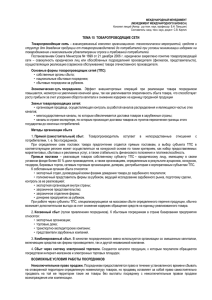
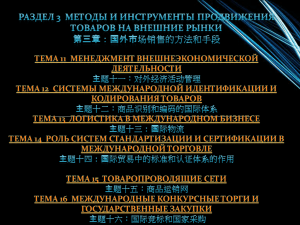
Стандартизация деталей литьевых форм – от идеи до ее
реклама

Семинары Семинар, организованный компанией «ХАСКО РУ» и посвященный применению стандартных деталей при конструировании и производстве литьевых форм, прошел 4 декабря 2014 г. Прошел успешно, хотя и необычно – в формате интернет-моста, связавшего московский офис компании с СанктПетербургским национальным исследовательским университетом информационных технологий, механики и оптики (Университет ИТМО). Стандартизация деталей литьевых форм – от идеи до ее реализации Б олее 50 лет назад произошел «прорыв» в области конструирования и производства форм для литья под давлением деталей из термопластичных полимерных материалов и штампов, когда Рольф Хасенклевер (Rolf Hasenclever), тогдашний руководитель компании HASCO Hasenclever GmbH + Co KG (г. Люденшайд, Германия), предложил модульную систему деталей для изготовления формующей оснастки (литьевые формы и штампы). В 1960 г. был взят первый патент, а уже в 1962 г. принцип стандартизации был внедрен в практику конструирования литьевых форм. С тех пор в портфеле компании появилось более 100 изобретений и патентов, но значение предложенного принципа трудно переоценить – он позволил установить четкие международные стандарты и фактически осуществить техническую революцию в области создания формующей оснастки; множеству молдмейкеров мира «жить стало лучше, жить стало веселей». К слову, именно стандарты HASCO стали основой ГОСТов на детали литьевых форм в СССР. Именно тема стандартизации объединила доклады, сделанные на семинаре. Слушателями и одновременно его активными «соучастниками» стали студенты-магистранты и преподаватели кафедры технологии приборостроения (ТПС) Университета ИТМО во главе с ее заведующим – Е. И. Яблочниковым. Выбор аудитории был не случаен: 42 ООО «ХАСКО РУ» имеет давние связи с кафедрой ТПС и оказывает ей учебно-методическую и техническую поддержку. Открывая семинар, В. В. Царев, руководитель по развитию в Восточной Европе HASCO, поприветствовал слушателей в СанктПетербурге, а затем кратко рассказал о современном состоянии и достижениях компании. Изобретение модульной системы стандартов на изготовление литьевых форм стало фундаментом постоянного развития компании, в которой в насто- ящее время работают более 700 сотрудников в более чем 60 странах мира. Создание разветвленной автоматизированной системы сбыта позволяет оперативно поставить заказчику любую из более чем 100 тыс. имеющихся стандартных деталей. Эффективность применения стандартных комплектующих литьевых форм стала темой следующего сообщения В. В. Царева, подготовленного совместно со специалистом HASCO О. Грайном. В настоящее время существуют 3 группы стандартов для литьевых форм с га- a б в г Фото 1. Некоторые экранные страницы компьютерной программы Uni Modul, позволяющей последовательно представить проектируемую форму в 3D-(а) и 2D-формате (б), а затем из предлагаемого пакета подобрать требуемую крепежную плиту (в) и другие стандартные элементы литьевой формы (г) (все иллюстрации: HASCO) 2015 / № 2 Семинары баритами плит в плане от 196×196 до 796×996 мм: • Р-стандарты на плиты без отверстий, обработанные со всех сторон; • К-стандарты на расточенные и обработанные со всех сторон плиты, совмещаемые по размерам с плитами Р-стандарта (плиты легко комбинируются по так называемому «лего»-приниципу); • Z-стандарты на различные комплектующие, включая направляющие колонки и втулки, элементы термостатирующих, выталкивающих, горячеканальных систем (ГКС) и многое другое, вплоть до шлангов для транспортировки охлаждающей жидкости. Далее докладчик рассказал о работе с программой Uni Modul (универсальный модуль) по подбору блока стандартных плит (вплоть до определения стоимости этого блока). Подбор начинается с поиска нужной базовой плиты по ее требуемым габаритам, которая определяет порядок дальнейшего поиска (фото 1). Затем пакет стандартных комплектующих наполняется конкретными компонентами, например, «выталкивателем», «центрирующим элементом», «инжектором ГКС» или целиком «ГКС в сборе с распределителем». Ряд конструкторов предпочитает работать с другой программой HASCO – Daco Modul, которая в принципе решает аналогичные задачи. Эти программы совместимы с общеизвестными пакетами CAD-систем и имеются в свободном доступе в интернете (hasco.ru и hasco.com). Следующее сообщение сделал коммерческий директор ООО «ХАСКО РУ» О. Б. Коровин, который рассказал о принципах пользования каталогами стандартных элементов, которые бывают в печатном виде, в формате PDF или в электронном виде – совместно с Uni- и Dacoмодулями для удобства пользователя (фото 2). Каталоги можно найти в магазине Webshop на сайте HASCO. Причем в настоящее время для загрузки и пользования ими больше не требуются услуги системного администратора, а программы могут быть запущены и с внешнего носителя информации (наприwww.polymerbranch.com мер, с USB-накопителя и др.). После заказа, сделанного по электронной почте, любая требуемая деталь будет доставлена потребителю в самые короткие сроки – вплоть до суток (таковы требования современного рынка). О системах термостирования литьевых форм и использовании в них стандартных элементов рассказал главный конструктор ООО «ИФ АБ Универсал» (Москва) В. Г. Дувидзон (фото 3), дав при этом ряд практических рекомендаций из собственного богатого опыта. Стабильный режим термостатирования литьевой формы во многом определяет качество литьевых изделий и производительность процесса литья (время охлаждения отливок в формах может достигать 70 % от общего времени цикла). В современном литьевом производстве это достигается с помощью такого периферийного оборудования как термостат. Поэтому докладчик подробно остановился на вопросах выбора технологических характеристик термостата для обеспечения требуемых мощностей нагрева формы (перед началом работы) и охлаждения отливок. Важно заранее разогреть форму до нужной температуры, особенно при наличии ГКС. В противном случае отверстия каналов в соплах и коллекторе ГКС будут не совпадать из-за их различного теплового расширения, что приводит к уменьшению проходного сечения и появлению застойных зон. Важную роль Фото 2. Экранная страница электронного каталога HASCO, предназначенная для предварительного выбора из К-, Рили Z-стандартов требуемой стандартной детали литьевой формы играет мощность охлаждения отливок, которая зависит от насосной характеристики термостата. Дело в том, что во избежание неравномерного охлаждения перепад температура теплоносителя на входе и выходе из литьевой формы не должен превышать 3–5 оС, что можно обеспечить за счет правильно выбранного его расхода. Эффективность охлаждения существенно повышается при переходе с ламинарного режима течения теплоносителя на турбулентный, что также зависит от величины расхода. Установка термостата как можно ближе к форме позволяет сократить не только потери тепла в подводящих шлангах, но и потери давления в контуре термостатирования, повысив тем самым расход теплоносителя для обеспечения более равномерного температурного поля в отливке. Фото 3. В. Г. Дувидзон (слева) в московском офисе ООО «ХАСКО РУ» делает доклад для аудитории в Санкт-Петербурге (слева вверху). Справа: В. В. Царев 43 Семинары Характеризуя стандартные элементы систем термостатирования, В. Г. Дувидзон воспользовался каталогом HASCO и привел их примеры. Так, рециркуляцию термостатирующей жидкости в канале можно обеспечить с помощью устанавливаемых в нем продольных перегородок – так называемых «переливов». Эффективность процесса становится выше при использовании фонтанирующих трубок, а в еще большей степени – такой разработки HASCO, как турбулизаторы, которые могут быть одно- или двухзаходными. В последнем случае по одному винтовому каналу жидкость заходит в форму, а по другому – выходит из нее. Краткое сообщение о том, как тематика семинара отражается на страницах журнала «Полимерные материалы. Изделия. Оборудование. Технологии», сделал главный редактор журнала В. А. Гончаренко, подчеркнув ее взаимосвязь с другими вопросами, связанными с полимерными материалами и технологией их переработки в изделия. 44 В заключение следует отметить активное участие в семинаре и последующей дискуссии магистрантов кафедры ТПС, которое проявилось не только в количестве, но и в качестве вопросов, задаваемых ими после каждого доклада. Чувствовался неподдельный интерес будущих специалистов к тематике семинара. Объясняется это тем, что современное приборостроение становится все более тесно связанным с технологией производства изделий и деталей из полимерных материалов (в первую очередь, литьем под давлением). Поэтому и учебные программы, и тематика проводимых на кафедре ТПС научных исследований, в которых участвуют магистранты, учитывают этот фактор. Для проведения экспериментальных и учебнопрактических работ в лаборатории кафедры имеются современное программное обеспечение и технологическое оборудование. Можно уверенно сказать, что семинар внес определенный вклад в дело подготовки специали- стов на кафедре ТПС Университета ИТМО. Заведующий кафедрой ТПС Е. И. Яблочников тепло поблагодарил руководство ООО «ХАСКО РУ» за организацию этого мероприятия, а также за методическую и техническую поддержку учебного процесса. Свою скромную лепту в это благородное дело внесло и издательство «Отраслевые ведомости», оформив для кафедры бесплатную подписку на журнал «Полимерные материалы. Изделия. Оборудование. Технологии». Редакция журнала Standardization of Injection Moulds Parts – from Idea to Its Realization The seminar organized by HASCO and devoted to questions of standardization in the field of designing and production of injection moulds took place on December 4, 2014. The seminar passed successfully, though it is unusual – in a format of the Internet bridge which connected the Moscow office of the company with the St. Petersburg national research university of information technologies, mechanics and optics. 2015 / № 2