стр. 307-314
реклама

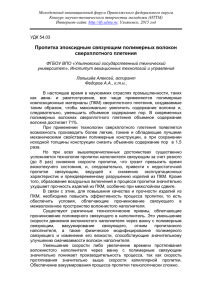
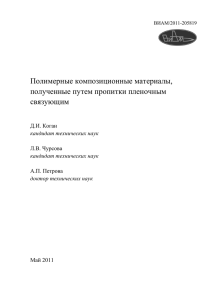
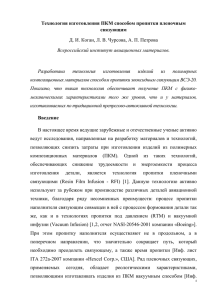
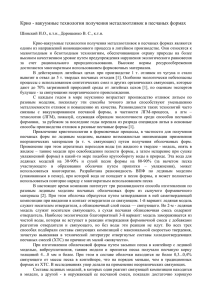
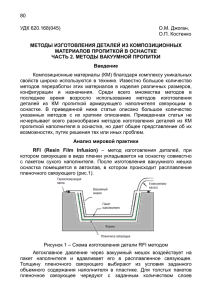
307 8. Технология получения препрегов 8.4.1. Методы пропитки без давления В процессе пропитки без давления волокнистый наполнитель окунают в связующее (пропитка окунанием), приводят его в контакт с поверхностью связующего (контактная пропитка) или напыляют жидкое связующее на поверхность наполнителя (совмещение напылением с последующим оплавлением). Окунание В процессе пропитки окунанием волокнистый наполнитель в виде нитей, жгутов или ткани сматывают со шпулей, бобин или рулонов и по тракту установки для пропитки направляют в ванную со связующим. На выходе из пропиточной ванны производят отжим избытка связующего и препрег направляют в сушильную камеру, где происходит удаление растворителя или предотверждение связующего. Готовый препрег сматывают в рулон, прокладывая между слоями антиадгезионную пленку, если имеется опасность слипания полуфабриката. Окунание — процесс совмещения наполнителя со связующим, при котором волокнистый наполнитель окунают в жидкое связующее. Процесс пропитки связующим наполнителя проходит за счет реализации таких физических явлений как смачивание поверхности наполнителя, диффузия связующего в поры и дефекты поверхности наполнителя и его приповерхностного слоя и фильтрация между частицами наполнителя (например, проникновение связующего в межволоконной пространство) [1]. Технологические параметры процесса пропитки методом окунания Жгут длиной l и толщиной h находится в ванне со связующим на глубине Н. Связующее проникает в межволоконное пространство сквозь щели шириной δ, образованные параллельно уложенными элементарными волокнами (рис. 8.2). Vпроп Pатм ε, tв.т.с., σ h H T l P Рис. 8.2. Схема проточной ванны [5] ρл., п, Π, a, k 308 8. Технология получения препрегов Объемное содержание связующего, необходимое для пропитки единичного объема, будет равно: VСВ(ЕД) = Пh/2, (8.5) где П — относительное объемное содержание пор. Объемное содержание пор определяется по формуле П = 1 – ρстр/ρнап, (8.6) где ρстр — плотность волокнистой структуры, кг/м3; ρнап — плотность материала, из которого изготовлено волокно, кг/м3. Скорость пропитки (скорость с которой волокно пропитывается связующим) хорошо описывается законом Дарси [1] vпроп = kΔP/ηl = 2kP/ηh, (8.7) где k — коэффициент проницаемости. Время пропитки на всю глубину ленты будет равно: τпроп = П h2η/4kP. (8.8) Скорость протяжки (скорость, с которой происходит процесс пропитки) можно рассчитать по следующему уравнению [1]: vпрот = l/τпроп = 4lkP / h2 П η, (8.9) где l — путь ленты. А время пропитки всей ленты длиной L [5]: τL = L/vпрот = LП η h2/4lkP. (8.10) При этом необходимо учитывать, что время пропитки должно быть меньше времени вязкотекучего состояния и равняться [5]: τL = 0,08 τвтс. (8.11) Время вязкотекучего состояния рассчитывается по уравнению [5] ηвтс = η0eU/RT, (8.12) где U — энергия активации процесса отверждения; R — газовая постоянная; T — температура; η0 — предэкспоненциальный коэффициент. Вязкость рассчитывается по уравнению ηT = η0еE/RT, (8.13) где Е — энергия активации вязкого течения; R — газовая постоянная; T — температура; η0 — предэкспоненциальный коэффициент. 309 8. Технология получения препрегов Исходя из этого можно определить оптимальную температуру пропитки препрега [5]: U −E (8.14) . T= ⎛ LП η 0 h 2 ⎞ ⎟ R ln ⎜⎜ ⎟ ⎝ 0,32kPl τ0 ⎠ При выходе из пропиточной ванны, помимо того связующего, которое проникает в межволоконное пространство, поверхность волокнистого наполнителя захватывает еще некоторое количество связующего, толщина которого может быть определена по следующей формуле [5]: δ = 1,32RC(ηv/σ)2/3 (8.15) для толщины ленты h, протягиваемой со скоростью v через ванну со связующим, с объемной концентрацией C и вязкостью η. Необходимое содержание связующего в препреге обеспечивается последующим отжимом, который осуществляется роликами или эластичными губками. Для пропитываемой ленты, выходящей из ванны под углом наклона к горизонту α, δ= (η v )2/3 . 1/2 1 − cos α (ρg ) σ 1/6 0,94 (8.16) Скорость движения ленты определяется по следующей формуле: v = K/η⋅ΔP/δ; ΔР = Рпроп. Время движения ленты должно рассчитываться исходя из соотношения L/vпроп = τпроп. всей ленты < τвтс, (8.17) где L — длина всей ленты. Для расчета скорости пропитки используют следующее уравнение: vпроп = lkΔp/Пδ2 ηT, (8.18) где l — длина пакета; k — коэффициент проницаемости; Δp — давление пропитки; П — пористость пакета; δ — толщина связующего; ηT — вязкость связующего. Для пропитки волокнистых (пористых, нетканых) холстов используют ванны, в которых пропитывающая жидкость проходит через слой холста под действием разряжения (рис. 8.3). Непропитанный холст 1 проходит между перфорированным вакуумным барабаном 2 и металлической сеткой 5, часть барабана и сетки в месте их контакта погружены в связующее 6. За счет сил, возникающих вследствие разряжения в барабане 2, связующее проходит через сетку и холст. Излишек связующего из холста 4 отсасывается вакуумным отсосом 3, а металлическая сетка 5 очищается от налипшей массы в ванночке 6. 310 8. Технология получения препрегов 2 4 3 1 5 5 7 6 Рис. 8.3. Схема пропиточной ванны с вакуумным барабаном [7] Традиционно метод окунания при совмещении наполнителя со связующим осуществляют на пропиточных машинах (установках). В процессе пропитки окунанием волокнистый наполнитель в виде нитей, жгутов, лент или тканей сматывают со шпулей, бобин или рулонов и по тракту установки для пропитки направляют в ванну со связующим (рис. 8.4). На выходе из пропиточной ванны производят отжим избытка связующего и препрег направляют в сушильную камеру, где происходит удаление растворителя или предотверждение связующего. Готовый препрег сматывают в рулон, прокладывая между слоями антиадгезионную пленку, если имеется опасность слипания полуфабриката. В схеме установки (рис. 8.4) 1 — рулон наполнителя; 2 —камера сушки волокнистого наполнителя; 3 — путевые ролики, направляющие наполнитель по тракту установки, перед ними также может быть установлена гребенка (формирующее устройство) для ленты. Процесс пропитки зависит от вязкости связующего, а вязкость зависит от температуры, поэтому важно стабилизировать температуру пропиточной ванны 4, для чего она снабжена «водяной рубашкой», в которой циркулирует термостатирующая жидкость с постоянной температурой. На выходе из пропиточной ванны установлено отжимное устройство 5 в виде двух роликов, один из которых укреплен жестко, а другой на пружине. Таким образом, регулируется содержание связующего, производится отжим избытка связующего на волокнистом наполнителе. Далее препрег направляют в камеру предотверждения 6 связующего. В первой низкотемпературной секции печи Тпечи ~ Ткип растворителя. Здесь удаляется основная часть растворителя (иначе растворитель может вспыхнуть). Вторая секция имеет более высокую температуру. В этой секции происходит увеличение молекулярной массы и изменение агрегатного состояния связующего. Готовый препрег сматывают в рулон, прокладывают между слоями антиадгезионную (полиэтиленовую) пленку, для предотвращения слипания полуфабриката. 311 8. Технология получения препрегов 6 7 2 5 3 4 1 Рис. 8.4. Схема установки для пропитки волокнистых наполнителей окунанием [1] Для получения препрегов в зависимости от типа наполнителя и связующего применяются пропиточные установки (машины) с вертикальной или горизонтальной сушильной камерой. Использование вертикальной сушильной камеры позволяет разбивать нагрев на зоны с разной температурой для увеличения времени нахождения препрега в зоне нагрева и более полного удаления растворителя или проведения необходимых химических реакций (например, предотверждения для фенолоформальдегидных связующих, образования олигоимида для имидных связующих мономерного типа). Примеры вертикальной и горизонтальной пропиточных установок представлены на рис. 8.5, 8.6. 9 II III I IV 10 11 8 4 1 2 12 13 7 3 5 6 Рис. 8.5. Схема непрерывно действующей вертикально-сушильной машины с автоматическим управлением [8]: 1 — рулон наполнителя (ленты, ткани); 2, 4, 6, 9, 10, 12 — направляющие валики; 3 — обогреваемые валики; 5 — пропиточная ванна; 7 — подогреватель; 8 — отжимные валики; 11 — охлаждающие валики; 13 — рулон полуфабриката (препрега) 312 8. Технология получения препрегов 18 17 10 12 13 14 9 4 3 6 15 7 1 11 2 5 19 16 8 Рис. 8.6. Схема горизонтальной пропиточно-сушильной машины [8]: 1 — рулон наполнителя; 2, 4, 9 — направляющие валики; 3 — подсушивающий валик; 5 — валик пропиточной ванны; 6, 7 — отжимные валики; 8 — ведущие валики; 10, 13 — поддерживающие валики; 11 — сушильная камера; 12 — ведущие валики; 14, 15 — регулировочные валики; 16 — приемная гильза; 17 — вентилятор; 18 — вентилятор с калорифером; 19 — паровые змеевики Контактная пропитка Контактную пропитку волокнистых наполнителей применяют в том случае, когда волокно изготовлено из высокомодульного материала (например, бора), имеет большой диаметр и поэтому не может быть пропущено через пропиточный тракт обычных установок, так как он снабжен перевалочными валками сравнительно малого диаметра. При огибании таких валков происходит разрушение волокнистого наполнителя. В процессе пропитки движущийся под действием усилия протяжки N волокнистый наполнитель 1 приводится в контакт с поверхностью вращающегося ролика 2, покрытой слоем связующего 3. Непрерывный приток связующего в зону пропитки обеспечивается за счет вращения ролика, погруженного в ванну 4 со связующим (рис. 8.7). Диаметр контактного ролика D подбирают таким образом, чтобы возникающие в волокнах напряжения не превышали допустимой величины [σ]q. D ≥ Eв dв/[σ]q, (8.19) где Eв и dв — модуль упругости и диаметр элементарных волокон наполнителя. Проникновение связующего в межволоконное пространство наполнителя осуществляется под действием капиллярных сил и давления pN = 2N/D, (8.20) причем pN создается нагруженным силой волокнистым наполнителем на покрытую связующим поверхность ролика. 313 8. Технология получения препрегов P 1 N 3 2 4 Рис. 8.7. Схема установки для контактной пропитки длинномерного волокнистого наполнителя [1]: 1 — волокнистый наполнитель; 2 — ролик; 3 — связующее; 4 — ванна Пропитка напылением Пропитку напылением применяют в том случае, когда в течение короткого времени необходимо совместить со связующим большие плоские заготовки волокнистого наполнителя. Такая проблема возникает при изготовлении крупногабаритных изделий из листовых волокнистых наполнителей (тканей, матов) больших размеров, пропитываемых жидкими связующими холодного отверждения с ограниченным временем жизнеспособности (рис. 8.8). 1 2 H Z в 3 4 B Рис. 8.8. Схема пропитки пакета волокнистого наполнителя напылением [1]: 1 — распылитель; 2 — пакет; 3 — пятно факела распылителя; 4 — направление движения распылителя 314 8. Технология получения препрегов На поверхность волокнистой заготовки напыляют слой связующего толщиной δ = НП, (8.21) где Н — толщина пропитываемого пакета; П — относительная объемная пористость пакета. Если нанесение связующего на поверхность наполнителя осуществляется распылителем, имеющим производительность Пр (см/с), в — ширина факела напыляемого связующего; Z, В, Н — размеры пропитываемого пакета, то скорость движения распылителя v равна v = Пр / (НвП), (8.22) (8.23) а время распыления τ = (НВZП)/Пр. Так же, как и в предыдущем случае, проникновение связующего в межволоконное пространство осуществляется под действием капиллярных сил. 8.4.2. Методы пропитки под давлением Наиболее широко применяемые на практике методы пропитки волокнистых наполнителей связующими под давлением являются вакуумный, пневмовакуумный и центробежный. Вакуумная пропитка Одна из схем вакуумной пропитки представлена на рис. 8.9. Рулон тканого наполнителя 5 помещают в герметично закрывающуюся крышкой 2 камеру 1. В крышке камеры смонтирован вакуумметр 3. Трубопровод 4 соединяет внутреннюю полость камеры с вакуумной системой. Свободный конец ткани протягивают через фильеру 6, передняя часть которой опущена в ванну со связующим 8, перевалочный ролик 9, отжимные ролики 7 и далее соединяют с тянущим механизмом пропиточной установки. Скорость проникновения связующего в межволоконное пространство наполнителя в щели фильеры возрастает по сравнению с капиллярной пропиткой за счет действия добавочного давления Рq, равного разности между атмосферным и остаточным давлением воздуха в вакуумированной камере. Для того чтобы связующее не попало в камеру 1, скорость протяжки тканого наполнителя через пропиточную ванну берут равной скорости движения связующего в межволоконном пространстве. Пневмовакуумная пропитка Для осуществления пневмовакуумной пропитки обычные пропиточные установки снабжают специальной камерой, через вакуумируемую внутреннюю полость которой протягивают волокнистый наполнитель. Связующее