1 003224 2 Изобретение относится к блокам, распо-
реклама

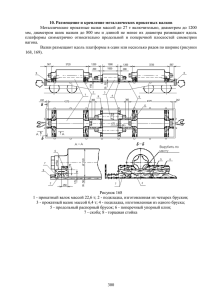
1 Изобретение относится к блокам, расположенным в окнах станин горячепрокатных клетей, с предусмотренными в качестве гибочного устройства гидравлическими цилиндропоршневыми узлами, которые через направляющие элементы способны передавать на подушки рабочих валков изгибающие усилия. В частности, у горячепрокатных клетей зарекомендовало себя расположение гибочных устройств для рабочих валков в блоках, которые размещены, преимущественно, на отдельных участках в выемках стоек станин. Трудности возникали при конструировании, поскольку от гибочных устройств требуются как положительные, так и отрицательные усилия, а также, кроме того, рабочие валки должны иметь возможность перемещения в осевом направлении относительно друг друга. Критическим фактором при этом является еще и потребность в площади для гибочных устройств, которая ограничивает возможности для размещения опор опорных валков. В DE 19536042 А1 раскрыто направляющее устройство для четырех или более валковых холоднопрокатных клетей, которое обходится одним гибочным цилиндром с каждой стороны подушек. Осевое перемещение валков обеспечивается за счет того, что гибочные блоки установлены с возможностью перемещения в неподвижно установленных в окнах станин осевых направляющих. Эти направляющие сильно ограничивают окна станин. Перенос решений, найденных для холоднопрокатных клетей, практически невозможен для горячепрокатных станов, поскольку создаваемые здесь максимальные усилия более чем в 3 раза превышают усилия, необходимые при холодной прокатке. В частности, оказывается, что при рассматриваемых рабочих давлениях каждый гидравлический цилиндро-поршневый узел не может создавать усилия нужного размера, поэтому для горячепрокатных клетей блоки, содержащие гибочные устройства, имели сложную конструкцию и снабжались определенным числом, например шестью-двенадцатью, параллельно работающих цилиндро-поршневых узлов, т.е. до 24 цилиндро-поршневых узлов на клеть. Следующим недостатком известных решений было то, что требовались гибочные устройства настолько больших габаритов, что свободное размещение опорных валков становилось невозможным и, например, приходилось отказываться от опор Моргойла и использовать опоры качения. Поэтому задачей изобретения является создание гибочных устройств для рабочих валков описанного выше рода, которые способны создавать с помощью цилиндро-поршневого узла необходимые рабочие усилия, при этом их габариты настолько малы, что обеспечивается простое размещение в предусмотренных в окнах 003224 2 станин блоках и остается гарантированным свободный выбор опор для опорных валков. Эта задача решается посредством признаков п.1 формулы изобретения. Они обеспечивают конструкцию гибочных устройств, которые лишь умеренно сужают окно станины и, тем самым, оставляют достаточно места как для подушек опорных валков, так и их опор. Целесообразные, изобретательские и предпочтительные признаки объекта по п.1 формулы изобретения охарактеризованы в зависимых пунктах. Ниже изобретение поясняется более подробно с помощью описания примера выполнения, представленного на чертеже. На чертеже изображена стойка 1 станины горячепрокатной клети, снабженная изображенным в вертикальном разрезе гибочным устройством 2. Основные компоненты этого гибочного устройства 2 установлены в полом цилиндрическом корпусе 3. Вертикально перемещаемый напорный цилиндр 4 содержит в своей верхней, расширенной и направляемой в корпусе 3 части поршень 5, шток 6 которого проходит в нижней, выполненной также с меньшим диаметром части напорного цилиндра 4 в гильзе 7 пуансона, которая, в свою очередь, также проходит через изнашивающиеся поверхности 8 корпуса 3. Шток 6 проходит через фланец гильзы 7 пуансона и опирается на него посредством нажимного кольца 9, тогда как удерживаемая концевой пластиной 10 концевая втулка 11 способна передавать тянущее усилие штока 6. Концевая пластина 10 снабжена боковым, входящим в выемку гильзы 7 пуансона носиком, который вместе с соединенным с ним пальцем служит предохранителем от проворачивания поршня 5 и штока 6. С торцом напорного цилиндра 4 и с нижней частью гильзы 7 пуансона соединена направляющая 12 и 13 соответственно, которая оперта назад и ориентирована в окне станины посредством вертикальных изнашивающихся пластин 14, 15. Рабочие валки 16, 17 горячепрокатной клети, выполненной в виде клети кварто, установлены в не показанных на чертеже опорах подушек 18, 19. Эти подушки снабжены выступами 20, 21, которые входят в пазы 22, 23 направляющих вбок выступами 12, 13 и посредством нажимных пластин 24 опираются на боковые стороны пазов 22, 23. Выступ 21 снабжен дополнительной нажимной пластиной 25, по которой при замене выдвигают весь комплект рабочих валков. Работа устройства осуществляется следующим образом. Выступ 20 подушки 18 посредством своих нажимных пластин 24, опирающихся на боковые стороны паза 22, удерживает направляющую 12 на соответствующей рабочему валку 16 высоте, тогда как положение рабочего валка 17 через выступ 21 и его нажимные пластины 24, 3 опирающиеся на боковые стороны паза 23, определяет высоту направляющих 13. С направляющей 13 соединены втулка 7 пуансона и шток 6 поршня 5, тогда как направляющая 12 свинчена с напорным цилиндром 4. Это означает, что за счет положения подушек 18, 19 определяют также положение поршня 5 в напорном цилиндре 4. В соответствии с использованным регулированием в верхней и/или нижней из образованных в напорном цилиндре 4 камер устанавливают давление и, тем самым, соответственно нагружают поверхности поршня 5 двойного действия. Созданные в результате этого на поверхностях поршня усилия подают к направляющим 12, 13, вертикально перемещаемым по направляющим поверхностям напорного цилиндра 4 и гильзы 7 пуансона в корпусе 3, и нагружают подушки 18, 19 через выступы 20, 21 с требуемым натяжением. Для замены рабочие валки 16, 17 приподнимают с помощью подъемной шины 28, причем нижняя подушка 19 своей предусмотренной на выступе 21 нажимной пластиной 25 опирается на подъемную направляющую 28. Для замены валков целесообразно и известно, что части гибочного устройства фиксируют в их предусмотренном для замены валков положении, с тем чтобы после выдвигания валка его можно было снова вдвинуть без дополнительных настроек. В примере выполнения здесь предусмотрен установленный в выемке стойки 1 гидроцилиндр 29, поршень 30 которого снабжен центрирующим пальцем 31. На чертеже этот палец изображен в фиксирующем положении, в котором поршень 30 выдвинут, а палец 31 вдвинут в выемку направляющей 12, удерживая ее на постоянной высоте. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Горячепрокатная клеть с блоками, расположенными в окнах станин, содержащими ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ 1 – стойка, 2 – гибочное устройство, 3 – корпус, 4 – напорный цилиндр, 5 – поршень, 6 – шток, 7 – гильза пуансона, 8 – нажимное кольцо, 10 – концевая пластина, 11 – концевая втулка, 12 – направляющая, 13 – направляющая, 14 – изнашивающиеся пластины, 15 – изнашивающиеся пластины, 003224 4 предусмотренные в качестве гибочных устройств гидравлические цилиндропоршневые узлы, которые через направляющие способны передавать на подушки рабочих валков изгибающие усилия, отличающаяся тем, что каждый блок снабжен гидравлическим цилиндропоршневым узлом (4, 5) двойного действия, оба конца которого соединены с направляющими (12, 13), при этом направляющие (12, 13) посредством направляющих пазов (22, 23), обеспечивающих осевое перемещение рабочих валков (16, 17), охватывают с обеих сторон свободные концы выступов (20, 21) подушек (18, 19) рабочих валков. 2. Блок, установленный в окне станины горячепрокатной клети по п.1, отличающийся тем, что он выполнен в виде корпуса (3), имеющего поверхности для опоры изнашивающихся планок подушек (18, 19) рабочих валков, при этом внутри корпуса (3) с возможностью вертикального перемещения установлены напорный цилиндр (4) цилиндропоршневого узла и передающий элемент (гильза 7 пунсона), который захватывает шток (6). 3. Блок по п.2, отличающийся тем, что направляющая (12) соединена с напорным цилиндром (4), а направляющая (13) - с передающим элементом (гильза 7 пунсона). 4. Блок, установленный в окне станины горячепрокатной клети по любому из пп.1-3, отличающийся тем, что направляющие (12, 13) своими сторонами, направленными противоположно выступам (20, 21) подушек (18, 19), опираются на вертикальные изнашивающиеся пластины станины. 5. Блок, установленный в окне станины горячепрокатной клети по любому из пп.1-4, отличающийся тем, что направляющая (12) снабжена регулирующим устройством, снабженным пальцем (31), имеющим возможность вдвигаться в выемку направляющей (12). 16 – рабочий валок, 17 – рабочий валок, 18 – подушка, 19 – подушка, 20 – носик, 21 – носик, 22 – паз, 23 – паз, 24 – нажимная пластина, 25 – нажимная пластина, 26 – подушка, 27 – нижний опорный валок, 28 – подъемная направляющая, 29 – гидроцилиндр, 30 – поршень, 31 – палец. 5 003224 Евразийская патентная организация, ЕАПВ Россия, 109012, Москва, Малый Черкасский пер., 2/6 6