Тема: Исследование и разработка технологии многослойной
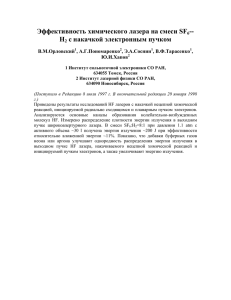
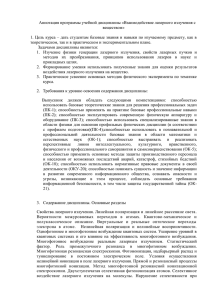
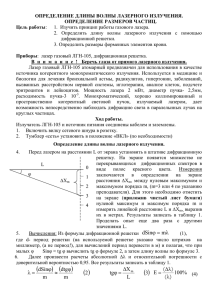
реклама

Лазерно-плазменные технологии в высокотехнологичных секторах промышленности и технических системах специального назначения (презентация к курсу лекций по программе ДПО) Модуль 1. Лазерно-плазменные технологии упрочнения материалов Евстюнин Г.А., Петров А.В. ООО «Новые технологии лазерного термоупрочнения» ФГБОУ ВПО «Владимирский государственный университет имени Александра Григорьевича и Николая Григорьевича Столетовых» Рассматриваемые вопросы Современные экспериментальные результаты и направления исследований в области лазерных технологий упрочнения металлических и неметаллических материалов. 1. 2. 3. 4. 5. Технологии многослойной наплавки на многоканальном CO2лазере Исследование зависимости износостойкости и ресурса упрочненной зоны поверхности от профиля и структуры поперечного сечения дорожки упрочнения Распределение температуры при лазерном воздействии на поверхность углеродосодержащих материалов Воздействие фемтосекундного лазерного излучения на поверхность кремния Лазерное нанесение металлических покрытий на поверхности пластмассовых изделий 2 1. Технологии многослойной наплавки на многоканальном CO2-лазере Преимущества процесса лазерной наплавки • энергия, вводимая в зону обработки, строго дозируется; • возможна локальная обработка поверхности; • общая поступающая тепловая энергия низкая, что предотвращает термические поводки деталей и минимизирует зону термического влияния (ЗТВ); • нагрев и остывание наплавляемого материала очень быстрые, в результате чего образуется ультрадисперсная структура покрытия, которая хорошо противостоит коррозионным и эрозионным процессам; • процесс обеспечивает обработку на требуемую глубину; • перемешивание основного и наплавляемого материалов минимально, требуемый состав получается уже в первом слое наплавки • высокая производительность наплавки, что позволяет 4 обрабатывать детали больших габаритов. Порошковые наплавочные материалы (порошки) Порошки по сравнению с лентами и проволоками имеют ряд преимуществ. Они обладают большим коэффициентом поглощения лазерного излучения благодаря разветвленной поверхности и многократному отражению луча от отдельных частиц, что позволяет уменьшить более чем в 1,5 раза энергию, необходимую для оплавления. Использование порошковых материалов даст возможность регулировать химический состав наплавляемого слоя, а также доставлять порошок в труднодоступные места простыми способами, что важно при изготовлении деталей сложной конфигурации. 5 Метод наплавки с использованием шликера имеет некоторые преимущества: • высокая поглощающая способность шликера, обусловленная присутствием связующего вещества; • практически 100 %-ное использование шликера, так как полностью исключается его выдувание потоком защитного газа; • возможность наплавлять покрытия на детали сложной формы, • простота приготовления порошковой пасты и нанесения ее на обрабатываемую поверхность. 6 Группа Тип связующего Коэффици вещества (связки) ент перемеши Высота Ширина наплавки наплавки b h 10-3м 10-3м Микро Сухой Характер твердость остаток % процесса Hu, МПа вания γ Клей синтетический. эпоксидная смола, I Интенсив0,6 - 0,8 0,14-0,34 0,14-0,38 3800-5000 10-80 ный самотвердеющая выброс в пластмасса; виде сажи Изопропиловый спирт 0,1 0,9 2,23 3660-7940 0 Неравномер ность Жидкое стекло 0,1 0,1 2,1 5830-6670 50 размеров валика II Силикатный клей 0,05 1,2 2,18 - - Каплевидный валик Клейстер 0,1 0,6-1,4 1,1-2,5 6440-10100 - Наплывы на валике Клей «Суперцемент» 0,1 1,1-1,28 2-2,8 5400-9400 6-10 III Цапонлак Равномерный валик 0,05-0,1 1,3-1,57 2,4-3,3 5400-10000 6-10 Автоматизированный лазерный технологический комплекс АЛТКУ-3 8 Схема АЛТКУ-3 1 - баллон с рабочей смесью, 2 - холодильная машина для источника высокого напряжения лазера, 3 - многоканальный CO2-лазер МКТЛ-3, 4 - электрошкаф, 5 - система охлаждения для оптических элементов головки, 6 - кабинет, 7 - станина, 8 - система транспортировки 9 луча в зону обработки, 9 - стол для обрабатываемых деталей, 10 - оптическая головка. Технические характеристики АЛТКУ-3 Многоканальный Тип лазера CO2-лазер Длина волны излучения, мкм 10,6 Мощность излучения, КВт 0,3 – 3,0 Непрерывный, Режим работы лазера импульснопериодический Апертура излучения, мм 50 Диаметр пятна излучения в зоне обработки, мм 5–6 Количество степеней подвижности манипулятора луча 5 Зона обработки по X× Y × Z, мм 1200 × 1000 × 400 Состав рабочей смеси газов СО2 :N2 :Не Чистота газов СО2 99,8 % / N2 99,99 % / He 99,99 % 1:2:10 Давление в контуре при работе на смесях, торр 40-45 Общий расход рабочих газов, норм. л/час, не более 4 Потребляемая электрическая мощность, кВт 53 Занимаемая площадь, м2 18 10 Сталь 35 • Заменитель – стали: 30, 40, 35Г; • Назначение – детали невысокой прочности, испытывающие небольшие напряжения: оси, цилиндры, коленчатые валы, шатуны, шпиндели, звездочки, тяги, ободы, траверсы, валы, бандажи, диски и другие детали. Химический состав стали 35 Химический элемент % Кремний (Si) 0.17-0.37 Медь (Cu), не более 0.25 Мышьяк (As), не более 0.08 Марганец (Mn) 0.50-0.80 Никель (Ni), не более 0.25 Фосфор (P), не более 0.035 Хром (Cr), не более 0.25 Сера (S), не более 0.04 11 Никелевый порошок ПР-НХ9С3Р2 Состав: Ni – 81.1%, Cr – 9%, Fe – 5%, Si – 3%, B – 1.6%, C – 0.3% Свойства: • стойкость к ударным нагрузкам; • стойкость износу трением и абразивом; • стойкость окислению на воздухе до 800 оС; • стойкость коррозии в водных, щелочных средах и других промышленных агрессивных средах, кроме кислых; • удовлетворительная обрабатываемость; Назначение: • износостойкие, антизадирные покрытия на стали и чугуне: матрицы и пуансоны в стекольной отрасли; • оборудование металлургической и нефтегазовой отрасли; • детали насосов, компрессоров и транспортных машин; • компоненты шнуров с полимерным наполнителем. 12 Схема технологического процесса в виде последовательности операций № Наименование Операции Очистка образца 1 Технологич еское Оборудован ие ― (детали) Технологическая Технологический Описание (схема оснастка Режим выполнения) Ворсистая ткань, протирка образца обезжириватель или от жирных ацетон. ― Примечания ― загрязнений тканью смоченной в обезжиривателе Подготовка наплавочного материала 2 Гранулирован ие Сушка ― Сушильный Ситец ― Просеивание вручную При150 – 200 °C в течение 2-ух часов шкаф или ацетоне просыпать порошок через ситец, встряхивая ситец Избавление от инородных включений Удаление азота ― и водорода из порошка Прокаливание Печь ― При 400 °C в течение 30 минут Удаление ― поверхностной влаги. Емкость из металла Приготовление 3 шликерной пасты ― Засыпать порошок, 80% затем заливать наплавочного пасты, мерный цапонлак, порошка, сосуд, миксер замешивать 20% цапонлак для замешивания ― № Наименование Технологич Технологическая Технологический Описание (Схема Операции еское оснастка Режим выполнения) Ракель, трафарет для Высота нанесения слоя Залить пасту в нанесения, шликер - H = 1мм трафарет на образце, Примечания Оборудован ие Нанесение 4 5 6 шликерной пасты Расположение образца в зоне обработки и подготовка лазерной технологической установки Наплавка ― АЛТКУ - 3 ная паста, наплавля- выровнить слой емый образец. ракелем Высота до Позиционировать Луч юстировочного обрабатываемой сопло головки ┴ лазера поверхности l = 60 обрабатываемой поверхности АЛТКУ - 3 Лазерный луч Непрерывный режим Проходить лучом Р = 2000 Вт, V = 3 по образцу мм/с, dп = 6 мм, дрожками с перекрытие 50% перекрытием Быстрое испарение цапонлака, быстрое загустение пасты Задать параметры: Непрерывный, P = 2000 Вт, V = 3 мм/с, dп = 6мм перекрытие 50%. ― № Наименование Технологичес Технологическа Технологический Описание (Схема Операции кое я оснастка Режим выполнения) Примечания Оборудование Удаление образца 7 из зоны Удалить наплавленный ― Рукавицы ― 8 Компрессор ― образца Под струей сжатого Направить струю Не полное воздуха в течение сжатого воздуха на охлаждение 3х минут образец образца Очистка 9 поверхности Произвести ― Наждачная наплавленного бумага слоя мелкозернистая ― операций с 4 по 9 еще 2 раза ― ― очистку поверхности наплавки ― от накипевшего флюса Повторение 10 ― обработки в рукавицах обработки Охлаждение образец из зоны ― ― Операция № 4 осуществляется на еще не остывший образец № Наименование Технологич Технологическая Технологически Описание (Схема Операции еское оснастка й выполнения) Оборудован Примечания Режим ие Приготовление Снижение трудоемкости механообработки 11 светопоглощающего весы, покрытия миксер Нанесение светопоглощающего покрытия на поверхность наплавки Компрессор Компоненты для светопоглощающего покрытия, металлическая емкость, мерный сосуд ― ― Замешать в Состав:,ZnO, необходимой жидкое стекло, пропорции все обойный клей, компоненты стиральный порошок, вода Струей воздуха Напылить равномерным слоем светопоглощающее покрытие, дать высохнуть Повторение № 5 с другими ― ― ― ― непрерывный , Проходить дорожками, P =1500 Вт, V=7 сгладить поверхность мм/с, dп=6 мм, наплавки параметрами Сглаживание поверхности наплавки АЛТКУ-3 Луч лазера перекрытие 50 % ― Задать параметры: непрерывный, P=1500 Вт, V=7 мм/с, dп=6 мм, перекрытия 50% ― № 12 Наименование Технологичес Технологич Технологичес Описание (Схема Операции кое еская кий выполнения) Оборудование оснастка Режим ― ― ― Удаление ― Примечания ― Повторить № 8 Полное 13 Охлаждение ― ― ― ― Повторить № 9 14 Очистка поверхности Очистка образца образца охлаждение образца ― Ацетон, Стереть остатки свето- ворсистая поглощающего покрытия с ткань ― образца смоченной в ацетоне тканью. ― № Наименование Технологичес Технологич Технологичес Описание (Схема Операции кое еская кий выполнения) Оборудование оснастка Режим Отрезной станок Диск с алмазным напылением С охлаждением, скорость реза 100 мм/мин Разрезать образец на станке диском с алмазным напылением удалить остатки охл. эмульсии с образца наждачная бумага, войлок подача по 20 мкм Шлифуется до чиста на станке, затем доводится наждачной бумагой, затем войлоком Стараться не завалить края, наждачной бумагой Пробирки с реактивами, резиновые перчатки, маска В течение 2 ух минут Травление шлифа осуществлять ватной палочкой в растворе азотной кислоты и этанола, затем промыть водой Азотная кислота 90%, этанол 10% Замерить твердость наплавленного слоя и основного металла Замерять в разных местах Разрезание Шлифование Контроль качества наплавленного слоя 15 Шлифовальны й станок Примечания Травление Лабораторный стол Замер твердости Твердомер Мет УД Ультразвуко вой датчик ― Оценка толщины и гладкости Микроскоп Микромед Мет Окуляр со шкалой Увеличение 40 раз Сфокусироваться на торце наплавленного слоя, перемещать образец ┴ объективу Оценить разницу толщины по шкале окуляра Анализ микроструктур Микроскоп Микромед Мет Цифровая камера Увеличение 400 раз Сфокусироваться на структуре сделать снимок сохр. в нужный формат Оценить однородность Наплавленный образец из стали 35 Замер твердости наплавленного слоя и основного металла Замер твердости наплавленного слоя 39 – 42 HRC Основного металла 18 – 21 HRC 19 Микроструктуры наплавленного образца Сталь 35 Микроструктура границы основного металла и наплавленного слоя слоя, увеличение(400) Микроструктура наплавленного слоя, увеличение(400) 20 Микроструктуры наплавленного образца Сталь 35 Микроструктура стали 35 вблизи наплавленного слоя Микроструктура стали 35 основной металл, увеличение(400) 21 2. Исследование зависимости износостойкости и ресурса упрочненной зоны поверхности от профиля и структуры поперечного сечения дорожки упрочнения а) б) Рис.1. а) Поперечное сечение дорожки упрочнения одноканальным СО2-лазером; б) Схема наложения дорожек упрочнения при лазерной обработке одноканальным лазером Рис.2. Поперечное сечение дорожки упрочнения многоканальным СО2-лазером Рис.3 Схема наложения дорожек упрочнения при лазерной обработке многоканальным лазером 23 Диаграмма фазово-структурных превращений при высокоскоростном нагреве 24 Сталь марки 38ХН3МФА Конструкционная легированная сталь. Основные особенности: 1. способность противостоять большим нагрузкам 2. хорошая прочность, которая необходима для того, чтобы выполнять свои функции под воздействием высоких температур. Химический состав сплава C Cr Cu 0,33-0,4 1,2-1,5 ≤0,30 Mn Mo Ni 0,25-0,5 0,35-0,45 3,0-3,5 P S ≤0,025 ≤0,025 Si V 0,17-0,37 0,1-0,18 25 Проведение эксперимента лазерного термоупрочнения стали 38ХН3МФА 26 Режимы упрочнения образцов № образца Марка материала 1. Сталь 2. 3. 38ХН3МФА Апертура выходного излучения, мм Мощность излучения P, кВт Линейная скорость обработки, мм/с Коэффициент перекрытия дорожек при упрочнения k, % 50 2,5-2,6 10 30 50 2,5-2,6 10 15 50 2,5-2,6 10 40 27 Поперечное сечение дорожки 1 образца поверхностного слоя стали после лазерной закалки (k=15%) Поперечное сечение дорожки 2 образца поверхностного слоя стали после лазерной закалки (k=30%) Поперечное сечение дорожки 3 образца поверхностного слоя стали после лазерной закалки (k=40%) 28 Портативный твердомер МЕТ-УД Твердомер представляет собой портативный прибор, состоящий из электронного блока и двух сменных датчиков: ультразвукового и динамического. 29 Результаты замеров твердости поверхности образцов до лазерной обработки и зон лазерной обработки № образца Марка материала Твердость основного Зоны лазерной обработки материала, HRC без оплавления 1 2 3 Сталь 38ХН3МФА Твердость, Глубина, HRC мм 42 – 44 61 – 62 1,2 42 – 44 60 – 63 1,2 42 – 44 60 – 63 1,2 30 Схема испытаний 1 цикл 2 P P 1 3 1 - неподвижное устройство для крепления абразива; 2 – испытуемый образец; 3 – абразив; Р – нагрузка 31 Результаты испытаний № образца 1 1 2 3 Марка материала 2 Сталь 38ХН3МФА Сталь 38ХН3МФА Сталь 38ХН3МФА Вид обработки, твердость (HRC) 3 m1, г 4 150,4 170 исходный материал, 4244 без 150,4 оплавления, 870 k=30%,61 – 62 исходный 150,9 материал, 42392 44 без 150,4 оплавления, 308 k=15%, 60 – 63 исходный 150,2 материал,42-44 730 без 150,0 оплавления, 190 k=40% ,60 – 63 m2, г 5 150,3840 ∆m= m1m2 К=mисх.мат./mо 6 7 бр.мат. 0,0330 6,00 150,4815 0,0055 150,9250 0,0142 150,4282 0,0026 150,2520 0,0210 150,0150 0,0040 5,4 m1 – масса материала до испытания; m2 – масса материала после испытания; ∆m= m1- m2 – разность масс образцов до и после испытаний; К=mисх.мат./mобр.мат. – относительное изменение (повышение) износостойкости. 5,25 32 Результаты Лазерная поверхностная обработка даёт повышение твердости поверхностного слоя всех рассмотренныхматериалов. Глубина упрочненного слоя составляет ≈1,2 мм. Твердость упрочненного слоя после лазерной обработки не ниже, чем после объемной закалки и составляет от 4244HRC до 62 HRC. Ни на одном из исследованных образцов трещин, микртрещин , раковин, пор обнаружено не было. Ресурс упрочненной зоны 1 образца в 1,27 раза больше, чем у 2 и 3 образцов, т.к. коэффициент износостойкости 1 образца больше, чем коэффициенты 1 и 2 образцов. 33 3. Распределение температуры при лазерном воздействии на поверхность углеродосодержащих материалов 34 Плавление углерода λ 800нм λ 1,06м ν 100Гц ν 150Гц τ 60фс t 2мс E 10мДж P 15-80Вт P 750-850мВт СТРУКТУРЫ НА ПОВЕРХНОСТИ СТЕКЛОУГЛЕРОДА, ОБРАЗУЮЩИЕСЯ ПРИ ВОЗДЕЙСТВИИ УЛЬТРАКОРОТКИХ ЛАЗЕРНЫХ ИМПУЛЬСОВ Абрамов Д.В., Аракелян С.М., Галкин А.Ф., Герке М.Н., Жарёнова С.В., Прокошев В.Г., Шаманская Е.Л. ИССЛЕДОВАНИЕ ПРОЦЕССОВ ВЗАИМОДЕЙСТВИЯ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ С ПОВЕРХНОСТЬЮ УГЛЕРОДОСОДЕРЖАЩИХ МАТЕРИАЛОВ Галкин А.Ф., Жарёнова С.В., Шаманская Е.Л. 35 Пирометры Пирометры (от греч. руr-огонь и metreo - измеряю), оптический приборы для измерения температуры главным образом непрозрачных тел по их излучению в оптическом диапазоне спектра (длины волн в видимой части 0,4-0,76, в невидимой > 0,76 мкм). Пирометр - прибор для бесконтактного измерения температуры. По области применения пирометры классифицируют на 2 типа: стационарные и переносные (портативные). Технические характеристики 1 Диапазон измеряемых яркостных температур 2000-5000 ºС 2 Число яркостных каналов пирометра 2 3 Эффективная длина волны 1 канала λ 0,652 мкм 2 канала λ 0,900 мкм Спектральная полоса пропускания λ 4 Инструментальная яркостной погрешность температуры в 0,027 мкм измерения ±0,5% процентах от измеряемого значения 5 Расстояние до образца L 200-300 мм 6 Диаметр площадки визирования на объекте, d 0,1 мм (L=240 мм) 7 Время измерения внутренней системы сбора 42 мкс данных 36 Используемый материал-стеклоуглерод Стеклоуглерод - продукт термический переработки так называемых сетчатых полимеров, претерпевавших необратимое отверждение при нагревании. Получение Стеклоуглерод получают путём карбонизации высокомолекулярных углеводородов. Обычно используются специальные термореактивные полимеры, которым придают форму нужного изделия, а затем обжигают при температуре порядка 2000 °C в вакууме или инертной атмосфере. 37 Иттербиевый волоконный лазер ЛС-02-Т Технические характеристики Основные характеристики Значения Средняя мощность до 200 Вт Длина волны излучения 1,07 мкм Потребляемая мощность 900 Вт Диаметр выходного пучка 5 мм Режим работы непрерывный Модовый состав излучения одномодовое Напряжение питания 220 Вт, 50 Гц Лазерная установка точечной сварки CLW-50CTM Технические характеристики Основные характеристики Значения Длина волны излучения 1064 нм Потребляемая мощность 1500 Вт Длительность импульса 0,5 -40мс Диаметр пятна в фокусе 0,4 мм– 1,2 мм Напряжение питания 220-240Вт, 10A, 50/60 Гц 38 Схема экспериментальной установки Для определения истиной температуры поверхности образца необходимо произвести расчет по следующей формуле 1 1 𝜆 1 − = 𝑙𝑛 , 𝑇𝑟 𝑇 𝐶2 ελ,T где: 𝑇𝑟 -яркостная температура плавления, 𝑇 - истинная температура плавления, 𝐶2 -вторая постоянная излучения, ελ,T коэффициент излучения поверхности. 39 Описание полученных результатов Воздействие импульсно-периодическим лазерным излучением Материал: стеклоуглерод, время 𝑡имп от 1 мс до 6 мс, диаметр пятна 𝑑пятна = 600 мкм,𝐸 = 1,3 Дж, 𝑓 = 50 Гц. Ниже представлены рисунки полученные с помощью программного обеспечения пирометра. 1. 𝑡имп = 1 мс Т𝑟𝑚𝑎𝑥 = 2843 К ελ,T 1 T(К) ελ,T 0,81 0,21 2901,7 0,50 0,69 2895,4 0,20 1,6 3085,6 0,15 1,89 3125,7 40 2. Образец предварительно нагрели 𝑡имп = 1 мс 𝑡1 = 0,5 мс задержка, 𝑡2 = 0,7 мс время воздействия Т𝑟𝑚𝑎𝑥 = 3658 К ελ,T 1 T(К) ελ,T 0,81 0,21 3874,4 0,50 0,69 3878,4 0,20 1,6 4128,5 0,15 1,89 4569,4 3.С предварительным нагревом 𝑡имп = 6 мс 𝑡1 = 0,5 мс задержка, 𝑡2 = 0,7 мс время воздействия Т𝑟𝑚𝑎𝑥 = 2894 К ελ,T 1 T(К) ελ,T 0,81 0,21 2973,4 0,50 0,69 3171,6 0,20 1,6 3628,5 0,15 1,89 4081,3 41 Материал: титан, время 𝑡имп = 6 мс, диаметр пятна 𝑑пятна = 600 мкм,𝐸 = 1,3 Дж, 𝑓 = 50 Гц. 4. С предварительным нагревом 𝑡имп = 6 мс 𝑡1 = 0,5 мс задержка 𝑡2 = 0,7 мс время воздействия 𝑇𝑟𝑚𝑎𝑥 = 1741,10 К ελ,T =0,316 𝑇0,316 = 1907,78К 𝑇пл 𝑇𝑖 табл = 1881 К 42 Воздействие непрерывным лазерным излучением Материал: стеклоуглерод, мощность излучения , 𝑃 = от 35 Вт до 60 Вт, время 𝑡измер от 15 с до 26 с. Ниже представлены рисунки полученные с помощью программного обеспечения пирометра. 1.𝑃 = 35 Вт, 𝑡измер = 26 с ελ,T 1 T(К) ελ,T 0,50 0,69 2220,2 0,20 1,6 2425,6 1,89 2502,5 0,15 Т𝑟𝑚𝑎𝑥 = 2074 К 2. 𝑃 = 60 Вт, 𝑡измер = 15 с ελ,T 1 T(К) Т𝑟𝑚𝑎𝑥 = 2595 К ελ,T 0,50 0,69 2815,2 0,20 1,6 3170,2 0,15 1,89 3302,6 43 4. Воздействие фемтосекундного лазерного излучения на поверхность кремния В настоящее время одним из перспективных направлений в науке является изучение модификации поверхности полупроводников, в частности кремния, под действием лазерного излучения. При взаимодействии импульсного поляризованного фемтосекундного лазерного излучения с поверхностью полупроводников наблюдается появление упорядоченных структур. 45 Теоретические основы воздействия лазерного излучения на материалы Взаимодействие лазерного излучения с твердыми телами характеризуется многообразными неустойчивостями вследствие установления обратных связей между излучением и рельефом поверхности. Поглощение материалом сильно сконцентрированного в пространстве и времени фемтосекундного лазерного излучения приводит к возникновению целого каскада процессов преобразования энергии (от возбуждения электронной системы до плавления и испарения). Важной, а зачастую и решающей ролью воздействия лазерного излучения на вещество является нелинейность отклика. Ярким примером роли оптической нелинейности в процессе лазерного возбуждения полупроводников и металлов являются спонтанно возникающие неустойчивости рельефа поверхности, приводящие к образованию периодических поверхностных структур. 46 Динамика развития структур При действии фемтосекундных импульсов на кремний динамика развития структур по мере возрастания числа облучающих импульсов следующая. Вид получаемых структур в первую очередь определяется плотностью светового потока. Вблизи порога абляции кремния формируются перпендикулярные вектору поляризации структуры с периодом порядка длины волны. С увеличением числа импульсов возрастает контраст, но ориентация структур не изменяется. Формирование параллельных вектору поляризации структур происходит при сравнительно больших интенсивностях лазерного излучения. а б Изображения поверхности кремния после облучения 1200 импульсами (λ = 1.25 мкм) при плотности потока энергии 47 2 ~ 1 Дж/см (а) и ~ 2 Дж/см2 (б) Механизм структурирования поверхности кремния В процессе лазерного импульса происходит частичное преобразование падающего излучения в поверхностную электромагнитную волну на „резонансных“ решетках случайного поверхностного рельефа. Падающее излучение интерферирует с поверхностной электромагнитной волной. Далее происходит разогрев кристаллической решетки твердого тела после окончания импульса и изменение высоты резонансного рельефа в результате физико-химических процессов на поверхности. Поляритонный механизм успешно объясняет образование структур, перпендикулярных вектору поляризации с периодом порядка длины волны падающего излучения. Схема возбуждения поверхностных плазмонов при взаимодействии линейно поляризованного лазерного излучения, направленного по нормали к поверхности, с образцом 48 Схема экспериментальной установки Световой пучок от фемтосекундной лазерной установки направлялся собирающей линзой на жесткое основание, на котором закреплена мишень. Излучение лазера фокусировалось перпендикулярно поверхности образца, фокусное расстояние линзы 140 мм. В качестве образцов использовались полированные пластины кристаллического кремния с ориентацией (100) и (111). Облучение образцов проводилось на воздухе, при комнатной температуре. Количество импульсов изменялось от 1 до 10000. Модифицированная поверхность образцов исследовалась при помощи электронного микроскопа. 49 Характеристики лазерной системы на Ti:Sapphire Параметры Значения Длина волны излучения, λ 800 нм Длительность импульса, τи 50 фс Частота повторения импульсов, f 1 кГц Средняя мощность излучения, P ≈ 800 мВт Энергия в импульсе, Eи 1 мДж Диаметр пучка 6 мм Режим работы импульсно-периодический 50 Изображения поверхности кремния после воздействия излучения с плотностью энергии ~ 1,2 Дж/см2 а б в Изображение поверхности кремния с кристаллографической ориентацией (100) после облучения100 импульсами 51 Изображения поверхности кремния после воздействия излучения с плотностью энергии ~ 0,95 Дж/см2 а б Изображение поверхности кремния с кристаллографической ориентацией (100) после облучения 2 импульсами 52 Изображения поверхности кремния после воздействия излучения с плотностью энергии ~ 0,7 Дж/см2 а б в Изображение поверхности кремния с кристаллографической ориентацией (100) после облучения: 1 импульсом (а, б), 2 импульсами (в) 53 Изображения поверхности кремния после воздействия излучения с плотностью энергии ~ 0,7 Дж/см2 а б в Изображение поверхности кремния с кристаллографической ориентацией (100) после облучения: 50 импульсами (а), 1000 импульсов (б) и 10000 импульсов (в) 54 Изображения поверхности кремния после воздействия излучения с плотностью энергии ~ 0,7 Дж/см2 а б Изображение поверхности кремния с кристаллографической ориентацией (111) после облучения 1 импульсом 55 Изображения поверхности кремния после воздействия излучения с плотностью энергии ~ 0,7 Дж/см2 а б в Изображение поверхности кремния с кристаллографической ориентацией (111) после облучения: 100 импульсами (а), 200 импульсами (б) и 10000 импульсов (в) 56 5. Лазерное нанесение металлических покрытий на поверхности пластмассовых изделий Металлизация пластмасс Физический метод Химический метод Под физическим механизмом воздействия подразумевают как механическое, так и лазерное воздействие. Обработанная поверхность приобретает особые свойства, которые появляются при образовании дефектов структуры со свободной энергией, так и с образованием поверхностного заряда. Поэтому данные области притягивают ионы металлов из растворов, и происходит электрохимическое восстановление металла только на обработанные поверхности. С традиционным методом физической активации конкурирует метод химической активации поверхности подложки. Кто из этих методов «выиграет» покажет время. В методе химической активации на поверхность диэлектрической подложки наносится слой раствора, который содержит фоточувствительные соединения. Данные соединения могут разлагаться при освещении лампой по некоему шаблону или облучении лазерным лучом. Активность поверхности и качество осаждаемого слоя зависят как от распределения частиц, так и от адгезии с подложкой. 58 Альтернативным методом получения металлических структур является метод лазерного осаждения металлов из растворов (ЛОМР). Данный метод также основан на химических реакциях восстановления или разложения, но основным отличием является то что, процесс восстановления или разложения происходит в области воздействия лазерного излучения. Фотографии медных осажденных дорожек (a)методом ЛОМР полученных при N сканировании: b)N=1c)N=2,d)N=3,e)N=4,f)N=5 59 Приготовление коллоидного раствора Использованы наночастицы никеля, размером порядка 100 нм, в качестве жидкой фазы - глицерин. Для приготовления раствора необходимы 1 грамм порошка наночастиц никеля и 7 мл глицерина. Порошок взвешивается на сверхточных весах, после чего он помещается в пластмассовую пробирку, затем туда же добавлялся глицерин. Пробирка помещается в ультразвуковую ванну на 10 минут. Затем данный раствор проходит дальнейшее смешивание в «вибрационном смешивателе». В итоге получается однородный коллоидный раствор. Ультразвуковая ванна Вибрационный смешиватель 60 Установка для маркировки LDesigner F1 Комплекс построен на базе волоконного импульсного иттербиевого лазера и предназначен для лазерной маркировки изделий из металлов, металлов с покрытиями, твердых сплавов, пластиков и некоторых других материалов. Блок питания и управления Управление маркером осуществляется от компьютера с помощью программного комплекса LDesigner®. 1 – механизм подъема 2 – основание 3 – маркирующая головка Лазерная установка LDesigner 61 Маркирующая головка • Включает в себя блок сканаторов и корпус лазерной головки с зажимом установки выходного оптического модуля лазерного излучателя. • Сканаторы, с помощью качающихся во взаимно перпендикулярных плоскостях зеркал, обеспечивают отклонение луча по осям X и Y. 1 – луч лазера 2 – зеркало сканатора Y 3 – зеркало сканатора X 4 – фокусирующая оптика (объектив) 5 – плоскость фокусировки Схема развертки луча 62 Технические характеристики • LDesigner F1 • Блок сканаторов • Тип – импульсный иттербиевый волоконный лазер. • Поле обработки – 120х120 мм. • Длина волны излучения – 1.06...1.07 мкм. • Расстояние от нижней поверхности корпуса до плоскости фокусировки – около 214 мм • Длина волны излучения лазерного визуализатора зоны маркировки (пилота) – 0.635…0.680 мкм (красная видимая область спектра). • Максимальная скорость перемещения луча – 4,4 м/с. • Средняя мощность излучения – до 10 Вт. • Диаметр пятна в рабочей плоскости – около 35 мкм. • Энергия в одном импульсе – 0.5 мДж. • Длительность импульса – около 80 нс. • Частота модуляции – 20…100 КГц. 63 Маркирующая программа LDesigner® • наглядное отображение важнейших параметров работы оборудования и возможность их быстрого изменения • предварительный просмотр маркируемого изображения • ведение подробного журнала работы маркирующего комплекса с указанием времени запуска и завершения программы, маркируемых файлов и т. д. 64 Экспериментальные результаты Качество металлического покрытия зависит от температуры нагрева поверхности. Для того, чтобы регулировать температуру нагрева, необходимо изменять параметры лазерного излучения: мощность, скорость перемещения луча и частоту следования импульсов. Рис. 1. Оптическое изображение осажденного металлического слоя на поверхности полимера с характеристиками лазерного излучения: Мощность излучения – 4.2 Вт. Частота модуляции – 80000 Гц Скорость лазера – 23 мм/сек. Рис. 2. Увеличенное оптическое изображение металлического слоя, представленного на рис. 1. 65 Процесс формирования осажденного слоя подтверждается исследованиями поверхности образца с использованием атомно-силового микроскопа «Интегра-Аура». Как видно из рисунка, на поверхности образовались наноструктурированные области с высотой не более 60нм и диаметром основания порядка 300нм. Учитывая начальный размер частиц 100нм, можно предположить частицы частично вплавились в поверхность, но при этом образовались искажения поверхности. АСМ-изображение области лазерного осаждения. 66 Дальнейшее увеличение мощности, без изменения скорости сканирования приводит к все большему термическому разрушению поверхности (рис. 1). Рис. 1. Оптическое изображение поверхности для параметров лазерного излучения: Мощность излучения – 5Вт Частота модуляции – 80000 Гц Скорость лазера – 23 мм/сек. Рис. 2. Увеличенное оптическое изображение металлический слоя, представленного на рис. 1. 67 Для изучения процессов проплавления, образцы разрезались, и вертикальный срез изучался под оптическим микроскопом. Можно выделить нанесенное покрытие, для условий лазерного эксперимента с мощностью воздействия 4.2 Вт, частотой модуляции 80000 Гц и скоростью лазера – 23 мм/сек (см. рис. 1) Рис. 1. Оптическое изображение вертикального среза Рис. 2. Увеличение области вертикального среза 68 С увеличением мощности, происходило все более значительное термическое разрушение поверхности, которое приводит к образованию переплавленного слоя все большой толщины. Рис. 1. Оптическое изображение области вертикального разреза термического разрушения поверхности пластмассы для мощности лазерного излучения 5Вт. Рис. 2. Увеличенное оптическое изображение области вертикального среза. 69 В дальнейших экспериментах использованы различные виды пластмасс для отработки технологии нанесения металлических слоев. (Полиметилметакрилат, поливинилхлорид, полиоксиметилен). В одном случае использован полиоксиметилен (ПОМ, полиформальдегид) [[-CH2-O-]]n. Он не отличается высокой термической и химической стабильностью, но благодаря своей твердости, высокой температуре плавления и стойкости по отношению к органическим растворителям широко применяется для литьевого формования. Металлизация поверхности данного вида пластмассы позволяет изменять ее механические свойства с целью повышения прочности, а также для возможности получения проводящих поверхностей. Рис. 1. Оптическое изображение области осаждения металлических частиц на поверхность полиоксиметилена. Рис. 2. Увеличенное оптическое изображение осажденного слоя, представленного на рис. 1. Для нанесения покрытия использовано лазерное излучение с характеристиками: мощность излучения – 4.4 Вт, частота модуляции – 90000 Гц, скорость лазера – 25 мм/сек. 70 Использование атомно-силового микроскопа дает возможность получить микрорельеф осажденного слоя. Полученный рельеф позволяет говорить об осаждении наночастиц, однако для более точного выделения частиц требуется проведение дополнительных исследований. АСМ-изображение области осаждения. 71 В данном случае также незначительное увеличение мощности: Мощность излучения – 4.6 Вт Частота модуляции – 90000 Гц Скорость лазера – 25 мм/сек. приводит к значительному изменению структуры осаждаемого слоя (рис. 1, 2). Рис. 1. Оптическое изображение области лазерного воздействии при увеличении мощности до 4.6Вт. Рис. 2. Увеличенное изображение осаждаемой области. В данном случае при лазерном воздействии образуются кратеры на поверхности образца. Кратеры имеют диаметральные размеры от 200 мкм до 500 мкм. При этом между кратерами видны осажденные металлические частицы, однако такое осаждение не может быть признано технологически качественным. 72