МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ
реклама

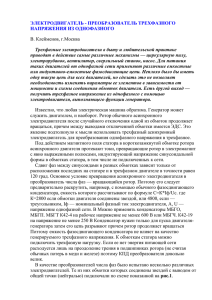
МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ УДК 621.9:663.5.002.5 В.В. Прейс, д-р техн. наук, проф., [email protected], (4872)33-24-38 (Россия, Тула, ТулГУ), Е.Н. Фролович, д-р техн. наук, (495)996-58-79) (Россия, Климовск, ОАО «КБАЛ им. Л.Н. Кошкина») КОМПОНОВКА, ПРОИЗВОДИТЕЛЬНОСТЬ И НАДЕЖНОСТЬ РОТОРНЫХ МАШИН ДЛЯ РОЗЛИВА ЖИДКИХ ПРОДУКТОВ Рассматриваются особенности и принципы компоновки, оценки производительности и надежности роторных машин для розлива жидких продуктов на этапе проектирования машин. Ключевые слова: роторная машина, технологический ротор, транспортный ротор, компоновка, производительность, надежность, жидкий продукт. В пищевой промышленности роторные машины (РМ) широко используют для фасовки жидких и вязкопластичных продуктов в штучную тару (стеклянные или пластиковые бутылки, стеклянные или металлические банки), сыпучих продуктов в пакеты или тубы; для маркировки и этикетировки тары; для изготовления пластиковой тары (бутылок, фляжек) и металлических банок; для таблетирования сыпучих продуктов [1, 2]. Принципиальное отличие РМ от других типов технологического оборудования для изготовления штучных продуктов заключается в выполнении технологических операций в процессе непрерывного транспортирования штучных продуктов (объектов) совместно с исполнительными и рабочими органами функциональных механизмов и устройств, осуществляющими заданную операцию. Исполнительные и рабочие органы располагаются по окружности непрерывно вращающегося вертикального ротора – карусели, поэтому в учебной и технической литературе РМ часто называют карусельными машинами. Выполнение технологических операций в процессе непрерывного транспортирования объектов совместно с исполнительными и рабочими органами, расположенными по окружности вращающегося вертикального ротора, определяет особенности конструирования и расчета РМ: - необходимость компоновки исполнительных и рабочих органов в виде автономных функциональных механизмов и устройств; 3 Известия ТулГУ. Технические науки. 2010. Вып. 4. Ч. 1 - обеспечение возможности компоновки технологических роторов, имеющих различное число исполнительных и рабочих органов, в единую технологическую машину; - передача технологических (рабочих) движений одновременно нескольким десяткам исполнительных и рабочих органов; - обеспечение синхронного вращательного движения всех роторов от единого привода. Структура и принципы компоновки РМ различного технологического назначения во многом аналогичны. В общем случае, РМ состоит из технологического ротора с исполнительными органами и приводом их движения; транспортных роторов, подающих штучные объекты непосредственно в технологический ротор и принимающих их из ротора; привода вращательного (транспортного) движения роторов, а также устройств для загрузки штучных объектов в РМ и их выгрузки из неё. Компоновки и цикловая производительность РМ. На рис. 1 показана типовая компоновка РМ для фасовки (розлива) жидких продуктов в штучную тару, например, стеклянные бутылки. Рис. 1. Типовая компоновка роторной машины для розлива жидких продуктов (продольное сечение): 1, 5 – транспортные роторы; 2 – фасовочное устройство; 3 – расходный бак; 4 – технологический ротор; 6, 7, 9 – зубчатые колеса; 8 – подъемный столик 4 Машиностроение и машиноведение Исполнительные и рабочие органы скомпонованы в автономные функциональные устройства и механизмы: фасовочные (дозирующие) устройства 2, которые производят наполнение бутылок жидкостью (по заданному объему или уровню), и подъемные столики 8, подающие бутылки к фасовочным устройствам. Фасовочные устройства и подъемные столики размещены на рабочих позициях (позициях розлива) по окружности непрерывно вращающегося технологического ротора (карусели) 4 с определенным шагом. Фасовочные устройства установлены в донной части расходного резервуара 3 для приема фасуемой жидкости, вращающегося вместе с ротором. Необходимые рабочие движения столикам (подъем и опускание) сообщаются от неподвижных кулачков, размещенных на станине машины. Все элементы технологического ротора 4 смонтированы на вертикальном валу, установленном в опорах качения на станине РМ. Подача пустых бутылок в технологический ротор 4 на позиции розлива и выдача наполненных бутылок из ротора осуществляются пазовыми транспортными роторами 1 и 5 в процессе их непрерывного синхронного вращения совместно с технологическим ротором. Вращение роторам передается от главного привода вращательного (транспортного) движения РМ за счет жесткой кинематической связи роторов через систему зубчатых колес 6, 7, 9, диаметры делительных окружностей которых равны начальным диаметрам соответствующих роторов. Рабочие органы пазовых транспортных роторов, непосредственно передающие бутылки (рис. 2), представляют собой диски 1, 4 с расположенными по их окружности фигурными пазами по форме поперечного сечения бутылки, поэтому в практике пищевых производств пазовые транспортные роторы называют часто турникетными звездочками (звездами). Рис. 2. Типовая компоновка РМ для розлива жидких продуктов (схема в плане по рис. 1): 1, 4 – диски транспортных пазовых роторов; 2 – технологический ротор; 3 – рабочие позиции технологического ротора; 5 – неподвижный направляющий охват 5 Известия ТулГУ. Технические науки. 2010. Вып. 4. Ч. 1 Неподвижный охват 5 направляет бутылки, захваченные пазами дисков транспортных роторов, по круговой траектории. Шаг пазов h на дисках транспортных роторов равен шагу h рабочих позиций 3 технологического ротора 2. В совокупности с жесткой кинематической связью всех роторов РМ через систему зубчатых колес (см. рис. 1) такая конструкция транспортных пазовых роторов обеспечивает надежную синхронную передачу бутылок или других штучных объектов между технологическими роторами в процессе их непрерывного вращения. Следует отметить, что надежность передачи штучных объектов (бутылок, банок, флаконов, фляжек и т.п.) пазовыми роторами с использованием неподвижного направляющего охвата зависит и от геометрических размеров передаваемых объектов: соотношения высоты к их поперечному размеру и положения центра масс по высоте, которые должны обеспечивать устойчивое перемещение штучных объектов на донной части. Цикловая штучная производительность П ц (шт./мин) П ц = 60 υтр h = 30 ωu = u n, π (1) где υтр = ω D 2 – транспортная скорость технологического ротора, измеряемая по окружности центров его рабочих позиций (см. рис. 2), на которых размещены функциональные устройства, м/с; D – начальный диаметр технологического ротора, измеряемый по окружности центров рабочих позиций, м; ω – угловая скорость технологического ротора, рад/с; h – шаг рабочих позиций ротора, м; u – число рабочих позиций (функциональных устройств) ротора; n – частота вращения ротора, об/мин. Число рабочих позиций технологического ротора определяется длительностью кинематического цикла Тк (c) u= П цТ к . 60 (2) Длительность кинематического цикла технологического ротора равна сумме длительностей соответствующих фаз (операций): k ∑ ϕi k Т к = ∑ ti = i =1 , ω i =1 (3) ϕ где ti = i – длительность фазы кинематического цикла, с; ϕi – угол повоω рота ротора, на котором совершается соответствующая фаза кинематического цикла, рад; k – число фаз кинематического цикла ротора. 6 Машиностроение и машиноведение Компоновка РМ в моноблоки и триблоки. В последнее десятилетие ХХ века на мировом рынке технологического оборудования для фасовки жидких продуктов сформировалась устойчивая тенденция создания РМ, объединяющих на единой станине с общим приводом вращения несколько технологических роторов, например, ополаскивающие, разливочные и укупорочные, а в некоторых случаях этикетировочные и датирующие роторы. Такие РМ в зависимости от числа объединяемых технологических роторов (два или три ротора) получили название моноблоков или триблоков, а в случае, если на одной станине установлено более трех технологических роторов, - синхроблоков. Общим условием компоновки технологических роторов в РМ является равенство их цикловой производительности (1), т.е. υтр υтр h = h = ...; u1n1 = u2 n2 = ...; 1 2 u u = = ... (4) Т к 1 Т к 2 Поэтому в одной РМ могут объединяться несколько технологических роторов для выполнения различных по характеру операций с различной длительностью цикла, например, при асептическом розливе напитков в пластиковые бутылки это могут быть операции ополаскивания бутылок, розлива жидкости, укупорки горловины бутылки фольгой, укупорки жесткой крышкой, датирования, этикетировки, контроля и т.п. Передача штучных продуктов (объектов) в технологические роторы и между ними осуществляется пазовыми транспортными роторами с использованием синхронизирующих шнеков, линейных транспортеров в различной комбинации, что обеспечивает возможность рациональной компоновки РМ в моноблоки и триблоки в соответствии с условиями (4). На рис. 3 показан вариант компоновки моноблока (например, для операций розлива и укупорки), состоящего из двух технологических и трех транспортных роторов. Пустые бутылки из системы автоматической загрузки или накопительного стола (на рис. 3 не показаны) подаются в транспортный ротор 2 линейным транспортёром 1 (например, пластинчатым) с использованием синхронизирующего шнека 10. Синхронизирующий шнек 10, вращаясь, захватывает своим профилем подаваемые бутылки, обеспечивая тем самым равенство транспортной скорости υтр и шага бутылок, перемещаемых транспортером, с транспортной скоростью и шагом рабочих позиций транспортного ротора 2. Транспортный ротор передает бутылки в технологический ротор розлива 3, а из него наполненные бутылки передаются транспортным ротором 4 в технологический ротор укупорки 5. Из ротора укупорки бутылки выдаются в транспортный ротор 6, из которого выходным синхронизирующим шнеком 7 направляются на транспортер 1. 7 Известия ТулГУ. Технические науки. 2010. Вып. 4. Ч. 1 Привод 8 синхронизирующих шнеков 7, 10 осуществляется через систему зубчатых колес, связанных с зубчатыми колесами входного или выходного транспортных роторов 2, 6 или непосредственно с главным приводом вращательного движения РМ. Рис. 3. Компоновка моноблока из двух технологических роторов: 1 – пластинчатый транспортер; 2, 4, 6 – транспортные пазовые роторы; 3 – технологический ротор розлива; 5 – технологический ротор укупорки; 7, 10 – синхронизирующие шнеки; 8 – привод шнеков; 9 – направляющий охват На рис. 4 показан вариант компоновки триблока (например, для операций ополаскивания, розлива и укупорки), состоящего из трех технологических и пяти транспортных роторов. В отличие от рассмотренного выше варианта компоновки моноблока передача бутылок от технологического ротора розлива 5 к технологическому ротору укупорки 6 осуществляется линейным пластинчатым транспортером 1 с использованием синхронизирующего шнека 9. Синхронизирующий шнек сопрягается одновременно с двумя транспортными роторами 7, 8, расположенными соответственно на выходе из ротора розлива 5 и на входе ротора укупорки 6. Это обеспечивает возможность рациональной компоновки в РМ технологических роторов с различными начальными диаметрами (например, ротора розлива и ротора укупорки) и надежную передачу бутылок, обладающих недостаточной вертикальной устойчивостью. При достаточной устойчивости бутылок на дне синхронизирующий шнек 9 может устанавливаться только на входе транспортного ротора 8, передающего бутылки в ротор укупорки 6. 8 Машиностроение и машиноведение Рис. 4. Компоновка триблока из трех технологических и пяти транспортных роторов: 1 – пластинчатый транспортер; 2, 4, 7, 8, 10 – транспортные роторы; 3, 5, 6 – технологические роторы; 9, 14 – синхронизирующие шнеки; 11, 13 – приводы шнеков; 12 – направляющий охват Применение линейного транспортера позволяет компоновать в РМ на одной станине технологические роторы совместно со стационарными, дискретно действующими технологическими агрегатами (рис. 5), например, с однопозиционной станцией укупорки 6. Рис. 5. Совместная компоновка в триблоке технологических роторов и стационарных технологических агрегатов: 1 – пластинчатый транспортер; 2, 4, 9 – транспортные роторы; 3, 5 – технологические роторы; 6 – однопозиционная станция укупорки; 7, 10 – направляющие охваты; 10 – синхронизирующая звездочка; 11 – привод шнека; 12 – синхронизирующий шнек 9 Известия ТулГУ. Технические науки. 2010. Вып. 4. Ч. 1 В этом случае синхронизирующей звездочке 10 сообщается дискретное вращательное движение с остановами от специального механизма (например, кулачково-цевочного или механизма с мальтийским крестом). Бутылки, передаваемые линейным транспортером 1 от транспортного ротора 9 из ротора розлива 5, захватываются непосредственно пазами синхронизирующей звездочки 10 и подаются ею на стационарную позицию станции укупорки 6, а после укупорки выдаются звездочкой на транспортер 1. На рис. 6 показан пример компоновки в триблоке трех технологических роторов: ополаскивания 3, розлива 5 и укупорки 7 со значительно различающимися начальными диаметрами, обусловленными различной длительностью соответствующих технологических операций и требуемой высокой производительностью РМ. Особенностью данной компоновки является то, что передача бутылок между ротором ополаскивания 3 и ротором розлива 5 осуществляется тремя последовательно сопряженными транспортными роторами 11, а подача пустых бутылок в РМ и выдача из неё укупоренных бутылок производится соответственно входным 1 и выходным 8 линейными транспортерами. Рис. 6. Компоновка триблока розлива с технологическими роторами, имеющими значительно различающиеся начальные диаметры: 1 – входной пластинчатый транспортер; 2, 6, 9, 11 – транспортные пазовые роторы; 3 – ротор ополаскивания; 4, 10, 12 – неподвижные направляющие охваты; 5 – ротор розлива; 7 – ротор укупорки; 8 – выходной пластинчатый транспортер; 13 – привод шнека; 14 – синхронизирующий шнек 10 Машиностроение и машиноведение Применение рассмотренных выше способов передачи штучных объектов между технологическими роторами позволяет рационально компоновать в РМ на единой станине с общим приводом вращения не только технологические роторы со значительно различающимися начальными диаметрами, но и другие технологические агрегаты (не роторного типа). При этом обеспечиваются минимальные в плане габаритные размеры РМ (моноблоков, триблоков и синхроблоков), а также удобство их обслуживания в процессе эксплуатации. Таким образом, в одной РМ возможна реализация законченной части технологического процесса изготовления конкретного продукта без нарушения непрерывности технологического потока штучных продуктов, что обеспечивает высокую технико-экономическую эффективность РМ по сравнению с другими классами технологических машин. Производительность и надежность РМ. Прогнозируемая фактическая производительность Пф РМ П ф = П ц ηп [шт./мин], (5) где П ц - цикловая производительность РМ, определяемая выражениями (1); ηп - прогнозируемое значение коэффициента использования, характеризующего надежность РМ. На стадии проектирования прогнозируемый коэффициент использования РМ может быть рассчитан по выражению ηп = (1 − qпп ) m m +1 1 1 1 + (ωTвu )САЗ + ∑ (ωTвu )т + ∑ (ωTвu )тр + (ωTв )гп + (ωTв )э , (6) где ωСАЗ, ωт, ωтр, ωгп, ωэ – параметры потоков отказов соответственно системы автоматической загрузки (САЗ) штучных продуктов, технологических роторов и транспортных роторов, главного привода вращательного -1 движения и электрической части РМ, ч ; Тв – среднее время восстановления отказа соответствующей системы, ч; u - число позиций САЗ, технологического или транспортного роторов соответственно; т – число технологических роторов в РМ; qпп – вероятность нарушения плотности технологического потока штучных продуктов внутри РМ вследствие случайных потерь штучных продуктов при их загрузке, выгрузке или передаче между технологическими роторами (qпп ≤ 0,01 – 0,02). В таблице приведены диапазоны значений прогнозируемых параметров надежности основных элементов РМ, полученные статистическими наблюдениями в действующем производстве. 11 Известия ТулГУ. Технические науки. 2010. Вып. 4. Ч. 1 Показатели надежности основных элементов РМ Показатели надежности -1 ω, ч Тв, ч Наименование элемента Технологические роторы с механическим приводом Транспортные роторы Системы автоматической загрузки (механические) Главный привод вращательного движения Электрическая часть 0,01 … 0,05 0,05 … 0,15 0,001 … 0,005 0,05 … 0,1 0,5 … 1,0 0,01 … 0,05 0,001 … 0,0015 0,001 … 0,004 0,3 … 1,5 0,1 … 0,8 Анализируя выражения (5) - (6) можно видеть, что с увеличением числа рабочих позиций технологических роторов фактическая производительность РМ будет все больше снижаться по сравнению с цикловой производительностью (рис. 7), при этом темп «прироста» фактической производительности при увеличении числа рабочих позиций будет также снижаться. Рис. 7. Зависимость цикловой и фактической производительности РМ от числа рабочих позиций технологического ротора Относительный рост фактической производительности для двух соседних значений числа рабочих позиций u1, u 2 (Пф )1 − (П ф )2 (П ф )2 (uηп )1 =1− =1− (7) (П ф ) (П ф ) (uηп )2 1 1 может являться одним из критериев при выборе рационального числа рабочих позиций РМ на этапе проектирования. Высокий уровень непрерывности и эффективность функционирования РМ могут быть достигнуты только при комплексном подходе к обеспечению надежности на всех этапах их жизненного цикла - от разработки проекта до эксплуатации в производстве. 12 Машиностроение и машиноведение На этапе проектирования РМ необходимо выбрать её рациональную структуру и компоновку, в наибольшей степени удовлетворяющую поставленной цели и выбранным критериям эффективности, например, заданным значениям прогнозируемой фактической производительности (5) и коэффициента использования (6) или критерию эффективности (7). Целью анализа прогнозируемой фактической производительности на этапе проектирования является минимизация возможных простоев, обусловленных отказами элементов систем РМ и временем их восстановления, а также потерь исходного сырья и готовой продукции. Анализ прогнозируемой фактической производительности позволяет сформировать требования к надежности и долговечности элементов РМ, разработать их рациональную конструкцию, отвечающую требованиям ремонтопригодности; выбрать оптимальные значения коэффициентов запаса по прочности и долговечности, виды конструкционных материалов, используемых при изготовлении деталей; разработать оптимальную стратегию обслуживания РМ на этапе её эксплуатации. Рациональная конструкция быстроизнашивающихся и малонадежных элементов РМ должна отвечать требованиям быстросъемности, взаимозаменяемости и возможности их восстановления и наладки вне машины. Особенно это относится к исполнительным и рабочим органам функциональных устройств и механизмов, размещаемым на рабочих позициях технологических роторов, например, фасовочным или укупорочным устройствам РМ для розлива жидкостей. На рис. 8 показана конструкция быстросъемного крепления фасовочного устройства (дозатора по уровню) в роторе розлива, схема которого была показана на рис. 1. Рис. 8. Конструкция быстросъемного крепления фасовочного устройства (дозатора по уровню) в технологическом роторе розлива: 1 – хвостовик дозатора; 2 – дно бака ротора; 3 – втулка; 4 – фиксатор; 5 – винт; 6 – пружина; 7 – продольный паз 13 Известия ТулГУ. Технические науки. 2010. Вып. 4. Ч. 1 Крепление дозатора выполнено в виде подпружиненного фиксатора 4, установленного на хвостовике 1 дозатора. Хвостовик дозатора входит во втулку 3, вваренную в дно 2 бака ротора. Втулка 3 имеет сквозной продольный паз шириной чуть больше диаметра винта 5, на котором смонтирован фиксатор 4. В верхней части продольный паз 7 имеет отверстие, диаметр которого чуть больше диаметра фиксатора 4 и значительно больше ширины паза (см. рис. 8, вид А). В это отверстие под действием пружины 6 и входит фиксатор 4, обеспечивая надежное крепление дозатора во втулке 3 на рабочей позиции ротора. Для демонтажа дозатора достаточно вытянуть фиксатор из отверстия и движением вниз вытащить дозатор из втулки. На этапе изготовления повышение надежности элементов конструкции РМ достигается в основном за счет применения технологических методов – использования прогрессивных материалов, технологических процессов изготовления деталей, контроля качества, современного высокоточного и высокопроизводительного программно-управляемого оборудования, внедрения автоматизированных систем технологической подготовки и управления производством и т.д. На этапе эксплуатации реализуются заложенные показатели надежности и фактической производительности РМ на основе рациональной организации и проведения монтажных и пуско-наладочных работ, а также организации эффективной системы технического обслуживания и ремонта. Сокращение времени восстановления отказов систем и элементов РМ может быть обеспечено путем использования в их структуре современных информационно-управляющих систем и систем технической диагностики на основе программируемых контроллеров. Список литературы 1. Прейс В.В., Бондаренко Д.С. Автоматические роторные и роторно-конвейерные машины и линии в пищевых производствах // Вестник машиностроения. 2003. № 7. С. 37-43. 2. Роторные технологии, машины и линии на современном этапе промышленного развития / В.А. Быстров, [и др.] // Вестник машиностроения. 2003. № 10. С. 43-47. V. Preys, E. Frolovich Configuration, productivity and reliability rotor machines for pouring of liquid products Features and principles of configuration, an estimation of productivity and reliability of rotor machines for pouring of liquid products at a design stage of machines are considered. Key words: the rotor machine, a technological rotor, a transport rotor, configuration, productivity, reliability, a liquid product. Получено 28.12.10 г. 14