АНАЛИЗ КОНСТРУКЦИИ РЕЗЕРВУАРА ВЕРТИКАЛЬНОГО СТАЛЬНОГО Денисюк Н
реклама

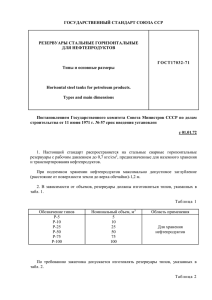
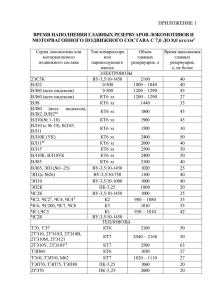
АНАЛИЗ КОНСТРУКЦИИ РЕЗЕРВУАРА ВЕРТИКАЛЬНОГО СТАЛЬНОГО Денисюк Н. НИЖНЕВАРТОВСКИЙ НЕФТЯНОЙ ТЕХНИКУМ филиал ФГБОУ ВО ЮГУ Югорский государственный университет Нижневартовск, Россия ANALYSIS OF THE DESIGN OF VERTICAL STEEL TANK Denisyuk N. Nizhnevartovsk Oil Technical branch Ugra State University Nizhnevartovsk, Russia Резервуар вертикальный стальной (РВС) — вертикальная ёмкость для накопления, хранения, подготовки и учета жидких продуктов (нефтепродуктов). Рисунок 1. РВС-20000 Резервуары изготавливаются из стали поясами в рулонном или полистовом исполнении. Обычно РВС изготавливается с внутренним объёмом от 400 м³ до 20000 м³, меньше этого объёма производят резервуары горизонтальные стальные (РГС), больше этого предела используют группу резервуаров. Группу резервуаров, сосредоточенных в одном месте, называют резервуарным парком. Назначение РВС: Резервуары подразделяются на виды по назначению. - Сырьевые резервуары используют для хранения сырой нефти. - Технологические резервуары предназначены для сброса пластовой воды, отстоя и подрезки нефти. - Товарные РВС применяются для хранения товарной нефти — обезвоженной и обессоленной. Конструкция: Рисунок 2. Конструкция РВС Состав: 1 — клапан дыхательный совмещенный КДС, 2 — клапан дыхательный механический КДМ, 3 — клапан аварийный АК, 4 — совмещенный механический дыхательный клапан СМДК, 5 — клапан дыхательный механический КДМ-50, 6 — патрубок вентиляционный ПВ, 7 — люк замерный ЛЗ, 8 — люк монтажный ЛМ, 9 — люк световой ЛС, 10 — генератор пены средней кратности ГПСС, 11 — пробоотборник плавающий резервуарный ПП, 12 — пробоотборник стационарный резервуарный органного типа ПСР ОТ, 13 — пробоотборник стационарный секционный резервуарный ПСР, 14 — механизм управления хлопушкой боковой МУ-1, 15 — механизм управления хлопушкой верхний МУВ, 16 — хлопушка ХП, 17 — приемораздаточное устройство ПРУ, 18 — кран сифонный КС, 19 — люк-лаз ЛЛ, 20 — приемораздаточный патрубок ПРП Расположение РВС: - надземные; - подземные; - наполовину подземные РВС расшифровывается как «резервуар вертикальный стальной». Область применения данного вида резервуара довольно широка (от хранения воды до хранения различных типов нефтепродуктов и масел). Следует отметить, что появление в России вертикальных резервуаров неразделимо связано с именем выдающегося русского инженера-проектировщика В.Г. Шухова. Именно по его проекту, в 1878 г. был построен первый в России вертикальный стальной резервуар. Первоначально вертикальные резервуары рассчитывались не небольшое количество хранимого продукта. Однако, вследствие стремительного роста промышленного производства и необходимости повседневного использования всевозрастающих объемов природных ресурсов (например, нефть) стали предъявляться новые требования к объему резервуара, направленные на его увеличение. Кроме того, преимущество резервуаров большей вместимости заключалось еще и в том, что при необходимости сохранности продуктов в сравнимых объемах один такой резервуар занимает гораздо меньше места, чем несколько с вместимостью поменьше. Развитие отечественного топливно-энергетического комплекса (ТЭК) требует наличия резервуарного парка значительного объема, обеспечивающего перекачку, хранение, отгрузку нефти и нефтепродуктов. Имеющийся огромный резервуарный парк страны расширяется за счет возведения новых терминалов и реконструкции существующих мощностей. Внедрение новых технологий и материалов обеспечило возможность проектирования и строительства в России серии резервуаров объемом 100 тыс. м3 для Каспийского Трубопроводного Консорциума и для терминалов на о. Сахалин. Не стоит забывать, что резервуарные парки являются потенциальным источником крупных техногенных аварий и угрозы от их последствий. Как показывает анализ аварий, произошедших на резервуарных хранилищах за последние несколько лет, до 40 % их обусловлено недостаточным качеством изготовления и монтажа металлоконструкций резервуаров. Создание крупных резервуарных парков, являющихся объектами повышенной опасности, предъявляет особые требования к качеству изготовления и монтажа конструкций резервуаров. Для решения этих задач в г. Кургане создано современное высокотехнологичное специализированное производство, позволяющее выпускать листовые и резервуарные металлоконструкции, соответствующие самым жестким требованиям российских и мировых стандартов. металлоконструкций По результатам - изучения опыта работы заводов Австрии и Германии специалистами компании «Нефтегазовые системы» была разработана новая технология по подготовке листового и сортового проката для выпуска резервуаров и емкостного оборудования (рис. 1). При реализации технологии обработки листового и профильного проката выполняются следующие операции. I. Предварительная очистка. II. Правка, осуществляемая на семивалковой листоправильной машине. III. Предварительная абразивная обработка листов с нанесением двухстороннего антикоррозионного покрытия и маркировки, проводимая по следующей методике. 1. Предварительная высокотемпературная сушка горячим газом. 2. Дробеструйная обработка с помощью турбинных дробеметов на установке дробеметной очистки и грунтовки листового и профильного проката типа Рото-Джет RB 3200 - 5.3 -ЕТА-6/15. Неподвижные турбины восьмилопастной конструкции с двойным диском и центральным механическим устройством пре-акселерации расположены над и под обрабатываемым листом. Лист перемещается в продольном направлении. Диаметр дроби равен 0,8 мм, качество очистки BSA2.5, дробь возвращается в систему рециркуляции для очистки и дальнейшего использования. 3. Нанесение грунтовки (шоп-праймера) с помощью краскопультов с возвратнопоступательным перемещением в окрасочной камере; краскопульты расположены сверху и снизу пластинчатого конвейера. Покрытие можно наносить как с одной стороны, так и с двух сторон одновременно. Состав шоп-праймера позволяет осуществлять защиту металлоконструкций от коррозионных повреждений и сварку без предварительной очистки кромок. Толщина покрытия равна 15-25 мкм. 4. Сушка обработанных шоп-праймером листов в проходной камере в течение 4 мин. 5. Нанесение необходимой маркировки с одной стороны листа (характеристика материала+технологический номер) с помощью промышленного принтера. Система управления маркера связана с общей системой управления цеха, с помощью которой ведется учет каждого обрабатываемого листа. Каждый маркированный лист попадает в систему управления цехом со своим кодом. IV. Обработка листа и сортового проката и далее. Литература 1. Дидковский О.В., Еленицкий Э.Я. «Коррозионная безопасность крупногабаритных листовых конструкций», Нефть, Газ и Бизнес.- 2006 - № 7-С.62-63. 2. Еленицкий Э.Я. «Проблемы нормативно-технической базы в отечественном резервуаростроении», Нефть, Газ и Бизнес.- 2006-№ 6- С.62-63. 3. API 650 «Welded steel tanks for oil storage». 4. API 620 «Design and construction of large, welded, low-pressure storage tanks». 5. API 653 «Tank inspection, repair, alteration, and reconstruction». 6. API 2000 «Venting atmospheric and low-pressure storage tanks».