Энергосберегающая технология литья по выплавляемым моделям
реклама

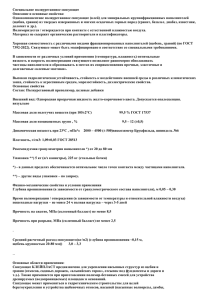
Энергосберегающая технология литья по выплавляемым моделям УДК 621.074.02.01 А.С. Шлейков, А.В. Батов, В. О. Емельянов, К.В. Мартынов ЭНЕРГОСБЕРЕГАЮЩАЯ ТЕХНОЛОГИЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ Алексей Владимирович Шлейков, студент 6-го курса Санкт-Петербургский государственный политехнический университет Россия, Тел.: (812)542-71-22, E-mail: [email protected] Александр Владимирович Батов, студент 6 курса, Санкт-Петербургский государственный политехнический университет Россия, Тел.: (812)542-71-22, E-mail: [email protected] Вадим Олегович Емельянов, к.т.н., доцент Санкт-Петербургский государственный политехнический университет Россия, Тел.: (812) 542-71-22, E-mail: [email protected] Константин Викторович Мартынов, к.т.н., доцент Санкт-Петербургский государственный политехнический университет Россия, Тел.: (812)542-71-22, E-mail: [email protected] Аннотация Статья посвящена энергосберегающей технологии литья по выплавляемым моделям на основе водного раствора кремнезоля производимых в США и КНР. Ключевые слова: литье по выплавляемым моделям, водные растворы кремнезоля, энергосберегающие технологии. A.V. Shleikov, A.V. Batov, V.O. Emelyanov, K.V. Martynov ENERGY SAVING TECHNOLOGY OF MOULDING ON MELTED MODELS Aleksey V. Shleikov1, e-mail: [email protected]; Alexander V. Batov1, e-mail: [email protected]; Vadim O. Emelyanov1, e-mail: [email protected]; Konstantine V. Martynov1, e-mail: [email protected]. 1 St.Petersburg State Polytechnical University, Russia 1195 А.С. Шлейков, А.В. Батов, В. О. Емельянов, К.В. Мартынов Abstract The article is devoted to energy-saving technology of molding on melted models patterns on the basis of an aqueous solution silica-sol produced in the United States and China. Key words: molding on melted models, the aqueous solutions of silica-sol, energy-saving technologies. Энергосберегающие технологии становятся стандартом при модернизации действующих и проектировании новых литейных цехов. В технологии ЛВМ существенный вклад в энергопотребление дает операция прокалки керамических форм. Процесс поликонденсации для ЭТС завершается только при 900 0С. Особенность формирования геля из водных растворов кремнекислоты позволяет проводить прокалку керамических форм до 500 0С под заливку цветных сплавов с температурой плавления до 1200 0С. И до 750 0С под заливку стали, чугуна и никелевых сплавов [2, 3, 5]. На кафедре «МТиОЛП» получены опытные партии отливок методом ЛВМ из Стали 10 (рис. 1). Формы выполнены на основе маршалита и кварцевого песка различных фракций в зависимости от номера слоя. Оболочка четырехслойная, заливка в опорном наполнителе, масса отливки 100 г. Прокалка форм и заливка при температуре 7500С. Рис. 1. Отливки полюса электрической машины постоянного тока. Материал Сталь 10 Основные поставщики водных растворов кремнезоля в РФ – это КНР и США. 1196 Энергосберегающая технология литья по выплавляемым моделям Китайские производители предлагают широкую номенклатуру связующих для ЛВМ. Как показали предварительные исследования на кафедре, значительная часть этих продуктов не соответствует заявленным показателям. Однако некоторые образцы заслуживают внимания как альтернатива ЭТС и американского связующего ЛЮДЕКС-SKF. В частности удовлетворительные характеристики имеет кремнезоль, поставляемый под торговой маркой GS-30. Кремнезоль поступает потребителю в стабилизированном виде без технологических добавок. Особенность связующего – РН = 7. Этот показатель считается критичным при получении оболочек для литья жаропрочных сплавов. Основная масса поставляемых кремнезолей имеет щелочную реакцию. Это связано с процессом стабилизации методом натриевой щелочной подушки [4]. Остаточный натрий образует легкоплавкий силикат натрия, который разупрочняет форму при вытопке. Стабилизированный водный раствор кремнезоля GS-30 требует введения технологических добавок для улучшения смачивания и седиментационной устойчивости огнеупорной суспензии. В качестве универсальной добавки использовали бутилстирол. Бутилстирол позволяет не только улучшить технологические свойства, но и регулировать сырую прочность. Последнее особенно важно для участков литья по выплавляемым моделям, необорудованным климат-контролем. Были рассмотрены следующие формовочные материалы: связующее GS-30 с добавкой 10 % латекса, связующее поставляемое под торговой маркой «Армосил» и имеющее рН=4,5. Также было рассмотрено однокомпонентное связующее ЛЮДЕКС-SKF. В качестве огнеупорного наполнителя выступал формовочный песок различных фракций, плавленый кварц, электрокорунд, циркон и шамот. В работе определяли следующие технологические параметры: условная вязкость, прочность на изгиб, газопроницаемость и проницаемость, пористость, качество контактной поверхности керамических форм. Были измерены физические параметры огнеупорной суспензии: краевой угол смачивания (статический), поверхностное натяжение, динамическая вязкость. В работе задействованы следующие методики: краевой угол смачивания определяли теневым методом, поверхностное натяжение определяли методом счета капель, условную вязкость определяли по вискозиметру ВЗ-4, прочность форм и газопроницаемость определяли по методике АО «ЗИЛ» [10,11], пористость – методом пропитки ацетоном, качество контактной поверхности оценивали по изображению, полученному с микроскопа МБС-9. Условную вязкость огнеупорной суспензии оценивали по воронке ВЗ-4. Для композиции «связующее GS-30 – наполнитель маршалит» условная вязкость возрастает с 14 до 295 секунд при увеличении количества введенного наполнителя от 1,0 до 2,1 кг на 1 дм3 связующего. ЛЮДЕКСSKF имеет условную вязкость 19 секунд при 1,3 кг наполнителя и 119 секунд при 2,0 кг наполнителя. 1197 А.С. Шлейков, А.В. Батов, В. О. Емельянов, К.В. Мартынов Условная вязкость для наполнителя плавленый кварц и связующего GS-30 минимально составляет 16 с, а 300 с – при максимальной массе введенного наполнителя 1,5 кг на 1 дм3 связующего. При большем количестве наполнителя происходит засорение воронки из-за низкой седиментационной устойчивости суспензии. Специализированные добавки в состав связующего не вводились. Для композиции «связующее ЛЮДЕКС-SKF – наполнитель НКС» условная вязкость возрастает с 29 до 897 с при количестве введенного наполнителя 1,0 кг на 1 дм3 связующего и 1,7 кг на 1 дм3 связующего соответственно. Условная вязкость для электрокорунда составляет 15 с при 1,3 кг на 1 3 дм связующего GS-30 и 300 с при 2,4 кг. Для ЛЮДЕКС-SKF предельную вязкость можно измерить при 3 кг на 1 дм3 связующего, и она составляет 145 с. Проведенные измерения условной вязкости показывают, что состав органического полимера, вводимого в связующее в качестве упрочняющей добавки, существенно влияет на вязкость суспензии. Для наполнителя НКС представленные композиции малопригодны вследствие большого расхода связующего материала [8,9]. Динамическая вязкость – существенный показатель при оценке энергопотребления высокоскоростных мешалок. Коэффициент динамической вязкости определяли методом падающего шарика. Для огнеупорной суспензии на основе маршалита и связующего GS30 динамическая вязкость растет с 30 до 620 мН•с/м2. В интервале введенного наполнителя от 1,0 до 2,1кг на 1 дм3 связующего. Связующее ЛЮДЕКС-SKF имеет меньшую вязкость 75 и 147 мН•с/м2 при 1,3 и 2,0 кг на 1 дм3 соответственно, что свидетельствует о высоких тиксотропных свойствах, т.е. наблюдается уменьшение вязкости при приложении нагрузки. Для наполнителя плавленый кварц GS-30 имеет 35 и 717 мН•с/м2, а ЛЮДЕКС-SKF – 111 и 638 мН•с/м2, причем предельная вязкость достигается при количестве наполнителя всего 1,7 кг на 1 дм3 связующего. В условиях производства высокий показатель вязкости приводит к перерасходу связующего и уменьшению термостойкости формы. Электрокорунд в качестве наполнителя имеет динамическую вязкость с GS-30 34 и 865 мН•с/м2, для ЛЮДЕКС-SKF эти значения значительно меньше – 16 и 112 мН•с/м2. Поверхностное натяжение огнеупорной суспензии измеряли методом счета капель. Суть метода состоит в определении усилия отрыва капли от штока известного диаметра. Суспензия, состоящая из маршалита и связующего GS-30, имеет поверхностное натяжение 23 мН/м для 1 кг наполнителя на 1 литр связующего и 75 мН/м для 2 кг наполнителя. Связующее ЛЮДЕКС-SKF показывает 36 и 48 мН/м в том же интервале наполнителя. Для плавленого кварца и связующего GS-30 поверхностное натяжение составляет 42 и 69 мН/м. 1198 Энергосберегающая технология литья по выплавляемым моделям Связующее ЛЮДЕКС-SKF показывает 42 мН/м при 1 кг на 1 литр связующего, а при 1,7 кг – 75 мН/м. При большем увеличении концентрации пылевидной фракции измерение поверхностного натяжения становится невозможным, так как суспензия стекает непрерывным потоком. Для наполнителя электрокорунд и связующего GS-30 – поверхностное натяжение 26 и 53 мН/м. ЛЮДЕКС-SKF показывает 43 мН/м при 1,4 кг на 1 литр и 173 мН/м при 3 кг на 1 литр связующего. Проведенные измерения показали, что для бинарных связующих типа ЛЮДЕКС-SKF поверхностное натяжение огнеупорной суспензии не является показателем прочностных характеристик формы. Прочность до прокалки определяется свойствами органического полимера [8,9]. Величина поверхностного натяжения характеризует кроющую способность суспензии. Чем ниже σ (сигма) «жидкость – газ», тем лучше кроющая способность. Краевой угол смачивания огнеупорной суспензии на материале выплавляемых моделей измеряли теневым методом. Для связующего GS-30 и наполнителя маршалит краевой угол составляет 400 при 1,1 кг наполнителя на 1 литр связующего. При количестве наполнителя 2 кг на 1 литр краевой угол смачивания 450. Связующее ЛЮДЕКС-SKF показывает возрастание краевого угол с 150 до 400 в том же интервале введенного наполнителя. Применение плавленого кварца в качестве наполнителя со связующим GS-30 дает возрастание краевого угла с 300 (при 0,8 кг наполнителя на 1 литр связующего) до 450 при 1,5 кг. ЛЮДЕКС-SKF с плавленым кварцем имеет краевой угол смачивания меньше, несмотря значительную вязкость. Для количества наполнителя 1,7 кг на 1 литр Θ составляет 430. Здесь необходимо отметить, что при большей концентрации наполнителя краевой угол вообще не образуется. Капля суспензии имеет неопределенную форму. Электрокорунд в качестве наполнителя показывает возрастание угла смачивании с 350 до 450 при использовании GS-30. На связующем ЛЮДЕКС-SKF возрастание составляет с 300 до 600, максимально возможное количество наполнителя – 3 кг на 1 литр. Измерение краевого угла смачивания для различных наполнителей показало, что бинарные связующие затруднительно использовать с плавленым кварцем. Для НКС (непрозрачное кварцевое стекло) следует применять отечественный материал «Армосил», являющийся однокомпонентным связующим. Прочность керамических форм измеряли по следующей методике. Керамическую пластину, полученную методом ЛВМ, помещали на призмы, выполненные из первичного шамота. Разрушающую нагрузку передавали нихромовой проволокой. Приспособление помещали в печь сопротивления. Контроль температуры осуществляли хромель-алюмелиевой термопарой, показания считывали с потенциометра КВП-513. 1199 А.С. Шлейков, А.В. Батов, В. О. Емельянов, К.В. Мартынов Прочность форм на связующем GS-30 и наполнителе кварцевый песок (табл. 1) σиз. возрастает с 6,4 МПа до 12,8 МПа при повышении температуры с 300 0С до 900 0С. Прочность до прокалки составляет 10 МПа. Данный показатель важен для случая, когда в качестве наполнителя используется дешевый кристаллический кварц. Высокоогнеупорные материалы, как показывает практика, позволяют получать прочность в холодном состоянии на уровне 15…20 МПа. Прочность формы при использовании ЛЮДЕКС-SKF несколько ниже и составляет 3,9 МПа и 7,8 МПа соответственно. Таблица 1 Зависимость прочности керамической формы (МПа) от температуры прокалки. Наполнитель Наполнитель Наполнитель Наполнитель плавленый электрокомаршалит, шамот, свякварц, свя- рунд, свясвязующее: зующее: зующее: зующее: Температура про- GSGSGSGSкалки, °С 30 + Лю30 + Лю30 + Лю30 + Лю10 % декс- 10 % декс- 10% декс- 10 % дексSKF SKF SKF SKF лалалалатекса текса текса текса 300 6,4 3,9 15,9 7,4 9,5 9,3 5,1 7,4 400 7,1 4,7 16,2 8,1 10,7 10,4 5,2 7,6 500 7,8 6,2 16,5 9,4 17,2 11,8 5,5 8,2 600 8,2 6,9 16,6 10,3 18,9 12,5 5,7 8,2 700 10,3 7,2 20,7 13,6 25,4 15,6 9,9 8,6 800 10,9 7,4 26,9 14,9 32,6 19,9 10,5 8,7 900 12,8 7,8 28,1 15,7 37,1 21,7 13,8 8,9 Применение плавленого кварца в качестве наполнителя суспензии и обсыпочного материала показывает максимальную прочность на связующем GS-30 28,1 МПа. На связующем ЛЮДЕКС-SKF 15,7 МПа. В данном случае, кроме меньшей прочности формы, имеет место повышенный в 2 раза расход связующего. Электрокорунд в качестве наполнителя показывает прочность с GS-30 37,1 МПа при прокалке до 900 0С. ЛЮДЕКС-SKF с тем же огнеупором имеет прочность всего 22 МПа. Применение зернистого шамота в качестве наполнителя показывает прочность на связующем GS-30 – 13,8 МПА при 900 0С, аналогичный показатель ЛЮДЕКС-SKF составляет 8,9 МПа. Из приведенных данных следует, что связующее GS-30 – весьма конкурентоспособный материал для изготовления ответственных отливок из стали и жаростойких сплавов. Пористость керамических форм оценивали пропиткой ацетоном. Для 1200 Энергосберегающая технология литья по выплавляемым моделям форм, выполненных на связующем GS-30 с наполнителем маршалит (табл. 2), пористость возрастает при прокалке с 27 % до 33 %. Применение связующего ЛЮДЕКС-SKF показывает 25 и 30 % соответственно. Плавленый кварц в качестве наполнителя со связующим GS-30 показывает приблизительно равную пористость 34 % при 300 0С и при 900 0С. ЛЮДЕКС-SKF с плавленым кварцем имеет возрастание пористости с 24 % до 26 %, т.е. показатель также практически не меняется. Таблица 2 Зависимость пористости керамической формы (%) от температуры прокалки Наполнитель Наполнитель Наполнитель Наполнитель плавленый электрокомаршалит, шамот, свякварц, свя- рунд, свясвязующее: зующее: зующее: зующее: Температура про- GSGSGSGSкалки, °С 30 + Лю30 + Лю30 + Лю30 + Лю10 % декс- 10 % декс- 10 % декс- 10 % дексSKF SKF SKF SKF лалалалатекса текса текса текса 300 27,3 25,6 34,4 24,1 23,2 29,7 25,5 21,7 400 26,8 27,7 36,7 24,7 28,9 28,9 23,9 22,5 500 25,9 29,3 37,3 25,6 32,1 29,8 25,1 21,9 600 25,6 29,9 37,4 25,3 33,3 29,6 25,7 20,1 700 28,4 30,5 35,9 25,6 37,4 29,2 24,8 22,8 800 30,6 29,8 35,2 25,4 39,5 29,5 26,3 23,7 900 33,7 30,5 34,9 25,8 42,7 30,1 27,5 24,1 Это свидетельствует об идентичности химического состава материалов по высокоогнеупорной составляющей. Использование электрокорунда и связующего GS-30 показывает пористость 23 % при 300 0С и 42 % при 900 0С. Связующее ЛЮДЕКС-SKF с корундом имеет практически неменяющуюся пористость порядка 30 %. Шамот в качестве наполнителя для связующего GS-30 имеет пористость 25 % в начале прокалки и 27 % при 900 0С. Использование ЛЮДЕКС-SKF показывает пористость 22 и 24 % соответственно. Послойно распределение пористости в форме следующее. Для композиции «GS-30 – маршалит» (табл. 3) пористость первого слоя 81 %, а четырехслойной оболочки 33,7 %. Использование ЛЮДЕКС-SKF показывает пористость первого слоя 70 %, далее идет уменьшение до 30 %. Для плавленого кварца максимальная пористость – 76 % при использовании GS-30. Для связующего ЛЮДЕКС-SKF первый слой имеет пористость 60 %. Электрокорунд в форме, выполненной на GS-30, имеет следующее рас1201 А.С. Шлейков, А.В. Батов, В. О. Емельянов, К.В. Мартынов пределение пористости: первый слой – 97 %, четырехслойная оболочка – 42 %. Для ЛЮДЕКС-SKF первый слой имеет пористость 57 %, четыре слоя показывают пористость 30 %. Шамот в комбинации с GS-30 имеет пористость на первом слое 80 % и 27 % на четырехслойной оболочке. Использование в качестве связующего ЛЮДЕКС-SKF показывает пористость первого слоя 62 %, с возрастанием числа слоев пористость уменьшается до 24 %. Таблица 3 Зависимость пористости керамической формы (%) от количества слоев Наполнитель Наполнитель Наполнитель Наполнитель плавленый маршалит, свясвяэлектрокорунд, шамот, кварц, связующее: зующее: связующее: зующее: Номер GS-30 GS-30 GS-30 GS-30 слоя + Лю+ Лю+ Лю+ Лю10 % декс10 % декс10 % декс10 % декслатек- SKF латек- SKF латек- SKF латек- SKF са са са са 1-й 81,3 69,7 76,7 59,6 97,2 57,3 80,7 62,7 2-й 47,2 48,6 40,3 35,5 57,3 39,8 39,8 29,6 3-й 38,5 34,2 36,8 27,2 45,9 34,7 28,9 28,4 4-й 33,7 30,5 34,9 25,8 42,7 30,1 27,5 24,1 Проницаемость и газопроницаемость керамических форм измеряли на трубчатых образцах (рис. 1), имеющих площадь поверхности, соответствующую площади поверхности стандартного образца. Рис. 2. Пробы для определения газопроницаемости 1202 Энергосберегающая технология литья по выплавляемым моделям Давление воздуха создавали прибором 042М, доработанным гозоотводной трубкой (рис. 3, б). Количество воздуха при измерении порядка 1 дм3 с давлением 24 мм водяного столба. Нагрев образца вели в трубчатой печи сопротивления (рис. 3, а). а б Рис. 3. Устройство для определения газопроницаемости: а – печь сопротивления, б – прибор 042М Проницаемость и газопроницаемость керамических форм является показателем процессов, протекающих при прокалке оболочки [10]. Измерение проницаемости при повышении температуры в интервале от 300 до 900 0С показало, что для форм, выполненных на связующем GS-30 с наполнителем маршалит, проницаемость растет с 380 м4•10-18 до 1300 м4•1018 . Применение связующего ЛЮДЕКС-SKF понижает проницаемость керамики до 445 м4•10-18. Более высокая проницаемость форм со связующим GS-30 обусловлена наличием органического полимера и отсутствием силиката натрия, который при плавлении препятствует прохождению воздуха. Использование в качестве наполнителя плавленого кварца со связующим GS-30 показывает максимальную проницаемость 600 м4•10-18. Для связующего ЛЮДЕКС-SKF этот параметр аналогичен и составляет 204 м4•10-18. Для электрокорунда с GS-30 максимальная проницаемость составляет 214 м4•10-18. Для электрокорунда с ЛЮДЕКС-SKF максимальная проницаемость – 283 м4•10-18. Шамот с GS-30 имеет высокую проницаемость в 950 м4•10-18. Применение в качестве связующего ЛЮДЕКС-SKF с этим же огнеупором показывает проницаемость 130 м4•10-18. Газопроницаемость является технологическим параметром, она позволяет совместно с проницаемостью проследить наличие превращений в форме. Для композиции «GS-30 – маршалит» (табл. 4) имеется характерный провал в интервале 600 … 800 0С. 1203 А.С. Шлейков, А.В. Батов, В. О. Емельянов, К.В. Мартынов Таблица 4 Зависимость газопроницаемости керамической формы (см /н•с•10-2) от температуры прокалки Наполнитель Наполнитель Наполнитель Наполнитель плавленый электрокомаршалит, шамот, свякварц, свя- рунд, свясвязующее: зующее: зующее: зующее: Температура про- GSGSGSGSкалки, °С 30 + Лю30 + Лю30 + Лю30 + Лю10 % декс- 10 % декс- 10 % декс- 10 % дексSKF SKF SKF SKF лалалалатекса текса текса текса 300 161 62 269 79 63 64 271 32 400 158 66 212 75 55 65 219 30 500 282 63 172 63 54 60 348 32 600 243 64 174 64 58 52 257 32 700 208 64 139 63 50 50 209 33 800 189 68 176 60 53 67 214 34 900 356 127 142 59 62 81 175 39 4 При использовании ЛЮДЕКС-SKF газопроницаемость монотонно возрастает после 500 0С. Использование плавленого кварца с GS-30 показывает снижение проницаемости во всем интервале температур. Для связующего ЛЮДЕКС-SKF характерно падение газопроницаемости. Повидимому, это связано с диффузионным спеканием пылевидной фракции с кремнегелем связующего [6, 7]. Электрокорунд с GS-30 имеет ступенчатую кривую газопроницаемости. При использовании ЛЮДЕКС-SKF кривая имеет провал, связанный с полиморфными превращениями примесей, содержащихся в наполнителе. Шамот в качестве огнеупорного наполнителя с GS-30 показывает ступенчатую кривую газопроницаемости. Для ЛЮДЕКС-SKF газопроницаемость плавно возрастает. Результаты измерения газопроницаемости и проницаемости показали, что полиморфные превращения в керамической форме при прокалке имеют место и для связующего GS-30, и для ЛЮДЕКС-SKF. Исследование контактной поверхности, выполненное с помощью микроскопа МБС-9, показало, что связующее ЛЮДЕКС-SKF дает качественную поверхность лишь на наполнителях корунд и НКС (непрозрачное кварцевое стекло). Связующее GS-30 на первом слое может применяться для машиностроительных заготовок с шероховатостью литой поверхности 10…20 Rz. Для получения меньшей шероховатости требуется использование на первом слое ЭТС [1]. 1204 Энергосберегающая технология литья по выплавляемым моделям СПИСОК ЛИТЕРАТУРЫ 1. Емельянов В.О., Мартынов К.В., Бречко А.А. Особенности формирования структуры и поверхности контактного слоя керамических форм на основе ЭТС-40 и Сиалит-20С // Литейщик России. №2. 2006. С. 24-27. 2. Емельянов В.О., Мартынов К.В., Бречко А.А. Прочность керамических форм для литья по выплавляемым моделям. Сборник трудов 9-го съезда литейщиков, Уфа, 21 – 23 апреля 2009 г. 3. Емельянов В.О., Мартынов К.В., Пречесный М.А., Мутилов В.Н. Керамические формы для отливок повышенной точности из высоколегированных сталей. Сборник трудов 7-й Международной научнопрактической конференции “Исследования, разработка и применение высоких технологий в промышленности”. Т. 1. Санкт-Петербург, 28 – 30 апреля 2009 г. С. 368-370. 4. Емельянов В.О. Формирование структуры и свойств керамических форм. Санкт-Петербург, РИО, Издание Санкт-Петербургского института машиностроения, 2010. 5. Емельянов В.О., Мартынов К.В., Рагозин С.М., Пречесный М.А. Литейная керамика на кремнезольном связующем. Российский научнотехнический журнал “Инструмент и технологии”, Санкт-Петербург, 28-й выпуск 2010 г. С. 10-18. 6. Берг П.П. Формовочные материалы. М.: Машиностроение, 1963. 7. Бречко А.А. Формовочные и стержневые смеси с заданными свойствами. Л.: Машиностроение, 1982. 8. Родионова О.Е., Мартынов К.В., Емельянов В.О. Бинарное связующее для керамических форм. Материалы Всероссийской научнотехнической конференции “Новые материалы и технологии”. Т. 1. М., 16 – 18 ноября 2010 г. С. 36. 9. Шуманская Я.В., Мартынов К.В., Емельянов В.О. Свойства керамических форм на основе кристаллического кварца и связующего JS-30 с добавкой бутилстирола. Материалы Всероссийской научнотехнической конференции “Новые материалы и технологии”. Т. 1. М., 16 – 18 ноября 2010 г. С. 42. 10. Шкленник Я.И. Литье по выплавляемым моделям. М.: Машиностроение, 1984. 11. Емельянов В.О., Мартынов К.В., Мутилов В.Н., Соколов А.В., Суханова В.П. Водный раствор кремнезоля как альтернатива готовым связующим в технологии ЛВМ // Литейное производство. 2012. № 4. С. 18 – 21. 1205