Роль и место метода обработки в структуре технологического
реклама

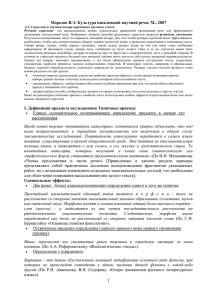
Роль и место метода обработки в структуре технологического процесса, как части производственного к.т.н., доц. Максимов А.Д., Пономарёв А.В. МГТУ «МАМИ», ОАО АМО «ЗИЛ» Термины и определения общемашиностроительного применения установлены государственными стандартами. Каждый термин выражает конкретное понятие, имеющее своё определение. Простые понятия являются составной частью более сложных. Таким образом, все понятия находятся в зависимости друг от друга и располагаются в определённой последовательности. Введение в общемашиностроительную практику нового термина всегда сопряжено с необходимость раскрытия его понятия при формулировке определения. Это весьма ответственный момент, требующий представления о содержании, основных чертах описываемого термина, глубокого знания и понимания его сущности, функциональной структуры. Под структурой понимается [1] «взаиморасположение и связь составных частей чего-либо; строение …. устройство, организация». В качестве примера можно привести определение понятия термина – производственный процесс [2]. В нём всё лаконично, конкретно, объёмно, и отражены пять основных элемента сложной целостной системы: • функциональность – «совокупность всех действий»; • структура – «людей и орудий труда»; • границы – «необходимых на данном предприятии»; • цель – «для изготовления и ремонта»; объект, на который направлено действие системы – «продукции». Определение понятия термина – технологический процесс, как часть производственного [2], также информативно, но в качестве цели рассматривает «изменение и (или) определение» лишь состояния предмета труда, трактуемое в настоящее время [3] как количественное изменение его параметров. В процессе же обработки происходят и качественные изменения (свойства) предмета труда, особенно при термообработке и на финишных операциях. Определение понятия термина – технологическая операция, как «законченная часть технологического процесса…», дополненное определением понятия термина – рабочее место, как «элементарная единица структуры предприятия …», как бы подводит черту под дальнейшим структурным разъединением сложной системы на функционально взаимосвязанные элементы. Разъединяемость целостной системы, как известно [3], отражает одну из общих сторон её структуры и характеризуется тремя признаками: • количеством частей системы; • качественной спецификой частей системы; • взаимным расположением частей в пространстве и во времени. При этом качественное разъединение целостной системы обеспечивает эффективное решение задач её анализа и синтеза, а не рациональное, усложняет эти задачи или делает их решение не возможным. В учебной литературе по основам машиностроения [4] дальнейшее структурирование технологического процесса предусматривает наличие в технологической операции технологических и вспомогательных переходов, установов, а также позиций. В свою очередь, законченная часть технологического перехода – это рабочий ход, для выполнения которого необходим вспомогательный ход. Законченная же совокупность движений исполнителя в процессе выполнения операции именуется термином – приём. Исходя из принятой структуры, проектирование операции осуществляют по методу концентрации и дифференциации, входящих в неё технологических переходов. Таким образом, при решении практических задач организации производства, установления технически обоснованных норм времени и выработки, такое традиционное представление о 150 структуре технологического процесса вполне оправдано, необходимо и достаточно. Задачи же эффективного управления состоянием сложной технологической системы, её изменениями во времени, требуют более глубокого системного анализа. А это возможно лишь при выходе на всю совокупность задействованных в технологической системе параметров потоков энергии, вещества и информации, получаемых из анализа соответствующих процессов, физико-технических эффектов и явлений. На их основе происходит передача и преобразование (наследственность и наследование) параметров указанных потоков, при прохождении последних через функциональные элементы системы. К таким задачам относится также совершенствование существующих и создание новых технологий, в основе которых лежит системный анализ не только на микро… но и на нано… уровне. Отсюда следует, что проведение системного анализа на основе традиционной структуры технологического процесса, не может обеспечить требуемого многообразия параметров потоков энергии, вещества и информации, необходимых для синтеза новых технологий, базирующихся на современных научных достижениях. Выход из создавшегося тупика можно найти, объединив два, на сегодняшний момент развивающихся не зависимо друг от друга, самостоятельных научных направления в области технологии машиностроения – теорию метода обработки и теорию технологической наследственности. В соответствии с механизмом технологического наследования свойств и состояний параметров объекта обработки от предшествующей операции техпроцесса к последующей [5], происходит объединение операций в единую поточную структуру-граф, в которой каждую функцию (действие), преобразующее «входное» значение параметра в «выходное», можно описать через соответствующий физико-технический эффект, выразить математически. На рисунке представлен фрагмент графа технологического наследования параметров точности обрабатываемых поверхностей заготовки по начальным операциям технологического процесса механической обработки гильзы цилиндра. В технической литературе встречаются термины: вид обработки, способ обработки, процесс обработки, метод обработки, но в ГОСТах, определений понятий этих терминов нет. При внимательном рассмотрении, можно сделать вывод, что все эти термины соответствуют родственным понятиям, только с различным по глубине содержанием. Некоторое разъяснение можно получить в работе [6] В.П. Фираго, где утверждается, что в терминологическом отношении, процесс обработки поверхности, используемый в технологическом процессе изготовления детали, удобно называть методом обработки. Это удобство он объясняет тем, что термин – метод обработки, вместо термина – процесс, подчёркивает такую его особенность, как стремление получить поверхность с заранее заданными качествами. Научно-обоснованное определение метода обработки и его место в структуре технологического процесса дано в работе [7] А.М. Кузнецова. В его трактовке, метод обработки поверхности определяется способами формирования параметров её качества с производительностью, соответствующей наименьшим затратам в данных условиях производства. Анализируя это определение, можно сказать, что выражение – «метод … определяется способами», не вполне точно отражает сущность понятия, т.к. определить или определиться - это в большей степени установить, выяснить что-либо, раскрыть сущность чего-либо, что не являться проявлением чего-либо. Способ – это действие или система действий, которые применяются при исполнении какой-либо работы, т. е. приём осуществления чего-либо [1]. Кроме этого, рассматривая метод как сложную систему, разделяемую при анализе на составляющие её элементы – способы, уместнее говорить не о формировании, а о достижении требуемых параметров поверхности действием или системой действий, т. к. термин – формирование, в большей степени отражает организацию, создание чего-либо, а не достижение того, что требуется. И в завершении, выражение – «в данных условиях производства», не отражает предписанный, строгий их порядок. Поэтому, более уместно говорить о регламентированных условиях производства. Таким образом, 151 определение понятия термина – метод обработки можно сформулировать следующим образом: это целенаправленная совокупность способов достижения требуемых параметров состояния и свойств поверхности с производительностью, соответствующей наименьшим затратам в регламентированных условиях производства. Рисунок 1 Структурирование метода обработки, предусматривало наличие пяти характеристик [7], объединяющих в соответствующие группы все факторы, которые его характеризуют. Характеризовать – это определять отличительные черты, особенности чего-либо. В предлагаемой же трактовке структуры метода обработки – это совокупность способов, т.е. система действий, приёмов осуществления чего-либо, а не определение их отличительных черт. Поэтому, правильнее будет рассматривать метод, как совокупность пяти групп способов достижения требуемых параметров состояния и свойств поверхности, а именно: • воздействия; • образования поверхности; • кинематических; • статических; • динамических. Каждая группа включает в себя то число способов, которое, в свою очередь, объединяет определённую совокупность (систему) действий, реализующихся на основе использования всех известных, на данном уровне развития науки и техники, процессов, физико-технических эффектов и явлений. Так, способы воздействия, в настоящее время, подразделяют на: • с удалением материала; 152 • • • без удаления материала; с нанесением материала; комбинированные. Способы образования поверхности подразделяются на: • копирования; • следа; • касания; • обката (огибания); • синтезирования. Также, например, к группе статических можно отнести способы: • позиционирования; • установки; • настройки. Из технической литературы [7, 8, 9] известны описания кинематических и динамических способов. Наработанные методики анализа и синтеза при совершенствовании существующих и создании новых методов обработки, позволяют разработать необходимую информационную базу для алгоритмизации решения сложных технологических задач, к которым относится и проектирование технологических процессов. Предлагаемая Якухиным В.Г. классификация методов механической обработки [8] и другие [9, 10], могут лечь в основу разработки информационной базы методов обработки, как ключевых звеньев комплексной базы данных технологического процесса, что позволит решить задачу количественной оценки параметров обрабатываемой поверхности в рамках управления процессом технологического наследования. Литература 1. Большой толковый словарь русского языка / Гл. ред. С.А. Кузнецов, - СПб.: «Норинт», 2004. 2. Машиностроение. Терминология: Справочное пособие. – Вып.2. – М.: Издательство стандартов, 1989. 3. Цветков В.Д. Система автоматизации проектирования технологических процессов. М.: «Машиностроение», 1972. 4. Основы технологии машиностроения. Под ред. В.С. Корсакова. Изд. 3-е, доп. и перераб. Учебник для вузов. М.: «Машиностроение», 1977. 5. Дальский А.М., Суслов А.Г. Научные основы технологии машиностроения. М.: «Машиностроение», 2002. 6. Фираго В.П. Основы проектирования технологических процессов и приспособлений. Методы обработки поверхностей. Изд. 2-е. М.: «Машиностроение», 1973. 7. Кузнецов А.М. Технологические основы создания методов обработки в машиностроении. Автореферат докторской диссертации. М., 1975. 8. Якухин В.Г. Высокотехнологичные методы обработки металлов: Учебное пособие / Под ред. д.т.н., проф. О.В. Таратынова. – М.: МГИУ, 2008. 9. Хейфец М.Л. Проектирование процессов комбинированной обработки. – М.: Машиностроение, 2005. 10. Клепиков В.В., Кузнецов А.М., Лобанов А.С., Максимов А.Д., Якухин В.Г. Технология машиностроения. Методы обработки резьб: учеб. пособие. – М.: ФОРУМ, 2007. 153