Исследование возможностей компьютерной технологии MSC.MARC 2010
реклама

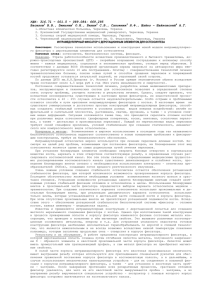
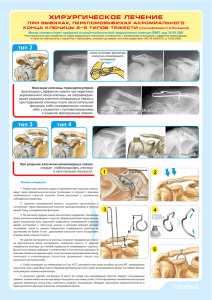
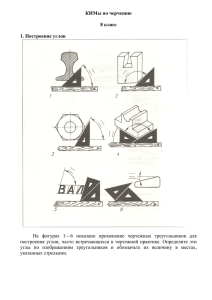
Исследование возможностей компьютерной технологии MSC.MARC 2010 для моделирования поведения пружинного фиксатора твэла ВВЭР А.В.Кузнецов, В.И.Кузнецов, Г.В.Кулаков, Б.А.Каширин, А.В.Медведев, В.В.Новиков ОАО ВНИИНМ, Москва, Россия 1. Средство моделирования Для моделирования применяется одно из новейших компьютерных средств виртуальной разработки конструкций (virtual product development) корпорации MSC Softwаre (http://www.mscsoftware.ru) MSC.MARC 2010, реализующее метод конечных элементов, на которое у предприятия имеется лицензия (договор № ЕС 9068) и которое аттестовано по классу задач контактной термомеханики. Важной отличительной особенностью программного средства MSC. MARC 2010 является наличие встроенной опции для решения связанных (fully coupled) нелинейных задач, исследующих термомеханическое поведение конструкции с учетом автоматического контактного взаимодействия неограниченного числа тел с изменяющимися свойствами без какихлибо упрощений геометрических размеров. Это очень удобно для исследования поведения компенсирующей части фиксатора при воздействии на него нагретого топливного столба твэла в процессе эксплуатации, да и любого нестационарного режима, т.к на каждом шаге (задаваемом автоматически) рассчитываются температурные поля, напряженнодеформированнное состояние, и в зависимости от этого корректируются величина зазоров и коэффициенты теплопередачи между контактирующими элементами конструкции твэла. Кроме того, в MSC.MARC 2010 существует встроенная опция для решения нестационарных динамических задач (Transients Dinamics), которая совместно с мультиконтактным алгоритмом позволяет смоделировать весь технологический процесс установки фиксатора и его выдавливания практически без каких-либо упрощающих допущений. Опция Transients Dinamics совместима со статической опцией Structural Creep, что позволяет затем исследовать конструкцию на предмет релаксации в течение срока эксплуатации с последующим выдавливанием. При этом MSC. MARC имеет очень удобный и простой интерфейс, а при моделировании мультиконтактного взаимодействия, в отличие от других САЕ-систем, MSC. MARC не требует наличия специальных интерфейсных“ или „промежуточных“ элементов между контактирующими телами или поверхностями, что значительно упрощает процесс моделирования. Реальные возможности моделирования на данном этапе освоения этой новейшей компьютерной технологии не позволяют пока исследовать поведение всей конструкции целиком, поэтому проводится отдельное моделирование как фиксирующей, так и компенсирующей частей фиксатора. Оно включает моделирование процессов установки фиксатора из стали 12Х18Н10Т в оболочку твэла ВВЭР-440 с последующей релаксацией и выдавливанием, а также моделирование поведения 14 витков компенсирующей части твэла ВВЭР-440 при установке, контроле герметичности, выходе на мощность и в процессе эксплуатации. Разработаны расчетные схемы построения исполняемого файла .mud для интерфейсной среды моделирования пользователя MSC. Mentat Marc и проводятся следующие основные расчеты фиксатора твэла ВВЭР-440: - определение НДС и установочного усилия при установке штоком фиксатора диаметром 8,4 мм и 8,2 мм и сравнение этого усилия с экспериментальной установочной кривой для фиксатора диаметром 8,4 мм; - определение усилия выдавливания установленного фиксатора диаметром 8,4мм и сравнение этого усилия с экспериментальной кривой выдавливания фиксатора; 1 - определение напряжений, создаваемых в оболочке фиксирующими витками фиксаторов диаметром 8,4 мм и 8,2 мм после установке в твэл и релаксации до 20 тыс. часов; - сравнение усилий выдавливания установленных фиксаторов диаметром 8,4 мм и 8,2 мм после релаксации до 20 тыс. часов; - определение температурного и напряженно-деформированного состояния витков компенсирующей части фиксатора при установке, контроле герметичности, выходе на мощность после установки его в твэл и в процессе эксплуатации с учетом ползучести; - определение усилия поджатия компенсирующей части при установке, контроле герметичности, выходе на мощность и в процессе эксплуатации с учетом ползучести материалов. 2. Основные требования к пружинным фиксаторам Для исключения появления осевых зазоров в топливном столбе твэла, набранном из топливных таблеток, в процессе транспортно-технологических операций (ТТО) и при установке твэла в активную зону реактора используется фиксатор топливного столба. С 2000 г. осуществлен переход на изготовление твэлов с пружинными фиксаторами.. Его особенность заключается в использовании двух групп витков: компенсирующей и фиксирующей (см. рисунок 2). Компенсирующая группа витков является основным рабочим элементом фиксатора. Она должна обеспечивать необходимое усилие поджатия топлива, что гарантировало бы топливный столб от разуплотнения в процессе всех технологических операций, включая транспортировку, загрузку в реактор и процесс эксплуатации. Фиксирующая группа витков должна обеспечивать гарантированное заклинивание фиксатора в оболочке с тем, чтобы избежать перемещения фиксатора в оболочке при технологических операциях, транспортировке, загрузке в реактор и в процессе эксплуатации. Пружинные фиксаторы подобного типа способны поджимать топливный столб не только в процессе изготовления и транспортировки, но и в процессе эксплуатации в реакторе при перестановках ТВС. Опыт эксплуатации пружинных фиксаторов за последние годы показал их высокую надежность и работоспособность. К настоящему времени эта конструкция фиксатора показала хорошие эксплуатационные характеристики в реакторных условиях. На основании расчетно-конструкторского опыта проектирования твэлов фиксатор можно считать работоспособным, если он удовлетворяет следующим требованиям: 1. Не допускает появления разрывов топливного столба при технологических операциях, транспортировке, загрузке в реактор, для чего остаточное усилие поджатия топливного столба с установленным фиксатором должно превышать вес топливного столба не менее чем на 20 % и сохраняться при выходе твэла на мощность с учетом реального температурного поля в фиксаторе. 2. При работе в реакторе усилие поджатия должно сохраняется на достаточном уровне, для предотвращения появления разрывов топливного столба в процессе перегрузок. 3. Усилие поджатия топливного столба при установке фиксатора в твэл не должно превышать 150 Н. Эта величина задана исходя из условия сохранности таблеток. 4. После установки фиксатора в твэл не допускается смещение фиксирующей группы витков относительно оболочки в течение всего срока службы. 5. Пружинный фиксатор (фиксирующая группа витков) не должен создавать в оболочке опасных напряжений. 6. Иметь минимальный объем с целью эффективного использования объема газосборника и экономии материала. 7. Быть технологичным в изготовлении и обеспечивать простоту его установки в твэл. 2 Для выполнения сформулированных выше требований к материалу пружинного фиксатора (проволока) в состоянии финишной термомеханической обработки предъявляются следующие требования: - материал фиксатора должен быть совместим с материалом оболочки и топливом при всех технологических операциях, в рабочих условиях и в условиях проектных аварий; - материал фиксатора должен обладать достаточной пластичностью; - материал фиксатора должен быть термостойким, так как его рабочая область температур колеблется в пределах 350 - 600 °С; - материал фиксатора должен обладать радиационной стойкостью в течение срока службы твэлов; - материал фиксатора должен быть промышленно освоен и обладать приемлемой стоимостью. 3. Моделирование поведения фиксирующей части фиксатора твэла ВВЭР-440 3.1 Конструкция фиксатора С учетом перечисленных выше требований проводится моделирование поведения фиксирующей части фиксатора твэла ВВЭР-440 с диаметрами 8,4 и 8,2 мм, фрагмент чертежа которого №447.00.013-02 и виртуальный образ с компенсирующей и фиксирующей частями представлены на рисунках 1 и 2. Для диаметра фиксатора 8,4 мм проводится предварительное сравнение с экспериментальными данными. Рисунок 1. Фрагмент фиксатора №447.00.013-02 чертежа Рисунок 2. Виртуальный образ пружинного фиксатора ВВЭР-440 3.2. Лабораторные испытания фиксатора Испытанию были подвергнуты фиксаторы 447.00.013-02, изготовленные ОАО МСЗ (партия 00112, паспорт № 34-70-2009 от 10.12.2009 г.). Из предоставленных 30 фиксаторов для испытаний отобрали фиксаторы с минимальными и максимальными значениями наружного диаметра фиксирующей части (по 5 фиксаторов). Измерения 3 диаметров проводили в 2-х взаимно перпендикулярных направлениях с помощью штангенциркуля 551-201-50 фирмы Mitutoyo (инструментальная погрешность 0,03 мм). Направление губок штангенциркуля при проведении измерений – по оси фиксатора. Результаты измерений наружного диаметра фиксирующей части; - число измерений\фиксаторов 60\30 - минимум 8,25 мм; - максимум 8,38 мм; - среднее 8,32 мм; - СКО 0,03 мм. Образцы оболочек для проведения испытаний нарезали длиной 110 мм из трубы 9,1х7,93х2572 Э110 ТУ 001.392-2006 (партия 132-0815-02). Измерения внутреннего и наружного диаметров образцов до испытаний проводились на расстоянии 30….35 мм от торца, со стороны которого будет располагаться фиксирующая часть, с помощью нутромера 468-961 и микрометра 293-230 фирмы Mitutoyo с инструментальными погрешностями соответственно 0,002 мм и 0,001 мм. Результаты измерений образцов представлены в таблице 1 рисунка 3.Там же приведены результаты измерений наружного диаметра фиксирующей части у 10 отобранных для испытаний фиксаторов и расчетный натяг (разница наружного диаметров фиксирующей части и внутреннего диаметра образца), возникающий при вставке фиксатора в соответствующий образец [1]. Рисунок 3. Геометрические размеры образцов и фиксаторов до испытаний Рисунок 4. Диаграммы вставки фиксаторов в образцы Вставку фиксатора в образец и последующее испытание на сдвиг фиксирующих витков проводили на разрывной машине ИР 5169-50 (погрешность измерителя силы 1% от измеряемой величины, погрешность измерителя перемещений 0,5 мм) с регистрацией показаний и построением графика «перемещение-усилие» на ПЭВМ. Для вставки фиксатора использовали приспособление-шток, аналогичное штатному приспособлению 4 3062.0668-01. При испытании фиксатора на сдвиг усилие на компенсирующие витки передавалось через стальной имитатор таблетки (диаметр 7,8 мм, длина 10 мм). Скорость подачи подвижной траверсы во всех экспериментах устанавливали равной 20 мм/мин [1]. Диаграмма вставки фиксаторов в образцы оболочки представлена на рисунке 4, а диаграммы сдвига − на рисунке 5. Рисунок 5. Диаграмма испытаний на сдвиг фиксаторов в образцах Рисунок 6. Виртуальный образ исходного состояния установочных штоков, фиксатора и оболочки 3.3. Постановка задачи, принятый режим работы, допущения и виртуальный образ исследуемого участка Моделируется установка установочным штоком трех фиксирующих витков фиксатора со средними установочными размерами, с одним переходным и двумя витками компенсирующей части с размерами согласно чертежу (рисунки 1, 3) в участок оболочки твэла размером 6 см, соответствующий штатному чертежу, с последующим выдавливанием выдавливающим штоком. В целях сокращения ресурсов установочный и выдавливающий штоки формируются с применением абсолютно твердых поверхностей в соответствии с их конструктивными параметрами. Движение установочных штоков регулируется с применением опции Position, контролирующей время и координаты конца процесса установки или выдавливания. Фиксатор и оболочка принимаются идеально круглыми. При этом учитывается анизотропия пластичности оболочки по модели Хилла. Трение с коэффициентом 0.3 учитывается между фиксатором и оболочкой и между фиксаторами и риджид-штоками. Из-за малого временного интервала процесса установки ползучесть фиксирующей части и оболочки не рассматривается. Процесс моделирования разбивается на три этапа: 5 - установка фиксатора в участок оболочки риджид-штоком; - вывод штока и само-доустановка фиксируюшей части в оболочке за счет сил упругости; - выдавливание фиксатора из оболочки нижним риджид-штоком. Принятие подобной консервативной схемы отвечает реальным возможностям моделирования установки фиксатора на данном этапе понимания и освоения этой новейшей компьютерной технологий. Построение виртуальных установочных штоков и оболочки участка твэла проводилось средствами пре-, пост-процессора MSC. Mentat Marc, а построение виртуального образа фиксатора проводилось с применением языка PYTHON v 2.5. и разработанного на его основе программного модуля Fixator.py для построения виртуального образа с любыми конструктивными параметрами. На рисунке 6 представлен виртуальный образ исходного состояния установочных штоков, фиксатора и оболочки перед началом техпроцесса установки фиксатора в оболочку. 3.4. Теплофизические и механические свойства включенных в модель материалов Теплофизические и механические свойства сплава 110 и фиксатора, используемые при моделировании, представлены на рисунках 7, 8 в таблицах. Рисунок 7. Теплофизические и механические свойства сплава 110 Рисунок 8. Теплофизические и механические свойства фиксатора из стали 12Х18Н10Т 6 3.5. Результаты моделирования установки На рисунках 9-12 представлен процесс установки фиксатора диаметром 8,4 мм установочным штоком с получаемыми значениями эквивалентных напряжений. На рисунках 13, 14 представлены окружные напряжения в оболочке после установки фиксаторов диаметром 8,4 и 8,2 мм, из которого видно, что максимальные значения не превышают 80 МПа и 50 МПа соответственно. Рисунок 9. Распределение эквивалентных напряжений в начале установки фиксатора, МПа Рисунок 11. Распределение эквивалентных напряжений установки фиксатора, МПа в конце Рисунок 10. Распределение эквивалентных напряжений в процессе установки фиксатора, МПа Рисунок 12. Распределение эквивалентных напряжений после вывода штока и самодоустановки фиксатора, МПа 7 Рисунок 13. Распределение окружных напряжений (МПа) в оболочке после вывода штока и самодоустановки фиксатора диаметром 8.4 мм Рисунок 15. Экспериментальные значения усилия при установке фиксатора в оболочку, Н Рисунок 14. Распределение окружных напряжений (МПа) в оболочке после вывода штока и самодоустановки фиксатора диаметром 8.2 мм Рисунок 16. Расчетные значения усилия при установке фиксатора в оболочку, Н 8 На рисунках 15-16 представлено сравнение экспериментального и виртуального усилий при установке фиксатора ВВЭР-440 диаметром 8,4 мм, из которого видно хорошее совпадение экспериментальных и расчетных значений. 3.6. Результаты моделирования экспериментального и виртуального выдавливания На рисунках ниже представлены в сравнении экспериментальные и виртуальные кривые выдавливания фиксатора при различных опциях, регулирующих класс задачи, алгоритмы контактного взаимодействия и функционирования сольвера. Анализ показал, что для моделирования процесса выдавливания наиболее предпочтительна статическая опция Structural Creep, приводящая к наименьшим осцилляциям по сравнению с применением опции Transients Dinamics. Представлены кривые, наиболее соответствующие экспериментальной кривой по параметрам величины и формоизменения. На рисунках 17-18 представлен процесс выдавливания фиксатора виртуальным риджид-штоком со значениями эквивалентных напряжений при следующем подборе опций….contact table: distance tolreance 0.005,bias factor-0.95,frictional coeff.0.35;numerical criteria:increment-5,time step increase fact.-1.2;contact control:friction coulombarctangent;advance control:def-def method,double-side,separation criter~force . Выдавливание производилось до касания с верхним риджид-штоком и смятия всех четырех витков. На рисунке 19 представлено экспериментальное усилие выдавливания фиксатора, а на рисунке 20 изменение значений виртуального усилия, соответствующего тому же набору опций и хорошо совпадающего по максимальным значениям. Видно, что виртуальное выдавливание при используемых опциях контактного взаимодействия идет со значительной осцилляцией, но неплохо совпадает с экспериментальными значениями. На рисунках 20-21 представлены виртуальные усилия также наиболее близкие и по форме и по значениям к экспериментальным, но с другими наборами опций, регулирующих класс задачи, алгоритмы контактного взаимодействия и функционирования сольвера. Также видно неплохое совпадение и наличие осцилляции. Осцилляция может быть вызвана грубостью сетки конечных элементов оболочки по высоте или малым количеством витков компенсирующей части – в нашем случае 2.5 витка, вместо 14-ти. Нужно учитывать, что при давлении экспериментального штока на фиксирующую часть через 14 витков компенсирующей части последняя сама по себе представляют прекрасный демпфер и смягчает выдавливание фиксирующих витков. Но эта особенность требует дальнейшего исследования. Поэтому в отличие от режима установки, где получаются хорошие совпадения с экспериментальными кривыми, для режима выдавливания можно говорить пока лишь об удовлетворительном совпадении с экспериментальными значениями и рассматривать этот режим лишь с точки зрения оценки возможных максимальных возникающих усилий. Тем не менее предложенная методика моделирования поведения фиксирующей части фиксаторов для ресурсоограниченных настольных ПК уже является достижением. т.к ни на какой другой компьютерной технологии сравнить установочные характеристики различных фиксаторов расчетным путем пока не удается. 9 Рисунок 17. Распределение эквивалентных напряжений в начале процесса выдавливания фиксатора, МПа Рисунок 19. Экспериментальная диаграмма сдвига фиксаторов диаметром 8,4 мм Рисунок 18. Распределение эквивалентных напряжений в конце процесса выдавливания фиксатора, МПа Рисунок 20.Виртуальный сдвиг с применением опций---. . contact table:distance tolreance -0.0,bias factor-0.0,frictional coeff.-0.35;numerical criteria:damping enegy rate, damping ratio0.0002;contact control: friction type shear,model bilinear(displacement);advance control: def-def method,doubleside,separation criter~stress,separation stress-0.1; loadecase result incr.-10. 10 Рисунок 21. Виртуальный сдвиг с применением опций---. contact table:distance tolreance Рисунок 22. Виртуальный сдвиг с применением опций --- contact table:distance tolreance 0.003,bias factor-0.95,frictional coeff.-0.20;numerical criteria:damping enegy rate,damping ratio-0.0002;contact control:friction type shear,model bilinear(displacement);advance control: def-def method,double-side,separation criter~stress,separation stress-0.1; loadecase result incr.-10. 0.002,bias factor-0.95,frictional coeff.-0.20;numerical criteria:damping enegy rate,damping ratio-0.0002;contact control:friction type shear,model bilinear(displacement);advance control: def-def method,double-side,separation criter~stress,separation stress-0.1 На рисунках 20-22 представлены изменения виртуального усилия выдавливания при моделировании процесса выдавливания фиксатора ВВЭР-440 диаметром 8.4 мм с подбором опций, дающих наилучшие совпадения по максимальным экспериментальным значениям, представленным на рисунке 19. Видно удовлетворительное совпадение результатов эксперимента и моделирования на компьютерной технологии MSC. MARC . 3.7. Результаты сравнительного моделирования релаксации установленных фиксаторов и виртуального выдавливания после релаксации Совместимость опции Transients Dinamics и статической опции Structural Creep позволяет с применением опции Prev. State передать в опцию Structural Creep значения напряженно-деформированного состояния оболочки с установленным в нее фиксатором и затем, уже с применением этой опции, исследовать напряженно-деформированное состояние в процессе и после релаксации, определяя остаточные фиксирующие способности фиксаторов при выдавливании риджид-штоком. Для сравнительного моделирования релаксации установленных фиксаторов диаметром 8,4 и 8,2 мм выбраны опции управления алгоритма контактного взаимодействия, соответствующие полученной кривой выдавливания, представленной на рисунке 20. Законы ползучести принимались в соответствии с данными таблицы рисунков 7, 8 при времени релаксации 20 тыс. часов [2]. На рисунках 23, 24 представлены окружные напряжения в оболочке после релаксации напряжений в течении 20 тыс. часов фиксаторов диаметром 8,4 и 8,2 мм, из которого видно, что максимальные значения не превышают 10 МПа и 6 МПа, соответственно. Как видно из сравнения напряжений после установки и после релаксации до 20 тыс. час, окружные напряжения значительно снижаются. 11 Следующий численный эксперимент моделирования выдавливания проработавших ресурс фиксаторов показывает их фиксирующие способности после релаксации 20 тыс. часов. На рисунке 25 представлен процесс выдавливания фиксатора диаметром 8.4 мм виртуальным риджид-штоком со значениями эквивалентных напряжений после релаксации. Выдавливание производилось до срыва фиксатора и касания с верхним риджид-штоком после смятия первых двух витков. Процесс выдавливания фиксатора диаметром 8,2 мм аналогичен. На рисунках 27, 28 представлены виртуальные кривые выдавливания в зависимости от перемещения виртуального штока, отработавших 20 тыс. часов фиксаторов. Видно, что абсолютные значения в среднем в 2-3 раза ниже, чем до релаксации, и для выдавливания отработавшего фиксатора с фиксирующей частью диаметром 8,4 мм в среднем требуется усилие на 50Н большее, чем для фиксатора с диаметром 8,2 мм. Рисунок 23. Распределение окружных напряжений (МПа) в оболочке после вывода штока и релаксации конструкции с фиксатором диаметром 8.4 мм до 20 тыс. час Рисунок 24. Распределение окружных напряжений (МПа) в оболочке после вывода штока и релаксации конструкции с фиксатором диаметром 8.2 мм до 20 тыс. час 12 Рисунок 25. Распределение эквивалентных напряжений (МПа) в момент срыва фиксатора диаметром 8,4 мм при выдавливании после релаксации 20 тыс. час Рисунок 26. Виртуальный образ газосборника с фиксатором и таблеткой для моделирования поведения компенсирующей части Рисунок 27. Изменение виртуального усилия выдавливания при моделировании процесса выдавливания фиксатора ВВЭр-440 диаметром фиксирующей части 8,4 мм после релаксации 20 тыс.часов Рисунок 28. Изменение виртуального усилия выдавливания при моделировании процесса выдавливания фиксатора ВВЭр440 диаметром фиксирующей части 8,2 мм после релаксации 20 тыс.часов 13 Характерный пик на рисунках 27, 28 соответствует усилию выдавливания в момент срыва фиксатора. 4. Моделирование поведения компенсирующей части фиксатора 4.1 Конструкция фиксатора С учетом перечисленных выше требований проводится моделирование поведения компенсирующей части фиксатора твэла ВВЭР-440. Фрагмент чертежа и виртуальный образ с компенсирующей и фиксирующей частями представлены на рисунках 1, 26. 4.2. Постановка задачи, принятый режим работы, допущения и виртуальный образ исследуемого участка. Совместимость опции Thermal/structural-trans/Creep с опцией Structural Creep позволяет провести полное исследование поведение компенсирующей части фиксатора в процессе эксплуатации. Решением связанной термомеханической мультиконтактной задачи моделируется поджатие при изготовлении, контроле герметичности, при выходе на мощность и при эксплуатации твэла (релаксации) до 10 тыс. час холодной и горячей таблеткой топлива 14-ти компенсирующих витков фиксатора, находящегося в оболочке длиной около 10 см [3], со средними установочными размерами, представленными на рисунках 1, 2, 26 и в таблице 1. Моделирование поджатия при изготовлении, режиме контроля герметичности и выхода на мощность осуществляется с использованием опции Thermal/structuraltrans/creep, а поджатие в процессе эксплуатации − с учетом ползучести с применением опции Structural/Creep. Перемещение таблетки в сторону компенсирующей части осуществляется с использованием опции FIXED DISPLACEMENT. При этом поджатие при изготовлении моделируется перемещением холодной таблетки от 0 до 2,4 см, поджатие при контроле герметичности − с 2.4 до 2.5 см, поджатие с выходом на мощность перемещением уже нагревающейся таблетки с 2,5 до 3,7 см, а поджатие за счет распухания топлива в процессе эксплуатации до 10 000 час моделируется перемещением 14 нагретой таблетки еще на 0.5 см с учетом закона ползучести фиксатора, представленного в таблице на рисунке 7 [2]. В целях сокращения ресурсов вычислений ползучесть таблетки и оболочки принимаются минимальными. Также не учитывается взаимодействие фиксирующей части фиксатора с оболочкой и в месте переходных витков; на перемещение фиксатора накладывается ограничение по всем координатам. Трение с коэффициентом 0.3 учитывается между фиксатором и оболочкой и между фиксаторами и топливной таблеткой. Процесс моделирования разбивается на четыре этапа: − поджатие холодной компенсирующей части холодной топливной таблеткой на величину, соответствующую начальному усилию поджатия до 2,4 см, с нулевой плотностью энерговыделения таблетки; − контроль герметичности, при котором оболочка с фиксатором нагревается до 280 ºС и охлаждается до 20 ºС за 2 часа; − поджатие до 3,7 см нагревающейся компенсирующей части за счет соприкосновения с перемещающейся топливной таблеткой с плотностью энерговыделения таблетки, поднимающейся от нуля до 260 вт/см3. − поджатие до 4,2 см и релаксация компенсирующей части в процессе работы за счет распухания топлива до 10000 час с температурой таблетки и фиксатора, соответствующему значениям предыдущего этапа вычислений. Для первых трех этапов решается нелинейная связанная нестационарная термомеханическая мультиконтактная задача с применением опции Thermal/structuraltrans/static -Coupled. Значения, полученные на третьем этапе вычислений с применением опции Previous Analysis State, передаются для продолжения вычислений на четвертом этапе вычислений уже с применением опции Structural Creep для учета ползучести. Моделирование проводится с применением около 15 тыс. кубических и прямоугольных трехмерных элементов типа 7. Принятие подобной консервативной схемы отвечает реальным возможностям полномасштабного моделирования поведения фиксатора на данном этапе понимания и освоения этой новейшей компьютерной технологии. Построение виртуального образа таблетки и оболочки участка твэла проводилось средствами пре-, пост-процессора MSC. Mentat Marc, а построение виртуального образа фиксатора проводилось с применением языка PYTHON v 2.5. и разработанной на его основе программного модуля Fixator.py для построения виртуального образа с любыми конструктивными параметрами. На рисунке 26 представлен виртуальный образ исходного состояния фиксатора, оболочки и таблетки перед началом техпроцесса поджатия. 4.3 . Результаты моделирования поджатия компенсирующей части На рисунках 29-32 представлен процесс поджатия со значениями температур компенсирующей части фиксатора сначала холодной таблеткой до величины поджатия 2,4 см, при контроле герметичности до 2.5 см, а затем уже нагретой таблеткой, имитирующей режим выхода на мощность до уровня поджатия 3,7 см. На рисунках 33-34 представлены касательные напряжения в начале и в конце последнего этапа поджатия компенсирующей части фиксатора за счет распухания топлива, из которых видно, что за время релаксации в 10000 часов напряжения уменьшаются почти в 2 раза. Из рисунка 32 видно, что несколько витков фиксатора около таблетки из-за повышенной температуры пластически деформируются. На рисунке 35 представлено изменение усилия поджатия компенсирующей части фиксатора после установки, контроля герметичности и выхода на мощность, которая достигает величины около 50 Н. На рисунке 36 представлено изменение усилия поджатия при работе до 10 тыс. часов с учетом ползучести, из которого видно, что за это время усилие поджатия падает до значения 23 Н. 15 Рисунок 29. Исходное состояние фиксатора Рисунок 31. Распределение температур при контроле герметичности 40-ой минуте контроля герметичности при поджатии фиксатора до 2,5 см Рисунок 30. Поджатие фиксатора до 2,4 см Рисунок 32. Распределение температуры при поджатии фиксатора до 3,7 см 16 Рисунок 33. Распределение касательных напряжений после выхода на мощность при поджатии фиксатора до 3,7 см, МПа Рисунок 34. Распределение касательных напряжений при поджатии фиксатора до 4,2 см с учетом ползучести, МПа Рисунок 35. Изменение усилия поджатия компенсирующей части фиксатора при холодном поджатии при изготовлении, при контроле герметичности и выходе на мощность, кг 17 Рисунок 36. Изменение усилия поджатия компенсирующей части фиксатора со значения выхода на мощность при эксплуатации до 10 000 часов, кг 5. Заключение Проведена отработка методики создания исполняемых файлов (.mud) итерфейса пользователя MSC. Mentat Marc для моделирования поведения фиксирующей и компенсирующей частей фиксатора твэлов. Проведенные исследования с различными вариантами исполняемых файлов показывают принципиальную возможность моделирования поведения фиксирующей и компенсирующей частей фиксатора по частям, а после освоения распараллеливания или перехода на более мощные ПК с процессорами типа Экстрим возможность и полномасштабного моделирования всей конструкции фиксатора. Таким образом, исследование возможностей компьютерной технологии MSC. MARC 2010 для моделирование поведения пружинного фиксатора твэла ВВЭР-440 показывают принципиальную возможность ее использования для решения проектной задачи фиксаторов пружинного типа. Список литературы 1. Техническая справка о результатах лабораторных испытаний пружинных фиксаторов447.00.013-02 для РК-3, ЦНИЛ, исх. №58-07.446 от 16.03.2010. 2. Физика и механика деформации и разрушения, МИФИ, Выпуск 9, Москва, Энергоиздат, 1985. 3. Расчетное обоснование работоспособности пружинного фиксатора из стали 12Х18Н10Т для твэла II поколения реактора ВВЭР-440, отчет ВНИИНМ, инв. № 11204, 2008 г. 18