ПЕНОБЕТОН ДИСПЕРСНО
реклама

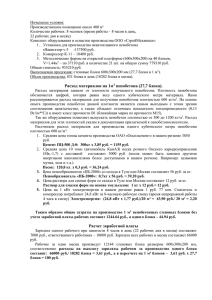
Вестник ТГАСУ № 2, 2014 127 УДК 691.327.333 КУДЯКОВ АЛЕКСАНДР ИВАНОВИЧ, докт. техн, наук, профессор, [email protected] СТЕШЕНКО АЛЕКСЕЙ БОРИСОВИЧ, аспирант, [email protected] Томский государственный архитектурно-строительный университет, 634003, г. Томск, пл. Соляная, 2 ПЕНОБЕТОН ДИСПЕРСНО-АРМИРОВАННЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ ЕСТЕСТВЕННОГО ТВЕРДЕНИЯ Приведены результаты исследований дисперсно-армированного цементного пенобетона с минеральными и синтетическими волокнами (фибрами). При введении в пенобетонную смесь волокон в количестве 0,1–2 % от массы цемента повышается прочность пенобетона в 28-суточном возрасте на 26–30 %, уменьшаются усадочные деформации на 42–90 % и теплопроводность на 30–40 %. Улучшения физико-технических свойств пенобетона можно добиться за счет введения оптимального количества волокна и его равномерного распределения в смеси. Дисперсное армирование волокном позволяет повысить качество изготовления и применения неавтоклавного пенобетона. Ключевые слова: теплоизоляционный пенобетон; волокна базальтовые, асбестовые и полипропиленовые; средняя плотность; прочность на сжатие; усадочные деформации; коэффициент теплопроводности. ALEKSANDR I. KUDYAKOV, DSc, Professor, [email protected] ALEKSEI B. STESHENKO, Research Assistant, [email protected] Tomsk State University of Architecture and Building, 2, Solyanaya Sq., 634003, Tomsk, Russia HEAT INSULATING REINFORCED AIR HARDENED FOAMED CONCRETE The paper presents research results of fiber-reinforced cement foamed concrete with mineral and synthetic fibers. Fibers included in a foam-concrete mix in the an amount of 0,1–2 wt. % increase its 26–30 % at 28-day age; decrease shrinkage 42–90 %, and thermal conductivity 30–40 %. Mechanical-and-physical properties of foamed concrete can be improved by the optimum amount of fibers and its uniform distribution in a mix. Fiber reinforcement allows improvement of the foamed concrete quality and apply it for non-autoclave foamed concrete. Keywords: heat-insulating foamed concrete; basalt fiber; asbestos fiber; polypropylene fiber; average density; compressive stress; shrinkage; thermal conductivity. В реальном строительном секторе России в области технического регулирования и обеспечения конкурентной способности изготовляемой продук Исследования проводились при финансовой поддержке Министерства образования и науки Российской Федерации в рамках гранта № 119-12/НИОКТР от 03.11.2012. А.И. Кудяков, А.Б. Стешенко, 2014 128 А.И. Кудяков, А.Б. Стешенко ции формируются новые правила игры, в основе которых заложены критерии качества и энергосбережения. Существенное влияние на энерго- и ресурсосбережение в строительстве оказывают энергоемкость технологических процессов и теплосопротивление материалов в стеновых конструкциях. Разработка и производство конструкционно-теплоизоляционных стеновых материалов, энергоэффективных как на стадии изготовления, так и во время эксплуатации, особенно в суровых сибирских условиях, являются актуальными [1]. Одним из перспективных стеновых материалов, обеспечивающих энергосбережение в процессе изготовления и эксплуатации в ограждающих конструкциях, является неавтоклавный пенобетон естественного твердения. Пенобетон обладает рядом преимуществ по сравнению с другими стеновыми конструкционно-теплоизоляционными материалами: низкая средняя плотность, высокие прочность (при изгибе и ударе) и коэффициент конструктивного качества, что позволяет обеспечивать требуемое теплосопротивление ограждающих конструкций при минимальных нагрузках на фундаменты, а также возможность благоприятной транспортировки изделий на большие расстояния. Однако неавтоклавный пенобетон обладает большими усадочными деформациями и неоднородной структурой, что снижает технические и конкурентные возможности пенобетона при применении в строительстве. В технологию изготовления пенобетона постоянно вносятся предложения по усовершенствованию процессов, что позволяет повысить уровень и стабильность качества стенового материала [2, 3]. Для уменьшения усадочных деформаций, повышения прочности и однородности структуры пенобетона рекомендуется вводить армирующие добавки и совершенствовать технологический процесс их равномерного распределения по объему [4]. В качестве армирующих добавок в производстве строительных материалов используются различные органические и неорганические волокна (фибры). Изделия из дисперсно-армированных пенобетонов при малой энергоемкости их изготовления обладают существенно лучшими эксплуатационными свойствами по сравнению с традиционно применяемыми в строительстве пеноматериалами [5]. В твердеющем дисперсно-армированном пенобетоне (фибропенобетоне) создается трёхмерная сетка из волокон внутри поризованного цементного теста, что улучшает технологические свойства смеси и технические характеристики пенобетона. Цель работы – исследование закономерностей влияния дисперсного армирования минеральными и синтетическими волокнами на технологические и эксплуатационные свойства неавтоклавного цементного пенобетона. Объект исследований – пенобетонная смесь и затвердевший пенобетон. Предмет исследований – процессы получения пенобетона, модифицированного дисперсной арматурой. При проведении исследований использовались фибра из базальта Аргаяшского месторождения, хризотил-асбестовое волокно марки А-6К-30 Баженовского месторождения и полипропиленовая фибра (C3H6)n компании ООО «Си-Арлайнд». Химический состав базальтовых и асбестовых волокон приведен в таблице. Пенобетон дисперсно-армированный 129 Химический состав волокон Содержание основных оксидов, % Волокно SiO2 Al2O3 Fe2O3 MgO CaO H2O + Прочие Базальтовое 48,1 16,7 9,6 4,3 12,6 – 8,7 Хризотиласбестовое 40,7 1,4 1,4 41 0,4 12,6 2,5 В качестве сырьевых материалов применялись: портландцемент Топкинского завода М500 ДО (ГОСТ 101178–85), песок кварцевый Томской области Кудровского месторождения с модулем крупности 1,8 (ГОСТ 8736–93), пенообразователь ПБ-2000 (ТУ 2481-185-05744685–01) и вода водопроводная (ГОСТ 23732–79). С целью определения оптимального содержания микроармирующих добавок для приготовления пенобетонной смеси исследовались свойства (кратность, стойкость) пенообразователя с использованием вышеупомянутых волокон. Определение стойкости и кратности пенообразователя осуществлялось по следующей методике: в металлический сосуд диаметром 12 см и высотой 40 см заливают 400 мл воды, а затем вводят пенообразователь в количестве 2 % от массы воды и микроармирующие добавки в необходимом количестве. Раствор пенообразователя взбивают лабораторным миксером в течение 1 мин. Высоту столба пены измеряют с помощью металлической линейки. Кратность пены равна отношению объёмов полученной пены и раствора, пошедшего на образование пены. Стойкость пены оценивают временем до начала самопроизвольного разрушения столба пены. Как видно из результатов исследований, приведенных на рис. 1 и 2, наибольшая кратность и стойкость пены получена при содержании базальтового волокна в пенобетонной смеси 0,1 %, полипропиленового волокна – 0,4 % и хризотил-асбестового волокна 2 % от массы цемента. Эти данные использованы при дальнейших исследованиях дисперсно-армированного пенобетона. Приготовление пенобетонной смеси проводилось одностадийным способом на лабораторной пенобетономешалке. В соответствии с этим способом в смеситель заливается предварительно отдозированная вода, загружается микроармирующая добавка в необходимом количестве. В случае использования хризотил-асбестовых волокон их необходимо предварительно залить водой объемом 20 % от общего количества воды на 3–5 мин, чтобы волокна распушились. Перемешивание волокон с водой составляет 1 мин. Далее в смеситель загружается песок, цемент, и все перемешивается в течение 2 мин до получения однородной пластичной массы. В\Ц принято равным 0,5. Затем в полученную смесь добавляется водный раствор пенообразователя, и все компоненты перемешиваются еще 4,5 мин. Готовую пенобетонную смесь укладывают в металлические формы 101010 см. Отформованные образцы пенобетона выдерживают в нормальных условиях в течение 14 и 28 сут, до проведения испытаний. Испытание и оценка качества пенобетона проводились по ГОСТ 25485–89. Основными исследуемыми физико-механическими 130 А.И. Кудяков, А.Б. Стешенко Кратность характеристиками пенобетона являются средняя плотность, прочность при сжатии и теплопроводность. 14 12 10 8 6 4 2 0 10,9 12,7 12 10,1 9,6 10,1 9,8 11 9,3 Содержание волокон Рис. 1. Кратность пенообразователя с содержанием различных волокон Стойкость 160 140 120 100 80 60 40 20 0 140 130 110 90 130 100 120 130 90 Содержание волокон Рис. 2. Влияние микроармирующих волокон на стойкость пенообразователя На рис. 3 представлены результаты исследований по определению значений прочности на сжатие пенобетона с различным содержанием волокон. При введении высокодисперсных волокнистых наполнителей в цементные неавтоклавные пенобетоны существенно ускоряются процессы структу- Пенобетон дисперсно-армированный 131 рообразования, повышается предел прочности на сжатие пенобетона. Это объясняется хорошей адгезией волокон с высокой прочностью и модулем упругости, армированием цементной матрицы, а также высокой их щелочестойкостью по отношению к формирующейся среде твердеющего цемента. Прочность на сжатие, МПа 0,8 0,68 0,7 0,6 0,54 0,69 0,67 0,59 0,58 0,53 0,43 0,5 0,4 0,3 0,2 0,1 0 Базальт 0,1 % Полипропилен Асбест 2 % 0,4 % 14 сут 28 сут Контрольный Рис. 3. Прочностные характеристики дисперсно-армированного пенобетона марки D400 При применении базальтовой фибры наименьшее снижение средней плотности пенобетона марки D400 (на 30–40 кг/м3) и повышение прочности на сжатие (до 28 %) наблюдаются при содержании добавки в количестве 0,1 % от массы цемента. Введение полипропиленовой фибры в количестве 0,4 % от массы цемента позволяет повысить прочность на сжатие пенобетона марки D400 до 26 %. Положительное влияние полипропиленового волокна на прочность пенобетона объясняется адсорбцией добавки на поверхности гидратированных частичек цемента, что приводит к преимущественному микроармированию и повышению прочности цементного камня околопорового пространства пенобетона. При оптимальном количестве хризотил-асбестового волокна в количестве 2 % от массы цемента обеспечивается повышение прочности на сжатие пенобетона марки D400 до 30 %. Структура пенобетона с хризотил-асбестовым волокном мелкопористая, имеет больше замкнутых пор, равномерно распределенных по объему, и благодаря этому повышается однородность значений прочностных характеристик. Теплопроводность пенобетона определялась при оптимальном содержании применяемых волокон. Вид вяжущего и условия твердения оказывают несущественное влияние на величину теплопроводности фибропенобетона. На рис. 4 представлены коэффициенты теплопроводности дисперсноармированного пенобетона с различными волокнами. Анализируя полученные результаты, можно сделать вывод, что армирование пенобетона минеральными и синтетическими волокнами позволяет снизить коэффициент теплопроводности и, следовательно, повысить энергоэффек- 132 А.И. Кудяков, А.Б. Стешенко Коэффициент теплопроводности, Вт/м°С тивность стенового материала. При использовании базальтового волокна обеспечивается снижение коэффициента теплопроводности на 35, а полипропиленового волокна – на 30 %. Максимальный эффект снижения теплопроводности на 40 % наблюдается в пенобетоне с хризотил-асбестовыми волокнами. Рис. 4. Коэффициенты теплопроводности дисперсно-армированного пенобетона марки D400 Усадка, мм/м По результатам исследований (рис. 5) при введении в пенобетонную смесь микроармирующих волокон существенно уменьшаются усадочные деформации пенобетона: базальтовых волокон – на 57 %, полипропиленовых волокон – на 42 %, хризотил-асбестовых волокон на – 90 %. Рис. 5. Влияние дисперсно-армирующих волокон на усадочные деформации пенобетона По результатам проведенных исследований разработан технологический регламент приготовления фибробетонных стеновых материалов естественного твердения с пониженной усадкой и теплопроводностью для моно- Пенобетон дисперсно-армированный 133 литного строительства и изготовления стеновых блоков и плит в заводских условиях. Результаты исследований переданы для практического использования в ООО «Риэлтстрой-НЭБ» в г. Томске. Выводы Установлено, что при введении в состав пенобетонной смеси минеральных и синтетических волокон в количестве 0,1–2 % от массы цемента достигается положительный эффект: уменьшение усадочных деформаций на 42–90 %, коэффициента теплопроводности на 30–40 % и увеличение прочности на сжатие на 26–30 %. БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. Steshenko, A.B. Process approach in management of shrinkage fiber foam concrete / A.B. Steshenko, A.I. Kudyakov. – Условия доступа: http://science-persp.tpu.ru/Previous%20Materials/Konf_2013.pdf. (дата обращения 15.05.2013). 2. Пименова, Л.Н. Пенобетон, модифицированный силикагелем / Л.Н. Пименова, А.И. Кудяков // Вестник Томского государственного архитектурно-строительного университета. – 2013. – № 2. – С. 229–233. 3. Василовская, Н.Г. Управление структурой ячеистых фибробетонов / Н.Г. Василовская, И.Г. Енджиевская, И.Г. Калугин // Известия вузов. Строительство. – 2010. – № 11, 12. – С. 12–13. 4. К вопросу снижения усадочных деформаций изделий из пенобетона / Ш.М. Рахимбаев, И.А. Дегтев, В.Н. Тарасенко, Т.В. Аниканова // Известия вузов. Строительство. – 2007. – № 12. – С. 41–44. 5. Комохов, П.Г. Современные пенобетоны / П.Г. Комохов. – М. : Наука, 1997. – 284 с. REFERENCES 1. Steshenko A.B., Kudyakov A.I. Process approach in management of shrinkage fiber foam concrete. Available at: http://science-persp.tpu.ru/Previous%20Materials/Konf_ 2013.pdf. Last visited 15.05.2013. 2. Pimenova L.N., Kudyakov A.I. Penobeton, modifitsirovannyi silikagelem [Foamed concrete modified with silica gel]. Vestnik of Tomsk State University of Architecture and Building. 2013. No. 2. Pp. 229–233. (rus) 3. Vasilovskaya N.G., Endzhievskaya I.G., Kalugin I.G. Upravlenie strukturoi yacheistykh fibrobetonov [Management structure of cellular fiberconcrete]. News of Higher Educational Institutions. Construction. 2010. No. 11, 12. Pp. 12–13. (rus) 4. Rakhimbaev S.M., Degtev I.A., Tarasenko V.N., Anikanova T.V. K voprosu snizheniya usadochnykh deformatsii izdelii iz penobetona [Towards reducing shrinkage deformation of foam-concrete products]. News of Higher Educational Institutions. Construction. 2007. No. 12. Pp. 41–44. (rus) 5. Komohov P.G. Sovremennye penobetony [Modern foamed concretes]. Moscow: Nauka, 1997. 284 p. (rus)