ВВЕДЕНИЕ В мире от 60 до 72 % тканей вырабатывается на
реклама

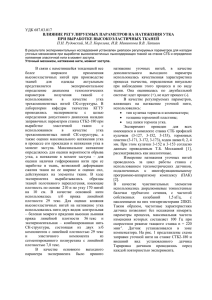
ВВЕДЕНИЕ В мире от 60 до 72 % тканей вырабатывается на челночных станках, остальные - на бесчелночных. Объем тканей , выработанных на бесчелночных станках, постоянно растет. По данным фирмы “Нуово Пиньоне” (Италия), и 28 % объема тканей вырабатываемых на бесчелночных станках, 12 % приходится на рапирные, 9 % - на микрочелночные и 7 % - на пневматические и гидравлические станки. По данным фирмы “Заурер” (Швейцария), сегодня в мире работает 3 млн. челночных станков, 200 тыс. рапирных, 110 тыс. с малогабаритными прокладчиками и 120 тыс. пневматических и гидравлических. В странах СНГ доля тканей, вырабатываемых на бесчелночных ткацких станках намного больше, чем в целом в мире, и по отдельным отраслям составляет , % : в хлопчатобумажной - около 60, в шелковой 66, в шерстяной - 92, в льняной - 42. При этом по количеству установленных бесчелночных станков и выпускаемых тканей на 1-ом месте стоит станок АТПР, затем СТБ и П- . 1. ЧЕЛНОЧНЫЙ СПОСОБ ПРОКЛАДЫВАНИЯ В процессе работы ткацкого станка челнок совершает сложное движение: относительное поступательное вдоль батана и переносное качательное вместе с батаном. Траектория движения какой-либо точки челнока представляет собой кривую линию на цилиндрической поверхности. На рис.1.1 представлен график изменения относительной скорости челнока. В точке А челнок неподвижен в челночной коробке (V А=0), в точке В челнок отрывается от гонка (VВ= Vmax), в точке С происходит начало торможения челнока (Vc Vв), точка D соответствует концу торможения челнока (VD=0). Рис.1.1. График изменения относительной скорости челнока К челноку предъявляют следующие требования: - прочность его должна быть достаточной; - размеры должны быть такими, чтобы в челноке размещалось максимально возможное количество утка; - в челноке должно быть приспособление, создающее определенное натяжение уточной нити в процессе прокладывания; - поверхность челнока должна быть хорошо обработана. Конструкция и размеры челнока зависят от вида перерабатываемой нити, формы уточной паковки, конструкции ткацкого станка. 1.1. Условия движения челнока Считают, что силы сопротивления при движении челнока постоянны, а движение челнока в зеве равнозамедленное. Если бы скорость челнока была необходима только для преодоления сил сопротивления при свободном движении, то ее можно было бы значительно уменьшить. В этом случае изменение скорости можно было бы осуществить так, как показано на рис. 1 пунктирной линией, т.е. с меньшими затратами энергии на движение челнока. Однако в действительности наибольшая скорость челнока определяется не силами сопротивления его движения, а возможной продолжительностью движения в зеве, которое определяет- ся частотой вращения главного вала, условиями движения батана, процессом зевообразования и действием других механизмов. В связи с переносным движением батана челнок можно направлять в зев только тогда, когда силы инерции прижимают его к берду. Среднюю скорость свободного движения челнока через зев можно определить по формуле vср=S2/ t2, где S2 - длина пути свободного движения челнока в зеве, м; t2 - время движения челнока в зеве, с. t2= /(6n), где - угол поворота главного вала, соответствующий времени движения челнока в зеве, град; n - частота вращения главного вала,мин-1 В то же время vср=(v1+v2)/2, где V1 - скорость челнока в начале свободного движения через зев, м/с; V2 - скорость челнока в конце свободного движения через зев, м/с. v2=v1-at2, где а - ускорение (замедление) челнока, м/с2. Кроме того, v2=2vср-v1= 12nS2/ - v1. Решая совместно два последних уравнения, получим V1 6S 2n a 12n . Ускорение челнока определяется динамическими условиями его движения. При свободном движении в зеве на челнок действуют следующие силы (рис.1.2): G - сила тяжести челнока с уточной паковкой; Qn - нормальная составляющая силы инерции челнока в его переносном движении; Q1 - тангенциальная составляющая силы инерции челнока в его переносном движении; T - сила трения челнока о нити основы вследствие переносного движения; Т1 - сила трения челнока о нити основы вследствие относительного движения; Т2 - сила трения челнока о бердо; Р1 - реакция склиза батана; Р2 - реакция берда; I - сила инерции челнока в относительном движении. Рис.1.2. Схема действия сил на челнок Эти силы можно определить по следующим формулам: G=mg, Qн=m 2 R, Q1 mR d , dt T=P1f, T1=P1f1, T2=P2f2, I=ma, где m - масса челнока с уточной паковкой; g - ускорение свободного падения; - угловая скорость движения батана; R - радиус качания центра тяжести челнока в переносном движении; f - коэффициент трения между челноком и нитями основы при продольном скольжении; f1 - коэффициент трения между челноком и нитями основы при поперечном скольжении; f2 - коэффициент трения между челноком и поверхностью берда. Условие динамического равновесия имеет вид R=G+P1+P2+T+T1+T2+Qн+Q1+I=0; Rz=P1+Qн-G=0; Ry=P2+T-Q1=0; Rx=Y-T1-T2=0. На рис.1.3 представлена кривая изменения натяжения утка за один оборот главного вала. На этой кривой можно выделить характерные периоды: разгон челнока (I); свободный полет челнока в зеве (II); торможение челнока (III). Остальное время челнок находится в челночной коробке. Рис.1.3. Кривая изменения натяжения утка Движение челнока в зеве является сложным. Правильность разгона челнока при этом имеет большое значение. Челок разгоняется от действия гонка. Он должен входить в зев с максимальной скоростью. При условии равноускоренного движения гонка в момент разгона путь челнока определяется уравнением S1 vo v1 2 t1 , где V0 - начальная скорость движения челнока при разгоне, м/с; V1 - конечная скорость движения челнока при разгоне, м/с; t1 - время разгона челнока, с. Время разгона челнока t1= /(Gn), где - угол поворота главного вала станка во время разгона, град. Величина пути S1 характеризует силу боя, которая зависит от частоты вращения главного вала. Разгон челнока на ткацких станках осуществляют боевые механизмы. По конструкции боевые механизмы подразделяются на механизмы нижнего, среднего и верхнего боя. По очередности боя они подразделяются на механизмы последовательного и произвольного боя, по принципу действия - на кулачковые, кривошипные, пружинные и пневматические. 1.2. Боевые механизмы Рассмотрим боевой механизм станка АТ-100-5М, это кулачковый боевой механизм среднего боя (рис.1.4). Рис.1.4. Боевой механизм среднего боя. На среднем валу 1 закреплен боевой кулачок 2, к которому прижимается боевой каточек 3, вращающийся на оси, прикрепленной к веретену 4. К приливу веретена прикреплено стремя 14, с проушиной которого соединен короткий хомут 13. К хомуту прикреплен один конец деревянного бруса, а другой его конец соединен с длинным хомутом 9, надетым на погонялку 8. Хомут удерживается на погонялке планками 10. Нижний конец погонялки вставлен в прорезь башмака 11, который обеспечивает прямолинейное движение челнока во время его разгона. К верхнему концу погонялки шурупом прикреплен гонок 6. Начало боя регулируют повертыванием боевого кулачка на валу. Силу боя регулируют следующими способами: перемещая стремя на веретене, перемещая планку 10 на погонялке, изменяя зазор хомутом и погонялкой. После полета через зев челнок тормозится клапанами челночных коробок и кожаными петлями 7, имеющимися на каждой стороне станка и соединенными с подбатанным ремнем 5. Начало боя можно регулировать. Для получения более раннего боя боевой кулачок поворачивают в сторону вращения среднего вала, а для получения позднего боя кулачок поворачивают в противоположную сторону. Перемещение гонка характеризует силу боя, которая обеспечивает необходимую скорость движения челнока через зев. Скорость должна быть такой, чтобы челнок успел пролететь через зев, до того как нити основы при закрытии зева начнут препятствовать его перемещению, и своевременно влететь в противоположную коробку. Необходимо устанавливать на станке небольшую силу боя, так как в этом случае детали боевого механизма меньше изнашиваются и не требуется частая наладка механизма. В мире большое количество фирм изготавливает челночные ткацкие станки. Фирма "Пиканоль" (Бельгия) выпускает ткацкие станки, предназначенные в основном для выработки технических тканей. Станки выпускаются заправочной шириной от 1480 до 2450 см с частотой вращения главного вала 150 до 200 мин-1. Максимальная производительность при этом составляет порядка 320 метроуточин в минуту. Фирма "Заурер" (Швейцария) выпускает одночелночный высокопроизводительный ткацкий станок с электронным управлением. Он оснащен мотальной головкой Юнифил. Управление станком кнопочное. Световая сигнализация действует при обрыве основы, утка и разладках станка, что значительно облегчает его обслуживание. Станки имеют заправочную ширину от 120 до 380 см и частоту вращения главного вала от 270 до 160 мин-1. При этом максимальная производительность составляет порядка 600 метроуточин в минуту. Фирма "Кромптон Ноулс" (США) выпускает ткацкий станок для выработки махровых тканей из различных видов пряжи и нитей. Он оснащен ремизоподъемной кареткой фирмы "Штейбли" на 25 ремизок. Широко используются в промышленности и челночные ткацкие станки фирмы "Юргенс" (Германия), предназначенные для выработки тяжелых тканей. Для выработки двухполотенных ковров фирма "Текстима" выпускает челночные ткацкие станки. На них вырабатываются ковры с трехуточным закреплением ворса с помощью двух челноков. Максимальный диаметр намотки ткани на товарный валик 900 мм, диаметр намотки основы на навоях 800 мм. На станке применяется жаккардовая машина. 2. ПРОКЛАДЫВАНИЕ УТКА С ПОМОЩЬЮ МИКРОПРОКЛАДЧИКОВ Способ прокладывания уточной нити в зеве с помощью малогабаритных прокладчиков не несущих на себе уточной паковки был разработан и запатентован конструктором Р.Россманом. В результате тридцатилетней конструкторской деятельности Р Россману удалось сконструировать работоспособный ткацкий станок, на котором уточная нить вводится в зев специальными нитепрокладчиками. Первые станки данного способа прокладывания утка были выпущены в 1950 г. швейцарской фирмой Зульцер и получили название бесчелночных. По лицензии фирмы Зульцер в бывшем Советском Союзе с 1960 года Новосибирским и Чебоксарским машиностроительными заводами выпускаются отечественные бесчелночные ткацкие станки типа СТБ. Бесчелночные ткацкие станки первоначально предназначались для выработки хлопчатобумажных и шерстяных тканей массового ассортимента. Однако с ростом значения моды в жизни общества и увеличения выпуска синтетических волокон, конструкторам пришлось приспосабливать бесчелночные станки для переработки различных видов пряжи. В настоящее время эти станки по универсальности не уступают автоматическим ткацким станкам, причем их конструкция все время усложняется. Скорость введения утка в зев достигла критического значения - 900-1000 метроуточин в минуту. До недавнего времени в мире не существовало реальной альтернативы ткацким станкам, фирмы Зульцер в качестве универсальной замены челночных автоматических станков. А в странах СНГ и РБ такой альтернативы станкам СТБ нет и сейчас. На ткацких станках типа СТБ уточная нить прокладывается в зеве с помощью малогабаритных нитепрокладчиков, не несущих уточную паковку. Длина нитепрокладчиков 90 мм, масса 40 г. В процессе работы станка малогабаритный нитепрокладчик захватывает конец уточной нити и в результате сообщения ему необходимой скорости протягивает нить через открытый зев. Нитепрокладчик перемещается в специальных направляющих гребенках, которые при прибое утка уходят из зоны зева под опушку ткани. Принципиальным преимуществом данного способа прокладывания утка является значительное уменьшение размеров и массы прокладчика, что позволило уменьшить высоту зева, а значит, уменьшить обрывность нитей основы, увеличить скорость прокладывания уточной нити и сократить затраты энергии на разгон нитепрокладчика. На рис.2.1 приведена схема движения прокладчика в направляющих и схема процесса прокладывания уточной нити в зеве ткацкого станка в различные фазы рабочего периода. Прокладчик 1 (рис.2.1) имеет захват 2, которым зажимается конец уточной нити, сматываемой с неподвижной уточной паковки. Движение прокладчика в зеве осуществляется по пазу гребенчатых направляющих 3, не соприкасаясь с нитями основы. Гребенчатые направляющие - фигурные пластинки которые закреплены с заданным шагом на брусе батана 4 и обеспечивают надежность движения прокладчика. Движение прокладчика и утка осуществляется только с одной стороны станка - слева направо через зев, от боевой коробки к приемной. Нить сматывается с бобины 1, проходит через глазок 2 экрана, тормозное устройство 3, направляющий глазок 4, глазок компенсатора 5, направляющий глазок 6 и удерживается зажимами возвратчика утка 7. Разгон нитепрокладчика производится с помощью торсионного боевого механизма, схема которого приведена на рис.2.2. Принцип работы торсионного механизма основан на использовании потенциальной энергии закрученного вала. Торсионный вал 10 одним концом с помощью шлицевого соединения зажат в приспособлении, которое позволяет изменить угол его закручивания и изменить начальную скорость полета прокладчика. На другом конце вала с помощью шлицевого соединения закреплена погонялка 11, в верхней части которой расположен гонок 12. Боевой вал на котором закреплен боевой кулачок, получает движение от главного вала станка посредством конической зубчатой пары Z1 и Z2. Рычаг-плечо 9 жестко связан одним концом с торсионным валом, а другим концом через звено 8 с рычагом 6, имеющим ось вращения 7. При вращении по часовой стрелке боевой кулачок через ролик 16, отклоняет рычаг 6 по часовой стрелке. Рычаг 6 через звено 8 поднимает конец плеча 9, поворачивает против часовой стрелки торсионный вал, погонялка 11 и гонок 12 перемещается в крайнее положение. Торсионный вал закручивается на дополнительный угол. При этом рычаг 6, звено 8 и плечо 9 занимают устойчивое (мертвое) положение (оси их движения находятся на одной прямой). При дальнейшем перемещении боевого кулачка ролик 4 воздействует на профилированную горку 5 рычага 6 и выводит его из устойчивого положения. Отклоняясь против часовой стрелки рычаг освобождает торсионный вал. Торсионный вал, раскручиваясь, через погонялку 11, гонок 12 действует на прокладчик 13 и посылает его через зев. Таким образом потенциальная энергия закрученного вала передается погонялке, а от нее через ударник прокладчику. Прокладчик отделяется от ударника, пройдя путь 6.35 см за 0.007 с при скорости около 24 м/с и максимальном ускорении 6600 м/с2 на расстоянии 1.5 см от состояния покоя. Оставшаяся часть энергии поглощается масленым демпфером 17. Процесс прокладывания уточной нити через зев условно разбит на 10 фаз рабочего периода. Схема прокладывания нити утка в различные фазы рабочего периода приведена на рис.2.3. Положение I - подготовка. Прокладчик с разжатыми зажимами направляется вверх к возвратчику, который удерживает кончик нити. Тормоз зажимает нить, компенсатор находится в поднятом положении. Положение II. Прокладчик находится на линии полета и боя. Зажимы прокладчика раскрыты и располагаются за зажимами возвратчика утка, который еще удерживает нить. Положение III. Зажимы прокладчика закрылись, а зажимы возвратчика открылись. Нить утка передается прокладчику, который уже подготовлен к полету в зев. Тормоз начинает открываться, а компенсатор опускаться. Положение IУ. Тормоз полностью открыт, компенсатор опущен, произошел бой. Прокладчик с концом уточной нити пролетел через зев в приемную коробку. Положение У. Перемещение прокладчика утка в обратном - полету направлении к правой кромке для уменьшения длины правого кончика уточной нити, выступающего за край ткани. Тормоз утка закрылся, компенсатор приподнялся и удалил избыточную длину нити из зева. Возвратчик переместился в переднее положение к левой кромке, чтобы захватить кончик уточной нити. Зажимы начали закрываться. Положение УI. Центрирующее устройство, находящееся у левой кромки фиксирует положение уточной нити по центру между зажимами возвратчика. Зажимы закрываются и захватывают нить. К уточной нити в зоне кромок подходят улавливатели-зажимы и зажимают выходящие из кромок кончики утка. Положение УII. Раскрытые ножницы подходят к уточной нити для разрезания ее. Прокладчик, находящийся в приемной коробке раскрывает зажимы и освобождается от нити. Положение УIII. Ножницы разрезают уточную нить в зоне боевой коробки. Подъемник принимает из транспортера новый прокладчик и начинает перемещать его вверх. Прокладчик в приемной коробке опускается на транспортер. Положение IX. Возвратчик утка перемещается влево, в исходное положение. Компенсатор поднимается и выбирает излишек уточной нити. Бердо и улавливатели - зажимы перемещаются к опушке ткани, осуществляется прибой уточной нити к опушке ткани. Ножницы уже отошли в исходное положение. Положение Х. Возвратчик утка переместился в крайнее левое положение. Компенсатор поднят в крайнее верхнее положение и закончил подтягивать уточную нить. Концы уточной нити от улавливателейзажимов переходят к иглам кромкообразователя, которые закладывают кончики нитей утка в последующий зев. 2.1. Формирование кромок При прокладывнии уточной нити с помощью прокладчиков на станках образуются закладные кромки. Закладная кромка образуется за счет закладки кончиков уточной нити в последующий зев. В результате, в кромках плотность по утку увеличивается в 2 раза по сравнению с плотностью по утку фона. Вид кромки показан на рис.2.4. Ширина кромок в ткани составляет 2.6 3.6 см. Рис.2.4. Вид закладной кромки Чтобы избежать переуплотнения кромок, плотность по основе в кромках устанавливают меньше, чем для фона. Вследствие этого заполнение в кромках уменьшается, а общий расход сырья получается примерно таким же, как при кромке челночного способа. Для снижения степени уплотненности ткани в кромках рекомендуется применять переплетение основных репсов 2/2, 3/3, основных полурепсов 2/1, 3/1. В кромках так же рекомендуется использовать крученые нити, причем их линейная плотность должна быть на 20% меньше, чем линейная плотность нитей фона. Для тканей полотняного, сатинового переплетений, при выработке которых рекомендуется применять кромки полотняного переплетения можно закладывать в зев только каждую вторую уточную нить, что снижает плотность уточных нитей в кромках на 25%. Образующуюся бахрому можно удалять с помощью кромкоочищающего прибора. 2.2. Характеристика бесчелночных ткацких станков. Способ прокладывания уточной нити в зев реализуется на отечественных бесчелночных ткацких станках СТБ. Станки СТБ от автоматических ткацких станков отличаются в основном по двум позициям: - способом введения утка в зев; - способом приведения в движение батанного механизма. Другие механизмы, включая, зевообразовательный, товарный и основный регуляторы, являются модификациями известных механизмов. Ежегодно Чебоксарским машиностроительным заводом выпускается более 4.5 тыс. станков, оснащенных одно-, двух- и четырехуточными приборами. На станках СТБ скорость движения нитепрокладчика через зев не зависит от главного вала станка. Во время полета нитепрокладчика через зев, на него воздействуют следующие силы: Т - сила натяжения уточной нити; Q - сила сопротивления воздуха; F - сила трения о направляющие; U - сила инерции нитепрокладчика. Уравнение движения нитепрокладчика U T Q F Средняя скорость нитепрокладчика может быть определена по формуле V ния V р V 2 T 2 Q F S , 2m где: Vн - начальная скорость нитепрокладчика, зависит от характеристик торсионного вала и определяется из условия: Vн=Vо(1+0.025( -300)) к где: - угол закручивания торсионного вала, град; V0 - начальная скорость нитепрокладчика при угле закручива- торсионного вала 30 град; к - коэффициент пропорциональности, к=0.63 0.65. Установлено, что сила F не превышает 1сН, а сопротивление Q при скорости 20-25 м/с не превышает 0.01 Н. Следовательно, в расчетах их можно не учитывать. Тогда средняя скорость определяется по формуле V р к 2 к 2 TS . 2m При прокладывании утка на станках СТБ суммарная растягивающая сила зависит от большого числа факторов, таких как линейная плотность утка, состав и структура уточной нити, предварительное натяжение нити на бобине, кинематические параметры движения нити, угол обхвата направляющих элементов, коэффициент трения о направляющие и другие факторы. Натяжение уточной нити, на ведущем ее конце определяется по выражению: T Т V a e d e V , где: То - предварительное натяжение нити на бобине, н; - масса единицы длины нити, мг; а - ускорение движущейся нити, м/с; - радиус нитепроводника, мм; - суммарный угол обхвата нитью направляющих, рад; f - приведенный коэффициент трения нити о нитепроводники. Таблица 2.1 Техническая характеристика бесчелночных ткацких станков СТБ Элементы характеристики 1 Заправочная ширина по берду: в 1 полотно в 2 полотна в 3 полотна Частота вращения главного вала, мин-1 СТБ-180 СТБ2-180 СТБ-216 СТБ2-216 СТБ4-216 СТБ-250 СТБ2-250 СТБ-280 СТБ-330 СТБ2330 СТБ4330 2 3 4 5 6 180 - 216 106.5 х2 260 250 210 190 Максимальное число нитепро11 кладчиков Плотность по ут- 6-75 ку Вид перерабаты- лен ваемых нитей х/б Линейная плотность перерабатываемых нитей, текс Число ремизок без каретки с кареткой СКН с кареткой КРУ 250 123.5 138.5 163. х2 х2 5х2 81.3х 108х 108х 3 3 3 190 230 220 170 180 160 СТБ4180Кн СТБ4220Ж СТБ4220ПУ 7 8 9 180 - 220 108.5 х2 - 220 108. 5х2 - 250 200 250 13 15 15 17 11 13 13 6-75 6-75 6-75 6-75 6-75 6-75 6-75 лен х/б шерс ть лен х/б шерс ть лен х/б шер сть шелк шерс ть лен х/б шерс ть лен шерс ть химия пропилен 5.9200 5.9200 5.9200 5.9200 5.9200 2.2100 5.9200 60200 10 14 20 10 14 20 10 14 20 10 14 20 10 14 20 10 18 20 10 14 20 10 18 20 1 Число реек основонаблюдателя Раппорт нитей по цвету с эксцентриковым ЗОМ с кареткой типа СКН 2 6 3 6 4 6 5 6 1/136/36 160 1/136/36 160 1/11/136/36 36/36 160 160 Продолжение табл.2.1 6 7 8 9 6 6 6 6 1/136/3 6 160 1/136/36 160 1/136/3 6 160 1/136/36 160 Коэффициент наполнения по суровью, не более Расстояние между дисками навоя при работе в одно полотно, мм в два полотна или в три полотна, мм 1.5 1.25 1.25 1 1 1.5 1.25 1 1890 - 2200 1020 2570 1240 1390 1640 1890 - 2290 1240 2290 1240 Мощность двигателя, кВт 1.7 1.7 1.7 1.7 1.7 2.2 3 3 Таблица 2.2 Техническая характеристика ткацких станков фирмы "Зульцер" Элементы характеристики Модель РИ Модель для выработки махровых тканей Ширина по 216,250,330, 279,330,389 берду, см 389,469, 541 Частота 350,320,280, 270,240,210 вращения 240,200,180 главного вала, мин-1 Линейная 1.2-2000 1.2-2000 плотность перерабатываемой пряжи, текс Тип зевооб- эксцентр. эксцентр. разователь- каретка ж.м. ного меха- ж.м. низма Модель для РИ-Т для Р (скоростработы с петельных ной) ж.м. ковров 216,250,330, 469 389 250,250,250, 220 220 350 320 1.2-2000 более 200 ж.м. эксцентриэксцентриковая карет- ковый ка 1.2-2000 Продолжение табл.2.2 1 Количество цветов по утку Плотность ткани по утку, н/см Диаметр фланцев навоя, мм Мощность электродвигателя, кВт 2 3 4 5 6 1-6 1-3 1-4 1 1-2 0.83-181.5 5-100 0.83-181.5 5-15 10-60 до 940 700 грунт 800 ворс до 940 800 (грунт) 940(ворс) до 1000 2.6-3.3 2.6-3.3 2.6-3.3 2.6 2.6 2.3. Новые станки СТБ для выработки тканей бытового назначения Станок СТБI 180-Л. Предназначен для выработки тканей бытового назначения с коэффициентом наполнения и заполнения соответственно не более 1.25 и 0.95 из льняной и льнохимической пряжи линейной плотности 17 96 текс и оческовой - 56-105 текс мокрого способа прядения. Его рекомендуется устанавливать вместо челночных станков марок АТ 60Л, АТ-175Л и унифицированных микрочелночных станков СТБ 175. Станок СТБI-180Л разработан по техническим требованиям ЦНИИЛВа и серийно выпускается с 1981 г. Он является базовым для станков марок СТБ2-180Л, СТБ4-180Л и др. На станке ткань может вырабатываться с плотностью по утку 60-250 нитей на 10 см в одно или два полотна. В зависимости от артикула ткани применяется бердо типа СТД (по ТУ-1571-51) номеров 40-150. На станке можно устанавливать навои с диаметром трубы 155 мм максимальной рассадкой дисков 2300 мм. Товарный валик диаметром 76 мм позволяет получать рулон ткани диаметром 400 мм. Вальян покрыт теркой. Зевообразовательный механизм позволяет работать с десятью ремизными рамами. Число реек основонаблюдателя 6, шаг 6 мм. Станок имеет следующие отличительные от станка СТБ2-175 конструктивные особенности: отхромирована подскальная труба, которая может быть использована как второе (неподвижное) скало при выработке уплотненных тканей; установлено дополнительное, третье (неподвижное) скало, используемое при выработке утяжеленных плотных тканей (типа джинсовых). При выработке других тканей это скало со специальными кронштейнами легко снимается со станка; увеличена жесткость конструкции грудницы, штанга навоя заменена на трубу и усилена конструкция опор навоя для создания более жесткого прибоя; изменен профиль зуба направляющей гребенки батана с целью устранения рассечек основных и уточных нитей; нитепроводящие детали уточных механизмов изготовлены из твердых сплавов для уменьшения их износа и снижения обрывности утка; установлены ситаловые нитепроводники с большим диаметром отверстия для улучшения условий прохождения уточной нити вдоль заправочной линии; станок оснащен световой сигнализацией останова при обрыве уточной и основной нитей и разладке станка, а также механизированным устройством розыска раза; применен ценовый уплотнитель, эффективность которого при выработке плотных тканей хорошо известна на челночных станках; установлен навой с диаметром фланцев 800 мм; при эксплуатации таких навоев необходимо применять подкладки высотой 30 мм со стороны грудницы и 110 мм со стороны скала, при этом для удобства обслуживания станка ткачом целесообразно сделать настилы в проходах или установить станок над углублением в полу цеха; применение навоя с увеличенными фланцами позволяет сократить отходы и простои на перезаправку станка, повысить его производительность. Производительность станка СТБI-180Л и труда ткача выше на 2731%, чем для станка СТБ2-175. Съем ткани с 1 м2 площади выше на 2325%. Экономическая эффективность на 1 станок в год составляет от 77 до 992 руб. Частота вращения главного вала станка СТБI-180Л 280 мин-1 (4.7 с1 ). Габаритные размеры, мм: высота до грудницы 950, глубина при диаметре навоя 600-1880, при диаметре навоя 800 мм или с третьим скалом - 1980;масса станка без навоя 2800 кг. Станок СТБ2-180Л. Станок серийно выпускается с 1981 г., рекомендуется вместо автоматических челночных станков типов АТ-60-Л5, АТ175-Л5, АТ4-175Л с жаккардовой машиной Ж-13, а также бесчелночного станка СТБ2-175. Устанавливается на предприятиях, вырабатывающих ткани бытового назначения из льняной и оческовой пряжи 68-200 текс сухого и мокрого прядения (в том числе с использованием короткого льняного волокна) с плотностью по утку 60-170 нитей на 10 см. Коэффициент связанности ткани до 8,5, коэффициент наполнения по суровью 1.25. Возможность существенного повышения производительности оборудования и труда, унификация, снижение уровня шума и запыленности в рабочих помещениях, а также внешний вид, отвечающий требованиям промышленной эстетики, делают целесообразным внедрение станка СТБ2-180Л в льняную отрасль для выработки тканей данного ассорти- мента. Станок СТБ2-180Л позволит вырабатывать ткани с частотой вращения главного вала до 250 мин-1. Минимальный диаметр навивки ткани на товарном валике 400 мм. Коэффициент технического использования 0.85. Уровень звука работающего станка не превышает 85 дБ, запыленность воздуха в рабочей зоне не свыше 4 мг/м3. Габаритные размеры станка, мм: ширина с эксцентриковым зевообразовательным механизмом 3800, глубина (с дополнительным скалом) 1875, высота 2100; масса станка без навоя 2700 кг, число ремизных рам до 10, навоев один или два. Размеры навоя, мм: диаметр ствола 150, диаметр фланцев 600 или 800. 2.4. Новые станки СТБ для выработки технических тканей По исходным требованиям и с участием ВНИИТТ сконструированы, изготовлены, испытаны и доведены до серийного производства новые ткацкие станки СТБ-1-180-Т, СТБТ-1-220 и СТБТ-1-250. Эти станки предназначены для выработки тяжелых технических тканей, имеющих предельный коэффициент наполнения до 1.5 из натуральных, химических и комбинированных нитей средней и повышенной линейной плотности (от 50 до 1000 текс). На станки СТБТ-1-220 и СТБТ-1-250 установлены вновь разработанные узлы: верхний навой, механизм закладки кромки "через раз", механизм отсоса обрезанной бахромы, товарное выносное устройство. На станках СТБТ-1-220 и СТБТ-1-250 применены прокладчики утка массой 60 г, благодаря чему повысилась надежность процесса прокладки утка при выработки тяжелых тканей. Длина новых прокладчиков равна длине серийно выпускаемых массой 40 г, а размеры сечения увеличены. Пружины прокладчиков толще. Зажимные губки пружин по ширине больше их корпуса. Увеличение площадки поверхности и волнообразная форма зажимных губок пружин новых прокладчиков обеспечили возможность использования уточных нитей до 1000 текс, снижение их потерь прокладчиком в процессе ткачества. Уточный тормоз с двумя тормозными лапками также способствует сокращению потерь утка. Батанный механизм станка СТБ-1-180-Т оснащен эксцентриковым механизмом тройного прибоя утка, работающим в режиме резонанса. Такая конструкция батанов станков СТБТ обеспечивает формирование на этих станках технических тканей с заданной плотностью по утку и с коэффициентом наполнения до 1.47. Станки можно комплектовать специально заданными для них механизмами закладки кромки "через раз", благодаря чему фон ткани и кромка близки по толщине. При выработке тканей с закладной кромкой "через раз" на станках СТБТ-1-220 и СТБТ-1-250 установленные на них механизмы отсоса обеспечивают отвод и сбор обрезанной бахромы в специальный бункер. Таблица 2.3 Техническая характеристика станков Элементы характеристики 1 Максимальная ширина заправки по берду, мм Максимальная частота вращения главного вала, мин-1 Потребляемая мощность электроаппаратуры станка, кВт Мощность электродвигателя главного привода станка, кВт Число одновременно вырабатываемых полотен Поверхностная плотность вырабатываемых тканей, г/м2 Вид перерабатываемых нитей СТБ-180-Т 2 1800 СТБ-1-220 3 2200 СТБ-1-250 4 2500 260 220 220 3.2 3.65 3.65 3 1 200-1250 Хлопчатобумажные, химические, комбинированные Линейная плотность перерабатываемых нитей основы и утка, текс Плотность по основе и утку, нитей на 10 см Предельное наполнение ткани Число навоев 1 Товарная стойка Максимальный диаметр намотки рулона ткани, мм Вид кромок Закладные с закладкой в каждый зев 50-1000 30-300 До 1.5 1-2 Выносная 1000 1-2 Закладные с закладкой в каждый зев или "через раз" с одновременным обрезанием и отводом в бункер незаложенных концов уточин 3. ПНЕВМАТИЧЕСКИЙ СПОСОБ ПРОКЛАДЫВАНИЯ УТКА В бесчелночном ткачестве широкое распространение получили пневматические сопловые станки. Уточина на этих станках прокладывается через зев струей сжатого воздуха, выходящего из канала сопла, и поддерживается в натянутом состоянии с помощью пневмоотсоса. Этот принцип бесчелночного ткачества был разработан лауреатом Государственной премии ЧССР В. Сваты. Первые чехословацкие пневматические станки модели Р-45, выпущенные в 1952 году имели рабочую ширину 45 см. Пневматические ткацкие станки, выпускаемые чешским заводом “Трастфин” (г. Всетин), работают во многих странах мира, в том числе и в СНГ, начиная с 1963 г. 3.1. Схема прокладывания утка Пневматические ткацкие станки снабжаются сжатым воздухом от общецеховой магистральной сети или оснащаются индивидуальным встроенным компрессором. При свободной подаче нити в воздушном потоке ее перемещение происходит в сложных динамических условиях. На условия прокладывания нити в воздушном потоке влияют следующие факторы: сопротивление движению нити, вид пряжи и род волокна, инерционные свойства нити, аэродинамические параметры воздушного потока и др. Для более надежного прокладывания утка в зеве и на большую длину (ширину заправки) на пневматических станках применяют металлические пластины специального профиля, которые в зеве образуют специальный канал конфузора. При движении воздушной струи без направляющего канала надежная дальность кидки уточной нити не превышает 44 - 45 см. Поэтому первая промышленная модель пневматического станка Р-45 имела заправочную ширину 45 см. На новейших станках канал конфузора заменен специальным профильным бердом ( станки с таким бердом имеют в модификации букву F). Для увеличения ширины заправки вырабатываемой ткани часто применяются эстафетные сопла. На рис. 3.1 показана схема прокладывания утка на пневматическом ткацком станке. Уточная нить, сматываясь с бобины 1, проходит тормозное (натяжное) устройство 2 и с помощью подающего ролика 3 отмеривается для одной прокидки устройством 4 ротационного типа , после чего заправляется в сопло 6. Струя воздуха, выходящая из сопла, переносит уточную нить по каналу конфузора 8, размещенного в зеве, на другую сторону заправки. После прокидки уточная нить отрезается ножницами 7 и ее конец фиксируется зажимом 5 от вытягивания из сопла 6. Для надежности прокладки уточной нити ее конец с правой стороны отсасывается в канал 9, который соединен с ротационным вакуумнасосом. Работа механизма отмеривания уточной нити является наиболее ответственной операцией в процессе прокладывания утка в зев. Механизм отмеривания должен подавать нить необходимой длины на одну уточную прокидку. Продолжительность периода отмеривания нити влияет на ее натяжение при сматывании. На рис. 3.2. приведена схема отмеривающего устройства пневматического станка. Рис.3.1. Схема прокладывания утка на пневматическом ткацком станке Рис.3.2. Схема отмеривающего устройства пневматического станка Уточная нить 1 подается на отмеривающий барабан 2 водилом 3 и прижимается обрезиненным роликом 4. Барабан 2 отмеривает длину утка равную одной прокидке. Перед отмериванием уточина захватывается зубом 5, расположенном на барабане 2 и наматывается на барабан по винтовой линии. Для сбрасывания нити служит сбрасывающий гребень 6. За 1 оборот главного вала станка барабан 2 делает три оборота, а гребень - четыре. Наступает момент, когда гребень 6 перекрывает зуб 5 и сбрасывает отмеренную нить. Для прокладывания утка через зев служит воздушное сопло. Оно закреплено с левой стороны станка таким образом, что ось сопла проходит по центру канала конфузора при крайнем заднем положении батана. Конфузор закреплен на батане и вместе с ним совершает качательное движение. На рис. 3.3. показана форма пластинок конфузора и сечение пластинок в рабочей зоне канала. Рис. 3.3. Воздушное сопло и конфузор (а). Форма пластинок конфузора (б). Во время прибоя уточной нити конфузор выходит из зева и уходит под полотно ткани, а уточная нить выходит через отверстия пластинок конфузора, остается в зеве и прибивается бердом к опушке ткани. Для прокладывания утка воздух из компрессора подается под давлением 5 5,5 атм к редуктору, в котором давление понижается до 2 - 3 атм (в зависимости от типа вырабатываемой ткани). Из редуктора воздух попадает в воздушную камеру 1, а затем в сопло 2 (рис. 3.3.). Скорость прокладывания утка составляет 40 - 50 м/с. 3.2. Формирование кромок на пневматическом ткацком станке Ткань , выработанная на пневматических ткацких станках, имеет с двух сторон обрезные кромки. Для предупреждения распускания кромки фиксированы двухниточным перевивочным переплетением. Нити, создающие перевивочное переплетение, называются перевивочными. Закрепляются кромки на пневматических станках ротационным кромкообразователем. Перевивочные нити для формирования кромок - это капроновые нити линейной плотности 2,2 текс, которые навиваются на 9 катушек и размещаются у кромок ткани ( 6 катушек у левой кромки и 3 катушки у правой кромки). Для закрепления концов утка, выступающих из правой кромки ткани на станке формируется ложная кромка, которая отрезается и идет в отходы. Поэтому ткань с пневматического станка имеет с правой стороны неровную бахромистую кромку из концов уточных нитей, длина которых может быть от 30 до 100 мм. На длину концов влияют уработка утка и точность отмеривания. Длина этих концов увеличивает отходы по утку, которые колеблются от 2 % до 4 %. 3.3. Назначение пневматических станков и их техническая характеристика Пневматические ткацкие станки предназначены для работы в двух отраслях ткачества : хлопко- и шелкоткачестве. О принадлежности станка к отрасли подсказывают соответствующие буквы в его маркировке . Например : П - 125 - ZA8 и П - 125 - ZБ8 обозначает П - пневматический ; 125 - ширина заправки по берду (см) ; Z - улучшенной конструкции ; А шелкоткацкий ; Б - хлопкоткацкий ; 8 - число ремизок для фона. Пневматические станки в шелковой промышленности используются для выработки платьевых и подкладочных тканей простых переплетений их комплексных ацетатных, триацетатных и вискозных нитей. Создано новое поколение пневматических станков типа ОК - РS с центральным прокладыванием уточной нити на два полотна (130 х 2 и 190 х 2 см) с производительностью до 1600 метроуточин в минуту. Созданы пневматические бесконфузорные станки типа “Джеттис” с эстафетными соплами. Производительность станков составляет 1140 метроуточин в минуту. Новое поколение станков имеет более широкие ассортиментные возможности благодаря использованию многоцветных уточных приборов, кареточных и жаккардовых зевообразовательных механизмов. В хлопкоткачестве станки предназначены для выработки легких и среднетяжелых тканей из пряжи и нитей линейной плотности 11,8 - 100 текс с поверхностной плотностью не более 360 г/м2. В основном, перерабатывают х/б пряжу и также пряжу из смеси хлопкового волокна с искусственными и синтетическими, других видов пряжи и комплексных нитей. В таблице 3.1 приведена техническая характеристика пневматических станков для шелковых тканей. Таблица 3.1 Техническая характеристика пневматических ткацких станков Элемент П-125- П-155- ПНПНПНОК-РS ОК-РS характеристики ZА8 ZА8 130-А 150-А 170-А 1 1.Заправочная ширина по берд 2.Частота вращения главного вала 3. Плотность нитей по утку, н/см 4.Диаметр фланцев навоя, мм 2 3 4 5 6 7 8 95 - 125 90 - 155 90 - 130 90 - 150 90 - 170 2 х 130 2 х 190 400 375 480 410 410 500 425 5 - 100 5 - 100 2,7 -129,6 2,7 -129,6 2,7 -129,6 2,7-129,6 2,.7-129,6 600 - 700 600 - 700 600 700 800 800 800 Продолжение табл. 3.1 1 2 3 4 5 6 7 8 5. Диаметр трубы навоя, мм 6.Диаметр трубы тов. вала, мм 7.Макс. диам. намотки сур. ткани , мм 8. Расход сжатого воздуха, м3/ч 9. Число смен цвета 10. Габарит.размеры, мм ширина длина, глубина 190 190 - - - 100 100 80 80 80 80 80 80 80 600 600 600 600 600 600 600 16 20 13 15 17 26 36 1 1 1 1 1 2 2 2315 1445 2615 1445 2460 1810 2660 1810 2860 1810 4260 1800 5400 1800 10 - 30 80 10 - 30 0 - 150 10 - 30 80 10 - 30 0 -150 6,8 - 34 100 6,8 - 34 0 - 150 6,8 - 34 100 6,8 - 34 0 - 150 6,8 - 34 100 6,8 - 34 0 - 150 10 - 100 10 - 100 - 10 - 100 10 - 100 - 1,3 1,3 1,3 1,3 1,3 1,3 1,3 11. Характеристика перерабатываемых нитей, основа То , текс Ко , кр/м уток Ту, текс Ку, кр/м 12. Расчетная мощность ком прессора на 1 станок при макс. скорости кВт Станки типа ПН являются новой модификацией станков типа П, значительно отличающихся от своих предшественников, и имеют ряд принципиальных отличий в устройстве некоторых узлов и механизмов. Например: 1. Станок имеет больший скоростной режим. 2. Станок не имеет пусковых ручек (кнопочное управление). 3. Значительно увеличена глубина и высота зева, что создает более благоприятные условия для пролета уточной нити через зев. 4. Значительно изменены привод и тормоз станка, который снабжен электромагнитной муфтой. 5. Расширены ассортиментные возможности станка (полотняное, саржевое, атласное переплетения и их производные). Для хлопчатобумажной промышленности пневматические станки типа П- и П - ZБ - 8 выпускаются с заправочной шириной по берду 105, 125, 155 и 165 см, а станки типа ПН - 110, 130, 150 и 170 см. В табл. 3.2 приведена техническая характеристика станков для хлопчатобумажной промышленности. Таблица 3.2 Техническая характеристика пневматических станков 1 1 2 3 4 5 6 7 8 9 Элементы ха- П-105 -ZБ -8 рактеристики 2 3 Заправочная 75-105 ширина по берду, см Ширина берда, 107.5 см Высота берда в 75 свету, мм Размеры навоя, мм рассадка дисков 750 1050 диаметр дисков 500, 600 150 диаметр трубы Товарный валик, мм диаметр 80 длина 1134 диаметр навив500 ки товара Плотность по 5-40 утку, нит/см Общее число ремизок, в т.ч. 10 для кромок 2 Линейная плотность перерабатываемой пряжи, текс в основе 11.8 100 в утке 11.8 100 Расход сжатого 10 воздуха при максимальной скорости столика, м3/ч П-125-ZБ-8 ПН - 110 - Б ПН -130 -Б 4 95-125 5 80-110 6 90-130 127.6 - - 75 - - 950 1250 или 700 150 800-1100 700, 800 190 900-1300 700, 800 190 80 1334 500 80 500 80 500 5-40 5-48 5-48 10 2 10 2 10 2 11.8 100 11.8 100 14 11.8 100 11.8 100 8-11 11.8 100 11.8 100 10-13 Продолжение табл. 3.2 1 10 11 12 13 2 Давление сжатого воздуха в сети, атм. Частота вращения главного вала, мин-1 Габаритные размеры станка, мм ширина глубина высота Угол наклона основы, град 3 0.8 2.5 4 0.8 2.5 5 3.5 6 3.7 350-450 350-450 480 480 2114 1443 866 36 2314 1443 866 36 2260 1810 1640 36 2460 1810 1640 36 3.4. Сравнительный анализ пневматических и челночных станков По сравнению с челночным способом ткачества пневматические ткацкие станки имеют следующие преимущества: 1. Большой запас уточной нити (масса бобины 1.5 2 кг) 2. Небольшие размеры зева, снижение обрывности основы. 3. Снижение уровня шума в ткацких цехах. 4. Высокая скорость прокладывания утка (до 40 м/с). К недостаткам способа можно отнести : 1. Ограниченный ассортимент перерабатываемых нитей утка. 2. Тяга воздушной струи, даже при наличии конфузора не обеспечивает полной надежности процесса прокладывания утка (основной брак “недолеты” утка) 3. Истирающее воздействие конфузора на нити основы, выделение пуха. 4. Повышенный расход уточной нити (отходы по утку до 4%) 5. Применение конфузора ограничивает возможную плотность ткани по основе (для основной пряжи 30 текс Ро=340 нит/дм, для химических комплексных нитей 100 текс Ро= 600 нит/дм). Пневматические ткацкие станки выпускаются многими зарубежными фирмами. Наиболее известными из них являются “Драйпер” (США), “Гюнне” (ФРГ), “Пиканоль” (Бельгия), “Заурер”, “Зульцер-Рюти” (Швейцария), “Ваматекс” (Италия), “Ниссан Мотор” (Япония), “Цудакома” (Япония) и др. 4. ГИДРАВЛИЧЕСКИЙ СПОСОБ ПРОКЛАДЫВАНИЯ УТКА В настоящее время наиболее современные конструкции гидравлических ткацких станков выпускаются за рубежом. В бывшей Чехословакии выпускаются гидравлические ткацкие станки ОК-HS по типу пневматических с заправочной шириной 330 см х 2 и 190 см х 2 с одновременным прокладыванием утка в две противоположные стороны. 4.1. Гидравлическая система прокладывания нити На гидравлических станках уточная нить прокладывается через зев струей воды, выходящей под давлением 12-14 атм. Из форсунки, неподвижно установленной с левой стороны станка по центру зева. На рис. 4.1 показана принципиальная схема прокладывания утка. Рис. 4.1. Схема прокладывания утка на гидравлическом ткацком станке. Уточная нить 1 с бобины поступает в ограничитель баллона 2, а оттуда в игольчатый натяжной прибор магнитного действия 3, нитепроводник 4 и попадает под действие водила 5, на пути которого устанавливается еще дополнительный нитенатяжитель. Водило 5 получает возвратно-поступательное движение и периодически направляет нить под прижимной ролик 6 , после чего она через нитепроводники 7 и 8 поступает в отмеривающий барабан 9 (устройство аналогично, как на пневматическом ткацком станке, раздел 3.1). Далее нить проходит ушко диска 10 и поступает под придерживающую петлю 11, опирающуюся на ребристую площадку 12, и в отверстие форсунки 13. Петля 11, получая принудительное движение, отпускает нить в момент перемещения ее в зев и зажимает, когда происходит отмеривание в барабане, тем самым не давая нити выпасть из отверстия форсунки. Вода из трубопровода очищается фильтром 14, а затем насосом 15 по трубопроводу, который на рисунке не показан, подается к форсунке 13. Важным элементом в гидравлической системе прокладывания утка является форсунка. На гидравлических ткацких станках Чехии и Словакии используются форсунки, как на пневматических станках РN. ( ) 4.2. Подготовка воды для гидравлических ткацких станков Подвод воды к ткацким станкам можно осуществлять двумя способами:1) нижнее распределение воды по каналам под полом цеха; 2) верхнее распределение воды, при котором трубопроводы установлены непосредственно над станками на высоте 2 м над полом цеха. Чаще применяют 2-ой способ подачи воды, так как в этом случае нет опасности образования воздушных пузырей в трубопроводе. Трубопроводы изготавливают из пластмассы, стекла, меди, латуни или оцинкованной латуни. Вода для гидравлического ткацкого станка должна быть соответствующим образом подготовлена и не должна содержать добавок; способных образовать осадок, так как он может вызвать заедание поршня в механизме впрыскивания. От железа и магния воду очищают химическими средствами, от кальция и силиция - путем осаждения, механические загрязнения устраняют при помощи фильтра из тонкой ткани. Вода должна быть без вредной в биологическом и гигиеническом отношениях, чтобы в распыленном виде она была безопасна для персонала, обслуживающего станки. Таблица 4.1 Основные показатели качества воды Основные показатели Температура воды, оС Реакция воды, рН Сухой остаток, мг/л Щелочность, мвал/л Содержание примесей, мг/л кальция магния марганца железа сульфатов хлоридов растворенного О2 фосфатов РО4 Значения 16-24 6.5 7 (нейтральная) 100-200 0.18-0.8 0.1 11 0,1 4.4 менее 0,3 менее 0,3 5-20 5-20 не более 10 0,1 1.2 0,072-0,94 Общая жесткость, мг экв/л Содержание органических не более 3 веществ (по Кубелу), мг О2/л Расход воды зависит от заправочной ширины (табл. 4.2) и частоты вращения главного вала (табл. 4.3) Таблица 4.2 Расход воды в зависимости от заправочной ширины Заправочная ширина, Частота вращения Максимальный расход см главного вала, мин-1 воды на 1 станок л/ч л за 8 ч. 105 580 47,3 378 125 480 39,1 313 145 420 34,2 274 155 420 46,5 372 175 380 55 440 196 350 50,8 406 225 320 48 384 Таблица 4.3 Расход воды на гидравлических ткацких станках в зависимости от частоты вращения главного вала Тип ткацкого Диаметр станка поршня насоса, мм Н-125-И Н-155-И Н-175-И Расход воды, л/ч при частоте вращения главного вала станка, мин-1 320 26 36 46 12 14 16 360 30 41 52 400 33 45 58 500 41 56 72 600 49 67 86 4.3. Формирование кромок и нормативы отходов уточной нити на гидравлических ткацких станках На этих ткацких станках принцип формирования кромок такой же, как на пневматическом ткацком станке (см. раздел 3.2). Для упрочнения кромок используется перевивочное устройство. Перевивочные нити 1.67; 2.2; 4.4 текс наматываются на специальные катушки: три нити для левой кромки и три нити для перевивки отрезной кромки с правой стороны полотна. Нить с катушек проходит через тормоза, компенсаторы и распределяется нитеводителями к ремизкам. Нормативы отходов уточной нити в отрезаемой кромке Оу устанавливаются для каждого артикула ткани в зависимости от вида сырья, типа ткацкого станка и ширины заправки ткани по берду (табл. 4.4) и определяются по формуле: Оу Lотр Вз Lотр Lост 100 (%) где Lотр - длина отрезаемых концов бахромы, см; Вз - Ширина заправки ткани по берду, см; Lост - длина остающейся бахромы (у двух кромок), см. Таблица 4.4 Нормативы отходов уточной нити Тип ткац- Вид сырья кого станка Отходы Отходы по утку, сырья в % (рвань) отрезаемой кромке, см Н-125-РА1 Капроновая моно0,2 5 нить. Комплексные капроновые и полиэфирные нити Н-175-РА1 Комплексные ка0,2 8 проновые и полиэфирные нити. Капроновая тексту0,2 10 рированная нить эластик Размер остающейся бахромы (у двух кромок), см 1,5 1,5 1,5 При оплавлении кромок в норму отходов следует включать: по утку 100% выступающих за кромку концов и 0.6 см уточной нити, срезаемой при оплавлении кромки вместе с кромкой (0.2 см с одной стороны и 0.4 см с другой); по основе - 15 перевивочных нитей основы и часть нитей основы, приходящейся на 0.6 см кромки срезаемой при оплавлении. Отходы по утку с учетом оплавления кромок рассчитывают по формуле: Оу Lопл 100 (%) В з Lк где Lопл. - длина оплавляемых концов кромки, см Lк - длина концов, выступающих за пределы кромки, см. Отходы по утку на гидравлических ткацких станках составляют от 3% до 5.5%. 4.4. Назначение гидравлических ткацких станков и их техническая характеристика Гидравлические ткацкие станки применяются при выработке плащевых, курточных, подкладочных и платьевых тканей из синтетических нитей. Выпускаются как однополотенные станки, так и двухполотенные с центральной прокидкой уточной нити на две стороны. В табл.4.5 приведена техническая характеристика гидравлических ткацких станков. 4.5. Сравнительный анализ гидравлических и челночных станков По сравнению с челночными ткацкими станками гидравлические станки имеют следующие преимущества: 1. Практически неограниченный запас утка. 2. Меньше размеры зева, меньше обрывность основы. 3. Снижение уровня шума в ткацком цеху. 4. Высокая скорость прокладывания утка (50-60 м/с против 10-16 м/с на челночном станке). К недостаткам можно отнести: 1. Станок должен иметь укрытие для уменьшения разбрызгивания воды и водосборник для стекающей воды. 2. Влажная ткань должна быть отжата и перед навивкой на товарный валик хотя бы частично высушена. 3. Металлические детали (бердо, шпарутки, галева ремизок и др.) контактирующие с влажной основой и тканью, а также все детали в зоне ткачества должны иметь антикоррозионное покрытие. 4. Ограниченный ассортимент тканей, в основном из синтетических нитей с линейной плотностью по утку не более 65-111 текс. 5. Большие отходы по утку (до 5.5%). В тканях из синтетических нитей после отжима или отсасывания остается еще до 30% воды, эту воду за короткий промежуток времени нельзя удалить механически, поэтому требуется досушка ткани. На рисунках 4.2 и 4.3 приведены схемы отжима и обезвоживания ткани. Рис.4.2. Механизм отжима ткани Рис.4.3. Схема устройства обезвоживания ткани Ткань 1 огибает грудницу и, как показано на рис. 4.2, проходит между двумя отжимными роликами 2 и 3 с резиновым покрытием. На оси верхнего ролика на обеих сторонах установлены эксцентрики 4, при вращении которых с помощью опоры 5 нижний ролик 3 давит на верхний ролик 2. Излишек воды стекает в желоб и отводится. Отжатая ткань движется в направлении S в нижней части станка к товарному валику, который расположен под ткацких навоем. На этой части заправочной линии длиной около 1.5 м происходит частичное досушивание ткани. Для некоторых тонких тканей нельзя применять отжим, поэтому должно быть предусмотрено более тщательное обезвоживание ткани. Влажная ткань 1 (рис. 4.3) огибает полую грудницу 2, на которой имеется продольный вырез 3. Грудница трубкой 4 связана с водным сепаратором 5 и ротационным вакуумным насосом 6. Влажный воздух, содержащий капли воды, проходит через фильтр 7 водного сепаратора. Вода, отделенная в сепараторе, вместе с водой из водосборника 8 выводится в дренажный канал через сифонный затвор 9. В настоящее время гидравлические ткацкие станки выпускаются чешским концерном "Elitex", японской фирмой "Ниссан Мотор" (LW-70-4 с заправочной шириной 150-230 см и частотой вращения главного вала до 1000 мин-1), японской фирмой "Цудакома" (ZW-303 с двумя соплами для двухцветной прокладки утка при ширине заправки по берду 150-230 см с частотой вращения главного вала 600 900 мин-1). Таблица 4.5 Техническая характеристика гидравлических ткацких станков Элемент характеристики 1 Заправочная ширина по берду, см Частота вращения главного вала, мин-1 Число нитей по утку на 1 см Н125И Н155И Н175И Н195И Н225И 2 100125 3 130155 4 150175 5 170195 6 200225 520 420 420 380 320 5-20 с изменением через 1 уточину 8-40 с изменением через 1 уточину 24-120 с изменением через 3 уточины 800 800 600 600 600 Диаметр фланцев навоя, мм Диаметр 150 ствола, мм Максим. 420 диаметр намотки сур. ткани, мм ННННН-175RB Н-225RB ОК-HS 225ИТ 125RA 175RA 130RB 1 1 7 8 9 10 11 12 13 14 200100150100- 150-175 170-200 2х 2х 225 125 175 130 130 190 400 4-20 8-40 500 400 8-40 16-80 24-120 650 570 500 600 525 3,6-80 3,6-80 3,6-80 6-60 600 800 800 800 800(600) 800600 800 800 150 150 150 150 150 150 150 150 150 150 100 100 420 420 420 420 420 400425 400425 420 420 420 500 500 Продолжение табл. 4.5 1 Диаметр трубы товарного вала, мм Количество ремизных рам при зевообр. механизме: эксцентриковом кареточном 2 70 3 70 4 70 5 70 6 70 7 70 Расход воды на 1 уточную прокидку, см3 Диаметр поршня насоса, мм Мощность оплавляющего устройства, Вт 0,50,9 0,51,4 1-2,5 1-2,5 1-2,5 2-5,7 0,40,9 1-2,5 12 14 16 16 16 16 18;20 12 16 - - - - 250 250 250 250 250 - - - - - - - - 10 ремизок фона, 2 - кромочные 8 80 9 80 2 ремизки кромочные, 8 ремизок фона 12 ремизок фона (каретка LS4-4202), 2 ремизки кромочные 10 80 11 70 12 70 10 ремизок 12 ремизок фона (каретка LS-4207), 2 ремизки кромочные 2-6 - 13 - 14 - 10 ремизок - 1,5 2,5-3 4 5. ПНЕВМОРАПИРНЫЙ СПОСОБ ПРОКЛАДЫВАНИЯ УТКА Пневморапирный способ соединяет в себе два принципа прокладывания нити в зеве: рапирный и пневматический. Уточная нить, сматываемая с неподвижной бобины с помощью специальных устройств, поступает в правую рапиру. Правая и левая рапиры движутся в зеве навстречу друг другу. Уточная нить посредством сжатого воздуха перемещается внутри правой рапиры до середины основы, где происходит передача ее в левую рапиру. Через левую половину зева уточная нить прокладывается за счет эжекции. Рапиры приводятся в движение от привода планетарного типа. К приводам рапир воздух поступает по резиновым шлангам через ресивер от компрессора. Ресивер служит для уравновешивания колебаний давления воздуха. После каждой прокидки уточной нити ножницы отрезают ее у правой кромки ткани. Для закрепления утка в каждый третий зев вводится специальная брошюровочная нить. На пневморапирных ткацких станках вместо брошюровочного кромкообразующего механизма можно установить пневматический кромкообразующий механизм. Этот механизм создает закладную кромку ткани. Образование кромки происходит за счет всасывания оставшихся концов заработанной уточной нити в зев основы специальными трубчатыми крючками, совершающими возвратно-поступательные движения в зеве основы у кромок ткани. В прокладывании уточной нити в зев принимают участие следующие механизмы: рапирный, отмеривающий и компенсатор, компрессом и воздуховоды; кромкообразующий и ножницы. Рапирный механизм обеспечивает движение рапир в зеве и прокладывание уточной нити. Механизм привода левой и правой рапир имеет одинаковое устройство. От главного вала 1 (рис.5.1) через коническую передачу вращение получает вертикальный валик 2. На валике 2 свободно сидит солнечная шестерня 3, которая жестко связана с корпусом 4 валика 2. Корпус 4 закреплен неподвижно на раме станка. На валике 2 установлено водило 5, на котором расположены две сателлитные 6 и планетарная 7 шестерни. Планетарная шестерня 7 соединена с рычагом 8. На конце рычага 8 закреплена рапира 9, которая может поворачиваться на оси форсунки 10. Вращение валика 2 через водило 5 передается сателлитным шестерням 6, которые обкатывают солнечную шестерню 3 и передают движение планетарной шестерне 7. Таким образом, планетарная шестерня 7 вращается относительно собственной оси и вокруг неподвижной шестерни 3. В результате шестерня 7 через рычаг 8 сообщает возвратно-поступательное движение рапире 9. Перемещение рапиры в горизонтальном направлении фиксируется направляющими 11. Рис.5.1. Механизм движения рапир Одновременно с началом вращения вертикального вала сжатый воздух от индивидуального компрессора станка или централизованной системы подается по шлангу в штуцер и долее во втулку 12, вертикальный вал 2, водило 5, рычаг 8, а затем в форсунку 10. От форсунки воздух направляется в полые трубки правой рапиры 9, увлекая за собой уточную нить. При встрече рапир уточная нить из правой рапиры 9 устремляется в полые трубки левой рапиры благодаря вакууму, создаваемому компрессором в канале рапиры. Таким образом, прокладывание уточной нити в зев осуществляется правой рапирой при помощи струи сжатого воздуха и левой рапиры за счет создания разряжения в полых трубках рапиры. Рапиры состоят из наружных и внутренних полых трубок. Концы наружных полых трубок выполнены с плавным сужением и заканчиваются косыми срезами. Противоположные части наружных трубок напрессовываются на конус форсунок. К наружным трубкам рапир крепятся текстолитовые направляющие, при движении соприкасающиеся с бердом. Вход равновеликих рапир в зев должен происходить одновременно (разница не должна превышать 5 мм). Расстояние между заостренными концами рапир в момент их встречи должно быть 1,5-4,5 мм. Выход из зева одинаковых и разновеликих рапир происходит одновременно. Отмеривающий механизм служит для сматывания уточной нити в бобины для отмеривания требуемой длины для прокладывания ее в зев основы и подачи ее к правой рапире. Особенность работы станков АТПР с разновеликими рапирами состоит в том, что правая, более длинная, рапира раньше входит в зев и проходит больший путь вместе с уточной нитью, чем левая рапира. Когда скорость правой рапиры становится равной нулю, левая рапира подходит на минимальное расстояние к правой. Затем правая рапира возвращается назад, а левая продолжает двигаться в том же направлении до 190-195 поворота главного вала. В результате увеличивается время, в течение которого рапиры находятся в сведенном положении и, как следствие, возрастает надежность передачи нити. Кроме того, улучшается взаимодействие компенсатора с механизмом прокладывания утка. При использовании разновеликих рапир снижается число недолетов уточной нити. Уточная нить, сматываемая с неподвижной бобины (рис.5.2), установленной на правой стороне станка, проходит через направляющий глазок 1, тормозное устройство 2, следующий направляющий глазок 3, идет между выкатывающим роликом 4 и отмеривающим шкивом 5. Выкатывающий ролик и отмеривающий шкив имеют форму усеченного конуса. Далее нить проходит через третий направляющий глазок 6, глазок рычага компенсатора 7, глазок 8 под скобкой уточного контролера 9, и через направляющий глазок 10 поступает в рапиру 11. Сматывание нити с бобины происходит за счет вращения отмеривающего шкива 5 и ролика 4. Шкив 5 расположен на валу, который через две цепные передачи получает движение от главного вала станка. Сила прижима ролика 4 к шкиву 5 регулируется закручиванием пружины. Перемещением выкатывающего ролика 4 по образующей отмеривающего шкива 5 можно регулировать длину уточной нити. Рис.5.2. Схема движения нити с бобины и отмеривающего механизма Частоту вращения отмеривающего шкива относительно главного вала станка регулируют, заменяя сменную звездочку на валу, где установлен шкив 5. Компенсатор предназначен для создания резерва уточной нити и циклической подачи ее в зев. Компенсатор состоит из нитедержателя 1 (рис.5.3) с глазком 2, в который заводится уточная нить, кронштейна 3, сидящего на оси 4. В кронштейне 3 закреплен нитедержатель 1 и палец 5, на котором смонтирован двойной шарнир 6, жестко закрепленный на шатуне 7. Шатун 7 шарнирно посажен на палец 8 кривошипа 9, который в свою очередь жестко закреплен на валике 10, смонтированном в шарикоподшипниках 11, расположенных в кронштейне 12, закрепленном на кронштейне отмеривающего механизма. В середине валика 10 жестко закреплена звездочка 13, связанная цепью 14 через натяжную звездочку 15, сидящую на опорном кронштейне 16, со звездочкой 17, сидящей на главном валу станка. На левом конце валика 10 жестко закреплены звездочки 18 и 19 для передачи движения отмеривающему механизму и приводу кромкообразующего механизма. Движение от главного вала 20 через звездочки 17 и 13 передается валику 10 и через кривошип 9 кронштейну 3 с нитедержателем 1, который совершает качательное движение вокруг оси 4. Нить, проходящая через глазок 2, периодически отводится нитедержателем вниз, а при ходе нитедержателя вверх подается компенсатором в рапиру. Рис.5.3. Схема компенсатора