моделирование процесса профилирования многогранных труб с
реклама

На правах рукописи
СЕМЕНОВА НАТАЛЬЯ ВЛАДИМИРОВНА
МОДЕЛИРОВАНИЕ ПРОЦЕССА
ПРОФИЛИРОВАНИЯ МНОГОГРАННЫХ ТРУБ
С Ц Е Л Ь Ю Е Г О СОВЕРШЕНСТВОВАНИЯ
И ВЫБОРА ПАРАМЕТРОВ СТАНА
Специальность 05.03.05 - «Технологии и машины обработки давлением»
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Екатеринбург
2005
Работа выполнена в ГОУ ВПО Уральский государственный технический
университет - УПИ.
Научный руководитель:
доктор технических наук, профессор
Баранов Георгий Леонидович
доктор технических наук, профессор
Официальные оппоненты:
Лехов Олег Степанович,
кандидат технических наук, доцент
Губарев Александр Павлович
Ведущая организация:
Г Н Ц Р Ф ОАО «Уральский институт
металлов»
Защита состоится «/Cv^> сентября 2005 г. в
диссертационного
совета
Д212.285.10
в
14^ на заседании
Уральском
государственном
техническом университете - УПИ, по адресу: 620002, г.Екатеринбург, ул. Мира,
19, ауд.М-323.
С
диссертацией можно ознакомиться в библиотеке Уральского
государственного технического университета - УПИ.
Автореферат разослан <,<i/0/Cyy августа 2005 г.
Ученый секретарь
диссертационного совета
^^Ог^
/
Е.Ю. Раскатов
1ЙГ
2/^37^2
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность
работы.
Профильные
трубы,
имеющие
поперечное
сечение, отличное от круглого, или отличную от цилиндрической внутреннюю
или наружную поверхность и получаемые обработкой давлением, позволяют
достаточно полно использовать механические свойства металла, затраченного
для их производства. Большой эффект от применения таких труб приводит к
расширению
области
их
использования
и
значительному
приросту
потребительских и эксплуатационных свойств изделий, сконструированных с
их применением. Это возможно, в частности, на основе применения материалов
с повышенными механическими характеристиками, что требует создания
новых моделей очага деформации при профилировании и специализированных
машин, позволяющих повысить эффективность этих процессов.
Решение указанных проблем требует всестороннего исследования как
самого процесса профилирования, так и технологии их производства, для
получения конкретных рекомендаций по их совершенствованию, повышению
выхода годного и стойкости инструмента. В
этой связи необходимо
определение рациональной формы волочильного канала, давления металла на
инструмент,
формоизменения
при
профилировании,
напряженно-
деформированного состояния и степени использования запаса пластичности
металла для тянутых труб, а также определение этого показателя при
формовании из листа труб с наложением тангенциального подпора или
растяжения в калибре.
В работе создана методика моделирования, выполнен параметрический
анализ процесса профилирования труб для решения указанных выше задач и
разработан специализированный стан, что определяет актуальность темы
Работа вьшолнена в соответствии с планом научно-исследовательских
работ ГОУ ВПО УГТУ-УПИ, тема «Теоретические основы разработки новых
процессов
и
машин,
обеспечивающих
повышение
уровня
конкурентоспособности производимых изделий».
Цель
работы и задачи исследования.
совершенствование
процесса
Целью работы является
профилирования,
труб
и
разработка
специализированного стана на основе моделировани^^аЛШй&ЙййЩ+.я
нЫ^9^
|
•
с
•■
09
1М
Для достижения указанной цели поставлены и решены следующие задачи1.
Разработаны новые модели очага деформации при безоправочном
волочении профильных труб, учитывающие особенности процесса и имеющие
достаточно универсальный характер.
2.
На основе разработанных моделей определено распределение удельных
давлений по поверхности контакта трубы и профилирующего инструмента и
получены рекомендации по совершенствованию его формы, проведены
исследования,
включающие
определение
напряженно-деформированного
состояния материала трубы в очаге деформации, степени использования
ресурса пластичности, энергосиловых параметров процесса и геометрии
получаемых труб.
3.
Разработана
методика
расчета
степени
использования
запаса
пластичности при формовке профильных труб из листа с учетом наложения
тангенциальных сил в очаге деформации.
4.
Проведено изучение формы и размеров полученных в результате
натурного эксперимента образцов труб с целью установления соответствия
экспериментальных данных теоретическим, а также определено напряженное и
деформированное состояния металла трубы на основе замеров его твердости,
5.
Произведена разработка рекомендаций по совершенствованию процесса
профилирования труб; даны предложения по созданию специализированных
станов для профилирования труб, использование которых позволило бы
расширить технологические возможности этого процесса.
Научная
новизна
работы
состоит
в
создании
геометрической,
твердотельной и конечно-элементной моделей процесса волочения профильных
труб,
обладающих
энергосиловых
высокой
параметров
точностью
очага
напряженно-деформированного
определения
деформации,
состояния
а
геометрических
также
и
компонентов
металла; определение на базе
указанных моделей ряда зависимостей, включающих давление в зоне контакта
инструмента и трубы и степени использования запаса пластичности в
характерных точках поперечного сечения готового изделия.
Практическая ценность работы состоит в разработке рекомендаций по
совершенствованию процессов профилирования труб и выбору рациональных
параметров инструмента, создании технического задания проектирование
специализированных станов, позволяющих повысить эффективность процесса.
.^I'-t
.
!
Реализация
результатов
работы.
Создана
методика
выбора
рационального профиля волочильного канала, а также расчета сюпени
использования
нескольким
запаса
трубным
пластичности
заводам.
при
профилировании,
Разработано
техническое
переданная
задание
на
проектирование специализированных станов для профилирования труб путем
безоправочного волочения, как из прямолинейных заготовок, так и из труб в
бухтах, и выполнен расчет экономического эффекта от внедрения, коюрый
составляет 2732 тыс. руб. на одну установку в год.
Результаты исследования применяются в учебном процессе УГТУ-УПИ
при чтении лекций по курсам «Математическое моделирование» и
«Пакеты
прикладных программ», а также при курсовом и дипломном проектировании
На защиту выносятся следующие положения:
1. Постановка задач теоретического и экспериментального исследований,
позволяющих определить рациональную геометрию волочильного канала,
напряженно-деформированное состояние металла, энергосиловые параметры,
направления совершенствования процесса профилирования и разработки
специализированных станов.
2. Методика построения геометрической модели очага деформации,
отражающая особенности геометрии при плавном преобразовании исходной
круглой трубы в конеч1П.1Й профиль с условием соблюдения необходимого
соотношения их периметров.
3. Математическая и твердотельная модель очага деформации при
профилировании многогранных труб, учитывающая особенности формы
волочильного канала, а также объемный характер течения металла, его
упрочнение и трение по поверхности инструмента.
4.
Разработка
методики
расчета
степени
использования
запаса
пластичности при формовке профильных труб из листа с учетом наложения
тангенциальных
сжимающих
или
растягивающих
напряжений
в
очаге
деформации.
5. Результаты теоретических исследований по определению рациональной
геометрии
волочильного
канала,
влияния
параметров
процесса
на
формоизменение трубы и давления на инструмент, а также напряженнодеформированного состояния металла в очаге деформации
и степени
использования запаса пластичности при профилировании волочением, в том
5
числе
с
использованием
проталкивания,
переднего
подпора
или
противонатяжения, результаты анализа использования ресурса пластичности
при формовке профильных труб из листа.
6.
Результаты
экспериментальных
исследований
профилирования
многогранных труб, включающие определение их формоизменения, а также
интенсивности напряжений и деформаций на основе измерения твердости
металла.
7.
Создание
профилирования
исследования
и
рекомендаций
по
разработка
основе
на
специализированных
совершенствованию
станов
проведенного
процесса
комплексного
для профилирования труб с
использованием заготовки в пакетах или бухтах.
Апробация работы. Основные результаты были доложетп.1 и обсуждены:
на V I и VII отчетных конференциях молодых ученых ГОУ ВПО УГТУ-УПИ в
2004, 2005 Г.Г.;
на V
межвузовской научно-технической конференции
«Молодые ученые - транспорту»
научно-технической
УрГУПС, 2004 г.; на IV международной
конференции
«Информационные
технологии
в
производственных, социальных и экономических процессах», Череповец, 2004
Г.;
на
II
Российской
межвузовской
конференции
по
компьютерному
инженерному анализу, г. Екатеринбург, 2005 г.; на V Всероссийской научнопрактической конференции «Системы автоматизации в образовании, науке и
производстве», г. Новокузнецк,
технической
конференции
2005 г.; на 7-ой Международной научно«Пластическая
деформация
металлов»,
г.Днепропетровск, Украина, 2005г.; в Екатеринбургском филиале семинара по
теории механизмов и машин Российской академии наук, 2005 г.
Научно-техническая разработка
профильных труб»
экспонировалась
«Поточная линия для производства
на Евро-Азиатской
промышленной
выставке, г. Екатеринбург, 2005 г. и удостоена серебряной медали.
Публикации. Основное содержание диссертации опубликовано в 12
печатных работах.
Структура и объем диссертации. Диссертация состоит из введения,
четырех глав, заключения, библиографического списка, включающего 93
наименования,
4
приложений.
Работа
изложена
на
машинописного текста и содержит 66 рисунков и 5 таблиц.
180
страницах
СОДЕРЖАНИЕ РАБОТЫ
Во введении показаны предмет и цель исследования, актуальность работы,
практическая и научная значимость.
Первый
оборудования
раздел
для
посвящен
производства
изучению
существующих
профильных
труб,
а
способов
также
и
методов
теоретического исследования и постановке задач. Проанализирован сортамент
и способы получения профильных труб, определены требования к качеству Из
всего
многообразия
профильных
труб
в
данной
работе
рассмотрены
многогранные трубы, которые производятся волочением без оправки из
круглой заготовки в профильных волоках, а также трубы, полученные
формовкой из листа.
Изучение существующих теоретических исследований процесса волочения
профильных труб, выполненных в работах И.Л.Перлина и М.З.Ерманка,
П.И.Орро, А.И.Дорохова, В.Л.Колмогорова, В.В.Швейкина и В.Б.Славина,
В.Н.Данченко, А.К.Шурупова и А.М.Фрейберга и др. позволяет сделат ь вывод,
что его энергосиловые параметры и конечное формоизменение достаточно
хорошо
исследованы, а полученные
применение.
Однако
такие
важные
зависимости
нашли
характеристики
практическое
как
напряженно-
деформированное состояние металла, давление на инструмент и вероятность
разрушения не изучены, а выбор рациональных параметров инструмента
производится в большинстве случаев на основе производственного опыта.
Существующие станы для волочения являются универсальными и не в полной
мере соответствуют особенностям процесса профилирования труб.
В работах Ю.М. Матвеева, В.Я. Осадчего, Г.А. Смирнова-Аляева, Г.Я.
Гуна, П.И. Полухина, А.П. Чекмарева, И.С. Тришевского, Б.В. Калужского,
М.Е.
Докторова и др. подробно изучено
напряженно-деформированное
состояние металла, геометрия очага деформации и формоизменение при
формовке
труб
и
гнутых
профилей,
вычислена
допустимая
степень
деформации, а также предельные радиусы гиба. Вместе с тем для особых
случаев
формовки
(наложение
тангенциальных
растягивающих
или
сжимающих напряжений и др.) требуется разработка методики расчета степени
использования ресурса пластичности, которая учитывает как деформированное,
так и напряженное состояние. На основе проведенного анализа выполнена
постановка задач теоретического и экспериментального исследования.
ВТОРОЙ раздел работы ставит своей целью разработку модели очага
деформации. Схема формоизменения при профилировании на рис.1 приведена
для случая волочения шестигранных профильных труб.
Рис. 1. Схема формоизменения при профилировании труб волочением
Процесс деформации протекает следующим образом. Исходная труба,
имеющая размеры DQXSO преобразуется в многогранную трубу, имеющую
диаметр описанной окружности D и размер «под ключ» Н, стенку толщиной S и
радиус закругления по наружной поверхности г. Часть периметра трубы в
процессе деформации принимает плоскую форму (грань трубы), а на другой
части кривизна значительно увеличивается и возникает ребро профильной
трубы. В зависимости от условий деформации на гранях трубы может
возникать вогнутость различной величины. Радиус закругления г также может
варьироваться. Рассмотренная форма очага приводит к тому, что для слушя
квадратной трубы имеет место осевая симметрия четвертого порядка, а для
случая шестигранной трубы - шестого порядка. Сказанное означает, что
определяющие уравнения математической модели не могут быть упрощены и
следует принять объемную схему очага деформации.
В этом случае математическая модель процесса деформации содержит
три уравнения равновесия, соответствующие принятым координатным осям X,
Y и Z, уравнения Коши и физические уравнения связи напряжений и
деформаций.
Граничные условия процесса рассмотрены для следующих случаев:
приложение деформирующего усилия к переднему или заднему концам трубы,
волочение с противонатяжением, проталкивание с подпором. Поскольку
процесс профилирования протекает вхолодную, то учитывается упрочнение
металла в виде степенной зависимости
^5=о-о,2+яЯ*.
(1)
Расчеты показали, что при безоправочном профилировании давление
металла на инструмент примерно соответствует давлению при волочении
круглых труб. Поэтому силы трения учитывали на основании закона Кулона Амонтона, варьируя коэффициент трения. В процессе расчетов необходи.мо
определять такие инварианты процесса, как интенсивность напряжений а, и
интенсивность касательных напряжений Т, иптепсивность деформаций с,,
гидростатическое давление
о- = —
и показатель
напряженного
состояния yj,. Степень использования ресурса пластичности вычисляется по
модели В.Л.Колмогорова - А.А.Богатова
^ = ^0+2. J~l
1=1 о
где
^^'
(2)
^р
<Уо - исходная поврежденность материала;
Ай) - поврежденность, устраняемая термообработкой;
п - число циклов деформации.
Степень деформации до разрушения Д^, в этой модели аппроксимирует
опытные данные по пластичности материалов и учитывает показатель Лоде
/^и , а также показатель напряженного состояния
^P=[Z2-izi -Xl W]exp[/l2 -{h -h W ] ^ •
(3)
Степень деформации при волочении учитывает прирап;ение ее на входе и
выходе очага деформации. Работа пластической деформации для принятой
модели среды находится в виде:
gT^
V3 Я] ^s^^
dy.
(4)
Сформулированная подобным образом задача не может быть решена в
аналитическом виде, и поэтому необходимо применение приближенных
методов. В данной работе использован метод конечных элементов, основу
которого составляет уравнение равновесия одного элемента [iif]{c}={/'} и
конгломерата элементов, составляющих пластическую область.
Для получения этого уравнения использовано известное вариационное
уравнение вида
dV-jjpjUidS
о
= 0.
(5)
S
После определения вариации работы внешних и внутренних сил и подстановки
их в исходное уравнение имеем основное уравнение метода конечных
элементов, для которого матрицы [К] и [Р] пластической области имеют вид:
[к]= S IM№W;
т=\ V
(6)
Одним из основных этапов расчета по методу конечных элементов
является гюстроение конечно-элементной модели очага деформации. Для этого
были построены в масштабе 1:1 примитив трубы (полый тонкостенный
цилиндр), заданы шесть плоскостей боковых стенок волоки или ее объем,
которые взаимодействуют с трубой в процессе волочения. Воздействие на
трубу захватов, вытягивающих ее из волоки и направляющих проводок
смоделировано
перемещением
переднего
сечения
трубы
и
заданными
ограничениями в степенях свободы.
При конечно-элементном решении задач качество и плотность разбивки
модели оказывают решающее значение на точность и время решения, поэтому
правильной разбивке модели было уделено достаточно много внимания.
Модель была разбита при помощи 10-узловых тетраэдральных элементов.
Известно, что применение этого типа элементов в разбивке твердотельных
моделей, содержащих криволинейные поверхности, позволяет значительно
повысить точность решения. При недостаточно мелких размерах элементов в
10
процессе профилирования может происходить сильное искажение формы
элементов, что приводит к снижению точности решения. В этой связи особое
внимание было уделено разбиению модели в областях, близких к поверхности
трубы, а особенно в зонах, близких к углам шестигранного профиля.
Произведено сгущение сетки на внутренней, рабочей поверхности волоки, при
этом ее наружная поверхность имеет грубую разбивку для снижения времени
решения. Кроме этого, сгущение стеки произведено на переднем конце трубы
для более точного определения формы профиля трубы на этом участке.
Модель волоки была принята абсолютно жесткой, что мoдeлиpoвaJюcь
заданием отсутствия перемещений во всех узлах модели волоки. Для
моделирования контактного взаимодействия трубы и волоки были указаны
контактные плоскости, которыми являются внутренняя поверхность волоки и
наружная поверхность трубы. При этом вектора-нормали контакта для волоки и
трубы направлены встречно, что исключает взаимное проникновение их
объемов.
Кривые упрочнения задавались для материалов: сталь 10, сталь 20, сталь
12Х18Н10Т, латунь Л63, титановый сплав ВТ 1-0.
Определялись следующие основные параметры: форма распределения
удельных давлений на контакте трубы и волоки, конечная формы трубы (в
деформированном виде), величина перемещения трубы в волоке, рабочее
усилие волочения. Отслеживалось также изменение величин, определяюгцих
напряженно-деформированное состояние материала трубы в характерных
точках очага деформащш: интенсивность пластической деформации, главные
напряжения, интенсивность напряжений, гидростатическое давление.
На основе этих величин находили повреждепность металла со. За один
переход волочения повреждепность определяли как сумму поврежденностей на
входе и выходе из волоки, а также и при перемещении частицы в очаге
деформации, причем при расчете этого слагаемого показатель напряженного
состояния принят средним по очагу деформации
Алгоритм расчета кратко выглядит так: задается перемещение границы
рассматриваемой
области, вычисляются значения механических
свойств
материала и на этой основе находится интенсивность деформаций и
напряжений, производится сравнение по критерию Мизеса. На новом шаге
расчет повторяется. Величина перемещения за один шаг решения невелика,
И
поэтому деформаций можно считать малыми. Задавая перемеп1ения переднего
или заднего конца трубы, ее продвигали в волоке до полного формирования
очага деформации. Для отдельных случаев расчета наряду со стационарным
процессом деформирования рассматривали также и нестационарные этапы,
включавшие прохождение через волоку переднего и заднего концов трубы.
Величины противонатяжения или подпора трубы задавали в долях от
сопротивления деформации материала.
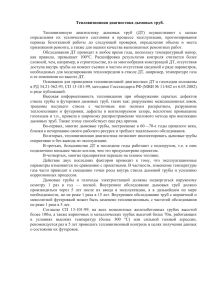
Третий раздел работы посвящен параметрическому анализу процесса
профилирования труб. Установлен диапазон варьируемых параметров и на
первом этапе отыскивали рациональную форму волочильного канала. Для
сравнения рассмотрели четыре типа волочильного канала: сужающийся канал
многогранной формы (тип 1), сужающийся Kanaji многогранной формы с
калибрующим пояском (тип 2), а также канал, имеющий многофанную форму
рабочей поверхности, калибрующий поясок и округление между ними (тип 3),
рассмотрен также канал с плавным переходом из круглого в профильное
сечение (тип 4). Сопоставление формы каггала производилось по следующим
показателям: максимальное и среднее значения давления в зоне контакта,
максимальная и средняя интенсивности деформации, тяговое усилие и работа
пластической деформации (рис.2). Установлено, что по этим показателям
рациональным является применение канала типа 3.
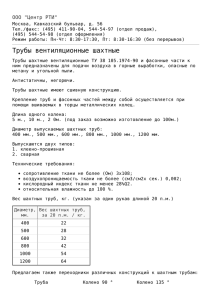
С
использованием найденной рациональной формы канала волоки
установлено распределение давления металла на инструмент. В частности
анализировались случаи незаполнения профиля, потери устойчивости стенки
при волочении, а также случай получения нормального профиля (рисЗ).
Найдено, что от входа к выходу давление нарастает, причем в средней зоне
грани имеет место отсутствие контакта изделия и инструмента.
12
230'
и;5
i
I
02-i
О 15
01 '
0П5'
ТИП волоки
п
in 8I
тип волоки
Максимальное (1) и среднее (2)
Максимальная (1) и средняя (2)
давление в зоне контакта
интенсивность деформаций
1Ю
140
20000^
1120
15000 J
\
Г—1
llOO
во
10000
6000-
40
. ..
1
1
■ran
20
2
•
вол ОКИ
3
•
0
Максимальная по очагу работа
Тяговое усилие профилирования
пластической деформации
Рис.2. Влияние типа канала волоки на показатели процесса профилирования
Выполненный параметрический анализ конечного формоизменения при
профилировании, в частности, показал, что на переднем конце трубы диамеф
описанной окружности профиля меньше, чем в основной ее части, а на заднем
конце - больше. Прогибы граней переднего конца трубы превышают таковые в
основной ее части.
13
МПа
160-180
□ 140-160
■ 120-140
0100-120
■ 80-100
С 60-80
□ 40-60
20-40
□ 0-20
Рис.3. Распределение удельного давления металла по грани профиля
трубы
Параметры напряженно-деформированного состояния металла в очаге
деформации рассчитывались для характерных точек: наружной и внутренней
поверхности трубы в середине грани, а также для этих же поверхностей по
ребру профиля. Установлено, что максимум интенсивности деформации
расположен по ребру трубы на ее внутренней поверхности. Некоторое
увеличение этого показателя имеет место и па наружной поверхности в
середине грани. Материал трубы мало влияет на ин1енсивность деформации.
Показатель напряженного состояния несколько изменяется по длине
очага деформации, причем для середины наружной поверхности фани он
является отрицательным, а для внутренней - положительным. В поперечном
сечении трубы на выходе из очага деформации этот показатель значительно
изменяется по периметру трубы. Так, для наружной поверхности в передине
грани трубы он является отрицательным, а для ребра - положительным. Для
внутренней поверхности трубы наблюдается обратная картина. Зависит этот
показатель и от марки материала (рис.4).
14
"y^i!^
0,37S
:Ш6
-n
a
Рис.4. Показатель напряженного состояния в поперечном сечении очага
деформации: а — сталь 20, б — титан ВТ 1 -О
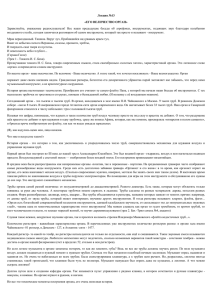
Степень использования ресурса пластичности максимальна по ребру
профиля на внутре1П1ей поверхности. Некоторое увеличение значения имеет
место также в середине грани на наружной поверхности. Значительное
изменение показателя происходит также в зависимости от марки материала: так
для титана В Т 1-0 эта величина может достигать в сопоставимых условиях 0,91.
В это же время для стали 20 она не превышает 0,55 (рис.5).
Рис.5. Распределение степени использования ресурса пластичности в
поперечном сечении на выходе из очага деформации: а - сталь 20, б - титан
ВТ1-0
Найдено, что применение проталкивания или проталкивания с подпором
приводит к снижению степени использования ресурса пластичности при одном
и том же маршруте профилирования, а применение противонатяжения снижает
величину прогиба граней профиля.
Основной операцией при формовке труб из листа является его изгиб по
заданному радиусу. В известных исследованиях определено напряжеино15
деформированное
состояние
в
этом
процессе,
а
также
геометрические
параметры очага деформации. Однако определение предельной пластичности
производится
величиной
на
основе сравнения накоплетюй
удлинения
образца
при
разрыве.
степени
Для
деформации
особых
с
случаев
профилирования, например, при наложении в калибре тангенциальных сил
такой подход не позволяет учесть влияние напряженного состояния металла на
его пластичность. В данной работе решена задача создания алгоритма расчета
степени использования ресурса пластичности при формовке на основе модели
В.Л.Колмогорова
- А.А.Богатова. С этой целью использованы
известные
формулы для напряжений, которые преобразованы на основе аппроксимации
кривой
упрочнения
мультилинейной
зависимостью.
Найден
показатель
напряженного состояния в заданном переходе профилирования с учетом
условия пластичности Мизеса. В результате получено:
в зоне растяжения
(fl-l'-J'- ы^У-ь,4-'
R
R„P
-1п
In-
21п-
'-sAbst'^n^'
Р
(10)
^'
в зоне сжатия
л/3.
-уК,
.Т,
^
(
Р 2 In^
1 + 1п^+ 1
-6gAf-' 2 1 п ^ ^ + 1п
гв)
2
р
Н
р-гв
>-в
(11)
Р 2
2
prs
При определении деформированного состояния использованы известные
формулы для приращения степени деформации за переход профилирования,
накопленной
степени
деформации,
изменения
толщины
стенки
при
профилировании, а также радиуса нейтральной линии. В результате построена
блок-схема алгоритма расчета степени использования ресурса пластичности,
которая
включает
деформированного
определение
состояния
металла
геометрии
с
учетом
очага
деформации,
упрочнения.
Находится
напряженное состояние с учетом подпора или растяжения в калибре и
рассчитывается
степень
деформации
16
до
разрушения
за
один
переход
профилирования, а также степень использования запаса пластичности на
основе
линейной
модели
суммирования
повреждений
и
производится
сравнегте с допустимым значением. Далее расчет повторяется в соответствии с
заданным количеством профилирующих клетей.
(О!
1
^
krf
L<g-!^
4
5
6
7
Номера клетей
Рис.6. Изменение накопленной степени использования ресурса пластичности в
зависимости от номера клети: 1 - без подпора, 2 - подпор 0,5 as,
3 -растяжение 0,5 Cj(сталь 10)
Установлено, что наличие тангенциального подпора в калибре снижает
степень использования запаса пластичности, а растяжение его увеличивает, что
особенно заметно для труб из стали 10. Для сплава титана ВТ 1 -О эта тенденция
менее заметна. С ростом подпора в калибре степень использования запаса
пластичности падает.
Четвертый
процесса
раздел
получения
посвящен
профильных
экспериментальным
труб,
разработке
исследованиям
рекомендаций
по
совершенствованию этого процесса и созданию специализированных машин,
осуществляющих этот процесс.
Определены цели и задачи эксперимента, выбрана аппаратура для его
осуществления и методика подготовки образцов. Исследование включало
установление
формы
контакта
трубы
и
инструмента,
определение
формоизменения труб после профилирования. Измерение размеров труб
проводилось
с
помощью
силоизмерителем
экспериментах
пресса,
микрометра,
который
усилие
деформации
предварительно
измеряли
тарировали.
При
варьировали следующие параметры: способ приложения
деформирующего
усилия
(волочение
17
или
проталкивание
трубы),
относительную толстостенность и наружный диаметр трубы. Статистическая
обработка результатов эксперимента выполнена на основе метода точечных
диаграмм размахов и средних и получены значения верхнего и нижнего
допустимых пределов отклонения, которые и сравнивались с теоретическими
значениями.
Установлено, что
инструмента
совпадает
качественная картина
с
эпюрой
зоны контакта
распределения
удельного
трубы
и
давления,
полученной на основе теоретического исследования. Передний конец трубы
ввиду особенностей процесса деформации имеет увеличенную вогнутость
граней, которая после прохождения переднего конца исчезает. Найдено, что
тонкостенные трубы имеют повьппенную склонность к потере устойчивости
профиля и
при
определенном
превышении
периметра
заготовки
над
периметром калибрующего участка волоки происходит потеря устойчивости.
Сравнивался размер профиля по наружному диаметру, размеру «под
ключ», вогнутость граней на переднем конце и установившемся профиле, а
также усилие деформирования. По этим величинам получена хорошая
сходимость теории и эксперимента с точностью от 1,02 до 9,1 %. По методике
Г.Д.Деля
проведено
экспериментальное
определение
интенсивности
деформаций и интенсивности напряжений, для реализации которого на АО
«НИОМЕТ»
при
Уралмашзаводе
осуществлялся
замер
твердости
деформируемой трубы. Использовали тарировочный фафик зависимости
твердости по Виккерсу от указанных величин для нержавеющей стали
12Х18Н10Т. Установлена хорошая сходимость результатов теоретического
исследования по разработанной выше модели процесса и экспериментального
исследования.
Проведенные
теоретические
и
экспериментальные
исследования
позволили разработать рекомендации по совершенствованию
процессов
профилирования труб. Эти рекомендации касаются выбора рационального
профиля деформирующего инструмента, типа приложения деформирующего
усилия, выбора места отжига в технологической цепочке, исходя из степени
использования запаса пластичности и др.
До настоящего времени п^зоцессы профилирования труб выполнялись на
универсальных волочильных станах, предназначенных для оправочпого и
безоправочного волочения круглых труб. Проведенное выше исследование
U
показало, что процесс профилирования труб отличается значительными
особенностями от указанных выше процессов.
В этой связи необходимо разработать специализированное оборудование,
которое бы соответствовало этим особенностям и позволяло выполнять,
например, кроме волочения проталкивание, проталкивание с подпором и др.
С участием автора разработана конструкция стана для профилирования
труб.
Особенностью
стана является наличие двух тяговых устройств,
расположенных по обеим сторонам волоки. Предложена также конструкция
стана для профилирования труб из бухтовой заготовки с порезкой их на .мерные
длины на ходу. Выполнена разработка технического задания на проектирование
этих станов. Расчет экономического эффекта показал, что за один год
интегральный эффект может достигать величины 2 732 тыс. руб. Эта
разработка удостоена серебряной медали Евро-Азиатской промышленной
выставки.
ЗАКЛЮЧЕНИЕ
Настоящая работа представляет собой результат исследований, которые
направлены
на
совершенствование
процессов
получения
многогранных
профильных труб и выбор параметров станов, учитывающих особенности этого
процесса.
В
оборудование,
применимость,
работе
рассмотрены
имеющие
па
способы
настоящий
профилирования
момент
наиболее
труб
и
широкую
сортамент получаемых изделий, а также существующие
стандарты и предъявляемые ими требования к качеству, определены основные
виды брака профильных труб и изучены причины его возиикиопеиия.
Выполнен обзор теоретических исследований процессов профилирования.
По работе представлены следующие выводы и результаты:
1. Очаг деформации при профилировании труб волочением в общем случае
должен быть рассмотрен в виде объемной модели, описывающей деформации
трубы, при которых на части профиля происходит увеличение кривизны стенки
(ребра), а на другой части - уменьшение кривизны (грани). Принятые при его
моделировании
допущения
достаточно
точно
соответствуют
реальному
процессу.
2. Математическое описание очага деформации в наиболее общем виде
следует
производить
на
основе
уравнений
теории
пластичности
для
пространственного случая. Модель среды при профилировании определена в
19
виде кривой упрочнения, аппроксимированной степенной зависимостью,
коэффициенты которой взяты для основных материалов, применяемых в
производстве труб.
3. Установлено, что наиболее рациональным методом исследования
напряженно-деформированного состояния в указанных условиях является
конечно-элементное моделирование. На этой основе созданы твердотельная и
конечно-элементная модели процесса. При создании последней учтены
соображения точности расчета и адекватности модели исходному процессу, для
чего проведен ряд операций по повышению точности сеточной генерации.
4. Найдено, что форма канала волоки при неизменной форме и размерах
калибрующего участка и конусности рабочего участка оказывает значительное
влияние на параметры напряженно-деформированного состояния, а также на
энергосиловые
рационального
показатели процесса. На
профиля
волоки,
этой основе выполнен
показана
возможность
выбор
подбора
ее
геометрических параметров для снижения степени использования запаса
пластичности материала трубы в опасных точках профиля или тягового усилия
профилирования. Моделирование процесса осуществлялось при различных
способах
приложения
рабочей
нагрузки,
а
именно
при
волочении,
проталкивании, а также при наличии подпора или противонатяжения.
5 Определено распределение удельного давления в зоне контакта волоки и
трубы, что позволяет создать рекомендации по снижению износа инструмента
как путем получения более равномерного распределения удельных давлений по
зоне контакта, так и снижения на этой основе абсолютных значений пиков
удельного давления.
6. Выбранная методика исследования позволяет определять распределение
показателей напряженно-деформированного состояния металла по объему
профилируемой
трубы.
Указанная
возможность
позволяет
судить
о
неравномерном распределении степени использования запаса пластичное ги как
по толщине стенки трубы, так и по ее периметру, а также определить
местоположение точек, являющихся опасными по исчерпанию ресурса
пластичности металла.
7. Проведенный на основе разработанного алгоритма анализ влияния
тангенциальных усилий в калибре при формовке труб из листа с учетом
деформированного и напряженного состояния материала показал, что с ростом
20
тангенциального подпора металла в калибре снижается степень использования
запаса пластичности.
8. Проверка результатов конечно-элементного моделирования процесса
формоизменения
при
профилировании
труб
выполнена
путем
экспериментального исследования процесса на основе определения и сравнения
как геометрических и энергосиловых параметров, так и интенсивности
напряженного
и деформированного
состояния металла. Использованная
методика и оборудование экспериментального исследования соответствуют
реальным
процессам
профилирования
волочением
и
проталкиванием.
Сравнение результатов теоретического и экспериментального исследования
позволяют сделать вывод об адекватности теоретической модели.
9.
На
основе
комплекса
проведенных
исследований
разработаны
рекомендации по совершенствованию процессов профилирования труб и
техническое задание на проект специализированного стана для производсгва
профильных труб, обладающего высокой универсальностью и позволяющего
путем рационального приложения деформирующих сил повысить качество
труб.
ОСНОВНОЕ С О Д Е Р Ж А Н И Е ДИССЕРТАЦИИ ОПУБЛИКОВАНО
В РАБОТАХ:
1.
Семенова Н.В., Паршин С В . Анализ способов производства профильных
труб. Межвузовский международный сборник научных трудов «Обработка
сплошных и слоистых материалов», вып. 30, Магнитогорск, 2004. - с.87 - 97
2.
Семенова Н.В., Баранов Г.Л. Сравнительный анализ способов волочения
и проталкивания для изготовления профильных труб. Научные труды VII
отчетной конферетщии молодых ученых ГОУ ВПО УГТУ-УПИ, Екатеринбург,
2005. - с. 99 - 100.
3.
Семенова
Н.В.,
Баранов
Г.Л.
Выбор
рационального
профиля
волочильного канала для профилирования многогранных труб. Научные труды
VII
отчетной
конференции
молодых
ученых
ГОУ
ВПО
УГТУ-УПИ,
Екатеринбург, 2005. - с. 118 - 119.
4.
Семенова
Н.В.
Использование
профильных труб
в транспортном
машиностроении и направления совершенствования их производства. Труды V
межвузовской
научно-технической
конференции
«Молодые
транспорту», УрГУПС, Екатеринбург, 2004, ч.2. - с.210 - 217.
21
ученые
-
5.
Паршин С В . , Семенова Н.В. Моделирование процесса и разработка стана
для профилирования труб. В сб.: «Наука и технологая». Избранные труды
российской школы. Серия: Т и МОД. - М: РАН. 2005. - с 119 - 122.
6.
Семенова Н.В. Теоретическая модель и разработка нового стана для
волочения профильных труб без оправки. Препринт. - ГОУ ВПО УГТУ-УПИ,
Екатеринбург, 2005. - 26 с.
7.
Паршин С В . ,
Семенова Н.В.
Поточная линия для производства
профильных труб. Евро-Азиатская промышленная выставка. Информационный
листок, Екатеринбург, 2005. - 2 с.
8.
Паршин С В . , Семенова Н.В. Моделирование процесса безоправочного
волочения профильных труб. В сб.: «Пластична деформац1'я метал1в», Науков!
BicTi. Сучасн! проблеми металурпТ, Дн1пропетровськ, 2005. - с.428 - 430.
9.
Власов Е.В., Семенова Н.В. Особенности технологии производства
закрытых гнутых профилей из труднодеформируемых материалов. Тезисы
докладов студенческой научной
конференции. ГОУ
ВПО
УГТУ-УПИ,
Екатеринбург, 2005. - с.259 - 260.
10.
Семенова Н.В., Паршин С В . Создание информационной системы выбора
параметров технологических процессов. Труды V Всероссийской научнопрактической конференции «Системы автоматизации в образовании, науке и
производстве». Новокузнецк, 2()05. - с.444 - 445.
11.
Семенова Н.В.,
рациональных
Международной
Паршин С В .
параметров
процесса
Информационная система
профилирования
научно-технической
конференции
труб.
выбора
Труды
IV
«Информационные
технологии в производственных, социальных и экономических процессах
Череповец, 2005. - с.75 - 77.
12.
Семенова
Н.В.,
Паршин С В .
Конечно-элементное
моделирование
процесса пластической деформации при профилировании труб. Вестник УГТУУПИ № 11(63). Компьютерный инженерный анализ. Екатеринбург: ГОУ ВПО
УГТУ-УПИ, 2005. - С.84 - 85.
22
Компьютерная верстка - авторская
Л Р № 020315 от 23.12.1996 г.
Бумага типофафская
Усл. печ. л. 1,0
Печать офсетная
Тираж 100
Отпечатано в типографии
ООО «Издательство УМЦ УПИ»
620002, г. Екатеринбург, ул. Мира, 17, С-134.
Заказ
тл
i14975
РНБ Русский фонд
2006-4
13841
f
1
t
li
*