319 KB - Полимерные материалы
advertisement

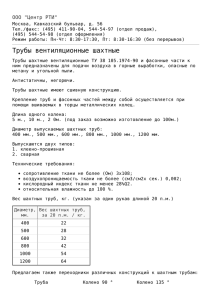
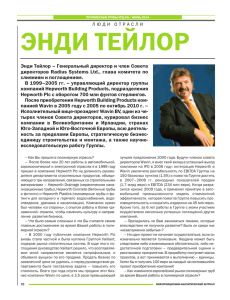
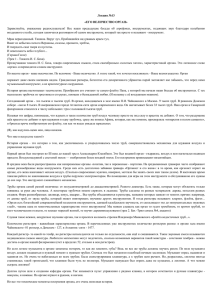
Футеровка и ремонт труб с применением стеклопластиковых оболочек Известные технологии футеровки труб и ремонта трубопроводов с применением полимерных материалов (ПМ) характеризуются не только достоинствами, но и недостатками. Например, нанесение различных покрытий на внутреннюю поверхность труб не обеспечивает требуемую их долговечность вследствие недостаточной адгезии и отслаивания. Установка внутренней оболочки из термопластичных ПМ затруднена из-за необходимости ее протягивания внутри металлической трубы, особенно в условиях полевого ремонта. Кроме того, заметно уменьшается проходное сечение ремонтируемого участка трубопровода. К недостаткам так называемой чулочной технологии относятся трудности, связанные с необходимостью приготовления связующего, пропитки им наполнителя и отверждения связующего непосредственно на месте проведения футеровочных или ремонтных работ, а также с невозможностью контроля процесса отверждения термореактивного связующего армирующей оболочки, что в целом не способствует качеству выполняемых работ и приводит к их удорожанию. Все это заставило продолжить технологические изыскания в области создания более совершенных методов футеровки и восстановления труб, выполненных из металла или иных материалов. Проведенные исследования позволили предложить эффективный и технологичный способ защиты внутренней поверхности различных по назначению трубопроводов за счет применения заранее изготовленных и полностью отвержденных термодеформируемых тонкостенных стеклопластиковых трубчатых оболочек, обладающих высокой механической прочностью, химической стойкостью, низким водопоглощением и способных к монтажному термодеформированию (смятию) с последующим (после установки в трубе) восстановлением исходной трубчатой формы (эффект «памяти»). Технология футеровки и ремонта труб термодеформируемыми оболочками Данная технология основывается на применении новых термореактивных связующих полимерных композиционных материалов, способных в отвержденном состоянии к дозированному и фиксированному термодеформированию с последующим самопроизвольным восстановлением (инверсией) начальной формы, происходящим при повторном свободном нагреве до определенной температуры. Такая особенность связующего позволила предложить процесс, развитый затем в производственную технологию. Разработанная технология включает следующие основные операции: • изготовление тонкостенной стеклопластиковой оболочки (рис. 1, I) жидкофазной намоткой на оправку ровинга, пропитанного модифицированным эпоксидным связующим, с последующим его отверждением на оправке и съемом с оправки; • монтажное деформирование (смятие) нагретой оболочки с фиксацией полученной конфигурации (рис. 1, II); • установка деформированной оболочки в футеруемую или ремонтируемую трубу (рис. 1, III); • нагрев установленной оболочки горячим воздухом и ее восстановление до цилиндрической формы с плотным прилеганием к внутренней поверхности трубы (рис. 1, IV). 18 ТЕХНОЛОГИЯ И ИЗДЕЛИЯ Рис. 1. Основные операции (I — IV) технологического процесса футеровки (ремонта) металлической трубы 3: 1 — отвержденная оболочка; 2 — оболочка, подвергнутая предмонтажному деформированию (другие пояснения — в тексте) Такая технология по сравнению с перечисленными ранее способами имеет ряд достоинств: 1. Футеровочная оболочка изготавливается в заводских условиях, что позволяет контролировать все стадии технологического процесса, а также качество получаемого изделия, в том числе физико-механические свойства, равнотолщинность оболочки, отсутствие в ней дефектов и пр. Кроме того, оболочки могут выборочно испытываться на прочность, твердость, деформируемость в «эластическом» состоянии. 2. Подвергнутая монтажному деформированию оболочка легко устанавливается протягиванием внутри футеруемой или ремонтируемой трубы. Монтажным деформированием оболочкам придают благоприятную для дальнейших операций форму. Разработанный метод защищен положительным решением о выдаче патента № 2003119539 от 20.07.2003 — «Способ защиты внутренней поверхности трубопроводов». 3. Высокие прочностные свойства армированных пластиков позволяют предельно уменьшить толщину стенки оболочки, которая в зависимости от диаметра трубы может составлять не более 1-3 мм. Такие толщины позволяют свести к минимуму как уменьшение проходного сечения трубопровода, так и стоимость оболочки и трудозатраты на ее монтаж. 4. Металлические трубы, футерованные стеклопластиковыми оболочками, не подвержены коррозии при контакте с агрессивными средами. 5. Пропускная способность отремонтированных труб изменяется крайне незначительно. 6. Технология пригодна для ремонта и футеровки труб практически из любых материалов. Для увеличения плотности сопряжения и прочности соединения термодеформируемой стеклопластиковой оболочки с внутренней поверхностью футеруемой или ремонтируемой трубы рекомендуется на внешнюю поверхность оболочки непосредственно перед ее размещением в трубе нанести по традиционной технологии адгезив холодного отверждения. Оценочные расчеты показали, что затраты на футеровку и особенно ремонт трубопроводов по предложенной технологии термодеформируемых оболочек в 2–3 раза меньше, чем по чулочному способу, и до полутора раз меньше, чем по методу установки внутренней трубы из термопластичных ПМ. Технология инверсирующего раструба В настоящее время для соединения труб и при ремонте трубопроводов в различных отраслях промышленности (нефтегазовой, химической, строительной и др.) используются в основном сварные, резьбовые и фланцевые соединения, что не всегда целесообразно. Если для соединения труб из стали и термопластичных ПМ могут применяться технологии, включающие сварку, то для чугунных, керамических и стеклопластиковых трубопроводов они непригодны по ряду известных причин. 19 ТЕХНОЛОГИЯ И ИЗДЕЛИЯ В качестве альтернативы сварке и механическим видам соединения в России и за рубежом в последние 15 лет с успехом развивается научно-техническое направление по разработке и использованию раструбно-клеевых технологий для соединения труб и ремонта трубопроводов. Несмотря на многообразие существующих технологий ремонта, отсутствуют универсальные способы соединения труб, особенно в случае использования труб из термореактивных ПМ, в том числе и из стеклопластиков. Разработка новых, более эффективных способов соединения труб и оболочек из таких материалов весьма актуальна. Одним из перспективных направлений в рамках рассматриваемой проблемы является способ соединения труб, основанный на применении эффекта термоусадки. Сам по себе эффект термоусадки достаточно хорошо изучен, в основном на примере термопластичных пленок и волокон. Имеющиеся в патентной и технической литературе сведения о получении изделий, в том числе для соединения труб, с использованием эффекта термоусадки относятся лишь к одному классу — классу термопластичных ПМ. Способность используемого термореактивного связующего к инверсии эластической деформации позволила разработать принципиально новую технологию неразъемного соединения 20 Рис. 2. Последовательность технологических операций (а — г) соединения двух стеклопластиковых оболочек труб 1 и 3 методом инверсирующего раструба: 2 — конический дорн; 4 — соединяемый конец второй трубы; lст — ширина перекрытия нахлесточного раструбного соединения (другие пояснения — в тексте) ТЕХНОЛОГИЯ И ИЗДЕЛИЯ 1 3 2 Рис. 3. Соединение труб с помощью инверсирующего раструба: 1, 2 — раструбное соединение стеклопластиковых оболочек; 3 — деформированная оболочка на участке раструба враструб отдельных оболочек (труб) конечной длины (до 10 м) в непрерывный трубопровод. Сущность новой технологии заключается в создании и фиксации на одном из концов единичной оболочки временного монтажного раструба, который после нагрева восстанавливает свои первоначальные размеры и форму. Данным способом соединяют тонкостенные стеклопластиковые оболочки (трубы) одинакового диаметра и толщины стенки. Конец одной из соединяемых труб, называемой первой (рис. 2, поз. 1), нагревают до температуры 110–120 0С (рис. 2, а) и затем его концентрично расширяют (термодеформируют) с помощью конического дорна 2, перемещаемого вдоль оси трубы внутрь нее (рис. 2, а и б). В этом положении конец первой трубы приобретает форму конического раструба, который сохраняется в результате охлаждения на дорне до температуры около 80 0С. При температурах не более 50 0С этот раструб может сохранять свою форму сколь угодно долго. При сборке непрерывного трубопровода в этот раструб вводят до упора конец второй трубы 3. Для увеличения прочности соединения на сопрягаемый участок второй трубы наносится слой адгезива 4 холодного отверждения. Расположение соединенных к этому моменту тонкостенных оболочек представлено на рис. 2, в. После этого участок соединения повторно нагревают с помощью ИК-излучения или иным способом до температуры 110 0С. Это приводит к инверсии раструба первой трубы, в результате чего она плотно облегает конец второй трубы, образуя соединение, показанное на рис. 2, г. В процессе термоусадки конической части трубы 1 осуществляется самоцентрирование соединения, устраняются непроклеи, а излишки клея выдавливаются. В результате формируется клеевая прослойка, обеспечивающая требуемые прочностные характеристики соединения. В качестве адгезива для соединения труб по изложенной выше технологии используется разработанная эластичная композиция, комплекс свойств которой удовлетворяет техническим требованиям. Экспериментально установлено, что инверсирующий раструб (рис. 3, поз. 1 и 2) легко термодеформируется, сохраняя при температурах не более 50 0 С приданную ему, например, Vобразную форму (рис.3, поз 1) сколь угодно долго и возвращаясь к цилиндрической форме при последующем общем нагреве собранных труб в месте их соединения. В.В. Бурлов, А.Д. Паниматченко, В.К. Крыжановский LINING AND REPAIR OF PIPES USING GLASS FIBER REINFORCED PLASTIC SHELLS V.V. Burlov, А.D. Panimatchenko, V.К. Кryzhanovsky An efficient and practical method of protecting internal surface of various pipelines is offered using pre-manufactured and completely cured thermally deformable thin walled tubular glass shells featuring high mechanical strength, chemical stability, low water absorption ability and capable of thermal deformation after installation in a pipe with subsequent restoration of the initial tubular shape (memory effect).