Влияние легирующих элементов на структуру металла
реклама

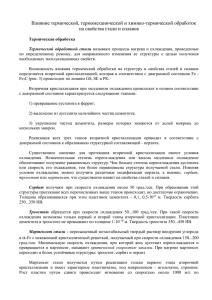
Влияние легирующих элементов на структуру металла На механические, физические и химические свойства стали большое влияние оказывают присадки легирующих элементов: хрома, вольфрама, молибдена, ванадия, титана и др. Большинство специальных примесей и углерод повышают прока-ливаемость стали, так как увеличивают устойчивость аустенита и замедляют процесс распада его при охлаждении. Основное влияние большинства специальных примесей и углерода заключается в том, что они снижают критическую скорость охлаждения и при определенном содержании могут вызвать закалку даже при охлаждении на воздухе. При сварке большинства легированных сталей вероятность образования мартенсита в наплавленном металле и в зоне термического влияния вбсьма высока, потому что отвод тепла от металла шва к металлу зоны термического влияния происходит значительно быстрее, чем отвод тепла в окружающий воздух. Это является одним из основных затруднений при сварке легированных сталей. В зависимости от структуры, получаемой при охлаждении на спокойном воздухе, стали часто делят на следующие структурные классы: перлитный, мартенситный, аустенитный, карбидный и ферритный. К перлитному классу относят стали, которые при охлаждении на воздухе приобретают структуру перлита, сорбита или троостита. К мартенситному классу относят легированные стали, в которых при охлаждении на воздухе появляется структура мартенсита. К аустенитному классу относят легированные стали, когда в них не наблюдается распада аустеннта при самом большом содержании примесей. К сталям карбидного класса относят стали мартенситного или аустенитного класса с карбидообразующимн элементами (хром, вольфрам и др.), благодаря чему в структуре металла наряду с мартенситом или аустенитом содержится значительное количество карбидов. Структура сталей перлитного класса. К сталям перлитного класса относят углеродистые и низколегированные стали. Одной из особенностей структурных изменений в сталях перлитного класса при сварке является возможность получения в зоне влияния структуры мартенсита. Появление мартенсита в зоне термического влияния основного металла крайне нежелательно не только из-за повышенной твердости и уменьшения пластических свойств зоны, но и главным образом из-за возможного образования микроскопических или даже субмикроскопических трещин. Появление хрупкой структуры мартенсита можно предупредить путем предварительного подогрева детали перед сваркой. Подогрев также рекомендуется при сварке сталей с высоким содержанием углерода. При сварке сталей перлитного класса металл шва чаще всего имеет структуру сорбита или сорбитообразного перлита (рис. 13). Рис. 13. Структура наплавленного металла при сварке стали перлитного класса У некоторых сталей этого класса, имеющих значительное содержание углерода и легирующих элементов, находящихся у границы мартенситного класса, возможно появление структуры мартенсита в наплавленном металле. При сварке незакаленной стали в зоне термического влияния наблюдаются следующие участки, структура которых во многом зависит от содержания в металле углерода и легирующих элементов: 1. Участок перегрева часто имеет структуру крупноигольчатого мартенсита. На большом удалении от шва строение мартенсита более мелкое. Механические свойства металла относительно высокие. 2. Участок нормальной закалки имеет структуру мелкоигольчатого мартенсита. При недостаточной скорости охлаждения или пониженном содержании углерода наряду с мартенситом встречается троостит. Иногда оба участка объединяют под общим наименованием «участок полной закалки», так как между ними нет резкой границы. 3. Участок частичной закалки в легированных сталях имеет структуру мартенсита с сеткой феррита. Величина участка незначительна. Все три участка образуют хрупкую зону закалки с высокой твердостью (рис. 14), что затрудняет последующую механическую обработку, а также способствует развитию трещин в основном металле. 4. Участок рекристаллизации в структурном отношении отличается от основного металла только при наличии предварительной пластической деформации. 5. Участок синеломкости так же, как и у низкоуглеродистых сталей, не имеет структурных отличий от основного металла. Если перед сваркой сталь была подвергнута закалке с отпуском, то характер структур участка перегрева, участков нормальной и частичной закалки остается таким же, но характер структур участков рекристаллизации и синеломкости будет отличаться. Здесь появляется участок отпуска, так как максимальный нагрев при сварке был ниже 720° С. Структурные изменения в зонах закалки и отпуска вызывают необходимость последующей (после сварки) термообработки сварных изделий. Рис. 14. Характеристика изменения твердости в сварном соединении: I и V — основной металл; II и IV — зоны термического влияния; III — наплавленный металл; 1 — изменение твердости в сварном соединении непосредственно после сварки; 2 — изменение твердости в сварном соединении после термической обработки Структура сталей мартенситного класса. Основной металл имеет структуру мартенсита с некоторым количеством остаточного аустенита и карбидов. Участок зоны термического влияния, нагретый при сварке до температуры выше 720° С, после охлаждения будет иметь структуру мартенсита с некоторым количеством карбидов. Участок, нагретый при сварке до температуры ниже критической, будет участком отпуска со структурой троостита или сорбита. Зона термического влияния у мартенситных сталей будет иметь только два участка: закалки и отпуска. Изменение твердости в зоне термического влияния стали мартенситного класса показано на рис. 15. Структура сталей аустенитного класса. Типичной для аустенитного класса сталей является сталь типа Х18Н9, содержащая 18% хрома и 9% никеля. После закалки с высоких температур, необходимых для перевода карбидов в твердый раствор, структура стали однородная — аустенит (рис. 16). В околошовных участках наблюдается рост зерен. В тех участках, где при сварке металл нагревается до температуры 680—780° С, наблюдается частичный распад твердого раствора и выпадение по границам зерен карбидов, что понижает коррозионную стойкость стали. Так как структура стали становится неоднородной, возможно также развитие межкристаллитной коррозии в агрессивных средах. Рис. 15. График изменения твердости в зоне термического влияния стали мартенситного класса Рис. 16. Структура стали аустенитного класса: 1 — однородный аустенит; 2 — аустенит с выделениями карбидов; 3 — аустенит с карбидами Структура сталей ферритного класса. Основным типом ферритных сталей являются стали с большим содержанием хрома, что резко повышает их жаростойкость. Под воздействием процесса сварки в околошовных участках наблюдается интенсивный рост зерен (рис. 17). Для предупреждения роста зерен в высокохромистые стали добавляют такие элементы, как титан и ниобий, которые, связывая углерод, образуют прочные карбиды. Карбиды, располагаясь как внутри, так и между зернами, препятствуют их росту при нагреве. Структура сталей карбидного класса. Наиболее распространенной для производства инструментов сталью карбидного класса является быстрорежущая сталь. Химический состав стали: 0,7-0,9% С; 14—18% W; 3,5— 5% Сr; 1,2—2% V. Быстрорежущая сталь имеет в литом состоянии структуру ледебурита сложного состава и и аустенита. Ледебурит придает стали хрупкость (рис. 18). Для раздробления ледебуритной сетки и превращения ее в отдельные зерна карбидов литую сталь подвергают проковке. После закалки от температуры 1280—1310° С и двух-трехкратного отпуска при температуре 560° С структура основного металла — мартенсит и карбиды. Структура наплавленного металла состоит из аустенита и ледебурита. Структура наплавленного металла после проковки и отжига состоит из троостита и неравномерно распределенных карбидов (рис. 19). Рис. 17. Структура стали ферритного класса (рост зерна) в зоне термического влияния При стыковой сварке углеродистой и быстрорежущей стали в зоне термического влияния первым участком будет участок частичного расплавления со структурой аустеннта и ледебурита, затем участок закаленного металла со структурой аустенита, мартенсита и карбидов. Структура серого чугуна состоит из зерен феррита, участков перлита и включений графита. Под влиянием теплового процесса сварки в околошовных участках в области взаимной кристаллизации происходит оплавление по границам зерен аустенита. При холодной сварке (без подогрева) возникают прослойки белого чугуна (рис. 20). При горячей сварке (с подогревом) успевает произойти графитизация (рис. 21). За областью взаимной кристаллизации происходит частичное растворение графита в зернах аустенита. Остатки графита приобретают более округлую форму. Росту зерен аустенита мешают графитные включения. При холодной сварке чугуна в зоне термического влияния при охлаждении возникают закалочные структуры — мартенсит и продукты его распада, а также включения графита. При горячей сварке перекристаллизация аустенита происходит при небольших скоростях охлаждения, что приводит к возникновению дисперсной феррито-перлитной структуры. При сварке или наплавке чугуна зона термического влияния основного металла состоит из тех же участков, что и у низкоуглеродистой стали, но в структуре этих участков будут содержаться наряду с описанными ранее составляющими выделения графита. Основной металл имеет обычную для серого литейного чугуна структуру, состоящую из перлита, феррита и вытянутых пластинчатых выделений графита. В участке нормализации структура сильно измельчена (сорбитизирована). Между основным и наплавленным металлом имеется тонкий отбеленный слой — зона частичного расплавления. Структура алюминия и его сплавов. Наряду с чистым алюминием широко используют двойные сплавы алюминия с марганцем (сплавы типа АМц) или магнием (сплавы типа АМг), а также сплавы типа дюралюминия. Алюминий и его сплавы с марганцем и магнием для улучшения механических свойств упрочняют нагартовкой. Термическая обработка этих сплавов не повышает механических свойств. Сплавы типа дюралюминия резко повышают свои прочностные свойства после закалки и старения. При сварке алюминия и сплавов типа АМц и АМг под действием тепла дуги наблюдается снятие нагартовки и некоторый рост зерен. Наличие примесей несколько затрудняет рост зерен. В области взаимной кристаллизации при нагреве происходит оплавление эвтектики. После охлаждения зерна твердого раствора в этой части соединения окаймляются хрупким сплавом. Это не только резко понижает механические свойства сплава, но часто является причиной возникновения трещин. За областью взаимной кристаллизации; где происходит распад твердого раствора, прочностные свойства сплава резко понижаются, пластические свойства возрастают. При дальнейшем удалении от шва в сплаве возникают процессы искусственного старения, которые изменяют его механические свойства. Рис. 18. Структура стали карбидного класса (ледебурит) в зоне термического влияния Рис. 19. Структура наплавленного металла при сварке стали карбидного класса Рис. 20. Структура серого чугуна в зоне термического влияния при сварке холодным способом Рис. 21. Структура серого чугуна в зоне термического влияния при сварке горячим способом Источник: Справочник сварщика. Под ред. В.В. Степанова. Машиностроение, 1974