СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГО- ТОВЛЕНИЯ ПАЛЛЕТ НА ООО «КЛИМОВОЛЕСПРОМ»
реклама

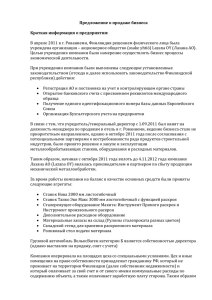
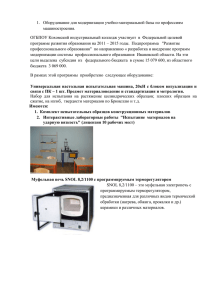
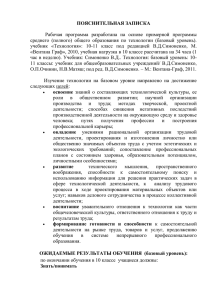
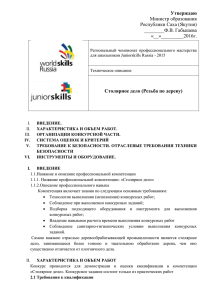
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ПАЛЛЕТ НА ООО «КЛИМОВОЛЕСПРОМ» Рудницкий В.Н., Семенов А.Н., Лукаш А.А. (БГИТА, БИПКРО, г. Брянск, РФ) Improvement of technological process of fabrication pallet on ООО "Klimovolesprom" Одной из важнейших задач, стоящих перед предприятиями деревообрабатывающей промышленности является комплексное и рациональное использование древесины, глубокая переработка древесных отходов, результатом чего является повышение производительности труда и уменьшения непроизводственных потерь. Предприятие ООО «Климоволеспром» специализируется на выпуске паллет – заготовок для производства поддонов. Для их производства применяется тонкомерная и низкосортная древесина хвойных и лиственных пород. Улучшить качества изделий и увеличить объемы производства возможно за счет применения высокопроизводительно оборудования, повышения производительность труда, оптимизации технологического процесса и исключения ручных операций. На рис. 1 представлен план размещения оборудования в паллетном цехе ООО «Климоволеспром». Технологический процесс изготовления паллет выглядит следующим образом. Для раскроя лесоматериалов на предприятии принята поперечно-продольная схема. При такой схеме лесоматериалы с участка складирования вручную подаются в проемы стены цеха для дальнейшего вертикального выпиливания бруса на станках С2-2. При этом выпиливание производится без учета диаметра сырья и наличия в нем гнили. Затем на станках Ц-4 происходит выпиливание кратных заготовок (одного прямоугольного и двух трехкантных брусков) с последующим продольным выпиливанием паллет из этих брусков на станках С2Р-2 и чистовой торцовки их на станках Б-4. Полученные детали сортируются и собираются в пакеты вначале цеха. Паллеты, содержащие большой обзол переобрезаются на меньшую ширину на многопильном станке ЦМР-4 9. Изготовленные паллеты транспортируются в обход с наружи цеха на участок погрузки, хотя это лучше делать через боковой выход. Одновременно на ленточнопильных станках СПЛ 6,5 производится выпиливание необрезного пиломатериала. Анализ существующего процесса изготовления паллет выявил, что при таком расположении оборудования усложняется механизация труда, увеличивается межоперационное время при изготовлении изделий из-за пересечения грузопотоков и петлеообразности движения заготовок и готовой продукции. На рис. 2 представлен план размещения технологического оборудования, позволяющий частично исключить ручной труд. Часть станков заменена на более высокопроизводительные. Предлагаемый технологический процесс изготовления паллет выглядит следующим образом. Рассортированные на сортировочном участке по породам, качестве и диаметрам лесоматериалы из карманов-накопителей 5, 6, 7, 8, 9 манипулятором 10 выгружаются на приводную тележку 11 и подаются на цепной накопитель с поштучной выдачей бревен 12. Затем бревна цепным конвей ером КРК-12 13 лесоматериалы подаются в цех. Раскрой лесоматериалов по длине на требуемый размер и выпиливание дефектных мест производится с помощью механизированного агрегата на базе цеп- ной пилы 14. Раскроенные лесоматериалы сбрасывателем 15 перемещаются на поперечный транспортер 16 и продольный транспортер 17. Затем на станке «Шумахер» 18 производится выпиливание бруса. Максимальный выход из лесоматериала диаметром D, см, заготовок будет обеспечен в том случае, если соблюдается условие D = В / (0,6…0,8), где В – толщина выпиливаемого бруса, см. Исходя из этого условия, для лесоматериалов диаметром до 24 см или сердцевинной гнилью рекомендуется первая схема раскроя, для лесоматериалов диаметром (24…30) с м рекомендуется вторая схема раскроя с выпиливанием двух брусьев и для сырья диаметром более 32 см – третья схема раскроя с выпиливанием трех брусьев (рис. 3). Брус транспортером 19 подается к многопильному станку «Пауль» 20, на котором производится обрезка кромок на требуемый размер. Образовавшиеся после выпиливания бруса горбыли транспортером 21 также направляются на станок «Пауль» 20 для раскроя горбылей на кратные заготовки. Поперечным транспортером 22 заготовки направляются на шестишпиндельный станок 23, где производится раскрой на кратные заготовки по длине. Заготовки после торцовки ленточным транспортером 24 подаются к делительным станкам «Грима» 25, где происходит выпиливание паллет. Ленточными транспортерами 26 паллеты направляются на сортировку и упаковку. Готовую продукцию вывозят из цеха по рельсовому пути 27 передвижной тележкой 28. Образующиеся при раскрое бревен кусковые отходы укладываются в контейнер и кран-балкой удаляются из цеха. Для удаления опилок применяются стружко-отсасывающие пневмотранспортные установки. Предлагаемый план размещения оборудования позволяет механизировать процесс, уменьшить трудозатраты и повысить производительность. Рисунок 1 - Существующий план размещения оборудования в паллетном цехе 1- склад сырья; 2- многопильный станок С2-2; 3 - станок Ц-4; 4 - станок С2Р-2; 5 станок Б-4; 6 - станок РМ 50М-1; 7 - ленточнопильный станок СЛП 6,5; 8 – торцовочный станок Б-6 Рисунок 2 – Схема размещения оборудования паллетного цеха 1, 4, 13 - цепной конвейер; 2-металлоискатель; 3, 5, 6, 7, 8, 9-карманы накопители; 10манипулятор; 11-тележка; 12- накопитель; 14-цепная пила; 15-сбрасыватель; 16, 22 – поперечный транспортер; 17, 19, 21- продольный транспортер; 18 – станок «Шумахер»; 20- многопильный станок «Пауль»: 23- торцовочный станок; 24, 26 – ленточный транспортер; делительный станок; 27-рельсовый путь; 28-передвижная тележка Диаметр до 24 см Диаметр 24…30 см Диаметр более 34 см. Рисунок 3 – Схемы выпиливания полубруса из сырья различного диаметра.