гомогенные модульные системы мехатронного типа с роботами
advertisement

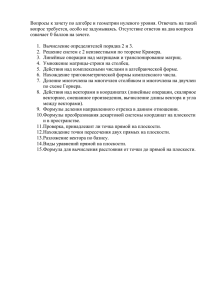
ГОМОГЕННЫЕ МОДУЛЬНЫЕ СИСТЕМЫ МЕХАТРОННОГО ТИПА С РОБОТАМИ ДЛЯ ПРОМЫШЛЕННОСТИ В.Д.Даровских Кыргызский Государственный Технический Университет имени И.Раззакова vdarovskih@inbox.ru Достичь технико-экономических преимуществ и эффективности управления мехатронных систем возможно при сокращении трудоемкости их проектирования унификацией и типизацией элементов, связей и интерфейсов; наделении их способностью интенсивной смены структурного разнообразия в специализированную машину под конкретную технологическую задачу без функциональной избыточности; задании удовлетворительной надежности от активно вводимых, заимствованных или восстанавливаемых ресурсов в эксплуатационном режиме и без необходимости в останове процессов. Иными словами, разнообразие систем должно снижаться, а их распространенность в виде типовых решений увеличиваться. Это следствие согласуется с объективными закономерностями развития систем любого вида и систематически приводит к необходимому результату. Основное противоречие в таком инновационном совершенствовании есть не что иное, как необходимость преобразования оригинальных разработок до типового уровня без потери их инновационной сущности. Разрешение противоречия требует естественно, в первую очередь, изобретательности разработчиков. Для удовлетворения объективным закономерностям предлагается создавать и модернизировать модули движения, вводить в них информационные устройства и получать мехатронные модули движения, которые посредством самонастраивающихся систем управления преобразовывать в интеллектуальные мехатронные модули [1]. То есть, необходимо умело развивать складывающийся в мехатронике целевой механизм проектирования, в основе которого исполняется логическая цепь последовательных заключений: нет модулей движения, не появятся и мехатронные модули движения, а без последних - и интеллектуальные мехатронные модули. Одним из способов технического развития сложилась и является поэтапная модернизация производства и его процессов. При этом ресурсные издержки и трудоемкость достижения минимальных преимуществ перед аналогами не отличается от вложений в оригинальные и прогрессивные проекты. После модернизации технологические системы не вписываются в существующие и действующие в данный момент времени стадии логистики и инфраструктуры отрасли и региона или на поддержание последних нет социальных заказов. У них растут конструктивное разнообразие и технологическая распространенность, определяющие рост издержек, падение цикловой производительности, гетерогенность номенклатуры. Возникает эффект падения коэффициента использования производства и его компонентов, оборудование простаивает, а специалисты предлагают вводить, например, резервирование (структурное, технологическое или временное) для поддержания на стабильном уровне надежности системы. В качестве базового модуля издавна [2] рекомендуется линейная организация и ее развитие в такие структурные варианты, как линейные с жесткой и гибкой межагрегатными связями и их комбинации; линейнопараллельные; параллельные с жесткой и гибкой межагрегатными связями; линейные сходящиеся, расходящиеся и перекрещивающиеся; линейные с охватом с обратной связью. Элементы всех вариантов, линейных, по сути (несмотря на модификации) структур технологических систем, как гибкие технологические ячейки – это стационарные многооперационные станки (обрабатывающие и сборочные) типового исполнения, для приспособления которых к решаемым технологическим задачам необходимы значительные ресурсы на автоматизированные проектирования объектов и технологий, транспортно-складские системы, инструментальное обеспечение, контроль, удаление отходов. Последнее активно описывается в многочисленных публикациях. Функционирование линейной, самой несовершенной из известных структур, возможно в условиях ее активной поддержки научным потенциалом. То есть, имеет место итеративное повторение прошедших этапов развития автоматических линий, но названных в недалеком прошлом гибкими, роботизированными и т.д. В данной ситуации исследования следует направлять на реализацию таких идей, как: переход от технологий, позволяющих существовать десятилетиями к технологиям, ориентированным на значительное длительное время; задание гомогенной модульной индустрии минимум в отрасли, а в идеале и в экономической системе; введение в проектные работы на фундаментальном и прикладном уровнях оценку вероятностных возможностей системы; учет структурной специфики создаваемых систем для универсализации их функциональных возможностей. Для достижения поставленных целей задан концептуальный принцип исследований с ориентацией на конечный результат, а не на регулирование [3], для чего в системе достигается стабильность и устойчивость развитием внутренних свойств при полном и не избыточном составе элементной и коммуникационной баз до уровней самоорганизации и эволюции [4,5]. Последние качества обеспечивают управляемый типоразмерный диапазон выдаваемых на выход системы объектов от одного строго детерминированного до индивидуальных “горячих” заказов. Рассматриваемые проблемы проектирования системы могут быть решены, если [5] в ее основе заложен универсальный технологический модуль как обрабатывающее устройство; универсальный модуль приспособлен к структурному развитию; функциональные свойства модуля позволяют организовать дискретно производимые объектов в непрерывные потоки; модуль оснащен генератором технологий и системой управления, информационными системами мониторинга параметров элементов и связей, а также повеления и эволюции системы в целом. При этом активность каждого модуля в структуре заключается [5] в его способности предвидеть управляющие воздействия или реакции иных модулей. Тогда модуль наделяется способностью в рамках имеющихся альтернатив выбирать свое стратегическое поведение через целенаправленное изменение структуры ради стабилизации параметров, их программного или произвольного изменения. Повеление модуля при этом может не совпадать с директивными рекомендациями. Становится очевидной актуальность новых подходов в создании проектов интеллектуальных мехатронных модулей с роботизированными устройствами. Мехатронные модули упрощают организацию кооперативного поведения системы. Каждому модули выгодно задавать способности одновременного исполнения производящих и потребляющих функций с противоположными совокупностями управлений, входов, действовать в выходов. режимах Непосредственно регулярных запусков система серий при этом изделий, способна пропускать индивидуальные заказы или полностью освобождаться от активных действий и восстанавливать работоспособность. Установлена концептуальная возможность задания качественного многообразия систем, принципиально отличающаяся от традиционной. Новым результатом явилось [5] объединение линейной и кольцевой структур в трехмерную модель, в которой введено относительное движение системы с кольцевой структурой вдоль продольной оси. Связи в структуре подобного вида реализуются мобильными многорукими роботами, из-за чего система с многосвязной структурой объективно приспособлена к активному и расширенному внутреннему информационному обмену, а впоследствии и к принципиальному наращиванию геометрических, кинематических и, соответственно, технологических возможностей и выходов во внешнюю среду. В системе выполняются комплексные технологические воздействия на изделие как изнутри, так и снаружи ее рабочего пространства, в то время как традиционные системы осуществляют эти воздействия либо только изнутри, либо только снаружи. Естественно, что в первом случае существенно расширяются модификации, конструктивные, типоразмерные параметры планируемых к выпуску изделий и функциональные возможности непосредственно производящей системы. Получено новое организационное качество, присущее системе, задавать непрерывный поток объектов производственного процесса в условиях дискретно действующих локальных технологических процессов. При этом объекту задается способность поиска рабочей позиции, готовой решить необходимую этому объекту технологическую задачу. В системе нового вида не оснастка, управление и оборудование ищут объект, а наоборот. Этот эффект стал возможен при задании производству и его компонентам многосвязной структуры. В ней уже в плоском исполнении производства каждый его компонент взаимосвязан с каждым иным из введенных в систему. Складская система, необходимая в прежде известном исполнении, исключается, упрощается процедура удаления отходов, контроль не просто упрощается, а ужесточается и ведется в параллельных с транспортными или даже с обрабатывающими операциями ситуациях. Основное технологическое оборудование нового поколения систем с многосвязной структурой гарантирует обслуживание от одного до пяти потоков одновременно, причем в последнем крайнем случае эксплуатация оборудования предпочтительней. Система инструментального обеспечения становится тождественной системе питания, что повышает уровень унификации конструкции, ускоряет процесс внедрения и снижает трудоемкость эксплуатации. Транспортная функция передается роботам, выполняющим вспомогательные операции, что повышает их уровень использования. В базовом варианте плоской многосвязной технологической системы имеются все отмеченные варианты линейных структур и более того, а в пространственном исполнении многосвязной системы преимущества значительно усиливаются. В каждой технологической цепи имеется возможность выхода в принципиально новую технологию, что характеризует прогрессивность исполнения системы, а логика управления технологическими переходами упрощается. Для успеха процесса эксплуатации гибкого производства с многосвязной структурой накоплен опыт описания ее вероятностных характеристик и свойств и получены уверенные гарантии стабильного системного функционирования от этого знания. Гибкая производственная система [6] состоит (рис.1) из концентрично расположенных относительно начала плоской системы координат х0о0у0 жестких уровней 1,2,3,…n на которых смонтированы опоры (4,5,6,7,8,9)i, где i = 1, n - есть порядковый номер жесткого концентрично расположенного уровня, мобильных транспортных средств (10,11,12,13, 14,15)i как промышленных роботов. Последние выполнены многорукими и каждая рука 16,17,18,19 каждого робота при этом выполнена с возможностью взаимодействовать с рабочими позициями 20,21,22,23, являющимися основными технологическими средствами. Рабочие позиции 20,21,22,23 установлены на расстоянии радиуса Ri от центра опоры 4,5,6,7,8,9 любого робота в координатах сопряжения окружностей друг с другом. В результате этого рабочие позиции оказываются в зоне достижения не только соответствующего им робота, но и того робота, типоразмер которого меньше или больше исходного. Независимо от количества жестких уровней 1,2,3,…n рабочие позиции, диаметрально смещенные к центру о0 системы координат х0о0у0 и обслуживаемые роботами уровня 1, выполнены с возможностью взаимодействовать с руками 24,25,26,27,28,29 робота, опора 30 которого смонтирована в центре о0. Рис.1. Гибкая производственная система многофункциональной целевой специализации Все опоры роботов, ориентированных в плоскости 31 с координатами х0о0у0, выполнены Названные мобильными оси относительно коллинеарные и о0о1,(4-41,5-51,6-61,7-71,8-81,9-91)j. осей совпадают с направлением единой оси z пространственной системы координат х0у0z гибкой производственной системы. Все опоры выполнены с возможностью вращения вокруг их центров и введенных коллинеарных осей (4-41,5-51,6-61,7-71,8-81,9-91)j и единой оси о0о1 (z) системы координат х1zу1. Из-за этого каждая рабочая позиция каждого жесткого уровня i контактирует с рукой соответствующего робота. При этом кинематическая подвижность каждой опоры роботов превышает расстояние между замыкающими плоскостями 31 (х0о0у0) и 32 (х1о1у1) расположения жестких уровней в направлении z. Загрузка системы заготовками выполняется роботом, смонтированным на опоре 30. Заготовки подводятся к рукам 24,25,26,27,28,29 этого робота питателями. Первоначально загружаются шесть рабочих позиций 231. Обработанные детали руками (16, 17, 18,19)1 уровня расположения опор (4,5,6,7,8,9)1 роботов переносятся в рабочие позиции (20, или 21, или 22 или 23)2. При этом, позиция 211 первого уровня есть позиция 232 второго уровня и т.д. Детали, изготовленные в рабочих позициях (20,21,22,23)2 перемещаются в любые рабочие позиции данного уровня, а выход на более высокий технологический уровень обеспечен через позицию 212 (233) любого модуля. Последние обслуживаются уже руками (16,17,18,19)2 роботов на опорах (4,5,6,7,8,9)2. В рабочих позициях (20,21,22,23)I любого уровня выполняются формообразующие, термические, сборочные, окрасочные, маркировочные и иные операции. Перемещения сборочных единиц и далее изделий происходит до рабочих позиций 21i конечного уровня.n. Названные позиции освобождаются устройствами внешней среды. Опоры 30, (4,5,6,7,8,9)i роботов в необходимых ситуациях перемещаются вдоль осей о1о2, (441,551,661,771,881,991)i, обеспечивая перенос заготовок, деталей, сборочных единиц, изделий или их комплектующих между плоскостями 31,…,32 базирования систем координат х0о0у0…х1о1у1 в направлении z. При этом опоры роботов, принадлежащие непосредственной плоскости 31,…,32, перемещаются в том же направлении на шаг и освобождают позиции. Запас хода в направлении ±z вдоль каждой оси за пределы замыкающих систему плоскостей 31 и 32 обеспечивает необходимое смещение опорам каждого робота в названных плоскостях на шаг за пределы системы. Освобожденные позиции используются иными роботами для материально-информационного обмена. При необходимости уменьшения трудоемкости технологической операции и упрощения ее реализации незаменим вариант [6] системы, показанной на рис.2. Она выполнена из шести рабочих позиций 1,2.3,4,5,6, смонтированных в единой плоскости и радиально на свободных концах траверс 7,8,9,10,11,12 относительно центра системы. Траверсы 7,8,9,10,11,12 равной длины установлены под углами в 600 друг к другу. Каждая траверса 7,8,9,10,11,12 с соответствующим рабочими позициями 1,2,3,4,5,6 выполнена с возможностью линейного и углового перемещений относительно оси 13– 14 системы, начинающейся в ее центре 13 и ориентированной перпендикулярно плоскости расположения рабочих позиций 1,2,3,4,5,6. Общая длина оси 13–14 системы зависит от величины дискретного шага ℓ линейного перемещения рабочей позиции и количества этих дискретных перемещений. При этом величина шага ℓ превышает габариты конкретной рабочей позиции в направлении этой оси, причем итоговая длина последней составляет 5ℓ. Позиции, задаваемые каждым дискретным шагом ℓ на оси 1314 системы, определяют уровень перпендикулярной этой оси плоскости расположения соответствующей рабочей позиции при условии их позиционирования. Установлен и минимальный шаговый угол γ поворота рабочих позиций 1,2,3,4,5,6 вокруг оси 13-14, который равен углу между траверсами 7,8,9,10,11,12 рабочих позиций и составляет 600. Рис.2. Компоновочная схема гибкой производственной системы Все рабочие позиции 1,2,3,4,5,6 снабжены шестью единицами технологических средств 15,16,17,18,19,20, расположенными в единой плоскости. Плоскости расположения рабочих позиций и оборудований совпадают. Каждое оборудование установлено радиально относительно рабочей позиции на траверсах 21,22,23,24,25,26 равной длины. Траверсы ориентированы под углами 600 друг к другу. Образованные таким образом условные равносторонние шестиугольники, в вершинах которых размещено оборудование системы, выполнены с возможностью контактировать друг с другом двумя вершинами (оборудованиями) с каждым соседним шестиугольником. Общее количество оборудований системы, расположенных в одной исходной плоскости составляет, таким образом, 24. Рабочие позиции 1,2,3,4,5,6 и общий исходный центр 13 системы снабжены модульными роботами 27,28, выполненными с возможностью линейного и углового перемещений относительно осей 13-14 системы и 1-29 рабочих позиций, которые коллинеарные. Величины рабочих линейных и угловых перемещений роботов 27 и 28 определяются введенными дискретность ℓ и шаговым углом γ. Из-за этого рабочие позиции 1,2,3,4,5,6 выполнены с возможностью последовательно базироваться в плоскостях 31,32,33,34,35,36, а их угловая ориентация в которых также переменна. Каждый модульный робот оснащен шестью руками 30, установленными с возможностью взаимодействия с каждым оборудованием и имеющими радиальную относительно осей 13-14 и 1-29 кинематическую подвижность. В исходном положении рабочие позиции 1,2,3,4,5,6 и соответствующие им оборудования 15,16,17,18,19,20 с траверсами 7,8,9,10,11,12 и 21,22,23,24, 25,26 ориентированы в единой плоскости 31. При этом количество оборудований системы равно двадцати четырем. Кинематические возможности системы не реализуются: ℓ = 0 и γ = 0. На первом этапе в результате соответствующего управления каждая (i + 1)-я рабочая позиция, где i – четный (нечетный) порядковый номер позиции, смещается линейно на шаг ℓ вдоль оси 13-14 и поворачивается в любом направлении (по или против часовой стрелки) на шаговый угол γ вокруг этой же оси. При этом рабочие позиции, например, 1,3,5 остаются в исходной плоскости 31, а рабочие позиции 2,4,6 устанавливаются в плоскости 32, причем оборудования рабочих позиций каждой плоскости также сосны. Общее число оборудований системы возрастает до тридцати шести, а в каждой плоскости готовы к эксплуатации по восемнадцать основных технологических средств. На следующем этапе позиционированию подвергаются диаметрально расположенные рабочие позиции 1-4 и 3-6, причем первая пара рабочих позиций смещается в плоскость 32 из плоскости 31, т.е. на шаг ℓ, и поворачивается на шаговый угол γ в направлении по часовой стрелке относительно оси 13-14. Вторая пара рабочих позиций при этом смещается линейно в плоскость 33 из плоскости 31, т.е. на величину 2ℓ и поворачивается на шаговый угол γ относительно той же оси, но в направлении, противоположном вращению первой пары рабочей позиции. В результате операции позиционирования общее количество оборудований в системе не изменяется и составляет тридцать шесть, а их количество в каждой плоскости равно двенадцати. В окончательном варианте позиционирования каждая рабочая позиция за исключением исходной, следующая за предыдущей, перемещается линейно вдоль оси 13-14 на дискретный шаг ℓ, а их вращение вокруг той же оси организовано на шаговые углы γ,2γ,3γ,4γ,5γ соответственно. При этом каждая рабочая позиция размещается в индивидуальной плоскости 31,32,33,34,35,36 на единой оси, а их оборудования также сосны. Это позволяет достичь тридцати единиц в системе при наличии шести оборудований в каждой плоскости. Удовлетворение условия соосности рабочих позиций и оборудований независимо от их нахождения в заданной позиции вдоль осей 13-14 и 1-29 гарантирует беспрепятственное линейное перемещение роботов 27 и 28 между плоскостями 31,32,33,34,35.36 и обслуживание всех основных оборудований. Для этого руки 30 робота 27 или 28 радиально перемещаются в рабочую зону оборудования и в обратном направлении, а далее вращаются относительно осей 13-14 и 1-29 на шаговый угол γ, который равен 600, от одного оборудования к другому. Применение способа позиционирования рабочих позиций гибкой производственной системы создает условия для организации в системе не только рабочих позиций, но и автономных участков, у которых 6,12.18,24 или 36 единиц основных технологических средств, связанных роботами. При этом количество участков варьируется от 1 до 6. Решения, вынесенные на обсуждение прошли проверку в проекте ГПС с многосвязной структурой [7] при производстве объектов на ПО Завод Арсенал (Киев). Список литературы 1. Подураев Ю.В. Мехатроника: основы, методы, применение. – М.: Машиностроение, 2006. – 256 с. 2. Шаумян Г.А. Комплексная автоматизации производственных процессов. – М.: Машиностроение, 1972. – 640 с. 3. Малинецкий Г.Г. Сценарий технологического развития России. Синергетический подход. – В кн.: Проблемы прогнозирования технологического развития. Тезисы выступлений. 3-я международная выставка “Робототехника - 2005”. – М.: ФГУ НИИ РИНКЦЭ, 2005, с. 3-7. 4. Даровских В.Д. Многосвязные ГПС. – Б.: Текник, 1999. – 102 с. Многосвязные ГПС. Информационные потоки в структуре. Ч.2. – Б.: Текник, 2000. – 82 с. 5. Даровских В.Д. Многосвязные ГПС. Теория и практика. – Б.: Текник, 2003. – 332 с. 6. Патенты 908, 909 (Кыргызская Республика). Гибкая производственная система. Способ позиционирования рабочих позиций гибкой производственной системы / В.Д. Даровских. Опубл. в б.и. № 11, 2006. 7. Патент 1613236 (СССР). Роботизированный комплекс горячей штамповки / В.Д.Даровских. Опубл. в б.и. № 46, 1990.