019686 B1 019686 B1 (11) 019686
реклама
 019686")
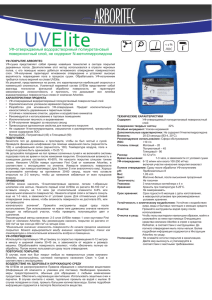
Евразийское патентное ведомство (19) (11) 019686 (13) B1 (12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ЕВРАЗИЙСКОМУ ПАТЕНТУ (45) Дата публикации и выдачи патента (51) Int. Cl. C23C 14/16 (2006.01) 2014.05.30 (21) Номер заявки 201190152 (22) Дата подачи заявки 2010.02.04 (54) СПОСОБ ПОКРЫТИЯ ШТУЧНЫХ ИЗДЕЛИЙ ЦИНКСОДЕРЖАЩИМ СЛОЕМ B1 (72) Изобретатель: (74) Представитель: (57) Настоящее изобретение имеет отношение к способу покрытия штучного изделия сплошным слоем с высоким содержанием цинка. Известный способ защиты таких изделий от коррозии включает стадию цинкования с отжигом, осуществляемую погружением изделия в горячий расплав, как правило, с последующим окрашиванием. Указанную операцию погружения в горячий расплав необходимо проводить при высокой температуре, тем самым подвергая изделия сильному тепловому напряжению. Поэтому предложен новый способ вакуумного напыления Zn. Этот способ отличается тем, что на стадии контактирования изделия с паром металлического Zn температура изделия равна температуре конденсации пара Zn или превышает ее. В результате осуществления способа получают покрытие, имеющее равномерную толщину, даже на менее доступных участках поверхности. Шероховатость оцинкованной поверхности способствует адгезии слоя краски. Гай Бруно (BE), Пти Этьен (FR) Поликарпов А.В. (RU) B1 019686 (56) LU-A1-88730 019686 (31) PCT/EP2009/000750 (32) 2009.02.04 (33) EP (43) 2012.02.28 (86) PCT/EP2010/000684 (87) WO 2010/089110 2010.08.12 (71)(73) Заявитель и патентовладелец: ЮМИКОР (BE) 019686 Настоящее изобретение имеет отношение к способу покрытия изделия, в частности штучного изделия, сплошным слоем с высоким содержанием цинка. Под штучными изделиями имеются в виду отдельные предметы, как правило, имеющие по меньшей мере одну вогнутую поверхность. Они часто выполнены в виде сборной конструкции из соединенных между собой частей. Описанный способ пригоден для нанесения защитного покрытия на основе цинка на железо или сталь; при этом по всей толщине покрытия образуются Zn-Fe интерметаллические соединения. Это покрытие аналогично покрытию, образующемуся по технологии так называемого "цинкования с отжигом". Данное покрытие отличается от цинковых покрытий, наружная поверхность которых состоит из чистого Zn без примеси Fe. Если предполагается окрашивание полученного покрытия, то поверхность, образованная Zn-Fe интерметаллическими соединениями, предпочтительнее, чем цинковая поверхность. Такая поверхность действительно обеспечивает лучшую адгезию слоя краски на протяжении длительного срока, а также высокую коррозионную стойкость на границе раздела между слоем краски и цинксодержащим покрытием. Еще одним преимуществом является то, что это покрытие позволяет получить качественное соединение в процессе точечной сварки, что важно для нужд автомобильной промышленности. Однако следует учитывать ограниченную пластичность покрытия в случае, если в дальнейшем предполагается придание изделию определенной формы, что характерно для бесконечных изделий. Для получения сплошного слоя с высоким содержанием цинка бесконечные изделия, такие как лист и проволока, обычно подвергают "цинкованию с отжигом" путем повторного кратковременного нагрева предварительно оцинкованной поверхности до температуры выше температуры плавления цинка. В JP-A-58034167 описан типичный способ, согласно которому бесконечное изделие оцинковывают погружением в горячую ванну с расплавленным Zn при температуре приблизительно 465°С. После извлечения изделия из ванны избыток жидкого цинка на верхней поверхности цинкового покрытия сдувают с использованием так называемых воздушных шаберов. Затем поверхность быстро нагревают до температуры, достигающей 600°С, и выдерживают некоторое время при повышенной температуре, чтобы завершить процесс отжига. Согласно еще одному способу, описанному в JP-A-2194162, изделие оцинковывают в установке для вакуумного осаждения. На относительно холодную поверхность стальной заготовки при температуре от 100 до 300°С осаждают точно рассчитанное количество Zn. В результате кратковременности процедуры, продолжающейся всего несколько секунд, и относительно низкой температуры стали процесс осаждения Zn заключается в его конденсации. В дальнейшем оцинкованное изделие пропускают через нагревательное устройство для того, чтобы произвести отжиг. В JP-A-59083765 описан способ оцинковывания стального листа непрерывным вакуумным осаждением. Для предотвращения повторного испарения цинка температуру листа при этом поддерживают ниже 300°С, предпочтительно ниже 200°С. Этот способ предназначен для цинкования, в результате которого на поверхности наблюдаются кристаллы цинка. Образование Zn-Fe соединений не было упомянуто, поскольку низкие температуры, имеющие место во время обработки, и относительно короткое время нахождения изделия в зоне ее выполнения, как это обычно происходит при непрерывном процессе нанесения покрытия, логически исключают образование Zn-Fe соединений. В JP-A-63004057 также описан способ оцинковывания стального листа непрерывным вакуумным осаждением. Описанный процесс состоит из двух стадий. Первую стадию проводят в камере вакуумного осаждения, где происходит конденсация Zn на лист металла. Дополнительный нагрев листа металла, помимо нагрева от теплоты конденсации, обеспечивается намоточным валом. Zn-Fe соединение образуется позже, на второй стадии, которую осуществляют в камере выпуска листа. В указанном документе, как и в предыдущем, суть процесса состоит в физической конденсации Zn, поскольку реакционные условия, необходимые для образования соединения, достигаются лишь впоследствии. Способы, о которых сказано выше, осуществимы только применительно к бесконечным изделиям, имеющим простую форму, таким как лист или проволока. Для штучных изделий используется периодический вариант производственного процесса. Сплошной слой на поверхности штучных изделий может быть получен в одну стадию, погружением изделий в ванну с расплавленным Zn при сравнительно высокой температуре от 560 до 630°С. Поскольку при этой температуре Zn является очень текучим, достаточно эффективное удаление излишков Zn с поверхности достигается путем естественного стекания после извлечения изделий из ванны. Тем не менее, для ускорения удаления излишков Zn изделия иногда подвергают центрифугированию. Высокая температура способствует образованию Zn-Fe интерметаллических соединений по всей толщине покрытия. В то же время погружение в горячий расплав при столь высокой температуре создает условия для возникновения в изделиях потенциально вредного теплового напряжения. Более того, свойства самой стали могут быть ухудшены. Проблема усугубляется тем обстоятельством, что в ванну с расплавом, как правило, погружают подвеску с находящимся на ней множеством разнообразных изделий, выполненных из стали различных сортов. При этом оказывается невозможным задание технологических параметров, -1- 019686 таких как температура ванны или время нахождения в ванне, приемлемых для всех изделий. Периодический технологический процесс, соответствующий настоящему изобретению, представляет собой улучшенный процесс, альтернативный цинкованию с отжигом. Так, однородная толщина интерметаллического покрытия достигается даже на изделиях, изготовленных из стали различных сортов или имеющих сложную форму. Помимо этого, проблема вызванного такой обработкой теплового напряжения в значительной степени снимается благодаря тому, что процесс нагревания происходит существенно медленнее и более равномерно. Предложенный настоящим изобретением способ покрытия изделия из железа или стали Zn-Fe интерметаллическим слоем включает следующие стадии: подготовка герметично закрывающейся печи, содержащей технологическую камеру, снабженную нагревательным средством, средствами для ввода и вывода газов, а также окнами для загрузки изделия, которое должно быть покрыто, и выгрузки изделия с нанесенным покрытием; загрузка изделия, которое должно быть покрыто, в технологическую камеру; контактирование изделия с восстановительным газом в технологической камере при температуре от 200 до 650°С для устранения окисления поверхности; откачивание газов из технологической камеры до остаточного давления менее чем 1000 Па, предпочтительно менее чем 100 Па; контактирование изделия с паром металлического Zn в технологической камере при температуре от 225 до 650°С, что обеспечивает покрытие изделия Zn-Fe интерметаллическим слоем; извлечение изделия с нанесенным покрытием из технологической камеры. Помимо этого, упомянутый способ отличается тем, что на стадии контактирования с паром металлического Zn температура изделия, предпочтительно на протяжении всей стадии, равна температуре конденсации пара Zn или превышает ее. Под температурой конденсации пара Zn понимают температуру, при которой парциальное давление пара Zn создает условия для его конденсации. Температуру конденсации можно определить из известных таблиц, зная парциальное давление. Вышеупомянутое условие может быть обеспечено на практике, например, созданием холодной зоны в реакционном аппарате нанесения покрытия или оснащением его холодным пальцеобразным выступом. Здесь термин "холодный" означает температуру, отрегулированную так, чтобы она была немного ниже температуры стального изделия, которое должно быть покрыто. В предпочтительном варианте осуществления настоящего изобретения на стадии контактирования изделия с паром металлического Zn температура изделия может быть равной температуре пара Zn или превышать ее. Это соотношение температур позволит предотвратить конденсацию Zn на поверхности изделия. Необходимые восстановительные условия предпочтительно могут быть получены применением восстановительного газа, такого как смесь N2 и Н2. Предпочтение отдают температуре изделия от 350 до 550°С. На стадии контактирования с паром металлического Zn отдают предпочтение температуре изделия от 350 до 550°С. Парциальное давление Zn предпочтительно должно составлять от 1 до 500 Па, при этом верхний предел устанавливают исходя из температуры изделия, в частности, чтобы избежать возникновения конденсации. Применение более высоких температур и более высоких парциальных давлений Zn ведет к более быстрому увеличению толщины покрытия. Изделия, полученные в соответствии с данным способом, легко поддаются окрашиванию, Zn-Fe интерметаллическое покрытие обладает необходимой шероховатостью, что гарантирует хорошую адгезию слоя краски. Как правило, поверхность изделия предварительно подготавливают, прежде чем поместить изделие в печь для нанесения покрытия. Изделия нередко бывают покрыты оксидами, образующимися либо в процессе горячей прокатки стали, либо в процессе изготовления изделий. Как правило, процесс удаления этого оксидного слоя заключается в кислотном травлении либо дробеструйной обработке. Указанные операции выполняют известными способами, используя специальное оборудование. После завершения этой стадии подготовки поверхность все еще покрыта тонким слоем природных оксидов толщиной в несколько нанометров, образующихся при окислении на воздухе при комнатной температуре. В соответствии с настоящим изобретением остаточные оксиды восстанавливают на стадии, осуществляемой в печи для нанесения покрытия. Эта стадия предназначена для повышения реакционной способности поверхности по отношению к парообразному цинку. В процессе контактирования с восстанавливающим газом необходимо поддерживать температуру изделия 200°С или выше для обеспечения достаточно высоких кинетических характеристик реакции восстановления. Например, возможно проведение этой стадии при атмосферном давлении и статических условиях в смеси N2 и Н2. Также возможно проведение восстановления при низком давлении, например от 100 до 1000 Па, и при быстром токе газа. Пониженное давление применяют для гарантирования того, что Н2 не улетучится из печи; повышенное давление улучшает кинетические характеристики реакции восстановления. Предпочтение отдают температуре изделия от 350 до 550°С. В процессе контактирования с паром Zn необходимо поддерживать температуру изделия 225°С или -2- 019686 выше для создания условий образования Zn-Fe интерметаллических соединений. Предпочтение отдают температуре от 350 до 550°С, поскольку это обеспечивает достаточно быструю диффузию Fe на всю толщину слоя покрытия и в то же время предохраняет изделие от термической деструкции. Использование температур, превышающих 650°С, в процессе контактирования с восстановительным газом и/или с паром Zn снижает экономичность технологического процесса либо зачастую приводит к термической деструкции изделия. Подогрев изделия перед помещением его в печь для нанесения покрытия, а также охлаждение изделия после извлечения его из печи для нанесения покрытия позволяют сократить технологическое время обработки изделия в вакуумной печи. Если на поверхности обрабатываемых изделий имеются остатки углерода или органических веществ, при нахождении изделий в печи для нанесения покрытия может быть предусмотрена предварительная стадия окисления газовой смесью, содержащей О2. Предполагается, что процесс осаждения Zn не заключается в его конденсации, а скорее представляет собой химически активное осаждение. Пар Zn непосредственно взаимодействует с поверхностью Fe, при этом образуются Zn-Fe интерметаллические соединения. Фаза Zn-Fe, как правило, является твердой при ожидаемой рабочей температуре. Помимо этого, Zn связывается в устойчивое химическое соединение. Это значит, что риск стекания капель с поверхности изделий отсутствует. В результате относительно долгого времени пребывания изделия в печи, в сочетании с высокой температурой самого изделия и его поверхности, Fe и Zn перемещаются сквозь интерметаллический слой во время воздействия пара Zn. По мере роста толщины нанесенного слоя диффузия Fe сквозь этот слой замедляется, что снижает реакционную способность поверхности по отношению к пару Zn. Этот эффект способствует росту слоя равномерной толщины по всей поверхности покрываемой детали. Слои можно наращивать до 100 мкм. К преимуществам настоящего способа относится возможность полного исключения эффекта Санделина (Sandelin effect), который ухудшает регулирование роста слоя Zn-Fe интерметаллических соединений на поверхности сталей, содержащих Si и Р, в процессе нанесения защитного покрытия погружением изделия в расплав. Данный эффект имеет место при умеренно высоких температурах и обусловлен образованием нитей "ζ-фазы" (FeZn13). Предполагается, что объяснением подобной особенности в настоящем способе служит отсутствие жидкого Zn. Настоящий способ особенно пригоден для нанесения покрытия на изделия сложной формы. Под изделиями сложной формы имеются в виду изделия, имеющие по меньшей мере одну вогнутую поверхность и/или переменное поперечное сечение вдоль каждой из осей. Такие изделия, к тому же, как правило, имеют участки толщиной более 10 мм и/или представляют собой конструкцию из сварных деталей. Зачастую эти изделия имеют менее доступные участки, такие как внутренние поверхности труб. Как показано на чертеже, печь для нанесения покрытия в основном содержит газонепроницаемую герметично закрывающуюся технологическую камеру (1); нагревательное устройство (2) для регулирования температуры изделий, газовой среды и стенок камеры; это устройство может находиться как внутри, так и снаружи технологической камеры; вакуумную систему (3) для откачивания газов, таких как N2, Н2, H2O и воздух; средство нагнетания газа (4) для таких газов, как N2, H2 и воздух; окна (5) для загрузки и выгрузки изделий, подлежащих обработке; средство (6) для введения Zn в технологическую камеру; металл либо доводят до необходимого состояния непосредственно внутри камеры, либо вводят через газовые инжекторы, присоединенные к устройствам для испарения. Изобретение иллюстрировано примером, приведенным ниже. Данный пример имеет отношение к осаждению Zn-Fe интерметаллических соединений и Zn на горячекатаные стальные пластины. С этой целью в технологическую камеру помещают две стальные пластины размером 100×200×3 мм, располагая их близко друг к другу на расстоянии 10 мм между их параллельными поверхностями. Таким образом, данное расположение определяет две внутренние и две наружные поверхности, тем самым имитируя различную доступность разных участков поверхности реальных сложных изделий. Выполняли следующие стадии. Стадия 1. Очистка упомянутых образцов горячекатаной стали дробеструйной обработкой для удаления слоя оксида железа, образовавшегося в процессе горячей прокатки. Стадия 2. Загрузка образцов в устройство для нанесения покрытий. Это устройство содержит технологическую камеру (диаметром 0,2 м и длиной 1 м), помещенную в электрическую печь сопротивления (100 кВт), обеспечивающую равномерный нагрев. Эта установка помещена в вакуумную камеру (объемом 1 м3). В испаритель, расположенный на дне устройства для нанесения покрытий, вносят 40 г Zn. Стадия 3. Вакуумирование до остаточного давления 0,1 мбар (10 Па) и введение в технологическую камеру восстановительных газов (Н2 - 5%, N2 - 95%; температура конденсации составляет -30°С; температура 450°С; давление 0,8 бар (80 Па)). -3- 019686 Стадия 4. Нагревание устройства для нанесения покрытий и самих образцов до температуры 450°С со скоростью 10°С/мин. Стадия 5. Восстановление поверхностной оксидной пленки в атмосфере восстановительного газа в течение 600 с. Стадия 6. Вакуумирование до остаточного давления 0,03 мбар (3 Па) и термическая гомогенизация при 450°С. Стадия 7. Нагревание испарителя Zn до температуры 450°С и стабилизация в течение 20 мин. Стадия 8. Повышение давления до атмосферного с использованием воздуха. Стадия 9. Охлаждение технологической камеры и образцов до комнатной температуры со скоростью 10°С/мин. Стадия 10. Открытие устройства для нанесения покрытий и извлечение покрытых стальных образцов. Образцы оказываются покрытыми на всех поверхностях, в том числе на вышеупомянутых внутренних поверхностях, однородным слоем Zn-Fe интерметаллических соединений толщиной 50 мкм. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ покрытия изделия из железа или стали Zn-Fe интерметаллическим слоем, включающий следующие стадии: подготовка герметично закрывающейся печи, содержащей технологическую камеру, снабженную нагревательным средством, средствами для ввода и вывода газов, а также окнами для загрузки изделия, которое должно быть покрыто, и выгрузки изделия с нанесенным покрытием; загрузка изделия, которое должно быть покрыто, в технологическую камеру; контактирование изделия с восстановительным газом в технологической камере при температуре от 200 до 650°С для устранения окисления поверхности; откачивание газов из технологической камеры до остаточного давления менее чем 1000 Па; контактирование изделия с паром металлического Zn в технологической камере при температуре от 225 до 650°С, что обеспечивает покрытие изделия Zn-Fe интерметаллическим слоем; извлечение изделия с нанесенным покрытием из технологической камеры, отличающийся тем, что на стадии контактирования изделия с паром металлического Zn температуру изделия поддерживают равной температуре конденсации пара Zn или выше. 2. Способ по п.1, отличающийся тем, что на стадии контактирования изделия с восстановительным газом используют газ, содержащий H2, предпочтительно используют газовую смесь N2 и Н2. 3. Способ по п.1 или 2, отличающийся тем, что на стадии контактирования изделия с восстановительным газом температура изделия составляет от 350 до 550°С. 4. Способ по любому из пп.1-3, отличающийся тем, что на стадии контактирования изделия с паром металлического Zn температура изделия составляет от 350 до 550°С. 5. Способ по любому из пп.1-4, отличающийся тем, что после стадии извлечения изделия с нанесенным покрытием изделие окрашивают. Евразийская патентная организация, ЕАПВ Россия, 109012, Москва, Малый Черкасский пер., 2 -4-