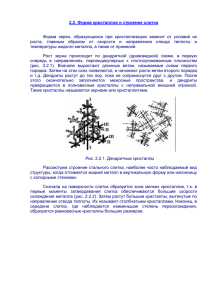
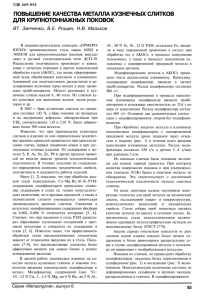
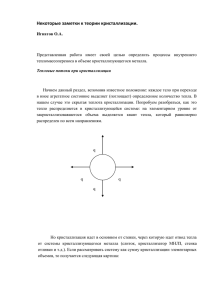
136
реклама

136 ИЗВЕСТИЯ ВолгГТУ 2. Максимук, В. С. Способ и устройство для повышения точности измерения силовых параметров кривошипных прессов методом электротензометрии / В. С. Максимук, Д. Н. Гурулев // Кузнечно-штамповочное производство. – 2002. – № 3. – С. 45–46. 3. Максимук, В. С. Новый технологический процесс изготовления штампованных поковок коронной шестерни гусеничного трактора типа "Волгарь" / В. С. Максимук, Д. Н. Гурулев // Известия вузов. Черная металлургия. – 2007. – № 7. – С. 31–36. УДК 669.15-4:620.18 Ю. М. Шелухина – инж., С. И. Жульев – д-р техн. наук, Н. А. Зюбан – д-р техн. наук ИССЛЕДОВАНИЕ СТРОЕНИЯ ШНУРОВ ВНЕОСЕВОЙ ЛИКВАЦИИ В КРУПНЫХ СЛИТКАХ НИЗКОЛЕГИРОВАННЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ Волгоградский государственный технический университет – е-mail: [email protected] В статье рассматриваются особенности образования внеосевой ликвационной неоднородности в слитках различной массы. Описывается внутреннее строение и предлагается модель формирования шнура. In article features of formation extra-axial aliquation heterogeneity in ingots of various weight are considered. The internal structure is described and the model of formation of a cord is offered. Ключевые слова: слиток, фронт кристаллизации, внеосевая ликвационная неоднородность. Интенсивное развитие энергетической, атомной, химической и других отраслей промышленности обусловливает необходимость производства крупных кованных заготовок из слитков большой массы. При этом требования к качеству металла готовых изделий постоянно возрастают. Номенклатуру изделий ответственного назначения представляют роторы турбогенераторов, сосуды высокого давления, судовые валы, корпуса атомных и химических реакторов, то есть та металлопродукция, которая изготавливается из слитков массой от 20 до 450 т низколегированных конструкционных сталей 20, 38Х2Н2МА, 38ХН3МФА и др. Одним из опасных, неустранимых дефектов структуры крупных слитков является Λ–образная внеосевая ликвация, связанная с избирательной кристаллизацией металла и перераспределением легкоплавких элементов (углерода, серы, фосфора и др.), которые оттесняются продвигающимся фронтом кристаллизации, накапливаются в пограничном слое и образуют ликвационные шнуры. В настоящее время отсутствует единая точка зрения на причины образования и развития внецентренной ликвации, что затрудняет разработку эффективных технологических мероприятий по борьбе с этим дефектом. Поэтому изучение особенностей формирования структуры и ликвационных пороков крупных слитков является одной из главных задач повышения качества изделий тяжелого машиностроения. Целью работы являлось исследование особенностей процесса формирования шнуров внецентренной ликвации в крупных слитках низколегированной конструкционной стали массой от 5 до 24,2т. Характер расположения внеосевой неоднородности, границы ее распространения изуча- лись более чем на 20 серных отпечатках, продольных, поперечных макротемплетах слитков машиностроительных марок сталей. Образование внеосевой неоднородности как в виде ликвационных конусов, так и в виде шнуров имеет общую закономерность: форму и месторасположение зоны ликвации; последовательность образования шнуров через определенные промежутки закристаллизовавшегося металла, ограниченного ликватами; образования шнуров с четкой границей плотноупакованных дендритов (со стороны изложницы). С увеличением массы слитка происходит укрупнение ликвационных скоплений, приводящих к образованию шнуров. В слитках массой до 6 т наблюдается только ликвационный конус; от 10 т имеются шнуры и ликвационный конус. В слитках массой 24,2 т марки 38ХН3МФА средний диаметр шнуров составляет 5 мм, единичные шнуры диаметром до 14 мм. На рисунке представлен фрагмент макроструктуры с продольного темплета 70-тонного слитка с продольным разрезом шнура. Макроструктура продольного темплета среднего горизонта слитка массой 70 т стали 34ХН1МАР, взятого на 0,4 радиуса ИЗВЕСТИЯ ВолгГТУ Анализ структур слитков различной массы и изучение особенностей расположения шнуров позволяет предложить следующую модель формирования шнура: шнур – это отдельная область, выделившаяся при кристаллизации слитка, которая заканчивает свое формирование после затвердевания основного металла. В процессе кристаллизации этой области формируются три собственные зоны шнура, которые имеют свои характерные особенности: 1. Контурная зона имеет со стороны поверхности слитка четкую белую границу – полосу, состоящую из щетки дендритов основного металла. Эта полоса образовалась тогда, когда фронт кристаллизации остановился из-за скопления ликватов, но направленный отвод тепла был еще сильным. С противоположной стороны наблюдается граница, размытая дендритами, вросшими в шнур из области равномерных различно-ориентированных дендритов слитка, и собственными шнуровыми дендритами, растущими в направлении тепловых центров остывающего слитка. 2. Осевая зона – ядро шнура, состоящее из самых легкоплавких соединений. 3. Зона собственных дендритов. Образование дендритов внутри шнура можно объяснить тем, что со снижением общей температуры слитка происходит высвобождение Fe из сульфида FeS. При более низкой температуре оно замещается элементами, имеющими большее сродство к сере, например, Mn с образованием MnS. Марганец содержится в конструкционных низколегированных сталях в достаточном количестве для того, чтобы произошла реакция (FeS)+[Mn]↔Fe+(MnS) [1]. Детальное рассмотрение серных отпечатков и макроструктуры с поперечных и продольных темплетов подтверждает последовательный усадочно-ликвационный механизм формирования внеосевой ликвации как в виде шнуров, так и в виде ликвационного конуса. Формирование внеосевой неоднородности можно представить в виде следующих основных этапов: • обогащение междендритных ячеек и слоя расплава перед фронтом кристаллизации ликватами; • перераспределение ликватов по фронту кристаллизации с формированием и фиксацией значительных объемов металла, обогащенных ликватами в твердожидкой части двухфазной зоны; 137 • затвердевание локализованных объемов металла, обогащенных ликватами, с формированием шнуров. С увеличением массы слитка скорость кристаллизации снижается, что повышает концентрацию ликвирующих примесей на границе раздела фаз. Слой ликватов задерживает продвижение фронта кристаллизации за счет концентрационного перегрева (он имеет свою более низкую температуру кристаллизации). Одновременно в пограничном слое жидкой сердцевины растут зародыши и кристаллы твердой фазы с выделением в окружающий расплав скрытой теплоты кристаллизации. С накоплением необходимого количества твердой фазы происходит перемещение вниз слоя жидкотвердого металла, в процессе чего этот гетерогенный слой перераспределяет ликваты таким образом, что обедняет от них выступы фронта кристаллизации и распределяет ликваты по впадинам. Воздействие импульса конвективного потока стимулирует отвод тепла; вследствие чего снижается перегрев жидкого расплава и происходит скачкообразное продвижение фронта кристаллизации к оси слитка. Эти циклы повторяются до встречи боковых фронтов с вязкой гетерогенной сердцевиной. Перемещение вниз приграничного слоя и перераспределение ликватов приводит к скачкообразной кристаллизации на границе раздела фаз с локализацией обогащенных ликватами объемов внутри затвердевшего кристаллического каркаса, сначала твердожидкого, а потом и твердого. Процессы, влияющие на формирование шнура, протекают как в горизонтальной плоскости, так и в вертикальной, вследствие этого внецентренная ликвация приобретает Λ–образный наклон. Где-то более горячий, жидкий шнур подплавляет сформировавший его каркас дендритов основного металла и течет вниз под действием силы тяжести. Иногда близкорасположенные один под другим шнуры могут соединяться, и этим можно объяснить, почему некоторые шнуры по длине имеют разный угол наклона к оси слитка. Затвердевание обогащенных ликватами шнуров происходит позже, о чем свидетельствует отличное от окружающих объемов кристаллическое строение и направленность больших осей кристаллов на тепловые центры по оси слитка [2]. Таким образом, проанализировав более двадцати серных отпечатков, поперечных и продольных макротемплетов слитков массой от 5 138 ИЗВЕСТИЯ ВолгГТУ до 24,2 тонны конструкционных марок сталей, было представлено влияние различных процессов, происходящих при кристаллизации слитка на форму внецентренной ликвации. Также было уточнено внутреннее строение и предложена модель формирования шнура. БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. Гольдштейн, Я. Е. Инокулирование железо– углеродистых сплавов / Я. Е. Гольдштейн, В. Г. Мизин. – М.: Металлургия, 1993. – 416 с. 2. Жульев, С. И. Оптимизация процессов производства крупных кузнечных слитков для поковок ответственного назначения с использованием САПР-технологий: дис. … д-ра техн. наук / С. И. Жульев. – Волгоград, 1991. УДК 621.73.002.6:658.562 Д. В. Руцкий – канд. техн. наук, С. И. Жульев – д-р техн. наук, К. Е. Титов – канд. техн. наук, С. Б. Гаманюк – ст., А. И. Горунов – ст, Ю. М. Шелухина – инж. НЕОДНОРОДНОСТЬ МЕХАНИЧЕСКИХ СВОЙСТВ В ДЛИННОМЕРНЫХ ИЗДЕЛИЯХ МАШИНОСТРОЕНИЯ* Волгоградский государственный технический университет (е-mail: [email protected]) В статье, приведены результаты исследования ликвационной неоднородности трубных заготовок из кузнечных слитков конструкционной стали. Определены механические свойства и химический состав металла на различных участках длинномерных заготовок. In article, results of research aliquation heterogeneity of trumpet preparations from forge ingots of a constructional steel are resulted. Mechanical properties and a metal chemical compound on various sites of lengthy preparations are defined. Ключевые слова: кристаллизация, слиток, поковка, химическая, физическая, структурная неоднородность, ликвация, уровень механических свойств. Высоконагруженные особоответственные изделия изготавливаются из конструкционных марок сталей (20, 38Х2Н2МА, 38ХН3МФАР и др.) ковкой из слитков массой 10,0–200,0 т. Увеличение массы слитков, требуемых для изготовления крупногабаритных изделий, усиливает неоднородность механических свойств металла по их длине и сечению. Цель работы заключалась в изучении свойств металла длинномерных кованых изделий, определение причин их неоднородности и разработка предложений по стабилизации показателей механических свойств. * * Работа выполнена в рамках проекта РФФИ №07-0800511 "Изучение фундаментальных закономерностей формирования дефектов при кристаллизации сверхкрупных металлических тел". Качество толстостенных трубных заготовок (1 и 2) изучали по длине и сечению (рис. 1). Из колец отбирались образцы для определения химического состава металла на спектральном анализаторе. Из каждого диска вырезались пробы для механических испытаний по ГОСТ 5192–78. Коэффициент равномерности механических свойств в изделиях подсчитывали по формуле: W − Wmin (1) W = max ⋅ 100 %, Wcp где Wmax (min) – максимальное (минимальное) значение механических свойств; Wср – среднее значение механических свойств. На рис. 2, а представлены графики распределения углерода по длине заготовок 1 и 2, а также результаты механических испытаний Рис. 1. Схема отбора проб металла для уровня механических свойств в трубной заготовке: Iк, IIк – конец заготовки, соответствующий нижней и верхней части слитка; У, У-50 ºС – образцы исследуемые на удар при t = +20 ºС и при t = –50 ºС; Р – образцы исследуемые на разрыв