемпературных печей по сравнению с вольфрамом и
молибденом?
7. Какой механизм спекания предпочтительнее при изготовлении беспористых изделий?
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
232
РАЗДЕЛ 9.
ТУГОПЛАВКИЕ СОЕДИНЕНИЯ
И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22.
Металлоподобные тугоплавкие соединения
План лекции
1. Группы тугоплавких соединений.
2. Получение нитридов:
азотирование металлов;
метод плазмохимического синтеза;
получение нитридов восстановлением оксидов металлов твердым
восстановителем в среде азота;
получение боридов электролизом расплавленных сред.
4. Получение боридов:
получение боридов прямым синтезом из элементов;
получение боридов металлотермическим восстановлением;
получение боридов восстановлением оксидов металлов бором с одновременным борированием;
получение боридов электролизом расплавленных сред;
получение боридов осаждением из газовой фазы;
получение боридов восстановлением оксидов металлов углеродом
карбида бора (борокарбидный метод);
получение боридов совместным восстановлением смесей оксидов
металлов и борного ангидрида углеродом.
5. Получение силицидов:
получение силицидов прямым синтезом из элементов;
получение силицидов восстановлением из оксидов с одновременным силицированием;
получение силицидов синтезом из растворов в металлических расплавах.
6. Самораспространяющийся высокотемпературный синтез.
Группы тугоплавких соединений
Высокая твердость определенной группы веществ, называемых тугоплавкими соединениями, является отражением специфики их структуры. Тугоплавкие соединения отличаются высокой температурой плавления и значи
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
233
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
тельным модулем упругости, небольшим коэффициентом теплового расширения, что определяет их высокую эксплуатационную стойкость.
Выделяют несколько групп тугоплавких соединений:
1) металлоподобные тугоплавкие соединения (карбиды, нитриды, бориды, силициды металлов IVа,Vа и VIа группы периодической системы);
2) неметаллические тугоплавкие соединения;
3) оксиды;
4) сверхтвердые материалы;
5) композиционные материалы на основе тугоплавких соединений.
Карбиды, нитриды, бориды и силициды переходных металлов IVа (Ti, Zr,
Hf), Vа (V, Nb, Ta) и VIа (Cr, Mo, W) групп периодической системы элементов, а также лантаноидов и актиноидов обладают электро- и теплопроводностью, характерными для металлов, что позволяет считать такие соединения
аналогичными интерметаллическим фазам.
Как и металлы, многие карбиды и нитриды обладают высокосимметричными структурами, междуатомные промежутки металлической подрешетки которых заняты небольшими неметаллическими атомами. Структура
тугоплавких соединений зависит от соотношения атомных радиусов металла
rMe и неметалла (металлоида) rх. В междуузлиях кристаллической решетки
(при 0,43<rх /rMe < 0,59) формируются так называемые фазы внедрения. Характер металлической подрешетки определяется общим числом валентных
электронов с учетом электронов неметаллического атома. В табл. 8 приведены атомные радиусы и их соотношения для некоторых металлов и металлоидов. Как следует из табл. 9, с увеличением числа валентных электронов
происходит переход от ОЦК к гексогональной плотноупакованной и ГЦКрешеткам. Несмотря на одинаковое соотношение размеров атомов, существуют различные модификации соединений МеХ и Ме2Х, зависящие от числа
электронов.
Таблица 8
Соотношения атомных радиусов металлов и металлоидов
Металл и его атомный
радиус, нм
Ti
V
Cr
Zr
Nb
Mo
Hf
Ta
W
0,147
0,134
0,136
0,160
0,146
0,139
0,158
0,146
0,139
Металлоиды* и соотношения атомных радиусов
металлоида и металла
B
C
N
H
0,59
0,52
0,48
0,20
0,65
0,57
0,53
0,22
0,64
0,57
0,52
0,22
0,54
0,48
0,44
0,19
0,60
0,53
0,49
0,20
0,63
055
0,51
,22
0,55
0,49
0,45
0,19
0,60
0,53
0,49
0,20
0,63
055
0,51
0,22
*Для В, С, N, H – атомные радиусы, соответственно, 0,087; 0,077; 0,071; 0,030 нм.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
234
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
Таблица 9
Структура некоторых металлов и тугоплавких соединений
Структура металлической
подрешетки
Кубическая объемноцентрированная
Гексагональная плотноупакованная
Кубическая гранецентрированная
Простая гексагональная
Металл или тугоплавкое
соединение
Ti, Zr, Hf
V, Nb, Ta
Cr, Mo, W
V2С, Nb2С, Ta2С, Re
Nb2N, Ta2N
Mo2C, W2С, Ru,Os
TiС, ZrС, HfС, Fe
Mo2N, W2N
VC, NbC, TaC
TiN, ZrN, HfN, Co, Rh, Ir
VN, NbN0,94, Ni, Pd, Pt
WС, NbN
Общее число валентных
электронов на атом
металла
4
5
6
7
7,5
8
8
8,5
9
9
10
10
Карбиды, нитриды, бориды и силициды переходных металлов IVa (Ti,
Zr, Hf), Va (V, Nb, Та) и Via (Cr, Mo, W) групп периодической системы элементов, а также лантаноидов и актиноидов обладают электро- и теплопроводностью, характерными для металлов. Эти и другие свойства вышеупомянутых материалов позволяют считать такие соединения аналогичными
интерметаллическим фазам. Тугоплавкие соединения с атомами неметаллов,
размеры которых не допускают образования фаз внедрения (силициды, бориды), имеют сложное строение (гексагональное, ромбическое, тетрагональное). Бориды имеют сильную склонность к ковалентным связям с образованием (в зависимости от содержания бора) цепочек и сетчатых структур:
при 33 % (атом.) В – отдельные атомы в решетке; при 50 % (атом.) В – зигзагообразные цепочки; при 57 % (атом.) В – двойные цепочки; при 67 % (атом.) В –
гексагональная сетка; при > 80 % (атом.) В – объемная сетчатая структура.
Исследование прочности связи и энергетического спектра электронов
для изоморфных карбидов и нитридов выявило зависимость прочности связи
от общего количества валентных электронов и расположения уровня Ферми;
оптимальное количество валентных электронов 8; 9.
Силы сцепления в решетке влияют на теплоемкость, тепловое расширение, температуру плавления, модуль упругости и твердость материала. Мерой прочности связи считают выражение Mθ2 (М – масса атома, θ – температура Дебая).
Эти величины и объем моля V определяют указанные свойства материалов. Поскольку температура Дебая не является четко определенной величиной, а результаты, полученные в соответствии с теорией твердого тела,
правомерны только для изотропной однокомпонентной системы, нижеследующие данные устанавливают некоторые количественные связи и выявляют
тенденции, которые тем ярче выражаются, чем больше металлическая со-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
235
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
ставляющая доминирует над неметаллической (в случае силицидов следует
ожидать значительных отклонений).
Согласно формуле Линдемана, температура плавления
Тs = КМθ2V2/3,
где К = const.
Поскольку произведение Mθ2 зависит от уровня Ферми, а тот в свою
очередь соответствует числу валентных электронов, то для металлов и тугоплавких соединений с одинаковым числом валентных электронов следует
ожидать увеличения температуры плавления с ростом V2/3. На рис. 101 показан характер изменения температуры плавления в зависимости от числа валентных электронов.
Ломаные линии связывают металлы или их соединения, относящиеся к
одному периоду системы элементов и незначительно отличающиеся атомной
массой. По вертикали расположены металлы и твердые сплавы с одинаковым
числом валентных электронов, например с 9 электронами – Со, Rh и Ir,
а также карбиды ванадия, ниобия, тантала и нитрид титана. Штриховые линии означают атомный или эквивалентный объем, т.е. для кобальта V = 6–8,
для Rh, Ir, VC, TiN значения V = 8–12, а для NbC и ТаС V>12. Очевидно, что
увеличение эквивалентного объема в результате внедрения С или N с примерно одинаковыми массами и числом электронов приводит к повышению
температуры плавления (ТаС и HfC, а также их твердые растворы имеют самые высокие точки плавления).
Рис. 101. Зависимости температуры плавления от числа валентных электронов Ne, приходящихся на атом металлов (1),
карбидов (2) и нитридов (3)
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
236
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
Из уравнения можно выразить Мθ2 через Ts и V, а силы сцепления и
температуру Дебая можно легко определить. Как показывает опыт, модуль
упругости не зависит от атомной или молекулярной массы. Он тем больше,
чем выше температура плавления и чем меньше атомный или эквивалентный объем.
По Новотному, твердость зависит от температуры Дебая. Она высока
при высокой температуре плавления и малой атомной массе и атомном или
эквивалентном объеме. Первые две зависимости постоянны, а влиянием объема можно пренебречь.
Изложенные закономерности изменения Ts, E, HV характерны для карбидов, нитридов и боридов. В силицидах объемная и массовая доля кремния
настолько велика, что принятые аппроксимации недопустимы. Большое значение для применения тугоплавких соединений имеет температурная зависимость свойств. На рис. 102 показано изменение твердости TiC, HfC, ZrC и
WC при температурах от комнатной до 800 °С.
Рис. 102. Зависимость твердости некоторых тугоплавких соединений от
температуры (по Вестбруку)
Рис. 103. Диаграмма состояния
системы TiC–WC
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
237
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
Изоморфные кубические карбиды и нитриды (табл. 9) образуют при
взаимодействии непрерывный ряд твердых растворов. Причем относительно
небольшие радиусы одних атомов, например ванадия (1,34·10-7 мм), по сравнению с радиусами атомов ниобия и тантала (1,46·10-7 мм), гафния (1,58·10-7 мм) и
циркония (1,60·10-7 мм), являются причиной ограниченной взаимной растворимости, в частности между карбидами и нитридами ванадия, с одной стороны, и карбидами и нитридами циркония и гафния, с другой. При снижении
температуры до ~ 1 400 °С происходит распад систем TiC–ZrC, TiC–HfC,
VC–NbC, VC–TaC.
В системах, образованных соединениями с кубической и гексагональной структурами, растворимость в кубических фазах существенно выше, чем
в гексагональных. В качестве примера рассмотрим псевдобинарную диаграмму TiC–WC системы Ti–W–С (рис. 103). Вплоть до 1 800 °С растворимость гексагонального WC в кубическом TiC неизменна, а при более высоких температурах возрастает.
Наличие распада в системах из тугоплавких соединений играет определенную роль в формировании свойств твердых сплавов, поскольку позволяет
при спекании регулировать скорость роста зерен и с помощью дисперсионного твердения улучшить характеристики материалов.
Среди методов получения порошков металлоподобных тугоплавких соединений наиболее широко применяют восстановительные процессы и прямой синтез из элементов, в том числе СВС.
Получение нитридов
Методы порошковой металлургии распространяются на производство
нитридов повышенной жаро- и термопрочностью, высокой кислотостойкостью и т.д.
Основными методами получения нитридов являются:
1) азотирование металлов или их гидридов;
2) метод СВС;
3) метод плазмохимического синтеза;
4) восстановление оксидов металлов твердым восстановителем в среде
азота (аммиака);
5) осаждение нитридов из газовой фазы.
Азотирование металлов. Процесс осуществляется под воздействием
азота, аммиака или какого-либо другого азотсодержащего газа на порошки
металлов или их гидридов в муфельных проходных печах при температуре
800–1 200 °С при непрерывной подаче газа. В зависимости от характеристик
исходных порошков длительность процесса составляет 1–2 ч.
В основе процесса азотирования лежит механизм диффузии азота в
глубь металла с образованием на начальных стадиях твердых растворов.
В дальнейшем при повышении температуры процесс гетеродиффузии пере
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
238
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
ходит в реакционную диффузию с образованием нитридных фаз. На этом
этапе скорость образования нитрида лимитируется скоростью диффузии азота через слой образовавшейся новой фазы и скоростью реакции. При наличии
достаточно толстого слоя новой нитридной фазы процесс диффузии азота через него сильно замедляется, а в некоторых случаях становится практически
невозможным. В связи с этим для повышения подвижности атомов азота в
поверхностных слоях рекомендуется повышать температуру процесса или
уменьшать толщину диффузионного слоя, применяя для азотирования исходные металлические порошки с частицами меньшего размера.
Поскольку процесс азотирования протекает на границе раздела металл –
азот, увеличение поверхности контакта способствует ускорению процесса.
В связи с этим в качестве исходных порошков необходимо применять порошки с большой удельной поверхностью, которая при прочих равных условиях увеличивается с уменьшением размера частиц. Кроме того, необходимо
иметь в виду, что если металлу свойственно поверхностное окисление, то одновременно с увеличением степени его измельчения будет возрастать относительное содержание кислорода в нем и азотирование затруднится. Последнее обусловлено более высоким коэффициентом диффузии в металл
кислорода по сравнению с азотом. Иногда для интенсификации процесса
азотирования его ведут при давлении азота до 25 МПа. При этом скорость
процесса повышается пропорционально корню квадратному из величины
давления азота:
Vазота = К
разота .
Преимущество метода азотирования под давлением состоит в возможности получения нитридов таких металлов, которые не взаимодействуют
с азотом при атмосферном давлении (молибден, вольфрам). При повышенных давлениях область существования нитридов смещается в сторону более
высоких температур, которые также оказывают положительное влияние на
кинетику процесса азотирования.
Метод плазмохимического синтеза. В качестве исходных веществ
при этом используются порошки металлов, их галогениды, оксиды, которые
вводят либо непосредственно в зону разряда, либо в высокотемпературную
струю плазмы вне зоны разряда. При этом процесс синтеза нитридов упрощается, поскольку азот, являясь плазмообразующим газом, выступает одновременно в роли одного из компонентов реакции образования нитридов. Среди
газов, использующихся в качестве плазмообразующих (Ar, He, H2, N2, O2), азот
обладает наибольшей удельной теплотой сгорания в том интервале температур, который поддерживают при плазмохимическом синтезе. В этом же интервале температур основным компонентом азотной плазмы является преимущественно атомарный азот, чем и определяется его высокая химическая
активность.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
239
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
В основе процесса образования нитридов при плазмохимическом методе синтеза, как и в случае получения их другими методами, лежит диффузия
азота в глубь частиц металла. При этом макроскопичность частиц приводит к
уменьшению степени насыщения азотом. Поскольку в условиях дугового
разряда имеют место высокие скорости плазменных струй, диффузия не проходит до конца, следствием чего является, как правило, образование соединений нестехиометрического состава и наличие в конечных продуктах непрореагировавших исходных металлов.
Наиболее высокопроизводительным является использование в качестве
исходных материалов галогенидов металлов, в частности хлоридов. При введении хлоридов в плазменную струю они разлагаются, образуя мельчайшие
частицы металлов или их пары. Нитриды образуются из газовой фазы при
взаимодействии паров металла с азотом. В результате размеры образующихся частиц продукта равняются десяткам нанометров.
Получение нитридов восстановлением оксидов металлов твердым
восстановителем в среде азота. В основе процесса лежит реакция
МеО + Ме(Х) + N2 → МеN + MeO(XO),
где Me – металл-восстановитель; X – неметаллический восстановитель (углерод, кремний, бор).
Чаще всего в качестве восстановителя используют углерод, что приводит, наряду с образованием нитридов, к образованию карбидов восстанавливаемых металлов, которые образуют непрерывный ряд твердых растворов.
Поэтому данный метод применяют в основном для получения нитридов технической чистоты – обычно нитридов титана, циркония, ванадия, ниобия и
гафния.
Получение нитридов осаждением из газовой фазы. Метод имеет
важное значение в связи с возможностью получения продукта высокой степени чистоты в поли- и монокристаллическом состоянии. Как и при получении других соединений этим методом, в качестве исходных веществ используют галогениды соответствующих металлов. Процесс ведут при наличии
азота высшей степени очистки или аммиака и водорода. Нитриды образуются
по одной из схем:
МеCl + NH3 → MeN + НС1
MeOCl2 + NH3 → MeN + Н2О + НС1
MeCl + N2 + H2 → MeN + HC1
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
240
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
Получение боридов
В зависимости от требований, предъявляемых боридам в отношении
состава, содержания примесей, стоимости, применяют тот или иной метод их
получения.
Существует следующие методы получения боридов:
1) прямой синтез из элементов;
2) самораспространяющийся высокотемпературный синтез (метод СВС);
3) металлотермическое восстановление;
4) восстановление оксидов металлов бором с одновременным борированием;
5) электролиз расплавленных сред;
6) осаждение из газовой фазы;
7) восстановление оксидов металлов углеродом карбида бора (борокарбидный метод);
8) совместное восстановление смесей оксидов металлов и борного ангидрида углеродом (углетермический метод);
9) метод плазмохимического синтеза.
Получение боридов прямым синтезом из элементов. Синтез проводят, исходя из обеспечения условий прохождения реакции по схеме
Me + В → МеВ,
которая может осуществляться как в жидкой фазе путем плавления шихты в
дуговых или индукционных печах, так и в твердом состоянии путем спекания
этой шихты в печах сопротивления различного типа.
В основе процесса образования боридов в этом случае лежит диффузия
бора в металл. Реальная скорость диффузии в значительной степени зависит
от кинетических факторов, размера частиц металла и бора, качества приготовления шихты относительно равновесности распределения компонентов в
ней, наличия и вида газовой среды в реакционном пространстве, состояния
поверхности частиц металла относительно их окисленности. Поэтому оптимальные режимы получения боридов в каждом конкретном случае должны
устанавливаться экспериментально в зависимости от свойств исходных материалов и условий проведения синтеза. В случае получения боридов синтезом
из элементов без плавления оптимальные температуры лежат в пределах
1 300-2 500 °С. При этом в качестве среды можно использовать вакуум в случае ведения процесса при низких температурах или инертные газы – при высоких.
Получение боридов металлотермическим восстановлением. Этот
способ применяется в том случае, когда в качестве исходных материалов
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
241
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
применяют оксиды металлов, борный ангидрид, а восстановителем служат
алюминий, магний, кальций или кремний. Реакция идет по схеме
МеО + В2О3 + Al (Mg, Ca, Si) → МеВ + Al (Mg, Ca, Si)O4
Полноту и скорость прохождения процесса оценивают по величине
термичности – отношению теплового эффекта реакции к сумме масс реагирующих веществ (массе шихты). Минимальные значения термичности практически для всех восстановителей должны находиться в пределах 25 Дж/кг
шихты.
Недостатком металлотермического восстановления является сложность
разделения продуктов.
Получение боридов восстановлением оксидов металлов бором с одновременным борированием. Процесс протекает по реакции
2МеО + 4В → 2МеВ + В2О2
Для осуществления процесса шихту, состоящую из соответствующего
оксида металла и бора, взятых в стехиометрических соотношениях, прессуют
в брикеты при давлении 50–100 МПа, загружают в контейнер из идентичного
борида и помещают в вакуумную печь. Процесс восстановления и борирования проводят при давлении 10–100 МПа. Недостатком метода восстановления оксидов металлов бором является относительная сложность оборудования и малая производительность, что приводит к высокой стоимости боридов. Поэтому этот метод применяется для получения боридов, используемых
в изделиях специального назначения.
Получение боридов электролизом расплавленных сред. Бориды тугоплавких металлов в виде дисперсных, хорошо закристаллизованных осадков можно получить электролизом расплавов, состоящих из смесей щелочных и щелочно-земельных металлов с их оксидами.
В качестве флюсов используют фториды магния, кальция или лития.
Процесс ведут в специальных электролизерах, в которых анодом служит
графитовый тигель, а катодом – графитовый или металлический стержень
при напряжении 5 В и силе тока 20 А.
Сущность процесса состоит в том, что при электролизе на катоде выделяется элементарный бор, образующийся в результате протекания реакции
восстановления ангидрида бора щелочным металлом, возникающим в результате электролиза:
2В2О3 + 3Na → 3NaBO2 + В
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
242
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
Наряду с этим протекает процесс восстановления оксида тугоплавкого
металла и взаимодействие восстановленного металла с бором, в результате
чего образуется борид.
Получение боридов осаждением из газовой фазы. Метод аналогичен
методу получения карбидов и нитридов разложением галогенидов металлов
на подогретой подложке при наличии борсодержащих газообразных веществ.
Борсодержащими компонентами могут быть бромид или хлорид бора, которые восстанавливаются по реакции
МеСlх + ВС13 + Н2 → МеВ2 + НС1
На процесс формования осадков влияют температура, скорость прохождения реагентов через реакционное пространство, а также соотношение водорода, хлорида металла и хлорида бора. Так, например, оптимальными условиями получения борида титана являются температура ~ 1 400 °С и мольное соотношение H2/(TiCl4+ +BCI3) ≤ 30. При больших соотношениях кристалличность осадков уменьшается и в них появляется аморфный борид.
Метод осаждения боридов из газовой фазы является весьма перспективным для получения боридных покрытий, монокристаллов, а также изделий сложной формы.
Получение боридов восстановлением оксидов металлов углеродом
карбида бора (борокарбидный метод). Метод является одним из основных
промышленных методов получения боридов переходных металлов. В основе
этого метода лежат реакции
МеО + В4С + С → МехВу + СО
Ме(МеН, МеС) + В4С + В2О3 + МеВ + CO
Реакции восстановления оксидов металлов и образования боридов начинаются для TiB2 при температуре 1 300 °С, для ZrB2 – 1 500 °С, для VB2 и
NbB2 – 1 000 °С, для СгВ2 – 1 100 °С и для W2B5 – при 1 300 °С, что согласуется с термодинамическими характеристиками компонентов и реакций образования боридов по рассматриваемой схеме. Дальнейшее повышение температуры интенсифицирует процесс и способствует образованию продукта, по
составу близкого теоретическому.
Получение боридов совместным восстановлением смесей оксидов
металлов и борного ангидрида углеродом. Метод также является одним из
основных при производстве боридов в промышленных масштабах. Он основан на реакции
МеО + В2О3 + С → МехВу + СО
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
243
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
и отличается от борокарбидного тем, что в качестве исходного сырья могут
быть использованы более дешевые материалы (оксиды, борный ангидрид).
Исходные компоненты, подготовленные соответствующим образом,
подвергают смешиванию. При этом количество борного ангидрида, вводимого в состав шихты, должно превышать теоретически необходимое вследствие
высокой его летучести при температурах восстановления.
Получение силицидов
Выбор способа получения силицидов требует оценки состава и содержания примесей.
Для получения силицидов переходных металлов можно применять следующие методы:
1) прямой синтез из элементов;
2) восстановление их оксидов с одновременным силицированием;
3) синтез из растворов в металлических расплавах;
4) осаждение из газовой фазы;
5) электролиз расплавленных сред.
Получение силицидов прямым синтезом из элементов. Метод основан на протекании реакции
Me + 2Si + MeSi2
Эта реакция проходит легко, поскольку образование силицидов сопровождается значительным экзотермическим эффектом.
При нагреве процесс образования силицидов включает следующие этапы:
1) доставка кремния к поверхности металла;
2) диффузия кремния сначала в металл, а затем через слой образовавшегося силицида;
3) образование соединения на внутренней границе раздела силицид –
металл.
В процессе синтеза преобладает реакционная диффузия, а химическая
реакция, протекающая на границе раздела силицид – металл, играет в кинетическом отношении второстепенную роль. При этом наблюдается преимущественная диффузия кремния в металл при слабом участии последнего в
процессе. Синтез силицидов идет через стадии образования низших силицидов. Так, например, в системе Mo–Si происходит преимущественная диффузия кремния через силицидный слой, и реакция образования новой фазы протекает в основном на внутренней границе. Дисилицид молибдена образуется
за счет низших силицидов по реакциям
Mo + Si → Mo3Si + Si → Mo5Si3 + Si → MoSi2
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
244
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
Аналогичная картина наблюдается в той или иной степени при синтезе
силицидов, образующих низшие соединения в соответствии с диаграммами
состояния.
Получение силицидов восстановлением из оксидов с одновременным силицированием. При получении силицидов металлов этим методом
можно использовать несколько вариантов:
1) восстановление оксидов металлов кремнием;
2) совместное восстановление оксидов металлов и кремния углеродом;
3) восстановление оксидов металлов карбидом кремния;
4) совместное восстановление оксида кремния, силикатов с оксидами
металлов углеродом.
Наиболее широкое применение в производстве силицидов в промышленных масштабах находят первых два варианта, в основе которых лежат
реакции
МеО + 3Si → MeSi2 + SiO
MeO + 2SiO2 + 5C → MeSi2 + 5CO
Применение первого варианта позволяет получать продукты более чистые по примесям, особенно по углероду. Процесс получения силицидов можно вести в высокотемпературных печах в защитной газовой среде или в вакууме при температуре 1 300–1 800 °С. На скорость и полноту прохождения
реакции образования силицидов влияют качество подготовки шихты и ее уплотнение, температура процесса, длительность изотермической выдержки,
скорость нагрева до оптимальной температуры, давление в рабочей камере.
Оксиды металлов восстанавливаются кремнием, проходя стадии последовательных превращений высших оксидов в низшие с дальнейшим образованием промежуточных кислородсодержащих продуктов, при взаимодействии которых с кремнием образуются в первую очередь богатые кремнием силициды. Далее продукты взаимодействия обогащаются металлом с образованием обогащенных металлом силицидов. Этот процесс можно представить
схемой
МеОх → MeОx-n → MeOmSin → MeSip → MeSip-q
Сначала образуются дисилициды как термодинамически более стойкие
соединения с сильными ковалентными связями между атомами кремния.
Термодинамическая стойкость силицидов уменьшается в ряду
MeSi2 → MeSi → MenSi
где n > 1.
С повышением температуры процессы восстановления оксидов металлов и образования силицидов интенсифицируются. Получение силицидов совместным восстановлением оксидов металлов углеродом или карбидом
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
245
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
кремния происходит при более высокой температуре. Так, например, равновесная температура реакции
TiO2 + 2SiO2 + 6С = TiSi2 + 6CO
при давлении 100 кПа составляет 1 750 °С, а при давлении 10 кПа – в интервале 1 550–1 570 °С.
Этот способ является наиболее пригодным для получения дисилицидов
молибдена и вольфрама, поскольку восстановление кремнием для них неприемлемо из-за высокой летучести оксидов молибдена и вольфрама. Используя
исходную шихту с некоторым избытком оксида кремния, при температуре
1 900 °С можно получить относительно чистый дисилицид молибдена:
МоО3 + 2SiO2 + 7С = MoSi2 + 7CO
Получение силицидов синтезом из растворов в металлических расплавах. Сущность метода состоит в том, что реакция образования силицидов
из простых веществ протекает в вспомогательной металлической ванне с последующим выделением полученного продукта химическим путем. Метод характеризуется сравнительно низкими температурами процесса и простотой.
Металл, образующий металлическую расплавленную ванну, должен
соответствовать следующим требованиям:
1) при температурах процесса хорошо растворять исходные материалы;
2) не взаимодействовать и не образовывать соединения с кремнием и
соответствующим металлом в условиях процесса;
3) при температуре образования силицидов находиться в жидком состоянии и иметь невысокую упругость пара;
4) легко и полностью отделяться от образующегося продукта.
Самораспространяющийся высокотемпературный синтез
Метод печного синтеза металлоподобных соединений не позволяет
удовлетворить современные требования прикладного материаловедения по
чистоте получаемого продукта и производительности. Поэтому активно развиваются другие методы получения таких порошков, среди которых следует
отметить синтез в низкотемпературной плазме, ударно-волновое сжатие и
самораспространяющийся высокотемпературный синтез, получивший в настоящее время широкое применение.
Метод СВС основан на использовании сильной экзотермичности взаимодействия большинства элементов периодической системы с бором, углеродом, азотом, кремнием и другими металлоидами, связанной с большой теплотой образования продукта, и высоких значений энергии активации диф-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
246
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
фузии атомов металлоидов в металлах. Эти особенности процесса позволяют
реализовать возможность протекания реакции взаимодействия в узкой зоне,
перемещающейся по веществу за счет теплопередачи после локального (местного) инициирования реакции в ненагретой смеси компонентов. Обобщенная химическая схема процесса имеет вид
m
n
∑ ai X i (горючие элементы) + ∑ b jY j (элементы окислителя) =
i 1 =j 1
Z (целевой продукт) + Q(тепловой эффект),
где X – Ti, Zr, Hf, V, Nb, Та, Mo, W и другие металлы; Y – В, С, N, Si, S, Se, Al
и другие элементы; Z – бориды, карбиды, нитриды, силициды и другие соединения металлов, а также твердые растворы или интерметаллиды. Элементы «X» представляют собой порошки металлов, «Y» применяют в порошкообразном, жидком или газообразном состояниях, а продукт «Z» является тугоплавким и при температуре процесса находится обычно в твердом состоянии. Химическое взаимодействие элементов протекает в конденсированной
фазе, даже если один из реагентов находится в газообразном состоянии.
В зависимости от химической природы ведущей реакции горения и агрегатного состояния реагентов, все СВС-системы можно разделить на четыре
основных класса:
безгазовые (без образования газообразных продуктов сгорания),
фильтрационные,
газовыделяющие
металлотермического типа (с восстановительной стадией).
В безгазовых системах (возможно небольшое газовыделение, связанное
с самоочисткой от примесей) исходные компоненты, промежуточные и конечные продукты находятся в конденсированном (твердом или расплавленном) состоянии. Синтез можно проводить в вакууме или в инертном газе (состав продуктов горения и его параметры слабо зависят от атмосферы процесса).
Фильтрационный синтез идет в гибридных системах металл–газ и состав продуктов горения, а также его параметры сильно зависят от давления и
состава газовой среды. Большое значение имеют габариты и пористость сбрикетированного металлического порошка, определяющие доставку (фильтрацию) газа в зону реагирования (горения) компонентов, которая может быть организована различным образом (рис. 104). На практике чаще применяют первый вариант, когда образец с полностью открытой поверхностью помещен в
среду газообразного окислителя, и фильтрация осуществляется как через исходную шихту, так и через продукты горения).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
247
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
Рис. 104. Схема фильтрации газа при горении систем твердое–газ
(стрелки – направление движения газа)
Газовыделяющими являются системы с легколетучими компонентами
(серой, фосфором, селеном и др.) и сжиженным газом (жидким азотом). Целесообразно вести синтез в герметичных емкостях, полностью заполненных
твердыми компонентами, так как при их испарении они не покидают реакционный объем, а заполняют лишь поровое пространство.
В системах металлотермического типа горение имеет две принципиально различные химические стадии – восстановление оксидов и последующее взаимодействие образовавшихся элементов между собой и с добавками,
вводимыми в шихту. Такие СВС-процессы могут быть магниетермическими
или алюмотермическими. Должна быть предусмотрена возможность отделения целевого продукта от оксидов восстановителя (MgO или А12О3).
В общем случае распространение волны горения является одним из
возможных режимов, в котором могут протекать экзотермические реакции;
при этом исходная смесь реагентов отделена сравнительно узкой зоной горения от продуктов реакции. Начальная температура шихты низкая (например,
комнатная), а температура продуктов, называемая температурой горения,
может достигать 3 000–4 000 К. В стационарных условиях зона горения перемещается в сторону исходной шихты с чрезвычайно высокой постоянной
скоростью (до 105–106 К/с), называемой нормальной скоростью горения.
Итак, наиболее перспективными методами получения порошков металлоподобных тугоплавких соединений являются восстановительные процессы и прямой синтез из элементов.
Контрольные вопросы
1. Назовите основные группы тугоплавких соединений.
2. Перечислите основные методы получения порошков металлоподобных тугоплавких соединений.
3. Что лежит в основе процесса азотирования?
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
248
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 22. Металлоподобные тугоплавкие соединения
4. Охарактеризуйте преимущество метода азотирования под давлением.
5. В чем заключается сущность метода плазмохимического синтеза?
6. Перечислите основные методы получения боридов.
7. Какие методы можно применять для получения силицидов переходных металлов?
Лекция 23.
Неметаллические тугоплавкие материалы
План лекции
1. Структура и свойства.
2. Методы получения порошков карбидов и нитридов:
синтез из простых веществ и его разновидности;
самораспространяющийся высокотемпературный синтез;
взаимодействие оксидов с углеродом;
взаимодействие газообразных и летучих компонентов.
Структура и свойства
Понятие «неметаллические тугоплавкие соединения» определяют
группу веществ, высокая твердость и температура плавления которых обусловлена большой долей ковалентной связи. Основная особенность этой
группы веществ – сочетание ионного и ковалентного типа химической связи
при практически полном отсутствии металлической связи. Карбиды и нитриды с преимущественно ионной связью образуют щелочные и щелочноземельные металлы, передающие свои валентные s-электроны атомам углерода и азота.
К неметаллическим карбидам и нитридам относятся соединения щелочных металлов, бериллия, магния, щелочно-земельных металлов и sp-элементов.
Из них соединениями с преимущественно ковалентными связями являются
карбиды бора и кремния, нитриды бора, алюминия и кремния, силициды бора. Диаграмма состояния системы В–С представлена на рис. 105.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
249
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 23. Неметаллические тугоплавкие материалы
Рис. 105. Диаграмма состояния системы B–C:
δ – B12C; β – B13C2 – B12C3
Основной фазой в системе В–С является карбид В12С3(В4С), существующий в широкой области составов. Карбид бора В4С кристаллизуется в
ромбоэдрической структуре, в которой атомы бора образуют икосаэдр В12,
а атомы углерода – цепочки С–С–С. Замещение атомов углерода в В12С3 атомами бора приводит к образованию второго соединения В12СВС, состоящего
из икосаэдров В12 и линейных цепочек С–В–С. Структура обоих соединений
значительно искажена по сравнению с идеальной тетраэдрической, а атом
углерода находится в состоянии искаженной sp3-гибридизации.
В системе В–Si имеется фаза В4Si, изоструктурная В4С и В6Si (рис. 106).
Структура В4Si описывается как структура В4С, в которой два атома кремния
занимают положения двух атомов углерода в цепочке С–С–С, а остальные
атомы его замещают бор в икосаэдре. Наиболее достоверно существование
фазы В4Si с областью гомогенности от В2,82Si до В4Si. В системе В–Si существует также богатое бором соединение ВхSi (х > 10), которое идентифицировано как В12Si или В14Si. Эта фаза идентична AlВ12 и имеет структуру, изоморфную ромбоэдрическому β-бору.
Наблюдается сходство между системами В–С и В–Si. При этом доля
ковалентной связи у соединений бора с углеродом несколько выше, чем у соединений бора с кремнием. В обоих соединениях бор является акцептором
электронов, при этом в карбиде его акцепторная способность проявляется
сильнее чем в силициде. Особенностью таких соединений, как карбид кремния и нитрид бора, алюминия и кремния, является образование тетраэдрических структур из правильных тетраэдров, в которых все длины связей и валентные углы равны между собой и все связи насыщены. Для таких структур
характерны энергетически устойчивые гибридизированные sp3-состояния,
ответственные за сильные ковалентные связи и определяющие свойства,
близкие к свойствам алмаза – высокие температуры разложения, твердость,
химическая стойкость.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
250
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 23. Неметаллические тугоплавкие материалы
Рис. 106. Диаграмма состояния
системы B–Si
При атмосферном давлении фаза Si–С (рис. 107, рис. 108) практически
разлагается на графит и газовую фазу, обогащенную кремнием, а при высоком давлении – на графит и богатый кремнием жидкий расплав.
Все фазы в рассматриваемых системах образуются по перитектическим
реакциям, что обуславливает высокую упругость паров элементов, составляющих соединения. В гексагональных структурах кристаллизуются карбид
кремния, нитриды бора, алюминия и кремния. Основное отличие карбида
кремния от остальных фаз-политипипов (известны более 100 политипов гексагонального и ромбоэдрического карбида). Все типы SiС состоят из тетраэдров SiС4 и СSi4, построены из идентичных слоев и отличаются их числом
и расположением в элементарной ячейке. Формирование того или иного политипа определяется технологическими факторами – температурой и давлением, кинетическими параметрами синтеза и содержанием примесей. Модификация β -SiС кристаллизуется в кубической решетке типа сфалерита.
Практически α - и β -SiС представляют собой граничные структуры, между
которыми находятся разные политипы. Образованию
β
-SiС способствует
избыток кремнезема. Вα -SiС отношение Si/С равно 1,032 , вβ -SiС оно составляет 1,048.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
251
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 23. Неметаллические тугоплавкие материалы
Рис. 107. Диаграмма состояния системы
Si–C при давлении 0,1 МПа
Рис. 108. Диаграмма состояния системы
Si–C при давлении 10 МПа
Гексогональный нитрид кремния построен из тетраэдров SiN4. Различают две полиморфные модификацииα - и β -Si3N4. Обе кристаллизуются в
гексагональной структуре типа фенакита и отличаются порядком чередования тетраэдров в направлении оси С. На образование α - и β -модификаций
нитрида кремния влияет характер примесных атомов. Примеси-акцепторы
электронов (железо, кислород, галогены), изменяя связь между атомами
и вызывая искажение решетки, способствуют образованию
α -фазы. Технологические факторы, вызывающие удаление таких примесей, приводят к
α → β-превращению. Стабильной модификацией является β-Si3N4. Искажение ее примесями или дефектами ведет к появлению α-Si3N4.
Нитрид бора существует в виде графитоподобной гексагональной,
вюрцитной и сфалеритной модификацией. Наиболее стабилен при обычных
условиях графитоподобный гексагональный нитрид, представляющий собой
сло из правильных гексагонов, расстояния между которыми в 2,5 раза больше, чем кратчайшее расстояние между атомами внутри слоев, т.е. у атомов
бора не тетра-, а тригональное окружение из атомов азота, что соответствует
sp2-гибридизации. Гексагональная структура нитрида бора типа вюрцита построена из тетраэдрических слоев. Такой же структурой обладает нитрид
алюминия AlN, который отличается от идеальной решетки вюрцита некоторым сжатием тетраэдров вдоль оси С и, как следствие, искажением тетраэдрически расположенных связей Al–N. Нитрид алюминия выделяется из всех
рассматриваемых соединений отсутствием полиморфизма и политипизма.
Относительная стабильность вюрцитоподобной и сфалеритной модификаций
при нормальных условиях связана с величиной и знаком отклонения значения с/а от идеального (δ). При δ < 0 наиболее вероятно образование вюрцитной структуры, при δ > 0 – сфералитной, а при δ = 0 вероятность образования
обеих структур одинакова (табл. 10).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
252
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 23. Неметаллические тугоплавкие материалы
Таблица 10
Типы структур тугоплавких неметаллических соединений
Соединение
Идеальная
структура вюрцита
Период решетки а, нм
с/а
δ∙10-3
–
1,633
0
SiС
0,376
1,641
+8
ВN
0,255
1,659
+26
AlN
0,3111
1,600
-33
Характеристика фаз
Одинаково
вероятны
вюрцитная и сфалеритная структуры
Сфарелитная стабильная, вюрцитная метастабильная
Обе структуры метастабильные
Вюрцитная стабильная
Все рассматриваемые соединения характеризуются сильными ковалентными связями с некоторой долей ионной связи. Свойства карбидов, высокие значения твердости, удельного электрического сопротивления, низкие
значения КТР, исключительно высокая химическая стойкость свидетельствуют о незначительной доле ионной связи. Карбиды бора и кремния отличаются наиболее высокой из всех известных соединений химической стойкостью при действии минеральных кислот и их смесей, растворов щелочей различной концентрации.
В ряду ВNг–ВNВ–ВNсф уменьшаются значения КТР, растет микротвердость, теплопроводность. Тригональное окружение в ВNг (графитоподобный), соответствующее sp2-гибридизации, приводит к наличию одного электрона, который участвует в ионной связи. Для ВNсф характерна тетраэдрическая координация, соответствующая sp3-гибридизации, при этом доля ионной
связи существенно уменьшается. ВNВ занимает промежуточное положение.
Методы получения порошков карбидов и нитридов
Методы получения порошков неметаллических тугоплавких соединений карбидов и нитридов сводятся к следующим:
1. Синтез из простых веществ и его разновидности.
2. Взаимодействие оксидов с углеродом.
3. Взаимодействие газообразных или легколетучих компонентов, содержащих соответствующие составляющие соединение простые вещества
(осаждение из парогазовой фазы).
Синтез из простых веществ и его разновидности. При получении
карбидов бора и кремния синтез осуществляется при температурах 1 600 °С в
среде восстановительного газа. Основой синтеза является твердофазное
взаимодействие, которое определяется диффузионной подвижностью атомов
углерода в боре и кремнии, а затем в образующихся на поверхности слоях их
карбидов, в этом процессе участвует и газовая фаза. Известно, что хемосор-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
253
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 23. Неметаллические тугоплавкие материалы
бированные на поверхности сажи частицы водорода и кислорода при температурах выше 1 000 °С в вакууме десорбируются в виде молекул Н2 и СО.
При взаимодействии Si + C = SiC при температурах синтеза протекают реакции Siп + Cтв, SiОп + Ств, Siтв + СО и SiОп + СО. В результате в продуктах реакции карбид будет содержать не только в виде зерен, но и в виде нитевидных кристаллов, что свидетельствует о прохождении реакции через газовую
фазу. Аналогично, при синтезе карбида бора существенную роль играют газообразные B2O3, B2O2 и CO. Рассматриваемый метод не получил широкого
применения для получения карбида бора и кремния, но в производстве нитридов бора, алюминия и кремния – это один из наиболее распространенных
методов синтеза.
Взаимодействие азота с бором, алюминием и кремнием определяется
диффузией азота к поверхности порошка соответствующих элементов, образованием слоя нитрида и последующей диффузией азота через этот слой.
Скорость процесса определяется поверхностью раздела фаз и, следовательно,
дисперсностью исходных порошков. Характерной особенностью взаимодействия является экзотермичность реакции, в результате чего температура реакционной массы растет, вызывая спекание. Это, в свою очередь, тормозит
диффузию и резко уменьшает скорость азотирования. Предотвращение спекания возможно при медленном подъеме температуры, двухступенчатом режиме азотирования, введении в исходные материалы готового нитрида.
Еще одна характерная особенность азотирования рассматриваемых
элементов – образование на поверхности элементов оксидной пленки, толщина
которой тем больше, чем больше он дисперсен. При высоких температурах
оксидные пленки разрушаются с выделением летучих субоксидов (B2O3,
Al2O, SiO), но содержание кислорода в готовых нитридах остается достаточно большим. С введением добавок фторидов щелочных и щелочно-земельных
металлов пленки оксидов разрушаются вследствие образования летучих фторидов и оксидов. Данный метод позволяет получать порошки высокой степени чистоты при использовании исходных веществ высокой чистоты, очистке
продуктов реакции от примесей, вносимых главным образом при размоле.
Существенно повысить чистоту продуктов можно, проводя реакцию при
температурах, при которых упругость паров исходного компонента достаточно велика. Тогда происходит взаимодействие в паровой фазе с последующей конденсацией продуктов реакции в виде игл, волокон, дисперсных частиц высокой чистоты.
Самораспространяющийся высокотемпературный синтез. Это разновидность синтеза из простых веществ. При синтезе нитридов, который
протекает по типу фильтрационного горения, частицы покрываются пленкой
нитрида, тормозящей процесс диффузии азота, что усложняет процесс и приводит к недогоранию. Следовательно, синтез целесообразно осуществлять в
две стадии – распространение волны и догорание. Метод экономически достаточно эффективен, так как высокая скорость процесса позволяет достичь
высокой производительности, а использование тепла, выделяющегося при
реакции, обеспечивает отсутствие энергетических затрат.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
254
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 23. Неметаллические тугоплавкие материалы
Взаимодействие оксидов с углеродом. Этот метод наиболее распространен при получении карбидов бора и кремния, нитрида бора. Термодинамические расчеты равновесных концентраций составляющих в газовой и
конденсированных фазах в системах B2O3 + С и SiO2 + С свидетельствуют,
что взаимодействие с образованием соответствующих карбидов при использовании шихт стехиометрического состава всегда приводит к образованию
карбидов, загрязненных углеродом, и лишь при использовании шихт, содержащих избыток оксида, возможно получение чистого карбида, не содержащего свободного углерода. Взаимодействие идет через стадии образования
низших оксидов (B2O3 и SiO). Процессы существенно зависят от давления в
системе, сдвигаясь в сторону более низких температур со снижением давления. При получении нитрида на первой стадии образуются карбиды, которые,
будучи восстановителями оксидов, взаимодействуют с ними с образованием
летучих субоксидов. Последние, в свою очередь, вступают в реакцию с углеродом или азотом с образованием нитридов. Максимальные температуры получения нитридов, °С: BN – 1 700, AlN – 1 800, Si3 N4 – 1 400–1 450. При более высоких температурах снова превалирует образование карбидов. Использование метода углетермического восстановления оксидов приводит, как
правило, к получению карбидов и нитридов технической чистоты, содержащих оксиды соответствующих элементов, а также металлические примеси,
вносимые при длительном размоле.
Взаимодействие газообразных и летучих компонентов. Основным
из рассматриваемых методов является метод осаждения из парогазовой фазы,
которое сводится к взаимодействию газообразных или легколетучих исходных веществ. Создавая высокие пересыщения взаимодействующих компонентов, можно получать достаточно дисперсные порошки, оседающие в объеме реакционного пространства. Синтез возможен при использовании соединений типа простых и сложных галогенидов, которые, испаряясь, взаимодействуют. Можно использовать сложные соединения, которые при достаточно
низких температурах разлагаются с выделением синтезируемого соединения.
Это элементоорганические соединения, аммиакаты галогенидов бора и алюминия. Данный метод позволяет производить дисперсные порошки высокой
чистоты. Так, амонолизмом BCl3, ALF3, SiCl4 получены порошки нитридов бора, алюминия и кремния, содержащие 99,4; 99,8 и 99,9 % основного вещества
соответственно.
Из нетрадиционных методов наиболее распространен плазмохимический
синтез, осуществляемый в низкотемпературной плазме при 5 000–10 000 К. При
этих температурах значительная доля частиц плазмы в виде электронов, ионов, радикалов и нейтральных частиц находится в возбужденном состоянии с
высокой кинетической энергией, частицы взаимодействуют между собой с
высокими скоростями. Время взаимодействия составляет 10-6–10-3с.
Процесс осуществляется по схеме плазмотрон – реактор – закалочное
устройство. В плазмотроне образуются активные частицы. Наибольшей
мощностью и КПД обладают дуговые плазмотроны с электродами из тугоплавких металлов или расходуемыми электродами, состоящими из продуктов
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
255
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 23. Неметаллические тугоплавкие материалы
синтеза. Во избежание загрязнения материалом электрода продуктов синтеза
применяют безэлектродные ВЧ и СВЧ разряды. В реакторе протекает собственно синтез, состоящий из нагрева исходных веществ, испарения, химического взаимодействия и гомогенной конденсации, в результате которой образуются зародыши продуктов взаимодействия и происходит рост кристаллов.
Высокие температуры в начале реактора определяют высокие скорости взаимодействия, а большие пересыщения – образование большого числа мелких
зародышей.
Получение порошков рассматриваемых соединений возможно по следующим схемам:
1. Взаимодействие простых веществ в аргоновой или аргоно-водородной
плазме для получения карбидов и в азотной или азотной с примесью аммиака
плазме для нитридов.
2. Взаимодействие оксидов с метаном или пропан-бутановой смесью в
аргоновой или азотной плазме при получении карбидов и с азотной плазмой
при получении нитридов.
3. Взаимодействие хлоридов с углеводородами или хлоруглеводородами в водородной или азотной плазме:
МеClx + CmHn → МеC + HCl (в водородной плазме);
МеClx + CmHnClк → МеC + HCl (в водородной плазме);
МеClx + N2 → МеN + HCl (в водородной и азотной плазме).
4. Разложение элементоорганических соединений в водородной плазме,
в частности SiCmHnCl → SiC + HCl (в водородной плазме).
Получаемые плазмохимическим синтезом порошки имеют форму правильных куба, гексагона и пр., они монокристальны, размер частиц составляет десятки и сотни нанометров. Столь малый размер частиц приводит к тому,
что большой вклад некомпенсированных поверхностных сил вызывает деформацию частиц, что приводит к отклонению атомов в решетке от положения равновесия. Это определяет высокую химическую активность порошков.
Они легко адсорбируют пары воды, кислород и другие газы. К нетрадиционным методам получения порошков неметаллических тугоплавких соединений относится и углетермическое восстановление оксидов при использовании ультрадисперсных шихт. Высокая степень совершенства контакта между
частицами, незначительная роль при этом диффузионных процессов, рост
упругости паров над частицами малого размера определяют снижение температуры синтеза, отсутствие условий для рекристаллизации и получение порошков высокой дисперсности. Перевод исходных материалов в раствор с
последующим его выпариванием позволяет получать такую шихту. При получении карбидов бора и кремния используют шихты, приготовленные выпариванием, дегидратацией и пиролизом растворов, содержащих соответствующие соли и углеродсодержащие соединения. Это позволяет достигать
высокой степени диспергирования составляющих шихты и при температурах, более низких, чем температуры обычного синтеза, получать дисперсные
порошки. Так как в процессах оксидов кремния и бора углеродом через газовую фазу летучие оксиды восстановления B2O3, B2O2 и SiО переносятся на
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
256
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 23. Неметаллические тугоплавкие материалы
углерод, размер частиц образующихся карбидов определяется размером частиц исходного углеродсодержащего сырья, его можно регулировать путем
выбора углеродного восстановителя с соответствующим размером частиц.
Карбид бора после алмаза и нитрида бора обладает самой большой
твердостью. Порошок карбида бора используется в виде паст и эмульсий при
шлифовании и доводке твердосплавного инструмента. Детали, полученные
плавлением или горячим прессованием порошков, надежны в эксплуатации.
Карбид бора применяют также в ядерной технике как поглощающий материал в трех вариантах:
– уплотняют в оболочках путем виброобработки или ковки;
– прессуют в виде таблеток и спекают при температуре 2 000 °С;
– подвергают горячему прессованию при 2 000 °С под давлением от 15
до 20 МН/м2. Для снижения температуры спекания добавляют некоторое количество металла, который служит для образования жидкой фазы. Таким образом получают композиции на основе В4С с добавками Cu, Cr, Ni, Ag, Ti, Al,
Zr. Поглощающим материалом служит также нитрид бора и соединения бора
с тугоплавкими (HfB2 ,TiB2 , ZrB2 ) и редкоземельными металлами (тетраи гексабориды).Как и карбид бора , исходные порошки этих соединений подвергают вибрационному уплотнению или прессуют для получения стержня;
далее следует спекание или горячее прессование.
Карбид кремния SiC при изготовлении кристаллизуется в виде гексогональной α-фазы зеленого цвета; β -фаза черного цвета с кубической решеткой стабилизируется при наличии азота или дополнительного кислорода.
Удовлетворительная проводимость (0,1 проводимости металлоподобного
твердого сплава) и значительная стойкость против окисления позволяют использовать карбид кремния в нагревательных элементах высокотемпературных печей. Он применяется как абразивный материал. Пропитанный кремнием каркас из SiC и спеченный композит SiC–Si3N4 являются высокожаропрочными материалами.
Нитрид кремния Si3N4 существует в двух гексагональных модификациях (α - при низких иβ - при высоких температурах). К особым свойствам
Si3N4 следует отнести высокую кислотостойкость (в частности, к плавиковой
кислоте), стойкость к воздействию неконцентрированных щелочей и некоторых металлических расплавов (особенно алюминиевого), жаропрочность и
термопрочность. Из Si3N4 изготавливают чехлы термоэлементов для алюминиевого расплава, кислотостойкие тигли, детали газовых горелок, матрицы
для горячего прессования.
Таким образом, наиболее перспективными методами получения порошков неметаллических тугоплавких соединений карбидов и нитридов является синтез из простых веществ, взаимодействие оксидов с углеродом,
осаждение из парогазовой фазы.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
257
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 23. Неметаллические тугоплавкие материалы
Контрольные вопросы
1. Назовите условия синтеза при получении карбидов бора и кремния.
2. Чем определяется скорость процесса при взаимодействии азота с бором, алюминием и кремнием?
3. Что такое самораспространяющийся высокотемпературный синтез?
4. При получении каких веществ применяется метод взаимодействия
оксидов с углеродом?
5. Каковы особенности осаждения из парогазовой фазы?
6. Чем определяется высокая химическая активность порошков, полученных плазмохимическим синтезом?
7. Назовите область применения изделий на основе карбида и нитрида
кремния.
Лекция 24.
Оксиды, сверхтвёрдые материалы
План лекции
1. Применение тугоплавких оксидов.
2. Сверхтвёрдые материалы.
3. Диаграмма состояния углерода (по Банди).
4. Нитрид бора.
5. Области применения. Основания для выбора.
Применение тугоплавких оксидов
Тугоплавкие оксиды используют при изготовлении чисто оксидных
спеченных материалов и керметов. Практический интерес представляют такие их свойства, как твердость и химическая стойкость. Они являются хорошими изоляторами и стойки в воздушной среде. Спеченный корунд (гексагональная α-модификация А12О3) из-за его удивительной стойкости к воздействию кислот, щелочей, расплавов металлов и соды, стекла и шлаков находит
применение в лабораторных приборах, химических аппаратах, плавильных
тиглях, защитных чехлах термоэлементов. Вследствие высокого удельного
сопротивления спеченного корунда его можно использовать для электроизоляции при высоких температурах (в опорах электронагревательных элементов, запальных свечах). Большая твердость и износостойкость позволяют использовать его для шлифования, размола, резания металлов и полимеров, эбонита и медноасбестовых фрикционных материалов. Чтобы активировать процесс спекания, сырье тонко размалывают (до среднего размера зерна < 5 мкм),
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
258
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 24. Оксиды, сверхтвёрдые материалы
при этом получают порошок с большой удельной поверхностью и плотностью дефектов. Для ускорения процесса спекания добавляют 0,5–3 % соответствующего оксида, который при спекании с А12О3 образует жидкую фазу или,
растворяясь, приводит к возникновению дефектов в кислородной подрешетке.
Беспористые оксидно-керамические материалы получают спеканием в атмосфере водорода или горячим прессованием. Добавка MgO позволяет подавить
прерывистый рост зерен при спекании; при величине кристаллитов 1–3 мкм предельное значение прочности на сжатие достигает 5 ГН/м2. Минералокерамический режущий инструмент из спеченного глинозема (> 99 % А12О3) содержит незначительные добавки MgF2 или Cr2O3, MgO, SiO2 и TiO2. Такой инструмент позволяет применять большие скорости резания, но из-за незначительной вязкости (составляющей 20 % от вязкости высокопрочной стали)
толщина снимаемой стружки должна быть небольшой; не допускается прерывистое резание; плавность хода станка должна быть высокой. Условия работы примерно те же, что для самых высокопрочных твердых сплавов.
Из оксида бериллия изготавливают плавильные тигли, отличающиеся
не только высокой рабочей температурой, но и заметной термопрочностью,
основанной на хорошей теплопроводности исходного материала. Благодаря
этим качествам, изделия из спеченного или горячепрессованного ВеО используют также в качестве замедлителя в ядерных реакторах.
Важнейшими критериями применения оксида циркония (ZrO2) являются высокая температура плавления, твердость и стойкость к действию кислых
шлаков и расплавленных металлов. Рабочие температуры ZrO2 достигают
2 300 °С. Он используется в защитных чехлах термоэлементов, тиглях, жерновах, корпусах мельниц, а также как основной компонент керметов.
Оксид магния (MgO) имеет более высокую точку плавления, чем Al2O3.
Однако его можно спечь до компактного состояния, начиная с 1 400 °С. Оксид магния, как и спеченный глинозем, используют для электроизоляторов,
работающих при высоких температурах, и тиглей для основных расплавов.
Оксид хрома (Сr2О3) изоморфен с А12О3 (образует твердый раствор).
Его добавляют в количестве 3 % к спеченному глинозему при изготовлении
абразивов для тонкого шлифования, доводки и зачистки инструмента и фасонных деталей из закаленной стали.
Сверхтвёрдые материалы
Сверхтвёрдые материалы – группа веществ, обладающих высочайшей
твердостью, к которой относят материалы, твёрдость и износоустойчивость
которых превышает твёрдость и износоустойчивость твёрдых сплавов на основе карбидов вольфрама и титана с кобальтовой связкой, карбидотитановых
сплавов на никель-молибденовой связке. Широко применяемые сверхтвердые материалы: электрокорунд, оксид циркония, карбид кремния, карбид бора, боразон, алмаз. Сверхтвёрдые материалы часто применяются в качестве
материалов для абразивной обработки. В последние годы пристальное вни-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
259
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 24. Оксиды, сверхтвёрдые материалы
мание современной промышленности направлено к изысканию новых типов
сверхтвёрдых материалов и ассимиляции таких материалов, как нитрид углерода, сплав бор–углерод–кремний, нитрид кремния, сплав карбид титана–
карбид скандия, сплавы боридов и карбидов подгруппы титана с карбидами и
боридами лантаноидов. Технология создания и производства сверхтвердых материалов на основе фуллеренов включает следующие основные направления:
1) синтез исходных фуллеренов;
2) разработка аппаратов для создания высоких гидростатических давлений и прессовое оборудование;
3) определение условий синтеза сверхтвердых и ультратвердых материалов и их оптимизация;
4) исследование физико-механических и химических свойств синтезируемых материалов в зависимости от условия получения;
5) установление эксплуатационных характеристик новых материалов и
областей их эффективного применения;
6) организация опытно-промышленного и серийного производства
сверхтвердых и ультратвердых материалов из фуллеренов.
Разработка технологии синтеза материалов на основе фуллеренов позволит создать новый класс углеродных материалов ультравысокой твердости. Она обеспечивает получение углеродных материалов с твердостью более
высокой, чем у природного алмаза; использование оборудования, применяемого в настоящее время для производства известных сверхтвердых материалов (синтетических алмазов и кубического нитрида бора). При этом имеется
реальная возможность обеспечения исходными фуллеренами и организации
массового производства сверхтвердых и ультратвердых материалов на основе фуллеренов.
Естественный алмаз – минерал, состоящий из одного химического
элемента – углерода. Встречается в виде небольших кристаллов различной
формы от 0,005 до нескольких карат (карат равен 0,2 г). Алмазы бывают бесцветные или окрашенные в различные тона: желтые, темно-зеленые, серые,
черные, фиолетовые, красные, голубые и др. Алмаз является наиболее твердым минералом.
Высокая твердость обеспечивает алмазному зерну весьма высокие режущие свойства, способность разрушать поверхностные слои твердых металлов и неметаллов. Прочность алмаза на изгиб невысокая. Одним из существенных недостатков алмаза является сравнительно низкая температурная
устойчивость. Это значит, что при высоких температурах алмаз превращается в графит, такое превращение начинается в обычных условиях при температуре, близкой к 800 °С.
Искусственные (синтетические) алмазы получают из графита при
высоких давлениях и высокой температуре. Они имеют те же физические и
химические свойства, что и природные алмазы.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
260
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 24. Оксиды, сверхтвёрдые материалы
Диаграмма состояния углерода (по Банди)
Ф. Банди построил более полную фазовую диаграмму состояния углерода (рис. 109), показывающую снижение температуры перехода алмаза в
жидкое состояние с ростом давления.
Рис. 109. Диаграмма состояния углерода (по
Банди): 1 – графит + метастабильный алмаз;
2 – графит; 3 – метастабильный графит + алмаз; 4 – алмаз; 5 – металлическая фаза;
EI– EIII – тройные точки; AC, CJ – точки, полученные, соответственно, Алдером и Кристианом, де Карли и Ямизоном; B – область
Банди; D – линия парообразного состояния;
KS – область каталитического синтеза
Диаграмма Ф. Банди имеет особенность, о которой следует рассказать
более подробно. В то время уже было известно, что полупроводниковые материалы – антимонид индия, германий и кремний – при высоких давлениях
приобретают свойства металла – становятся хорошими проводниками электрического тока. Все они имеют кристаллическую решетку алмаза. Учитывая
это, а также используя построенную им диаграмму состояния углерода, Банди
выдвинул предположение: при сверхвысоких давлениях от 600 до 700 кбар
(1 кбар = 108 Па) возможно новое состояние углерода (на диаграмме – углерод-3). В этом состоянии плотность углерода на 15–20 % превышает плотность алмаза, и благодаря этому он приобретает металлические свойства.
Из диаграммы фазового состояния углерода следует, что алмазы могут
быть получены в широком интервале давлений и температур. Даже в поле
устойчивости графита может существовать термодинамически неустойчивый
(метастабильный) алмаз (область 2). На такую возможность указал в своей
работе и О.И. Лейпунский, отметив, что для этого необходимо создать
«трудные, но не невозможные» условия. Он допускал, что в области, более
устойчивой для графита, «… получение алмаза не является невозможным,
так как алмаз во всяком случае термодинамически более устойчив, чем жидкий или газообразный углерод (при р > рнасыщ). Здесь решающую роль должна
играть кинетика образования зародышей и роста кристаллов алмаза и графита. Если образование зародыша алмаза менее вероятно, чем образование зародышей графита, то очень существенно наличие готовой алмазной затрав-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
261
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 24. Оксиды, сверхтвёрдые материалы
ки». Накопленный ныне материал по синтезу алмаза в полной мере подтверждает блестящее предвидение Лейпунского.
Нитрид бора
К сверхтвердым относят естественные и искусственные алмазы, включая искусственно полученный нитрид бора BN. Эти материалы аналогичны
по своей структуре и свойствам. Гексагональная модификация стабильного
при комнатной температуре BN соответствует структуре графита. Кубические модификации алмаза и BN имеют структуру цинковой обманки (сфалерита). Кроме того, BN имеет еще одну гексагональную (вюрцитоподобную)
модификацию, плотность и твердость которой примерно равны этим показателям для кубической модификации. На рис. 110 показана диаграмма состояния BN по Венторфу в зависимости от температуры и давления.
На графике отмечена экспериментальная область искусственного синтеза, осуществляемого либо при статическом давлении, которое создают механически на прессах с использованием предварительно напряженной твердосплавной оснастки, либо динамическим способом при кратковременном
воздействии взрывной волны. В результате получают порошок, который перерабатывают в шлифовальную пасту, абразивные изделия из композиций с
металлом и синтетическим материалом, либо в поликристаллические спеченные изделия. Сверхтвердые материалы обладают высокой износостойкостью,
однако вследствие небольшой вязкости можно проводить только чистовую
обработку резанием; скорости резания этих материалов в 2–5 раз выше, чем
твердых сплавов. Твердость некоторых материалов приведена в табл. 11.
Рис. 110. Диаграмма состояния BN (по Венторфу): BNh – гексагональная графитоподобная структура; BNw – гексагональная
вюрцитоподобная структура; BNsf – кубическая сфалеритоподобная структура; K –
жидкая фаза
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
262
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 24. Оксиды, сверхтвёрдые материалы
Таблица 11
Сверхтвердые материалы
Материал
Искусственный алмаз
Кубический нитрид бора
Поликристаллический кубический нитрид бора
Многофазный поликристаллический нитрид бора (смесь вюрцитоподобной –
гексогональной и сфалеритной-кубической
модификации
Композит на основе кубического нитрида с металлической связкой
Композит на основе алмаза с металлической связкой
Торговое название
Мегадиамант
Боразан, кубонит, эльбор
HV
10 000
9 000
Эльбор Р
7 800–8 500
Гексанит
6 000
Исмит
–
Славутич
–
По сравнению с алмазом BN менее химически активен. При обработке
черных металлов алмазным инструментом возникает взаимодействие железа
с углеродом, поэтому такое сочетание нецелесообразно. При температурах
резания > 1 000 °С необходимо учитывать возможность окисления углерода.
По этой причине алмазным инструментом обрабатывают преимущественно
алмазные сплавы, медь, керамику, графит и синтетические материалы. Нитрид бора предпочтительнее использовать для обработки никеля и сплавов
кобальта, а также сталей разных марок.
Перспективными областями применения новых материалов являются:
– изготовление инструментов для обрабатывающей промышленности и
буровой техники;
– создание лезвийных инструментов для металлообработки;
– использование в качестве конструкционных материалов, в том числе
для изделий ракетно-космической техники;
– применение в микроэлектронике сверхтвердых образцов, обладающих полупроводниковыми свойствами и низкой теплоемкостью.
Предлагаемая технология позволяет осуществить прорыв в области создания высокотвердых материалов, в том числе с твердостью, превосходящей
известные в настоящее время природные и синтетические материалы. В результате будет оказано прогрессивное воздействие на другие технологии, особенно
в обрабатывающих и добывающих отраслях промышленности. Экономический
эффект использования новых сверхтвердых материалов очень высок, особенно
с учетом международного приоритета России в данной области.
Проводимые в России в настоящее время исследования опережают
уровень результатов, полученных в ведущих научных центрах мира. Для развития технологии создания и производства сверхтвердых материалов на основе фуллеренов в стране имеется необходимое ресурсное обеспечение.
В 1995 г. получены и исследованы первые партии новых сверхтвердых и
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
263
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 24. Оксиды, сверхтвёрдые материалы
ультратвердых материалов на основе фуллеренов, из них уже изготовлены
прототипы промышленных изделий – иглы, двухслойные пластины, индентеры. В будущем, при соответствующей поддержке со стороны государства,
имеющиеся научные заделы позволят развернуть серийное производство
сверхтвердых и ультратвердых материалов на основе фуллеренов.
Таким образом, изыскание новых типов сверхтвёрдых материалов и
разработка технологии синтеза перспективных материалов, в т.ч. на основе
фуллеренов, позволяет создать новый класс углеродных материалов ультравысокой твердости.
Контрольные вопросы
1. Назовите основные области применения тугоплавких оксидов.
2. Какие материалы относятся к сверхтвердым?
3. Назовите основные направления технологии создания и производства сверхтвердых материалов на основе фуллеренов.
4. Какими методами получают беспористые оксидно-керамические материалы?
5. Какие свойства изделий из спеченного или горячепрессованного ВеО
позволяют использовать их в качестве замедлителя в ядерных реакторах?
6. Перечислите основные модификации углерода.
7. Какие преимущества у режущего инструмента на основе нитрида бора по сравнению с алмазным инструментом?
Лекция 25.
Композиционные материалы
на основе тугоплавких соединений
План лекции
1. Основные группы спеченных твердых сплавов.
2. Тройная система W–C–Co.
3. Спекание твердых сплавов.
4. Процессы, протекающие при твердофазном спекании твердых сплавов (ТФС).
5. Процессы, протекающие при жидкофазном спекании твердых сплавов (ЖФС).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
264
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
Основные группы спеченных твердых сплавов
Различные характеристики и взаимодействие компонентов в композите
позволяют разделить эти материалы на три группы: 1) композиты на основе
металлоподобных тугоплавких соединений и металлов группы железа (собственно твердые сплавы), 2) абразивные изделия и керметы, 3) оксидно-карбидные композиты.
Современные спеченные твердые сплавы можно классифицировать по
составу на четыре основные группы:
– Сплавы WC–Co (некоторые марки сплавов этой группы содержат небольшие добавки других карбидов – ванадия, ниобия, тантала, хрома).
– Сплавы WC–TiC–Co.
– Сплавы WC–TiC–TaC (NbC)–Co.
– Безвольфрамовые (БВТС) твердые сплавы TiC (TiN)–Ni–Mo.
Сплавы WC–Co наиболее прочные из известных спеченных твердых
сплавов, но недостаточно твердые и износостойкие. Промышленные сплавы этой
группы различаются по содержанию кобальта 3–25 % (ВКЗ-ВК25). По размеру
зерна карбидной фазы внутри группы сплавы разделяются на особомелкозернистые (ОМ), мелкозернистые (М), средне-зернистые, крупнозернистые (В),
особокрупнозернистые (К, КС, С). Так, есть сплавы ВК6-ОМ, ВК6-М, ВК6,
ВК6-В, ВК6-КС, ВК6-С. В зависимости от содержания кобальта сплавы
этой группы можно условно разделить на три подгруппы: малокобальтовые
(3–8 % Со), среднекобальтовые (10–15 % Со), высококобальтовые (20–25 % Со).
Сплавы первой подгруппы как наиболее твердые и недостаточно прочные применяются главным образом для обработки резанием чугуна, неметаллических материалов, некоторых видов сталей и жаропрочных сплавов,
для оснащения волочильного инструмента, некоторых горных инструментов
для бурения мягких пород, зубков врубовых машин, коронок вращательного
бурения.
Сплавы второй подгруппы применяют в условиях умеренной ударной
нагрузки, главным образом при черновом точении чугунов высокой твердости и жаропрочных сплавов, при перфораторном бурении крепких пород,
частично для оснащения инструмента по обработке металлов высадкой и
штамповкой.
Сплавы третьей подгруппы, как наиболее прочные и «пластичные», но
недостаточно твердые (много кобальта) применяют для оснащения инструмента, работающего в условиях ударной нагрузки.
Сплавы WC–TiC–Co выпускают главным образом для оснащения инструментов при обработке резанием сталей. Эти сплавы выгодно отличаются от
сплавов WC–Co своим свойством в значительно большей степени сопротивляться при высокой температуре (из-за большой скорости резания) образованию «лунки» на передней поверхности резца под воздействием непрерывно
скользящей по ней «сливной» стальной стружки, что и обеспечивает большую стойкость резца от износа, по сравнению со сплавами WC–Co. Вместе с
тем эти сплавы менее прочные, но более твердые и окалиностойкие, чем
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
265
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
сплавы WC–Co. Температура разупрочнения этих сплавов существенно выше, чем у WC–Co.
По содержанию карбида титана и условий эксплуатации сплавы
WC–TiC–Co условно можно разделить на три подгруппы. Малотитановые
сплавы (5–10 % TiC, T5K10) наиболее прочные и менее твердые, используются при обработке резанием стали в тяжелых условиях с ударом (черновое
точение, строгание). Среднетитановые сплавы (10–20 % TiC, Т15К6) применяют в менее тяжелых условиях эксплуатации. Многотитановые сплавы
(25–60 % TiC, T30K4, Т60К6) характеризуются высокой твердостью и низкой прочностью, применяются при снятии стружки малых сечений и при
работе без ударов при больших скоростях резания (чистовое точение). Увеличение содержания карбида титана в этих сплавах (кобальт – const) приводит к повышению износостойкости сплава и одновременно к падению
прочности.
Сплавы группы WC–TiC–TaC (NbC)–Co применяются главным образом для обработки резанием. Промышленные сплавы этой группы содержат,
как правило, 5–15 % TiC, 2–20 % ТаС (NbC), 5–15 % Со, остальное WC. Условно их называют «универсальными», так как во многих случаях инструмент из них применяют для обработки как стали, так и чугуна благодаря их
свойствам. По прочности они приближаются к сплавам WC–Со, а по твердости – к WC–TiC–Co.
Четвертая группа сплавов TiC (TiN)–Ni–Mo разрабатывалась как заменитель сплавов первой и второй групп. Эти сплавы находятся еще в стадии
разработки, технология их изготовления и оптимальные составы как у нас,
так и за рубежом еще окончательно не установлены. Сплавы обладают высокой твердостью и износостойкостью при резании сталей, но вследствие повышенной хрупкости применяются главным образом при чистовых и получистовых операциях (безударных). К этой же группе можно отнести и сплавы
на основе карбида титана со связкой из железа (стали), количество которой
около 50 % (объем.) и по свойствам (износостойкости и твердости) являются
промежуточными между быстрорежущими сталями и спеченными твердыми
сплавами. Обозначаются за рубежом они как Ferro–TiC, а у нас – ферротикар.
Применяют их главным образом для оснащения штампов и различных износостойких деталей. Сплавы этой группы подвергаются термической обработке для увеличения твердости и благодаря своему составу более дешевые, чем
спеченные твердые сплавы WC–Co и WC–TiC–Co.
Сплавы первой группы обозначаются буквами ВК с прибавлением
цифры, указывающей процентное содержание кобальта. Вторая группа сплавов обозначается буквами ТК. Цифра, следующая за буквой Т, означает примерное содержание в сплаве карбида титана, а цифра после буквы К – содержание кобальта (Т15К6). В обозначение третьей группы входят три буквы –
ТТК, обозначение аналогично сплавам ТК, но цифра после ТТ означает сумму карбидов титана и тантала (ниобия). Наша промышленность выпускает
только две марки безвольфрамовых твердых сплавов, которые обозначаются
ТН-20 (TiC–Ni–Mo) и КНТ-16 (Ti(C, N)–Ni–Mo), в которых цифры означают
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
266
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
примерное содержание никеля и молибдена. Подробный перечень марок, выпускавшихся в СССР, приведен в ГОСТ 3882 и ГОСТ 26530.
По областям применения сплавы можно классифицировать следующим
образом:
Различный режущий инструмент (резцы, сверла, развертки, фрезы
зенкера и др.) (~ 66 % от общего выпуска).
Буровой инструмент (резцы, шарошки, зубки и др.). Горнодобывающая
и строительная индустрия. (~ 27 % от общего выпуска).
Спецназначение (деревообработка, конструкционные детали, обработка
металлов давлением) (5–7 %):
– износостойкий штамповый и конструкционный инструмент (волоки,
матрицы, пуансоны, конструкционные детали, электрод-инструмент и др.);
– высокотемпературные, коррозионные, окалиностойкие изделия;
– изделия оборонной промышленности (боеголовки, пояски и др.).
Среди спеченных твердых сплавов большую группу составляют сплавы
на основе монокарбида вольфрама и кобальта. Эти сплавы, подобно другим
видам спеченных твердых сплавов, получаются спеканием, а не плавлением.
Однако относительно высокие температуры и существование жидкой фазы
при спекании дают возможность рассматривать состояние образующихся
сплавов как равновесное или приближающееся к равновесному в системе из
трех компонентов – вольфрам, углерод, кобальт.
В связи с этим знание диаграммы состояния тройной системы W–C–Co
поможет понять процессы спекания и формирования структуры сплавов на
основе карбида вольфрама и кобальта, объяснить их свойства.
Тройная система W–C–Co
Процессы, происходящие при образовании сплавов на основе монокарбида вольфрама, в ряде случаев можно рассматривать с помощью разреза по
линии Co–WC в диаграмме состояния тройной системы W–C–Co, поскольку
этот разрез является псевдобинарным. Однако составы промышленных твердых сплавов часто не полностью соответствуют системе WC–Co и содержание в них углерода или меньше или больше стехиометрического его количества
в соединении WC, поэтому наиболее полное представление о сплавах можно
получить с помощью диаграммы состояния тройной системы W–C–Co.
Первые сведения по изучению системы W–C–Co относятся к 1931–32 гг.,
но и до настоящего времени она полностью не изучена. Довольно подробно
исследовали систему W–С–Со методами рентгенографического и отчасти
термического анализа П. Раутала и Дж. Нортон, которые построили изотермический разрез (рис. 111) диаграммы состояния при 1 400 °С, ряд проекций
на концентрационный треугольник и вертикальный разрез по линии WC–Co
(рис. 112).
Основные результаты этой работы сводятся к следующему:
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
267
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
В системе существует три двойных карбида, обозначенных авторами
как фазы η, θ, К, из которых фазы η, θ имеют кубическую решетку, а фаза К –
гексагональную.
Фаза η является стабильной, образующейся по перитектической реа кции: Ж + θ + W = η.
В системе обнаружены два вида кристаллизации, одну из которых авторы считают стабильной, а другую – метастабильной.
В системе выявлен целый ряд перитектических реакций, приводящих к
образованию фазовых равновесий, в том числе перитектическая реакция при
1 357 °С: Ж + η → WC + γ, в результате которой появляется твердая фаза γ в
областях концентраций, отвечающих совместному существованию в твердом
состоянии фаз WC, η и частично фаз Ж, WC и γ.
Тройная эвтектика у + WC + С плавится при температуре 1 298 °С.
Предельная растворимость при температуре плавления эвтектики карбида вольфрама в кобальте составляет примерно 10 % (мол.) или 15 % (мас.).
С понижением температуры растворимость карбида вольфрама в кобальте
резко падает.
Практически не обнаружена растворимость кобальта в карбиде вольфрама, определяемая рентгенографическим методом.
В системе W–C–Co образуются двойные и тройные эвтектики. Стабильная двойная эвтектика WC + γ имеет игольчатый вид. При большом увеличении можно видеть строение тройной стабильной эвтектики WC + γ + η1
и характерную для фазы η1 составляющую скелетного типа.
Рис. 111. Изотермическое сечение диаграммы состояния
системы W–C–Co при 1 400 °С. Пунктирные линии ВС
и Co–WC соответствуют вертикальным разрезам
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
268
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
Рис. 112. Упрощенный разрез по линии Co–WC диаграммы состояния W–C–Co. Вертикали проведены для сплавов:
I – ВК6; II – ВК15; III – ВК30
Вертикальный разрез по линии Co–WC является более интересным с
практической точки зрения (рис. 112). По соотношению компонентов в эвтектике γ + WC сведения большинства литературных источников совпадают и
можно считать установленным, что она содержит 35–37 % WC. Для температуры плавления эвтектики авторы приводят различные данные (1 235–1 400 °С).
Близкий к истинному температурный интервал плавления эвтектики γ + WC
соответствует 1 300–1 340 °С.
Предельная растворимость карбида вольфрама в кобальте в твердом
состоянии от 4 до 22 % при 1 250–1 300 °С.
Для стехиометрического содержания углерода растворимость карбида
вольфрама в кобальте при температуре затвердевания эвтектики γ + WC равна 10 % и с понижением температуры падает (4 % при 1 000 °С, ниже 1 %
при 20 °С).
Изменение растворимости WC в Со рассмотрено выше без учета существования двух аллотропических модификаций кобальта:β -фазы с кубической гранецентрированной решеткой и α -фазы с гексогональной плотноупакованной решеткой. По имеющимся данным, растворимость карбида вольфрама в β-фазе изменяется от 14 % при 1 300 °С до 9 % при 975 °С, в то время
как в α -фазе с 14 % при 900 °С до 11,5 % при 750 °С. Растворение карбида
вольфрама в кобальте стабилизирует кубическую модификацию, затрудняя
ее превращение в гексагональную. Поэтому для твердых растворов, богатых
вольфрамом, даже при медленном охлаждении фиксируется кубическая модификация, находящаяся в метастабильном состоянии.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
269
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
Расположение двухфазной области WC + γ в концентрационном тр еугольнике относительно линии разреза Co–WC и ее ширина имеют важное
практическое значение, так как определяют допустимые колебания содержания углерода в технических сплавах WC–Co без опасности появления в них
третьей фазы: графита или n1.
Спекание твердых сплавов
Спекание в технологии твердых сплавов является важнейшей операцией, в результате которой высокопористое изделие превращается в практически беспористое [(0,1–0,2 % (объем.)] с требуемыми структурой, физическими и механическими свойствами сплава. Нагрев заготовок сопровождается
появлением жидкой фазы вследствие расплавления эвтектики (двойной,
тройной или более сложной по составу) и перекристаллизацией через нее некоторого количества карбидной составляющей твердого сплава, что оказывает решающее влияние на формирование конечной микроструктуры спеченного сплава.
В порошковой металлургии под спеканием подразумевают процесс
увеличения прочности межчастичного (контактного) сцепления, приводящий
к увеличению прочности всего брикета под воздействием повышенных температур. Для твердых сплавов этот процесс сопровождается появлением некоторого количества жидкой фазы при спекании, остающейся до конца спекания и приводящей к возникновению дополнительных явлений по сравнению со спеканием в твердой фазе.
Остановимся на основных положениях процесса спекания твердых
сплавов.
Х.С. Кеннон и Ф.В. Ленел сформулировали основные положения о
процессах при спекании в присутствии жидкой фазы. Уплотнение при спекании осуществляется в три стадии: первая – жидковязкое течение и перегруппировки зерен твердой фазы в направлении более плотной их упаковки,
вторая – растворение мелких зерен и переосаждение материала на более
крупных зернах (перекристаллизация через жидкую фазу), третья – дополнительное уплотнение вследствие срастания зерен между собой, которое должно подчиняться закономерностям спекания в твердой фазе.
Развивая сформулированные выше положения, В.Д. Кингери указывает, что при жидком течении для уплотнения необходимо некоторое минимальное количество жидкой фазы, равное (при шарообразных частицах твердой фазы) 35 % (объем.). При меньшем количестве жидкой фазы уплотнение
должно заканчиваться за счет других механизмов.
Описательная сторона процесса спекания с жидкой фазой может быть
представлена следующим образом: появление жидкой фазы в результате
плавления, распространение ее по капиллярным каналам, заполнение пор,
адсорбция, смачивание поверхностей твердых фаз, растворение, вплоть до
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
270
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
насыщения при данной температуре, установление подвижного равновесия с
растворением неровностей и мелких частиц, рост крупных – все это приводит
к уплотнению и формированию конечной структуры сплава.
Движущими силами физико-химических процессов, протекающих при
спекании, являются выравнивание значений химических потенциалов компонентов в объемах фаз, а также исчезновение межфазных поверхностей
твердых тело–газ и жидкость–газ.
Для математического описания процессов, протекающих при жидкофазном спекании, необходимо знание следующих уравнений:
1. Зависимость краевого угла смачивания от поверхностных энергий
на границе соответствующих фаз:
cos θ∙σжт = σтг – σтж.
2. Зависимость двугранного угла от поверхностных энергий на границе
соответствующих фаз:
cos ψ/2 = σтг /2σтж.
3. Зависимость Лапласовского давления (∆р) от размера твердых частиц (радиуса):
∆р = 2 σтж/r,
где r – радиус кривизны.
4. Зависимости капиллярного поднятия жидкости и капиллярного потенциала от условий спекания:
Н = (2σжгсоs θ) / r g(ςж – ςг);
JK = gH = (2σжгсоs θ) / r g ςж,
где g – ускорение свободного падения; ς – плотности жидкости и газа; JK –
капиллярный потенциал.
Жидкость втягивается в капилляр при θ < 90 ° и выталкивается из него
при θ > 90°. Двугранный угол ψ определяет возможность проникновения жидкости в контакты между частицами, что следует из уравнения: σтг = 2σтж∙ cos ψ/2.
Проникновение жидкости по контактным поверхностям неравновесных частиц (разный r) облегчается.
Развивая положения о трех стадиях спекания в присутствии жидкой
фазы, В.Д. Кингери дает теоретический расчет процессов уплотнения при
спекании для первых двух стадий. Капиллярные явления существенно влияют на степень и скорость спекания в присутствии жидкой фазы.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
271
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
Затекание жидкости в стыки между частицами определяется малостью
угла θ = arc cos σα1 α2/2σαβ (по В.Н. Еременко), где σ α1 α2 – межфазная энергия
границы между двумя зернами одной фазы; σαβ – между двумя различными
фазами.
Капиллярные эффекты обуславливают необходимость и возможность перемещения частиц, что и приводит к более плотной упаковке, т.е. уплотнению.
Капиллярное давление, сжимающее прессовку, во время спекания может сильно изменяться в зависимости от количества жидкой фазы в образце.
Зависимость сжимающего усилия от количества жидкости имеет максимум. С увеличением жидкости капиллярная сила, стягивающая пару частиц, возрастает, начиная от нуля. Однако по мере заполнения пор жидкостью
начинают исчезать мениски, обуславливающие давление, и капиллярное давление (усилие) уменьшается, снова достигая нуля при полном заполнении
пор жидкостью. Зависимость эта весьма сложна.
Установлено, что с увеличением количества жидкости на контакте, капиллярная сила сцепления убывает в случае контакта сфера–сфера и растет в
случае контакта конус–плоскость. Сила сцепления уменьшается с увеличением краевого угла смачивания и растет с уменьшением зазора между частицами, а также с увеличением σж и размера частиц.
Сжимающая сила сцепления и наличие прослоек жидкости на стыках
частиц обуславливает возможность протекания процесса перегруппировки
твердых частиц. Процесс этот протекает очень быстро и вносит основной
вклад в усадку, величина которой зависит от объемной доли жидкой фазы.
Количественная оценка уплотнения на первоначальной стадии изотермического спекания впервые сделана В.Д. Кингери, который предложил следующее кинетическое уравнение:
∆L/L = 1/3 ∆V/V = Aτ1+х,
где показатель степени (1 + х) > 1; L – длина образа; V – объем; τ – время.
Однако только перегруппировкой частиц трудно объяснить хорошее
уплотнение в системах с малым содержанием легкоплавкого компонента. Для
протекания процесса перекристаллизации требуется не менее 5 % (объем.)
жидкости. Имеется предположение, что под действием сил поверхностного
натяжения создаются высокие капиллярные давления, передаваемые на контактные участки. Растворимость последних вследствие этого повышается, и
растворенное в местах контакта вещество выделяется затем на поверхности
других частиц, вследствие чего происходит рост с изменением формы.
Процесс этот на ранней стадии может контролироваться растворением
частиц с последующим осаждением, а на поздней – диффузией через расплавленную связку, которая происходит преимущественно вдоль фазовых
границ. Высказывается предположение, что процесс перекристаллизации
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
272
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
контролируется объемной диффузией тугоплавкого компонента в жидкой фазе (WC–Co).
Аналогичные результаты получены и на системе TiC–Ni, когда при малом содержании жидкости зерна карбида титана имели призматическую огранку, т.е. стремились сохранить первоначальную форму. Это объясняется
тем, что при сравнительно небольшом количестве жидкой фазы процесс перекристаллизации локализован в малом объеме между зернами, и насыщение
жидкости достигается весьма быстро. Благодаря этому в значительной степени сохраняется первоначальная форма зерен. На форму зерен может оказывать влияние и наличие примесей. Но рост зерен происходит и после полного
уплотнения, т.е. когда газовая фаза из системы практически полностью удалена. Степень развития контактов между частицами обуславливается в такой системе соотношением поверхностных энергий на границах твердое–
твердое и твердое–жидкое. Это соотношение характеризуется величиной угла между гранями кристаллов, т.е. величиной двугранного угла системы, а не
величиной угла смачивания этих кристаллов жидкой фазой. Этот угол в системе твердое–жидкое не может служить единственным критерием пригодности какой-либо системы для спекания в присутствии жидкой фазы. Дополнительно необходимо знать поверхностную энергию жидкости, входящую в
уравнение работы адгезии:
W = σж(1 + соs θ).
По мнению А.П. Савицкого, работа адгезии как критерий спекаемости
является более достоверной величиной, чем угол смачивания. Это справедливо для поздних стадий спекания, когда прошло уплотнение и из системы
максимально удалена газовая фаза.
Достаточно хорошая смачиваемость в спекаемых системах не может
полностью исключить процесс коалесценции твердых частиц, приводящей к
срастанию карбидных зерен и образованию карбидного скелета или, по крайней мере, крупных агрегатов из них, что подтверждается стереологическими
исследованиями. Такая тенденция сохраняется при достаточно большой объемной доли жидкости. Так, в системе WC–Co – до 37 % кобальта.
Процессы, протекающие при твердофазном спекании
твердых сплавов (ТФС)
Для чистого WC в интервале температур 20–1 400 °С усадка равна нулю. Чистый кобальт полностью уплотняется при 850 °С (начало уплотнения
680 °С). Обращает на себя внимание влияние кобальта. В результате добавки
только 1 % Со достигается значительное относительное уплотнение – 81 %; при
15 % Со – можно достигнуть 98 %. Усадка становится заметной при 800 °С
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
273
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
(эффективная температура спекания кобальта) и достигает максимума при
температуре появления жидкой фазы (1 300–1 350 °С).
Влияние небольших добавок металлов семейства железа на процесс
спекания в твердой фазе сплавов WC–Co можно объяснить, пользуясь представлениями об активированном спекании, например, вольфрама, при небольших добавках никеля. Растворение вольфрама в металлах группы железа
сопровождается образованием повышенной концентрации избыточных вакансий по границам зерен вольфрама (вследствие униполярной диффузии) и
увеличением свободной энергии системы, что и приводит к интенсификации
процесса спекания. Для этой цели необходимы весьма малые добавки; увеличение содержания металла сверх необходимого количества 0,1–0,25 % не
оказывает какого-либо влияния, а в ряде случаев задерживает уплотнение.
Увеличение содержания кобальта выше определенной величины не
способствует усадке в твердом состоянии, а, наоборот, тормозит ее.
М.М. Бабич указывает на возможность в данном случае эффекта Киркендалла – появления пористости из-за униполярной диффузии вольфрама в
кобальт, возрастающей с увеличением количества цементирующего материала.
Незначительные изменения содержания углерода оказывают большое
влияние на характер кривых скорости усадки и температуру окончания усадки. При увеличении углерода снижается температура начала усадки, а скорость ее возрастает, поскольку снижается температура появления жидкой фазы (3-я эвтектика).
Исследования показали, что степень мокрого размола и дисперсность
исходных смесей оказывают наибольшее влияние на процесс уплотнения в
твердом состоянии. С увеличением длительности размола и дисперсности
смеси значительная усадка происходит до температуры 1 100 °С; также повышается скорость усадки.
Наличие карбида (Ti, W)C тормозит усадку как при твердофазном спекании, так и в присутствии жидкой фазы. При твердофазном спекании обнаружено растворение карбида вольфрама в кобальте при температуре выше 800 °С.
Процессы, протекающие при жидкофазном спекании
твердых сплавов (ЖФС)
Полученное в результате твердофазного спекания пористое тело представляет собой капиллярную систему, которая будет заполняться (пропитываться) жидкой связующей фазой, если в уравнении угол θ = 0°:
Σсг ∙ cos θ = σкг – σкс,
где σкг, σкс – соответственно, энергии поверхностей раздела расплавленной
связки и газовой фазы, карбида и газовой фазы и карбида и связки. Критиче-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
274
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
ское значение краевого угла θ = 90 °; при θ > 90 ° связка не может заполнять
поры брикета.
Во всех твердосплавных системах краевой угол 0 < 90° и поэтому с появлением жидкой фазы наступает уплотнение образца за счет заполнения пор
связкой.
Другим процессом, приводящим к уплотнению, является перегруппировка частиц карбида в положения, соответствующие наиболее плотной упаковке. Течение этого процесса определяется не только величиной θ < 90 °, но
и величиной растворимости карбида в расплавленной связке.
Значительный вклад в уплотнение дает также механизм перекристаллизации через жидкую фазу. По достижении температуры жидкофазного спекания (ЖФС), на контактах частиц WC с кобальтом появлялась жидкая фаза,
которая затем вытекала на поверхность и полностью покрывала частицы WC.
С развитием ЖФС наблюдались переориентировка частиц WC, изменение
формы и их рост. Частицы WC прорастали через пленку расплава кобальтовой фазы, часто выходя из нее ребрами и углами.
Проникновение кобальтовой фазы на контакты частиц WC–WC подтверждают данные электронной микроскопии (реплики).
С появлением жидкой фазы происходит также и изменение формы
кристаллов карбида, обусловленное степенью кристаллографической анизотропии их поверхностной энергии σ к и отношением поверхностных энергий
σк/σс. Так, в сплавах WC–Co (высокая степень кристаллографической анизотропии, полная смачиваемость) частицы WC, как правило, не имеющие определенной формы после твердофазного спекания, приобретают четко выраженную призматическую огранку.
В случае же сплавов (Ti, W)C–Co (неполная смачиваемость, малая анизотропия) сросшиеся частицы (Ti, W)C приобретают округлую форму в присутствии жидкой связки.
Наконец, одновременно с процессами перегруппировки и изменения
формы происходит рост частиц карбида, механизм которого также сильно зависит от соотношения между степенью кристаллографической анизотропии
поверхностной энергии σ к и величиной отношения σк/σс, определяющейся
смачиваемостью.
При ЖФС принципиально возможны два механизма роста частиц
карбида:
– перекристаллизация через жидкую фазу (растворение-осаждение);
– коалесценция.
В случае же низкой анизотропии σк и высокой σк/σс (θ > 0°) все большее
значение приобретает коалесценция зерен, а перекристаллизация через жидкую фазу, по-видимому, дает основной вклад в изменение формы частиц карбида. Известно, что в твердых сплавах с частицами основы округлой формы
(W–Cu) рост зерен происходит гораздо быстрее, чем в сплавах с призматическими частицами (WC–Co).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
275
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
Коалесценция представляет собой срастание группы частиц карбида
путем исчезновения внутренних границ между ними. Этот механизм не требует переноса вещества через жидкую фазу и осуществляется за счет диффузии твердых частиц принципиально также, как и при твердофазном спекании.
Таким образом, для выяснения количественного описания механизма
формирования структуры твердых сплавов необходимо установить соотношение между процессами перекристаллизации и коалесценции при росте
зерен карбида в присутствии жидкой фазы и, кроме того, реакцию, контролирующую скорость перекристаллизации.
Основной движущей силой ЖФС является минимизация поверхностной энергии, поэтому вклад каждого процесса и механизма, а следовательно,
и конечная структура обусловлены анизотропией энергии межфазных границ
системы. В случае малой кристаллографической анизотропии границ вольфрам–связка в сплавах W–Ni–Fe преобладают процессы скругления и роста
частиц твердой фазы (ТФ), а в случае высокой анизотропии, характерной для
WC в сплавах WC–Co, наиболее эффективным способом минимизации поверхностной энергии системы является формирование их габитусной огранки, а это сказывается на изменении скорости роста частиц ТФ, заполнения
пор и перераспределения связки.
Сходство и различие в поведении сплавов при спекании проявляется
уже на стадии ТФС. Для обеих систем характерно образование агрегатов из частиц ТФ путем их частичного срастания. Однако если в системе W–Ni–Fe (Co)
образуются разветвленные сростки (затрудняет определение размера частиц),
то в сплавах WC–Co сращивание происходит лишь по отдельным участкам
границ.
К моменту полного расплавления связки формируется структура в обеих системах и наблюдается интенсивный рост зерен вольфрама как за счет
переноса через расплав, так и коалесценции. Для сплавов WC–Co характерно
незначительное уменьшение пористости с появлением жидкой фазы. С увеличением выдержки в сплавах W–Ni–Fe (Co) происходит дальнейший интенсивный рост зерен вольфрама, а в сплавах WC–Co – совершенствование габитусной огранки WC, уменьшение пористости, рост зерен WC незначительный по сравнению с вольфрамом.
При кристаллизации в сплавах WC–Co происходит выделение WC на
готовых центрах. В «тяжелых» сплавах (W–Cu), спекающихся также в присутствии жидкой фазы как на готовых центрах, так и в виде мелкодисперсной
фракции. Кроме этого, проходит уменьшение пористости, перераспределение
связки и изменение формы и размера частиц ТФ в процессе появления жидкой фазы, и получается хорошо сформированная структура при спекании
(различия из-за степени анизотропии энергии межфазных границ).
Итак, спекание в технологии твердых сплавов является важнейшей
операцией, в результате которой высокопористое изделие превращается в
практически беспористое с требуемыми структурой, физическими и механическими свойствами сплава.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
276
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 25. Композиционные материалы на основе тугоплавких соединений
Контрольные вопросы
1. Классифицируйте современные спеченные твердые сплавы по составу и областям применения.
2. По какому принципу обозначаются (маркируются) спеченные твердые сплавы?
3. Что лежит в основе процесса азотирования?
4. Назовите стадии уплотнения при спекании в присутствии жидкой
фазы.
5. Что является движущими силами физико-химических процессов,
протекающих при спекании в присутствии жидкой фазы?
6. Назовите два принципиально возможных механизма роста частиц
карбида при ЖФС.
7. Дайте количественную оценку уплотнения на первоначальной стадии изотермического спекания согласно теории В.Д. Кингери.
Лекция 26.
Основные свойства твердых сплавов
План лекции
1. Основные свойства.
2. Абразивные изделия.
3. Абразивные изделия из корунда и карбида кремния.
4. Оксидно-металлические и оксидно-карбидные композиты.
5. Ядерное топливо.
Основные свойства
Рассмотрим на примере WC влияние соотношения твердой составляющей и связки на прочность и твердость.
Состав и структуру твердых сплавов WC–Со характеризуют объемными долями фаз (fWС, fСо), средним размером карбидного зерна (lWС), а также
средним свободным расстоянием в кобальтовой фазе рСо. Последний критерий, введенный Гурландом, применяется вместо средней величины зерна, поскольку связующий металл находится между зернами WC в виде прослойки, а
не включений. С учетом fWС + fСо = 1 можно записать следующее соотношение:
pСo/lWС= ƒСо/ƒWС = ƒСо /(1 – ƒСо) = (1 – ƒWС)/ƒWС.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
277
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
Исследование прочности при изгибе, проведенное на образцах различных составов и зернистости, выявило наличие максимума прочности для каждого состава (рис. 113). Дальнейшие исследования процесса разрушения
позволили установить связь между подъемом и снижением на соответствующих участках кривых. При большом содержании связующего металла
или высоком значении рСо вязкая фаза (вследствие внешнего нагружения)
пластически деформируется и упрочняется. Это вызывает повышение напряжений, и в твердой составляющей появляются первые трещины. Вначале они
не имеют возможности распространиться в вязком связующем металле (эффект стопорения трещин). При дальнейшем повышении нагрузки процесс
повторяется, создается критическая ситуация, которая приводит к макроскопическому разрушению.
С увеличением объемной доли WC или уменьшением рСо увеличивается
контакт между поверхностями зерен WC, т.е. появляются локальные зоны, похожие структурой на поликристалл WC. Границы зерен WC–WC являются потенциальными микротрещинами. Величина контактов зерен WC–WC в структуре – смежность с – зависит от относительного количества фазы WС
ƒ и средней величины зерна lWС. Очень тонкая кобальтовая прослойка (рСо < p*Со ≈ 0,1–0,3 мкм)
охрупчивается из-за сильно ограниченной подвижности дислокаций: это
снижает эффект стопорения трещин в связующем металле. Таким способом
увеличивается эффективная смежность, т.е. расширяется величина контактов
между хрупкими зернами. Отсутствие эффекта стопорения трещин приводит
к тому, что первая же трещина вызывает макроскопическое разрушение.
рСо, мкм
Рис. 113. Предел прочности при изгибе σив
в зависимости от рСо (по Гурланду)
Упомянутые максимумы прочности связаны, таким образом, с проявлением двух механизмов разрушения (левая ветвь характеризует преимущественно хрупкое разрушение, правая – проявление пластического течения) и
зависят от состава и величины зерна.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
278
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
При обсуждении абсолютных значений прочности нужно оценивать
влияние распределения зерен по размерам, количества и распределения дефектов (например, пор).
Для количественной оценки этих факторов служит параметр однородности Вейбулла. Математические зависимости оценки прочности хрупких
материалов оправдали себя в качестве «статистически экстремальных величин» для описания прочностного поведения спеченных высокотемпературных материалов и твердых сплавов.
Вероятность разрушения
W =1 – exp[(-V/V0) / (σизг / σ0)m],
где V – объем образца; V0, σ0 – нормализующие параметры; σизг – прочность
образца при изгибе; m – параметр Вейбулла, характеризующий однородность
образца:
m = (lgV1 – lgV2) / (lg σ1 – lg σ2).
Преимущество данного подхода состоит в том, что при сравнительно
небольшом числе образцов достигается высокая надежность получаемых результатов. Параметр m является мерой однородности материала и прямо связан со средним рассеянием показателей прочности: малое значение m соответствует высокой неоднородности и большому диапазону рассеивания
прочности, и наоборот.
Он (m) мал, если диапазон разброса характерных дефектов (величина
контактов WC–WC, размер пор) велик. Малое значение параметра Вейбулла
соответствует падению прочности по сравнению с идеальным случаем,
т.е. при однородной структуре. Эти соображения позволяют сделать три важных вывода: чем больше диапазон разброса величины зерен в структуре, тем
значительнее спад прочности; влияние пористости на уменьшение твердости
особенно заметно при небольшом содержании связующего металла; прочность зависит от формы и величины образца и распределения в нем напряжений. Прочность увеличивается с уменьшением образца.
Пластичность материала определяется, в основном, характером вязкой
фазы, т.е. связующего металла. Чем меньше доля этой фазы в композите или
чем меньше рСо, тем больше влияние смежности «с» и напряженного состояния, которые затрудняют процесс течения в вязкой фазе. Отношение σ тeƒƒ
композита к пределу текучести кобальтаσ тСо можно представить зависящим
от трех факторов: влияния напряженного состояния, наклепа и смежности:
σтeƒƒ / σтСо = [1 + u(1 + pCo / lWС)] (1 + v / pCo)1/2 ×
× {1 + wФ [s-1 ln (pCo / p*Co)]},
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
279
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
где и, v, w – константы; Ф – гауссов интеграл (ошибок); s – средний разброс
величины зерен. Эта зависимость хорошо согласуется с эмпирическими значениями твердости:
HV = 867lWС0,225pCo-0,423 ≈ 0,877 (pСo2 / lWС)-0,2.
Формула имеет смысл в диапазоне pСo2/lWС = 0,1–10. Для небольших
значений этого соотношения преобладает влияние смежности и еще ярче
проявляется превосходство pСo над lWС. Прочность и твердость – функции параметров, входящих в уравнение; однако эти параметры взаимозависимы.
При постоянных значениях пористости и распределения размера зерен по величине важнейшие свойства композита являются функцией двух параметров
структуры. Этот случай показан на рис. 114. Координатами диаграммы служат логарифмы lWС и pСo. Семейство прямых линий, идущих под углом 45°,
согласно уравнению соответствует постоянному содержанию Со в композите. Прямыми линиями отмечена и постоянная твердость; наклон прямых задается уравнением. Линия, соответствующая самой большой твердости, не
зафиксирована по всей длине. Линия, отражающая постоянную прочность,
представляет собой кривую, левая (крутая) ветвь которой фиксирует преобладающее влияние смежности, а правая (прямая) – преобладание наклепа при
разрушении, сопровождающемся удлинением образца. По диаграмме можно
установить состав и структуру композита, которые определяют заранее заданные свойства материала.
Рис. 114. Зависимость между механическими свойствами
твердых сплавов WC–Co и параметрами структуры
При эксплуатации изделий из твердых сплавов (особенно режущего
инструмента) наряду с механическими свойствами и структурой учитывают
химические и физические процессы. Режущая кромка токарного резца нагре-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
280
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
вается до 1 000 °С. Кроме износостойкости и способности выдерживать
ударные нагрузки, характеристикой материала считают его склонность к
окислению и диффузионным процессам между поверхностью инструмента
и снимаемой стружкой. В связи с этим твердые сплавы, применяемые для
обработки режущего инструмента (как и многоцелевые твердые сплавы),
имеют в своем составе вторую фазу – твердый раствор WC–TiC или WC–
TiC–ТаС. Благодаря этому (наряду с твердостью и термопрочностью) значительно повышаются стойкость к окислению и износостойкость, связанная
с образованием лунок износа, уменьшается склонность твердого сплава к
свариваемости.
Изменяя содержание Со в сплаве, можно в известных пределах изменять теплопроводность композиционных материалов. Теплопроводность является главным критерием теплопередачи от режущей кромки к периферии
инструмента. Она играет значительную роль при перепаде температур, возникающем в процессе резания в инструменте, и определяет возможный объем диффузионного процесса и химической реакции. Кроме того, от характера изменения температуры зависит термопрочность композиционного материала.
В свою очередь большая механическая прочность, небольшие упругость и тепловое расширение материала, из которого сделан режущий инструмент, благоприятно влияют на изменение термопрочности.
Промышленные твердые сплавы. В стандарте ISO сфера применения
твердых сплавов в обработке металлов резанием разделена на три главные
группы: Р – для обработки материалов с вязкой стружкой (сталь); К – для обработки материалов с хрупкой стружкой (чугун, цветные металлы, синтетические материалы, керамика); М – для обработки всех материалов (универсальные твердые сплавы). В этот стандарт не входят твердые сплавы, используемые в деталях машин, в инструменте для обработки металлов давлением и
для горного оборудования.
Производство твердых сплавов. Все технологические операции производства твердых сплавов характерны для порошковой металлургии. Порошки
карбидов и кобальта смешивают при размоле в шаровых мельницах или в
мельнице-мешалке. При этом добавляют соответствующие жидкости (вода,
бензин, спирт) и пластификатор для гранулирования. Измельченную порошковую смесь карбидов (0,5–8 мкм) с кобальтом (1–3 мкм) либо предварительно прессуют, а затем гранулируют обкаткой в барабанах, либо подвергают распылительной сушке, в процессе которой образуются гранулы.
Абразивные изделия
Абразивы – мелкие, твердые, острые частицы, используемые в свободном или связанном виде для механической обработки (в т.ч. для придания
формы, обдирки, шлифования, полирования) разнообразных материалов и
изделий из них (от больших стальных плит до листов фанеры, оптических
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
281
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
стекол и компьютерных микросхем). Абразивы бывают естественные или искусственные. Действие абразивов сводится к удалению части материала с обрабатываемой поверхности. Абразивы обычно имеют кристаллическую
структуру и в процессе работы изнашиваются таким образом, что от них откалываются мельчайшие частички, на месте которых появляются новые острые кромки (благодаря хрупкости). По размеру зерен абразивы характеризуются шкалой от 4 (грубейший) до 1 200 (тончайший).
Композиционные материалы для абразивных изделий состоят из неметаллических тугоплавких веществ (оксида алюминия, карбида кремния, алмаза или кубического нитрида бора) и связующей основы. Как правило, исходными материалами служат порошковые смеси, которые предварительно
деформируют с определенным усилием, а затем окончательно уплотняют в
процессе термообработки.
Связующие материалы и наполнители. Задача связующего материала
состоит в достаточно прочном закреплении абразивного зерна в рабочем положении. При этом наряду с механическим закреплением, где большое значение имеет форма зерна, заметную роль играет адгезионная способность
граничных поверхностей. У алмаза эту способность можно развить поверхностной металлизацией зерна. Кроме того, при прогрессирующем износе инструмента из связующего материала должна появиться новая режущая кромка и зерно. При этом большое значение (наряду с условиями работы и свойствами обрабатываемого материала) приобретает твердость заполнителя и
связующего материала.
Изготовители абразивных изделий предлагают на выбор большое число
специальных связующих материалов, которые можно объединить в следующие группы:
Металлические связующие материалы. Прежде всего – это различные
бронзы, железо, сталь, кобальт и спеченные твердые сплавы. Добавки Ni, Fe,
Сu обусловлены технологией или призваны улучшить сцепление между зерном и связующим материалом. Металлическая фаза связующего материала
применяется в комбинации с алмазным зерном.
Полимерные связующие материалы. Зерна алмаза, А12О3 и SiC связывают фенолформальдегидом или эпоксидной смолой. Однако при 180–190 °С
полимерная матрица размягчается и зерна абразива выпадают. Для предотвращения быстрого износа инструмента проводят мокрое шлифование.
Керамические связующие материалы применяются при закреплении зерен корунда, карбида кремния и, как исключение, алмаза. Износостойкость абразивного изделия зависит от пористости связующего вещества. В абразивных
изделиях из SiC и А12О3 связующий материал состоит из смеси глины, полевого
шпата, кварца и каолина (температура его плавления 1 100–1 300 °С).
Связующие материалы из графита. В алмазных кругах, применяемых
для электролитического шлифования, целесообразно использовать графитовую связку. Она имеет одинаковую с металлическим соединением электропроводность и такую же низкую износостойкость, как у керамических и полимерных соединений.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
282
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
Резиновые связующие материалы используют в эластичных кругах с
алмазом и кубическим нитридом бора, с корундом и карбидом кремния. Для
этой цели применяют синтетический каучук с добавками заполнителей и абразивного материала; смесь вулканизируют при 120–160 °С. Инструмент
почти не разрушается и обладает стойким профилем.
Магнезитовые и силикатные связующие материалы используют для
кругов из А12О3 и SiC. Магнезитовая связка осаждается из раствора хлористого магния и затвердевает при комнатной температуре в течение одногодвух месяцев. Силикатную связующую получают из жидкого стекла и обрабатывают при 200–300 °С.
Чтобы изменить характер износа алмазного абразивного инструмента, в
связующий материал добавляют наполнитель. Различают «мягкие» (уголь,
графит, слюда) и «твердые» (А12О3, SiC, WC, B4C) наполнители. Они повышают износостойкость связующей матрицы. В том случае, если при твердом
наполнителе зерно добавленного твердого сплава крупнее алмаза, износ инструмента снижается из-за уменьшения сцепления с алмазом.
Алмазные абразивные изделия. Шлифовальный инструмент изготавливают из природных и синтетических алмазов. Зерна природных алмазов
имеют, как правило, неравномерную форму, поэтому их лучше закреплять с
помощью полимерного связующего вещества. Форма зерен сортов алмаза зависит от способа его добычи и дробления. Металлическое покрытие (например, из Ni), окружающее каждое алмазное зерно, улучшает теплопередачу
между связкой и зерном, поэтому при эксплуатации происходит равномерный нагрев инструмента по всему объему.
Практически средний размер зерен после рассева больше, чем среднее
заданных размеров ячеек сит. Это зависит от допуска на размер ячейки сита и
наличия зерен продолговатой формы.
Алмазные абразивные изделия изготавливают, смешивая порошки алмаза и связующего материала с последующей термообработкой под внешним
давлением.
При полимерном связующем материале термообработку ведут при
низких температурах (полимерная сетка образуется при 160–180 °С), бронзовую связку спекают при 650–800 °С, сплавы на основе железа и кобальта –
при 900 °С, твердые сплавы – при >1 000 °С. При этом различают нагрев с
последующим спеканием под давлением и приложение давления в течение
всего процесса. При спекании используют оснастку из сплавов Cr–Ni или
графита. Чтобы исключить превращение алмаза в графит, которое начинается
свыше 900 °С, необходимо свести к минимуму действие высоких температур
(используемая при этом связка – твердый сплав). Давление при спекании находится в пределах от 50 до 250 Н/мм2. Другой способ получения абразивного изделия на металлической связке заключается в том, что поры предварительно спрессованного каркаса из смеси порошков твердого сплава и металла заполняют расплавом металла или же металл вместе с порошком, суспензированным в соответствующем электролите, осаждают на поверхности основы. Эти
методы применяют для изготовления инструмента с тонким алмазным слоем.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
283
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
Свойства шлифовального инструмента зависят от величины и формы
абразивных зерен, их концентрации и свойств связующего материала. Для
обозначения концентрации абразивных зерен в алмазном инструменте вводят
специальный параметр К. Концентрации К = 100 соответствует объемная доля алмазов в инструменте V, равная 25 %, и весовая доля в 0,88 г/см3, или
4,4 карат/см3. Обычная концентрация находится в пределах 25 и 200.
Взаимосвязь числа точек резания N, одновременно контактирующих с
обрабатываемым изделием на поверхности F, с объемной долей алмазов V, %, и
средним диаметром зерна d выражается уравнением
N/F = 6V / (100πd2).
Кроме отношения N/F, эффект резания зависит от усилия прижима инструмента: с увеличением числа контактных точек глубина внедрения инструмента уменьшается, поэтому высокая концентрация абразива требует
больших усилий прижима. Производительность шлифования растет с величиной абразивного зерна и повышением концентрации К. Начиная с определенной концентрации, зависящей от типа связующего материала (например,
при К > 150), прочность закрепления зерен уменьшается, вместе с ней
уменьшается эффект резания.
Мягкие материалы можно обрабатывать крупным зерном, снимая
большую стружку; для обработки твердых материалов следует выбирать абразив с большим числом маленьких зерен. В остальном, качество поверхности определяется выбором величины алмазных зерен. Поверхность самого
высокого качества, которая требуется, например, для металлографических
шлифов, создается тонкими алмазными зернами величиной < 8 мкм. Металлические связующие с большой износостойкостью применяют при необходимости обеспечить высокую точность обработки и долгий срок службы инструмента, особенно при обработке камня, бетона и стекла. В данном случае
большая производительность резания не нужна. Для обработки твердых
сплавов с большой производительностью применяют алмазный инструмент с
полимерной связкой, износостойкость которой невелика.
Абразивные изделия из корунда и карбида кремния
Материалы на основе Аl2О3 и SiC подразделяют и используют в зависимости от способа изготовления и сортности.
Обычный корунд (95–97 % А12О3) изготавливают электротермическим
способом, применяется для обработки материалов с вязкой стружкой при
черновом и чистовом точении и резке.
Электрокорунд высшего качества (99 % А12О3) имеет твердость и
прочность обычного корунда, применяется для внешнего, внутреннего круглого и плоского шлифования инструментальной и быстрорежущей сталей.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
284
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
Электрокорунд повышенной чистоты обеспечивает высокую производительность резания, большое усилие прижима инструмента и получение поверхности высокого качества.
Рубиновый корунд – богатый глиноземом твердый раствор А12О3–Сr2О3
с высокой износостойкостью, используется для обработки высоколегированных сталей и внутреннего шлифования.
Черный карбид кремния хрупок, склонен к растрескиванию и самозатачиванию при обработке серого и отбеленного чугуна, латуни, бронзы, алюминия, резины, натуральных и синтетических камней, керамики.
Зеленый карбид кремния применяют для обработки твердых сплавов и
минералокерамических режущих материалов. В зависимости от цели применения зерна могут быть грубее, чем у сверхтвердых материалов. При изготовлении абразивных изделий зерно смешивают с керамической связкой,
прессуют и спекают. Для тонкостенных эластичных шлифовальных кругов
предпочитают органическую связку (эпоксидную смолу, фенолформальдегид, резину), для затвердевания которой требуется температура ~ 150 °С.
Износ инструмента зависит от твердости абразивного изделия. Его определяют при сравнительных испытаниях стандартного образца без вдавливания и обозначают в соответствии с увеличением износостойкости в алфавитном порядке буквами от G до U.
Оксидно-металлические и оксидно-карбидные композиты
Оксидно-металлические спеченные материалы называют керметами
(керамика + металл). В США спеченные твердые сплавы или поглощающие
материалы на основе карбид–металл, борид–металл относят к подгруппе
керметов. В дальнейшем это понятие было ограничено комбинацией неэлектропроводной, преимущественно оксидной керамики с металлами. Основная
цель разработки оксидно-металлических и оксидно-карбидных композиционных материалов заключается в том, чтобы на основе свойств различных
компонентов создать соединение с общими или новыми свойствами. Первоочередной задачей является снижение хрупкости чистой оксидной керамики, а
также ее чувствительности к ударным нагрузкам и температурным колебаниям.
Влияние свойств компонентов. Составляющие композитов, особенно
оксиды и металлы, резко различаются по плотности, твердости, модулю упругости, тепловому расширению и теплопроводности, пределу текучести,
прочности, температуре плавления, а также поверхностной энергии, величине и форме зерна. Это влияет на свойства спеченного композита на всех этапах его изготовления.
Большое различие в плотности легко приводит к расслоению или к агломерации компонентов порошковой смеси, поэтому необходимо вводить
стабилизирующие добавки. Улучшить однородность смеси и уменьшить об
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
285
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
разование агломератов можно за счет применения наполнителя, в качестве
которого пригодны все смачивающие жидкости, не ухудшающие спекания,
например, спирт (рис. 115). При достаточной присадке смачивающей жидкости сцепление между частицами уменьшается, а их обмен ускоряется.
Однако в ряде случаев необходимы стабилизаторы, ограничивающие
перемещение частиц во избежание чрезмерного смешивания (ухудшения качества смеси и увеличения вариационного коэффициента) вследствие превышения оптимальной продолжительности смешивания, а также изменения
структуры смеси при дальнейшей ее переработке.
Рис. 115. Влияние добавки этанола (2) на
качество смеси 95 % Fe – 5 % Mo. Размеры
частиц: железа 0, 063 мм, молибдена 0,04 мм
(кривая 1 построена для смеси без добавки)
Рис. 116. Капиллярные силы захвата во влажных сыпучих
телах: А – внутренняя жидкость; Б – влажный сыпучий материал; В – промежуточная жидкость; Д – твердое вещество
в жидкости
Малые количества жидкости могут привести (рис. 116) к увеличению
капиллярных сил сцепления, зависящих прежде всего от напряжений на границе раздела фаз и исчезающих при заполнении пор жидкостью.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
286
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
Влияние стабилизирующей присадки на качество сильно расслаивающейся смеси представлено на рис. 117.
Присадка жидкости в начале процесса смешивания препятствует необходимому в этот момент перемещению частиц. Если же добавлять стабилизатор при оптимальной продолжительности смешивания (минимальном вариационном коэффициенте), то силы сцепления будут препятствовать повторному снижению достигнутой благоприятной однородности. Стабилизирующая присадка в 1 % минимизирует силы сцепления. В особо критических
случаях нужны оптимальные условия для выравнивания состава смеси, когда
перемешивающиеся фракции обладают одинаковой скоростью седиментации. Кроме механического перемешивания, при создании композита используют химическое осаждение или напыление одной фазы на зерна другой.
Рис. 117. Влияние стабилизирующей добавки бензола с олеиновой кислотой на качество смеси 90 % Fe – 10 % Al с размерами
частиц обоих компонентов 0,10 – 0,20 мм:
1 – без добавки; 2 – добавка 1 % стабилизатора до смешивания; 3 – то же, через 8 мин
смешивания; 4 – добавка 3 % стабилизатора
через 8 мин смешивания
Связь между плотностью порошков с различными свойствами после
прессования и применяемым давлением в основном такая же, как и у гомогенных порошков. Следует учитывать, что металлический компонент, воспринимающий такое же усилие прессования, как и керамический, уплотняется сильнее. Способность смеси к уплотнению не соответствует простому закону аддитивности. Наряду с объемной долей составных частей большую
роль играют различные параметры трения между одинаковыми и неодинаковыми зернами. Структура композита зарождается в процессе прессования
или уплотнения и зависит от долевого участия компонентов, распределения
зерен по величине и формы частиц. При сильном превосходстве одного компонента возникает матричная структура, т.е. частички одной фазы изолированно размещаются в другой. Сравнимое долевое участие компонентов приводит к созданию статистической или взаимопроникающей структуры. Положение переходной области между двумя этими граничными случаями зависит от геометрических факторов.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
287
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
Распределение компонентов и состав порошковой смеси определяют
величину применяемого давления прессования. Сплошной пластичный металлический каркас позволяет приложить высокое давление и, следовательно, получить достаточно качественное уплотнение. Если же каркас состоит
из хрупкой фазы, то при большом давлении в ней в сильной степени развивается упругая деформация, которая при разгрузке может привести к образованию микротрещин. Уплотнение при спекании следует рассматривать с учетом наличия различных контактов (металл–металл и металл–керамика или
карбид–карбид и карбид–керамика, а также керамика–керамика), для которых межфазная энергия и температура взаимодействия неодинаковы. Для
матричной структуры характерна усадка матрицы при спекании. Если усадка
включений сильнее усадки матрицы, то на поверхности раздела фаз появляются поры. От пор можно избавиться, уплотнив обрабатываемый материал
приложением давления при спекании.
Ядерное топливо
Спеченные материалы используют в ядерной технике в качестве поглощающих и замедляющих элементов, а также ядерного топлива. Главными
компонентами ядерного топлива являются изотопы урана 235U, 233U, 239Pu. Из
них только 235U встречается в природе (первичное топливо). Остальные изотопы относятся ко вторичному ядерному топливу и получаются в реакторах
при облучении нейтронами распространенных в природе 238U и 232Th.
Наряду с определенными требованиями к физическим свойствам (высокая плотность, незначительное поглощение нейтронов деления) и термическим свойствам (высокая температура плавления, хорошая теплопроводность
и термопрочность, незначительное тепловое расширение) структура топлива
должна быть изотропной при отсутствии в ней фазовых превращений до точки плавления. Давление паров должно быть незначительным, топливо должно отличаться хорошей совместимостью с материалом оболочки и теплоносителем, технологичностью изготовления и способностью к регенерации.
Первые реакторы работали на металлическом ядерном топливе. Позднее его
заменили оксиды.
Оболочки тепловыделяющих элементов (ТВЭЛов) выполняются из
сплава Zr–Nb. Ядерное топливо находится в них в виде таблеток UO2, обогащенных 2–4 % 235U. Ядерно-физические свойства обогащенного оксида UO2
требуют соблюдения специальных мер безопасности. Оборудование должно
быть сконструировано так, чтобы избежать образования критической массы,
а вместе с тем и возникновения реакции деления (рис. 118).
Исходным сырьем для производства порошка ядерного топлива является гексафторид урана UF6, который получают в газодиффузионной установке. По классическому способу предлагается использовать диуранат аммония.
В соответствии с другими вариантами (способ АUС) газообразные UF6, СО2 и
NH3 одновременно пропускают через воду; при этом осаждается уранилкарбонат аммония. Его разделяют на ротационных фильтрах и в псевдоожиженном
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
288
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
слое при 550 °С он распадается с образованием U2 O8, который при 660 °С восстанавливается водородом с образованием UO2.
Рис. 118. Зависимость DkR – наименьшего критического диаметра
стержня неограниченной длины (штриховые) и SkR – наименьшей
критической толщины слоя (сплошные линии) неограниченных
размеров от содержания 235U в промежуточных топливных продуктах тепловыделяющих элементов ТВЭл для реакторов типа
ВВЭР при оптимальном замедлении и полном отражении нейтронов: 1 – UO2; 2 – UO2(NO3)2∙6H2O (1,33 г U/см3); 3 –
(NH4)4(UO2)(CO3)3. Для всех трех соединений отражателем служил
слой H2O толщиной 30 см
Рис. 119. Окисление UO2 в зависимости от срока хранения
и удельной поверхности, м2/г (цифры у кривых)
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
289
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
Выделение протекает по реакции
UF6 + 10NH4 + 3СО2 + 5Н2О → (NH4)4(UO2)[СО3]8 + 6NH4F6
Большое преимущество данного метода заключается в том, что осажденный порошок можно прессовать без пластификатора с сухой смазкой стенок матрицы, поэтому процесс изготовления таблеток упрощается. Свежевосстановленный порошок UO2 активно реагирует с кислородом. Скорость
окисления зависит от температуры и удельной поверхности. Для стабилизации порошка достаточно создать слой, который химически абсорбирует кислород. Этот слой обычно образуется при охлаждении порошка в потоке
инертного газа. При этом повышается отношение концентраций [О]/[U].
Порошки способны окисляться (рис. 119), поэтому необходимо предусмотреть его хранение в газонепроницаемой таре.
Спекание проходит при температуре 1 600 °С в атмосфере водорода.
Порошок UO2 с содержанием кислорода выше нормального стехиометрического состава особенно хорошо спекается во влагосодержащей атмосфере
при 1 200–1 400 °С. В этих условиях качество спекания определяется диффузионными процессами, а скорость диффузии атомов кислорода на порядок
выше, чем атомов урана.
Надежность эксплуатации атомных реакторов зависит от выполнения
при работе ТВЭЛов определенных условий:
– максимальная температура в центре таблетки не должна достигать
температуры плавления UO2;
– упругая деформация оболочек не должна быть критической в результате теплового расширения и распухания топлива;
– давление газообразных осколков в ТВЭЛ при максимальном выгорании
50 000 мВт ∙сут/т не должно превышать давление теплоносителя (100 бар).
Для выполнения этих условий важно провести количественный учет
следующих процессов:
– изменение структуры;
– изменение механических и термических свойств;
– охрупчивание и трещинообразование элементов топлива.
В результате роста облучения и термической активации в области высоких температур происходит вакансионное растворение мелких пор; вакансии диффундируют к границам зерен, а по ним – к центру изделия, образуя
там большую центральную пору. Это приводит к образованию пустот,
уменьшению плотности и может послужить причиной повреждения ТВЭЛ.
Схема температурной зависимости уплотнения показана на рис. 120.
Усадка мелких пор происходит гораздо быстрее, чем больших и поэтому материал уплотняется за счет мелких пор. Топливные элементы с мелкой
пористостью считаются нестабильными. Оптимальным является ядерное то-
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
290
РАЗДЕЛ 9. ТУГОПЛАВКИЕ СОЕДИНЕНИЯ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Лекция 26. Основные свойства твердых сплавов
пливо плотностью 92–94 % при среднем диаметре пор 20–30 мкм. Следует
избегать пор менее 5 мкм.
Рис. 120. Схемы механизмов доуплотнения брикетов UO2 при температурах
100–300 (В), 300–800 (Б) и > 1 200 °С (А): а, б – термически активированная
диффузия; б, в – атермическое образование вакансий; вг – термическое перемещение вакансий; гд – атермическое перемещение вакансий; г – радиус пор
Таким образом, высокая твердость тугоплавких соединений является
отражением специфики их структуры. Выбор области использования тугоплавких соединений определяется химической стойкостью,хрупкостью,
электро- и теплопроводностью.
Контрольные вопросы
1. Какие композиционные материалы применяются при изготовлении
абразивных изделий?
2. Что может применяться в качестве связующих материалов и наполнителей для абразивных материалов?
3. С какой целью может наноситься металлическое покрытие на зерно
алмаза?
4. Назовите области применения абразивных материалов на основе
Аl2О3 и SiC.
5. Дайте определение кермета.
6. Как разница в физико-химических свойствах составляющих может
влиять на свойства спеченного композита?
7. Какие композиционные материалы применяются в качестве ядерного
топлива?
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
291
ЗАКЛЮЧЕНИЕ
Порошковая металлургия является перспективным направлением развития современного металлургического производства.
Получение изделий формованием порошков с последующим спеканием
при температуре, меньшей температуры плавления основного компонента,
может быть реализовано не только для металлов, но и для стекла, полимеров,
керамики. Операции формования и спекания применительно к металлам и
материалам на их основе получили широкое распространение. Прогресс в
этой отрасли ощущается как в технологии, так и в достижении уникальных
свойств материалов.
Процессы изготовления порошковых деталей легко механизируются.
При прессовании изделий используют точное количество порошка, избавляясь при этом от значительного количества отходов, неизбежных при резании.
При массовом выпуске деталей это преимущество порошковой металлургии
весьма существенно. Использование принципов порошковой металлургии
при изготовлении изделий позволяет значительно уменьшить энергетические
затраты. Порошковая металлургия способствует снижению загрязнения окружающей среды вредными выбросами и обеспечивает достаточно высокую
экологическую чистоту производства. Весьма актуально дальнейшее развитие производства порошковых контактов, инструментов из неметаллических
композитов или порошковых высоколегированных стареющих сталей и
сплавов.
Распространение порошковой металлургии на новые области выражается особенно ощутимо, когда возникают проблемы экономии материалов и
их замены.
Несмотря на стабильное развитие порошковой металлургии, основанное прежде всего на использовании композитов, порошковые материалы
применяются еще ограниченно.
Разработка новых материалов является сложной многоуровневой проблемой. Технологические, материаловедческие, технико-экономические и
экологические вопросы, возникающие при этом требуют высокого професссионализна специалистов широкого профиля.
В курсе лекций изложены теоретические и практические сведения о
технологических процессах получения материалов широкой номенклатуры
по методу порошковой металлургии. Подробно анализируются особенности
конструкционных, инструментальных, триботехнических материалов, а также материалов со специальными свойствами (электрическими, магнитными,
ядерными и др.).
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
292
ЗАКЛЮЧЕНИЕ
В данном курсе лекций авторы решали задачу изложить основные сведения о теории и технологии процессов получения порошковых материалов,
пригодных для подготовки специалистов порошковой металлургии, в том
числе и для самообразования студентов, специализирующихся по порошковой металлургии.
В курсе лекций авторы хотели показать, сколь разносторонней должна
быть подготовка специалиста в области порошковой металлургии: необходимы знания в области физикохимии дисперсных сред, физики и химии
твердого тела, механики деформируемого тела, а также основ современной
инженерной технологии.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
293
РЕКОМЕНДАТЕЛЬНЫЙ
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Основная литература
1. Никифорова, Э. М. Теоретические основы, технология получения и
свойства порошковых материалов : лаб. практикум / Э. М. Никифорова,
Е. Д. Кравцова. – Красноярск : ИПК СФУ, 2009. – 87 с. – (Теоретические основы, технология получения и свойства порошковых материалов : УМКД
№ 1830/1018-2008 / рук. творч. коллектива Э. М. Никифорова).
2. Теоретические основы, технология получения и свойства порошковых
материалов : метод. указания по самостоятельной работе / сост. Э. М. Никифорова. – Красноярск : ИПК СФУ, 2009. – 55 с. – (Теоретические основы, технология
получения и свойства порошковых материалов : УМКД № 1830/1018-2008 / рук.
творч. коллектива Э. М. Никифорова).
3. Теоретические основы, технология получения и свойства порошковых
материалов : метод. указания к курсовой работе / сост. Э. М. Никифорова. –
Красноярск : ИПК СФУ, 2009. – 24 с. – (Теоретические основы, технология
получения и свойства порошковых материалов : УМКД № 1830/1018-2008 /
рук. творч. коллектива Э. М. Никифорова).
4. Шатт, В. Порошковая металлургия. Спеченные и композиционные
материалы / В. Шатт. – М. : Металлургия, 1999. – 519 с.
5. Гладков, С. О. Физика композитов. Термодинамические и диссипативные свойства / С. О. Гладков. – М. : Наука, 1999. – 205 с.
6. Карпов, Я. С. Механика композиционных материалов / Я. С. Карпов,
П. П. Лепихин, И. М. Тараненко. – Харьков : Национальный аэрокосмический ун-т, 2004. – 104 с.
7. Кобаяси, Н. Введение в нанотехнологию / Н. Кобаяси. – М. : Бином :
Лаборатория знаний, 2007. – 134 с.
8. Либенсон, Г. А. Процессы порошковой металлургии : учеб. для вузов :
в 2 т. / Г. А. Либенсон, В. Ю. Лопатин, Г. В. Комарницкий. – М. : МИСиС,
2001. – 686 с.
9. Мэттьюз, Ф. Механика и технология композитных материалов /
Ф. Мэттьюз, Р. Роллингс. – М. : Техносфера, 2003. – 320 с.
10. Пейсахов, А. М. Материаловедение и технология конструкционных
материалов / А. М. Пейсахов, А. М. Кучер. – М. : Изд-во Михайлова В.А.,
2005. – 145 с.
11. Третьяков, В. И. Твердые сплавы, тугоплавкие металлы, сверхтвердые материалы / В. И. Третьяков, Л. И. Клячко. – М. : ГУП Изд-во «Руда и
металлы», 1999. – 356 с.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
294
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Основная литература
12. Фомина, О. Н. Порошковая металлургия : энцикл. междунар. стандартов / О. Н. Фомина, С. Н. Суворова, Я. М. Турецкий. – М. : Изд-во стандартов, 1999. – 305 с.
13. Шатерина, М. А. Технология конструкционных материалов / М. А. Шатерина. – М. : Политехника, 2005. – 597 с.
14. Высокоскоростное затвердение расплавов / В.А. Васильев, Б. С. Митин, И. Н. Пашков [и др.]. – М. : СП «Интеринжиниринг», 2000. – 267 с.
15. Панов, В. С. Технология и свойства спеченных твердых сплавов и изделий из них : учеб. для вузов / В. С. Панов, А. М. Чурилин. – М. : МИСиС,
2001. – 426 с.
16. Болтон, У. Конструкционные материалы. Металлы, сплавы, полимеры, керамика, композиты / У. Болтон. – М. : Изд-во Додека-XXI, 2007. –
256 с.
17. Дурнев, В. Д. Экспертиза и управление качеством промышленных
материалов / В. Д. Дурнев, С. В. Сапунов, В. К. Федюкин. – СПб. : Питер,
2004. – 253 с.
18. Костиков, В. И. Композиционные материалы на основе алюминиевых сплавов, армированных углеродными волокнами / В. И. Костиков. – М. :
Металлургия, 2000. – 446 с.
19. Мальцев, П. П. Наноматериалы. Нанотехнологии. Наносистемная
техника. Мировые достижения за 2005 г. / П. П. Мальцев. – М. : Техносфера,
2006. – 152 с.
20. Шляпин, А. Д. Новые композиционные материалы на основе несмешивающихся компонентов. Получение, структура, свойства / А. Д. Шляпин, Ю. С. Авраамов. – М. : Изд-во МГИУ, 1999. – 206 с.
Дополнительная литература
21. СТО 4.2-07-2008. Система менеджмента качества. Общие требования к построению, изложению и оформлению документов учебной и научной
деятельности / разраб. : Т. В. Сильченко, Л. В. Белошапко, В. К. Младенцева,
М. И. Губанова. – Введ. впервые 09.12.2008. – Красноярск : ИПК СФУ, 2008.
– 47 с.
22. Каталог лицензионных программных продуктов, используемых в
СФУ / сост. : А. В. Сарафанов, М. М. Торопов. – Красноярск : ИПК СФУ,
2008. – Вып. 3.
23. Стрелов, К. К. Теоретические основы технологии огнеупорных материалов / К. К.Стрелов, И. Д. Кащеев. – М. : Металлургия, 1996. – 519 с.
24. Бобкова, Н. М. Физико-химия твердого состояния силикатных и тугоплавких неметаллических материалов / Н. М. Бобкова. – Мн. : Изд-во
БГТУ,1996. – 127 с.
25. Гончаров, С. А. Термодинамика / С. А. Гончаров. – М. : Изд-во
МГГУ, 1997. – 440 с.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
295
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Дополнительная литература
26. Еськов, Б. Б. Пористые материалы / Б. Б. Еськов, Д. В. Лагунов,
В. С. Лагунов. – Воронеж : Наука, 1995. – 362 с.
27. Зиликман, А. Н. Металлургия редких металлов / А. Н. Заликман,
Б. Г. Коршунов. – М. : Металлургия, 1991. – 432 с.
28. Ковтуненко, П. В. Физическая химия твердого тела. Кристаллы с
дефектами / П. В. Ковтуненко. – М. : Высш. шк., 1993. – 342 с.
29. Керамические материалы / Г. Н. Масленникова, Р. А. Мамаладзе,
С. Мидзута, К. Коумото. – М. : Стройиздат, 1991. – 315 с.
30. Актуальные проблемы порошковой металлургии / О. В. Роман,
В. С. Аруначалам, И. М. Федоренко [и др.]. – М. : Металлургия, 1990. – 231 с.
31. Сумм, Б. Д. Физика и химия межфазных явлений / Б. Д. Сумм. –
Тверь : ТГУ, 1998. – 100 с.
32. Фиалков, А. С. Углерод – межслоевые соединения и композиты на
его основе / А.С. Фиалков. – М. : Аспект Пресс, 1997. – 134 с.
33. Тучинский, Л. И. Композиционные материалы, получаемые методом пропитки / Л. И. Тучинский. – М. : Металлургия, 1996. – 206 с.
34. Порошковая металлургия. Материалы, технологии, свойства, области применения : справ. / И. М. Федорченко, И. И. Францевич, И. Д. Родомысльский [и др.]. – Киев : Наук. думка, 1985. – 624 с.
35. Кипарисов, С. С. Порошковая металлургия : учеб. для вузов / С. С. Кипарисов, Г. А. Либенсон. – 2-е изд. – М. : Металлургия, 1991. – 431 с.
36. Авдеев, В. А. Металлургический завод и его системный анализ для
проектирования / В. А. Авдеев, Б. И. Кудрин. – М. : Гипромез, 1992. – 104 с.
37. Авдеев, В. А. Основы проектирования металлургических заводов /
В. А. Авдеев, В. М. Друян, Б. И. Кудрин. – М. : Интермет Инжиниринг, 2002.
– 464 с.
38. Аппараты порошковой металлургии : метод. указания / сост. Э. М. Никифорова ; ГАЦМиЗ. – Красноярск, 2003. – 36 с.
39. Кипарисов, С. С. Оборудование предприятий порошковой металлургии / С. С. Кипарисов, О. В. Падалко. – М. : Металлургия, 1988. – 445 с.
40. Никифорова, Э. М. Проектирование и оборудование керамических
цехов по производству стеновых материалов : учеб. пособие / Э. М. Никифорова, А. И. Никифоров ; ГАЦМиЗ. – Красноярск, 2001. – 120 с.
41. Оборудование для измельчения и сортировки материалов : метод.
указания к практическим занятиям / сост. Э. М. Никифорова, А. Ф. Шиманский; ГАЦМиЗ. – Красноярск, 2001.– 44 с.
Электронные и интернет-ресурсы
42. Теоретические основы, технология получения и свойства порошковых материалов [Электронный ресурс] : электрон. учеб.-метод. комплекс
по дисциплине / Э. М. Никифорова,
А. Г. Верхотуров, О. А. Артемьева
[и др.]. – Электрон. дан. (105 Мб). – Красноярск : ИПК СФУ, 2009. – (Теоре
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
296
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Электронные и интернет-ресурсы
тические основы, технология получения и свойства порошковых материалов : УМКД № 1830/1018-2008 / рук. творч. коллектива Э. М. Никифорова). –
1 электрон. опт. диск (DVD). – Систем. требования : Intel Pentium (или аналогичный процессор других производителей) 1 ГГц ; 512 Мб оперативной памяти ; 165 Мб свободного дискового пространства ; привод DVD ; операционная система Microsoft Windows 2000 SP 4 / XP SP 2 / Vista (32 бит) ; Adobe
Reader 7.0 (или аналогичный продукт для чтения файлов формата pdf) ;
Microsoft PowerPoint 2003 или выше. – (Номер гос. регистрации в ФГУП
НТЦ «Информрегистр» 0320902475).
43. Никифорова, Э. М. Теоретические основы, технология получения
и свойства порошковых материалов. Банк тестовых заданий [Электронный
ресурс] :
контрольно-измерительные
материалы /
Э. М. Никифорова,
О. А. Артемьева, Р. Г. Еромасов. – Электрон. дан. (44 Мб). – Красноярск :
ИПК СФУ, 2009. – (Теоретические основы, технология получения и свойства
порошковых материалов : УМКД № 1830/1018-2008 / рук. творч. коллектива
Э. М. Никифорова). – 1 электрон. опт. диск (DVD). – Систем. требования :
Intel Pentium (или аналогичный процессор других производителей) 1 ГГц ;
512 Мб оперативной памяти ; 104 Мб свободного дискового пространства ;
привод DVD ; операционная система Microsoft Windows 2000 SP 4 / XP SP 2 /
Vista (32 бит) ; Adobe Reader 7.0 (или аналогичный продукт для чтения файлов формата pdf). – (Номер гос. регистрации в ФГУП НТЦ «Информрегистр»
0320902477).
44. Унифицированная система компьютерной проверки знаний тестированием UniTest версии 3.0.0 : руководство пользователя / А. Н. Шниперов,
Б. М. Бидус. – Красноярск, 2008.
45. Ceramic matrix composites, C/SiC [Электронный ресурс]. – Электрон. дан. – Режим доступа : http://www.fz-juelich.de.
46. Composites [Электронный ресурс]. – Электрон. дан. – Режим доступа : http://www.info.lu.farmingdale.edu.
47. Leichtbaukonstruktion im Möbelbau Электронный
[
ресурс]. – Электрон. дан. – Режим доступа : http://www.fh-luh.de.
48. Mechanics of Composite Materials [Электронный ресурс]. – Электрон. дан. – Режим доступа : http://www.matter.org.uk.
49. Metal matrix composites [Электронный ресурс]. – Электрон. дан. –
Режим доступа : http: //www.umms.sav.sk.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
297
ГЛОССАРИЙ
Адгезия – явление соединения приведенных в контакт поверхностей.
Антифрикционный порошковый материал – порошковый материал для
производства изделий, от которых требуются низкие потери на трение.
Армированный порошковый материал – порошковый материал, упрочненный сеткой, проволокой, волокнами или нитевидными кристаллами, равномерно расположенными в сечении изделия.
Включение – разделенный в объеме компонент, который может быть
усиливающим или армирующим.
Водородная связь – тип связи, промежуточный между валентным и невалентным межатомным взаимодействием.
Деформация – изменение размеров или формы тела под действием внешних сил либо физико-химических процессов, протекающих в самом теле.
Дислокация – особый вид линейных несовершенств кристаллической
решетки, нарушающих правильное чередование атомных плоскостей.
Дисперсионно-упрочненный материал – композиционный материал с
металлической матрицей, включающей распределенную в ней дисперсную
вторую фазу (фазы), повышающую прочность материала.
Дисперсно-упрочненный композиционный материал – материал, у которого матрица из чистого металла или сплава, в которой равномерно распределены на заданном расстоянии одна от другой частицы упрочняющей фазы
размером < 0,1мкм.
Жидкокристаллический композит (ЖКК) – композиционный материал,
представляющий собой в основном полимерные пленки, в которые в виде отдельной фазы введены жидкие кристаллы.
Инфильтрация – процесс заполнения пор неспеченной или спеченной
прессовки металлом или сплавом с более низкой температурой плавления,
чем у материала прессовки. Инфильтрацию можно проводить как отдельную
операцию или вместе со спеканием.
Ионная связь – связь, при которой валентные электроны так перераспределяются между атомами разного сорта, что атом каждого типа, приобретая или теряя один или два электрона, получает устойчивую конфигурацию.
Кинетическая совместимость – способность компонентов находиться
в состоянии метастабильного равновесия, контролируемого такими факторами, как адсорбция, скорость диффузии, скорость химических реакций.
Композиционный материал (КМ) – материал, образованный из двух
или более разнородных фаз и обладающий характеристиками, не присущими
исходным компонентам.
Масштабный фактор – соотношения длины межатомных связей и
размеров образца.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
298
ГЛОССАРИЙ
Матрица – компонент, обладающий непрерывностью по всему объему КМ.
Межфазная граница – граница раздела между матрицей и включением,
имеющая свойства отличные от свойств матрицы и включения.
Механическая совместимость – соответствие упругих констант, коэффициентов термического расширения и показателей пластичности компонентов, позволяющих достигнуть прочности связи для передачи напряжений через границу.
Механическое легирование – процесс сплавления в твердой фазе с использованием высокоэнергетического аттритора или мельницы.
Механолегированый порошок – порошок, получаемый механическим
внедрением в деформированные частицы матричного металла других составляющих, которые обычно в нем нерастворимы.
Пластификация – смешивание металлического порошка и пластичной
органической связки (пластификатора). Иногда пластификацию проводят при
повышенной температуре.
Подшипник со смазкой – спеченная деталь, открытые сообщающиеся
поры которой заполнены маслом.
Полимерный композиционный материал (ПКМ) – армированный
пластик, состоящий из высокопрочных волокон (частиц, слоев) различной
природы (стеклянных, углеродных, металлических, полимерных и др.) и полимерного связующего – матрицы, склеивающей волокна в монолитный материал.
Полиморфное превращение – способность веществ в зависимости от
внешних условий кристаллизоваться в различных формах.
Пропитка – процесс заполнения открытых сообщающихся пор спеченного объекта органическим материалом, таким как масло, воск или смола.
Псевдосплав – композиционный материал, состоящий из двух или более металлоподобных фаз, не взаимодействующих или слабо взаимодействующих между собой.
Распыленный порошок – порошок, полученный диспергированием расплавленного металла или сплава струей газа или жидкости. В результате высокой скорости затвердевания (закалки) частицы порошка имеют модифицированную или метастабильную структуру, такой порошок называется также
быстро закристаллизованным.
Смачивание – поверхностное явление, наблюдаемое при контакте жидкости с твердым телом
Спеченная деталь – спеченный продукт, изготовленный из порошка и
упрочненный спеканием, имеющий допуски в заданных пределах и готовый
к установке в соответствующую конструкцию. Спеченные конструкционные
детали обычно используют в опорах, фильтрах и фрикционных материалах.
Спеченная магнитная деталь – спеченная деталь, обладающая требуемыми магнитными свойствами.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
299
ГЛОССАРИЙ
Спеченное железо – спеченное неплавленое железо, не содержащее углерода и других легирующих элементов, за исключением случайных примесей.
Спеченный композиционный материал с металлической матрицей –
спеченный материал, состоящий из металлической матрицы и распределенной в ней второй фазы (или фаз), обязательно нерастворимых в матрице.
Спеченный металлический фильтр – спеченный объект, обычно используемый для отделения твердых составляющих от газов и жидкостей.
Спеченный фрикционный металл – спеченный объект, состоящий из
металла и неметаллических добавок, улучшающих характеристики трения и
износа.
Спеченный электроконтактный материал – спеченный материал с высокой проводимостью и устойчивость к разрушению под действием электрической дуги, например, композиционные материалы вольфрам–медь, вольфрам–серебро, серебро–графит и серебро–оксид кадмия и т.д.
Твердые растворы – однородные (гомогенные) кристаллические фазы
переменного состава в двойных или многокомпонентных системах.
Твердый сплав; цементированный карбид – спеченный материал, характеризуемый высокой твердостью и износостойкостью, включающий в себя карбиды тугоплавких металлов в качестве основного компонента и металлическую связующую фазу.
Термодинамическая совместимость – способность матрицы и армирующих элементов находиться в состоянии термодинамического равновесия
неограниченное время при температуре получения и эксплуатации.
Тяжелый сплав – спеченный материал с плотностью не менее 16,5 г/см3,
например, сплав вольфрама с никелем или медью.
Фуллерены – аллотропические молекулярные формы углерода, в которых атомы расположены в вершинах правильных шести- и пятиугольников,
покрывающих поверхность сферы или сфероида.
Эвтектический композиционный материал (ЭКМ) – сплав эвтектического или близкого к нему состава, в котором армирующей фазой служат
ориентированные волокнистые или пластинчатые кристаллы, образованные в
процессе направленной кристаллизации.
Шликер – текучая вязкая суспензия порошка, распределенного в жидкости.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
300
ПРИЛОЖЕНИЕ.
ПЕРЕЧЕНЬ ГОСУДАРСТВЕННЫХ
И ОТРАСЛЕВЫХ СТАНДАРТОВ
ПО ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Обозначение
и номер стандарта
Наименование стандарта
Государственные стандарты
ГОСТ 2246-70
ГОСТ 4960-75
ГОСТ 5494 - 95
ГОСТ 9721-79
ГОСТ 9722 - 97
ГОСТ 9723-73
ГОСТ 9849-86
ГОСТ 10096-76
ГОСТ 12338-81
ГОСТ 12339-79
ГОСТ 12342-81
ГОСТ 12343-79
ГОСТ 12601-76
ГОСТ 13084-88
ГОСТ 13610-79
ГОСТ 14086-68
ГОСТ 14836-82
ГОСТ 14837-79
ГОСТ 16412.0-91
ГОСТ 16412.1-91
ГОСТ 16412.2-91
ГОСТ 16412.3-91
ГОСТ 16412.4-91
ГОСТ 16412.5-91
ГОСТ 16412.7-91
ГОСТ 16412.8-91
ГОСТ 16412.9-91
ГОСТ 17359-82
ГОСТ 17431-72
Проволока стальная сварочная
Порошок медный электролитический. Технические условия
Пудра алюминиевая пигментная. Технические условия
Порошок кобальтовый. Технические условия
Порошок никелевый. Технические условия
Порошок оловянный. Технические условия
Порошок железный. Технические условия
Пудра алюминиевая комкованная. Технические условия
Иридий в порошке. Технические условия
Осмий в порошке. Технические условия
Родий в порошке. Технические условия
Рутений в порошке. Технические условия
Порошок цинковый. Технические условия
Порошки высоколегированных сталей и сплавов. Технические
условия
Железо карбонильное радиотехническое. Технические условия
Порошки распыленные из нержавеющих хромоникелевых
сталей и никеля
Палладий в порошке. Технические условия
Платина в порошке. Технические условия
Порошок железный. Общие требования к методам анализа
Порошок железный. Методы определения железа
Порошок железный. Методы определения фосфора
Порошок железный. Методы определения кремния
Порошок железный. Методы определения марганца
Порошок железный. Методы определения серы
Порошок железный. Методы определения углерода
Порошок железный. Метод определения нерастворимого остатка
Порошок железный. Методы фотоэлектрического спектрального анализа кремния, марганца и фосфора
Порошковая металлургия. Термины и определения
Материалы порошковые. Листы из сплава марки М–МП. Технические условия
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
301
ПРИЛОЖЕНИЕ
Обозначение
и номер стандарта
ГОСТ 17432-72
ГОСТ 18227-85
ГОСТ 18228-94
ГОСТ 18317-94
ГОСТ 18318-94
ГОСТ 18897-73
ГОСТ 18898-89
ГОСТ 19440-94
ГОСТ 20017-74
ГОСТ 20018-74
ГОСТ 20019-74
ГОСТ 20559-75
ГОСТ 20899-75
ГОСТ 21448-75
ГОСТ 22306-77
ГОСТ 22397-77
ГОСТ 23148-78
ГОСТ 23401-90
ГОСТ 23402-78
ГОСТ 24903-81
ГОСТ 24916-81
ГОСТ 25095-82
ГОСТ 25172-82
ГОСТ 25279-93
ГОСТ 25280-90
ГОСТ 25281-82
ГОСТ 25282-93
ГОСТ 25283 - 93
Наименование стандарта
Материалы порошковые. Прутки и поковки из сплава марки М–
МП. Технические условия
Материалы порошковые. Метод испытания на растяжение
Материалы металлические спеченные, кроме твердых сплавов. Определение предела прочности при поперечном изгибе
Порошки металлические. Методы определения воды
Порошки металлические. Определение размера частиц сухим
просеиванием
Порошки металлические. Метод определения потери массы
при прокаливании в водороде
Изделия порошковые. Методы определения плотности, содержания масла и пористости
Порошки металлические. Определение насыпной плотности
Сплавы твердые спеченные. Метод определения твердости по
Роквеллу
Сплавы твердые спеченные. Метод определения плотности
Сплавы спеченные твердые. Определение предела прочности
при поперечном изгибе
Сплавы твердые, материалы керамические инструментальные.
Правила приемки и методы отбора проб
Порошки металлические. Определение текучести
Порошки из сплавов для наплавки. Технические условия
Металлы высокой и особой чистоты. Общие требования к методам анализа
Порошок цинковый. Метод спектрального анализа
Порошки металлические. Методы отбора и подготовки проб
Порошки металлические. Катализаторы и носители. Определение удельной поверхности
Порошки металлические. Микроскопический метод определения
размеров частиц
Порошковые изделия. Метод определения масла
Сплавы твердые спеченные. Метод определения коэрцитивной
силы
Сплавы твердые спеченные. Метод определения модуля упругости (модуля Юнга)
Сплавы твердые спеченные. Метод определения твердости по
Виккерсу
Порошки металлические. Метод определения плотности после
утряски
Порошки металлические. Метод определения уплотняемости
Металлургия порошковая. Метод определения плотности
формовок
Порошки металлические. Определение прочности прессовок
Материалы спеченные проницаемые. Определение проницаемости жидкостей.
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
302
ПРИЛОЖЕНИЕ
Обозначение
и номер стандарта
ГОСТ 25599.1-83
ГОСТ 25599.2-83
ГОСТ 25599.3-83
ГОСТ 25599.4-83
ГОСТ 25698 - 83
ГОСТ 25849 - 83
ГОСТ 25947 - 83
ГОСТ 26101-84
ГОСТ 26252 - 84
ГОСТ 26271-84
ГОСТ 26528-85
ГОСТ 26529-85
ГОСТ 26467-85
ГОСТ 26530-85
ГОСТ 26614-85
ГОСТ 26630 - 85
ГОСТ 26719-85
ГОСТ 26802-86
ГОСТ 26849-86
ГОСТ 26876-86
ГОСТ 27034-86
ГОСТ 27417-87
ГОСТ 28377-89
ГОСТ 28378-89
ГОСТ 28393-89
ГОСТ 29006-91
ГОСТ 29012-91
ГОСТ 29278-92
Наименование стандарта
Сплавы твердые спеченные. Методы определения общего углерода
Сплавы твердые спеченные. Методы определения свободного
углерода
Сплавы твердые спеченные. Методы определения титана
Сплавы твердые спеченные. Метод определения кобальта
Порошковые изделия. Метод определения твердости
Порошки металлические. Метод определения формы частиц
Сплавы твердые спеченные. Метод определения удельного
электрического сопротивления
Проволока порошковая наплавочная. Технические условия
Порошок ниобиевый. Технические условия
Проволока порошковая для дуговой сварки углеродистых и
низколегированных сталей. Общие технические условия
Материалы порошковые. Метод испытания на ударный изгиб
Материалы порошковые. Метод испытания на радиальное
сжатие
Лента порошковая наплавочная. Общие технические условия
Сплавы твердые спеченные безвольфрамовые. Марки
Материалы антифрикционные порошковые. Метод определения триботехнических свойств
Материалы керамические инструментальные. Марки
Материалы антифрикционные порошковые на основе меди.
Марки
Материалы антифрикционные порошковые на основе железа.
Марки
Материалы порошковые. Метод определения величины пор
Сплавы твердые спеченные. Общие требования к методам химического анализа
Сплавы твердые спеченные. Метод определения предела
прочности и предела текучести при сжатии
Порошки металлические. Методы определения кислорода
Порошки для газотермического напыления и наплавки. Типы
Материалы конструкционные порошковые на основе железа.
Марки
Прутки и полосы из быстрорежущей стали, полученной методом порошковой металлургии. Общие технические условия
Порошки металлические. Метод определения кислорода, восстановимого водородом
Порошковая металлургия. Метод определения изменения размеров прессовок после снятия давления прессования и во время
спекания
Изделия порошковые. Конструктивные элементы. Общие требования
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
303
ПРИЛОЖЕНИЕ
Обозначение
и номер стандарта
Наименование стандарта
Отраслевые стандарты
Заготовки из антифрикционных порошковых материалов на
ОСТ 3 6082-86
основе меди. Технические условия
Детали порошковой металлургии. Общие технические условия
ОСТ 3 6476 - 89
Порошковая металлургия. Покрытия порошковые металличеОСТ 4 ГО. 014.205-84 ские и неметаллические неорганические. Общие технические
условия
Порошковая металлургия. Изделия из порошковых конструкциОСТ 4 ГО 029.227
онных материалов. Общие технические условия
Порошковая металлургия. Изделия из конструкционных материалов,
полученные методом холодного деформирования. ОбОСТ 4 ГО 029.230-83
щие технические условия
Порошковая металлургия. Изделия из конструкционных матеОСТ 4 ГО 029.232-84 риалов, полученные методом горячей штамповки спеченных
прессовок. Общие технические условия
Заготовки твердосплавные выглаживающих элементов для
ОСТ 23.4.101-76
круглых протяжек и прошивок. Общие технические условия
Заготовки твердосплавные деформирующих элементов для
ОСТ 23.4.162-79
круглых протяжек и прошивок. Технические условия
Детали из спеченных материалов на железной основе. Общие
ОСТ 24.960.03-77
технические требования
Заготовки пластин сменных многогранных твердосплавных.
ОСТ 48 93-93
Технические условия
Изделия из порошковых материалов с заданным температурным
коэффициентом
линейного расширения. Общие технические
ОСТ 107 460851.001-89
условия
Теоретические основы, технология получения и свойства порошковых материалов. Курс лекций
304