ООО «ДЕЛКАМ
реклама

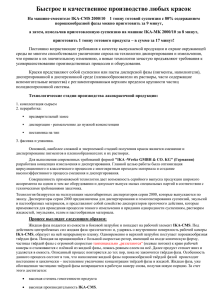
ООО «ДЕЛКАМ-УРАЛ» КОМПЛЕКСНАЯ АВТ ОМАТ ИЗАЦИЯ ПРОМЫШЛЕННЫХ ПРЕДПРИЯТИЙ Адрес: 620131, г. Екатеринбург, ул. Металлургов, 16-Б тел. (343) 214-46-70, факс: (343) 214-46-76 e-mail: [email protected], www.delcam-ural.ru Пример анализа существующей технологии стальной отливки «Корпус задвижки» Отливка: Корпус задвижки. Материал: Сталь 30Л. Содержание работы От предприятия было получен заказ на анализ литейной технологии изготовления отливки «Корпус задвижки». Целью работы являлся анализ предложенной технологии изготовления отливки согласно технического задания, предоставленного заказчиком. Исходные данные для расчета: 3D модели отливки и литниково-питающей системы. Общий вид отливки и всей системы в сборе показан на рисунках 1 и 2. 1 Рис. 1. Общий вид технологии. Рис. 2. Общий вид технологии. 2 Моделирование предоставленной технологии – проводилось в системе анализа литейных технологий SOLIDCast. Анализ проводился по единой цепочке: расчёт заливки – расчёт температурных полей при заливке – кристаллизация – расчёт температурных полей при кристаллизации – расчёт усадочных дефектов – расчёт вспомогательных параметров. Все перечисленные действия производятся системой автоматически после загрузки всех необходимых исходных данных, подготовки конечно-разностной сетки и запуска расчёта. Температурные поля в момент окончания кристаллизации показаны на рисунке 3. Рис. 3. Температурные поля в момент окончания кристаллизации. Общее расчётное время кристаллизации всей системы – 14 минут. Поля жидкой фазы в различные моменты времени показаны на рисунках 4-17. 3 Рис. 4. Поле жидкой фазы через 30 секунд после окончания заливки. Рис. 5. Поле жидкой фазы через 30 секунд после окончания заливки. 4 Рис. 6. Поле жидкой фазы через 1 минуту после окончания заливки. Рис. 7. Поле жидкой фазы через 1 минуту после окончания заливки. 5 Рис. 8. Поле жидкой фазы через 1,5 минуты после окончания заливки. Рис. 9. Поле жидкой фазы через 1,5 минуты после окончания заливки. 6 Рис. 10. Поле жидкой фазы через 2 минуты после окончания заливки. Рис. 11. Поле жидкой фазы через 2 минуты после окончания заливки. 7 Рис. 12. Поле жидкой фазы через 2,5 минуты после окончания заливки. Рис. 13. Поле жидкой фазы через 2,5 минуты после окончания заливки. 8 Рис. 14. Поле жидкой фазы через 3 минуты после окончания заливки. Рис. 15. Поле жидкой фазы через 3 минуты после окончания заливки. 9 Рис. 16. Поле жидкой фазы через 3,5 минуты после окончания заливки. Рис. 17. Поле жидкой фазы через 4 минуты после окончания заливки. 10 Из приведённых рисунков видно, что под каждой прибылью присутствуют изолированные зоны жидкого металла, остающиеся без питания, что неминуемо вызовет появление усадочных раковин и пористости. На рисунках 18-22 приведены поля времени критического затвердевания – параметра, определяющего зоны металла, которые более не могут быть подпитаны жидким металлом. Синим цветом показаны зоны жидкого металла, которые ещё могут быть пропитаны, т.е. сохранили жидкоттекучесть на достаточном уровне. Рис. 18. Поле времени критического затвердевания через 30 секунд. 11 Рис. 19. Поле времени критического затвердевания 1 минута. Рис. 20. Поле времени критического затвердевания 1,5 минуты. 12 Рис. 21. Поле времени критического затвердевания 2 минуты. Рис. 22. Поле времени критического затвердевания 3 минуты. 13 Из рисунков видно: не смотря на то, что в отливке ещё много связанных с прибылями зон жидкого металла, все они не получают необходимого питания из-за того, что уровень твёрдой фазы достиг критической отметки и не позволяет металлу свободно протекать из одной области в другую. На рисунке 23 – 27 показаны усадочные дефекты в отливке. Рис. 23. Зоны усадочных дефектов. 14 Рис. 24. Зоны усадочных дефектов. Рис. 25. Зоны усадочных дефектов. 15 Рис. 26. Зоны усадочных дефектов. Рис. 27. Видимые усадочные раковины. 16 Из приведённых выше рисунков можно сделать вывод о неэффективности предложенной технологии. Необходимо сделать упор на проектирование прибылей, но в большей степени необходимо рассмотреть возможность применения наружных и внутренних холодильников. Сопоставление затрат по проработке технологии Стоимость компьютерной проработки технологии заключается только во временных затратах, которые составили: · Подготовка расчётных данных – 1 час; · Работа оператора – 1 час; · Расчётное время компьютера – 1,5 часа. Соответственно, на проработку технологии затрачено около 2 человек/часов. Данная отливка достаточно полно показывает цикл анализа пригодности технологий изготовления отливок, как существующих, так и вновь внедряемых. 17