Диссертация Никандрова М.И. размещено 06.05.2015 г., 13.37 МБ
реклама

Нижегородский государственный технический университет им. Р.Е.
Алексеева
На правах рукописи
Никандров Михаил Игоревич
Энергосберегающие циркуляционные
технологии неорганических солей
Специальность 05.17.01 – технология неорганических веществ
Диссертация на соискание ученой степени доктора технических наук
Дзержинск - 2014 г.
2
Содержание
Стр.
Введение
5
1. Циклические процессы в химической технологии
17
1.1
Круговорот веществ в природе
17
1.2
Процессы с газофазным рециклом
19
1.3
Жидкофазные циклические процессы
26
1.3.1 Получение хлорида калия
26
1.3.2 Производство карбоната натрия
31
1.3.3 Производство карбамида
36
1.3.4 Производство фосфорной кислоты сернокислотной
экстракцией фосфатов
41
1.3.5 Получение суперфосфата
45
1.3.6 Получение сульфита натрия
45
1.3.7 Получение сульфида натрия
46
1.3.8 Получение других солей
47
1.3.9 Концентрирование газов
47
1.3.10 Жидкофазный рецикл в производстве органических
веществ
48
1.4 Циркуляционные процессы с ретуром твердых материалов
50
1.4.1 Бескамерное и поточное производство двойного суперфосфата
51
1.4.2 Получение преципитата
52
1.4.3 Получение фосфатов аммония
53
2. Перспективные направления совершенствования технологий
неорганических солей
55
2.1 Общие принципы и приемы совершенствования технологии солей
71
2.2 Новые технические решения по совершенствованию производства
отдельных солей
89
2.2.1 Получение тринатрийфосфата десятиводного
89
2.2.2 Получение тринатрийфосфата восьмиводного
93
3
2.2.3 Получение динатрийфосфата семиводного
94
2.2.4 Получение мононатрийфосфата одноводного
97
2.2.5 Получение мононатрийфосфата безводного
99
2.2.6 Получение сульфита натрия семиводного кристаллизацией
из раствора
101
2.2.7 Получение сульфита натрия безводного
103
2.2.8 Получение тиосульфата натрия пятиводного
105
2.2.9 Получение хлористого аммония
108
3. Политермическая кристаллизация солей из растворов
117
3.1 Определение скоростей охлаждения растворов при кристаллизации
индивидуальных фосфатов натрия
117
3.2 Фазовые равновесия в системе Na2 O – P2 O5 – H2 O
130
3.3 Кристаллизация мононатрийфосфата
137
3.4 Кристаллизация динатрийфосфата семиводного
142
3.5 Межфазное распределения примесей при кристаллизации монои динатрийфосфата
150
3.6 Кристаллизация тринатрийфосфата десятиводного
167
3.7 Качество тринатрийфосфата десятиводного
185
3.8 Кристаллизация хлористого аммония
188
3.9 Физико-механические свойства твердых фосфатов натрия
и хлористого аммония
193
4. Получение фосфатных растворов абсорбцией оксида фосфора
из отходящих газов
199
4.1 Абсорбция пентаоксида фосфора в распылительной колонне
203
4.2 Абсорбция пентаоксида фосфора в пенном аппарате водой
206
4.3 Абсорбция пентаоксида фосфора в пенном аппарате раствором
динатрийфосфата
211
4.4 Очистка отходящих газов от тумана фосфорной кислоты
215
5. Абсорбция хлористого водорода из дымовых газов сжигания
хлорсодержащих отходов
219
4
5.1 Абсорбция хлористого водорода водой
221
5.2 Абсорбция хлористого водорода раствором хлористого аммония
240
5.3 Абсорбция аммиака и хлористого водорода раствором
хлористого аммония
253
6. Растворение карбоната натрия в солевых растворах и свойства
растворов
263
6.1 Равновесная растворимость в системе Na2CO3-Na2 HPO4-H2 O
263
6.2 Свойства растворов карбоната и фосфата натрия
270
6.3 Свойства солянокислых растворов хлористого аммония
275
6.4 Кинетика растворения соды в растворах динатрийфосфата
280
7. Технические рекомендации по практическому использованию
результатов исследования в энергосберегающих циркуляционных
технологиях неорганических солей
295
7.1 Получение десятиводного тринатрийфосфата
297
7.2 Получение восьмиводного тринатрийфосфата
313
7.3 Получение динатрийфосфата семиводного
313
7.4 Получение мононатрийфосфата безводного
321
7.5 Получение фосфатного раствора при переработке фосфорного
шлама
326
7.6 Получение соляной кислоты и хлористого аммония из печных газов
огневого обезвреживания отходов производства
329
7.7 Получение хлористого бария двухводного
351
ЗАКЛЮЧЕИЕ
361
СПИСОК ЛИТЕРАТУРЫ
366
ПРИЛОЖЕНИЯ
388
5
Введение
В соответствии с Указом Президента РФ от 7 июля 2011 г. N 899 "Об
утверждении приоритетных направлений развития науки, технологий и техники в Российской Федерации и перечнем критических технологий Российской
Федерации" энергоэффективность и энергосбережение относятся к приоритетным для России направлениям на предстоящий этап модернизации и развития производства. В конце 20 века с переходом на рыночную экономику, под
влиянием динамики мировых цен на энергоносители в России цены на них
также претерпели изменения. В результате многотоннажные производства неорганических солей, товарные формы которых содержали большое количество
кристаллизационной воды, стали экономически малоэффективными из-за
большой энергоемкости, высокой себестоимости их производства и чрезвычайно больших затрат на транспортирование малоконцентрированных продуктов на большие расстояния. Например, в выпускавшихся ранее фосфатах
натрия доля балластной воды во много раз была выше, чем количество воды в
исходном сырье (73% фосфорная кислота, сода, 44% едкий натри др.), то производство таких солей на предприятиях-монополистах стало малорентабельным.
Актуальность темы. Минеральные соли относятся к наиболее массово
выпускаемым продуктам промышленного производства. Экономика их производства определяет экономичность практически всех материалов и изделий,
выпускаемых с их применением. Технология минеральных солей в связи с использованием в процессе их получения насыщенных растворов, получаемых,
как правило, из разбавленных растворов путем упарки последних, является
энергоемкой отраслью.
В связи с этим исследование, разработка и внедрение энергоэффективных энергосберегающих технологий солей является актуальной задачей развития химической отрасли промышленности.
При получении солей нейтрализацией кислот эффективность производ-
6
ства можно обеспечить путем:
- повышения концентрации исходных нейтрализующих агентов;
- замены исходных кислот или части кислот солевыми растворами, полученными абсорбцией кислых компонентов из отходящих газов производства
других химических продуктов с применением для этого маточного раствора
после отделения выкристаллизованной товарной соли;
- выделения из полученного более концентрированного нейтрализованного раствора товарной соли с меньшим содержанием кристаллизационной
воды;
- получение части продукта в виде соли реактивной квалификации, имеющей более высокие потребительские свойства и цену.
Реализация данных идей становится возможной при использовании на
стадиях предшествующих нейтрализации кислот и кристаллизации соли рецикла маточных растворов на стадии получения нейтрализующих растворов и
суспензий карбоната натрия или стадий получения кислотно-солевых растворов.
Одним из перспективных направлений совершенствования производства
солей с обеспечением их экологичности и энергосбережения является использование циркуляционных технологий. Рецикл рабочих растворов в производстве солей обычно применяли с целью регулирования роста кристаллов,
улучшения фильтрующих свойств и чистоты выпускаемых солей и обеспечения полноты использования компонентов природного сырья. Применением
циркуляции рабочих растворов в технологии многих солей можно создать
условия для выделения солей в более концентрированной товарной форме и
исключения из технологии их получения энергоемких процессов выпарки растворов и сушки солей. Особую актуальность имеет применение данных принципов в технологии солей, потребляемых во многих областях хозяйства в
больших масштабах. К таким продуктам относятся фосфаты, нитриты и нитраты натрия, хлористый аммоний и хлористый барий, выпуск которых на
предприятиях России к концу двадцатого века был практически полностью
7
прекращён из-за высокой стоимости их производства по устаревшим энергоемким технологиям.
В связи с этим исследование и создание энергосберегающих технологий
неорганических солей, в том числе концентрированных фосфатов натрия и
хлористого аммония на базе отходящих газов производства хлорорганических
веществ является важной народнохозяйственной задачей, имеющей большое
практическое значение. Решение этих задач позволит закрыть дефицит в данных солях на предприятиях России и комплексно решить вопросы экономичности и экологичности их производства за счет снижения энергозатрат и повышения степени использования сырья.
Работа выполнена по планам работ по единым заказ – нарядам Б
04818500706, № 1.08.03 (1993-97 гг.), №2.14.006 (1998-2002 гг.), по координационному плану проблемного совета «Экологическая технология» комплексной программы Минобразования РФ, «Человек и окружающая среда.
Проблемы охраны природы» (шифр проблемы 0.14.05.03), по программе НТП
№ 7 «Теоретические основы хим. технологии и новые принципы управления
хим. процессами» (научные руководители член корреспондент АН СССР Бучаченко А.Л. и академик Саркисов П.Д., приказ № 489 Гособразования СССР,
код темы 7.4.1.33), а также по планам хоздоговорных и госбюджетных НИР
Дзержинского филиала НГТУ, планам развития предприятий ОАО «Корунд»,
ООО «Волгаоргхим», ООО «Патриот» ООО «ПрофиХим» и ООО «Техлайнсервис».
Совершенствование существующих производств традиционно выпускаемых солей с обеспечением снижения энергопотребления при их получении, с
повышением степени использования сырья, увеличением концентрации основного вещества в продукте, с использованием отходов и абгазов других
производств для получения солей является важной народнохозяйственной задачей, решение которой исключительно актуально.
Цель работы. Целью работы явилось научное обоснование энергосберегающих циркуляционных технологий неорганических солей и подтверждение
8
их эффективности на примере получения концентрированных фосфатов
натрия, соляной кислоты и хлористого аммония из отходящих газов производства хлорсодержащих газов производства хлорорганических веществ и хлористого бария.
В связи с этим были поставлены следующие задачи:
− На базе анализа протекания стадий получения солей на соответствующих диаграммах растворимости систем обосновать круг технологий солей, применение в которых циркуляционных процессов может повысить энергоэффективность технологий;
− Изучить кристаллизацию одно-, двух- и трехзамещенных фосфатов натрия и
хлористого аммония и определить условия получения хорошо фильтрующих
кристаллов солей требуемого качества, пересыщения в растворах и межфазное
распределение примесей;
− Изучить равновесную растворимости карбоната натрия в циркулирующих
растворах фосфатов натрия и обосновать оптимальный режим приготовления
более концентрированной содовой суспензии для нейтрализации кислоты за
счет использования рецикла маточных растворов;
− Исследовать возможность получения фосфатных растворов при абсорбции
оксидов фосфора из печных газов обезвреживания фосфорных шламов и установить технологический режим циркуляционного процесса;
− Разработать научные основы технологии получения соляно-кислого щелока
хлористого аммония абсорбцией хлористого водорода из отходящих газов
циркулирующим маточным раствором;
− Разработать практические рекомендации по реализации циркуляционных процессов в технологиях неорганических солей и по обеспечению энергосбережения при производстве: концентрированных фосфатов натрия; хлористого
аммония из отходящих газов производства хлоркарбоновых кислот на базе
многостадийной абсорбции хлористого водорода циркулирующим маточным
раствором; хлористого бария.
9
Объектом исследования являются технологии солей, получаемых
нейтрализацией кислых растворов.
Предметом исследования являются процессы приготовления нейтрализующих растворов карбоната натрия, получения кислотно-солевых растворов
абсорбцией кислых компонентов из отходящих газов циркулирующим маточным раствором и кристаллизация солей из нейтрализованных растворов в более концентрированной форме с обеспечением требований к их чистоте.
Научной гипотезой, положенной в основу работы, является идея о возможности повышения концентрации нейтрализованного раствора перед кристаллизацией из него соли путем замены части подаваемой воды циркулирующим маточным раствором на предшествующих стадиях приготовления
нейтрализующих растворов кислоты, раствора соды, едкого натра или другого
нейтрализующего агента и достижения за счет этого возможности снижения
энергетических затрат и (или) получения солей с меньшим содержанием кристаллизационной воды, а, следовательно, с более высокими потребительскими
свойствами.
Научная новизна.
Установлены критерии определения эффективности использования рецикла маточных растворов в технологии солей с целью обеспечения энергосбережения и показано, что применение рецикла эффективно в технологии
следующих солей: сульфатов калия, цинка, меди; нитратов натрия, калия,
магния, бария, марганца, свинца, алюминия; фосфатов натрия, калия, лития,
кальция; тиосульфатов натрия и аммония; хлоридов аммония, калия, бария.
Впервые изучена политермическая кристаллизация десятиводного тринатрийфосфата, семиводного динатрийфосфата, безводного и одноводного
мононатрийфосфата и показана возможность снижения энергозатрат на охлаждение растворов при кристаллизации. Получены новые данные по влиянию
скорости охлаждения на пересыщения в растворах фосфатов натрия различной
замещенности, показавшие, что с увеличением степени замещения ионов водорода в фосфорной кислоте на ион натрия достигаемые в растворах пересы-
10
щения понижаются.
Полученными новыми данными по влиянию скоростей охлаждения на размеры кристаллов и их фильтрующие свойства показано, что оптимальная скорость охлаждения для производства десятиводного тринатрийфосфата составляет ≈ 8 град/час, для производства семиводного динатрийфосфата ≈ 3 – 5
град/час, для мононатрийфосфата одноводного ≈ 2 град/час и мононатрийфосфата безводного ≈ 1 град/час. Полученные новые данные по константам
скорости кристаллизации новых менее водных фосфатов натрия показали возможность ведения процесса их кристаллизации без снижения производительности кристаллизаторов. Определены оптимальные параметры кристаллизации хлористого аммония, показано, что оптимальная скорость охлаждения 45
- 60 град/час обеспечивает съем кристаллов с единицы кристаллизатора на
уровне 30 кг/(м3*час). Получены отсутствовавшие ранее данные по межфазному распределению примесей при кристаллизации одно-, двух- и трехзамещенных фосфатов натрия и показана возможность получения части продукции
в виде солей реактивной или специальной квалификации, обеспечивающая
решение вопроса их импортозамещения. Установлено, что лимитирующей
примесью, определяющей качество моно- и динатрийфосфатов пищевой и реактивной квалификации, являются примеси мышьяка, коэффициенты распределения которого для семиводного динатрийфосфата равен 36, для безводного
мононатрийфосфата 77, для одноводного мононатрийфосфата – 58.
Обосновано использование кислых компонентов отходящих газов для
замены части дорогостоящих кислот и снижения энергетических затрат при
производстве фосфатов натрия и хлористого аммония. Впервые предложена и
отработана абсорбция оксидов фосфора из газов огневого обезвреживания
отходов фосфорного шлама в распылительной колонне и пенном аппарате
циркулирующими растворами динатрийфосфата взамен существовавшей
ранее водной абсорбции, позволившая повысить коэффициент массопередачи
в 1,2-1,3 раза, снизить расходные коэффициенты по фосфорной кислоте при
получении тринатрийфосфата в 1,2 раза и снизить энергозатраты на выпарку в
11
1,8 раза. Получены новые данные по коэффициентам массопередачи в
распылительной колонне и пенном аппарате и установлены оптимальные
режимы.
Установлено,
что
замена
абсорбента
(воды
на
раствор
динатрийфосфата) повышает степень поглощения в распылительной колонне
на 2 – 5 % и увеличивает коэффициент массопередачи в 1,1 – 1,2 раза; в
пенном аппарате на 2 – 4 % и увеличивает коэффициент массопередачи в 1,1
раза.
Предложено использование маточных растворов хлористого аммония
для абсорбции хлористого водорода из отходящих газов, позволившее увеличить коэффициенты массопередачи в 1,2 раза, снизить объем капитальных затрат в 1,1 раза и объем сточных вод в 1,5 раза. Впервые получены данные по
массопередаче при промывке печных газов конденсатом соляной кислоты, при
абсорбции хлористого водорода циркулирующим раствором хлористого аммония в кожухотрубчатых абсорберах, показавшие возможность получения по
циркуляционной технологии растворов хлористого аммония из которых хлористый аммоний может быть выделен без использования энергозатратной
сушки. Полученные новые данные по совместной абсорбции аммиака и хлористого водорода циркулирующими растворами хлористого аммония показали
возможность достижения очистки от этих примесей в отходящих газах до значений менее ПДК в воздухе рабочей зоны. Обоснован новый подход к организации производства хлористого аммония из печных газов огневого обезвреживания хлорсодержащих отходов по энергосберегающей циркуляционной технологии без применения упарки нейтрализованного раствора или его сушки
топочными газами в сушилке с «кипящем слоем» путем ведения абсорбции
хлористого водорода циркулирующим маточным раствором хлористого аммония.
Получены отсутствовавшие ранее данные по равновесной растворимости
в системе Na2 CO3 -Na2 HPO4-H2 O при 80 °С. Исследованием кинетики растворения карбоната натрия в совместных растворах с динатрийфосфатом обоснован оптимальный режим приготовления концентрированных содовых суспен-
12
зий: время растворения 50-70 минут, температура 80 °С, содержание воды в
готовой суспензии снижается при этом в 1,4 раза. Получены отсутствовавшие
данные по плотности и вязкости растворов фосфатов при температурах равновесного насыщения их менее водными кристаллогидратами фосфатов натрия
по сравнению с выпускавшимися ранее, по плотности и вязкости солянокислых растворов хлористого аммония, по давлениям паров аммиака и хлористого водорода над ними и по физико-механическим свойствам ранее не выпускавшихся солей, предлагаемых к производству, в совокупности составившим
информационную базу проектирования новых технологий.
Разработаны научные основы энергосберегающих циркуляционных технологий: десятиводного тринатрийфосфата, восьмиводного тринатрийфосфата, семиводного динатрийфосфата, безводного мононатрийфосфата, получения фосфатного раствора при переработке фосфорного шлама, соляной кислоты и хлористого аммония из печных газов огневого обезвреживания отходов,
двухводного хлористого бария.
Выполненными исследованиями подтверждена правомерность выдвинутой научной гипотезы и научно обосновано новое актуальное направление совершенствования технологии неорганических солей за счет использования
энергосберегающих циркуляционных процессов.
Практическая значимость.
На основании выполненных исследований предложены новые технологии: десятиводного и восьмиводного тринатрийфосфата, семиводного динатрийфосфата, безводного мононатрийфосфата, обладающих более высоким
содержанием основного вещества и лучшими потребительскими свойствами
по сравнению с ранее выпускавшимися фосфатами натрия, реализованные на
предприятиях, соляной кислоты и хлористого аммония из газов огневого обезвреживания хлорсодержащих отходов, технология получения фосфатных растворов при огневом обезвреживании фосфорных шламов, внедренная в производстве, и технического хлористого бария.
13
Выданы исходные данные на проектирование производства концентрированных фосфатов натрия мощностью 6000 т/год десятиводного ТНФ, 2700
т/год семиводного ДНФ и 1600 т/год безводного МНФ.
Выданы исходные данные на проектирование участка хлористого аммония из печных газов огневого обезвреживания хлорсодержащих отходов производства монохлоруксусной кислоты мощностью 8500 т/год 31,5 % соляной
кислоты и 6000 т/год хлористого аммония.
Новизна предложенных технологий подтверждена 4 патентами России.
Личный вклад автора. В диссертации изложены обобщенные результаты
работ, выполненных в течение 20 лет автором лично или в соавторстве с сотрудниками и студентами. Личный вклад автора заключается в выдвижении
гипотезы, постановке целей и задач исследования, в обосновании способов их
реализации, в непосредственном выполнении значительной части экспериментальных исследований, в математической обработке результатов и выводов, в
личном участии в разработке исходных данных на проектирование новых
производств, курировании монтажа и в организации опытных и опытнопромышленных отработок технологий. Основная часть научных публикаций в
соавторстве написана непосредственно автором. Доклады работ на конференциях подготовлены под руководством автора либо доложены им лично.
Основные научные положения и результаты, выносимые на защиту.
1.
Принцип обеспечения энергосбережения в технологии неорганических
солей путем использования циркуляции маточных растворов на стадию приготовления нейтрализующих агентов подтвержденный на примере получения
концентрированных растворов фосфатов натрия, хлористого аммония и хлористого бария;
2.
Физико-химические основы кристаллизации безводного мононатрий-
фосфата, семиводного динатрийфосфата, десятиводного тринатрийфосфата,
обеспечивающие получение по сравнению с традиционно выпускаемыми кристаллогидратами более концентрированных солей необходимой чистоты и
гранулометрического состава при меньших энергетических затратах;
14
3.
Закономерности получения растворов фосфатов натрия абсорбцией ок-
сидов фосфора из отходящих газов огневого обезвреживания фосфорных
шламов циркулирующим раствором динатрийфосфата с достижением более
высоких коэффициентов массопередачи по сравнению с водной абсорбцией и
обеспечением снижения энергозатрат за счет отказа от упаривания растворов,
подтвержденные на практике;
4.
Научые основы и закономерности получения солянокислых растворов
хлористого аммония абсорбцией хлористого водорода из отходящих газов
циркулирующим маточным раствором с обеспечением экологических норм по
выбросам аммиака и хлористого водорода и достижения концентраций
нейтрализованных растворов хлористого аммония достаточных для выделения
соли политермической кристаллизацией без дополнительного упаривания и со
снижением энергетических затрат;
5.
Физико-химические основы и закономерности получения концентриро-
ванных нейтрализующих суспензий карбоната натрия растворением его в циркулирующих маточных растворах, позволяющих достигать концентрации
нейтрализованных растворов фосфатов натрия достаточных для выделения
безводного мононатрийфосфата, семиводного динатрийфосфата и десятиводного тринатрийфосфата без применения упаривания и сушки с обеспечением
энергосбережения;
6.
Новые технические решения и энергосберегающие циркуляционные
технологии десятиводного тринатрийфосфата, восьмиводного тринатрийфосфата, семиводного динатрийфосфата, безводного мононатрийфосфата, фосфатного раствора из отходящих газов, соляной кислоты и хлористого аммония
из печных газов, двухводного хлористого бария.
Методы исследований. В ходе выполнения работы были использованы
методы аналитического и физико-химического определения (фотоколориметрия и спектрофотометрия растворов, хроматография газов, дериватография,
метод атомно-абсорбционного и рентгенофазового анализа), включенные в
ГОСТы и ТУ на соответствующие продукты, отраслевые методики и приборы.
15
Достоверность полученных результатов основана на использовании современных методов физико-химического анализа и аналитического контроля
и подтверждается воспроизводимостью экспериментальных данных при исследовании. Полученные экспериментальные данные не противоречат базовым фундаментальным положениям и согласуются с результатами, приведенными в литературе. Достоверность теоретических обоснований и выводов
проверена и подтверждена результатами испытаний на стендовых установках
и последующих отработок предложенных технологий и технических приемов
на опытных и опытно – промышленных установках.
Апробация работы. Основные положения работы доложены и обсуждены на 1 и 2 областном конкурсе инновационных проектов 2006 и 2007 годов
(г. Нижний Новгород); международной научно-технической конференции
«Информационные технологии в науке, образовании и производстве» (г. Орел,
2012 г.); международной молодежной научной конференции по естественным
и техническим дисциплинам "Научному прогрессу - творчество молодых".
Йошкар-Ола 2012 г.; III – XI международных научно – технических конференциях «Будущее технической науки» (Н.Новгород 2004 – 2012 гг.); VII
межвузовской научно-методической конференции «Современные проблемы
фундаментального образования» (Йошкар-Ола, 2006 г.), IV Общероссийской
научной конференции «Студенческий научный форум 2012», Международной
молодежной научной конференции ; I-XI региональных научно-технических
конференциях «Молодежь города – город молодежи» (г. Дзержинск 2007-2014
гг); на кафедре ТНВ Дзержинского политехнического института в 1994 – 2014
годах; на совместном научно – техническом совете ООО «Полимихсервис» и
ООО «Волгаоргхим» в 2009 – 2011 гг.
Публикация результатов работы: Материалы диссертации опубликованы
в 15 статьях в рецензируемых журналах и в 4 патентах России. Более 50 статей опубликовано в отраслевых сборниках, трудах, в материалах международных и всероссийских конференций.
Структура и объем работы. Диссертация состоит из введения, 7 глав,
16
выводов и приложений к работе. Работа изложена на 400 страницах с приложениями, включает 155 рисунков, 51 таблиц. Список литературы содержит
251 наименования.
Автор искренне благодарит профессора Михайлова Ю.И., консультировавшего автора работы и участвовавшего в проведении работ по обезвреживанию фосфорсодержащих шламов и в обсуждении их результатов, профессора
Никандрова И.С. за участие в подготовке исходных данных на проектирование, коллектив цеха экспериментальных малотоннажных производств за участие в отработке процессов, инженерно-технических работников и обслуживающий персонал ОАО «Корунд», ООО «Патриот», ООО «ПрофиХим», ООО
«Техлайнсервис», ООО «ПромМаш» за содействие и участие в испытаниях и
освоении установок, коллектив ООО «Волгаоргхим» и ГК «Химпартнеры» за
участие в разработке технологий и проведение маркетингового исследования
рынка, коллектив кафедры ТНВ Дзержинского филиала НГТУ за участие в обсуждении работы, коллектив ООО «Полихимсервис» за сотрудничество при
выполнении проектных работ. Автор искренне благодарит студентов Романову Е.В., Ефимову Е.О., Вагину Е.В., Романова Е.А., Шарова А.И., Михайлову
Е.О., Комлеву Е.А., Лукьянову Е.В., Рогожкина Н.К.. Пронина М.А., Багаеву
М.И. и др. за участие в выполнении экспериментальных исследований.
17
1. Циклические процессы в химической технологии
1.1 Круговорот веществ и энергий в природе
Круговорот веществ в природе Земли является основой равновесия и
устойчивости биосферы. В 1869 г. термин биосфера впервые ввел в научный
обиход Жан-Батист Ламарк. Биосфера — это особая оболочка Земли, объединяющая совокупность живых организмов и неживое вещество планеты, на которой распространено живое и которое находится в непрерывном обмене с
этими живыми организмами. В ходе данного обмена происходит круговорот
энергий и веществ.
Исключительную роль биосферы в формировании месторождений ископаемых отмечал в 1875 г. австрийский геолог Э. Зюсс. Важнейшим инструментом данного формирования залежей минерального сырья он называл круговорот элементов и веществ в природе.
Живое вещество природы, занимая ничтожную долю по сравнению с
-7
другими верхними оболочками Земли (~ 10 части от массы земной коры), иг-
рает определяющую роль в эволюционных процессах на планете [1]. Оно является наиболее активной формой материи во Вселенной. Живое вещество
проводит колоссальную геохимическую работу в биосфере, преобразуя верхние оболочки Земли. Миграция химических элементов на поверхности и в
пространстве оболочек Земли проходит при непосредственном участии живого вещества. Закон Вернадского В. И. о миграции атомов имеет важное научное и практическое значение. Данный закон дает объяснение общих химических процессов, протекающих на поверхности литосферы, в глубинах вод и в
атмосфере Земли. Таким образом, циклические процессы имеют место в природе Земли в ходе круговорота элементов и веществ. Они являются сопутствующим элементом эволюции живых организмов. Ещё более важную роль
циклические процессы занимают в динамике взаимодействий, протекающих в
18
техносфере Земли, в которой техническое влияние деятельности человека исключительно велико.
Обычно основной причиной экологического кризиса на Земле называют
рост населения и объемов производства и потребления [2]. При этом вне внимания оказываются общественные отношения, складывающиеся в сфере производства. Считают, что частная собственность на средства производства является залогом разумного отношения к повышению энерго- и ресурсосбережения в производстве. Однако практика показывает, что по достижении экономически оправданной степени использования сырья (обычно 80 — 85%) в
погоне за прибылью производитель товара не стремится достичь экологически
необходимой степени использования (98 — 99,5%) [3,4].
Важнейший принцип ноосферного этапа развития общественного производства: «приоритет экологии перед экономикой» производителями товаров и
услуг игнорируется. Все экологические проблемы на Земле порождаются капиталистическими производственными отношениями. Это наглядно подтверждают аналитические данные «римского клуба» [5]. Так, при численности
населения 19,5% от населения мира лидеры рыночных отношений в экономике, производя 53% промышленной продукции от всего объема промышленного производства в мире, выбрасывают 63% всех загрязняющих веществ. Аналогичные показатели для США равны: доля населения 5,5%, доля продукции
24,6%, доля выбросов 31%. Эти показатели для СССР соответственно были
равны: 6% - населения, 20% - промышленной продукции и 10% выбросов загрязняющих веществ.
Судя по этим данным [6], производительность труда в СССР была в 13,5
раза ниже, но экологичность технологий в СССР выше, чем в США в 2,5 раза,
при совершенно далеких от сопоставления показателях социальной направленности экономики (обеспечение бесплатного и эффективного образования,
здравоохранения, отдыха, жилищного строительства, ЖКХ и др.)
19
Учитывая, что среднегодовая температура в зоне хозяйствования для России
(-2,2°С) значительно ниже, чем в США (+11,7° С) [7] реальная экологичность
технологий, используемых на то время в СССР, была ещё выше.
Антропогенная деятельность существенно изменяет баланс тепловых газов в атмосфере, способствует перераспределению энергий и энергетических
ресурсов. Обладание значащими для земной цивилизации запасами энергетического сырья и монополизация нефтегазового комплекса России сегодня
приводит Россию в состояние экологической колонизации энергопотребляющими развитыми странами. Развитие предпринимательской деятельности,
ориентирующейся на ввоз в Россию наукоемких материалов, изделий и товаров, ещё более усугубляет эколого-экономическую сырьевую колонизацию
России.
В сложившихся условиях хозяйствования, вновь разрабатываемые ресурсосберегающие технологии российских ученых
не востребованы отече-
ственными предприятиями и производителями, вместе с тем они находят реализацию на предприятиях развитых стран и возвращаются в российскую промышленность уже в виде зарубежных технических достижений.
Таким образом, круговорот потоков вещества, свойственный природе, как
технический прием совершенствования химико-технологических процессов
представляет большой интерес.
1.2 Процессы с газофазным рециклом
Циклические процессы в химической технологии позволяют достигать
показатели, которые без использования циркуляции потоков достичь не удается.
Химико-технологические системы делятся на открытые и циклические
[8].
20
Системы с открытой проточной схемой аппаратов позволяют обеспечить
эффективный противоток реагентов и практически достигать полную переработку исходного сырья.
Схемы с открытой цепью аппаратов используют в производствах, когда
взаимодействие реагентов проходит с большой полнотой. Если за время реакции выход продукта относительно мал, а достижение ещё больших значений
степени превращения лимитируется условиями равновесия, то технологический процесс компонуют по циклической схеме с многократным рециклом
непрореагировавшей смеси.
В циклических схемах обычно предусматривают многократный возврат
в реактор реагентов или одной из взаимодействующих фаз, с целью достижения полной переработки сырьевого компонента в продукт.
Многократный рецикл непрореагировавшего сырья характерен для производства аммиака, метанола, других спиртов, меламина и др.
Обеспечение высоких степеней превращения достигается для газофазных эндотермических реакций легко, поскольку с повышением температуры
одновременно возрастают как степень превращения, так и скорость химической реакции. Примерами таких реакций являются конверсия метана водяным
паром [9]:
CH4 + H2 O→CO + 3H2,
или термическое разложение оксида серы (VI):
SO3→SO2 + 0,5O2
В случае обеспечения подвода в зону реакции необходимого количества
тепла, такие реакции проходят с высокой скоростью и с большими выходами
продуктов реакции.
Для экзотермических реакций влияние температуры взаимодействия на
скорость реакции и степень достигаемого превращения противоположно. Высокие степени превращения достигаются в области низких температур, когда
скорость реакции даже при использовании катализаторов остается незначительной. Если температура достижения высоких степеней превращения для
21
реакции ниже температуры "зажигания" катализатора, то скорость приближается к нулю и взаимодействие практически не происходит.
Так, для реакции окисления оксида серы (IV) в оксид серы (VI), степень
контактирования 95 - 98% достигается при температурах 400 - 450°С [10].
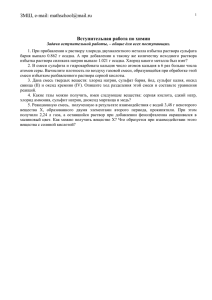
Для реакции синтеза аммиака расчет по уравнению Гиллеспая-Битти [11]
дает зависимость равновесной концентрации аммиака (% об.) для стехиометрической азото-водородной смеси и давление 29,4 МПа, представленную на
рисунке 1.
Рисунок 1. Влияние температуры на равновесную концентрацию аммиака
(Са, % об.) в стехиометрической азото-водородной смеси (по [12]).
Судя по расчетным данным, достаточное полное превращение (95%)
азото-водородной смеси в аммиак может достигаться лишь при температурах
30-70°С, при которых скорость реакции явно равна нулю.
Сегодня катализаторы, эффективно ускоряющие процесс синтеза аммиака ниже 400°С, отсутствуют.
22
В настоящее время выпускается и используется среднетемпературный
трижды промотированный (Al2O3 , K2O и CaO) катализатор синтеза аммиака
СА-1, имеющий рабочий интервал температур 400-550°С.
В колоннах продуцирующего предкатализа используют высокотемпературный
катализатор СА-2, предназначенный для работы в интервале температур 475600°С.
В наиболее распространенных системах среднего давления синтез аммиака проводят при давлении 25-30 МПа и при температурах 420-550°С. При
этих условиях для азото-водородной смеси близкой к стехиометрическому соотношению (1:3) достигается степень превращения в аммиак равная 25-35%.
Поэтому для полного срабатывания очищенной азото-водородной смеси используют многократный возврат непрореагировавшей части газовой смеси на
вход в колонну синтеза. Коэффициент рецикла газов составляет для разных
режимов от 2 до 4. Хотя объем газов циркуляции много больше объема свежей
азото-водородной смеси, тем не менее циркуляция газов выгодна, поскольку
затраты на циркуляцию ниже чем на компримирование свежего газа, и тем более ниже, чем на получение чистой азото-водородной смеси.
Циклические процессы более широко используются в производстве органических веществ. В большинстве случаев их применяют при проведении
экзотермических реакций синтеза. Наиболее выражен рецикл непрореагировавшего сырья в технологии метанола. Синтез метанола из оксида углерода
(II) и водорода проходит по экзотермической реакции
CO + 2H2 →CH3OH
Процесс синтеза проводится в крупных промышленных масштабах, с использованием систем большой единичной мощности. Сегодня в технологии метанола процесс проводят при низком (8-10 МПа) давлении и температуре в колонне 220-250 °С. При этих условиях доля метанола в продукционных газах
на выходе из колонны составляет 15-20% об. [13, 14]. В результате кратность
рецикла непрореагировавших газов составляет 4-5,5.
23
Рецикл продуктов реакции осуществляется и в производстве меламина
из карбамида [15]. Синтез меламина проходит по следующей суммарной реакции:
6NH2 CONH2→C3 N6H6 + 6NH3 + 3CO2
Первоначально проходит дегидратация карбамида с образованием последовательно цианамида, а затем циановой кислоты
NH2CONH2→NH2CN + H2 O→HOCN + NH3
Образующаяся циановая кислота тримеризуется в циануровую кислоту, которая далее в результате амидирования переходит в меламин
3HOCN→C3 N3(OH)3 + 3NH3 →C3 N6H6 + 3H2O
При высокой температуре выделившаяся вода разлагает карбамид с образованием аммиака и оксида углерода (IV)
NH2CONH2 + H2O→ 2NH3 + CO2
Таким образом, половина использованного карбамида переходит в меламин, а половина разлагается и возвращается на синтез. Подаваемый на синтез циановой кислоты, который проходит при температуре 320-330°С с участием катализатора, аммиак уносит продукты из реактора циановой кислоты в
реактор синтеза меламина. Газы из реактора, содержащие аммиак, оксид углерода (IV) и меламин, закаляют впрыскиванием холодной воды. Суспензию
меламина в воде, отделенную в сепараторе, разделяют на центрифуге. Газы в
абсорбере промывают водой. Раствор карбоната аммиака используют в производстве карбамида, а аммиак возвращают в реактор на синтез циановой кислоты.
Возврат непрореагировавших компонентов на начальную стадию применяют и в крупнотоннажном производстве оксида этилена каталитическим
окислением этилена кислородом [15]. Процесс окисления ведут при давлении
2МПа и температуре 220-280°С при избытке этилена по отношению к подаваемому кислороду. Выходящие из реактора окисления газы содержат 1,8-2,1%
об. оксида этилена, 18-22% этилена, 5-6% кислорода и 4-5% CO2. Газы после
охлаждения проходят через абсорбер, где водой из газа выделяют оксид эти-
24
лена и часть СО2 . После абсорбера основную часть газового потока возвращают после подогрева на вход в реактор окисления этилена. Из оставшейся
части выделяют СО2, образовавшийся в процессе. Очищенный от СО2 газ дожимается и также возвращается в реактор окисления. Поскольку степень
окисления этилена в реакторе не превышает 10% от поступающего количества
этилена, то кратность рецикла этилена равна 9-9,5.
Крупнотоннажное производство синтетической уксусной кислоты из
ацетилена включает стадию гидратации ацетилена с образованием ацетальдегида
HC≡CH + H2 O→CH3-CHO
Реакция проходит в колонном аппарате с ртутным катализатором без насадки.
Ацетилен подают через барботер в нижнюю часть колонны. Перед вводом
свежий ацетилен смешивают 1:1 с возвратным ацетиленом 85% чистоты. Одновременно со свежей катализирующей смесью и ацетиленом в колонну подают острый пар. Образовавшийся ацетальдегид выносится ацетиленом в виде
паров. Степень превращения ацетилена в альдегид составляет 60%. После
конденсации ацетальдегида 85% ацетилен возвращается на смешение со свежим ацетиленом. Кратность циркуляции ацетилена составляет 0,6-0,65 т. ацетилена на 1 т. альдегида.
Окисление ацетальдегида проводят в колонном аппарате при 50-70 °С в
барботажном режиме. Из колонны вытекает сырая 94-97% уксусная кислота,
содержащая до 0,8% ацетальдегида. Остатки альдегида отгоняют в ректификационной колонне.
В колонне гидратации постоянно находится катализирующая жидкость,
содержащая 5-6% сульфата железа (III) и около 0,1% солей ртути. Отработанный раствор непрерывно (2-3 м3/час) отводят на регенерацию. Регенерированная жидкость возвращается в реактор гидратации.
При производстве винила из этилена рецикл окислительного хлорирования
CH2=CH2 + 2HCl + 0,5O2→ ClCH2 -CH2Cl + H2O
25
практически проходит с участием хлорной меди, которая затем регенерируется под действием HCl и O2:
CH2=CH2 + 2CuCl2→ ClCH2 -CH2Cl + Cu2Cl2
Cu2Cl2 + 2HCl + 0,5O2→CuCl2 + H2 O
По технологии «Транскат» реакцию проводят в расплаве катализатора
[15]. В процессе стадию хлорирования этана и этилена и окисления их катализатором проводят раздельно. Благодаря этому побочные реакции окисления
этана не проходят и продукт не разбавляется азотом. В данном процессе используют рецикл регенерированного расплава. Регенерацию проводят продувкой воздухом и хлористым водородом. При регенерации проходят реакции:
Cu2Cl2 + 0,5O2→CuOCuCl2
CuO.CuCl2 + 2HCl→ 2CuCl2 + H2 O
Регенерированный расплав, еще содержащий оксихлорид меди (II), подают в реактор хлорирования, куда подают этан и хлор. При этом этан переходит в этилен и дихлорэтан и далее в хлор, этилен и винил, с выделением
хлористого водорода, который переводит оксихлорид меди в CuCl2 .
В данном процессе выход по хлору достигает 99%, по этану 80%. Винилхлорид отделяют от побочных продуктов. Последние направляют на пиролиз с возвратом продуктов пиролиза в реактор регенерации расплава хлорида
меди.
Рециркулят катализатора возвращают на окислительное хлорирование. В
данной технологии избыток этана вводится для обеспечения полного использования хлористого водорода, как более трудноулавливаемого и экологически
более вредного компонента. Кратность рецикла этана в данном процессе относительно мала и составляет 0,2-0,25 т. на 1 т. продукта.
Таким образом, газофазный рецикл не прореагировавших компонентов
применяется при проведении экзотермических превращений, когда условия
максимума каталитической активности используемого катализатора не совпадают с условиями достижения максимального равновесного выхода продукта,
близкого к 100%. В отдельных случаях в виде рецикла вынуждены возвращать
26
исходное вещество, взятое в избытке с целью достижения более полного использования другого компонента, участвующего в реакции. Это вещество, как
правило, либо более дорогостоящее, либо очистка газов от его не прореагировавших остатков технологически более сложна или затратна.
1.3 Жидкофазные циклические процессы
Циклические технологии применяются при переработке природного сырья.
Природное минеральное сырье лишь в редких случаях используется обществом без существенной переделки. Среди редких примеров такого пользования можно привести получение ряда солей из рассолов природных солевых
озер и получение пищевой поваренной соли из залежей. Большей же частью
природное сырье проходит химическую переработку с использованием приемов обогащения, переработки и разделения на составляющие компоненты.
Качество природного сырья постоянно снижается из-за возрастания в нем доли примесей и числа примесных компонентов. Содержание основного компонента по мере заглубления фронта разработок в более глубинные горизонты
залежей постоянно снижается. В связи с этим уже на стадии первичной переработки приходится использовать циклические технологии с циркуляцией
больших потоков растворов и твердых веществ.
1.3.1 Получение хлорида калия
Яркой иллюстрацией циклических технологией являются галургические
производства, например, хлорида калия [16, 17, 18]. Растворение основного
компонента проводится циркулирующими горячими щелочами с выделением
из них готового продукта методом кристаллизации. Переработка организуется
по схеме, представленной на рисунке 2.
27
Рисунок 2. Принципиальная схема получения хлорида калия из сильвинита.
В основе технологии выделения хлористого калия лежит, как видно из
положения изотерм равновесной растворимости в системе KCl – NaCl – H2O
(Рисунок 3), значительно большее изменение растворимости KСl в совместимых растворах с NaCl с повышением температуры, чем растворимость NaCl [
19 ].
Рисунок 3. Растворимость в системе KСl – NaCl - H2 O при 25 и 100°С.
28
Природный сильвинит представляет собой механическую смесь кристаллов сильвина (KCl) и галита (NaCl) с примесями глинистых включений.
Содержание KCl в сильвините колеблется в пределах 15-50%.
Выделение хлористого калия из сильвинита проводят путем растворения при
100°С кристаллов сильвина в циркулирующем насыщенном растворе эвтонического при конечной температуре кристаллизации KСl (т. Е25) состава. Отношение массы раствора (Gp ) к массе сильвинита (Gc) равно отношению длин
рычагов KS к KE25:
n = Gp/Gc = KS/KE25 ~2,0
Отношение массы циркулирующего маточного раствора к массе обрабатываемого сильвинита (n) в зависимости от доли сильвина в сильвините (1550%) меняется от 1 до 3,5.
Кристаллы галита, содержащиеся в сильвините, остаются в твердой фазе
и могут быть отделены фильтрацией или центрифугированием.
Горячий эвтонический раствор состава (точка Е100 ) осветляется в отстойнике и
после отделения глинистого шлама с примесями галита поступает на кристаллизацию.
После охлаждения щелока до температуры 17-27°С выпавшие кристаллы
хлористого калия отделяют на центрифуге.
Маточный раствор нагревается в конденсаторах вторичным паром до 7075 °С, паром до 113-115 °С и подается на обработку сильвинита.
Сильвинит Верхнекамского месторождения в среднем содержит 24-32%
KCl, 61-71% NaCl и 1,5-3% нерастворимого в воде остатка в виде сульфатов и
карбонатов кальция и глины.
При противоточном перемещении породы и раствора скорость выщелачивания хлорида калия из-за возрастания разности концентраций KCl в рабочем растворе и равновесной концентрации насыщения скорость растворения
максимальна. Одновременно значительно возрастает высаливание NaCl. При
прямоточной подаче скорость растворения KCl понижается в 2 раза, но количество высоленного NaCl снижается в 1,5 раза [16].
29
Выпадающие кристаллы NaCl частично экранируют поверхность растворения сильвинита, препятствуя диффузии и снижая полноту извлечения
KСl из природы.
Поэтому на практике используют комбинированную схему подачи раствора и сильвинита. Выщелачивание проводят в три стадии с подачей измельченной породы в первый растворитель. В него же прямотоком подают раствор
со второй стадии растворения. Нерастворившаяся порода из первого растворителя передается во второй растворитель, куда противотоком подают горячий возвратный щелок и промывной раствор из третьего растворителя. Завершение выщелачивания KСl и промывка отвала галита проходит в третьем растворителе при движении раствора противотоком отвалу. Одновременно здесь
утилизируется часть тепла, уходящего с отвалом. Выделяемый из третьего
растворителя с помощью элеватора отвал содержит до 15% маточного раствора, который отделяют на план-фильтре отмывкой горячей водой.
После промывки на план-фильтре доля KСl в отвале снижается в 2 раза.
Сбрасываемый с фильтра отвал содержит 4-6% воды и менее 2,5% хлорида
калия.
Таким образом, в данной технологии между стадией кристаллизации
KСl и стадией его выщелачивания из природного сильвинита циркулирует эвтонический раствор, характеризующийся фигуративной точкой Е25 на диаграмме растворимости в системе NaCl – KСl – H2O (рисунок 3). Сравнение составов растворов т.Е25 и т.Е100 показывает, что при нагревании циркулирующего маточного раствора до 110-115°С он становится в значительной мере ненасыщенным по KСl и частично пересыщенным по NaCl. Поэтому при последующем контакте разогретого возвратного щелока с кристаллами сильвина
последние начинают растворяться, донасыщая раствор. Одновременно проходит высаливание избытка NaCl из раствора и его осаждение на кристаллах галита и даже на кристаллах сильвинита.
При выщелачивании хлорида калия важно обеспечить полноту извлечения KСl в раствор и высокую скорость его растворения. Это обеспечивается
30
поддержанием высокой температуры щелоков (100-103°С) в растворителе и
оптимальной для каждой кристаллической структуры природного сильвинита
степени измельчения, которая определяется составом и размером кристаллов в
природной породе.
Полнота извлечения KCl из сильвинита определяется режимом растворения, определяемым характером перемещения взаимодействующих потоков
раствора и измельченной породы относительно друг друга.
Хлористый калий может быть получен из сильвинита по схеме без использования циркуляционного процесса (рисунок 4). Однако в этом случае
энергозатраты в производстве возрастают более чем на порядок, технология
существенно усложняется поскольку при выпаривании эвтонического раствора из него в осадок выпадает галит, который необходимо отделять.
Рисунок 4. Растворимость в системе KСl – NaCl – H2O при 25 и 100°С.
31
Здесь отношение массы воды (Gв), подаваемой на растворение, к массе
сильвинита (Gc) определяется отношением рычагов KS и ОК на луче растворения сильвинита OS водой.
Лучи выщелачивания сильвина из сильвинита в маточном растворе (Е25 )
в зависимости от состава природной породы (для доли KСl в ней 15-35%) может меняться от Е25Si до E25S.
В производстве на 1 т. товарного хлористого калия образуется 2,5-3,5 т.
твердых галитовых отходов и 0,5-0,6 т. глинистого шлама.
Таким образом, применение циркуляционного процесса в технологии хлористого калия из сильвинита позволяет создать ресурсосберегающую технологию и существенно снизить энергетические затраты и себестоимость получаемого хлорида калия.
1.3.2 Производство карбоната натрия
При производстве кальцинированной соды или карбоната натрия в качестве источника иона натрия служит хлористый натрий, а в качестве карбонатиона — оксид углерода (IV), получаемый термическим разложением известняка в шахтных печах обжига.
Из-за чрезвычайно низкой растворимости оксида углерода (IV) в растворе хлористого натрия карбонизация такого раствора не возможна. По этой
причине в способе Сольве получение бикарбоната натрия осуществляется с
получением в качестве промежуточного вещества и карбоната и бикарбоната
аммония [20] с последующей конверсией бикарбоната аммония в менее растворимый бикарбонат натрия по реакции:
NH4HCO3 + NaCl→NaHCO3 + NH4Cl
Получение кальцинированной соды аммиачным методом основано на
следующей суммарной реакции:
NaCl + NH3 + CO2 + H2O → NaHCO3 + NH4 Cl
32
Осадок бикарбоната натрия отделяется от раствора и разлагается при
нагревании с образованием карбоната натрия:
2NaHCO3→Na2CO3 + CO2 + H2 O
Принципиальная схема получения кальцинированной соды представлена
на рисунке 5.
Рисунок 5. Схема производства кальцинированной соды.
Терморазложение известняка по реакции:
CaCO3→ CaO + CO2
проходит в известково-обжигательной печи. Необходимое тепло выделяется
за счет сгорания твердого топлива, загружаемого вместе с известью. Выходящий углекислый газ промывается водой, обеспыливается в электрофильтре и
поступает на стадию карбонизации аммонизированного рассола.
Из обожженной извести в гасителе получают известковое молоко, которое очищается на сите от «недопала» и «перепала» извести и подается на стадию дистилляции для разложения хлористого аммония и отгонки аммиака.
При гашении извести проходит реакция:
CaO + H2 O → Ca(OH)2
33
Поступающий
рассол
очищается
от
солей
жесткости
содово-
известковым методом и подается на аммонизацию рассола.
На стадию абсорбции аммиак возвращается тремя потоками. Основная
часть (до 92%) приходит со стадии дистилляции (% NH3 и % СО2), вторая
часть (до 6%) в виде газов колонн карбонизации (5-6% NH3 и ~18% СО2) и
меньшая часть с воздухом из вакуум-фильтров стадии фильтрации. На 1 т. соды на стадию абсорбции возвращается до 0,6 т/т диоксида углерода (IV) [21].
На карбонизацию подают газ известково-обжигательных печей, содержащий 38-40% CO2 и газ содовых печей (90% СО2 ). В нижнюю часть колонн
подают смесь этих газов с долей оксида углерода (IV) до 68% СО2 , а в среднюю часть колонн подают газ печи обжига извести. Газ верха колонн уносит
некоторое количество аммиака и СО2.
После отделения на фильтре бикарбонат подается на кальцинацию во
вращающемся барабанном кальцинаторе. При термическом разложении
бикарбоната образуется карбонат натрия:
2NaHCO3→Na2CO3 + H2 O + CO2
Хлористый аммоний и бикарбонат аммония из остаточного маточника во
влажном бикарбонате натрия разлагается по реакции:
NH4HCO3 → NH3 + H2 O + CO2
NH4Cl + NaHCO3→NaCl + NH3 + H2 O + CO2
Регенерация аммиака и оксида углерода (IV) из маточного раствора, отделяемого на вакуум-фильтре и «слабых» жидкостей от промывки газов и аппаратов, проводится на стадии дистилляции. Маточный раствор постепенно
нагревается в конденсаторе паров дистилляции, далее в теплообменнике дистилляции и поступает в смеситель на смешение с известковым молоком. По
мере разогрева карбонат аммония разлагается:
(NH4)2 CO3 = 2NH3 + CO2 + H2 O
Оксид углерода (IV) переходит в газовую фазу, а аммиак остается в растворе и
поступает с ним в смеситель.
34
После смешения с известковым молоком остатки карбоната аммония
взаимодействуют по реакции:
(NH4)2 CO3 + Ca(OH)2→ CaCO3 + 2NH3 + 2H2 O
Хлорид аммония взаимодействует:
NH4Cl + Ca(OH)2 → NH3 + CaCl2 + H2 O
Образующийся аммиак остается в растворе в гидратированном виде и
отгоняется в дистиллере острым паром:
NH4OH → NH3 + H2 O
Газы дистилляции после охлаждения в теплообменнике и конденсаторе подаются на аммонизацию рассола на стадии абсорбции. Дистиллерная жидкость
сливается в «белое море».
Степень использования натрия реально достигает 73-75%. Попытка повысить степень использования увеличением степени карбонизации аммонизированного рассола до 200% на практике не достигается, хотя и приводит к
увеличению степени использования натрия до 84%.
Анализ процесса получения бикарбоната натрия может быть выполнен с
помощью диаграммы равновесной растворимости в четырехкомпонентной
взаимной системе, образующейся при протекании обменной реакции, представленной на рисунке.
Растворимость в системе NaCl – NH4Cl – NH4 HCO3 – NaHCO3 подробно
изучена П. П. Федотьевым, И. Н. Шокиным, А. П. Белопольским [22,23].
В данной системе (Рисунок 6 [22]) при температурах 15-65 °С стабильной парой является NaHCO3 – NH4 Cl. Наибольшую часть диаграммы занимает
поле осаждения из насыщенных растворов системы бикарбоната натрия.
По накоплению в процессе карбонизации аммонизированного рассола в
растворе достаточного количества ионов HCO3¯ , необходимого для конверсии
гидроксида и карбамата аммония в гидрокарбонат аммония по реакциям,
представленным выше, фигуративная точка системы должна быть на диагонали NH4 HCO3 – NaCl вблизи фигуративной точки О (рисунок 6).
35
Рисунок 6. Равновесная растворимость в системе
NaCl – NH4Cl – NH4 HCO3 – NaHCO3 при температуре 60 °С.
Это позволит достичь степени использования натрия равной 100%. В этом
случае состав равновесной жидкой фазы в конце индивидуального осаждения
бикарбоната натрия будет соответствовать составу насыщенного раствора в
точке Р. При дальнейшей карбонизации раствора в твердую фазу будет выпадать смесь кристаллов бикарбонатов и натрия, и аммония. По мере их осаждения фигуративная точка состава равновесной жидкой фазы переместится на
линии (IV ÷ E1) раздела полей осаждения бикарбонатов от точки Р к точке Е, в
которой раствор насыщается уже тремя солями: NaHCO3, NH4 HCO3 , NH4Cl. В
твердой фазе при этом будет находится смесь кристаллов NaHCO3 и NH4HCO3
и состав данной смеси соответствует фигуративной точке Ni. После отделения
кристаллов на фильтре влажный бикарбонат натрия будет содержать 8-12%
кристаллов бикарбоната аммония. Кальцинация такой смеси приведет к раз-
36
ложению бикарбоната аммония. Выходящие из содовой печи газы будут содержать некоторое количество аммиака.
Поскольку часть аммиака из рассола удаляется с уходящими из карбонизационной колонны газами, то фигуративная точка системы в конце карбонизации не достигает точки О, а находится вблизи точки Oi. Поэтому максимально возможная степень карбонизации не может превысить 190%, а степень
использования натрия достичь более 84%. Часть натрия остается в насыщенном маточном растворе и в виде бикарбоната натрия, и в виде NaCl (т. Е1). На
практике реально степень использования натрия составляет 75-76%. Оставшаяся часть натрия уходит с дистиллерной жидкостью.
Таким образом, в производстве кальцинированной соды осуществляется
полный рецикл аммиака. Стехиометрически с учетом степени использования
натрия на одну тонну товарной соды рецикл аммиака должен составлять 0,42
т., однако практически рецикл из-за непроизводительного выноса аммиака с
газами карбонизации составляет 0,55-0,6 т. аммиака на 1 т. готового продукта.
1.3.3 Производство карбамида
Карбамид (или мочевина) представляет собой диамид угольной кислоты:
Карбамид является высококонцентрированным безбалластным азотным
удобрением, содержащим 46% азота в амидной форме. Применяется он и как
протеиновая азотсодержащая добавка к кормам для жвачных животных.
Карбамид применяется в производстве искусственных смол, искусственного волокна, пластмасс, клеев, лаков и гербицидов.
Карбамид производится в крупнотоннажных масштабах. Мировые мощности на 2010 год оцениваются в 110 млн.т. Реально производится в год по 8590 млн.т. Более половины производства приходится на страны Юго-восточной
37
Азии, включая Индию, Китай, Пакистан, Бангладеш. На США и Канаду приходится 13% выпуска, на страны Ближнего Востока 10%, на Россию и Украину 9% и на страны Восточной Европы 6%.
В России карбамид производят на 13 предприятиях с использованием
систем мощностью 90-135 тыс. т./год, 270 тыс. т./год и 450 тыс. т./год. Во всех
системах применяется полный жидкостный рецикл и рециркуляция газов осуществляется в виде раствора углеаммонийных солей.
Степень превращения карбамата аммония в мочевину сегодня достигает
67-69% (в перспективе при двухзонном синтезе достижение 72%).
Синтез мочевины проходит под давлением 200.105 Н/м2 при температуре
200°С по реакциям [24]:
CO2 + 2NH3 → NH2COONH4
(1)
NH2COONH4 → CO(NH2)2 + H2 O
(2)
открытым русским химиком А. И. Базаровым ещё в 1868 г.
Скорость образования карбамата аммония по реакции (1) возрастает
пропорционально квадрату давления. При давлении в колонне синтеза выше
100.105 н/м2 реакция проходит практически мгновенно.
Поскольку СО2 из-за плохой растворимости при подаче сверх стехиометрии на реакцию (1) находится в газовой фазе, то давление паров над плавом карбамида при этом резко возрастает. При избытке аммиака в силу его
хорошей растворимости в жидкой фазе давление не возрастает, а с увеличением в жидкой фазе доли воды давление понижается.
С повышением давления в системе степень конверсии карбамата аммония в карбамид по реакции (2) возрастает. Скорость реакции (2) в значительной мере зависит от присутствия в реакционной системе инертных газов, являющихся примесями (N2 , H2, O2) используемого в производстве СО2. Если в
исходном СО2 доля примесей не превышает 2%, то степень конверсии карбамата составляет 65%. С увеличением доли примесей до 15% степень конверсии снижается до 45%.
38
Присутствие в реакционной смеси воды является необходимым условием, способствующим образованию жидкой фазы в системе. Однако по мере
накопления воды реакция (2) замедляется и выход карбамида снижается.
Наибольшее влияние на увеличение выхода карбамида оказывает избыток аммиака (рисунок 7) сверх стехиометрического (NH3:CO2 = 2).
Рисунок 7. Влияние избытка аммиака на равновесный выход карбамида
при 200.105 н/м2 и температуре 195°С.
Избыточный аммиак растворяется в воде и, связывая воду, уменьшает отрицательное влияние воды, образующейся по реакции (2), на равновесие. В присутствии избытка аммиака равновесие реакции (2) смещается в сторону образования карбамида.
Избыток аммиака замедляет разложение карбамата и карбамида в изоцианат
аммония (реакция 3), изоциановую кислоту (реакция 4) и в конечном счете в
биурет (реакция 5):
CO(NH2)2 → NH4 NCO
(3)
NH4NCO → HNCO + NH3
(4)
HNCO + CO(NH2 )2 → NH2 CONHCONH2
(5)
39
Введение в реакционную смесь большого избытка аммиака в результате
приводит к необходимости организации его рецикла. В соответствии со сложившейся мировой практикой в реакционной смеси поддерживают следующее
оптимальное мольное соотношение NH3 :CO2 :H2 O = 4,5 : 1 : (0,5-0,7) и в колонне синтеза поддерживают температуру 185-200 °С и давление 200.105 н/м2 .
Схема синтеза карбамида с полным жидкостным рециклом представлена
на рисунке 8. В процессе синтеза выделяются стадии: синтеза карбамида; дистилляции плава с разложением карбамата аммония и отгонкой непрореагировавших СО2 и NH3; приготовления возвратного раствора углеаммонийных солей; упарки плава; приллирование плава.
Рисунок 8. Схема производства карбамида.
Для дополнительной пассивации поверхности защитного стакана в углекислоту добавляют кислород в количестве до 1% об.
Для охлаждения корпуса колонны в пространство между стенкой и
внутренним стаканом подают жидкий аммиак, который поступает в реакционное пространство через зубчатые прорези в нижнем торце защитного стакана.
Часть жидкого аммиака подается в форреактор (смеситель) вместе с СО2 и
40
возвратным раствором. Суммарная кратность возврата (рецикла) составляет
2,34 от массы производимого карбамида.
Плав карбамида из колонны синтеза дросселируется с давления 20 МПа
до 1,8-2 МПа в ректификационную колонну узла дистилляции, которая проводится в ректификационной колонне с внешним подогревателем плава и сепаратором фаз. Дистилляция проходит последовательно в 2 ступени. В верхней
части первой ректификационной колонны при температуре 120-125°С отгоняется избыточный аммиак, поступающий в промывную колонну, где промывается, конденсируется и возвращается в танк жидкого аммиака. Плав подогревается до ~160°С в подогревателе и разделяются в сепараторе. Жидкая фаза
дросселируется до давления 0,25-0,4 МПа в ректификационную колонну второй дистилляции. Раствор после сепаратора второй дистилляции с содержанием 70-72% карбамида дроселлируется до давления 40 КПа в вакуумиспаритель, и затем упаривается в выпарном аппарате пленочного типа до
остаточного содержания влаги в плаве 0,2-0,5%. Газы из сепаратора второй
ступени дистилляции проходят конденсатор, абсорбер, орошаемый слабым
раствором углеаммонийных солей с температурой 40 °С, где очищаются от
аммиака и СО2 , и выбрасываются в атмосферу. Разбавленный углеаммонийный раствор (33-50% NH3 и 10-16% СО2) из конденсатора подается в промывную колонну. Раствор из абсорбера подогревается до 135-145°С и поступает в
десорбер, где аммонийные соли полностью разлагаются. Аммиак и СО2 из десорбера поступают в конденсатор второй ступени дистилляции, а вода из десорбера сбрасывается в канализацию.
Таким образом, в производстве карбамида осуществляется жидкостный
рецикл непровзаимодействовавшего сырья в количестве 2-2,5 т. на тонну товарного карбамида.
При исключении рецикла технологическая схема процесса значительно
упрощается, но переработка непрореагировавшего аммиака в нитрат аммония
или сульфат аммония экономически не оправдывается, поскольку на 1 т. карбамида будет получаться 5-10 т. сульфата или нитрата аммония.
41
1.3.4 Производство фосфорной кислоты
сернокислотной экстракцией фосфатов
Фосфорная кислота, полученная сернокислотным методом, ранее применялась полностью для производства концентрированных фосфорных и сложных удобрений. В связи с успешным усвоением технологии концентрирования
[25] и очистки экстракционной кислоты от примесей с использованием органических экстрагентов получаемая сернокислотным методом кислота по качеству не уступает термической фосфорной кислоте (Таблица 1). С закрытием
производства фосфорной кислоты на предприятии в г. Тольятти концентрированная экстракционная фосфорная кислота, выпускаемая ОАО «Воскресенские минеральные удобрения», стала единственным источником сырья для
производства фосфорных солей. Транспортирование термической фосфорной
кислоты на европейскую часть России связана с большими затратами, но ввиду дефицита фосфорной кислоты она используется практически всеми предприятиями.
Развитие технологии экстракции и очистки кислоты позволила получать
очищенную экстракционную кислоту, как видно из таблицы 1, не уступающую по качеству термической.
В основе процесса разложения фосфата лежит реакция:
Ca5F(PO4)3 + 5H2 SO4 + nH2 O → 5 CaSO4.nH2O + 3H3PO4 + HF
Для достижения подвижности суспензии сульфата кальция в фосфорнокислотном растворе массовое соотношение жидкой и твердой фаз (Ж : Т) поддерживают в пределах от (2 : 1) до (3,5 : 1), путем возврата «оборотного» раствора или раствора разбавления. Оборотный раствор содержит 24-26 % Р2О5
и он представляет собой второй фильтрат, образованный смешением части
продукционной кислоты с промывными растворами отмывки фосфогипса на 3
и 4 стадии фильтрации.
Принципиальная схема производства экстракционной фосфорной кислоты представлена на рисунке 9.
42
Таблица 1. Нормы качества фосфорной кислоты.
Наименование показателя
Кислота термическая
Экстракционная
ГОСТ 10678-76
кислота ортофосфорная «очищен-
Марка А
Марка Б
ная»
Марка Т2 Марка Т3
1
1. Внешний вид
2
Бесцветная
3
Бесцветная
Слабо-желтая или
или прозрач-
желтая жидкость
ная со слабожелтым оттенком
2. Массовая доля ортофос-
73
73
73
74
форной кислоты (H3PO4 ) %,
не менее
3. Массовая доля хлоридов,
0,005
0,01
0,010
0,015
0,0003
0,0005
0,005
0,010
%, не более
4. Массовая доля сульфа-
0,3
0,2
0,03
0,02
тов, %, не более
5. Массовая доля нитратов,
%, не более
6. Массовая доля железа, %,
не более
7. Массовая доля тяжелых
металлов (Pb), %, не более
0,0005
0,002
43
Продолжение таблицы 1.
1
8. Массовая доля мышь-
2
3
0,0001
0,006
0,1
0,2
яка, %, не более
9. Массовая доля восстанавливающих веществ (H3PO4), %, не более
10. Наличие метафос-
Выдерживает испытание
форной кислоты (HPO3 )
11. Массовая доля взве-
Выдерживает испытание 0,1
0,001
шенных частиц, % не
более
12. Наличие фосфора
Выдерживает испытание
13. Массовая доля фто-
0,005
0,004
0,1
0,001
ристых соединений, %
не более
14. Массовая доля трибутилфосфата, % не более
Рисунок 9. Принципиальная схема получения экстракционной
фосфорной кислоты.
44
Присутствующая в растворе фосфорная кислота реагирует с природным фосфатом:
Ca5F(PO4)3 + nH3 PO4 → 5Ca(H2PO4)2 + (n-7)H3 PO4 + HF
При добавлении серной кислоты ионы кальция осаждаются из раствора
Ca5F(PO4)3 + H2 SO4 → CaSO4 + 2H3PO4
Часть серной кислоты реагирует с фосфатом.
Скорость разложения фосфата серной кислотой в присутствии значительного количества раствора фосфорной кислоты зависит в значительной мере от степени пересыщения жидкой фазы сульфатом кальция. Скорость разложения фосфата замедляется в случае осаждения на поверхности частиц
фосфата корки сульфата кальция, препятствующей диффузии ионов.
С целью получения более крупных изометричных кристаллов сульфата
кальция, обладающих хорошими фильтрующими свойствами, применяют циркуляцию пульпы из последней стадии (зоны) экстракторов первую секцию
[26].
Присутствие в суспензии сформировавшихся кристаллов сульфата кальция способствует осаждению сульфата на поверхности кристаллов гипса или
полугидрата. Для увеличения скорости кристаллизации и уменьшения возникновения новых зародышей кристаллов процесс осаждения сульфата кальция
проводят в присутствии большого количества растущих кристаллов сульфата
кальция, играющих роль затравки. Для этого используют прием циркуляции
пульпы из последнего реактора в первый. Кратность циркуляции пульпы достигает 10-12 весовых частей на 1 часть продукционной пульпы, подаваемой
на фильтрацию.
В производстве экстракционной фосфорной кислоты применяют два
циркуляционных потока. Циркуляция пульпы обеспечивает повышение показателей работы фильтра: увеличение объема фосфогипса, повышение степени
его отмывки от раствора фосфорной кислоты. Использование циркуляции раствора разбавления суспензии снижает вязкость раствора, способствует увели-
45
чению скорости разложения фосфата, увеличивает подвижность суспензии и
тем самым облегчает перемешивание и обеспечивает переток суспензии из реактора в реактор.
Таким образом, на 1 тонну продукционной экстракционной фосфорной
кислоты с долей 32% Р2О5 суммарно циркулирует 11-13 т. суспензии и раствора. И это обеспечивает технологичность и экологичность всего процесса
получения кислоты.
1.3.5 Получение суперфосфата
Примером процесса с жидкостным рециклом может явиться получение
двойного суперфосфата бескамерным методом, основанном на разложении в
течении 15-20 часов природного фосфата 3-5 кратным избытком фосфорной
кислоты концентрацией 45-50% Р2 О5 в расчете на монокальцийфосфат [26].
На стадии смешения фосфата с кислотой отношение Ж : Т составляет (7-8) : 1,
и оно понижается к завершению разложения до отношения (2,5-3) : 1. Пульпу
после отстаивания разделяют фильтрацией. Маточный раствор с фильтра вместе с осветленной частью из отстойника после добавления к ним свежей кислоты возвращают на разложение в первый реактор. Степень разложения фосфата при температуре 65-70 °С достигает 96%.
Отфильтрованный осадок гранулируют и сушат в барабанной сушилке.
Получаемый сухой двойной суперфосфат содержит 53-54% Р2 О5общ., 52,5-53%
Р2 О5усв. и 52-52,5% Р2 О5водн.
Таким образом, в данной технологии рецикл позволяет повысить степень
разложения фосфата до 96 %.
1.3.6 Получение сульфита натрия
Циркуляцию растворов сульфита натрия применяют при производстве
семиводного сульфита натрия из воды и сернистого газа [18, 27]. Печной газ
46
содержанием 7-8% SO2 пропускают через две башни с хордовой насадкой.
Первая башня орошается сульфит-бесульфитным раствором, для исключения
осаждения плохорастворимого бикарбоната натрия. Свежий раствор соды подают в циркулирующий в цикле орошения второй башни раствор. Температуру растворов поддерживают не ниже 60°С.
Раствор бисульфата натрия отводят из емкости первой башни и направляют на конверсию содовым раствором в сульфит:
2NaHSO3 + Na2 CO3 → Na2SO3 + H2 O + CO2
Из полученного раствора кристаллизуют семиводный сульфит натрия охлаждением в барабанном кристаллизаторе. Выпавшие кристаллы отжимают на
центрифуге. Маточный раствор возвращают на поглощение SO2 .
Таким образом, за счет использования циркуляции маточника решается
задача предотвращения инкрустации оборудования осаждающимся бикарбонатом, уменьшение доли вводимой воды и, как следствие, энергосбережение.
1.3.7 Получение сульфида натрия
В последние годы в связи с насущной необходимостью замены устаревших технологий современными эффективными ресурсосберегающими технологиями вновь возродился интерес к внедрению циклических технологий в
производстве ряда солей [28-30]. Так, опытно-промышленное внедрение [31]
получила рециклинговая технология сульфида натрия конверсией сульфида
бария с сульфатом натрия по реакциям:
BaS + Na2SO4 → BaSO4 + Na2 S
BaSO4 + 2C → BaS + 2CO2
Внедрение технологии повысило качество сульфида натрия по сравнению с продуктом получаемым восстановлением сульфата натрия углем или
газом. Технологическая схема производства сульфида натрия рециклингом
сульфата бария представлена на рисунке 10.
47
Рисунок 10. Операционная схема производства сульфида натрия.
1.3.8 Получение других солей
Научной школой Н.И. Гельперина и Г. А. Носова активно разрабатывается новое научное направление в массовой промышленности кристаллизации
с рециклом части маточного раствора или части продуктовой суспензии [2830]. Использование рециркуляции позволяется исключить многоступенчатую
кристаллизацию и увеличить выход продукта.
В производстве нитрата и нитрита натрия, растворяя соду не в воде, а в
оборотном насыщенном нитрит-нитратном растворе (но не насыщенным карбонатом натрия) концентрация получаемых щелоков возрастает с 200-250 г/л
до порядка 600 г/л [18]. За счет циркуляции процесс осуществляется с меньшим количеством воды, что приводит к энергосбережению.
1.3.9 Концентрирование газов
Циклические процессы эффективно используют для концентрирования и
очистки газов.
48
На Чернореченском химзаводе (позднее ОАО Корунд) с 1952 года эксплуатировалось производство жидкого сернистого ангидрида. Печной газ от
сжигания флотконцентрата или серы пропускали через насадочные башни,
орошаемые раствором сульфит-бисульфитных щелоков. При этом сульфит
аммония, реагируя с оксидом серы (IV), превращался в бисульфит:(NH4)2SO3
+ SO2 → 2NH4 HSO3.
При нагревании бисульфитного раствора до температуры 100°С бисульфит
разлагается с выделением сернистого ангидрида. Оксид серы (IV) осушали,
сжижали и отправляли потребителям. Раствор сульфита натрия возвращается
на поглощение оксида серы из печных газов.
Аммиачно-циклический метод успешно используется и для очистки газов от оксида серы (IV) [32-37].
Для очистки газов от оксида серы (IV) применяют так же циклический
магнезитовый метод [35-37]. Метод основан на абсорбции диоксида серы раствором сульфита магния. Отработанный раствор нейтрализуется оксидом магния:
Mg(HSO3 )2 + MgO → MgSO3 + H2 O
Система представляет собой суспензию кристаллов сульфита, образующегося
из раствора в виде шестиводной соли.
Основную часть сульфита магния направляют на поглощение оксида серы (IV). Выпавшие кристаллы сульфита магния нагревают и разлагают
MgSO3.6H2 O → MgO + SO2 + 6H2 O
Оксид магния используют для регенерации сульфитного раствора. Выделенный концентрированный оксид серы (IV) перерабатывают в серную кислоту.
1.3.10 Жидкостный рецикл в производстве органических веществ
Жидкостный рецикл используют и при получении диметилтерефталата
из n-ксилола по четырехстадийному процессу [15]. При этом проводят следующие реакции:
49
C8 H10 + 1,5O2 → C7H7COOH + H2 O
C7 H7COOH + CH3 OH → C7H7 COOCH3 + H2O
C7 H7COOCH3 + 1,5O2 → C6H4 COOHCOOCH3 + H2 O
C6 H4COOHCOOCH3 + CH3OH → C6 H4(COOCH3)2 + H2O
Пара-кислол сперва окисляют в пара-толуиловую кислоту, затем получают
эфир толуиловой кислоты, далее его окисляют с получением моноэфира терефталевой кислоты и завершают процесс этерификацией моноэфира до диметилтерефталата.
Для сокращения числа стадий и аппаратов окисление ведут одновременно и пара-ксилола, и метил-толуилата в смеси их в соотношении 1 : 2. Окисление воздухом ведут в колонне при 140-180°С и давлении 0,6-1 МПа. При
этом n-ксилол практически полностью (менее 1% в остатке), а метил-nтолуилат окисляется примерно на 50%.
В окисленной смеси содержится 20-25% n-толуиновой кислоты, ~30%
его метилового эфира, 10-15% терефталевой кислоты, 20-25% моноэфира терефталевой кислоты, небольшое количество диметилтерефталата и смолистых
веществ.
Эфиризацию проводят в колпачковой колонне при температуре 250°С и
давлении 2,5 МПа с подачей метанола в избытке в куб колонны. Эфиры из низа колонны дросселируют и подвергают вакуум-перегонке. Легкая фракция
метил-n-толуилата конденсируется в дефлегматоре, часть собирается в сборник и оттуда направляется вновь на окисление. Выход диметилтерефталата
достигает 85-90% от взятогоn-ксилола. Кратность циркуляции метил-nтолуилата составляет ~0,9 т. на т. n-ксилола.
При одностадийном получении терефталевой кислоты окислением nксилола воздухом процесс проводят при ~150°С и давлении 4 МПа, в растворе
уксусной кислоты, которую рециркулируют в процессе. Тепло реакции отводится за счет испарения уксусной кислоты, конденсируемой в дефлегматоре.
Из реактора окисления выводится суспензия терефталевой кислоты в уксусной кислоте, которую разделяют на фильтре или центрифуге. Уксусную кис-
50
лоту отгоняют из фильтрата и в виде смеси с катализатором возвращают в реактор окисления. В данном процессе кратность циркуляции уксусной кислоты
составляет 3-4 т. на 1 т. терефталевой кислоты.
Таким образом, применение жидкостного рецикла в технологии позволяет
• обеспечивать селективное растворение из природной смеси солей целевого
компонента,
• исключить потерю рабочих промежуточных материалов за счет их переноса с
конечной стадии на начальную,
• обеспечить, как и в газовом рецикле, возврат непрореагировавших сырьевых
компонентов на стадию синтеза продукт,
• создавать необходимые технологические условия для достижения полного
завершения реакции переработки сырья,
• обеспечить транспортирование всех компонентов и синтезируемого продукта
за счет избытка одного из сырьевых компонентов,
• обеспечить отвод тепла реакции и возврат катализатора в виде раствора в реактор синтеза,
• исключить многоступенчатость кристаллизации и повысить выход товарного
продукта.
1.4 Циркуляционные процессы с ретуром твердых материалов
Ретур сухих твердых материалов широко применяют в производстве
удобрений.
В последние годы широко используется технология бескамерного разложения фосфата, отличающаяся значительным снижением капитальных затрат и затрат на обслуживание процесса.
51
1.4.1 Бескамерное и поточное производство двойного суперфосфата
Организация беспоточного производства двойного суперфосфата позволила существенно снизить капитальные затраты и себестоимость получаемого
продукта при одновременном сохранении высоких степеней разложения природного фосфата, а следовательно и высокой степени использования питательного элемента растениями [26].
Устранение необходимости упарки кислоты и обеспечение технологичности процесса (исключение залипания и обрастания оборудования, необходимости частых остановок на чистку и устранение завалов, обеспечение требуемой гранулометрии частиц продукта) обеспечивается использованием циркуляции высушенного продукта на смешение с пульпой первичного разложения фосфата фосфорной кислотой. Принципиальная схема представлена на
рисунке 11.
По данной технологии фосмука Кингесеппского флотоконцентрата смешивается с экстракционной фосфорной кислотой, содержащей 28-36% Р2О5.
Полученная массы перемешивается при температуре 70-90°С в течение 60-90
мин. В реакторе достигается степень разложения фосфата ~50%. Дальнейшему
росту степени разложения препятствует образование на поверхности частиц
фосфорита плохо проницаемой плотной корки дикальцийфосфата.
Рисунок 11. Принципиальная схема получения двойного
Суперфосфата поточным методом.
52
Получаемая суспензия распыляется пневматическими форсунками на завесу мелких гранул, падающих во вращающемся барабанном аппарате БГС.
Гранулы за счет кристаллизации из раствора укрупняются, высушиваются топочным газом с температурой 550-650°С. Сухие гранулы с температурой 100105°С разделяются на грохоте на 3 фракции. Крупная фракция дробится и в
смеси с мелкой фракцией образует циркуляционный поток, подаваемый на завесу на входе газов и распыления пульпы в аппарат БГС. Средняя фракция (14 мм) является готовым продуктом. После аммонизации в барабанном аммонизаторе готовый продукт содержит 43-47% усвояемого Р2 О5 . Доля свободной
фосфорной кислоты снижается до 4-5%. Степень разложения фосфата в нем
составляет 80-85%.
Кратность циркуляции мелкой фракции в данной технологии в зависимости от концентрации используемой кислоты составляет от 2 до 3.
1.4.2 Получение преципитата
Аналогичный прием возврата мелкой фракции продукта используется в
производстве кормового дикальцийфосфата (преципитата) [26, 38-41].
По технологии НИУИФ нагретую до 80°С 73% фосфорную кислоту
смешивают с мелом и ретуром готового продукта. Выходящий из смесителя
продукт, содержащий до 80% дикальцийфосфата, пропускают через вращающийся барабан для доразложения при температуре 50-60°С. На выходе из барабана продукт содержит до 4-5% монокальцийфосфата и 18% влаги. Продукт
сушат в барабанной сушилке при температуре 80-90°С. Высушенный преципитат (менее 3%) дробят и затаривают. Большая часть в виде ретура возвращается в смеситель на стадию нейтрализации кислоты мелом. Ретурность
процесса составляет 2,5-3 т. на 1 т. готового продукта. Полученный преципитат содержит не менее 47% Р2О5 усв.
53
1.4.3 Получение фосфатов аммония
Ретур готового продукта используют и в производстве диаммонийфосфата. Здесь после нейтрализации кислоты до рН ~5 [38, 42, 43] полученную
пульпу распыляют на слой ретура в барабанном аммонизаторе. Аммиак подают под слой ретура. Из аммонизатора влажный материал поступает в барабанный гранулятор и далее в барабанную сушилку. После сушки гранулированного продукта в барабанной сушилке 80% его возвращают в барабанный аммонизатор на смешение с пульпой.
Аналогичный прием используют в производствах нитраммофоски, карбоаммофоса и карбоаммофоски.
По рециклинговой технологии в 2013 запущено производство моноаммонийфосфата водорастворимого на ЗАО «Воскресенские минеральные удобрения», которое в настоящий момент пытаются вывести на проектную мощность.
Ретур твердого продукта всегда применяют для получения после смешения с пульпой сыпучей массы, не налипающей на оборудование и для утилизации мелкой фракции продукта.
Анализ данных по использованию циркуляционных технологий в действующих производствах солей и удобрений и материалах исследований по
усовершенствованию технологий солей позволяет сделать следующие выводы:
- При использовании рецикла всегда ставились задачи либо достижения полного эффективного разделения природной смеси солей (например, в производстве хлористого калия), либо задачи возврата вспомогательного реагентавысаливателя полупродукта или продукта (например, в производстве соды),
либо задача получения сыпучей технологичной массы из нейтрализованной
пульпы (производства удобрений).
- Применению циркуляционных процессов для снижения энергозатрат в производстве солей до постановки работы автором внимание уделялось не доста-
54
точно, несмотря на значительное увеличение статьи энергозатрат из-за роста
тарифов после перехода экономики на рыночные отношения.
- Для разработки принципа энергосбережения в производстве солей на основе
использования циркуляции растворов, а также для практической реализации
разработанных технических решений необходимо создание научных и технологических основ энергосберегающих технологий минеральных солей.
- Для создания научных основ энергосберегающей технологии конкретной соли необходима постановка исследований, учитывающих специфику кинетических взаимодействий на всех стадиях производства и равновесия в образующихся индивидуальных системах.
55
Глава 2. Перспективные направления совершенствования
технологий неорганических солей
С ростом численности населения на Земле потребность в минеральных
солях постоянно растет. Большая часть солей получается из природных залежей хорошо растворимых воде минералов галургическим методом выделения
индивидуальных солей за счет изменения их равновесной растворимости при
изменении температуры растворов или путем ведения обменного воздействия
на взаимные равновесные солевые системы.
Мало и плохо растворимые в воде природные минералы перерабатывают
в растворимые соли методами термического или химического разложения, или
ведением окислительно-восстановительных взаимодействий. Значительная
часть солей производится нейтрализацией кислот, с использованием для этого
кислот низкой концентрации (31% соляная, 56% азотная, 76% ортофосфорная
и др.). Но даже концентрированную серную кислоту перед нейтрализацией
или химическим разложением часто разбавляют в соответствии с технологической необходимостью достижения условий селективности воздействия или
достижения высокой скорости процесса растворения.
Нейтрализация проходит в условиях обратимого ионного равновесия в
растворах. В случае нейтрализации сильных кислит сильными щелочами равновесие смещается в сторону образования менее ионизированных молекул воды:
NaOH(p) + HNO3(p) → NаNO3 (p) + H2O(ж)
Выделяющаяся по реакции вода еще более разбавляет получаемый
нейтрализованный раствор. Для получения продукта в виде твердой соли в результате приходится вести упарку растворов или сушку влажных солей топочными газами. Это приводит к возрастанию доли энергетических затрат в
себестоимости продукта.
При нейтрализации кислоты карбонатами натрия смещение равновесия
происходит из-за образования оксид углевода IV, удаляемого из реакционного
56
раствора:
Na2 CO3 + H3PO4(p) → Na2 H PO4(p) + H2 O(ж) + CO2 ↑
Некоторые соли могут быть получены использованием взамен кислоты
кислотообразующих оксидов (SO2 , SO3, NO2 , и др.) совмещая их абсорбцию
водными растворами солей с нейтрализацией получаемой кислоты:
Na2 CO3 + 2SO2 (p) + H2O(ж) → 2 Na H SO3 (p) + CO2 ↑
В связи с относительно малой растворимостью соды в воде и низкой
концентрацией растворов технических щелочей (43% NaOH) получаемые
нейтрализованные растворы имеют низкую концентрацию и их необходимо
концентрировать упариванием. Выдвинута гипотеза о том, что повышение
концентрации нейтрализованных растворов может достигаться рециклом маточных растворов или части нейтрализованного раствора на стадию содорастворения. Это сократит подачу избытка воды на растворение, сохранив хорошую текучесть содовой и солевой суспензии после стадии кристаллизации.
Поскольку использование рецикла растворов имеет и некоторые отрицательные последствия, то представляет практический интерес выработка критериев целесообразности ведения рецикла маточных растворов.
В таблице 2 приведен перечень солей, наиболее массового выпускаемых,
и при получении которых проводят реакции нейтрализации (25 солей) или
разложения (8 солей) растворами кислот. Из них при получении 10 солей
(нитрит бария, магния, марганца, стронция, свинца, алюминия, а также сульфаты меди, цинка, бария и алюминия) концентрацию азотной и серной кислот
поддерживают оптимальной для обеспечения максимальной скорости разложения. Исходные кислоты обычно разбавляют водой и промывной водой после промывки оставшегося после разложения шлака. В этих случаях использование для разбавления кислот маточника или даже возврат части нейтрализованного раствора на разбавленные кислоты позволит исключить подачу избытка воды, которую затем приходиться удалять упариванием раствора.
57
Таблица 2. Критерии оценки применимости принципа энергосбережения
посредством циркуляции маточника на стадию приготовления
нейтрализующих растворов.
№ Про- Способ
пп дукт получения
нейтрализованного раствора
1
1
2
2
Нитрит
натр
ия из
соды
и оксидов
азота
Нитрат
аммо
мония
из
аммиака и
азот
ной
кислоты
Наличие
разбавления
на
стадии
приготовления
нейтрализующих растворов
3
4
Нейтра- Получализация ют рассовметвор соды
щенная с
абсорбцией
Нейтрализация
кислоты
аммиаком
Причина получения
разбавленного
раствора
Нали
чие
маточ
точника
после
отделения
продукта
5
6
ОграДа
ниченная растворимость
соды в
воде
Используют 56%
азотную
кислоту
Нет
Наличие
циркуляции маточного
раствора
на стадию
приготовления
нейтрализующего
вещества
7
Рецикл
маточного
раствора
на содорастворение
ПреПримеимучание
щества
достигаемые
рециклом
8
Снижение
количества
подаваемой
воды
9
Рецикл
маточника
эффективен
Нет
Маточник
практически отсутствует
За счет
тепла
нейтрализации
испаряется почти вся
вода,
получается
95%
плав
аммонийной
селитры
58
Продолжение таблицы 2.
2
1
3 Нитрат
натрия
из соды
и оксидов азота
3
Нейтрализация
совмещенная с
абсорбцией
4 Нитрат
Обменное
калия из разложехлорида ние
калия и
азотной
кислоты
5 Нитрат
алюминия девятиводный из
глинозёма
и
азотной
кислоты
6 Нитрат
бария
двух
водный
из плава
ВаS
и
азотной
кислоты
7 Нитрат
магния
шестиводный
из карбоната
магния и
азотной
кислоты
Нейтрализация
кислоты
оксидом
алюминия
Разложение плава
с отдувкой Н2S
4
Получают
раствор
соды
Получают
раствор
хлорида калия
Кислоту разбавляют до
35-40%
Кислоту для
разложения
разбавляют
до 2025%
HNO2
5
Ограниченная
растворимость
соды в
воде
Ограниченная
растворимость
хлорида
калия в
воде
Увеличение
скорости
и
полноты
разложения
глинозёма
Увеличение
скорости
и
полноты
разложения
плава
6
7
Да Рецикл маточного
раствора
на
содорастворение
Да Рецикл маточного
раствора
на разложение
хлорида
калия
Да Маточник
направляют на разбавление
кислоты
Да Маточник
с первой
ступени
кристализации
направляют на разбавление
азотной
кислоты
НейтраКисло- УвелиДа Маточник
лизация
ту раз- чение
направлякислоты с бпвля- скороют на разудалени- ют до
сти и
бавление
ем СО2
35-40% полноты
кислоты
HNO3 разложения
8
Снижение количества
подаваемой воды
Снижение количества
подаваемой воды
9
Рецикл
маточника
эффективен
Повышение
концентрации
перед
упаркой
раствора
Рецикл
маточника
эффективен
Повышение
концентрации
нитрата
снижение расхода воды
Рецикл
маточника
эффективен
Повышение
концентрации
раствора
перед
выпаркой
Рецикл
маточника
эффективен
Рецикл
маточника
эффективен
59
Продолжение таблицы 2.
1
8
9
2
Нитрат
марганца семиводный
из диоксида и
азотной
кислоты
Нитрат
свинца
безводный
3
Нейтрализация
кислоты
оксидом
4
Кислоту разбавляют до
25-30%
Окислительное
восстановительное
растворение
свинца
Кислоту разбавляют до
25-30%
HNO3
5
6
7
Увели- Да Маточник
чение
направляскороют на разсти и
бавление
полноты
кислоты
и разложения
Увели- Да Маточник
чение
направляскороют на разсти
и
бавление
полноты
кислоты
и
разложения
гранул
свинца
Кисло- Увели- Да Маточник
ту раз- чение
направлябавля- скороют на разют ма- сти расложение
точным творекарбоната
с расния
стронция
твором
10 Нитрат
стронция из
стронционита
и азотной
кислоты
Разложение
карбонат
стронция
удалением
СО2
11 Сульфат
аммония
из аммиака и
серной
кислоты
Нейтрализация
кислоты
аммиаком
Нет
-
Да Маточник
возвращают
в
нейтрализованный
раствор
перед выпаркой
8
Повышение
концентрации
раствора
9
Рецикл
маточника
эффективен
Повышение
концентрации
раствора
Рецикл
маточника
эффективен
Утилизация
компонентов
Часть
маточника
направ
ляют на
выделение
гидроксида
или
карбоната
бария
-
Утилизация
компонентов
маточного раствора
60
Продолжение таблицы 2.
1
2
12 Сульфат
алюминия из
каолина
(коагулянт)
3
Нейтрализация
кислоты
оксидом
13 Сульфат
бария из
хлорида
бария
Получе- Нет Нет
ние разбавленного
раствора или
разложение
плава
сульфида бария
соляной
кислотой
Окисли- РазУвели- Да Рецикл
тельно- бавле- чение
маточнивосстание
скорока на разсерной сти расбавление
новительное кисло- творекислоты
взаимо- ты до ния медействие 20%
ди
меди с
кислотой
14 Сульфат
меди из
лома и
серной
кислоты
4
Разбавление
серной
кислоты пропромывной
водой
Осажде- Нет
ние малорастворимой соли
5
6
Нет -
7
8
9
Вода
необходима
для образования восемнадцативодного кристаллогидрата
сульфата
-
Утилизация
компонентов
маточного раствора
Рецикл
маточника
эффективен
-
-
61
Продолжение таблицы 2.
1
2
3
15 Сульфат Обмен- калия из ное разхлорида ложение
калия и
сульфата
натрия
16 Сульфат
цинка
семиводный
из отходов
производства
цинковых белил
и
серной
кислоты
17 Фосфат
аммония
из аммиака и
фосфорной
кислоты
18 Диаммоний
фосфат
из аммиака и
фосфорной
кислоты
4
5
-
Нейтрализация
кислоты
оксидом
Кислота разбавляется до
18-25%
водой
Обеспечивается скорость
разложения
цинка
Нейтрализация
Разбавления нет
-
Нейтрализация
Разбавления нет
6
Да
7
Рецикл
маточного
раствора после отделения галита
и
маточника после
отделения
сульфата
калия
Нет -
Да
Да
8
9
УтилиРецикл
зация
эффеккомпотивен
нентов
маточного раствора
-
Маточник передают в
производство
аммофоса
Утилизация
компонентов
раствора
Маточник передают
в
производство
аммофоса
Утилизация
компонентов
раствора
Раствор
упаривают со
100г/л
до
и
чешуируют
на барабанном
кристаллизаторе
Необходимо
выводить
избыток воды
Необходимо
выводить
избыток воды
62
Продолжение таблицы 2.
1
2
19 Мононатрий
фосфат
двухводный
из соды
и фосфорной
кислоты
20 Динатрий
фосфат
двенадцативодный
из соды
и фосфорной
кислоты
21 Тринатрий
фосфат
двенадцативодный
3
4
Нейтра- Разлизация бавлес удале- ния нет
нием
СО2
24 Тринатрий
фосфат
десятиводный
из соды,
едкого
натрия и
фосфорной
кислоты
5
6
Да
Да
7
Маточник
передают в
производство триполи фосфата
натрия
8
Утилизация
компонентов
раствора
Маточник
передается
в производство
Утилизация
компонентов
маточного
раствора
Нейтрализация
с удалением
СО2
Получение
раствора
соды
Ограниченная
растворимость
соды в
воде
Нейтрализация
до ДНФ
содой и
далее
гидроксидом
натрия
Получение
содового
раствора
Нейтрализация
содой до
ДНФ и
далее
гидроксидом
натрия
Получение
содовой
суспензии
Ограни- Нет Упаркой
ченная
нейтралираствозованного
римость
раствора
получают
соды в
раствор
воде
плава двенадцативодной соли
Ограни- Да Рецикл
ченная
раствора
растводиатрий
римость
фосфата на
соды в
содорасводе
творение,
и маточного раствора на вторую
нейтрализацию
9
Рецикл
на содорастворение
может
быть
эффективен
Рецикл
на содорастворение
эффективен
-
Рецикл
раствора дианатрий
фосфат
может
быть
эффективен
Утилизация
компонентов
маточного
раствора
Рецикл
эффективен
63
Продолжение таблицы 2.
1
2
25 Тринатрий
фосфат
восьмиводный
из соды,
едкого
натра и
фосфорной
кислоты
26 Монокалий
фосфат
из KCl,
серной
кислоты
и фосфорита
3
Нейтрализация
содой до
ДНФ и
далее
гидроксидом
натрия
4
Получение
содовой
суспензии
5
6
7
8
ограни- Да Рецикл рас- Утиличенная
твора диат- зация
растворий фосфа- компоримость
та на содо- нентов
соды в
растворематочводе
ние, и ма- ного
точного
раствораствора на ра
вторую
нейтрализацию
ОбменДа Маточный
Утилиное разраствор по- зация
ложение
сле высали- фосфавания фос- та и мефата калия танола
метанолом
подают на
отгонку метанола с
получением
фосфорной
кислоты
(54% Р2О5)
27 МоноРазлоКисло- Обеспе- Да На смеше- Утиликальций жение
ту сме- чение
ние с кис- зация
фосфат трехзасметекучелотой, по- фосфаиз апа- мещен- шива- сти сусдаваемой на та
тита и ного
ют
с пензии
разложение
фосфор- фосфата маточ- мононой
кислоным
кальций
фосфата
кислоты той
раствором
Ограни- Да Рецикл ма- Утили28 Сульфит Нейтра- Полученная
натрия
лизация чают
точного
зация
расраствосемисовмераствора на компоримость
водный щенная твор
содораство- нентов
соды
соды в
из соды с абрение
маточводе
и диок- сорбциного
сида се- ей SO2
растворы
ра
9
Рецикл
эффективен
-
Рецикл
эффективен
Рецикл
эффективен
64
Продолжение таблицы 2.
1
2
29 Тиосульфат
натрия
пятиводный
из соды,
диоксида серы
и серы
3
Окислительновосстановительное
взаимодействие
4
Получают раствор соды
30 Тиосульфат
аммония
из аммиака,
серы и
диоксида серы
31 Дитионит
натрия
безводный из
цинка,
NaOH и
диоксида серы
32 Дитионит
натрия
из
NaOH,
формиата
натрия и
диоксида серы
Окислительновосстановительное
взаимодействие
Получают раствор
сульфита
аммония
Окислительновосстановительное
взаимодействие
Получают суспензию
цинковой
пыли с
Ж:Т=5
для абсорбции
SO2
Окисли- Получательно- ют водвосстаноновиспиртотельное вый расвзаимо- твор
действие формиата
натрия
5
6
ОграДа
ниченная
растворимость
соды в
воде
Да
7
Рецикл
маточного
раствора на
содорастворение
и получение
суспендированной серы
Рецикл
серы. Рецикл маточного
раствора
8
Утилизация
компонентов
маточного
раствора
9
Рецикл
эффективен
Утилизация
сырьевых
компонентов
Рецикл
эффективен
-
-
-
Утилизация
метанола
-
-
Нет
-
Нет Воднометанольный
раствор
на регенерацию
65
Продолжение таблицы 2.
1
2
33 Сульфид
натрия
из сульфата
натрия и
угля
34 Гидросульфид
натрия
из
NaOH и
H2S
3
Восстастановление
сульфата
4
Восстановленный плав
выщелачивают водой
Абсорб Нет
сорбция
H2S
раствором
NaOH
35 Борная
Обкислота менное
из дато- разлолита
жение
серной
кислотой
36 Бура из Нейтра Получают
борной лизараствор соды
кислоты ция
и соды
37 Бура из
гидроборацита
Нейтра
лизация
борной
кислоты содой
Пульпу минерала смешивают с частью маточника
(~50%)водой,
содой
и
бикарбонатом натрия и
ведут варку
5
Низкая
скорость
выщелачивания
6
Нет -
КоденсаНет Нет
ция воды
из газов
Обеспече- Да
ние текучести
пульпы
смешением с маточником
ОграниДа
ченная
растворимость соды. Низкая
скорость
растворения борной кислоты
ОграниДа
ченная
растворимость соды
7
8
-
9
-
-
Рецикл
части маточника
на выщелачивание пульпы
Маточник
не
используется
Рецикл
маточника
эффективен
Половина маточника выводится в
отход изза накопления
примесей
Маточник не
используется
Раствор
перед
кристаллизацией
буры
упаривается
66
Продолжение таблицы 2.
1
2
3
38 Хлорид Нейтраамония лизация
из аммиака и
соляной
кислоты
39 Хлорид
амония
из аммиака и
газов,
содержащих
хлористый
водород
40 Хлорид
бария из
плава
BaS
и
соляной
кислоты
4
-
5
6
Низкая Нет концентрация
технической
соляной
кислоты
7
8
-
Нейтра- лизация
совмещенная
с абсорцией
НСl
Низкая
концентрация
раствора
Да
Маточник на абсорбцию НСl
из печных
газов
Обменное разложение
с отгонкой H2S
Получается
ратвор
низкой
концентрации
Да
Маточник Утиливозращают зация
на упарку BaCl2
Разложение
разбавленной
кислотой
9
Исполь
пользуют
сушку
раствора
в
аппарате с кипящим
слоем
продукта
Рецикл
эффективен
Рецикл
маточного
раствора на
разбавление
соляной
кислоты
с
сокращением
подачи
воды
эффективен
67
При получении сульфата и хлорида алюминия, а также сульфата цинка маточники отсутствуют, но при их производстве кислоту вынуждены разбавлять водой.
При получении аммонийных солей (нитрата, сульфата, моно- и диаммоний сульфата) выделение воды в процессе нейтрализации не происходит, аммонизация происходит с выделением большого количества тепла, идущего на
упарку раствора. Доля воды в конечном растворе в этом случае очень мала.
При получении монокалийфосфата, сульфида натрия и дитионата натрия водные маточные растворы после выделения продукта отсутствуют. Поэтому в
технологии данных солей вопрос о рецикле маточника не возникает.
При получении нитрита натрия, нитратов натрия и калия, фосфатов
натрия и кальция, сульфата и тиосульфата натрия и аммония, хлорида аммония рецикл маточных растворов позволяет обеспечивать необходимую текучесть образующихся солевых суспензий.
Критериями, определяющими эффективность применения рецикла маточных растворов, могут явиться:
1. Наличие маточного раствора после отделения товарной соли.
2. Необходимость обеспечения хорошей текучести солевых суспензий путем
сохранения необходимого для этого оптимального соотношения жидкостей и
твердой фаз в суспензии, что достигается, несмотря на снижение подачи избыточной воды в систему, возвратом маточника на стадию растворения или
нейтрализации.
3. Сохранение высокой скорости разложения минерала сырья путем поддержания оптимально необходимой концентрации кислоты в растворе разложения
разбавлением ее маточным раствором, несмотря на уменьшение подачи воды
на разбавление.
4. Наличие стадии абсорбции кислых компонентов газов водой или солевым раствором.
Таким образом, критериями являются: 1) наличие маточного раствора
после отделения товарной соли и наличие в исходной технологии стадии раз-
68
бавления раствора водой для обеспечения текучести суспензии или 2) наличие
маточного раствора и наличие в исходной технологии разбавления кислоты
для обеспечения высокой скорости растворения или разложения или 3) наличие маточного раствора и наличие стадии абсорбции кислых компонентов газов водой или солевым раствором.
В этих случаях применение рецикла маточного раствора позволяет сократить подачу воды. Перед кристаллизацией соли из нейтрализованного раствора этот введённый в систему избыток воды всегда приходится удалять упариванием раствора, неся при этом значительные энергетические затраты.
Анализ технологических процессов, приведенных в таблице, показывает, что
из 40 солей при получении 24 из них возможно эффективное использование
рецикла маточных растворов.
Однако указанные в таблице доводы о возможной эффективности применения рецикла маточных растворов являются предварительными и требуют
уточнения на основе анализа протекания процессов на различных стадиях получения конкретной соли с использованием данных равновесной растворимости в образующихся системах и скоростей растворения или разложения сырьевых минералов.
Основная часть технологических систем производства солей в России
были введены в эксплуатацию в 1975-1985 годах. В основу данных технологических систем третьего поколения были положены технологические решения,
направленные на достижение полного использования сырьевых компонентов
и достижение минимально возможных расходных коэффициентов. Поэтому
дальнейшее снижение себестоимости солей на современном этапе может быть
достигнуто, только при уменьшении доли других составляющих себестоимости, и в первую очередь – доли энергетических затрат. Затраты на сырье в
перспективе могут быть снижены только за счет замены части стандартного
обычно используемого сырья отходами производства, содержащими данный
компонент. Так, сода, используемая для получения натриевых солей, частично
69
или полностью может быть заменена отходами, содержащими сульфат или
карбонат натрия. Фосфорная кислота может быть частично заменена отработанными фосфатными растворами очистки отходящих газов от оксидов фосфора. Стандартная соляная кислота, используемая для получения хлоридов,
может быть частично заменена отходящими газами производства хлорорганическими веществ, содержащими хлористый водород. Производство сульфитов
может быть организовано с использованием отходящих газов, содержащих
сернистый ангидрид, взамен печных газов, полученных сжиганием серы или
флотационного колчедана. Аналогично при получении сульфидов можно использовать отходящие газы, содержащие сероводород.
В период разработки и внедрения технологических систем третьего поколения в производствах солей, как и в других производствах химической
промышленности СССР, ориентировались на существующие планово низкие
цены на энергоносители. Поэтому модернизация технологий в данный период
проводилась в направлении увеличения мощности технологических систем.
Во вновь внедряемых технологиях использовались энергоемкие процессы изотермической кристаллизации солей, сушки растворов топочными газами в сушилках распылительного типа или в сушилках с кипящим слоем продукта и
др.
За счет увеличения доли энергетических затрат в себестоимости солей
(Таблица 3) при этом достигали снижение доли амортизационных отчислений
и доли заработной платы в структуре себестоимости. При этом доля энергетических затрат, включающая расходы на воду, топливо, пар и электроэнергию,
в производстве солей даже стала возрастать и составляет сегодня 13,5-22 % от
их себестоимости.
С переходом к рыночным ценам на энергоносители данные технологии в
новых условиях хозяйствование оказались экономически не состоятельными.
Существовавшие на это время технологии стали низкорентабельными. Выпускаемая продукция стала не конкурентоспособной. К 2000 годам из-за закрытия
отечественных убыточных производств на рынке увеличилась доля солей,
70
ввозимых из Китая. Низкое качество этих солей породило проблему качества
продукции в производствах, потребляющих такие соли.
Таблица 3. Энергетические расходы на производство солей [18].
Наименование
соли
Расход на 1 т безводного продукта
Природ-
Пар,
ный газ, кг Гкал
Доля энерго-
Электроэнер-
Во-
затрат, % от
гия, кВт∙ч
да,
себестоимо-
м³
сти
усл. топлива
Тринатрийфосфат
-
6,8
26
22
-
3,8
18
16,6
-
3,2
11,6
12,1
-
2
190
300
18
1
0,6
260
6
15
0,4
4
160
18
15,5
580
0,7
220
6,1
13,5
двенадцативодный
Динатрийфосфат
120
двенадцативодный
Мононатрийфосфат двухводный
Сульфит натрия
безводный
Сульфид натрия
плавленный (65 %
Na2S)
Хлористый барий
солянокислотным
методом
Хлористый аммоний из соляной
кислоты
Сегодня при разработке новых технологий традиционных солей снижение энергозатрат в процессе производства может стать важнейшим направлением снижения себестоимости.
71
2.1 Общие принципы и приемы совершенствования технологии солей
Основной причиной больших энергозатрат, характерных для производства солей, является необходимость получения после нейтрализации кислот
разбавленных солевых растворов. Для получения солей натрия нейтрализацию
кислот проводят карбонатом натрия. Нейтрализация кислот твердой содой
проходит с интенсивным газовыделением и вспениванием массы в реакторе.
Подаваемая в реактор сода пылит, налипает на крышке и комкуется. В результате верхняя часть реактора нейтрализации быстро зарастает коркой соды.
Для удаления образовавшейся соды часто проводят промывки аппарата водой,
на что расходуется большое количество воды разбавляющей нейтрализованный раствор. Поэтому для нейтрализации кислоты готовят содовую суспензию.
Из-за высокой скорости осаждения частиц соды в водных растворах карбоната натрия содовая суспензия не должна содержать большое количество
взвешенной твердой фазы, чтобы исключить забивку трубопроводов. С учетом
опыта перекачивание суспензии в производстве карбоната натрия отношение
фазовых масс Ж:Т необходимо поддерживать не менее 3-3,5:1 в соответствии
с растворимостью соды в воде, равной для 80 °С 31,4%. Для обеспечения хорошей текучести содовой суспензии в действовавшем производстве фосфатов
натрия нейтрализацию кислоты вели содовой суспензией, содержащей 340380г/л (или 32-33% масс.) карбоната натрия. При этом доля твердой фазы не
превышает 3-3,5% масс. (Ж:Т=30:1).
В общем случае процесс приготовления содовой суспензии с подачей на
содорастворение маточного раствора от получения соли NaX может быть
представлен в треугольнике системы Na2CO3 – NaX – H2O, представленной на
рисунке 12.
В случае приготовления содовой суспензии растворением твердого карбоната натрия в 20% растворе соли NaX при тех же начальных соотношениях
соды и раствора, растворение соды проходит по линии АР, и состав получен-
72
ной суспензии характеризуется точкой N. Содержание воды в данной содовой
суспензии равно 47%. При растворении карбоната натрия в 30% растворе NaX
доля воды в содовой суспензии снизится до 42 %. В содовой суспензии, полученной растворением соды в воде, находится (т. N) 60% воды.
A
100
Na2CO3,%
90
80
70
60
50
N
40
N2
N1
L
30
20
10
P1
P2
0
0
10
20
30
40
50
60
70
80
90
100
NaX,%
Рисунок 12. Процесс приготовления содовой суспензии, представленный
на диаграмме состава системы Na2CO3-NaX-H2 O.
73
С повышением концентрации соли NaX в растворе, подаваемом на растворении соды, с 0 до 50% масс. доля воды в содовой суспензии снижается с
Na2CO3,%
60 до 30% (Рисунок 13).
70
65
60
55
50
45
40
35
2
1
3
30
25
0
20
40
NaX,%
Доля соды от массы суспензии, % масс: 1-30, 2-35, 3-40.
Рисунок 13. Изменение доли воды в содовой суспензии (Q,% масс) с изменением доли соли в растворе, взятом для приготовления содовой суспензии.
В трехкомпонентной системе NaCl – KCl - H2 O, представленной на рисунке 14, при растворении сильвинита состава т. S в воде в соотношении
определенном точкой 1 получается раствор с долей воды 73%. При растворении сильвинита в 10% растворе NaCl (т. I1) в полученной ненасыщенном растворе (т. 2) доля воды снижается до 63%.
74
KCl,%
100
90
80
S
70
60
50
m
100° C
40
E
30
1
20
3
2
NaCl,%
10
l1
l
0
0
10
20
30
40
50
60
70
80
90
100
Рисунок 14. Процесс растворения сильвинита в растворах хлористого натрия
на диаграмме растворимости системы NaCl - KCl – H2 O [16].
При растворении сильвинита в 20% растворе NaCl уже получается раствор с долей воды 55%. При растворении сильвинита в растворе хлорида
натрия (т. I), насыщенном при 100°С, получается раствор состава (т.3) и некоторое количество хлорида натрия (галита), оставшегося в твердой фазе не растворенным. Доля воды в равновесном растворе (т.3) составляет 53%.
75
Данный пример для конкретной системы NaCl – KCl – H2 O наглядно
подтверждает возможность повышения концентрации раствора при растворении соли или смеси солей в циркулирующем возвратном растворе соли по
сравнению с растворением их в воде.
Таким образом, использование возвратного маточника после отделения
выпавших кристаллов товарной соли позволяет снизить в 1,5-2 раза количество воды, поступающей на стадию нейтрализации кислот содовой суспензии
и которую затем выпаривают из нейтрализованного раствора. Следовательно,
рецикл маточника на содорастворение позволяет значительно снизить расход
пара, подаваемого в выпарные аппараты .
В общем случае при получении соли AX нейтрализацией раствора кислоты, содержащего 83% HX, содой процесс можно представить в треугольнике состава Na2CO3 – HX – H2 O, приведенном на рисунке 15.
Рисунок 15. Стадии процесса получения соли NaX*zH2O
нейтрализацией кислоты HX содой (Вариант 1).
76
Нейтрализация кислоты проходит по реакции:
Na2CO3 + 2HX → 2NaX + 2H2 O + CO2
Растворимость соли в общем случае описывается диаграммой подобной
приведенной на рисунке 16. Предположим, как представлено на рисунке 16,
соль NaX образует несколько кристаллогидратов. Наиболее обводненным является кристаллогидрат NaX ·
zH2O, меньше число молекул содержится в
кристаллогидрате NaX · yH2 O. в качестве товарного продукта более привлекательным является менее водный кристаллогидрат NaX · yH2 O, содержащий
меньше балластной воды.
Рисунок 16. Диаграмма растворимости соли NaX-H2 O.
Судя по данной диаграмме, можно рассмотреть две альтернативных технологии соли NaX с выделением одного из данных кристаллогидратов в качестве товарного продукта.
77
Сравнение состава кристаллогидратов показывает, что, несомненно, получение более концентрированного по содержанию основного вещества продукта более перспективно и выгодно для потребителей. В этом случае снижаются затраты на фасовку, хранение, дозировку и другие сопутствующие потреблению процессы. Существенно снижаются и транспортные расходы.
При получении кристаллогидрата с максимальным числом молекул воды
в гидрате выделением его из нейтрализованного раствора политермическую
кристаллизацию ведут охлаждением от 25° до 10° С. При этом в качестве
охлаждающего агента в кристаллизаторах используют теплый рассол с температурой плюс 3 – минус 6°С. Стоимость единицы холода такого хладагента на
два порядка выше, чем при использовании для охлаждения воды водооборотного цикла. Последняя по нормам может иметь температуру в пределах 2835°С. При кристаллизации менее водного кристаллогидрата температура раствора меняется от 50 до 25°С. Принципиальная схема технологического процесса представлена на рисунке 19. Для отвода тепла кристаллизации вполне
применима вода системы водооборота. Следовательно, энергетические затраты по второму варианту на стадии кристаллизации значительно (~ 100 раз)
ниже. Отсутствие необходимости в холодильной установке по второму варианту существенно снижает и капитальные затраты, а следовательно и величину амортизационных отчислений.
Судя по диаграмме растворимости, нейтрализованный раствор (Рисунок
16) должен содержать по первому варианту ~28% NaX, а по второму варианту
~39% NaX.
Рассмотрим процессы нейтрализации кислоты HХ (точка К).
Принципиальная схема получения соли NaX по данному варианту представлена на рисунке 17.
78
Конденсация паров
сода
вода
кислота
Приготовление
содовой суспензии
Упарка маточного раствора
Нейтрализация
кислоты
Товарная соль
NaX·zH2O
Кристаллизация
Центрифугирование
Рисунок 17. Принципиальная схема получения соли NaX· zH2 O
нейтрализацией кислоты содовой суспензии.
По первому варианту (Рисунок 15) для нейтрализации кислоты необходимо приготовить содовую суспензию, растворяя соду в воде. Процесс содорастворения происходит по линии 0N0 . При нейтрализации кислоты содой фигуративная точка нейтрализованного раствора перемещается от точки N0 к
точке K. При пересечении ею линии состава соли NaX (0 - NaX) нейтрализация завершается. Процесс нейтрализации проходит по линии N0R0 . Кристаллизация соли NaX · zH2 O проходит по линии AX · zH2O – M0. После отделения выпавшей соли оставшийся маточный раствор необходимо упарить до
концентрации нейтрализованного раствора. При упарке маточника состав раствора меняется от т. M0 до R0 .
По этому варианту на 1 тонну товарной соли используется 0,42 тонны
соды, 0,7 тонны кислоты, 1 тонна воды. Необходимо упарить воды из маточного раствора 0,6 тонн.
По второму варианту (Рисунок 18 и 19) для получения нейтрализованного раствора с необходимой концентрацией 39% NaX, в случае использования
79
содовой суспензии состава точки N0, полученной растворением соды в воде,
необходимо раствор с долей NaX 28% доупарить и удалить при этом 0,6 т.
воды. Процесс проходит по линии состава соли NaX от точки M1 (R0 ) к точке
R1 . Получающийся маточник также упаривается до 39% NaX. При этом удаляется еще 0,3 т. воды. В результате при получении соли NaX· yH2 O необходимо
выпарить уже 0,9 т. воды, т.е. в 1,5 раза больше чем в первом случае.
Na2CO3, %
100
90
80
70
60
50
NaX
NaX·yH2O
NaX·z
40
N0
R1
30
R0
25°C
20
10°C
10
K
0
0
10
20
30
40
50
60
70
80
90
100
HX, %
Рисунок 18. Стадии процесса получения соли NaX*yH2O
нейтрализацией кислоты HX содой (Вариант 2)
80
сода
Конденсация паров
вода
Приготовление
содовой суспензии
Упарка растворов
кислота
Кристаллизация
Нейтрализация
кислоты
Центрифугирование
Товарная
соль
NaX·yH2O
Рисунок 19. Принципиальная схема получения соли NaX· yH2 O
нейтрализацией кислоты содой (Вариант 2).
Если маточный раствор использовать для растворения соды и часть его в
виде рецикла возвратить на стадию нейтрализации, то процесс содорастворения будет проходить по линии M1 N1 с достижением более высокого содержания соды в суспензии и соответственного с меньшей долей воды в ней (Рисунок 20 и 21). При нейтрализации кислоты такой содовой суспензией процесс
проходит по линии N1 K с перемещением фигуративной точки состава раствора от точки N1 к точке R1. Но за счет возврата оставшейся части маточника на
нейтрализацию точка состава нейтрализованного раствора перемещается из
точки R1 в точку S на линии состава соли NaX. По третьему варианту необходимость ведения упарки раствора исключается полностью.
Эквивалентное количество соли NaX· yH2O соответствующее 1 т соли
NaX· zH2 O (по первому варианту) составляет ~ 0,9 т. По третьему варианту
продукт получается в 1,1 раза более концентрированным. Это, несомненно,
повышает его потребительские качества.
81
100
Na2CO3, %
90
80
70
60
50
NaX
N1
40
R1
NaX·yH2O
30
S
20
M1
25°C
10
0
0
10
20
30
40
50
60
70
80 K 90
100
HX,%
Рисунок 20. Стадии процесса получения соли NaX•yH2O нейтрализацией кислоты HX содой с рециклингом маточного раствора (Вариант 3).
Сравнение принципиальных технологических схем (рисунки 17,19,21)
показывает, что в схеме с рециклом маточного раствора технология значительно упрощается. Следовательно и удельные капитальные затраты на ее реализацию могут быть меньше, чем по схеме без использования рецикла. С
уменьшением числа единиц оборудования в схеме с рециклом маточника
уменьшается число основного и вспомогательного персонала и, как следствие
этого, снижаются и затраты на заработную плату в себестоимости соли.
82
сода
Приготовление
содовой суспензии
Нейтрализация
кислоты
Кристаллизация
Центрифугирование
Товарная соль
Рисунок 21. Принципиальная схема получения соли NaX· yH2O
нейтрализацией кислоты содой (Вариант 3).
Преимуществом циркуляционной технологии является также более низкий расход воды и значительно меньшее количество образующихся стоков.
Затраты на сырьевые материалы в производстве солей остаются постоянными, и они составляют обычно 40-50% себестоимости. Поэтому за счет
снижения остальных составляющих в циркуляционной технологии включая и
общезаводские расходы снижение себестоимости соли может составить 1020% по сравнению с технологической схемой по первому и второму вариантам.
Вероятно, рециклинг маточного раствора на нейтрализацию может
явиться эффективным приемом достижения энергосбережения в производстве
солей. Данный прием является общим для большинства солей и успешно может быть использован в технологии многих солей получаемых нейтрализацией кислот и оснований. Причем рецикл маточника может быть как полностью
на стадию нейтрализации, так и частично первоначально на содорастворение,
а затем с содовой суспензией на стадию нейтрализации.
83
Эти данные позволяют сформулировать общий для получения солей
принцип энергосбережения в производстве солей реализуемый путем рецикла
маточного раствора на стадию нейтрализации кислоты (или основания).
Однако для процессов получения конкретных солей необходимо в каждом случае проводить исследование и анализ технологических особенностей с
учетом специфики свойств систем и технологических параметров процессов.
Многие соли могут быть получены в результате взаимодействия растворов с газами, содержащими кислые компоненты (HCl, HF, NO2 , SO2, H2S, SO3
и другие). При этом нейтрализованные солевые растворы могут быть получены в процессе абсорбции компонентов отходящих газов циркулирующим солевым или щелочным раствором. В связи с этим представляет интерес анализ
возможности, открывающейся при использовании рецикла маточных растворов в данных технологиях и оценка эффективности использования данного
приема в технологии таких солей.
Кислые компоненты газовых выбросов чаще всего абсорбируются из отходящих газов содовым раствором. В общем случае в результате абсорбции
кислотного компонента X получается нейтральный раствор соли Na2 X, из которого соль может быть выделена политермической кристаллизацией. Технологический процесс может быть представлен в треугольнике состава системы
Na2CO3-X-H2 O, представленном на рисунке 22.
Для абсорбции необходимо использовать ненасыщенный при температуре абсорбции (30-35ºС) раствор, содержащий ~31% соды (точка N0 на рисунке
22). Применение более концентрированного раствора нежелательно из-за возможного осаждения карбоната натрия в абсорбере или в емкости абсорбционного раствора.
В процессе нейтрализации раствора поглощенным кислым компонентом
X фигуративная точка раствора перемещается из точки N0 к точке R0, в
которой нейтрализация соды завершается. Раствор становится насыщенным
образовавшейся солью Na2 X.
84
Na2CO3,%
100
90
80
70
60
Na2X
50
40
N0
Б
A
30
R
20
M
10
15º С
Г
0
0
10
20
30
40
50
60
70
80
90
100
X,%
Рисунок 22. Стадии получения Na2 X· pH2O на диаграмме растворимости
в системе Na2CO3-Na2 X-H2 O.
Если в системе Na2X-H2 O возможно осаждение двух кристаллогидратов:
Na2 X· pH2 O и Na2X· ΨH2 O (р > Ψ), то при более низких температурах (например 15-350С) в осадок выпадает соль с большей долей гидратной воды, равновесная при данных температурах. Поэтому для получения более концентрированной соли с меньшей долей гидратной воды, полученный нейтрализованный
раствор после абсорбции кислого компонента водным 31% содовым раствором необходимо упарить. Упарка раствора нужна даже в случае выделения
более водного кристаллогидрата Na2X· pH2O для достижения полного исполь-
85
зования маточного раствора. Если кристаллогидрат Na2X· pH2 O содержит 58%
безводной соли, а кристаллогидрат Na2 X· ΨH2 O - 70%, то их состав отображается на диаграмме точками А и Б соответственно.
При осаждении соли Na2X· рH2 O количество упариваемой воды составит:
1· 0,42+1· x = (1+x)· 0,69
где 0,42 - доля воды в получаемой соли Na2 X· рH2 O;
x - количество упариваемой воды;
(1+x) - количество содового раствора, подаваемого на абсорбцию кислого
компонента и необходимого для получения 1 т соли с долей гидратной воды
0,42.
0,69 – доля воды в исходном растворе соды.
Решение уравнения дает, что на 1 тонну соли Na2 X· рH2 O, выпаривают
1,77 т воды или 3,06 т на 1 т безводной соли.
При
политермической
кристаллизации
Na2 X·
рH2 O
охлаждением
нейтрализованного раствора до 15ºС в маточнике содержится 17-18% Na2 X.
Принципиальная схема получения данной соли представлена на рисунке 23.
сода
вода
Приготовление
содового раствора
Упарка
Абсорбция
Кристаллизация
маточника
газы
Центрифугирование
Товарная соль
Рисунок 23. Принципиальная схема получения соли Na2X· рH2 O с утилизацией кислых компонентов из газа или отходящих газов производств.
86
При температуре выше 35ºС из нейтрализованного раствора выпадет более концентрированный кристаллогидрат Na2 X· ΨH2 O. Маточник после кристаллизации данной соли содержит 38% Na2 X. В данном варианте технологии
для получения соли в виде Na2 X· ΨH2O количество упариваемой воды должно
быть ровно:
1· 0,3+1· x = (1+x)· 0,69
где 0,3 – доля воды в соли Na2 X· ΨH2O.
Количество упариваемой воды на 1 тонну соли Na2 X· ΨH2 O равно 2,34 т.
На 1 тонну безводной соли при этом упаривается 3,35 т воды.
Если маточник после кристаллизации Na2X· ΨH2O не упаривать, а
направить на орошении абсорбера кислого компонента X, то процесс абсорбции будет проходить с образованием кислой соли NaHX. Как видно из рисунка 24, фигуративная точка раствора будет перемещаться от точки M к точке R1
на луче растворения соли NaHX в воде. При нейтрализации раствора состава
точки R1 содой фигуративная точка раствора перемещается из точки R1 к точке R2 . Доля воды в полученном нейтрализованном растворе составляет 42%.
После политермической кристаллизации соли Na2 X· ΨH2 O охлаждением раствора до 350С и отделения кристаллов, оставшийся маточный раствор характеризуется фигуративной точкой М. Данный раствор возвращается на стадию
абсорбции. Как видно из диаграммы состава системы, рецикл маточного раствора позволяет получать соль Na2X· ΨH2O без использования воды на приготовление содового раствора. Следовательно, исключается необходимость
упарки воды из системы.
Коэффициент рецикла (Кр) маточника равен отношению масс жидкой
(x R2 — хБ) и твердой (х м — xR2 ) фаз в системе в конце кристаллизации соли
Na2 X· ΨH2 O:
Kp =
x R 2 − xБ
,
xM − x R 2
87
Na2CO3,%
100
90
80
70
60
Na2X
50
А
40
Б
NaHX
R2
30
35ºC
M
20
R1
10
Г
0
0
10
20
30
40
50
60
70
80
90
100
X,%
Рисунок 24. Стадии получения соли Na2 X*H2 O абсорбцией
кислого компонента X циркулирующим раствором.
где х м, xR2 и хБ - соответственно доли воды в маточнике, в растворе, поступающем на кристаллизацию, и в выделенном кристаллогидрате.
Выход соли (φ к ) в долях от единицы составит:
ϕK =
xM − x R 2
,
xM − xБ
а выход маточника равен:
ϕM = 1 − ϕK .
Использование рецикла маточного раствора на орошение абсорбера позволяет
исключить необходимость упарки растворов для получения соли. При этом
88
энергетические затраты на производство соли снижаются. В результате исключения выпарного аппарата, конденсатора паров, емкостей упаренного раствора и конденсата, насосов уменьшаются капитальные затраты и амортизационные отчисления .
Принципиальная схема данного варианта технологии соли Na2 X· ΨH2 O с
циркуляцией маточного раствора на стадию абсорбции приведена на рисунке
25.
Газ, содержащий кислый
компонент
Абсорбция кислого компонента
из отходящих газов
Политермическая
кристаллизация
Центрифугирование
Товарная соль
Рисунок 25. Принципиальная схема получения соли Na2X· ΨH2 O
с циркуляцией маточного раствора на стадию абсорбции кислого
компонента X из отходящих газов.
Представленный пример показывает, что получение соли абсорбцией
кислых компонентов из отходящих газов циркулирующим маточным раствором позволяет получать продукт в виде более концентрированного кристаллогидрата без применения упарки раствора.
Рассмотренные примеры наглядно показывают, что рецикл маточных
раствором является эффективным техническим приемом снижения подачи воды на получение растворов и обеспечения энергосбережения в производстве
солей. Данный прием является общеприменимым в технологиях большинства
солей.
Применение данного приема в технологии конкретной соли может иметь
определенные особенности, характерные для данной соли. Это определяется
89
спецификой свойств образующихся систем, различием скоростей процессов на
стадиях и др. Поэтому возникает необходимость индивидуального рассмотрения процессов получения конкретной соли с учетом специфики их свойств.
2.2 Новые технические решения по совершенствованию
производства отдельных солей
2.2.1 Получение тринатрийфосфата десятиводного
Десятиводный тринатрийфосфат содержит 47,67% тринатрийфосфата и
52,33% воды.
На диаграмме растворимости в системе Na2 O – H3PO4 – H2 O [83] представленной на рисунках 26 и 28, приведены изотермы растворимости 25, 60 и
85 °С.
При нейтрализации 73% фосфорной кислоты (т. Ф) водной суспензией
карбоната натрия (т. СС) получается нейтрализованный раствор с долей динатрийфосфата 35% (т. P1 ) (рисунок 26).
После второй нейтрализации раствора динатрийфосфата раствором едкого натрия, которая проходит по линии P1 – P2, нейтрализованный раствор
содержит 37% тринатрийфосфата (т. P2 ). После упарки данного раствора до
содержания соли 47,7% проводят кристаллизацию расплава десятиводного
тринатрийфосфата (линия P2 – TD). По существовавшей ранее технологии
данный раствор выпаривали до образования расплава двенадцативодного тринатрийфосфата. При этом на 1т тринатрийфосфата двенадцативодного необходимо выпарить с учетом сточных вод 0,2т воды (или 1,52т на 1т безводной
соли), а на 1т тринатрийфосфата десятиводного – 0,5т воды.
При получении содовой суспензии с рециклом раствора динатрийфосфата на содорастворение, как видно их рисунка 27, получается суспензия с долей
соды 37% (т. N1).
90
Рисунок 26. Стадии процесса получения десятиводного тринатрийфосфата в системе Na2 O – H3 PO4 – H2 O с выпаркой.
Нейтрализация кислоты данной суспензией до образования раствора динатрийфосфата проходит по линии N1 – P1 . После нейтрализации этого раствора раствором едкого натрия (линия P1 – P2) и смешения с рециклом маточника состава точка M (линия P2 – M) получается смешанный раствор (т. S).
Из данного раствора политермической кристаллизацией выделяется десятиводный тринатрийфосфат (т. TD), отделяемый на центрифуге.
91
Рисунок 27. Стадии процесса получения десятиводного тринатрийфосфата в системе Na2 O – H3 PO4 – H2 O
с циркуляцией раствора динатрийфосфата и маточника.
Принципиальная схема получения десятиводного тринатрийфосфата
представлена на рисунке 28.
Принципиальная схема получения десятиводного тринатрийфосфата по
циркуляционной технологии представлена на рисунке 29.
При получении десятиводного тринатрийфосфата необходимо вести возврат отдельно части раствора динатрийфосфата на приготовление содовой
суспензии и возврат маточника, полученного после отделения кристаллов
тринатрийфосфата, на стадию нейтрализации раствора динатрийфосфата. Возврат маточного раствора на нейтрализацию фосфорной кислоты экономически
92
нецелесообразно, так как в этом случае часть соды будет замещаться более
дорогим раствором едкого натрия.
Рисунок 28. Принципиальная схема получения десятиводного тринатрийфосфата с выпаркой нейтрализованного раствора.
Рисунок 29. Принципиальная схема получения десятиводноготринатрийфосфата с циркуляцией раствора динатрийфосфата и маточника.
93
2.2.2 Получение тринатрийфосфата восьмиводного
Восьмиводный тринатрийфосфат Na3PO4 ∙ H2 O содержит 53,2% безводной соли и 46,8% воды. По сравнению с двенадцативодным кристаллогидратом он является в 1,23 раза более концентрированным. Поэтому при выпуске
тринатрийфосфата в виде восьмиводного кристаллогидрата пропорционально
снижаются затраты на фасовку, хранение и транспортирование продукта.
Для получения восьмиводной соли содовую суспензию готовят растворением соды в смеси 1 части раствора динатрийфосфата с 0,13 – 0,14 частями
воды. Содорастворение проходит по линии P2 – N1 , изображенной на рисунке
30. Стадия нейтрализации фосфорной кислоты полученной содовой суспензией отображается линией N1 - P3.
Na₂O,%
40
T₂
K
TB
N₁
20
R
S
85°C
P₂
P₃
P₁
0
H₂O
0
20
40
H₃PO₄,%
Рисунок 30. Стадии процесса получения восьмиводного
тринатрийфосфата, представленные на диаграмме растворимости
в системе Na2 O – H3PO4 – H2 O с циркуляцией маточников.
94
Часть полученного раствора динатрийфосфата возвращается на стадию
приготовления содовой суспензии. Основная часть полученного раствора динатрийфосфата нейтрализуется раствором едкого натрия (т. K). Процесс
нейтрализации проходит по линии P3 – R. На стадию нейтрализации раствора
динатрийфосфата возвращают также маточный раствор, полученный после
отделения кристаллов восьмиводного тринатрийфосфата. За счет возврата маточника точка состава нейтрализованного раствора переходит из точки R в
точку S на диаграмме, представленной на рисунке 30. Из полученного раствора кристаллизуют охлаждением до 85°C восьмиводный тринатрийфосфат.
Принципиальная схема получения восьмиводного тринатрийфосфата
аналогична схеме, представленной на рисунке 29.
При использовании для нейтрализации фосфорной кислоты содовой суспензии, приготовленной растворением соды в воде, для получения восьмиводного тринатрийфосфата необходимо было бы выпарить из нейтрализованного
раствора 0,75т воды на 1т восьмиводной соли.
2.2.3 Получение динатрийфосфата семиводного
Семиводный динатрийфосфат содержит 53% динатрийфосфата и 47% воды. По содержанию безводной соли он в 1,33 раза является более концентрированным по сравнению с двенадцативодным динатрийфосфатом, выпускаемым промышленностью.
В треугольнике состава системы Na2O – H3PO4 – H2 O (рисунок 31) точка
состава соды отображается т. С (62% Na2 O), а точка исходной фосфорной кислоты точкой Ф (71,54%). Точка состава семиводного динатрийфосфата т. DC
(47% H2 O). Точка состава безводного динатрийфосфата т. D (38% Na2 O и 62%
H3PO4).
Стадии процесса получения семиводного динатрийфосфата можно представить на диаграмме растворимости системы Na2O – H3PO4 – H2 O, приведенной на рисунке 31.
95
Рисунок 31. Стадии процесса получения семиводного динатрийфосфата
на диаграмме растворимости системы Na2 O –H3PO4 – H2 O
с циркуляцией маточника.
Для исключения необходимости упарки нейтрализованного раствора содовую суспензию для нейтрализации кислоты готовят растворением соды
(точка C) в маточном растворе.
Процессу приготовления содовой суспензии соответствует линия PC.
Маточник на изотерме 35 °С соответствует точке M (30% динатрийфосфат).
После смешения его с водой (линия MP отображает смешение маточника с во-
96
дой необходимой для получения семиводного динатрийфосфата) в полученный 20% раствор динатрийфосфата (точка P) подают необходимое количество
соды до образования суспензии (точка СС). После нейтрализации фосфорной
кислоты (т.Ф) содовой суспензией (процесс нейтрализации фосфорной кислоты содовой суспензией отображается линией CC – R) образуется раствор динатрийфосфата с долей динатрийфосфата 41,6% (точка R). Политермическая
кристаллизация семиводного динатрийфосфата отображается линией R – M.
Принципиальная технологическая схема получения семиводного динатрийфосфата показана на рисунке 32.
Рисунок 32. Принципиальная схема получения семиводного
динатрийфосфата с циркуляцией маточного раствора.
Таким образом, получение семиводного динатрийфосфата из соды и 71 –
73% фосфорной кислоты может быть организовано с обеспечением баланса
воды без её удаления из системы выпариванием раствора.
Поскольку на диаграмме растворимости (рисунок 31) линия CФ, соединяющая точки состава соды и кислоты, проходит выше точки состава двухводного динатрийфосфата (т.D2 ), то двухводный динатрийфосфат может быть
97
получен только путем изотермической кристаллизации с удалением воды из
равновесного нейтрализованного раствора.
Но и в этом случае применение рецикла раствора динатрийфосфата на
стадию приготовления содовой суспензии позволит снизить количество упариваемой воды до 1,2т на 1 т двухводного тринатрийфосфата по сравнению с
процессом получения его с использованием содовой суспензии, приготовленной растворением соды в воде.
2.2.4 Получение мононатрийфосфата одноводного
Однозамещенные фосфаты натрия могут быть выделены в виде двухводной соли – NaH2PO4 ∙ 2H2 O, одноводной соли NaH2PO4 ∙ H2 O и безводной
соли.
Одноводный мононатрийфосфат содержит 86,96% динатрийфосфата и
он в 1,13 раза более концентрированный, чем двухводная соль (76,92% мононатрийфосфата), выпускаемая промышленно.
Как видно из рисунка 33, для получения одноводного мононатрийфосфата маточник после отделения кристаллов одноводной соли (т. M) следует
смешать с необходимым по балансу количеством воды (0,5ч на 1ч маточника)
и в полученном растворе (49% мононатрийфосфата) растворить соду.
Процесс содорастворения на диаграмме изображается линией S-CC1.
Полученная содовая суспензия с долей соды 29% и динатрийфосфата 36,5%
нейтрализуется кислотой. Нейтрализация проходит по линии
CC1 – R1.
Нейтрализованный раствор содержит 61% мононатрийфосфата. Из него охлаждением с 60°С до 41°С кристаллизуют мононатрийфосфат одноводный (линия R1 – M). Маточник после отделения кристаллов возвращают на содорастворение. В полученной суспензии одноводного мононатрийфосфата отношение фазовых масс Ж:Т равно 5,3.
98
Рисунок 33. Стадии процесса получения мононатрийфосфата одноводного на диаграмме растворимости в системе Na2O – H3 PO4 – H2 O.
Принципиальная схема технологического процесса аналогична представленной на рисунке 32.
Для получения 1т одноводного мононатрийфосфата при использовании
для нейтрализации фосфорной кислоты содовой суспензии, полученной без
рецикла маточника, необходимо упарить 0,75т воды.
99
2.2.5 Получение мононатрийфосфата безводного
Безводный мононатрийфосфат в двухкомпонентной системе NaH2PO4 –
H2 O выпадает из насыщенного раствора в интервале температур более 57,4°С.
На диаграмме растворимости в системе Na2 O – H3PO4 – H2 O (рисунок
34) растворение соды в маточном растворе при температурах выше 60°С проходит по линии M – CC2 .
Рисунок 34. Стадии процесса получения безводного
мононатрийфосфата с циркуляцией маточного раствора.
Полученная содовая суспензия
содержит 20% соды и ~50% моно-
натрийфосфата. Нейтрализация данной содовой суспензии проходит по линии
CC2 – R2 . После охлаждения нейтрализованного раствора с 85 до 58°С отношение фазовых масс в суспензии выпавшего мононатрийфосфата составляет
18 – 18,5. Линия, соединяющая точку состава соды (т. С) и фосфорной кисло-
100
ты, проходит выше линии равновесной растворимости при 58°С. Это указывает на возможность кристаллизации безводного мононатрийфосфата из получаемых нейтрализованных растворов без предварительного выпаривания раствора. Вместе с тем по реакции нейтрализации выделяется вода. Для её удаления часть маточного раствора должна отводиться из технологической системы
и впоследствии передаваться на получение тринатрийфосфата. С этой частью
раствора отводятся и все примеси, поступающие с кислотой.
Для сравнения при получении безводного раствора мононатрийфосфата
без рецикла маточного раствора необходимо выпаривать 1 – 1,1 т воды на 1 т
безводной соли.
Принципиальная схема получения безводного мононатрийфосфата с выпаркой раствора представлена на рисунке 35.
Рисунок 35. Получение одноводного или безводного мононатрийфосфата
с выпаркой нейтрализованного раствора.
101
2.2.6 Получение сульфита натрия семиводного
кристаллизацией из раствора
Сульфит натрия получают конверсией бисульфита натрия содой:
2 NaHSO3 + Na2CO3 →2 Na2SO3 + H2O + CO2.
Процесс получения представлен на диаграмме растворимости в системе
Na2 O – SO2 – H2 O (рисунок 36).
Для получения раствора бисульфита натрия маточный раствор после отделения сульфита натрия насыщают содой и подают на абсорбцию SO2 из
печных или отходящих газов. В результате абсорбции получают сульфитный
щелок с долей 40 – 41% бисульфита натрия. Процесс абсорбции (рисунок 36)
проходит по линии M – P с образованием 24% раствора бисульфита натрия.
Рисунок 36. Стадии получения сульфита натрия семиводного
на диаграмме растворимости в системе Na2 O – SO2 – H2 O.
102
После конверсии данного раствора содой (линия P – R1 ) получается 40%
суспензия сульфита натрия. После охлаждения насыщенного раствора до 16 –
18°С и отделения выпавшего семиводного сульфита натрия маточный раствор
с долей сульфита ~17% возвращают на абсорбцию сернистого ангидрида.
Принципиальная схема получения сульфита натрия представлена на рисунке 37.
Рисунок 37. Принципиальная схема получения семиводного сульфита
натрия с циркуляцией маточного раствора.
Поскольку технология полностью сбалансирована по воде и отсутствует
отвод раствора из системы, то в растворе постепенно скапливаются примеси,
загрязняя продуктовую соль веществами окисления сульфит-иона и металлами. Поэтому доля основного вещества в товарном сульфите не превышает 91 –
92%. Баланс воды в системе регулируют температурой абсорбции. Для исключения осаждения на насадке абсорбционной башни твердого бикарбоната
натрия, растворимость которого в совместном с бисульфитом натрия растворе
снижается, необходимую соду следует подавать на растворение периодически
до насыщения раствора.
103
Постепенно долю сульфита в растворе можно довести до 24%. Применение рецикла маточного раствора позволяет исключить выпарку 0,9т воды на
1т полученного семиводного сульфита.
2.2.7 Получение сульфита натрия безводного
Безводный сульфит натрия, как более стойкая к окислению соль, несомненно, обладает потребительским преимуществом. Его получали изотермической кристаллизацией при 95 – 100°С или плавлением семиводной соли. Более высокая (в 1,5 раза) насыпная масса безводной соли делает его более
удобным для перевозки продуктом.
Как видно из диаграммы, представленной на рисунке 38, для её получения в маточном растворе (т. M2) необходимо растворить при 40 – 45 °С соду
для получения абсорбционного раствора, подаваемого на абсорбцию SO2 из
печных газов.
Процесс растворения соды суммарно проходит по линии M2 – CP. Практически соду подают периодически, регулируя соотношение солей сульфит:
бисульфит равным 0,3 – 0,4. После абсорбции (линия CP – R2) конечный раствор содержит 51 – 52% бисульфита натрия. Данный раствор обрабатывают
содой, конвертируя бисульфит натрия в сульфит (линия R2 – R3 ). Конвертированный раствор суммарно содержит 54 – 54,5% сульфита натрия и из него в
процессе выдержки при температуре 33 – 34°С выпадает безводная соль. В
конце кристаллизации соотношение масс жидкой и твердой фаз Ж : Т равно
2,2 – 2,4. После отделения соли на центрифуге маточник возвращают на содорастворение. Товарный продукт содержит не менее 92% основного вещества.
Принципиальная схема процесса получения безводного сульфита представлена на рисунке 39.
Применение рецикла маточника позволяет получать безводную соль без
применения стадии выпаривания растворов. При получении безводного суль-
104
фита натрия без рецикла маточного раствора необходимо было выпарить 1,8т
воды на 1т безводной соли.
100
Na₂O,%
80
C
60
S
40
R3
CP
20
M
R2
Г
0
0
20
40
60
80
100
SO₂,%
Рисунок 38. Стадии получения безводного сульфита натрия на диаграмме
растворимости в системе Na2 O – SO2 – H2 O. R2
105
Рисунок 39. Принципиальная схема получения безводного сульфита
натрия с циркуляцией маточного раствора.
2.2.8 Получение тиосульфата натрия пятиводного
Получение тиосульфата натрия сульфитным способом проходит по реакции:
Na2SO3 + S
Na2 S2O3 .
В интервале температур 25 – 80°С из насыщенного раствора тиосульфат
натрия выпадает в виде пятиводного кристаллогидрата Na2S2 O3 ∙ 5 H2 O. В нем
содержится 68,75% безводного тиосульфата и 31,25% воды.
Для получения раствора сульфита натрия в сульфит-бисульфитном щелоке периодически растворяют соду. В абсорбционной башне, через которую
пропускают печной газ, содержащий SO2 , получают сульфитный раствор. На
диаграмме растворимости в системе Na2 O – SO2 – H2 O (рисунок 40) процесс
абсорбции SO2 щелоком проходит по линии CC – R0 .
Взаимодействие серы с сульфитом натрия (линия R0 – T) завершается
получением раствора тиосульфата натрия с концентрацией соли 38 – 39%. Для
выделения товарного тиосульфата его упаривают до получения раствора с
массовой долей соли 50 – 55%. Из упаренного раствора после охлаждения до
106
25°С выкристаллизованный пятиводный кристаллогидрат тиосульфата натрия
отделяют на центрифуге. На 1 т товарного тиосульфата выпаривают 1,1 – 1,2
т воды.
Рисунок 40. Стадии получения тиосульфата натрия пятиводного
на диаграмме состава системы Na2 O – SO2 – H2 O и S – Na2SO3 – H2 O.
Принципиальная схема процесса дана на рисунке 41.
При получении тиосульфата по циркуляционной технологии абсорбцию
SO2
проводят маточным раствором насыщенным содой. Растворение соды
проходит по линии E25 – CC1 на диаграмме растворимости в системе Na2O –
SO2 – H2 O. Полученным раствором абсорбируют SO2 с получением сульфит –
бисульфитного щелока, конвертируемого содой в сульфит натрия (линия CC1
– CH). После взаимодействия раствора сульфита с серой (линия CH – P1 ) получается раствор тиосульфата натрия из которого при охлаждении до 25°С
выпадает пятиводный тиосульфат натрия. Маточный раствор эвтектического
107
состава подается на абсорбцию SO2. Принципиальная схема технологического
процесса представлена на рисунке 42.
Рисунок 41. Принципиальная схема получения тиосульфата натрия
пятиводного с выпаркой раствора.
Рисунок 42. Принципиальная схема получения пятиводного тиосульфата
натрия с циркуляцией маточного раствора.
108
Применение циркуляционной технологии исключает необходимость
упарки растворов и снижает энергетические затраты в процессе.
Уменьшение числа единиц оборудования снижает амортизационные отчисления и затраты на эксплуатацию оборудования технологической системы.
2.2.9 Получение хлористого аммония
При производстве хлорида аммония получение 31,5% соляной кислоты
из печных газов, содержащих 31 – 36% об. хлористого водорода, может быть
реализовано
по
известным
технологическим
схемам
[18,
47].
При
нейтрализации такой кислоты аммиаком получается раствор хлористого
аммония с долей хлорида 40%. Из такого раствора твердый товарный продукт
получают сушкой раствора в сушилке «кипящего слоя». Такая технология
характеризуется большими капитальными и энергетическими затратами.
Если
хлористый
политермической
аммоний
кристаллизации,
выделять
то
можно
из
раствора
методом
значительно
снизить
энергетические затраты, но в процессе образуется большое количество
маточных растворов, содержащих 20 – 26% соли. Упарка таких растворов
тоже требует затрат тепла.
В случае использования для получения хлористого аммония отходящих
газов
производства
хлорорганических
веществ
абсорбцию
хлористого
аммония с получением солянокислого щелока. После нейтрализации щелока
аммиаком из полученного раствора хлористый аммоний можно выделить
политермической кристаллизацией.
Как видно из рисунка 43, при абсорбции хлористого водорода 26%
маточным раствором хлористого аммония должен получиться солянокислый
щелок, состав которого характеризуется точкой P0 . Эта точка находится вне
зоны щелоков, активно поглощающих хлористый водород.
Следовательно, для обеспечения высокой поглощающей способности
растворов необходимо увеличить плотность орошения абсорберов, а значит
109
повысить
кратность
циркуляции
маточника.
Учитывая
ограниченность
растворимости хлористого водорода в растворе хлористого аммония (~8%
масс. [18]) кратность рецикла при этом может достигать 9 – 10т на 1 тонну
продукта. После нейтрализации солянокислого щелока полученный раствор
содержит ~32% масс хлорида аммония. Нейтрализация проходит по линии P0 R
(на рисунке 43).
HCl, %
СЩ
40
H
K
70°C
P₀
R
20
20°C
M
0
0
20
40
NH₃,%
CЩ – кислый щелок, щелок, Н – хлористый аммоний
Рисунок 43. Изменение состава растворов при абсорбции хлористого
водорода 26% раствором хлористого аммония на диаграмме
состава системы HCl-NH3-H2 O.
Для повышения эффективности абсорбции предложено [48], абсорбцию
вести в 2 – 3 ступени. С увеличением числа ступеней абсорбции, объем
циркулирующих растворов уменьшается (рисунок 44). Концентрация хлорида
110
аммония в нейтрализованном растворе на входе в кристаллизатор возрастает
до 41% (при двухступенчатом процессе) и до 42,5% для трехступенчатого[49].
Рисунок 44. Стадии процесса получения хлорида аммония
на диаграмме растворимости системы NH3 – НСl – H2O.
Однако с уменьшением кратности циркуляции (соответственно до 3,9 и
3,5) происходит снижение плотности орошения абсорберов. Поэтому для
обеспечения требуемой полноты абсорбции хлористого водорода необходимо
увеличивать поверхность абсорбции.
Снижение кратности рецикла маточника можно достичь организацией
процесса абсорбции хлористого водорода в две и более ступени с промежуточной нейтрализацией образующегося солянокислого щелока аммиаком.
При двухстадийной абсорбции процесс проходит по линиям МР1С1 —
С1 Р2С2 , а при трехстадийной абсорбции соответственно по линиям MN1 L1 –
L1 N2L2 – L2N3 L3 . С увеличением ступеней абсорбции хлористого водорода, как
видно из рисунка 45, кратность циркуляции (а, следовательно, и объем рецир-
111
кулируемого раствора) уменьшается, но одновременно происходит снижение
плотности орошения абсорберов. Поэтому для обеспечения требуемой степени абсорбции необходимо увеличивать поверхность абсорберов.
n
Рисунок 45. Влияние числа ступеней абсорбции (n) на относительную кратность циркуляции маточного раствора (Кi=Кn/К1), относительный объем
технологического оборудования (Vi=Vn/V1 ), относительную плотность
орошения (qi=qn/q1), относительную поверхность абсорбции (Si=Sn/S1)
и относительную величину капитальных затрат (Сi=Сn/С1).
Очевидно, существует оптимальное число ступеней абсорбции, при котором требуемая поверхность абсорбции ещё возрастает незначительно, а
уменьшение объема реакторов и кристаллизаторов уже достаточно существенно по сравнению с одностадийным процессом.
Таким образом, с увеличением числа ступеней процесса абсорбции
уменьшение объема циркулирующего раствора противоположно влияет на
размеры емкостного и абсорбционного оборудования. Сравнение капитальных
затрат на оборудование стадий абсорбции и кристаллизации показывает, что
112
для двхступенчатого процесса капитальные затраты минимальны и составляют 80 % по сравнению с одноступенчатым.
Организация процесса по многостадийной схеме абсорбции представляет практическое значение, поскольку создает предпосылки к существенному
снижению капитальных и энергетических затрат на получение хлористого аммония из отработанных печных газов.
Сравнение технологий хлористого аммония из абгазной соляной
кислоты (рисунок 46) и абсорбцией хлористого водорода циркулирующим
маточным
раствором
(рисунок
47)
показывает,
что
циркуляционная
технология не только менее энергозатратна, но и может быть организована с
меньшими капитальными затратами и экологически более эффективна. При
получении хлористого аммония с сушкой раствора в сушилке «кипящего
слоя» на 1 тонну продукта расходуется природного газа в количестве 582 кг
условного топлива и образуется 2,8 м3 стоков, требующих очистку.
Рисунок 46. Получение хлористого аммония с сушкой раствора
в сушилке «кипящего слоя».
113
Рисунок 47. Получение хлорида аммония по схеме
с циркуляцией маточного раствора.
Приведенные примеры возможностей совершенствования технологий
солей показывают, что использование рециклинговых технологий путём
использования циркуляции маточных растворов после выделения товарных
солей позволяют:
- достичь энергосбережения за счет исключения стадий выпарки и стадий
сушки растворов в аппаратах кипящего слоя;
- обеспечить получение более концентрированных продуктов с новыми потребительскими и технологическими свойствами;
- использовать для отвода тепла кристаллизации воду водооборотного цикла
взамен применяемых по существующих технологиям дорогостоящих хладагентов (захоложенной воды и рассолов);
- обеспечить ресурсосбережение в производстве за счет снижения потерь со
стоками и снижения расходных коэффициентов;
- снизить себестоимость получаемых продуктов;
114
- обеспечить экологичность технологического процесса путем достижения на
стадии очистки газов минимального содержания вредных веществ в пределах
ПДК в воздухе рабочей зоны.
Учитывая практическую возможность применения циркуляционных технологий, как приема эффективного энергосбережения при совершенствовании
технологии солей на современном этапе развития химического производства
разработка научных основ циркуляционных технологий солей является важной народнохозяйственной проблемой.
Технология солей в значительной мере определяется видом исходных
сырьевых компонентов, применяемых для их получения. Технологический
процесс можно представить в общем виде следующей блок-схемой (приведенной на рисунке 48) взаимосвязи стадий подготовки сырьевых компонентов и
перевода их в состояние отделения нерастворимых примесных компонентов
фильтрацией, нейтрализации, подготовки нейтрализованных растворов к выделению из них товарной соли (чаще это фильтрация выпавших после нейтрализации или взаимодействия сырьевых компонентов осадков и выпарка чистого раствора до необходимой концентрации), кристаллизация или сушка растворов, отделение продуктовой соли от маточника и подсушка влажной соли.
В случае если применение циркуляционной технологии позволяет выделять кристаллогидраты в более концентрированной форме по сравнению с
традиционно выпускаемыми продуктами, то целесообразно предварительно
изучить стадию их кристаллизации для подтверждения данной возможности и
изучить свойства новых товарных продуктов.
Таким образом, целью настоящего исследования явилось научное обоснование энергосберегающих циркуляционных технологий неорганических солей и подтверждение их эффективности на примере получения концентрированных фосфатов натрия, соляной кислоты и хлористого аммония из отходящих газов производства хлорсодержащих газов производства хлорорганических веществ и хлористого бария.
115
Соли слабых кислот, основания, реже металлы и
металлические отходы
Сырье
Приготовление исходных солевых растворов или суспензий
Задачи исследования
1. Кинетика растворения;
2. Равновесие в образующихся солевых системах;
3. Кинетика растворения примесей;
4. Фильтрация (или отстаивание)
не растворившихся остатков
5. Свойства растворов
Кислоты, кислые газы
Приготовление исходных кислот или получение кислотно-солевых растворов из абгазов
Задачи исследования
1. Кинетика растворения солевого сырья и определение оптимальной концентрации кислоты и
температуры;
2. Абсорбция газообразных кислотных компонентов из абгазов;
3. Очистка отходящих газов;
4. Свойства кислотно-солевых растворов;
5. Изучение равновесия в образующихся системах
Нейтрализация или взаимодействие растворов
с осаждением малорастворимых веществ
Задачи исследования
1. Кинетика взаимодействия;
2. Фильтрация малорастворимого остатка и его состав.
Кристаллизация товарной соли
Задачи исследования
1. Кинетика кристаллизации;
2. Пересыщения в растворах и влияние на размеры и габитус кристаллов;
3. Определение фильтрующих свойств кристаллов;
4. Межфазное распределение примесей;
5. Свойства растворов;
6. Физико-механические свойства новых солей. Возможность выделения кристаллогидратов с меньшим содержанием кристаллической влаги (новые продукты).
Рецикл маточного раствоЗадачи исследования
1. Определение кратности циркуляции;
2. Баланс примесей.
Выведение примесей с
маточным раствором и
определение возможности использования
Подсушка товарной соли
Свойства
продукта
Рисунок 48. Блок-схема стадий получения солей с использованием
циркуляционных процессов и задач исследования.
116
Для достижения поставленной цели и обеспечения практической реализации предложенных идей на примере совершенствования производства некоторых солей необходимо решить следующие задачи:
− На базе анализа протекания стадий получения солей на соответствующих диаграммах растворимости систем обосновать круг технологий солей, применение в которых циркуляционных процессов может повысить энергоэффективность технологий;
− Изучить кристаллизацию одно-, двух- и трехзамещенных фосфатов натрия и
хлористого аммония и определить условия получения хорошо фильтрующих
кристаллов солей требуемого качества, пересыщения в растворах и межфазное
распределение примесей;
− Изучить равновесную растворимости карбоната натрия в циркулирующих
растворах фосфатов натрия и обосновать оптимальный режим приготовления
более концентрированной содовой суспензии для нейтрализации кислоты за
счет использования рецикла маточных растворов;
− Исследовать возможность получения фосфатных растворов при абсорбции
оксидов фосфора из печных газов обезвреживания фосфорных шламов и установить технологический режим циркуляционного процесса;
− Разработать научные основы технологии получения соляно-кислого щелока
хлористого аммония абсорбцией хлористого водорода из отходящих газов
циркулирующим маточным раствором;
− Разработать практические рекомендации по реализации циркуляционных процессов в технологиях неорганических солей и по обеспечению энергосбережения при производстве: циркуляционного производства концентрированных
фосфатов натрия; хлористого аммония из отходящих газов производства
хлоркарбоновых кислот на базе многостадийной абсорбции хлористого водорода циркулирующим маточным раствором; циркуляционной технологии хлористого бария.
117
3. Политермическая кристаллизация солей из растворов
Кристаллизация из растворов - широко распространенный технологический прием выделения кристаллов продукта из многокомпонентных систем.
Размеры получаемых кристаллов и их чистота определяются скоростью и другими параметрами кристаллизации. Кристаллизация
вещества проходит из
пересыщенных растворов, а величина пересыщения влияет на размер и габитус выделяемых кристаллов, а также на захват маточного раствора, а, следовательно, на чистоту выкристаллизованного продукта. Организация технологий моно-, ди- и тринатрийфосфатов с использованием циркуляционных процессов позволяет получать продукты с меньшим содержанием кристаллогидратной влаги. Поскольку скорость охлаждения специфично влияет на кристаллизацию индивидуальных солей, то первоначально необходимо убедиться
в возможности получения хорошо фильтрующих кристаллов без снижения
производительности оборудования.
3.1 Определение скоростей охлаждения растворов при
кристаллизации индивидуальных фосфатов натрия
По правилу Вант – Гоффа величина пересыщения является функцией
произведения зарядов ионов соли в растворе (n = Z+∙Z-). Чем больше величина
n, тем более высокие степени пересыщений возможны в растворах данной соли. Устойчивость пересыщенных растворов зависит от количества воды в кристаллогидрате и от типа кристаллической решетки выпадающей соли. Наиболее устойчивы пересышенные растворы солей с кристаллами более низшей
степени симметрии. Чем меньше величина n, тем меньше величина пересыщений и их устойчивость.
Размер выделяющихся кристаллов определяется как скоростью роста,
так и числом зародышей или устойчивых центров кристаллизации.
По Гиббсу [50] работа (А) образования кристаллического зародыша рав-
118
на одной трети его свободной поверхностной энергии: A=S*σ/3
(6)
Где Si иσi– площадь и удельная поверхностная энергия i-грани.
Если общую поверхность зародыша принять равной:S=3/4γ∙r2 , то
À =γ
ρ 2 R 2T
2
Ì 2σ 3
( LnC 2 − LnC
1
)2
(7)
где М - молекулярная масса вещества; σ - поверхностное натяжение на границе твердая фаза-раствор;ρ - плотность твердой фазы;γ=16π/3 – коэффициент
формы кристалла;С1 и С2-концентрация пересыщенного и насыщенного растворов. Образование зародышей всегда сопровождается выделением тепла и
нагревом раствора.
Число зародышей возникающих в единицу времени, равно
J=k∙exp(-A/RT)
(7)
Константа k по данным Хамского Е. В. [51] колеблется в пределах 1021030 и по физическому смыслу представляет собой общее число частиц в системе [50]. Поэтому число зародышей J в основном зависит от степени пересыщения раствора. При малых степенях пересыщений, характерных для n=1 ,
скорость образования зародышей велика и получаемые кристаллы имеют малые значения среднего диаметра частиц.
Интенсивное перемешивание и повышение температуры (снижение вязкости) уменьшают индукционный период кристаллизации растворов и пересыщения, необходимые для образования устойчивых зародышей кристаллов.
Примеси, присутствующие в растворе, могут как повышать, так и уменьшать
скорость образования зародышей. На этом основан выбор ПАВ, влияющих на
размеры кристаллов. При росте кристаллов происходит диффузия вещества из
объема пересыщенного раствора к поверхности растущего кристалла. Затем
происходит абсорбция молекул (или микрозародышей) на поверхности кристалла и встраивание их в кристаллическую решетку. В идеальном случае частицы кристаллизующегося вещества, попав в адсорбционный слой на поверхности кристалла, теряют часть своей энергии, сохраняя возможность перемещения по поверхности роста кристалла вплоть до достижения контакта с
119
двумя поверхностями (строчки роста) или края поверхности растущей грани
(Рисунок 49), выход за пределы которого приведет к десорбции. После этого
частица может смещаться только вдоль растущей грани. Достигнув края
строчки (или грани) частица встраивается в растущую строчку, контактируя в
ней с тремя поверхностями.
Рисунок 49. Возможные перемещения частицы вещества
на грани растущего кристалла.
В реальности на растущей грани возможно одновременное существование множества растущих слоев, вследствие наличия колебания температур,
наличия примесей и захвата их поверхностью, величин пересыщений и интенсивности перемешивания.
Размер кристаллов определяется соотношением скорости образования
зародышей и скорости роста кристаллов.
Соли однозарядных ионов и не содержащие кристаллизационную воду
образуют мелкие кристаллы, вследствие превышения скорости зародышеобразования над скоростью роста.
Соли 2-3 зарядных ионов, содержащие большое количество молекул воды в кристаллогидратах, способны формировать более крупные кристаллы.
120
Скорость роста кристаллов с увеличением частоты перемешивания растет, достигает максимума при ω=15-25 рад/сек и далее падает из-за «сбрасывания» ансамблей с поверхности граней в объем раствора.
Однако Панов В. И. отмечает [52] увеличение размера кристаллов хлорида аммония с увеличением оборотов мешалки вплоть до 850 об/мин, что
объясняют изменением условий охлаждения раствора в диффузионном слое.
Обычно с ростом интенсивности перемешивания уже при 180 об/мин отмечают протекание истирания граней кристаллов [53].
Наиболее значительное влияние на размеры кристаллов оказывает степень пересыщения. С ее увеличением скорость роста кристаллов превышает
скорость формирования устойчивых зародышей. Однако, как видно из рисунка 50, при достижении критической величины скорости процессов выравниваются и с дальнейшим ростом пересыщения, скорость зародышеобразования начинает превышать скорость роста кристаллов, и это приводит к уменьшению средних размеров кристаллов.
Рисунок 50. Зависимость скорости образования зародышей (Y) и линейной
скорости роста кристаллов (L) от степени пересыщения в растворе (ΔС).
121
Отмечают также значительное влияние на размер кристаллов температурного интервала кристаллизации вещества [54]. Матусевичем Л. Н. показано, что повышение температуры кристаллизации на 200С увеличивает средний размер кристаллов в 1,1-1,25 раза, что объясняют положительным влиянием снижения вязкости раствора на уменьшение толщины диффузионного
слоя на границе роста кристаллов и увеличение коэффициента диффузии вещества.
Для процессов кристаллизации по межфазному механизму увеличение
роста кристаллов с повышением температуры связывают с уменьшением критического размера зародыша и уменьшением гидратации ионов в растворе.
При кристаллизации солей широко применяются циркуляционные кристаллизаторы, которые можно отнести к аппаратам идеального перемешивания суспензии растущих кристаллов [55].
Количество кристаллизующейся соли определяется балансом кристаллизации:
Gкр=Gр (Со-Ск)
(8)
где Gкр – производительность по кристаллизующемуся веществу, кг; Gр – производительность по исходному раствору, кг; Со и Ск– концентрация вещества
в исходном растворе и в конечном маточнике к моменту (τ).
Величина пересыщения в растворе Сп при массовой кристаллизации определяет вероятность возникновения центров кристаллизации U и скорость их
роста λ [53, 56].
Скорость роста кристаллов определяется балансом скоростей создания
пересыщения (dc/dτ)п и снятия пересыщения (dc/ dτ)к:
dC
dτ
= ( dC
) + ( dC
)
dτ n
dτ k (9)
Скорость образования пересыщения [57]:
( dC
) =
dτ П
С0
τe
exp( − ττe ) (10)
Где τе – характеристическое время процесса. Скорость кристаллизации (снятие пересыщения) по данным Тодеса О.М. [57-59]:
122
z
( ) = 3γλ ∫ ( z − z1 )2 F (c1 )dz1 (11)
dC
dτ k
0
τ
где z = ∫ λ (τ ′) d τ ′ ; F ( c ′ ) =
U ( c ′)
λ ( c ′)
0
Подставив (10) и (11) в (9) и переходя к переменной Z получили дифференциальное уравнение для определения X(Z)=C(Z)/Cм
d 4x
dZ 4
γρ
= − z 40e exp(−z / ze) − 6 cm
F ( x) (33)
x
С начальными условиями при Z=0
x(0) = 0 ;
dx
dz
Функция:
{
Fx =
=
o
F0
x0
ze
x −1
x −1
d 2x
dz2
;
= − ze02 ;
x
d 3x
dz 3
=
x0
ze
3
(12)
при х>1 (35)
до достижения метастабильной области (х<1) F(x)=0 решение уравнения (12)
имеет вид:
X(z)=x0[1-exp (-z/ze)]
(13)
При х>1 уравнение (34), как дано Тодесом О.М. и Себаллом В.А. складывается из общего интеграла однородного уравнения, и оно имеет вид:
x (ξ ) = 1 + A, sin y ⋅ shy + A2 sin ychy + A3 cos ychy + A4 cos yshy − 1+ µ0 4 exp( −ξ / µ )
x
где: A1 = x0 ⋅ 1+µµ exp( −ξm / u ) ;
2
4
A3 = 1− u0 4 exp( −ξm / µ ) ;
x
A2 =
A4 =
x0
2
µ 11++ µµ exp( −ξm / u ) ; (14)
2
2
x0
4
µ µµ
2
−1
4
+1
exp( −ξm / u ) ; (15)
Здесь µ = zzl - безразмерный параметр отношения времён создания и сня0
тия пересыщения.
x0 −1
6γ −F0
z0 = 4
ξ =
y=
z
z0
ξ −ξ m
2
(16)
- характеристическое время
(17)
123
Значение ξ при котором достигается граница метастабильной области ξm
определяется выражением:
ξm = −µ ln(1 − x1 ) (18)
0
Подстановкой (18) в (17) получено [60]:
y =
ξ + µ ln( 1 −
1
x0
)
2
(19)
После достижения критического значения пересыщения, в системе
начинает идти интенсивная кристаллизация со снятием пересыщения в растворе. После этого скорость роста кристаллов падает. При повторном достижении границы метастабильной области при ξ = ξm (2) , определяемом из уравнения x(ξ ) = 1 , уравнение (14) примет вид:
[
(
x(ξ ) = 1 + x0 1− exp −
)]+ a (ξ −ξ ) + a (ξ −ξ ) + a (ξ −ξ )
ξ −ξm( 2)
µ
3
1
m( 2)
2
2
m(2)
3
m( 2)
(20)
1 d x
Где a1 = 6 [ dξ 3
−
3
a2 =
1
2
2
[ dd ξ x2
a 1 = [ dd ξ x
ξ ≡ξ m ( 2 )
ξ ≡ξ m ( 2 )
ξ ≡ξ m (2)
−
+
x0
µ
x0
µ
2
x0
µ3
];
]
]
Анализ зависимостей для пересыщения в растворе от времени х(ξ) показывает, что величина времени х(ξ) зависит от параметра µ , определяемого отношением времени образования и снятия пересыщения (z0) и отношения
( x0 = c0 / cm ) исходного пересыщения с0 к концентрации границы метастабиль-
ной области сm.
С увеличением параметра µ возрастает время создания максимального
пересыщения, а его модуль (величина) уменьшается.
Например, при µ =1 максимальное значение х=1,0451 достигается за
время ξ = 3,4 .
А при µ = 2 максимальное значение х=1,01 достигается уже за время ξ = 7 .
При времени ξ max = ξm( 2) величина пересыщения становится равной x m xmax = 1 ,
124
что соответствует достижению метастабильной области. С этого времени образование новых зародышей прекращается, а идет рост ранее сформировавшихся частиц. Полностью пересыщение в растворе будет снято в момент
x(ξ0 ) = 0 .
Максимальный размер (Lmax) выросших кристаллов к этому времени будет равен:
[
(
L max = ξ 0 z 0 − z m (1) = ξ 0 − µ ln 1 −
1
x0
)]z
0
(21)
Минимальный размер (Lmin) к окончанию кристаллизации будут иметь
кристаллы, возникшие к моменту достижения метастабильной зоны, т.е. при
времени ξ = ξ
m (2)
Lmin = (ξ0 − ξm(2) )z0 (22)
Величину начального пересыщения С0 можно представить в виде [57]:
С0 = С[1 − exp(− τ /τ e )] (23)
Производительность по кристаллизуемому веществу σ кр равна:
z
σ кр = 3γλ ∫ F (c′) ⋅ ( z − z′)2 exp(− zd− z ′ )dz′ (24)
ср
0
где γ - фактор размера (габитуса) кристаллов;
d ср -
величина, характеризующая средний размер кристаллов.
Подставляя (24) и (23) в уравнение (8) и перейдя к переменной величине
получим:
d 3c
dz 3
+
3 d 2c
d ср dz 2
+
3 dc
2 dz
d ср
+
c
3
d ср
= − 6 γλσ⋅ Fp ( c ) +
c0
3
d cp
+ c0 ( ze1 −
1
d cp
) 3 exp( − z / z e ) (25)
со следующими начальными условиями для z = 0
C0 = 0 ;
dc
dz z = 0
=
C0
ze
;
d 2c
dz 2
z=0
=
C0
z e2
(26)
До момента достижения метастабильной области (с<cm)
начальных условиях (26) уравнение (20) имеет вид:
x (ξ ) = x 0 [1 − exp (− ξ / µ )]
Где ξ = z / z0 , а z 0 = 3
σ
p
(c 0 − c m )
6 γλ ⋅ F
F( c ) = 0 и
при
125
С началом образования зародышей (снятие пересыщения) х>1 уравнение
(20) приобретает вид:
[
]
x(ξ ) = A1 exp(− (1+ 1e )(ξ −ξm )) + A2 cos 23 (ξ −ξm ) + A3 sin 23 (ξ −ξm ) exp[( 12 − 1e )(ξ −ξm )] + a exp(−ξ / µ) + b
(27)
Где e= d cp / z0 - величина отношения среднего размера кристаллов к z0 .
(−)
a = x0
; b =
1− ( − )
e3
1
e3
1+
1 3
e
1
µ
x0
1+
1 3
e
1
µ
;
A1 = c1 − A2 ; A2 = 2 / 3 (c 2 + B1C 1 ) −
(
C 3 − B12 C 1 − 2 / 3 (C 2 + B1 C 1 ) B 22 − B12 − 3 / 4
A3 =
3 ⋅B2 −
(
B 22
− B12
B1 = 1 + 1 / e ; B 2 =
C2 =
x 0 +U
U
(1 − ); C
1
x0
3
3
;
; C1 = 1 − a(1 − 1/ x0 ) − b ;
1
e
x0 + a
(1 − )(28)
µ2
;
3
−
1
2
=−
)
− 0 .75 /
)
A3
1
x0
Величина границы метастабильной области ξm определяется из условий
x(ξ m ) = 1
Отсюда время достижения метастабильной зоны равно:
(
)
ξm = −µ ln 1 − x1 (29)
0
После достижения метастабильной области при ξ = ξ m* и x(ξ ) = 1 , уравнение
(20) при x<1 примет вид:
[
(
)
(
x (ξ ) = D1 + D2 ξ − ξ m* + D3 ξ − ξ m*
Где
D2 =
[
(
dx
dξ ξ =ξ m*
D3 = [ 12 ddξ 2x
(
)
+ De1 exp − ξ * / e −
2
ξ =ξ m*
(
2
x0
µ
)
(30)
0
))]exp (ξ
(
D1 = 1 − x0 1 − exp − ξ m* / µ
[
) ]exp(− ξ / e ) | + x [1 − exp(− ξ / µ )]
*
m
/e
)]
(
);
(
)
exp − ξ m* ⋅ exp ξ m* / e ;
(
)
(
)
(
+2 De2 exp − ξ m* / e − De 21 exp − ξm* / e + µ02 exp − ξ m* / µ ] ⋅ exp ξ m* / e
x
)
Величина x (ξ ) зависит от трех безразмерных параметров: µ - определяемого отношением времени образования и снятия пересыщения;
x0 - характеризуемого отношением величины исходного пересыщения
вещества C0 к пересыщению в момент попадания в метастабильную область и
e- характеризуемого отношением среднего размера кристаллов
(d ) к харакcp
126
терному времени снятия пересыщения z0 .
Как видно из рисунка 51 при охлаждении раствора в отсутствие зародышей кристаллов возникновение их имеет место только после достижения переохлаждения Δt (и соответственно, пересыщения ΔС). В результате кристаллизации за счет выделения тепла и запаздывания его отведения фигуративная
точка равновесного раствора перемещается из точки А в точку Б с одновременным уменьшением пересыщения в растворе. После этого раствор вновь
переохлаждается в точке В и вновь проходит скачкообразная кристаллизация.
Это и объясняет волнообразный характер изменения пересыщений. Поэтому,
подводя итог, необходимо согласиться с Тодесом О.М., что зависимость пересыщения x(ξ ) в кристаллизаторе от времени обычно носит волнообразный характер [60], и это подтверждается на практике. Из-за колебания пересыщений
в аппарате происходят колебания скорости возникновения зародышей кристаллов U. Это соответственно приводит к колебанию размеров кристаллов и
меняет гранулометрический состав продукта [61].
Рисунок 51. Изменение состава и температуры жидкой фазы
при политермической кристаллизации.
При полинукеарной кристаллизации процесс роста кристаллов условно
127
разбивают на 3 стадии [62]:
- рост зародышей до достижения размеров устойчивости (30-50 мкм);
- рост и образование стабильных кристаллов за счет коагуляции зародышей
(100-200 мкм);
- рост кристаллов за счет снятия пересыщения с частичным их разрушением и
дроблением.
По достижении размера 30-50 мкм зародыши начинают активно коагулировать и через время τ 0 число растущих кристаллов не зависит от числа коагулирующих частиц.
τ
0
≥
2
AN
(31)
где А- коэффициент коагуляции обычно равный A = 10 −10 , м3/(м3*с); N- начальное число коагулирующихся частиц, N ≈ 10 9 . Следовательно, τ 0 обычно равно
10-100 с. Среднее время пребывание кристаллов в аппарате τ составляет 10 3 10 4 с.
Поскольку τ > τ 0 , то эффективная скорость образования зародышей новых кристаллов U не зависит от скорости гомогенного зародышеобразования
[60]:
U = Aэфф ⋅ N 2 (32)
где Аэфф - постоянная скорость зародышеобразования; N- число частиц крупнее r ( ≈ 100 мкм), участвующих в росте и разрушении.
Скорость возникновения новых центров кристаллизации (U) равна:
U =
k2
A эфф
exp (2 krλ )
Где k- постоянная скорости выгрузки кристаллов, с-1; Аэфф= 2.85 ⋅ 10 −13 м3/с; r –
размер частиц коагуляции, 30-50 мкм; λ - скорость роста кристаллов, (0,1-0,3)
10 7 м/с [80].
Значение U меняется обычно в пределах (1-30) 10−7 м −3 ⋅ с −1 .
Кристаллизация изучалась на установке, схема которой представлена на
рисунке 52.
128
Рисунок 52. Схема установки кристаллизации.
Полученная на основе рекомендаций Тодеса О.М., Себалло В.А. и Зелманова Г.З. [57-59] методика расчета среднего размера кристаллов фосфатов
для переменных условий кристаллизации из растворов моно-, ди- и тринатрийфосфата. Результаты расчетов представлены в таблице 4.
По полученным расчетным данным следует рекомендовать для экспериментального исследования кристаллизации безводного мононатрийфосфата и
семиводного динатрийфосфата поддерживать относительно меньшие скорости
охлаждения растворов:
- для мононатрийфосфата безводного 1 – 3 град/час;
- для динатийфосфата семиводного 2 – 4 град/час.
129
Таблица 4. Влияние температуры и скорости охлаждения
на средний размер кристаллов фосфатов натрия.
Вид
Температура
Скорость
Пересы-
Расчетный
фосфата
начальная
охлажде-
щение в
средний раз-
ния,
растворе,
мер кристал-
град/час
%
лов, мм
МНФ
80
конечная
57,4
безводный
МНФ двухводный
ДНФ семи-
40,
20
8
48
35,4
водный
ТНФ деся-
85
54
тиводный
1
0,7
0,25
2
1,1
0,17
3
1,4
0,12
5
1,6
0,08
1
1,1
0,17
2
1,4
0,12
3
1,9
0,08
5
2,1
0,05
2
0,7
0,18
3
0,9
0,13
4
1,1
0,08
5
1,5
0,055
2
0,1
0,3
5
0,25
0,27
8
0,35
0,23
10
0,4
0,22
При кристаллизации тринатрийфосфата десятиводного скорость охлаждения может быть выше и составлять в пределах 6 – 10 град/час.
Как видно из таблицы 4, кристаллизация безводного мононатрийфосфата
и десятиводного тринатрийфосфата проходит из растворов с более высокой
температурой (55-80 °С), чем семиводного динатрийфосфата, который кристаллизуется при температурах 35-48 °С.
Условия кристаллизации определяют большие значения расчетных
130
средних размеров кристаллов, характерных для мононатрийфосфата и тринатрийфосфата. Расчетные значения размеров кристаллов, как показало экспериментальное исследование [63, 64], относительно ниже (на ~ 15-25 %) экспериментальных значений.
Линии расчетных размеров частиц (линии 2) проходят преимущественно
ниже линий (1) экспериментальных размеров кристаллов (рисунки 36, 38, 41).
Превышение расчетных размеров над экспериментальными величинами
наблюдается только в области малых скоростей кристаллизации, когда пересыщения в растворах относительно низки.
Достаточно высокая сходимость расчетных и экспериментальных значений, как показано нами [64] позволяет использовать расчетные уравнения в
качестве алгоритма управления процессом кристаллизации по величине степени пересыщения или скорости охлаждения системы.
3.2Фазовые равновесия в системе Na2O – P2O5 – H2O
Фазовые равновесия в системе Na2 O – P2 O5 – H2 O подробно изложены по
данным Уендрода и Кобе в монографии Ван Везера [65] .
Из раствора нейтрализованного до рН= 12,5 происходит осаждение равновесной твердой фазы в виде восьмиводной соли Na3 PO4 * 8 Н2 О [38, 65], но
по данным [44, 66] и это подтверждается на практике при температуре выше
54°С равновесная твердая фаза представлена десятиводнымNa3 PO4 * 10 Н2О и
только выше 85 °С – восьмиводным тринатрийфосфатом Na3PO4 * 8 Н2 О, линия которого переходит в линию растворимости безводной соли при 114 °С.
Точки пересечения линий растворимости для индивидуальных кристаллогидратов в системе Na3 PO4 -Н2 О имеют составы, приведенные в таблице 5.
Восьмиводный тринатрийфосфат содержит 53,25% тринатрийфосфата,
десятиводный кристаллогидрат содержит 47,67% тринатрийфосфат, а доля
безводного тринатрийфосфата в двенадцативодном кристаллогидрате составляет 43,16%.
131
Таблица 5. Перитектические точки диаграммы растворимости
тринатрийфосфата (ТНФ) в воде.
Равновесные твердые фазы
Доля ТНФ в насыщен- Темпераном растворе, % масс.
тура, °С
Nа3PO4 * 12 Н2 О - Nа3PO4 * 10 Н2 О
25
54
Nа3PO4 * 10 Н2 О - Nа3PO4 * 8 Н2О
39,6
85
Nа3PO4 * 8 Н2О - Nа3 PO4
48,7
114
В водных растворах тринатрийфосфат гидролизуется по схеме:
Nа3PO4 + Н2 О → Na2 НPO4 + NaOH
Значение рН 0,1М раствора равно 12,5. Степень гидролиза тринатрийфосфата в растворе превышает 34%.
При нейтрализации фосфорной кислоты водной суспензией карбоната
натрия (т. СС) получается нейтрализованный раствор с долей ДНФ 35 % (т.
Р2 ).
Как видно из рисунка 53, при нейтрализации 73 %-ной фосфорной кислоты (точка Ф) содой (т. С) и 43 % раствором едкого натра (т. К) можно достичь в случае использования содовой суспензии, содержащей 7-10 % ДНФ и
26-27 % соды (т. СС1 ), получения нейтрализованного раствора тринатрийфосфата с долей 39,6 ТНФ (т. R1 ), насыщенного десятиводным тринатрийфосфатом (т. ТД).
По циркуляционной технологии может быть получен также и восьмиводный тринатрийфосфат, выпадающий из 48 %-ного раствора ТНФ при политермической кристаллизации охлаждением раствора со 114 °С до 85°С (на
29 °С). В полученной восьмиводной соли концентрация тринатрийфосфата в
1,12 раза выше чем в десятиводной соли. Для её получения содовая суспензия
(т. СС2) должна уже содержать ~ 20 % ДНФ и 27-28 % карбоната натрия. После нейтрализации полученного раствора динатрийфосфата каустиком в
нейтрализованном растворе должно содержаться уже 48 % ТНФ. В конце осаждения его фазовое отношение масс жидкой и твердой фазы (Ж:Т) будет рав-
132
но отношению длин отрезков (ТД-R2 ) к (R2-М2 )=1,6. В данном процессе на 1
тонну получаемого восьмиводного тринатрийфосфата может быть утилизировано ~ 0,2 т промывных и сточных вод, образующихся в производствах и при
мойке оборудования.
Рисунок 53. Стадии процесса получения тринатрийфосфата
на диаграмме растворимости [44] в системе Na2 O-H3 PO4 -H2 O
(Т12 - Nа3PO4*12Н2 О; Т10 - Nа3PO4*10Н2О;
Д12 – Nа2 НPO4*12Н2 О; Д7 - Nа2 НPO4*7Н2 О).
В системе Na2 HPO4 * H 2O выше температуры 35,4 °С равновесной твердой
фазой является семиводная соль Na2HPO4· 7H2 O, выше 48,3 °C - двухводная
соль Na2 HPO4 * 2 H 2O и выше 95,2 0 C безводный динатрийфосфат.
133
Точки пересечения линий растворимости равновесных твердых фаз системы Na2 HPO4 − H 2O имеют координаты, приведенные в таблице 6.
Таблица 6. Перитектические точки диаграммы растворимости
динатрийфосфата (ДНФ) в воде.
Равновесные твердые фазы
Доля ДНФ в насы-
Температура,
щенном растворе,
0
С
% масс.
Na2 HPO4 *12H 2O - Na2 HPO4 * 7 H 2O
30
35,4
Na2 HPO4 * 7 H 2O - Na2 HPO4 * 2 H 2O
43,4
48,3
Na2 HPO4 * 2 H 2O - Na2 HPO4
51,5
95,2
Водный раствор динатрийфосфата (0,04 М) имеет рН=9,7. В растворе динатрийфосфат частично гидролизуется по реакции:
Na2 НPO4 + Н2 О → NaН2PO4 + NaOH
Двухводный кристаллогидрат динатрийфосфата содержит 79,78 % безводной соли, семиводный динатрийфосфат содержит 52,98%, а двенадцативодная соль содержит 39,66% безводного динатрийфосфата.
На диаграмме растворимости системы Na2 O-H3PO4-H2O (Рисунок 54)
точка соды отображается т. С (62 % Na2 O), а точка исходной фосфорной кислоты точкой Ф (71,54 %), точка семиводного ДНФ в т. DC (53 % ДНФ) и точка
безводного ДНФ т. Д.
В процессе без циркуляции маточника после нейтрализации водной суспензией карбоната натрия (линия СС0 -R0) получается раствор с долей ДНФ
38,5 %, при этом выход ДНФ мал и раствор необходимо упаривать.
134
(Т12 - Nа3PO4*12Н2 О; Т10 - Nа3PO4*10Н2О;
Д12 – Nа2 НPO4*12Н2 О; Д7 - Nа2 НPO4*7Н2 О).
Рисунок 54. Стадии процесса получения динатрийфосфата семиводного
на диаграмме растворимости [44] в системе Na2 O-H3 PO4 -H2 O
Маточник соответствует при температуре 35,4 °С составу точки М (30 %
ДНФ). В процессе приготовления содовой суспензии (состав её в т. СС) маточник после смешения с водой образует 20 % раствор ДНФ (точка Р). В результате нейтрализации фосфорной кислоты содовой суспензией (процесс
проходит по линии СС-Ф) образуется раствор динатрийфосфата, соответствующий составу точки R (~41,6 % ДНФ). Таким образом, процесс получения со-
135
довой суспензии отображается линией Р-СС, процесс нейтрализации кислоты
содовой суспензией отображается линией CC-R, а политермическая кристаллизация семиводного динатрийфосфата линией R-M.
Аналогичные построения показывают, что с использованием циркуляционной технологии принципиально может быть получен и двухводный динатрийфосфат, однако выход его весьма незначителен.
Диаграмма растворимости в системе NaH 2 PO4 − H 2O проведена на рисунке
55 [44].
Рисунок 55. Стадии процесса получения мононатрийфосфата
на диаграмме растворимости [44] в системе Na2 O-H3 PO4 -H2 O.
136
Однозамещенные фосфаты натрия растворяются в воде конгруэнтно и
могут быть выделены из насыщенных растворов в виде безводной, одноводной и двухводной солей. При температуре выше 57,4 0 С из раствора выпадает
безводный мононатрийфосфат. Точки пересечения линий растворимости имеют следующие координаты (таблица 7).
Одноводный мононатрийфосфат содержит 86,96% безводной соли, а
двухводный кристаллогидрат – 76,92% мононатрийфосфата. Водный раствор
мононатрийфосфата (0,05 Н) имеет рН=4,6.
Таблица 7. Перитектические точки линий растворимости
мононатрийфосфата (МНФ) в воде.
Равновесные твердые фазы
Доля МНФ в насыщен-
Темпера-
ном растворе, %масс.
тура, 0 С
NaH 2 PO4 * 2 H 2O - NaH 2 PO4 * H 2O
58,0
40,8
NaH 2 PO4 * H 2O - NaH 2 PO4
61,0
57,4
Как видно из рисунка 55, получение раствора насыщенного безводным
мононатрийфосфатом (т. R2) достигается при нейтрализации 73 %-ной фосфорной кислоты содовой суспензией с долей мононатрийфосфата в нем 35 %
и карбоната натрия 38,64 % (т. СС2). После нейтрализации получается 64 %ный раствор МНФ (т. R2 ). Политермической кристаллизацией из него осаждают безводный МНФ охлаждением раствора от температуры 85 °С до 57,4 °С.
Отношение Ж:Т в суспензии мононатрийфосфата при этом равно отношению
отрезков (M-R2)/( R2 -M2)=18,5.
При получении одноводного мононатрийфосфата нейтрализацию кислоты ведут суспензией, содержащей 29 % МНФ и 36,5 % карбоната натрия. После охлаждения полученного 61 % раствора МНФ до температуры 40,8 °С в
полученной суспензии одноводного мононатрийфосфата отношение фазовых
масс Ж:Т равно 5,3. При нейтрализации кислоты водной суспензией карбоната
натрия получается раствор содержащий 46 % МНФ, насыщенный двухводной
137
солью.
С ростом степени замещения ионов водорода в фосфорной кислоте растворимость фосфатов понижается и растворимость динатрийфосфата ниже
растворимости мононатрийфосфата.
Таким образом, использование рецикла маточных растворов позволяет
создать технологические процессы получения фосфатов натрия различной замещенности с содержанием в них меньшей доли гидратной воды [45].
После известной работы Пестова Н.Е. [65] обширные исследования по
кристаллизации фосфатов натрия практически не проводились. Здесь лишь
можно назвать работы Фоминой Е.А. и Павлинова Р.В. [68-71] по изотермической кристаллизации динатрийфосфата и работы Шляпинтоха Л.П. [71], Фоминой Е.А. [72], по разработке конструкции кристаллизатора для данного процесса и работы Фанга А.У. по получению фосфатов из алюминийсодержащих
отходов [73]. Сведения по влиянию скорости охлаждения на размер кристаллов мононатрийфосфата, семиводного динатрийфосфата и десятиводного тринатрийфосфата, по величинам пересыщения, по фильтрующим свойствам кристаллов, а также по межфазному распределению примеси мышьяка, присутствующего в исходной термической кислоте, в литературных источниках отсутствуют.
3.3 Кристаллизация мононатрийфосфата
Поскольку мононатрийфосфат является одним из важнейших составных
компонентов композиции качественных фторсодержащих зубных паст, а также широко используется в фармацевтической отрасли и при приготовлении
прохладительных напитков, то мононатрийфосфат 1 сорта должен удовлетворять требованиям, предъявляемым к продуктам пищевого назначения.
Обычно мононатрийфосфат осаждали в виде двухводного кристаллогидрата охлаждением раствора с 40 °С до 20 °С в течение 15-20 часов, что соответствует скорости охлаждения 1-1,3 град/час. Столь низкая производитель-
138
ность связана с трудностью получения крупных, изометричных и хорошо
фильтрующих кристаллов мононатрийфосфата. В интервале температур 4058°С мононатрийфосфат может быть выделен в виде одноводной или безводной соли (Рисунок 56), но данные по их кристаллизации отсутствуют.
Двухводный кристаллогидрат мононатрийфосфата содержит 77 % безводной соли, тогда как в одноводном кристаллогидрате находится уже 87 %
безводного вещества.
Рисунок 56. Равновесная растворимость в системе NaH2PO4-H2 O [44].
Для изучения кристаллизации мононатрийфосфата (МНФ) были получены растворы с содержанием 61 % МНФ и 67 % МНФ нейтрализацией 73 %-
139
ной фосфорной кислоты твердым едким натром с последующим доведением
раствора до необходимого состава. 200 грамм исследуемого раствора с температурой 100>120 °С заливали в реактор охлаждаемый водой, подаваемой из
термостата. Скорость охлаждения регулировали интенсивностью циркуляции
и температурой охлаждающей воды. Реактор оборудован лопастной мешалкой, вращающейся со скоростью 20 об. /мин. После охлаждения раствора до
85 °С подачу хладагента снижали, регулируя скорость охлаждения в заданном
режиме. При достижении температуры 40,8 °С охлаждение прекращали, суспензию разделяли на воронке Бюхнера, поддерживая разрежение в колбе Бунзена равным 400 мм рт. ст., фиксируя время фильтрации для расчета удельного съема кристаллов с единицы поверхности фильтра. Площадь фильтрующей
воронки равна 0,005 м2 .
Кристаллы на фильтре отжимали просасыванием воздуха в течение 5 минут, промывали ацетоном (25 мл. на 1 операцию) и сушили при 60 °С в течение 18 часов. Высушенные кристаллы взвешивали. В кристаллах определяли
содержание общего P2 O5 (фотоколориметрически [74]), долю кристаллогидратной влаги (весовым методом после сушки при 140 °С) и долю мышьяка
(фотоколориметрически [74]). Результаты опытов приведены в таблице 8.
Судя по полученным данным, выпадающие кристаллы безводной соли
при большей скорости охлаждения (3 град/час) обладают лучшими фильтрующими свойствами по сравнению с кристаллами одноводного мононатрийфосфата, у которых даже при скорости охлаждения 1,3 град/час время фильтрации составляет 48 сек. Съемы осадка безводной и одноводной солей соответственно равны 550 и 496 кг/(м2*час). Больший съем для безводной соли можно
объяснить меньшей вязкостью раствора в случае фильтрации суспензии с безводной солью (температура 57,4 °С и 40,8 0 С соответственно). Съем кристаллов с единицы объема кристаллизаторов составляет 48 и 190 кг/м3час.
Для безводного мононатрийфосфата, как видно из рисунка 57, увеличение скорости охлаждения раствора с 0,8 град/час до 5 град/час приводит к
уменьшению среднего размера кристалла с 0,2 до 0,095 мм и соответственно
140
снижение съема кристаллов с единицы поверхности фильтров с 680 до 211
кг/м2*час.
Исследование пересыщений в изученных растворах показало [75], что
для раствора с долей мононатрийфосфата 67 % величина пересыщения равна
1,1 % при скорости охлаждения 2,2 град/час и 0,73 % при скорости охлаждения 1,2 град/час. Для раствора концентрацией 61 % МНФ величина пересыщения при скорости охлаждения 2,4 град/час равна 1,7 %.
Таблица 8. Кристаллизация мононатрийфосфата (МНФ) [63].
Доля МНФ в
Скорость ох-
Время филь-
Масса кри-
Съем осадка
исходном
лаждения,
трации, мин.
сталлов, г.
на фильтре,
растворе, %
град/час
кг/(м2*час)
масс.
61,0*
2,4
2,1
34,1
206
1,6
1,17
34,0
340
1,3
0,8
33,5
496
67*
0,9
0,65
33,1
600
67**
5,0
2,0
22,6
211
4,0
1,06
23,0
390
3,0
0,5
23,1
550
2,0
0,43
23,2
600
1,2
0,41
23,2
640
0,8
0,38
23,3
680
*-в твердой фазе одноводная соль.
** -в твердой фазе безводная соль.
Величину пересыщения определяли по разности концентраций раствора
в момент осаждения первых кристаллов соли и в насыщенном приданном переохлаждении растворе:
П = Сп-Сн (33)
141
Величина относительного пересыщения:
П' = П / Сп = (Сп - Сн) / Сп = 1 - Сн /Сп ;
(34)
для раствора с долей мононатрийфосфата 67 % соответственно установленным в опытах скоростям охлаждения равна 0,0164 и 0,0108, а для раствора с
61 % МНФ при скорости охлаждения 2,4 град/час равна 0,0297, т.е. в 2 - 3 раза
больше, что и определяет образование большего числа зародышей и, как следствие, получение более мелких хуже фильтрующих кристаллов одноводного
кристаллогидрата [64].
Аналитический расчет среднего диаметра кристаллов мононатрийфосфата на ЭВМ по методике, приведенной выше, дает размеры на 20-25 %
меньше, достигаемых на практике величин, что вполне приемлемо при используемой точности определения пересыщений. Хотя при скорости охлаждения 1 град/час расчетная величина размера кристаллов превышает экспериментальные значения (Рисунок 57).
Таким образом, оптимальная скорость охлаждения для получения хорошо фильтрующих кристаллов мононатрийфосфата одноводного составляет ≈ 2
град/час и мононатрийфосфата безводного ≈ 1 град/час.
142
Рисунок 57. Влияние скорости охлаждения (ΔТ град/час) на
средний размер кристаллов (d,мм) безводного мононатрийфосфата
экспериментальный (линия 1), расчетный (линия 2)
и на съем кристаллов на фильтре (G, кг/(м 2 час).
3.4 Кристаллизация динатрийфосфата семиводного
Линия равновесной растворимости семиводного динатрийфосфата находится на диаграмме системы Nа2 НРО4 - вода (Рисунок 58) в интервале температур 35,4 - 48,3 °С. При этом доля динатрийфосфата (ДНФ) в насыщенном
растворе меняется с 43,4 до 30,4 %.
С увеличением концентрации исходного раствора с 35 до 42 % доля
твердой фазы в конце кристаллизации растет.
Доля безводной соли в семиводном динатрийфосфате составляет 53 %.
Поэтому для обеспечения отношения масс жидкой и твердой фаз в конце кристаллизации соли равного 1,05 исходный раствор динатрийфосфата должен
содержать 41,4 % безводного ДНФ.
143
Рисунок 58. Равновесная растворимость в системе Na2 НPO4 − H 2O [65].
При массовой кристаллизации двенадцативодного динатрийфосфата из
раствора доля кристаллической фазы в конце процесса политермической кристаллизации составляет 25-32%. Это снижает выход целевого продукта. Процесс политермической кристаллизации семиводного динатрийфосфата на рисунке 58 описывается вертикалью S-Sх.
Для конечной температуры tk баланс потоков маточника М, кристаллов
144
К и системы в кристаллизаторе S:
М+К=S
(35)
Баланс кристаллизующейся соли для конечных условий:
M ⋅ X m + K ⋅ X k = SX c (36)
Где Хm, Хk и Хс - соответственно концентрация соли в маточнике, в кристаллогидрате и в массе, находящейся в кристаллизаторе (или в исходной смеси).
Хkопределяется отношением мольных масс безводной соли и кристаллогидрата
X k = M 0 / M kT (37)
Отсюда концентрация исходной смеси Хс равна:
xc =
Mx m + Kx k
S
(38)
Для начальных условий смешения
Мр+R=S отсюда R=S-Mp(39)
Rx p = Sx c − Mx m (40)
xp =
Sx c − Mx m
R
(41)
Тогда выход кристаллической фазы ϕk в долях от единицы равен:
ϕk =
K
R
=
x p − xm
x k − x m (42)
k = ϕk ⋅ R (67)
Выход маточника ϕm составляет:
ϕm = 1− ϕk =
M
R
=
xk − x
p
xk − xm
(43)
M = (1 − ϕk )R (44)
Коэффициент рециркуляции маточника
n p независимо
от точки ввода
возврата (рециркулята) равен:
np =
M
R
=
x p − xs
x s − x m (45)
Если пренебречь разностью теплоемкостей маточника и исходного рас-
145
твора, то температура смеси рециркулята с исходным нейтрализованным раствором определяется температурой точки пересечения линии d1-R с вертикалью исходной точки. Температура смеси равна 48 °С. Её положение свидетельствует о ненасыщенном состоянии исходной смеси растворов.
Для изучения кристаллизации динатрийфосфата был наработан раствор
динатрийфосфата нейтрализацией термической фосфорной кислоты (ГОСТ
10678-86) [76] содовой суспензией из соды по ГОСТ 5100-85 [77] марка А
высший сорт с долей карбоната натрия 460 г/л и ДНФ 7,2 %. Содовая суспензия содержала - 9 % взвешенного в насыщенном растворе твердого карбоната
натрия. Полученный раствор содержал 41,6 % ДНФ.
Раствор динатрийфосфата охлаждали при перемешивании и по достижении перитектической температуры 35,4 °С подачу хладагента прекращали.
Суспензию кристаллов сливали на воронку Бюхнера для отделения кристаллов от маточного раствора На вакуум-фильтре поддерживали разрежение равное 400 мм рт. ст. Фиксируя время фильтрации (по прекращению отделения
фильтрата) определяли съем осадка с 1 м2 поверхности фильтрации.
Высушенные кристаллы взвешивали и рассевали. Результаты представлены в таблице 9 [63].
Как известно, размер выпадающих кристаллов определяется условиями
кристаллизации. Исследованием показано [78, 64], что с уменьшением скорости охлаждения раствора с 5,4 до 1,7град/час размеры получаемых кристаллов
возрастают и соответственно улучшаются их фильтрующие свойства (Таблица
9).
Из рисунка 40 видно, что с уменьшением скорости охлаждения с 5 до 2
град/час средний размер кристаллов возрастает с 0,07 мм до 0,2 мм. С уменьшением скорости охлаждения с 5,4 до 3 град/час съем кристаллов примерно
линейно меняется со 150 до 600 кг/(м2*час).
При скорости охлаждения <2,5 град/час фильтрующие свойства кристаллов
резко возрастают с увеличением среднего размера кристаллов и при скорости
охлаждения 1,8 град/час съем осадка на фильтре превышает 1000 кг/(м2*час).
146
147
При кристаллизации двенадцативодной соли съем кристаллов на фильтре составляет при скорости охлаждения 2,2 - 2,5 град/час ≈ 630 – 740 кг/(м2*час), а
средний размер кристаллов равен соответственно 0,192 - 0,202 мм. Судя по
данным таблицы 15, для двенадцативодной соли размер кристаллов при равной скорости охлаждения несколько больше, чем у семиводного динатрийфосфата, что и определяет их лучшие фильтрующие свойства и больший съем
на фильтре ( ≈ на 100кг/(м2*час)). Съем кристаллов семиводного динатрийфосфата с единицы объема кристаллизаторов составляет 110-140 кг/м3час [78].
Величину пересыщения определяли по разности концентрации равновесного раствора в моменты появления первых кристаллов при охлаждении и исчезновения кристаллов при нагревании суспензии кристаллов в насыщенном
растворе. Для определения пересыщения в стакан вместимостью 100 мл помещали 20 грамм раствора, нагретого до 60°С, включали мешалку на (30 об/мин)
и раствор охлаждали водой. Скорость охлаждения замеряли термометром.
Судя по полученным данным (Таблица 10), с ростом скорости охлаждения раствора величина пересыщения возрастает. Так, для раствора, содержащего 41,6 % ДНФ, при скорости охлаждения 2,3 град/час пересыщение равно
0,64 %, а при 4,6 град/час уже 1,33 %.
Как видно из рисунка 59, сравнение средних значений диаметров кристаллов, полученных аналитическим расчетом для равных условий кристаллизации, с практическими данными показывает, что расчетные величины на 2028 % меньше реально достигаемых величин.
С понижением концентрации раствора динатрийфосфата величина пересыщения при равных условиях охлаждения повышается и для раствора, содержащего 33,1 % ДНФ, составляет 0,83 %.
Величина относительного пересыщения с ростом концентрации исходного раствора с 33,1 до 41,6 % при близких величинах скоростей охлаждения
раствора ≈ 2-2,3 град/час остается относительно постоянной и равной 0,019 0,020. С увеличением скорости охлаждения величина относительного пересыщения возрастает до 0,034 (в 1,7 раза) при увеличении скорости охлажде-
148
ния до 4,6 град/час ( ≈ в 2 раза).
Таблица 10. Пересыщение в растворах динатрийфосфата
при температурах 39 -48 °С [75].
Температура, °С
Доля
начала
полного
переохла-
кристалл-
растворе-
ждения
изации
ния
Скорость
Пересы-
охлажде-
щение, %
исходном
ния,
масс.
растворе,
град /час
ДНФ
в
% масс.
осадка
38,90
39,30
0,40
33,1
2,1
0,83
39,70
44,10
0,40
35,7
2,2
0,80
46,10
46,48
0,38
38,0
2,0
0,72
47,74
48,10
0,36
41,6
2,3
0,64
47,28
48,00
0,72
41,6
3,6
0,92
47,18
48,20
1,02
41,6
4,6
1,33
Повышение концентрации раствора способствует понижению пересыщения, а рост вязкости раствора при этом должен был оказывать противоположное действие. Однако, поскольку одновременно значительно растет температура насыщения раствора, вязкость раствора фактически падает. Поэтому при
более низких концентрациях и температурах насыщенного раствора вероятность образования устойчивых центров кристаллизации при малых значениях
пересыщений во много раз меньше из-за малой вероятности значительных
флуктуации. В этих условиях образование ориентированных агрегатов молекул возможно лишь при больших пересыщениях [79].
Кроме того, вероятность образования устойчивых зародышей при больших пересыщениях возрастает и из-за уменьшения при этом величин их критических размеров, гарантирующих стабильное существование [80].
149
Рисунок 59. Влияние скорости охлаждения ( ∆ Т, град/час) на средний
размер кристаллов семиводного динатрийфосфата экспериментальный
(линия 1) и расчетный (линия 2) (d,мм) и на съем
кристаллов на фильтре (G, кг/(м 2 *час)).
150
3.5 Межфазное распределение примесей при кристаллизации
моно и динатрийфосфата
Содержание примесей в солях ограничивается требованиями потребителей. При длительной работе технологической системы содержание примесей в
рабочих растворах стабилизируется и количество примесей в продукте определяется балансом их поступления с сырьем.
При изотермической кристаллизации солей доля примесей в растворах
растет. Поэтому в получаемых солях доля примесей также повышается. При
использовании циркуляционных технологий для получения концентрированных форм солей политермической кристаллизацией в первых операциях получается соль с небольшим содержанием примесей. Постепенно за счет возврата
растворов с примесями на стадии нейтрализации доля примесей в нейтрализованных растворах также возрастает. Данное изменение доли примесей в рабочем циркулирующем растворе носит S-образный характер (рисунок 60). Аналогично меняется и доля данной примеси в товарной соли.
В зависимости от того на каком уровне требованием стандарта на продукт ограничено содержание примеси i-вещества в нем возможны следующие
2 принципа организации технологического процесса.
На рисунке 60 пунктирная линия 3 показывает концентрацию примеси в
нейтрализованном растворе при начальной операции получения соли. Такая
доля примесей в растворе обеспечивается их поступлением с сырьем. Если содержание примеси в продукте (C01 на линии 4) ниже концентрации стабильного содержания примеси в продукте (C1 на линии 3), то после проведения nx
операций возврата весь маточный раствор необходимо передать в производство соли, в которой стандартом не ограничено допустимое содержание данного вещества.
151
Ci ,16
%
14
2
12
10
8
6
5
3
C02 4
C1
C01 2
1
4
0
0
Рисунок 60. Влияние числа операций возврата маточного раствора (n)
на долю примесей i – вещества в продуктовой соли (1) и в маточном
циркуляционном растворе (2).
Либо процесс должен быть организован с выводом части маточного раствора после каждой операции кристаллизации соли из цикла циркуляции маточника. Выводимая часть маточника содержит избыточное количество примесей в циркуляционном потоке в соответствии с балансом примеси:
Gi = Gi1 + Gi2
где Gi – масса примеси i-вещества, поступающая с сырьем;
Gi1 – масса примеси i-вещества уходящая с продуктом;
Gi2 – масса примеси i-вещества, выводимая с отводимой частью маточного раствора.
Если допустимое по требованию стандарта на продукт содержание примеси i-вещества в продукте (С02 на линии 5) больше концентрации стабильного содержания примеси достигаемого на практике (С1 на линии 3), то это
152
означает, что примеси i-вещества в сырьевых компонентах настолько мало,
что не влияет на качество продукта и они не лимитируют качество продукта.
Поскольку основная часть примесей при кристаллизации остается в маточном растворе, который возвращается на стадии содорастворения и нейтрализации, то необходимо определить, как скажется накопление примесей на качестве продукта.
Анализ баланса поступления примесей веществ, присутствие которых в
динатрийфосфате ограничено стандартом, показывает, что основная часть
хлоридов (97,5%), железа (75,8%) и взвешенных (нерастворимых) частиц
(75,8%) приносится с содой (см. таблицу 11).
В тоже время примеси нитратов (100%), сульфатов (~100%), соединений
фтора (~100%), свинца и других тяжелых металлов (~100%) и мышьяка
(~100%) практически полностью приносятся с используемой фосфорной кислотой. Поэтому количество данных примесей в ДНФ определяется видом и
качеством применяемой для их получения фосфорной кислоты. Поскольку
при нейтрализации фосфорной кислоты содой при достижения pH раствора
3,8-4 фосфаты полуторных окислов и тяжелых металлов осаждаются в твердую фазу и удаляются вместе со взвешенными на фильтре, при фильтрации
нейтрализованного раствора, то в циркуляционном растворе происходит
накопление только примесей хлоридов и соединений мышьяка.
Судя по балансу примесей поступление сульфатов, нитратов и тяжелых металлов в 2 - 9 раз меньше, чем их количество, которое допустимо в товарном
ДНФ. Следовательно, примеси этих компонентов не лимитируют качество динатрийфосфата. При получении ДНФ из термической фосфорной кислоты после семи циклов возврата маточника на нейтрализацию доли сульфатов в продукте не превысила 0,013% при норме 0,03%, доля нитратов не превысила
0,001% при норме 0,003%, доля свинца и тяжелых металлов не превысила
0,0002% при норме 0,002%. В то же время насыщение продукта примесями в
количествах близких к допустимому уровню достигается по примесям
153
Таблица 11. Состав сырья и динатрийфосфата семиводного.
Вещество
ГОСТ или ТУ
Показатель
1. Доля хлоридов,
% не более
2. Сульфатов, % не
более
3. Нитратов, % не
более
4. Железа, % не
более
5. Тяжелых
металлов, % не
более
6. Мышьека, % не
более
7.
Фторсоединения,
% не более
8. Взвешенные
вещества, % не
более
Термическая
фосфорная
кислота
марка Б
Сода
10678-86
5100-
2142.002
209450-96
2143-021
5761689-98
0,01
0,5
-
0,05
0,03
0,042
0,05
0,015
0,05
0,35
0,03
0,013
0,025
0,086
0,0005
-
-
0,003
0,0005
0,0003
0,0003
0,01
0,003
0,04
0,003
0,0022
0,0026
0,0025
0,002
-
0,001
0,002
0,00016
0,00012
0,002
0,005
-
0,0005
0,0002
0,0002
0,00011
0,0003
-
-
0,005
-
-
0,003
0,012
0,01
нераствор.
0,04
0,05
0,007
0,0012
0,002
0,009
Экстракционная Динатрий
кислота
фосфат
"улучшенная"
марка А
Динатрий фосфат
Среднее за 7
Из
Из
циклов
"улучшенной обессуль
возврата
" кислоты
фаченой
154
мышьяка (до 0,0002%), хлоридов (до 0,034% при норме 0,05%),железа (до
0,0025% при норме 0,003%).
В случае использования для получения ДНФ экстракционной фосфорной
кислоты марки «улучшенная», как видно из таблицы 10, насыщение продукционного ДНФ примесями близкое к допустимому уровню достигается по соединениям хлоридов (0,042%), сульфатов (0,025%), железа (0,0026%). При использовании обессульфаченной экстракционной фосфорной кислоты может
быть получен ДНФ только марки Б.
С увеличением числа операций рецикла маточника, как видно из рисунка 62, накопление примесей свинца, взвешенных веществ и железа в нейтрализованном растворе перед кристаллизацией практически не происходит. В
более значительной мере накапливаются в циркуляционном растворе примеси
соединений мышьяка, сульфатов и хлоридов. Таким образом, компонентом,
определяющим качество динатрийфосфата семиводного, является примесь соединений мышьяка.
Анализ выпавших кристаллов семиводного динатрийфосфата на содержание мышьяка после отделения кристаллов на фильтре, промывки ацетоном
и сушки показал, что их доля в кристаллах колеблется в пределах 0,00009 0,0003 (Таблица 12).
С увеличением скорости охлаждения с 2,3 до 4,6 град/час доля мышьяка
в кристаллах возрастает в 1,5 раза. Последнее можно отнести на счет роста
доли маточных включений в кристаллы при увеличении скорости их роста
[78].
При вторичном возврате маточника доля мышьяка в кристаллах повышается в 1,4 раза до 0,00012 % масс. (Рисунок 61) и после пятикратного повторения операции возврата доля мышьяка в продукте превышает 0,00022 % масс,
что является предельно допустимой для двенадцативодного динатрийфосфата
высшего сорта А.
155
Таблица 12. Влияние условий кристаллизации на долю примеси
мышьяка в кристаллах динатрийфосфата.
Доля ДНФ в
Число рециклов Скорость охла- Доля мышьяка в
исходном раство- маточного
ждения
кристаллах дина-
ре, % масс.
раствора
трийфосфата,
град /час
% масс.
раствора
41,6
1
2,3
0,00009
41,6
1
3,6
0,00014
41,6
1
4,6
0,00017
40,8
2
2,2
0,00012
41,9
3
2,1
0,00015
41,3
4
2,2
0,00018
41,7
5
2,3
0,00022
41,4
6
2,1
0,00026
41,4
7
2,1
0,00029
41,4
8
2,1
0,00032
41,4
9
2,1
0,00036
41,4
10
2,1
0,00040
Увеличение доли мышьяка в продукте с ростом числа операций возврата
маточника близко к линейной зависимости.
Учитывая, что доля безводного ДНФ в семиводной соли составляет 53
%, что в 1,34 раза выше, чем в двенадцативодном продукте (39 %), то можно
предположить допустимость присутствия в семиводном продукте соединений
мышьяка в количестве 0,00026 %. Следовательно, можно рекомендовать только 5-ти разовый возврат маточника, после чего он должен быть переработан
на получение тринатрийфосфата, присутствие в котором соединений мышьяка
ГОСТ 201 - 76 не ограничено [74].
156
1-допустимая норма; 2-среднее содержание в смеси продуктов 8 операций
Рисунок 61. Влияние числа повторных операций возврата маточника
на нейтрализацию фосфорной кислоты (n) на долю мышьяка
в получаемых кристаллах динатрийфосфата (С· 104 , % масс.) (линия 3).
При отработке технологии в практических условиях динатрийфосфат
высшего сорта получали после усреднения продукта 8-9 операций. После
смешения за счет более чистого продукта первых 4-5 операций доля мышьяка
в динатрийфосфате всей партии не превышала 0,00022 %.
Изменение доли сульфатов в циркулирующем маточном растворе (линия
1 на рисунке 63), соединений железа (линия 2) и свинца (линия 3) относительно мало. Увеличение составляет для сульфатов в 3,2 раза, для железа в 1,26
раза, для тяжелых металлов 1,22 раза.
Аналогичное изменение доли мышьяка в возвратном растворе значительно больше и составляет 8,5 раз (Рисунок 62).
157
Примеси: 1 – мышьяка, 2 – свинца и тяжелых металлов,
3 – взвешенные, 4 – железа, 5 – сульфатов, 6 – хлоридов.
Рисунок 62. Содержание примесей (М) в кристаллах семиводного
динатрийфосфата с увеличением числа операций возврата
маточника на содорастворение и нейтрализацию (n).
Судя по данным рисунков 61 и 62, коэффициент распределения мышьяка между насыщенным раствором и твердой фазой можно оценить величиной
Кр=36 -18 при скорости охлаждения 2,3-4,6 град/час.
Увеличение доли мышьяка в продукте с ростом числа операций возврата
маточника близко к линейной зависимости.
При отсутствии возможности выпуска тринатрийфосфата, периодически
часть динатрийфосфата следует получать в виде двенадцативодного продукта
марки Б содержание мышьяка в котором не нормируется и реализовать его в
текстильной промышленности и в других областях применения, не связанных
с производством пищевых продуктов и медицинских препаратов.
158
Рисунок 63. Изменение доли сульфатов (1) железа (2) и свинца (3),
в возвратном растворе с увеличением числа операций возврата маточника (n).
Для определения состава были наработаны 2 образца семиводного динатрийфосфата массой 240 – 600 г. Образец № 1 был получен первичной политермической кристаллизацией из раствора, содержащего 41% динатрийфосфата, после охлаждения до 35°С. Образец № 2 получен из раствора, приготовленного с добавлением маточника, после 5 операций кристаллизации динатрийфосфата и содержавшего повышенную долю примесей мышьяка
(0,00022%). Анализ образцов выполнен по методикам [76]. Состав образцов
приведен в таблице 13.
Полученные данные позволяют рекомендовать включить в проект ТУ на
продукт указанные в таблице 14 требования к готовому продукту.
Выделение из циркуляционного потока избытка примесей организуется двумя
способами. Примеси, осаждающиеся в твердую фазу, в том числе взвешенные
вещества и фосфаты металлов отделяются при фильтрации нейтрализованного
раствора перед кристаллизацией продукта. Примеси хлоридов, сульфатов,
нитратов и мышьяка удаляются с частью маточного раствора (до 20% от обра-
159
зующегося количества), отводимого на производство тринатрийфосфата. За
счет этого в циркулирующем маточнике поддерживается постоянное содержание примесей: 0,49% хлоридов, 0,015% сульфатов, 0,002% нитратов, 0,022%
железа, 0,008% свинца, 0,05% мышьяка и менее 0,05% взвешенных веществ.
Таблица 13. Состав образцов динатрийфосфата семиводного.
№
Наименование показателя
Доля компонентов, %
п/п.
Образец 1
1.
Массовая доля динатрийфосфата се-
Образец 2
96,2
96,3
0,01
0,015
миводного
2.
Массовая доля сульфатов в пересчете
на SO3
3.
Массовая доля железа
0,002
0,003
4.
Массовая доля нитратов
0,0015
0,0018
5.
Массовая доля тяжелых металлов
0,001
0,002
группы сероводорода
6.
Массовая доля мышьяка
0,0001
0,0002
7.
Массовая доля хлоридов
0,02
0,03
8.
Массовая доля нерастворимых в воде
0,002
0,003
9,5
9,5
веществ
9.
pH 1%-ного водного раствора
Материальный баланс поступления примесей при получении безводного
мононатрийфосфата из термической фосфорной кислоты дает следующие доли прихода примесей с содой: хлоридов 95% от массы общего поступления,
сульфатов 66%, соединений железа 10% и нерастворимых взвешенных веществ 62%. С кислотой приходит 33% сульфатов, 100% нитратов, 90% соединений железа, 100% тяжелых металлов, 100% мышьяка и 38% взвешенных
веществ.
160
Таблица 14. Состав образцов динатрийфосфата семиводного.
№
Наименование показателя
п/п
1
Внешний вид
Норма, %
Высший сорт 1
1 сорт
Кристаллы бело-
Кристаллы бело-
го цвета сыпучие, го цвета сыпучие,
малослеживаемые малослеживаемые
2
Массовая доля P2 O5 в пересчете
95
92
128
123
0,035
0,06
на динатрийфосфат семиводный,
не менее
в пересчете на динатрийфосфат
двенадцативодный, не менее
3
Массовая доля сульфатов в пересчете на SO3 , не более
4
Массовая доля железа, не более
0,0035
0,008
5
Массовая доля нитратов, не бо-
0,0035
-
0,0025
-
0,00025
-
0,065
-
0,009
-
9-9,6
-
лее
6
Массовая доля тяжелых металлов группы сероводорода, не более
7
Массовая доля мышьяка, не более
8
Массовая доля хлоридов, не более
9
Массовая доля нерастворимых в
воде веществ, не более
10
pH 1%-ного водного раствора
После кристаллизации безводного мононатрийфосфата в продукте содержится 0,00024% мышьяка, 0,001% соединений железа, 0,0035% хлоридов,
161
0,0003% тяжелых металлов и 0,0003% нерастворимых в воде веществ. Поскольку соединения железа и другого металла достаточно осаждаются при
нейтрализации, то они также отделяются при фильтрации нейтрализованного
раствора. Поэтому лимитирующими качество мононатрийфосфата являются
примеси сульфатов, хлоридов и мышьяка.
Как видно из рисунка 64, допустимый уровень мышьяка обеспечивается
при организации первых трех циклов возврата маточника, несмотря на накопление его соединений в рецикле маточного раствора до 0,04%.
В дальнейшем качество мононатрийфосфата обеспечивается постоянным
отбором 180 кг маточника на 1т. продукта, передаваемого в производство
тринатрийфосфата. При этом гарантированно обеспечивается допустимый
уровень содержания в продукте примесей сульфатов и хлоридов. Это подтверждается как анализом продукта, так и балансовыми расчетами.
ГОСТ 201 – 76 и ТУ 113 – 25 – 38 – 112 – 93 регламентируют присутствие в тринатрийфосфате до 0,5% карбоната натрия, до 1% гидроксида
натрия, отсутствие динатрийфосфата и не более 0,03% веществ нерастворимых в воде. При использовании для производства тринатрийфосфата стандартного сырья: соды (ГОСТ 5100 – 73), едкого натра (ГОСТ 2263 – 71 или
ТУ) термической фосфорной кислоты (ГОСТ 10678 – 86) или улучшенной
экстракционной фосфорной кислоты (ТУ 2142 – 002 – 209 – 450 – 96) и соблюдении регламентных норм технологии качество будет соответствовать
стандартам, включая и требование по содержанию нерастворимых в воде веществ. Анализ образцов тринатрийфосфата приведен в таблице 15.
Анализ образцов восьми, десяти и двенадцативодного тринатрийфосфата
показал, что все образцы соответствуют нормам ТУ и ГОСТ. Внешний вид
образцов – кристаллический белого цвета. Таким образом, образцы тринатрийфосфата удовлетворяет требованиям для применения в энергетике, целюлозно-бумажной промышленности, в производстве ударопрочного полистирола (по нормам ПО Омскхимпром) и технических целей (ОАО «Красная Этна»
и ОАО «Орловский сталепрокат»).
162
Рисунок 64. Изменение доли примеси мышьяка в двухводном(1),
одноводном(2) и безводном(3) мононатрийфосфате с увеличением
числа операций возврата маточника на нейтрализацию (n).
Требуемое качество динатрийфосфата семиводного обеспечивается при
выводе 505 кг маточника на 1т ДНФ, качество безводного мононатрийфосфата
обеспечивается выводом 180 кг маточника на 1т МНФ.
Кратность циркуляции маточного раствора на 1 тонну продукта в производстве динатрийфосфата семиводного составляет - 0,85, а в производстве
мононатрийфосфата - 0,8, в производстве тринатрийфосфата десятиводного 1,1 и тринатрийфосфата восьмиводного – 1,2.
Данные, приведенные на рисунках 61 и 62, показывают, что коэффициент распределения примесей между равновесными жидкой и твердой фазами,
определяемый отношением массы примесей, оставшейся в растворе, к массе
примесей, перешедших в кристаллы, меняется в достаточно широких пределах. Коэффициент распределения примеси i-вещества (Kpi) равен:
163
Таблица 15. Состав образцов тринатрийфосфата.
Наименование
Значения для ТНФ с числом молей воды
показателя
12 H2 O
10 H2 O
8 H2 O
98,2
98,5
98,0
отсутствует
отсутствует
отсутствует
0,95
0,80
0,92
0,42
0,45
0,38
pH 1% раствора
11,7
11,8
11,9
Нерастворимые в
0,03
0,03
0,03
Доля ТНФ *хH2 O
% масс
Доля динатрийфосфата, % масс
Доля гидроксида
натрия, % масс
Доля карбоната
натрия, н/б %
масс
воде, % не более
Kpi =
∗
∗
где m1 и m2 - массы маточного раствора и выпавших кристаллов, а C1i и C2i концентрации примеси i – вещества в соответствующих равновесных фазах.
Распределение примесей в системе раствор – твердая фаза определяется
скоростью роста кристаллов и условиями диффузии примесей в равновесном
растворе. Для определения характера распределения примесей мышьяка изучено содержание примеси мышьяка в кристаллах фосфатов при их осаждении
в сопоставимых условиях. Для этого готовили
растворы индивидуальных
фосфатов растворением солей квалификации «ХЧ» по составу растворов,
насыщенных при температурах на 10 градусов выше температуры соответствующей перитектики. Примеси мышьяка вводили растворением навески
мышьяковокислого натрия NaH2 AsO4· H2 O. Концентрацию мышьяка поддер-
164
живали равной 0,045%. Растворы трехзамещенного фосфата были насыщены
восьми-, десяти- и двенадцативодным кристаллогидратами. Растворы динатрийфосфата были насыщенны соответственно двух-, семи- и двенадцативодной солью. Растворы охлаждали со скоростью 2 град/час. Полученные кристаллы отделяли на фильтре, сушили промывкой ацетоном и на листе фильтровальной бумаги, а затем при температуре перитектики в сушильном шкафу.
В полученных кристаллах определяли долю мышьяка и рассчитывали
коэффициент распределения примеси.
Как видно из рисунка 65, по мере уменьшения температуры насыщенного раствора с ростом гидратности равновесной соли величина коэффициента
распределения примеси мышьяка понижается. С увеличением степени замещения ионов водорода в фосфате наклон линий изменения коэффициента распределения от гидратности равновесной фазы уменьшается. Это соответствует
относительному понижению температур растворов, насыщенных солями данной гидратности.
При скорости охлаждения 2 град/час коэффициент распределения мышьяка для семиводного динатрийфосфата равен 36, а для двенадцативодного
динатрийфосфата 26.
Для безводного мононатрийфосфата коэффициент распределения примеси мышьяка равен – 77, для одноводного мононатрийфосфата – 58 и для двухводной соли – 46.
Как показало исследование влияние скорости охлаждения раствора на
содержание примесей мышьяка в них скорость роста кристаллов, связанная со
скоростью охлаждения, существенно влияет на распределение примесей (рисунок 66).
Для восьмиводного тринатрийфосфата коэффициент распределения
примеси мышьяка равен – 29, для десятиводного тринатрийфосфата – 25 и для
двенадцативодного – 23.
165
Рисунок 65. Коэффициенты распределения примеси мышьяка при
кристаллизации фосфатов различной водности.
Рисунок 66. Влияние скорости охлаждения раствора (∆Т)
на коэффициент распределения примеси мышьяка
при кристаллизации семиводного динатрийфосфата.
166
Из раствора с долей динатрийфосфата 41% и 0,045% мышьяка при охлаждении с 45 до 35 °С со скоростью 1,7 град/час коэффициент распределения
мышьяка составил 37, при скорости 4,1 град/час он снизился до 28 и при скорости охлаждения 6,4 град/час – снизился до 11. Можно предположить, что
это связано с увеличением доли маточных включений в кристаллах динатрийфосфата в процессе формирования кристаллов коагуляцией устойчивых зародышей в единый ансамбль. При дальнейшем увеличении скорости охлаждения
происходит некоторое увеличение коэффициента распределения (до 15 при
скорости охлаждения 10,8 град/час). Это связано со значительным уменьшением размеров, образующихся кристаллов, свидетельствующем о снижении
коагуляции зародышей. Следовательно скорость охлаждения при получении
семиводного динатрийфосфата необходимо поддерживать в пределах 3 – 5
град/час для обеспечения хороших фильтрующих свойств кристаллов и их чистоты.
3.6 Кристаллизация тринатрийфосфата десятиводного
Для изучения политермической кристаллизации тринатрийфосфата десятиводного наработали раствор, содержащий 36,66 % ТНФ. Для этого раствор с долей динатрийфосфата 52 % нейтрализовали твердым едким натром с
добавлением воды.
Процесс кристаллизации десятиводного тринатрийфосфата проходит по
политермеS-Sх (рисунок 67).
Выход кристаллов ТНФ ϕk в долях от единицы равен:
ϕk =
K
R
=
x p − xm
xk − xm
k = ϕk ⋅ R
Выход маточника ϕm составляет:
ϕm = 1 − ϕk =
M = (1 − ϕk )R
M
R
=
xk − x
p
xk − xm
167
Рисунок 67. Равновесная растворимость в системе Na3PO4 - Н2 О [65].
Коэффициент рециркуляции маточника
n p независимо
от точки ввода
возврата (рециркулята) равен:
np =
M
R
=
x p − xs
xs − xm
Отношение масс жидкой и твердых фаз близкое к 1,05 достигается при
осаждении десятиводного тринатрийфосфата при концентрации исходного
168
раствора 36,6% (Рисунок 68).
Рисунок 68. Влияние концентрации (m, % масс.) исходного раствора
тринатрийфосфата на отношение масс жидкой (ж)
и равновесной твердой (т) фаз.
В реактор заливали 200 грамм исследуемого раствора с температурой 90
°С, включали мешалку и начинали подачу охлаждающей воды с температурой
20 - 23 °С из термостата. По достижении температуры 78 -79 °С снижали подачу охлаждающей воды и регулировали скорость охлаждения в реакторе.
Выделенные на фильтре кристаллы отжимали, промывали ацетоном,
сушили просасыванием воздуха и рассыпав тонким слоем на листе бумаги сушили в сушильном шкафу при температуре 80 °С в течение 4 - 5 часов. Высу-
169
шенные кристаллы взвешивали и определяли их гранулометрический состав.
Результаты опытов представлены в таблице 16.
Конечная температура раствора во всех опытах была равна 54 °С. При
данной температуре, соответствующей перитектике, температура раствора не
менялась при длительном охлаждении.
Исследование показало, что с уменьшением скорости охлаждения происходит
образование меньшего числа зародышей и получаются более крупные кристаллы. Так, при скорости охлаждения 12 град/час большая часть кристаллов
(59 %) имеет размер менее 100 мкм, тогда как при скорости охлаждения 7,8
град/ час количество кристаллов такого размера уже составляет только 17% от
общей массы выпавших кристаллов, а основная масса приходится на кристаллы размером 200 - 500 мкм. При скорости охлаждения раствора 3,2 град /час
доля кристаллов размером менее 100 мкм падает до 10 %.
Одновременно с ростом доли более крупных кристаллов растет и производительность фильтрации суспензии на фильтре. Так, при скорости охлаждения
раствора 10-12 град/час съем осадка на фильтре составляет только 235 - 350
кг/(м2*час). При скорости охлаждения 7,8 град/час съем осадка на фильтре
возрастает до615 кг/(м2*час), а при скорости охлаждения 6,5 град/ час составляет 780 кг/ (м2*час) (Рисунок 69). Съем кристаллов с единицы объема кристаллизаторов составляет 270-310 кг/м 3 ⋅ час [81].
Сравнение значений среднего размера полученных кристаллов с расчетными величинами аналитического прогноза показывает, что расчетные значения на 15-18 % отличаются от средних размеров частиц продукта, полученного экспериментально примерно в равных условиях. Причем линия 2 для расчетных значений близка к прямой, тогда как по практическим данным при
скорости охлаждения более 5 град/час размеры кристаллов резко уменьшаются.
170
Таблица 16. Политермическая кристаллизация тринатрийфосфата из водных растворов.
№
Доля ТНФ в Скорость
Время
Масса
опы
исходом
фильт-
павших
менее
0,063 – 0,100 – 0,200 – 0,320 – более
диаметр
та
растворе, % ния,
рации,
кристаллов,
0,063
0,100
0,200
0,320
0,500
0,500
кристаллов,
масс.
мин
г
мм
мм
мм
мм
мм
мм
мм
охлажде-
град/час
вы- Гранулометрический состав кристаллов, % масс.
Средний
1
36,66
12
4,9
96,4
28
31
14
15
12
-
0,143
2
36,66
11
4,1
97,7
25
27
18
20
10
-
0,15
3
36,66
10,2
3,3
97,3
21
28
19
18
14
-
0,162
4
36,66
8,6
2,3
98,8
13
18
16
28
25
-
0,254
5
36,66
7,8
1,9
97,5
7
10
14
38
28
3
0,261
6
36,66
6,5
1,5
97,2
5
9
16
33
37
-
0,27
7
36,66
3,2
1,2
97,3
4
6
17
31
37
5
0,292
8*
25
10
4,4
77,1
26
34
17
15
8
-
0,133
9*
25
8
2,7
76,8
19
22
27
22
10
-
0,162
10*
25
4
2,1
76,7
14
18
31
20
17
-
0,187
* - в осадок выпадает тринатрийфосфат двенадцативодный.
171
Рисунок 69. Влияние скорости охлаждения ( ∆Τ , град/час) на
средний размер кристаллов десятиводного тринатрийфосфата (d ср , мм)
экспериментальный (линия 1), расчетный (линия 2)
и на съем кристаллов на фильтре (G, кг/(м2*час)).
Сравнение фильтрации суспензий динатрийфосфата и тринатрийфосфата
показывает, что кристаллы тринатрийфосфата имеют характерную для них
особенность. Поскольку температура суспензии тринатрийфосфата значительно выше чем суспензии динатрийфосфата (54 °С и 34,5 °С соответственно),
размеры кристаллов тринатрийфосфата примерно одинаковы, а при отдельных
условиях даже относительно больше, однако скорости фильтрации этих суспензий практически близки и составляют соответственно 235 - 970 кг/(м2*час)
172
для тринатрийфосфата и 150 - 1060 кг/(м2*час) для динатрийфосфата.
Следует, однако, обратить внимание, что при равных значениях скоростей охлаждения растворов, фильтрующие свойства кристаллов тринатрийфосфата существенно выше, чем у моно- и динатрийфосфата, что наглядно
видно на рисунке 70.
Рисунок 70. Влияние скорости охлаждения растворов (ΔТ, град/час) на
съем осадков фосфатов натрия на фильтре (G, кг/м2*час.).
Так, при скорости охлаждения 5 град/час съем осадка на фильтре для
тринатрийфосфата составляет ≈ 900 кг/(м2*час), тогда как для кристаллов ди-
173
натрийфосфата≈ 170 кг/(м2*час), т.е. в 5 раз ниже, что, видимо, определяется
значительно меньшей вязкостью равновесного насыщенного раствора тринатрийфосфата [64].
Результаты исследования пересыщения в растворах системы Na3 PO4 - Н2О
представлены в таблице 17 [75].
Таблица 17. Пересыщение в растворах тринатрийфосфата
при температурах 55 - 78 °С.
Температура, °С
Доля
начала
полного
переохла-
кристал-
раство-
ждение
лизации
рения
Скорость
Пересы-
охлажде-
щение, %
исходном
ния,
масс.
растворе,
град /час
ТНФ
в
% масс.
осадка
77,86
78,1
0,24
36,66
7,2
0,22
77,77
78,1
0,33
36,66
8,5
0,33
77,73
78,2
0,47
36,66
10,7
0,41
67,91
68,26
0,35
32,4
8,1
0,36
60,07
60,39
0,32
30,7
7,8
0,38
55,40
55,78
0,35
26,2
8,1
0,46
При скорости охлаждения ≈ 8 град/час величина пересыщения раствора
в момент выпадения первых кристаллов тринатрийфосфата десятиводного относительно меньше, чем при кристаллизации динатрийфосфата семиводного
или мононатрийфосфата. С повышением концентрации раствора тринатрийфосфата с 26,2 % до 36,66 % величина пересыщения понижается с 0,46 до 0,33
% (в 1,4 раза).
Если оценивать степень пересыщения раствора как отношение величины
пересыщения к концентрации пересыщенного раствора (выраженной в процентах от последней величины), то степень пересыщения в тех же условиях
174
меняется только в ≈ 1,9 раза с 0,017 до 0,009. С увеличением скорости охлаждения раствора с 8 до 10,7 град/час величина пересыщения незначительно
возрастает (на 0,09 - 0,16 %).
Таким образом, для получения хорошо фильтрующих кристаллов тринатрийфосфата необходимо охлаждение раствора при кристаллизации вести со
скоростью ≈ 8 град/час.
Для определения состава тринатрийфосфата десятиводного выполнены
анализы пяти лабораторных образцов по методике [74].
В проанализированных образцах доля Р2 О5 общего менялась в пределах
20,2 - 20,4; массовая доля нерастворимого в воде остатка была равна 0,025 0,026 %; а рН однопроцентного водного раствора было равно 12 - 12,5. Полученные данные позволяют сформулировать требования к составу продукта
тринатрийфосфата десятиводного, представленные в таблице 18.
Таблица 18. Характеристика готового тринатрийфосфата десятиводного.
№
Наименование показателя
Норма
п/п.
1
Внешний вид
кристаллы от
белого до бледнорозового цвета,
малослеживаемые
2
Массовая доля общего Р2О5 , % не менее или в
19,8
пересчете на РО4, %, не менее
27,8
3
рН однопроцентного водного раствора
4
Массовая доля нерастворимого в воде остатка.
11,5- 12,5
0,03
%, не более
Указанные в таблице требования были учтены при составлении проекта
«Технических требований (ТУ)» на тринатрийфосфат десятиводный.
Сравнение результатов кристаллизации, фосфатов натрия различной за-
175
мещенности показывает, что с ростом числа замещающих ионов натрия одновременно с уменьшением растворимости фосфата снижается значение пересыщений в растворах с 1,1 - 1,7 % для мононатрийфосфата до 0,6 - 1,4 % для динатрийфосфата и 0,2 - 0,4 % для тринатрийфосфата, что сказывается как на
размере выпадающих кристаллов, так и на производительности их разделения
на фильтре.
Поскольку межфазное взаимодействие при росте кристаллов проходит
быстро, то скорость гетерогенного процесса роста кристаллов для большинства веществ лимитируется диффузией. Скорость роста кристаллов выражается уравнением:
V =
dG
dτ
= K Д S ⋅ (С П − С Н ) = D / δ ⋅ S ⋅ ∆ C (46)
Где dG – количество вещества (кг) отложившееся на поверхности S (м 2 )
за время кристаллизации τ (сек); D – коэффициент диффузии, м 2 /сек; δ условная толщина пограничного диффузионного слоя, м; С П и C Н - концентрация пересыщенного и насыщенного растворов. Для оптимальных условий
получения изометричных хорошо фильтрующих кристаллов константы скорости роста кристаллов ( К Д ) и линейная скорость кристаллов ( dl / dτ ) приведены
в таблице 19.
Как видно из таблицы 19, линейная скорость роста кристаллов от безводного мононатрийфосфата до двухводной соли понижается в 1,77 раза, для
двенадцативодного динатрийфосфата по сравнению с семиводной солью скорость роста в 2,2 раза ниже и для двенадцативодного тринатрийфосфата по
сравнению с десятиводной солью в 1,48 раза меньше.
Максимальная скорость роста имеет место у двузамещенного фосфата
натрия, а наименьшая у однозамещенного фосфата.
Таким образом, кристаллизация менее водных солей фосфатов равной замещенности проходит из менее вязких растворов, что способствует увеличению линейной скорости роста кристаллов.
176
177
Относительно меньшая гидратность водных оболочек однозарядных ионов, имеющая место у мононатрийфосфата и хлорида аммония объясняет
меньшие значения для них констант скорости кристаллизации (К Д ) и линейных скоростей роста кристаллов (dl/d τ ).
Сравнение результатов аналитического прогноза ожидаемого среднего
размера кристаллов с учетом скорости кристаллизации и пересыщений показывает достаточно высокую сходимость с практическими значениями для моно- и динатрийфосфата (20-30 %). Для тринатрийфосфата степень сходимости
данных величин несколько выше и составляет (15-20 %). Следовательно, расчетный прогноз ожидаемого размера кристаллов вполне приемлем.
Хорошая корреляция расчетных значений размеров кристаллов, с использованием уравнений, приведенных в работах Тодеса О.М., Себалло В.А. и
Зельманова Г.З. со значениями относительных пересыщений в растворах подтверждает определяющее влияние последних на зародышеобразование и рост
кристаллов изученных солей. Во всех случаях достигаются приемлемые для
практики результаты расчета, учитывая обеспечиваемую на практике точность
определения величин пересыщений.
Температура раствора и её дифференциальная величина легко и достаточно точно может регистрироваться средствами автоматического измерения,
а, главное, легко управляется изменением подачи хладагента и его температуры, что позволяет обеспечить регулирование размеров частиц кристаллов, образующихся в кристаллизаторе. Как видно из рисунка 71, величина пересыщения раствора (ΔC) является линейной функцией скорости охлаждения раствора (ΔТ): ΔС=А· ΔТ.
Величина углового коэффициента (А, % масс· час/град) для растворов
фосфатов тринатрийфосфата равна 0,043, для растворов динатрийфосфата
0,246 и для мононатрийфосфата 0,464.
Таким образом, величина скорости охлаждения косвенно характеризует
величину пересыщения раствора и позволяет регулировать размеры, габитус и
178
фильтрующие свойства кристаллов получаемой соли. Это позволяет на базе
непрерывной информации о скорости охлаждения управлять процессом политермической кристаллизации соли из водных растворов.
ΔС, % масс.
МНФ
ДНФ
ТНФ
ΔТ, град/час
Рисунок 71. Влияние скорости охлаждения на величину пересыщений,
достигаемых в растворах фосфатов натрия [75, 84].
Как видно из рисунка 72, величина пересыщения в растворе фосфатов
определяется как скоростью охлаждения, так и степенью замещения ионов водорода в фосфате. В растворе МНФ, насыщенном безводной солью, величина
пересыщения в растворе возрастает при движении фигуративной точки насыщенного раствора от перитектики d2 к d1.
179
Рисунок 72. Влияние концентрации насыщенных растворов (С, % масс.)
на пересыщение (ΔС, % масс.) [75].
На рисунке 72 номер линии пересыщения соответствует скорости охлаждения раствора (град/час). В растворах мононатрийфосфата с увеличением
скорости охлаждения от 1 до 5 град./час величина пересыщения возрастает в
1,95 – 2 раза. С уменьшением концентрации насыщенного раствора в ходе политермической кристаллизации безводного МНФ по мере перемещения фигуративной точки жидкой фазы от d2 к перитектике d1, величина пересыщения
раствора возрастает в 1,7 – 1.75 раза одновременно с ухудшением условий
диффузии ионов в растворе из-за возрастания вязкости насыщенных растворов (Рисунок 73).
В этом случае ухудшению диффузии способствует одновременно понижение температуры, рост вязкости и уменьшение концентрации раствора. Поэтому для растворов, насыщенных безводным МНФ из-за относительно меньшей скорости зародышеобразования средний диаметр кристаллов МНФ отно-
180
сительно больше, чем у динатрийфосфата или тринатрийфосфата (Рисунок
74).
Рисунок 73. Влияние концентрации насыщенных растворов (С, % масс.)
на их вязкость (η, мПа· с).
В растворах, насыщенных семиводным ДНФ достигаемые в ходе кристаллизации пересыщения ниже (0,8 – 1,85 % масс.), чем в растворах МНФ, но
выше, чем при осаждении трехзамещенного фосфата (0,15 – 0,6 % масс.).
В растворах ДНФ с увеличением скорости охлаждения с 1 до 5 град/час
величина пересыщения возрастает в 1,8 – 2,3 раза.
По мере осаждения соли при политермической кристаллизации семиводного ДНФ вязкость насыщенного раствора понижается, в отличие от растворов МНФ. Это и способствует уменьшению величины пересыщений в растворах ДНФ по сравнению с растворами МНФ. Поэтому при равных значениях пересыщений, как видно из рисунка 73, средний размер выпавших кристаллов семиводного динтарийфосфата имеет меньшее значение, чем для безводного мононатрийфосфата.
181
Рисунок 74. Влияние пересыщения раствора (ΔС, % масс.)
на средний диаметр кристаллов (d, мм) при кристаллизации:
1 – безводного МНФ; 2 – семиводного ДНФ; 3 – десятиводного ТНФ.
В растворах, насыщенных десятиводным тринатрийфосфатом, достигаемые пересыщения значительно ниже. Этому способствует более интенсивное
снижение вязкости от начала процесса до завершения кристаллизации и одновременное повышение доли свободной воды в менее концентрированных растворах ТНФ. Величина пересыщений составляет 0,14 – 0,63 % масс. при скоростях охлаждения 2 – 12 град./час. В результате при равных пересыщениях
средний диаметр кристаллов десятиводного ТНФ меньше, чем у семиводного
ДНФ и безводного МНФ. Как было показано Тодесом О.М. [56-59], изменение
условий в системе по мере охлаждения раствора способствует волнообразному изменению пересыщений с амплитудой от 0 до максимальной величины и
182
частотой, определяемой преимущественно вязкостью раствора. Условия кристаллизации разбиваются на 3 области:
- область активного роста зародышей до размера стабильной устойчивости (30 – 50 мкм);
- область активной коагуляции зародышей с образованием стабильных
кристаллов (100 – 200 мкм);
- область роста кристаллов.
На рисунке 74 эти области отграничиваются линиями I и II.
При кристаллизации безводного мононатрийфосфата практически весь
интервал изменения концентрации раствора в жидкой фазе приходится на область формирования кристаллов стабильного размера. Область оптимума скоростей приходится на 3 град./час в начале процесса с постепенным снижением
скорости охлаждения до 1 град./час к концу процесса.
При осаждении семиводного динатрийфосфата область формирования
кристаллов стабильного размера также охватывает практически весь интервал
изменения концентрации раствора, насыщенного данным кристаллогидратом.
Но при скорости охлаждения 3 и более град./час в конце процесса появляется
возможность образования новых зародышей кристаллов, которые из-за дефицита времени для их роста (1000 – 2000 с) не достигают размера частиц коагуляции (100 мкм). Поэтому в выделенном продукте появляется относительно
мелкая фракция кристаллов (< 50 мкм). В конце кристаллизации семиводного
динатрийфосфата скорость охлаждения целесообразно ограничить величиной
не более 2 град./час.
При выпадении в твердую фазу кристаллов десятиводного тринатрийфосфата область оптимума скорости охлаждения раствора значительно шире и
составляет 5 – 16 град./час, с понижением к концу охлаждения до 5 град./час.
Как видно из рисунка 75, в связи с уменьшением в растворе доли свободной воды из-за образования в нем гидратных ансамблей близких по составу к соответствующему кристаллогидрату равновесной твердой фазы константа скорости кристаллизации мононатрийфосфата с увеличением числа молей
183
воды в кристаллогидрате уменьшается ~ в 3 раза. Аналогично меняется скорость роста кристаллов (Рисунок 76).
Рисунок 75. Влияние гидратности соли (n) на константу
скорости кристаллизации KD, м/с.
Таким образом, в результате исследования установлены кратности рецикла маточника, достаточные для получения после нейтрализации кислоты
содовой суспензией растворов, насыщенных соответствующим кристаллогидратом; получены значения скоростей кристаллизации, необходимые для выделения хорошо фильтрующих кристаллов; определены скорости фильтрации
при разделении суспензий.
184
dl/dT
ДНФ
ТНФ
МНФ
n
Рисунок 76. Влияние гидратности соли (n) на линейную
скорость роста кристаллов dl/dT, мм/час
3.7 Качество тринатрийфосфата десятиводного
В соответствии с требованиями ГОСТ 201-76 тринатрийфосфат двенадцативодный должен содержать массовую долю общего P2 O5 не менее 18,5 %
или в пересчете на основное вещество не менее 97 % . Массовая доля нерастворимых в воде примесей должна быть не более 0,03 % масс.
При нейтрализации до рН 12-12,5 все солевые соединения кроме фосфатов натрия и аммония переходят в нерастворимые в воде вещества. При использовании циркуляционной технологии для получения динатрийфосфата
семиводного и мононатийфасфата накапливающиеся в маточниках примеси
выводятся с маточным раствором в производство тринатрийфосфатов. В них
содержится суммарно при получении динатрийфосфата до 0,5 % масс. водо-
185
растворимых и до 0,05 % масс. нерастворимых в воде взвесей. А при получении мононатрийфосфата соответственно 0,3 % и 0,02 % масс. Соотношение
производительности динатрийфосфата к производительности тринатрийфосфата составляет 1 к 10-12, а соотношение производительности мононатрийфосфата к производительности тринатрийфосфата 1 к 40-50. Следовательно
при введении маточного раствора взятого из производства динатрийфосфата в
систему получения тринатрийфосфата порционно в течение 2-3 суток количество нерастворимых соединений в товарном тринатрийфосфате не превысит
требований ГОСТ 201-76. Основная часть нерастворимых соединений будет
отделена с осадком на фильтре щелоков первой нейтрализации. Относительно
содержания основного вещества (185 % P2 O5) следует отметить, что данная
норма за счет примесей, приходящих не может быть снижена от теоретической для тринатрийфосфата величины 19,0 % более чем на 0,1 %. В большинстве случаев производители искусственно снижают долю основного вещества
в тринатрийфосфате, добавляя в него перед фасовкой до 6 % соды. Однако по
ТУ 113-25-38-112-93 в тринатрийфосфате для подготовки котловой воды или
для производства ударопрочного полистирола присутствие в тринатрийфосфате более 0,5 % карбоната натрия не допустимо, и такие добавки исключены.
Допустимую долю примесей нерастворимых в воде ТУ не устанавливают.
В тринатрийфосфате десятиводном содержание основного вещества целесообразно регламентировать на уровне ниже 19,8 % P2O5.
В процессе нейтрализации фосфорной кислоты примеси полуторных
окислов (R2 O3) и тяжелых металлов при рН 4-4,5 осаждаются в виде фосфатов.
Примеси фтора осаждаются в виде фторидов металлов. Примеси сульфатов
также частично осаждаются в виде сульфатов кальция, бария, свинца и др. В
то же время примеси ионов хлоридов и нитратов скапливается в растворе. Поэтому количество таких примесей в товарном продукте растет до тех пор, пока
не наступит баланс приходящих с сырьем примесей с их количеством выводимом со шламом после первой ступени нейтрализации и с товарным продуктом. В принципе количество примесей нитратов и хлоридов требованиями ТУ
186
не оговариваются.
При использовании «улучшенной» экстракционной фосфорной кислоты
количество нерастворимых в воде соединений в продукте относительно выше,
чем при работе на термической фосфорной кислоте.
Анализ тринатрийфосфата полученного с добавкой в систему до 10 %
маточного раствора с производства динатрийфосфата показал, что в тринатрийфосфате находится, % масс.: сульфатов – 0,0019, железа – 0,032, тяжелых
металлов – 0,0016, соединений фтора – 0,003, нитратов – 0,003, хлоридов –
0,052, нерастворимых в воде – 0,022.
После первой ступени нейтрализации кислоты содовой суспензией в
нейтрализованном растворе происходит постепенное накапливание регламентированных примесей, достигая к 6-12 циклам возврата маточника баланса
между поступлением примесей и удалением их с товарными кристаллами и
шламом, удаляемым после первой ступени нейтрализации.
Как видно из рисунков 77 и 78 данный баланс примесей для соединений
фтора и железа устанавливается после 5-7 циклов (линии 5 и 2) возврата раствора динатрийфосфата, по нерастворимым в воде веществам (линия 3), сульфатам (линия 4) и содержанию тяжелых металлов (линия 6) после 9-10 циклов.
Баланс по примесям нитратов (линия 7) и хлоридов (линия 1) выравнивается после 12 циклов возврата раствора динатрийфосфата на содорастворение.
Таким образом, после отведения основных примесных компонентов с
маточным раствором из производства мононатрийфосфата или динатрийфосфата в производство тринатрийфосфата содержание примесей в товарном тринатрийфосфате возрастает. После 12 циклов возврата раствора динатрийфосфата (или мононатрийфосфата) на содорастворение баланс по примесям выравнивается. При этом получаемый продукт отвечает требованиям технических условий как по содержанию основного вещества (не менее 20,5 %) так и
по доле нерастворимых в воде примесей (не более 0,03 %).
187
Примеси: 1 – хлориды; 2 – железо; 3 – нерастворимые в воде; 4 - сульфаты
Рисунок 77. Зависимость содержания примесей в товарном
тринатрийфосфате (Сi, %) от числа циклов возврата (n)
раствора динатрийфосфата.
188
Примеси: 5 – фтор; 6 – тяжелые металлы; 7 – нитраты.
Рисунок 78. Зависимость содержания примесей в товарном
тринатрийфосфате (Сi, %) от числа циклов возврата (n)
раствора динатрийфосфата.
3.8 Кристаллизация хлористого аммония
Во второй главе показано, что при использовании в производстве хлористого аммония предложенного принципа энергосбережения путем циркуляции
маточного раствора на абсорбцию хлористого водорода может быть обеспечено значительное снижение себестоимости получаемой соли. При этом хлористый аммоний выделяют политермической кристаллизацией. Равновесная растворимость в системе NH 4Cl - H 2O приведена на рисунке 79 [82]. В системе
NH 4Cl - H 2O при температуре 0-(-15,36 0 С) из разбавленных растворов в твер-
дую фазу выпадает лед. Из насыщенных растворов, содержащих более 19,44%
189
хлористого аммония, в твердую фазу выпадает безводная соль.
Рисунок 79. Равновесная растворимость в системе NH4 Cl – H2 O [82];
NH4Cl – NH3 - H2 O – линии 3,4; NH4Cl – HCl - H2O – линии 1,2.
1– 2 % HCl; 2 – 5 % HCl; 3 – 2 % NH3; 4 – 5 % NH3 .
Изучена растворимость в совместных растворах хлористого водорода и
хлорида аммония (линии 1 и 2) и хлорида аммония с гидроксидом аммония
(линии 3 и 4). Показано, что растворимость хлорида аммония в данных системах возрастает. Судя по положению линий, всаливающая способность соляной кислоты выше, чем гидроксида аммония. Это объясняется образованием в
растворе более устойчивых соединений типа NН4Сl*HCl, чем аммиакаты.
Следовательно, при нейтрализации солянокислых щелоков необходимо поддерживать стехиометрической отношение хлористого водорода и аммиака.
Экспериментальное исследование по кристаллизации хлористого аммония из водного раствора, содержащего 38% NH 4Cl , проводили на установке,
190
состоящей из кристаллизатора с рубашкой охлаждения и мешалкой (n=24
об/мин) вместимостью 0,032 м 3 , напорного бака с подогревателем вместимостью 0,025 м 3 , приемного бака вместимостью 0,063 м 3 и нутч-фильтра с площадью фильтрации 0,07 м 2 .
Раствор из мерника с температурой 80 0 С сливали в кристаллизатор,
включали мешалку и начинали подачу охлажденного (3-5 0 C) рассола, регулируя расходом рассола скорость охлаждения в кристаллизаторе. По охлаждении раствора до 20 0 С суспензию сливали в приемник ≈ 3 кг суспензии мерной
емкостью наливали на фильтр и разделяли. Отношение Ж:Т в суспензии составляло 5,16:1. Высушенные до влажности <1% кристаллы взвешивали. Результаты опытов представлены в таблице 20.
Исследование показало [83], что с увеличением скорости охлаждения
раствора с 0,42 град/мин до 1,47 град/мин средний размер кристаллов уменьшается в 2,6 раза с 0,407 до 0,154 мм. Одновременно возрастает доля кристаллов зародышевого размера (в 3 раза) и скорость образования зародышей (в 3,5
раза).
Отличие расчетных и экспериментальных значений кристаллов составляет 8-12 %.
Как видно из рисунка 80, с увеличением скорости охлаждения с 0,42 до
1 град/мин съем осадка на фильтре падает с 1200 кг/(м 2 час) до 400 кг/(м 2 час).
Съем кристаллов с единицы объема кристаллизатора при скорости
охлаждения 0,75-1 град/мин – составляет 30 кг/(м3· час).
По сравнению с растворами фосфатов достигаемые в растворе хлорида
аммония пересыщения имеют существенно меньшие значения (0,21-0,26%). С
увеличением скорости охлаждения раствора с 0,5 град/мин до 2,1 град/мин
пересыщение в растворе меняется с 0,21% до 0,26%. Меньшие значения достигаемых пересыщений способствуют росту изометричных хорошо фильтрующих кристаллов хлористого аммония. Скорость отстаивания суспензии
кристаллов хлорида аммония в 26% маточном растворе при температуре 20 0 С
и отношении масс Ж:Т равной 5,1:1 оценивали по времени образования
191
192
осветленного слоя высотой 100мм в мерном цилиндре с общей высотой слоя
суспензии 200мм и она равна 3 секунды.
Рисунок 80. Влияние скорости охлаждения ( ∆Τ , град/мин)
на средний размер кристаллов хлорида аммония ( d cp , мм)
экспериментальный (линия 1),расчетный (линия 2)
и на съем кристаллов на фильтре (G, кг/(м час)).
2
При отношении Ж:Т равное 3:1 время возрастает до 4 секунд и при отношении масс Ж:Т равном 2:1 время отставания составляет 5 секунд. Следовательно перед разделением суспензии на фильтре или фильтрующей центрифуге суспензию в кристаллизаторе после выключения можно декантировать для
уменьшения времени фильтрации суспензии. Суспензия с отношением Ж:Т
равном 2:1 хорошо подвижна и сливается по трубопроводу.
193
Таким образом, на практике следует рекомендовать поддерживать в кристаллизаторе скорость охлаждения равную 0,75-1 град/мин, обеспечивающую
больший съем кристаллов с единицы объема кристаллизатора (30кг/(м 3 час)) и
высокую производительность разделения суспензии.
Выполненным исследованием установлен технологический режим кристаллизации хлористого аммония, показатели декантации и фильтрации суспензий и определена производительность оборудования.
3.9. Физико-механические свойства твердых
фосфатов натрия и хлористого аммония
Данные по физико-механическим свойствам порошков солей и гранулированных материалов применяют при выполнении расчетов бункеров, питателей, транспортеров и другого оборудования. В связи с отсутствием литературных данных нами определены экспериментально физико-механические
свойства образцов мононатрийфосфата безводного (МНФ), динатрийфосфата
семиводного (ДНФ), тринатрийфосфата десятиводного (ТНФ) и хлористого
аммония (ХА) по методике, описанной в [128]. Характеристики испытанных
образцов фосфатов приведены в таблице 21.
Образцы солей имели следующий гранулометрический состав, %:
Сода
МНФ
ДНФ
ТНФ
ХА
> 0,4 мм
1
3
3
8
1
0,2-0,4 мм
5
9
16
40
16
0,1-0,2 мм
29
46
34
44
43
0,063-0,1мм
35
28
35
6
24
< 0,063 мм
30
15
12
2
16
Сравнивая грансостав полученных солей с грансоставом товарной соды
ГОСТ (5100 – 85), можно отметить, что образец тринатрийфосфата десятиводного содержит большую долю частиц размером более 0,2 мм, а доля частиц
размером менее 0,1 мм в нем не превышает 8 %. Доля таких частиц в моно-
194
натрийфосфате безводном, динатрийфосфате семиводном и хлористом аммонии существенно больше и составляет 40-47 %. В товарном карбонате натрия
доля частиц размером менее 0,1 мм равна 65 %.
Таблица 21. Характеристика образцов товарных фосфатов натрия.
№ обоб-
Состав, % масс
МНФ
ДНФ
ТНФ
разца
Характеристика
Карбонат
образца
натрия
1
99,6
отс
отс
отс
2
отс
99,5
отс
отс
3
отс
96,2
отс
отс
4
отс
0,25
99,5
0,1
5
отс
0,3
94,3
2,3
6
отс
0,3
99,3
0,3
7
отс
23,2
67,2
9,6
МНФ (ЗАО «Славянка»)
ДНФ двенадцативодный
лабораторный
ДНФ семиводный лабораторный
ТНФ двенадцативодный
(ОАО «Корунд»)
ТНФ двенадцативодный
(ЗАО Полицелл)
ТНФ десятиводный (ЗАО
«Славянка»)
ТНФ двенадцативодный
(ЗАО «Славянка»)
Данные физико-механических свойств образцов солей приведены в таблице
22.
Текучесть сыпучих материалов характеризует их способность вытекать
из отверстия. Она зависит от влажности материала, его гранулометрического
состава, формы и размера частиц, коэффициента внутреннего трения частиц и
других свойств. Текучесть оценивали по величине коэффициента текучести
(К), равного:
К=τ*r2,58/G,
195
где τ – время вытекания сыпучего материала из конической воронки с
углом конусности 60 град; r – радиус отверстия воронки (5-8 мм); G – вес
навески сыпучего материала (100 г).
Таблица 22. Физико–механические свойства фосфатов натрия [129-132].
№ образца
Продукт
фосфата
Насыпная
Угол есте-
Коэффициент
масса, кг/м 3
ственного от-
текучести,
коса, град
м2 · с/кг
1
МНФ
910
39
3,6
2
ДНФ
950
40
4,2
3
ДНФ
1020
38
3,6
4
ТНФ
1030
41
2,6
5
ТНФ
830
52
6,8
6
ТНФ
990
43
4,6
7
ТНФ
1040
42
3,1
Коэффициенты текучести безводного мононатрийфосфата, семиводного
динатрийфосфата и десятиводного тринатрийфосфата близки к значениям коэффициента текучести соды и тринатрийфосфата производства ОАО «Корунд» (4-5 м2*с/кг). Высокое значение коэффициента текучести двенадцативодного тринатрийфосфата полученного на ЗАО «Полицелл» (6,8 м2*с/кг)
объясняется повышенной влажностью данного образца, равной 3,1%. Этот образец тринатрийфосфата имел меньшую насыпную массу (830 кг/м3) и относительно больший угол естественного откоса (52 град).
Исследование влияния влаги тринатрийфосфата на его насыпную массу
показало, как видно из рисунка 81, что с ростом влажности соли насыпная
масса её растёт [133].
196
Рисунок 81. Влияние влажности двенадцативодного тринатрийфосфата
(В, %) на его насыпную массу (γ, кг/м3).
Насыпная масса продуктов с содержанием влаги соответствующим требованиям стандарта (ТУ или ГОСТ) равна для безводного мононатрийфосфата
910 кг/м3 , для семиводного динатрийфосфата 940 кг/м3 и для десятиводного
тринатрийфосфата 1015 кг/м3.
Насыпная масса соли в зависимости от её влажности описывается уравнением:
γ = γ0*(1 + k*В),
где γ0 – насыпная масса стандартного продукта, кг/м3;
k – коэффициент влияния влажности, кг/(м3 );
В – влажность соли, масс. доли.
Величина k для мононатрийфосфата безводного равна 4,1, для семиводного динатрийфосфата 7,9 и для десятиводного тринатрийфосфата 10,8.
Угол естественного откоса сыпучего материала зависит как от влажности его, так и от размеров частиц. Для материалов с меньшими размерами частиц угол естественного откоса снижается.
Угол естественного откоса тринатрийфосфата десятиводного равен 43
град и он несколько больше углов естественного откоса мононатрийфосфата
197
(38 град) и семиводного динатрийфосфата (39 град).
Хлористый аммоний (ГОСТ 2210 – 73) [130] имеет коэффициент текучести 4,1 м2*с/кг и угол естественного откоса 37 град. Низкая величина насыпной массы хлорида аммония (576 кг/м3 ) коррелируется с меньшей истинной
плотностью его кристаллов (1527 кг/м3 ) по сравнению с истинными плотностями кристаллов фосфатов натрия (1700 – 2000 кг/м3).
Определены отсутствовавшие ранее сведения по физико-механическим
свойствам солей [131].
Коэффициент внешнего трения (f1) мононатрийфосфата безводного равен 0,57, для семиводного динатрийфосфата – 0,52, для десятиводного тринатрийфосфата - 0,60, для моноаммонийфосфата - 0,55 и для хлористого аммония - 0,48.
Коэффициент внутреннего трения (f) частиц друг об друга выше и составляет для мононатрийфосфата безводного - 0,74, для динтрийфосфата семиводного – 0,68, для тринатрийфосфата десятиводного - 0,80, для моноаммонийфосфата – 0,72 и для хлористого аммония – 0,64.
f=tgφ,
где φ – угол внутреннего трения сыпучего материала.
Этим значениям коэффициента внутреннего трения соответствуют величины углов внутреннего трения (φ) для мононатрийфосфата безводного – 36,6
град, для динатрийфосфата семиводного – 34,3 град, для тринатрийфосфата
десятиводного – 39 град, для моноаммонийфосфата – 35 град и для хлористого
аммония – 32,6 град. Сравнение данных углов с углами естественного откоса
показывает [135], что, судя по коэффициентам связности солей, определяемым отношением угла естественного откоса соли к её углу внутреннего трения, безводный мононатрийфосфат относится к практически сыпучим материалам (Ks=1,06), динатрийфосфат семиводный и тринатрийфосфат десятиводный являются связными материалами (Ks=1,11), а моноаммонийфосфат
(Ks=1,17) и хлористый аммоний (Ks=1,13) еще более связными материалами.
Таким образом, применение циркуляции растворов на стадиях нейтрали-
198
зации и кристаллизации целевых продуктов позволяет повысить концентрации
нейтрализованных растворов и обеспечить значительное снижение энергетических затрат на получение более концентрированных солей, что имеет важное народнохозяйственное значение.
199
4. Получение фосфатных растворов абсорбцией
оксида фосфора из отходящих газов
В связи с закрытием производств термической фосфорной кислоты на
территории Российской Федерации возник дефицит данного продукта на рынке. В связи с этим исключительно актуально использование для производства
фосфатов всех источников газов, содержащих оксиды фосфора для получения
фосфатных растворов. Это позволяет частично обеспечить импортозамещение.
До 1996 года красный фосфор производили на ПО Корунд (ранее ЧХЗ).
Передел желтого фосфора вели в периодически работающих барабанных передельных мельницах с разовой загрузкой фосфора 300-350 кг на операцию.
Данное производство красного фосфора использовало привозной желтый
фосфор и эксплуатировалось более 50 лет. В процессе эксплуатации совершенствовалась конструкция передельных мельниц, технологические процессы
загрузки мельниц и основных стадий передела. Высокое качество поставляемого желтого фосфора не создавало проблем с приемом от поставщика (ПО
Куйбышевфосфор) желтого фосфора и его дозировкой в мельницы. С пуском
Новоджамбулского фосфорного завода качество поставляемого желтого фосфора претерпело существенное изменение. Фосфор содержал значительное
количество шлама, и даже при сливе не более 50% фосфора из цистерн в приемных емкостях постепенно началось накопление шлама. В результате к 1986
году все приемные емкости цеха красного фосфора по 125м3 были зашламлены на 60-70% их высоты. В результате обсуждения данной проблемы с поставщиком и генпроектировщиком (Лен НИИ Гипрохим) было принято решение о возвращении шлама на предприятие, поставляющее желтый фосфор, в
тех же цистернах, в которых поставлялся желтый фосфор.
Состав фосфорного шлама в приемных емкостях ПО Корунд приведен в
таблице 23.
Плотность шлама колеблется в пределах 1590-1630 кг/м3 .
200
Таблица 23. Состав фосфорного шлама.
№
Доля
Содержание компонентов в минеральной части шлама,
пробы фосфора,
% масс
% масс
P2 O5
SiO2
Углерод
CaO, MgO
R2 O3
1
68,7
41,3
16,7
32
3,2
3,3
2
62,3
46,8
14,9
24,2
8,8
2,7
3
60,4
40,5
16,9
34,1
4,6
1,6
4
60
46
12,7
31,3
6,5
1,3
5
52,6
44,5
20,8
28
3,1
1,2
6
52,1
47,3
24,2
19,6
3,6
3,1
7
51,2
28,4
30,2
29,4
7,1
1,9
Среднее
58,18
42,1
19,49
28,37
5,27
2,16
значени
е
Скапливающийся в емкостях застаревший шлам представляет собой малоподвижную массу. Для придания шламу подвижности на предприятии было
спроектировано эжекционное устройство обработки шлама острым паром.
При непрерывной работе шлам постепенно ожижался и частично разрушался с
образованием осветленного слоя желтого фосфора, в котором находилось 9094% желтого фосфора. Ожиженная подвижная масса шлама с верхней части
емкости заливалась в возвратные цистерны после слива более светлого (бежевого цвета) слоя фосфора. Это обеспечило возможность выпуска красного
фосфора, требуемого качества, вплоть до 1997 г. К 1996 году поставщики
желтого фосфора отказались в приеме возвратного шлама, и на предприятии
остро встала проблема переработки фосфорного шлама.
Эта проблема сохранили свою актуальность и сегодня в связи с пуском
нового производства красного фосфора на Федеральном казенном предприя-
201
тии «Завод им. Я.М. Свердлова». Таким образом, создание безотходных энергосберегающих производств с использованием фосфорсодержащих шламов
является важной народо-хозяйственной задачей.
Для решения проблем утилизации шлама Дзержинским политехническим институтом НГТУ совместно с предприятием было изучено окисление
фосфора в шламе его аэрацией воздухом.
Окисление фосфора в фосфорном шламе проходит с выделением тепла.
Опытами подтверждено, как видно из рисунка 82, что степень окисления фосфора и степень его отгонки инертным газом, достигаемые в равных условиях,
примерно равны [85]. Окисление фосфора вели продувкой шлама воздухом, а
отгонку — азотом, содержание кислорода в котором после промывки пирогаллолом в пенном аппарате не превышало 0,3% объемных. Отогнанный азотом фосфор конденсировали в трех охлаждаемых поглотителях с водой.
А, %
1
2
τ, мин
Рисунок 82. Изменение степени окисления (1) и отгонки (2) фосфора из
шлама во времени.
Так, при подаче 0,45 м3/(м3*сек) воздуха в течение 30 минут достигается
степень окисления фосфора равная 84%. Степень отгонки фосфора азотом в
равных условиях достигает 80%.
202
Симбатность линий окисления и отгонки позволяет предложить следующую схему процесса окисления фосфора во влажном шламе.
Первоначально фосфор выделяется в газовую фазу:
P4 (Ж)→ P4 (Г)
Далее пары фосфора окисляются кислородом по реакции:
P4 (Г) + 5O2 → P4O10 (Г)
Образующиеся оксиды фосфора улавливаются водой с образованием
фосфорной кислоты.
Симбатность кинетических кривых отгонки и окисления фосфора показывает, что скорость процесса определяется скоростью перехода фосфора в
газовую фазу.
Анализ газовой фазы на выходе из барабанной печи окисления фосфора
при трехкратной норме воздуха от требуемого по стехиометрии количества
проходит с высокой полнотой, и уходящие газы содержат 150-160 г/м3 P2O5,
2,5-3 г/м3P2 O3 и до 0,6 г/м3 SiF4 . Температура газов на выходе из печи составляет 450-500 0 С. Содержание пыли составляет 0,015-0,02 г/м3 [86].
Образующийся шлаковый отход от сжигания шлама представляет собой
светло-серую массу частиц размером: 3,4% фракции 1-2 мм; 65% фракции 0,41 мм;26% фракции 0,2-0,4 и 5,6% - фракции менее 0,2 мм.
Как видно из рисунка 83, степень выгорания фосфора с увеличением подачи избытка воздуха (от стехиометрии на образование пентаоксида фосфора)
от α=2 до α=3 возрастает с 95,6% до 98,6% и с дальнейшим увеличением подачи воздуха понижается и составляет 97% при коэффициенте избытка воздуха α=5.
Анализ шлака на содержание элементарного фосфора путем экстракции
его из навески шлака смесью 2 ч. бензола и 1 ч. тетрахлоруглерода показал
его присутствие в шлаке только при коэффициенте избытка воздуха α=5 в количестве 0,12% масс.
Таким образом, при поддержании в печи коэффициента избытка воздуха
α=3 выход пентаоксида фосфора в газовую фазу достигает максимального
203
значения 98,6%.
В, %
α
Рисунок 83. Влияние коэффициента избытка воздуха (α) на степень выгорания
фосфора из шлама (В, %) при времени пребывания шлака в печи 30 мин.
4.1.Абсорбция пентаоксида фосфора в распылительной колонне
Для охлаждения и одновременно поглощения основной массы пентаоксида фосфора водой широко используются полые распылительные башни, в
которых абсорбент стекает по стенке и распыляется в объеме аппарата [26, 38,
87].
Испытания проведены на опытной установке, где газы, выходящие из
печи сжигания шлама, последовательно пропускали через оросительную колонку, в которой форсунками разбрызгивали воду или 12-25% раствор динатрийфосфата [85]. Далее газы пропускали через двухполочный пенный аппарат и волокнистый фильтр. В оросительную колонку к газу добавляли водяной
пар в количестве 0,5 кг на кг сжигаемого шлама.
Как видно из рисунка 84, с увеличением подачи воды на разбрызгивание
в колонне с 2 до 6 кг/кг шлама степень поглощения пентаоксида фосфора
возрастает с 58 до 72,6%.
204
Степень поглощения пентаоксида фосфора раствором динатрийфосфата
выше, чем при поглощении водой и максимально составляет 76-77% при подаче раствора в количестве 12,5 кг/кг шлама. С увеличением концентрации
динатрийфосфата в растворе с 12 до 25% степень поглощения P2 O5 в равных
условиях на 2-5% выше. Так, при подаче раствора в количестве 4 кг/кг шлама
степень поглощения пентаоксида фосфора 12%-ным раствором динатрийфосфата составляет 71%, а 25%-ным раствором — 73% [142].
По мере подкисления раствора динатрийфосфат конвертируется в однозамещенную соль в связи с протеканием реакции:
Na2 HPO4 + H3 PO4 → 2NaH2 PO4
При поглощении пентаоксида фосфора водой с увеличением подачи воды на разбрызгивание с 2 до 6 кг/кг шлама концентрация образующейся в колонне кислоты снижается с 50 до 26%.
Температура газов на выходе из оросительной колонны при орошении ее
водой составляет 200-240 0С, а при орошении раствором динатрийфосфата
190-230 0С.
Выходящие из колонны газы содержат 35-38 г/м3P2 O5 , менее 0,3 г/м3
P2 O3 и менее 0,2 г/м3 фтора в пересчете на SiF4 .
Из рисунка 85 видно, что величина коэффициента массопередачи при абсорбции пентаоксида фосфора водой в распылительной колонне (высота 1200
мм, диаметр 200 мм) меняется в пределах 250 ч-1 при расходе воды на разбрызгивание в полой колонке 2 кг/кг шлама и средней скорости газа 0,5 м/с до
330 ч-1 при расходе воды 6 кг/кг шлама [85].
205
C, % масс.
A, %
60
50
80
3
2
1
40
30
70
4
20
0
2
4
6
8
10
12
14
Рисунок 84. Влияние расхода воды (G, кг/кг шлама)(1) и раствора,
содержащего 12% динатрийфосфата (2) и 25% динатрийфосфата (3)
на степень поглощения пентаоксида фосфора (А, %)
и концентрацию кислоты (С, % масс) на выходе из колонны.
G
206
Рисунок 85. Влияние расхода (G, кг/кг шлама) воды (1), 12% водного раствора
динатрийфосфата (2) и 25% раствора динатрийфосфата (3) на коэффициент
массопередачи (Kv, ч-1 ) при абсорбции пентаоксида фосфора.
При абсорбции пентаоксида фосфора растворами динатрийфосфата,
имеющими значение pH равное 9,7 коэффициенты массопередачи выше в 1,11,2 раза и составляют для 25% раствора динатрийфосфатаKV= 300-400 ч-1 .
4.2.Абсорбция пентаоксида фосфора в пенном аппарате водой
Подвижная
пена
способствует
протеканию
интенсивного
тепло-
массообмена между газом и жидкостью. Процессы проходят в условиях развитой поверхности контакта фаз и пониженных диффузионных сопротивлений, что обеспечивает высокую скорость массопередачи [88 - 90].
Эффективность абсорбции пентаоксида фосфора из газов сжигания фосфорного шлама проверена на опытном пенном аппарате, имеющем на 1 слое
решетку со свободным сечением S0=0,18 м2/м2 и диаметром отверстий
dЭ=0,006 м, а на втором слое с S0=0,21 м2/м2 и dЭ=0,006 [91 - 93]. Плотность
орошения меняли в пределах 5-20 м3/(м2ч). Начальную концентрацию пента-
207
оксида фосфора в газах, подаваемых на первый слой пенного аппарата, поддерживали в пределах 20-40
г/м3 , регулируя разбавление газов воздухом.
Скорость газов поддерживали в пределах 1,2-2,5 м/с, регулируя подачу шлама
и воздуха в печь сжигания шлама.
Стабилизатором пенного слоя служила сотовая решетка из вертикально
расположенных пластин высотой 80 мм, разделяющих сечение аппарата и
пенный слой на ячейки размером 50*50 мм.
Коэффициент массопередачи рассчитывали отношением абсорбированного за единицу времени количества оксида фосфора к площади решетки (0,04
м2 ) и среднелогарифмической величине движущей силы процесса.
Результаты исследования абсорбции пентаоксида фосфора водой приведены в таблице 24.
Таблица 24. Показатели абсорбции пентаоксида фосфора водой в пенном
аппарате при скорости газ 2 м/с и доле P2O5 в газе 30 г/м3.
Плотность
орошения L0,
Высота пены h, м
м3/(м2*ч)
Сопротивление
Степень
слоя ΔP, Па
поглощения η, %
5
0,12
460
73
10
0,20
870
80
15
0,26
1120
82
20
0,32
1400
82,5
5*
0,26
960
86
10*
0,38
1100
91
15*
0,40
1390
91,7
20*
0,43
1560
92
(*со стабилизатором пены)
Как показали опыты (рисунок 86), изменение доли пентаоксида фосфора
208
в газе, поступающем на абсорбцию в пенный аппарат, в пределах 20-40 г/м3
практически не повлияло на степень абсорбции, достигаемую в слое [94].
Изменение скорости газа с 1,5 до 2,5 м/с практически не влияет на
степень поглощения пентаоксида фосфора водой (Рисунок 87). При этом
коэффициент массопередачи примерно линейно возрастает с 4000 м/ч при
скорости 1,5 м/с до 6700 м/ч при скорости газа 2,5 м/с.
В пенном аппарате со стабилизатором коэффициент массопередачи
возрастает и составляет 4500 и 7400 м/ч соответственно при скоростях газа 1,5
и 2,5 м/с.
С увеличением плотности орошения с 5 до 10 м3/(м2*ч) степень
поглощения пентаоксида возрастает с 73 до 80%, одновременно с ростом
высоты пены при тех же скоростях газа с 0,12 до 0,20 м (Рисунок 88).
η, %
1
2
С, г/м3
Рисунок 86. Зависимость степени поглощения пентаоксида фосфора водой
в пенном аппарате от изменения доли оксида в исходном газе при плотности
орошения 10 м3/(м2*ч), dЭ=0,005, S0 =0,18 м2/м2 (1 — без стабилизатора,
2 — со стабилизатором пены).
209
η, %
Ks, м/ч
100
2
95
1
2
7000
90
6000
85
1
80
5000
75
1,25
1,5
1,75
2
2,25
2,5
W, м/с
2,75
Рисунок 87. Зависимость степени поглощения η, % пентаоксида фосфора
водой из газа, содержащего 30 г/м3пентаоксида, при S0=0,18 м2/м2,, dЭ=0,006,
L0=0,18 м3/(м2*ч) и коэффициента массопередачи KS(м/ч) от скорости газа в
пенном аппарате W, м/с (1 — без стабилизатора, 2 — со стабилизатором)
η, %
h, м
0,5
100
90
2
0,25
80
1
L0, м3/(м2*ч)
70
0
5
10
15
20
Рисунок 88. Влияние плотности орошения L0, м3/(м2*ч) на степень
абсорбции пентаоксида фосфора (η,%) и высоту пенного слоя (h, м)
(1 — без стабилизатора, 2 — со стабилизатором).
210
Аналогично рост степени поглощения и высоты пенного слоя имеет место при абсорбции на тарелке со стабилизатором пенного слоя. Дальнейшее
увеличение плотности орошения до 15-20 м3/(м2*ч) приводит к повышению
степени абсорбции только на 1-2,5%.
При подаче на орошение взамен воды раствора фосфорной кислоты с ростом доли кислоты в растворе степень поглощения незначительно снижается
(Рисунок 89).
Понижение степени абсорбции пентаоксида фосфора не превышает 11,5%.
При использовании для поглощения пентаоксида фосфора из газов сжигания
фосфорного шлама пенного аппарата с решеткой, имеющей свободное сечение
0,21 м2/м2 , достигаемые степени поглощения оксида фосфора на 0,5-1% ниже,
чем при абсорбции с решетками со свободным сечением 0,18 м2/м2..
Рисунок 89. Влияние концентрации орошающей фосфорной кислоты (С,%)
на степень абсорбции пентаоксида фосфора при его доле в газе 30 г/м3 ,
плотности орошения L0= 10 м3/(м2*ч) и величине свободного сечения решетки
S0 =0,18 м2/м2(1 — без стабилизатора, 2 — со стабилизатором).
211
Таким образом, абсорбцию пентаоксида фосфора из газов после распылительной колонны следует рекомендовать вести в двухполочном пенном аппарате с решеткой, имеющей свободное сечение на первом слое - 0,18м2/м2 ,
на втором слое - 0,21 м2/м2 , поддерживая скорость газа ~ 2 м/с, а плотность
орошения 10 м3/(м2*ч). На орошение рекомендуется подавать раствор фосфорной кислоты, содержащий 8-10 % H3PO4 , с температурой 30 0С. Выходящий из пенного аппарата 10-12% раствор с температурой 50-60 0С собирается
в емкость, откуда в необходимом количестве подается на орошение распылительной колонны, а оставшаяся часть после смешения возвращается на орошение второго слоя пенного аппарата. Данные рекомендации были учтены
при проектировании опытно-промышленной установки.
4.3 Абсорбция пентаоксида фосфора в пенном аппарате
раствором динатрийфосфата
Поскольку получаемая фосфорная кислота с установки обезвреживания
фосфорного шлама из-за присутствия в ней примесей использовалась для производства тринатрийфосфата, то представляется целесообразным применение
раствора динатрийфосфата для абсорбции пентаоксида фосфора из газов сжигания шлама. Образующийся при этом раствор фосфатов необходимо использовать для получения содовой суспензии, применяемой в последствии на стадии первой нейтрализации при получении тринатрийфосфата. Использование
этого раствора для получения динатрийфосфата исключено, поскольку он может содержать примеси, приходящие с газами сжигания. Поэтому было предложено в период обезвреживания шлама производство динатрийфосфата не
проводить.
Исследование абсорбции пентаоксида фосфора растворами динатрийфосфата показало (Рисунок 90), что степень поглощения пентаоксида фосфора
данными растворами по сравнению с водой выше и она растет с увеличением
доли динатрийфосфата в растворе [91].
212
С увеличением скорости газа в пенном аппарате степень абсорбции пентаоксида также меняется незначительно (Рисунок 91). С ростом скорости газа
с 1,5 м/с до 2,5 м/с (в 1,67 раза) степень поглощения снижается в 1,01 раза изза уменьшения времени пребывания газа в контакте с жидкостью.
Средняя степень абсорбции пентаоксида фосфора в пенном аппарате со
свободным сечением S0=0,18 м2/м2 без стабилизатора составляет 83%, со стабилизатором пенного слоя 95% при плотности орошения 10 м3/(м2*ч). Температура раствора на выходе из пенного аппарата составляет 60-65 0С при орошении раствором с температурой 30 0С.
Степень абсорбции пентаоксида фосфора на решетке со свободным сечением S0 =0,21 м2/м2 понижается без стабилизатора в слое до 81,5%, а при
наличии стабилизатора пены до 93%.
Рисунок 90. Зависимость степени абсорбции (η, %) пентаоксида фосфора
раствором динатрийфосфата и высоты пенного слоя (h, м) от концентрации
фосфата в растворе (С, %); (1 — со стабилизатором, 2 — без стабилизатора)
при доле пентаоксида в газе 30 г/м3 , L0=10 м3/(м2*ч), dЭ=0,0006 м и W=2 м/с.
С ростом скорости газа с 1,5 до 2,5 м/с коэффициент массопередачи на
решетке пенного аппарата без стабилизатора повышается с 4300-4400 м/ч до
213
7100-7300 м/ч. При аналогичном росте скорости газа в аппарате со стабилизатором пенного слоя коэффициент массопередачи возрастает с 4500-4600 м/ч
до 8400-8500 м/ч.
Эффективность абсорбции пентаоксида фосфора из газов, содержащих 2
- 3 г/м3 оксида фосфора в пенном аппарате на решетке со свободным сечением
S0=0,21 м2/м2 и диаметре отверстий 0,006 м при наличии стабилизатора составляет 91-92%. С увеличением скорости газа с 1,5 до 2,5 м/с коэффициент
массопередачи на решетке со стабилизатором пены возрастает с 4500 м/ч до
8200 м/ч (Рисунок 92).
W
Рисунок 91. Влияние скорости газа (W, м/с) на степень поглощения
пентаоксидафосфора раствором динатрийфосфата (η, %) (линии 1,2,3,4) и
коэффициента массопередачи при абсорбции (KS, м/ч) (линии 1*,2*,3*,4*) при
доле динатрийфосфата в растворе (для 1,3, 1*, 3*)=12%, и (для 2, 4, 2*,
4*)=25%; (1,2, 1*, 2* — без стабилизатора,3,4, 3*, 4* — со стабилизатором
пенного слоя).
214
Ks, м/ч
h
0,45
0,4
W,
м/с
Рисунок 92. Влияние скорости газа (W, м/с) на коэффициент массопередачи
(KS, м/ч) и высоту пенного слоя (h, м) при абсорбции пентаоксида фосфора
раствором динатрийфосфатана решетке со стабилизатором пены
при dЭ =0,006 м, S0=0,21 м2/м2
Высота пенного слоя на решетке с ростом скорости газа повышается с
0,38-0,4 м до 0,45-0,46м.
Коэффициент массопередачи (KS) при абсорбции пентаоксида фосфора
раствором динатрийфосфата в зависимости от скорости газа (W) и высоты
пенного слоя (h) описывается уравнением, аналогично приведенному в [95]:
KS= 4742*W*h0,33
(47)
Увеличение плотности орошения решетки при абсорбции в пенном аппарате со стабилизатором пенного слоя с 5 до 20 м3/(м2*ч) приводит к повышению эффективности поглощения пентаоксида фосфора раствором динатрийфосфата при скорости газа 2,0 м/с с 84 до 91,6% (Рисунок 93).
Высота пенного слоя на решетке при этом меняется от 0,415 до 0,46 м.
В результате абсорбции пентаоксида фосфора раствором динатрийфосфатаpH раствора снижается с 9,7 до 6-6,5.
215
Рисунок 93. Влияние плотности орошения (L0 , м3/(м2*ч)) на степень
абсорбции пентаоксида фосфора (η,%) и высоту пенного слоя (h, м) при
скорости W=2,0 м/с свободном сечении S0= 0,21 м2/м2 и dЭ=0,006 м.
При соблюдении оптимальных режимов работы пенного аппарата
отходящие газы содержат 50-100 мг/м3 оксида фосфора.
Таким
образом,
применение
в
качестве
абсорбента
раствора
динатрийфосфата повышает степень абсорбции в пенном аппарате на 2 – 4 %.
4.4 Очистка отходящих газов от тумана фосфорной кислоты
Наилучшая очистка газов от паров и тумана фосфорной кислоты достигается при использовании электрофильтров (степень очистки η=99,5%) или
волокнистых фильтров (η=97-99,9%) [95,96].
Учитывая простоту устройства и эксплуатации, малые капитальные затраты применение последних предпочтительно, особенно для очистки малых
объемов газа или газов с большими колебаниями скорости и объема выброса
[90, 97].
216
Для очистки газов, выходящих из пенного аппарата, был использован
волокнистый фильтр, представленный на рисунке 94. Он представлял собой
цилиндрический фильтрующий элемент из двух концентрически размещенных
сеток, пространство между которыми шириной 50 мм заполнено полипропиленовым волокном с размером волокна 72 мкм. Площадь фильтрации фильтра
0,063 м2 .
Рисунок 94. Волокнистый фильтр для улавливания тумана
из отходящих газов сжигания шлама.
Газы, проходя через фильтрующий слой волокна извне внутрь, освобождаются от частиц тумана. Уловленные частицы, коалесцируя, укрупняются,
217
продавливаются внутрь и стекают по внутренней стенке фильтра в виде пленки и крупных капель. Уловленная кислота стекает по опуску в гидрозатвор.
Эффективность очистки газа (η, %) при размере частиц тумана 10-20мкм
определяют по формуле [99]:
lg(1/(1-η))=k*(Hсл/25,4)0,8*(М/16)*(2U)0,25 , где
η — степень очистки, %;
Hсл — толщина фильтрующего слоя волокна, мм;
M – плотность волокна, кг/м3;
U – скорость фильтрации, см/с;
k – коэффициент очистки, определяемый дисперсностью улавливаемых
частиц, равный 4,6 для частиц размером 1-1,5 мкм, 2,6 для частиц 1,5-3 мкм и
0,1 для частиц 15-20 мкм.
Испытания волокнистых фильтров, проведенные в НИИОГАЗ и на
опытном заводе НИУИФ, в производствах термической фосфорной кислоты
показали возможность очистки газов на 99,6% [38].
Представленный на рисунке 66 фильтр был установлен на выходе газов
из пенного аппарата. Скорость газа составляла 1-1,2 м/с, сопротивление фильтра 650-800 Па [92].
При прохождении газа через фильтр содержание тумана фосфорной кислоты в газе снижалось с 50-130 мг/м3 до 1-2,5 мг/м3 . Это соответствовало степени очистки равной 98%. Расчетное значение степени очистки составляло
96%.
Содержание фтора в отходящих газах уменьшалось после прохождения
через фильтр до 16 мг/м3, что соответствует степени очистки 54%.
Аналогичный фильтр был предложен для очистки газов дыхания бункера соды, содорастворителя, емкостей и нейтрализаторов.
Анализ газов дыхания показал наличие в них до 12 мг/м3 тумана фосфорной кислоты и до 40 мг/м3 пыли соды. С помощью фильтра АФА определено, что размер частиц тумана равен 1,5-2,5 мкм, а размер частиц соды равен
8-20 мкм. Объем газов дыхания меняется в пределах 1,2-6 м3/ч. При скорости
218
газов 0,006-0,03 м/с степень очистки от тумана фосфорной кислоты составляет
92-94%. Величина расчетной степени очистки составляет 96%.
Полученные результаты были подтверждены при отработке технологии
обезвреживания на опытной печи и положены в основу исходных данных на
проектирование опытной установки участка красного фосфора в цехе
экспериментальных малотоннажных производств. На данной установке
обеспечено обезвреживание экологически опасных отходов, содержащих
сильнодействующее ядовитое вещество – желтый фосфор, потенциально
опасный
для
окружающей
Использованием
получаемых
среды
и
среды
фосфатных
обитания
растворов
в
населения.
производстве
тринатрийфосфата достигнуто снижение себестоимости на 350 руб./т фосфата.
Опытно-промышленная отработка подтвердила корректность принятого
за основу принципа энергосбережения и при абсорбции оксидов фосфора на
установке обезвреживания отходов фосфорного
фосфора.
Замена
водной
абсорбции
оксидов
шлама цеха
фосфора
красного
абсорбцией
циркулирующим раствором динатрийфосфата позволила повысить степень
очистки в 1,22 раза. Возвращение отработанного фосфатного раствора на
стадию содорастворения исключило разбавление раствора динатрийфосфата,
полученного после нейтрализации, с 26 до 18 %, которое имело место при
абсорбции водой. Это позволило сократить расход греющего пара на выпарку
раствора тринатрийфосфата в 1,8 раза. Использование усовершенствованной
технологии
с
циркуляцией
фосфатного
раствора
между
стадиями
нейтрализации кислоты в производстве ТНФ и стадией очистки газов
установки сжигания позволило обеспечить степень очистки до экологических
норм и исключить потенциальный риск экологического загрязнения реки Ока
соединениями фосфора, желтым и красным фосфором.
219
5. Абсорбция хлористого водорода из дымовых газов
сжигания хлорсодержащих отходов
При огневом обезвреживании хлорсодержащих отходов получаются
печные газы с долей хлористого водорода до 35 % об. Обычно такие газы перерабатывают в абгазную соляную кислоту. В связи с закрытием производства
хлористого аммония на ОАО «Корунд» и с ростом потребности в нем представляется целесообразным организация производства хлористого аммония с
использованием хлористого водорода из данных газов. Технология получения
хлорида аммония из абгазов отсутствует. В связи с этим выдвинута идея организации поглощения хлористого водорода из отходящих газов раствором хлористого аммония с переработкой полученного солянокислого щелока в хлорид
аммония [98 - 100]. Данные по поглощению хлористого водорода растворами
хлористого аммония до постановки данного исследования отсутствовали.
Хлористый водород хорошо растворим в воде и одновременно хорошо
летуч. В связи с этим получение соляной кислоты концентрацией более 40 %
масс HCl затруднено даже при парциальных давлениях хлористого водорода в
газе близких к 760 мм рт.ст. [26, 47].
Скорость абсорбции вещества может быть определена из уравнения массопередачи [87]:
=
где
∙ ∙∆
(48)
G – масса вещества перенесенного в единицу времени из одной фазы в
другую,кг/ч;
KS – коэффициент массопередачи через единицу поверхности раздела
фаз;
S – поверхность раздела фаз, м2;
∆ – средняя движущая сила процесса абсорбции по газовой фазе.
Если ∆ выражена в кг/м3 , то величина KS выражается в м/с (или м/ч). Если ∆
выражена в Па, то KSвыражается в кг/(м2Па).
220
=
(49)
∙∆
Коэффициент массопередачи KS – может быть выражен через частные коэффициенты массоотдачи в газовой βY и жидкой βX фазах:
=
+
(50)
где m – коэффициент распределения вещества во взаимодействующих фазах
=
!
"
(51)
Общее диффузионное сопротивление массопередаче 1/КS является суммой сопротивлений в газовой 1/ βY и в жидкой m/ βX фазах.
Определение частных коэффициентов массообмена экспериментально затруднено, поэтому для их расчета исходят из критерия Нуссельта [87]:
#$ = % ∙ &/(
(52)
где β – коэффициент массообмена; l – определяющий геометрический размер;
D – коэффициент молекулярной диффузии вещества в данной фазе.
Для установившегося процесса массоотдачи зависимость критерия Nu от
определяющих критериев подобия представляется в виде:
Nu=f(Re, Pr, Г, …)
Критерий Рейнольдса)* = +&,/-;
Критерий Прандтля ./ = -/,(;
Г – симплекса геометрического подобия;
w – средняя скорость потока; ρ – плотность потока; μ – динамическая
вязкость потока; l – определяющий геометрический размер.
Отсюда % = ( #$ /&
Движущую силу абсорбции рассчитывают как среднеарифметическую (когда
∆Б/∆М≤ 2)или среднелогарифмическую [87].
Соответственно
∆ср =
или
∆Б !∆М
(53)
221
∆Б !∆М
∆ср =
(54)
∆
,123 Б
∆М
Общее число единиц переноса nОУ по газовой фазе равно:
7
67
4ОУ = 57 9
787 ∗
(55)
:
Общее число единиц переноса связано с числами единиц переноса в газовой
nY и жидкой nX фазах уравнением:
;ОУ
=
;
+
(56)
<;
где A = L /mG; L – расход жидкой фазы; G – расход газовой фазы.
Число единиц переноса связано с коэффициентом массопередачи или массообмена уравнениями:
4ОУ =
; 4У =
; 4= =
;
(57)
Высота абсорбера равна:
>=
79 67
5
∙?∙@ 7
: 787 ∗
=
∙?∙@
∙
7Н 87:
(58)
∆7ср
где σ–удельная поверхность контакта фаз, м2/м3; F – площадь поперечного сечения абсорбера.
Здесь
∙?∙@
Величина
= ℎОУ – высота единицы переноса (ВЭП)
∙ B = CD – является объемным коэффициентом массопередачи.
Отсюда
ВЭП =
EF ∙@
(59).
5.1 Абсорбция хлористого водорода водой
Производство соляной кислоты из синтез-газа, получаемого из хлора
сжиганием в избытке водорода, является широко распространенным технологическим процессом [26]. Высокая концентрация хлористого водорода в синтез-газе позволяет вести абсорбцию хлористого водорода водой с высокой
эффективностью. Данный процесс проводят как в изотермических, так и в
адиабатических условиях.
222
При огневом обезвреживании отходов и хлорсодержащих абгазов печные газы содержат только 20 - 35 % об. хлористого водорода.
Это существенно затрудняет процесс абсорбции хлористого водорода.
Вместе с тем печные газы содержат значительное количество водяных паров,
доля которых при сжигании природного газа достигает 14 – 16,6 % об.
Полученная зависимость общего давления (РОБЩ) от температуры приведена на рисунке 95 для кислоты, содержащей 29 % масс (1) и 31,5% масс (2)
НС1.
Рисунок 95. Зависимость давления паров над соляной кислотой
от температуры.
Давление паров хлористого водорода над кислотой, с долей его в кислоте 31,5 % масс., отображается линией 3. Как видно из рисунка 96,соотношение давления паров РHCl и PH2O в газовой фазе равновесной с кислотой, содержащей 32 % хлористого водорода в интервале температур 0 - 30 °С умень-
223
шается с 5,2 до 4,6 и далее с повышением температуры плавно возрастает
вновь до 5,8 при температуре 80 °С [101].
РНСl/РН2О
15
34 %
10
32 %
30 %
5
28 %
ºС
0
-40
-20
0
20
40
60
80
100
Рисунок 96. Влияние температуры на соотношение равновесных
давлений хлористого водорода и воды над соляной кислотой
соответствующих концентраций (28–34%).
При температуре печного газа перед абсорбцией 90 - 95 °С температуру
кислоты на выходе из первого абсорбера следует поддерживать близкой к
температуре минимума отношения РHCl/PH2O (рисунок 95) равной ~ 30-40 °С
при получении кислоты с 31,5% HCl.
При производстве хлоркарбоновых кислот абгазы процесса хлорирования содержат до 0,2% масс. уксусной или пропионовой кислот, до 1,5% масс.
ацетил– или пропионилхлорида и до 5% масс. хлора. На стадии гидрирования
образуются абгазы, содержащие до 5–7% масс. паров хлоркарбоновых кислот
и до 20% масс. водорода [102-106].
Очистку абгазного хлористого водорода от примесей хлора и органических соединений обычно ведут методом высокотемпературного (> 1200 ˚С)
сжигания в пламени горения природного газа в печи. Для сжигания примесей
224
применяют циклонные печи [107] как наиболее эффективные и надежные в
эксплуатации реактора высокотемпературного окисления благодаря вихревой
структуре потоков газов в них. Это обеспечивает как высокую интенсивность
и устойчивость процесса сжигания топлива и горючих отходов, так и благоприятные условия тепло– и массообмена.
Охлаждение и закалку высокотемпературных газов после печи сжигания
проводят в котлах –утилизаторах Г–60БТ ЗАО «Энергомаш» (г. Белгород) с
получением пара среднего давления (1,4 МПа).
В топочном пространстве печи проходят следующие основные реакции,
поскольку m ≤ k, n>g:
CmHn OkClg + ((m – k/2) + (n – g)/4)O2 → mCO2 +(n –g)/2 H2 O + gHCl
H2 + Cl2 → 2HCl
H2 + 1/2O2 →H2 O
Циклонная печь конструкции «Техэнергохимпром» представляет собой
футерованный двухступенчатый горизонтальный цилиндр, состоящий из топочной камеры и камеры дожига, разделенных пережимом диаметром равным
половине диаметра топочной камеры. Время пребывания газов в зоне высоких
температур равно 2 с. Время закалки продуктов сгорания не превышает 3 с.
Температура газов в выходной камере котла-утилизатора не превышает 300
˚С.
В зависимости от соотношения компонентов отходов различных стадий
при мощности производства монохлоруксусной кислоты (МХУК) 15000 т/год
отходящие газы печи сжигания отходов могут иметь следующие характеристики, представленные в таблице 25.
Отходящие газы, содержащие хлористый водород, являются важным источником сырья и должны быть использованы как по экологическим, так и по
экономическим соображениям.
Абсорбция хлористого водорода водой проходит с выделением 72,8
кДж/моль тепла, которого достаточно для вскипания раствора, если процесс
проводят в адиабатических условиях. По этой причине наиболее часто для аб-
225
сорбции используют кожухоблочные графитовые коррозионностойкие теплообменники, конструкция которых позволяют вести контактирование газов и
абсорбента только при прямоточном
движении с подачей газа и жидкости
сверху вниз.
Таблица 25. Характеристика отходящих газов печи сжигания отходов.
Значение параметры при режиме работы печи
Наименование параметра
1
2
3
4
Объем газов, нм3/ч
1200–2050
1350–2200
1400–2200
1065–1865
Температура, ˚С
210–225
210–230
210–230
210–225
3,2–3,4
4,0–4,5
3,5–3,8
3,1–3,2
48,8–49,3
49,0–49,6
51–53
45,6-46,7
H2 O
14,5
16
14,4
14,1
O2
2,8
2,6
2,8
2,8
30–30,5
27,6–28,6
26,1–28,4
33,2–34,5
Состав, % об.
CO2
N2
HCl
Режим 1 — имеет место при подаче в печь абгазов стадии хлорирования и гидрирования (постоянные газовые потоки).
Режим 2 — имеет место при подаче в печь всех жидких отходов производства МХУК.
Режим 3 — устанавливается при обезвреживании в печи газовых выбросов (включая и газы дыхания) со всех стадий.
Режим 4 — имеет место при обезвреживании в печи газов отдувки
МХУК из силикагеля.
При всех режимах печь работает с постоянной подачей воздуха и природного
газа при коэффициенте избытка α = 1,2.
Такая технологическая схема абсорбции хлористого водорода из печных газов
представлена на рисунке 97.
226
Рисунок 97. Технологическая схема абсорбции хлористого водорода
из дымовых газов c получением соляной кислоты.
Дымовые газы с температурой не более 230 ˚С подают в блочный графитовый абсорбер А1 куда прямотоком подают и орошающую кислоту из
сборника второго абсорбера А2. Выходящая из абсорбера газожидкостная
смесь разделяется в сепараторе. Кислота собирается в емкость продукционной
кислоты, а газы поступают абсорбер А2, орошаемый разбавленной соляной
кислотой из емкости насадочной башни А3. Насадочная колонна А3 орошается циркуляционной кислотой, смешанной со свежей водой, вводимой на абсорбцию.
Газы после абсорбера А3 с содержанием не более 0,03% масс. хлористого водорода направляют на санитарную очистку.
Данная схема характеризуется низкой эффективностью оборудования и
для обеспечения требуемой мощности на каждой ступени абсорбции необходимо устанавливать по 4 параллельно работающих кожухоблочных абсорбера.
227
В связи с началом производства на российско–германском предприятии
«Донкарбграфит» кожухотрубчатых графитовых абсорберов очевидна целесообразность их использования в данном производстве. Установка таких абсорберов позволила достичь показателей, представленных в таблице 26.
На абсорбцию поступало 2946,7 кг/ч газа, в том числе 1198,8 кг/ч хлористого водорода и 265,2 кг/ч воды. В уходящем из второго абсорбера газе содержалось 280,5 кг/ч хлористого водорода и 43,1 кг/ч воды.
Сравнение результатов расчета массо– и теплообмена показывает, что определяющей является поверхность массопередачи.
Для достижения степеней абсорбции хлористого водорода соляной кислотой
равной для абсорбера А1 – 55%, а для абсорбера А2 – 20,8% расчетные значения показателей массопередачи приведены в таблице 23.
Основными недостатками данной технологической схемы являются:
– течение потоков газа и абсорбционной жидкости прямотоком
– малая плотность орошения абсорберов при плохой смачиваемости
графита водным раствором.
– низкая эффективность управления процессом при колебаниях режима. Особенно при понижении или повышении концентрации кислоты на
выходе из продукционного абсорбера.
Более эффективно возможности трубчатого абсорбера могут быть использованы при установке режима противотока потоков газа и жидкости, а повышение управляемости процессом можно достичь использованием циркуляционной схемы абсорбции в продукционном абсорбере.
Выполнено исследование влияния скорости газа и плотности орошения на показатели тепло– и массообмена в кожухотрубчатом графитовом абсорбере с
поверхностью теплообмена 22 м2 . Обвязка абсорбера позволяла осуществлять
подачу газа как сверху, так и снизу противотоком движению жидкости.
228
Таблица 26. Показатели абсорбции хлористого водорода из газов обезвреживания отходов производства МХУК (режим 3).
Абсорбер А1
Параметр
Абсорбер А2
вход
выход
выход
2
3
4
1
Расход газа, м3/с
0,774
0,50
0,452
Скорость газа в трубках м/с
3,28
2,12
1,91
Re газ
4180
3100
2730
Pr газ
1,01
0,74
0,73
Nu газ
14,6
9,8
8,7
Коэффициент диффузии в газе D, м2/с
2,0∙10–5
1,54∙10–5
1,51∙10–5
Диффузионное число PrГ.ДИФ
0,90
0,97
1,01
Диффузионное число Nu Г.ДИФ
4,5
4,1
4,0
βГ, м/с
0,0039
0,0029
0,0028
βУ, кмоль/(м2∙с)
0,00013
0,00011
0,000105
Коэффициент диффузии в растворе D,
2,64∙10–9
2,91∙10–9
2,91∙10–9
Коэффициент массоотдачи
м2/с
Смоченный периметр, м
0,069
0,069
Диаметр труб, м
0,022
0,022
Число труб
620
311
620
Диффузионное число PrЖ.ДИФ
445
0,40
344
Диффузионное число Nu Ж.ДИФ
0,42
0,422
Коэффициент массоотдачи
βЖ, м/с
2,1∙10–5
2,62∙10–5
2,6∙10–5
βХ, кмоль/(м2∙с)
0,00116
0,0014
0,00138
229
Продолжение таблицы 26.
Концентрация HCl в растворе Х, мол.доли
0,166
0,1825
0,072
мол.доли
0,00031
0,047
0,146
Константа фазового равновесия m
0,00043
0,282
0,789
Равновесная концентрация HCl, СGХ уравн.,
Масса абсорбируемого хлористого водорода g, кг/ч
659,4
258,9
m, кмоль/ч
18,8
7,2
0,000118
0,000103
мол.доли
0,26
0,09
Поверхность массообмена, м2
168,6
115,4
Степень поглощения, %
55
21,6
590
594
972,8
790,6
стенку Г, м2К/Вт
0,00057
0,00057
Коэффициент теплопередачи К, Вт/(м2∙К)
300
282
Тепловая нагрузка, Вт
317263
99973
Требуемая поверхность теплообмена, м2
64
22
Коэффициент массопередачи КS,
кмоль/(м2 с)
Движущая сила массопередачи, ∆,
Коэффициент теплоотдачи от поверхности
труб к хладоагенту α2 , Вт/(м2∙К)
Коэффициент теплоотдачи от газа к поверхности α1 , Вт/(м2∙К)
Сопротивление переносу тепла через
Исходный газ отводили из газохода цеха и он содержал 38–40% масс хлористого водорода и ≈ 9% масс паров воды. Температура газов перед абсорбером
была равна 80 ˚С, на выходе 50–60 ˚С [108].
Как видно из рисунка 98, с ростом концентрации орошающей кислоты с
0 до 30% масс при скоростях газа до 2 м/с и равных плотностях орошения коэффициент массопередачи (Ку, кмоль/(м2 с)) снижается в 1,2–1,25 раза. При
230
скорости газа более 2,5 м/с влияние концентрации кислоты, орошающей абсорбер становится менее заметным (уменьшение в 1,05 – 1,08 раза).
Рисунок 98. Влияние скорости газа (w) на величину коэффициента
массопередачи (Ку) при концентрации орошающей кислоты, % масс:
1 – 30, 2 – 22, 3 – 10, 4 – 5 и 5 – 0.
С ростом скорости газа в трубках абсорбера эффективность абсорбции
хлористого водорода солянокислотным раствором повышается. Так, при абсорбции раствором, содержащим 30% масс хлористого водорода, с увеличением скорости газа с 1,8 м/с до 3,25 м/с коэффициент масопередачи возрастает с
1,03∙10–4 до 1,32∙10–4кмоль/(м2 · с) по мере увеличения турбулизации газового
потока. При этом значение критерия Рейнольдса возрастает с 2400 до 4170,
критерия Прандтля с 0,68 до 1,0, а критерия Нуссельта с 8,85 до 14,6.
Коэффициент массопередачи при абсорбции хлористого водорода повышается с ростом плотности орошения и с уменьшением концентрации хлористого водорода в орошающей кислоте (рисунок 99).
231
Рисунок 99. Влияние плотности орошения (Г, кг/(м2с)) на величину
коэффициента массопередачи (Ку, кмоль/(м2с)) (концентрация
орошающей кислоты, % масс:1 – 30, 2 – 22, 3 – 10, 5 – 0;
подача взаимодействующих фаз: 1,2,3 и 5 – прямоток,
1’, 3’, 5’ – противоток).
При движении потоков газа и жидкости прямотоком друг к другу коэффициент массопередачи с увеличением плотности орошения в 5 раз (с 0,2 до 1
кг/(м2 · с)) возрастает для 30% орошающего раствора кислоты в 1,3 раза, для
22% раствора кислоты в 1,4 раза, для 10% раствора в 1,5 раза и для орошения
водой в 1,8 раза. При подаче газового потока противотоком стекающей в трубках жидкости коэффициент массопередачи на 4% выше по сравнению с его величиной при поглощении хлористого водорода из потока газа, движущегося
прямотоком с жидкостью. При орошении абсорбера 10% раствором кислоты
эта разница возрастает до 8% и до 9% для орошения водой.
Приведенная толщина пленки жидкости на поверхности трубок меняется
в пределах 0,037 – 0,185 мм. Смоченный периметр трубок абсорбера при
внутреннем диаметре трубок 22 мм составляет 19,4 м. Степень поглощения
232
хлористого водорода при орошении абсорбера кислотой, содержащей 22%
HCl, при плотности орошения 1 кг/м2с и скорости газа в трубках 2 м/с составляет 65%.
Стадия абсорбция хлористого водорода из печных газов после замены
кожухоблочных абсорберов на кожухотрубчатые была организованна по следующей технологической схеме (рисунок 100) [109].
Рисунок 100. Схема абсорбции хлористого водорода из печных газов
Дымовые газы с температурой 90 °С в количестве 1400 - 2200 м3/ч поступают в абсорбер А-1 прямотоком с кислотным раствором, стекающим по
трубкам трубчатого аппарата. Температура кислоты на входе равна 22 - 26 °С,
концентрация 11 - 14 % масс. Абсорбер охлаждается оборотной водой с температурой 28 °С. Температура кислоты на выходе из абсорбера А-1 равна 45 50 °С и она с содержанием хлористого водорода 28 -29 % масс подается на
орошение абсорбера А-2. Газовый поток из абсорбера А-1 подается прямотоком с жидкостью в абсорбер А-2. Абсорбер А-2 также охлаждается оборотной
водой с температурой 28 °С. Температура выходящей охлаждающей воды составляет 35 °С. Из абсорбера А-2 кислота с температурой 50 °С стекает в ем-
233
кость Е-2 с содержанием в ней 31,5 % масс хлористого водорода. Газ из абсорбера А-2 поступает в нижнюю часть насадочной колонны А-3. Насадочная
колонна орошается циркулирующим раствором, содержащим 13 - 13,6 % масс
хлористого водорода, с температурой на выходе 11 - 12 °С.
Охлаждение раствора в холодильнике Т-1 ведется хладагентом с температурой 5 °С. Плотность орошения насадки составляет 13-17 м3/м2ч.
В абсорберах А-1 и А-2 поглощается до 70 % хлористого водорода приходящего с печным газом. На выходе из насадочной колонны А-3 газ, уходящий на очистку в санитарной башне, орошаемой щелочным раствором, содержит ~ 0,03 % об. хлористого водорода. Абсорберы А1 и А2 - имеют по 620
контактных трубок с внутренним диаметром 22 мм и длиной 4000 мм. При
этом число Рейнольдса газового потока равно 2600 - 4200, толщина жидкостной пленки в трубках 10 - 20 мкм. Суммарная поверхность трубок составляет
171 м2.
В абсорбере А1 доля хлористого водорода в газе снижается с 26 - 33,5 %
об. до 11,5 -15% об. В результате абсорбции достигается средний коэффициент массопередачи Ку=0,000115 кмоль/(м2 · сек). При условии разделения трубок на участки высотой по 1000 мм (4 участка) степень абсорбции от общедостигнутой в абсорбере А-1 величины составляет на участке 1 -37%, на
участке 2-26 %, на участке 3-21 % и на участке 4 - 16%. Значение коэффициента массопередачи меняется от Ку= 0,000174кмоль/(м2 · сек) до 0,000075
кмоль/(м2 · сек) на четвертом участке. Значительное превышение коэффициента массопередачи на начальном участке от средней величины объясняется
протеканием здесь интенсивной конденсации водяных паров из газового потока и улавливанием хлористого водорода каплями конденсата. Необходимый
отвод тепла абсорбции хлористого водорода в абсорбере А-1 обеспечивается
поверхностью 70 м2 . Абсорбция хлористого водорода в абсорбере А-2 проходит с меньшей эффективностью. Среднее значение коэффициента массопередачи составляет 0,000135 кмоль/(м2 · сек) с незначительным колебанием
по отдельным участкам (~ на 10%).
234
Насадка абсорбера A3, разделенная на 2 слоя высотой по 5000 мм, имеет
следующие характеристики: размер керамических колец 25x25, удельная поверхность 200 м2/м3 , свободное сечение 0,74 м2/м2 , эквивалентный диаметр
0,015 м, диаметр колонны 1000 мм, скорость газового потока 0,46 - 0,58 м/с,
объемный расход газа 0,36 - 0,45 м3/с, удельное сопротивление орошаемой
насадки 630— 950 Па/м.
Как видно из рисунка 101, коэффициент массопередачи с увеличением
плотности орошения насадочного абсорбера в с 10,5 до 80 м3/(м2ч) возрастает
1,2∙10–4 до 1,94∙10–4кмоль/(м2 сек). Достигнутый средний коэффициент массопередачи Ку составил 0,00016 кмоль/(м2 · сек);
Число Рейнольдса газового потока 2200 – 2600;
Гидравлические сопротивление колонны 8000 Па.
Рисунок 101. Влияние плотности орошения (L0 , м3/м2 ч) насадочного
абсорбера на коэффициент массопередачи (Ку, кмоль/(м2сек)).
Таким образом, коэффициент массопередачи имеет минимальное значение в абсорбере А-1. Увеличение количества орошения на абсорбер А-1 за
счет рецикла части продукционной кислоты может повысить коэффициент
235
массопередачи в абсорбере, и примерно в 1,5 раза уменьшить требуемую поверхность трубок в нём.
Концентрация хлористого водорода в газе мало влияет на достигаемую
степень абсорбции. С повышением доли хлористого водорода в газе, поступающем на абсорбцию противотоком жидкости, с 10 до 41% масс. коэффициент массопередачи повышается с 0,000158 до 0,000226 кмоль/(м2· сек) (Рисунок 102).
Рисунок 102. Влияние концентрации хлористого водорода в газе (СГ, %
масс. на степень поглощения (η, %) и коэффициент
массопередачи (Ку, кмоль/(м2сек)).
Таким образом, рассмотренный вариант технологического процесса абсорбции хлористого водорода из печных газов характеризуется низкой эффек-
236
тивностью абсорбции в абсорбере А2, большой нагрузкой на насадочную колонку и, как следствие этого ее большими размерами.
С целью исключения данных недостатков предложена схема узла абсорбции хлористого водорода (представлена на рисунке 103) в которой устанавливается противоток массообменивающихся фаз в абсорберах А1 и А2 и
противоток потока теплообмена.
Рисунок 103. Схема абсорбции хлористого водорода из печных газов
с использованием кожухотрубчатых абсорберов.
В абсорберах А–2, А–3 и насадочной колонне А–4 принят противоток
как массопередающих так и теплообменивающихся потоков. Для улучшения
смачивания трубок в абсорбер А–1 вводится рецикл 3 объемом продукцион-
237
ной кислоты, и подача раствора из абсорбера А–2 (с температурой 40˚С и содержанием ~18% хлористого водорода). После смешения в трубки поступает
раствор, содержащий 27 – 28 % HCl. Газ с долей хлористого водорода 15–16%
об.из абсорбера А–1 поступает в абсорбер А-2 снизу. Кислота из абсорбера А1 с температурой 45–48 ˚С. собирается в сборнике Е–1 и после отбора продукционной кислоты (2260 – 3800 кг/ч) остальная часть подается на верх абсорбера А–1.
Абсорбер А–2 орошается раствором кислоты концентрацией 7 – 8%
масс. и с температурой 35˚С, подаваемым из сборника Е–2 абсорбера А–3. Оба
абсорбера охлаждаются оборотной водой с температурой 28˚С на входе и 35˚С
на выходе.
Абсорбер А–3 орошается раствором из насадочной колонны А–4, имеющим температуру 15–16˚С и концентрацию 3–3,3% масс хлористого водорода.
Характеристики абсорберов приведены в таблице 27.
Таблица 27. Характеристика абсорберов хлористого водорода
Показатель
А–1
А–2
А–3
Поверхность трубок, м2
140
80
50
Диаметр абсорбера, мм
1200
1000
700
Длина трубок, мм
4000
4000
4000
Число трубок
510
290
180
Толщина пленки жидкости, мм
0,3
0,03
0,04
На орошение колонны А–4 подается умягченная вода, охлажденная в
теплообменнике Т–1 до температуры 10˚С. Для улучшения смачиваемости
насадка колонны выполнена из полипропиленовых колец 50*50 и разделена на
два последовательных слоя высотой по 2640 мм. Колонна также выполнена из
полипропилена.
Абсорберы А-1 и А-2 охлаждаются оборотной водой, подаваемой противотоком орошаемой жидкости. Абсорбер А-3 охлаждается захоложенным хла-
238
дагентом (гликолевая вода) с температурой на входе 5 ºС и на выходе 10 °С,
подаваемым противотоком жидкости. В трубных пространствах абсорберов
для организации потока устанавливают по 7 сегментных перегородок с расстоянием 470 мм друг от друга.
После абсорбера А-3уходящий газ содержит 1,41% об и имеет состав:
Азот
1237,2 кг/ч
или
8,4% масс
Кислород
94,2 кг/ч
или
5,97% масс
CO2
151,2 кг/ч
или
9,58% масс
Вода
43,2 кг/ч
или
2,74% масс
HCl
51,4 кг/ч
или
3,31% масс
Всего
1577,4 кг/ч
Дальнейшее поглощение хлористого водорода целесообразно вести водой в насадочном абсорбере в 2 этапа. Объем газов на входе в колонну составляет 1192,1 м3/ч. На абсорбцию подается 2357 кг/ч воды с температурой
10˚С.
В качестве насадки используется полипропиленовые кольца размером
50х50 с удельной поверхностью 90 м2/м3, свободным сечением 0,785 м2/м2 и
эквивалентным диаметром 0,035 м.
Для данной насадки скорость газа в точке подвисания жидкости равна
1,0 – 1,12 м/с. Расчетная скорость газа в колонне 0,8 – 0,9 м/с. Площадь сечения колонны равна:
S = 1192.1/3600∙0,85 = 0,39 м2
Тогда диаметр колонны равен 0,7 м.
В колонне поглощается 51 кг/ч хлористого водорода и 27 кг/ч паров воды. Уходит из колонны кислоты 2435 кг/ч с долей HCl 2,08% масс. Плотность
орошения насадки составляет 6,04 м3/м2 ч. Доля смоченной насадки составляет
0,78, а доля активной насадки 0,91. Среднее удельное сопротивление насадки
равно 1190 Па/м.
Число Рейнольдса газового потока равно 2450;
239
Число Прандтля 1,01;
Число Нуссельта 67;
Число Галилея 2270000;
Коэффициент диффузии хлористого водорода в газе 1,3∙10-5 м2/с;
Число Рейнольдса в жидкости 56;
Число Прандтля 320;
Число Нуссельта 2,0;
Коэффициент диффузии хлористого водорода в жидкости 2,6∙10–9 м2/с;
Константа фазового равновесия mСР = 0,000312;
Коэффициент массоотдачи
βY = 0.00032 кмоль/(м2с)
βХ = 0,00212 кмоль/(м2с);
Движущая сила массопереноса ∆с равна 0,0157 мол. доли;
Коэффициент массопередачи КS = 0,00035 кмоль/(м2 · с);
Требуемая поверхность массопередачи 156,2 м2;
Объем насадки равен 2,05 м3;
На каждой ступени колонны размещаем насадку объемом 1,03 м3;
Высота насадки на каждом слое равна 2640 мм.
За счет выделения тепла при абсорбции хлористого водорода и конденсации паров воды в колонне температура раствора повышается на 16˚С. Температура уходящей кислоты 26˚С. Температура газов на выходе – 20˚С.
Степень абсорбции хлористого водорода на нижнем слое составляет 91%, на
верхнем слое 89%. Уходящий из колонны газ содержит 0,2 кг/ч хлористого
водорода и поступает на санитарную очистку содовым раствором.
В результате организации циркуляционной схемы потоков в абсорбере
А–1, улучшения смачивания поверхности трубок коэффициент массопередачи
в абсорбере А–1 возрастает до КS = 0,00014 кмоль/ м2· сек), а в абсорбере А–3
он составляет КS = 0,0051 кмоль/(м2с).
240
Организация циркуляции жидкостного потока обеспечивает условия эффективного регулирования концентрации товарной кислоты изменением кратности циркуляции.
Таким образом, предлагаемая схема позволяет снизить поверхность тепло-массобменного оборудования на 21,4 %; высоту насадочной колонны снизить с 16 метров до 6,5 метров, диаметр насадочной колонны уменьшить с 800
мм до 700 мм; исключить одну емкость с насосами и обвязкой, снизить гидравлическое сопротивление в 1,2 раза, объем стоков, передаваемых на станцию биоочистки, снизить в 1,5 раза. Общий объем снижения капитальных затрат с учетом строительно-монтажных работ составляет 18 млн. рублей. Применение принципа энергосбережения посредством циркуляции позволяет снизить затраты хладагента с температурными параметрами +5 0 С на 31 %.
5.2 Абсорбция хлористого водорода раствором
хлористого аммония
В связи с закрытием многих устаревших производств в России образовался дефицит хлоридов аммония, цинка, алюминия. Данные потребности в
солях покрываются поставками их Китая, Узбекистана и др. стран. Однако поставляемые из этих стран соли достаточно дороги и имеют крайне низкое качество. В связи с этим задача создания гибкой технологии получения на основе использования отходящих газов данной гаммы продуктов является актуальной.
Обычно хлористый аммоний получают на основе товарной соляной кислоты, либо с использованием синтетического концентрированного хлористого
водорода [18, 110] нейтрализацией кислоты аммиаком. Печные газы обезвреживания хлорсодержащих отходов и абгазов в печах сжигания характеризуются относительно малой долей хлористого водорода и большим содержанием
примесных компонентов, включая оксид углерода IV, хлор, пары воды и др.
Присутствие в печном газе примесей накладывает дополнительные условия к
241
технологическому процессу поскольку требования к качеству хлорида аммония остаются аналогичными, как и при синтезе нашатыря из качественной
кислоты или чистого синтетического хлористого водорода.
Предложена циркуляционная технология хлористого аммония из печных
газов в которой стадии абсорбции хлористого водорода и стадии нейтрализации разобщены и проходят в отдельных аппаратах, а для снижения теплового
напряжения на единицу объема реакционного оборудования процессы ведут с
циркуляцией большого объема возвратного маточного раствора [49, 98, 111].
Исследованием давления паров аммиака динамическим методом над водными
растворами в системе NH3-NH4 CL-H2O установлено (Рисунок 104), что давление аммиака при температурах 20 – 80˚С над чистым раствором хлорида аммония близко к нулю, но оно возрастает с увеличением доли свободного аммиака в изученной системе [112].
Как видно из рисунка 105, растворимость аммиака в растворах хлорида
аммония концентрацией 24-36% масс. при температуре 70°С составляет 3,32,6% масс. Снижение растворимости аммиака с ростом доли хлорида аммония
в водном растворе связано, очевидно, с действием высаливающего эффекта в
совместных растворах.
Растворимость хлористого водорода в растворах хлорида аммония концентрацией 25–30% масс выше, чем аммиака и меняется соответственно в
пределах 7,8–8,6% при температуре 70–90˚С (Рисунок 106). Как видно, из рисунка 105, повышение доли хлорида аммония в совместном растворе способствует увеличению растворимости хлористого водорода, несмотря на общность иона хлорида. Это связано, видимо, с относительно малой способностью
хлорид иона к образованию стойких гидратных оболочек вследствие слабого
сродства к молекулам воды, а также с образованием в растворе ансамблей типа NH4 Cl∙nHCl.
242
Рисунок 104. Давление паров общее (1) и давление паров аммиака
при содержании аммиака (2-10 г/л, 3-1 г/л) в растворе
хлорида аммония с концентрацией 30 %.
Рисунок 105. Растворимость аммиака (СА, % масс) в растворах хлорида
аммония концентрацией (С, % масс) при температуре 70 (1) и 90 ˚С (2)
243
Рисунок 106. Растворимость хлористого водорода (СХ , % масс) в растворах
хлорида аммония (С, % масс) при температуре 70 (1) и 90˚С (2).
С повышением температуры раствора хлорида аммония растворимость
хлористого водорода в нем понижается (Рисунок 107). Следовательно температуру орошающего раствора следует поддерживать в пределах 50-60 ºС. Ввиду ограниченной растворимости хлористого водорода поглощение его из газов
необходимо вести в 2 стадии с промежуточной нейтрализацией солянокислого
щелока аммиаком [100, 111, 113].
Растворимость оксида углерода (IV) в растворах хлорида аммония концентрацией 30 % масс при температуре 70°С и парциальной доле СО2 в газе
20% об. составляет 0,0014% масс. Растворимость оксида углерода (IV) резко
возрастает с увеличением доли свободного аммиака и для раствора с долей
аммиака 0,6 % составляет 0,72 % масс. С увеличением доли соляной кислоты
в совместном с хлоридом аммония растворе с 0 до 3% масс растворимость оксида углерода (IV) снижается в 16 раз. Все это указывает на возможность при
244
определенных условиях успешного выделения хлористого водорода из газов
без извлечения оксида углерода.
Х, % масс
10
9
1
2
8
7
30
40
50
60
70
80
90
100
Т, ºС
Рисунок 107. Влияние температуры на растворимость хлористого
водорода Х, % масс. при концентрации хлорида аммония:
1- 30 % масс, 2- 25 % масс.
2При огневом обезвреживании абгазов хлорирования в печи протекает
взаимодействие:
Н2 О(Г) + Cl2 → 2 HCl + 0,5O2
При температуре 1200°С для данной реакции для постоянных парциальных давлений, характерных для состава реального печного газа, (Рн2o =
0,015МПа,РHCl = 0,036МПа и Ро2 = 0,002МПа), парциальные давления хлора
PCl на выходе из камеры сгорания не превышает 0,26*10–41 МПа [68]. Доля
хлора свободного в печных газах при обеспечения требуемой скорости закалки не должна превышать 10–40 % об.
Заметное количество хлора в газе появляется лишь при температуре в
циклонной печи менее 600˚С. Образование таких температур противоречит
технологическому регламенту. Появление заметного количества хлора в газах
245
может произойти при низкой скорости их закалки в котле-утилизаторе в интервале температур 600-400°С или при наличии разрушения целостности футеровки печи и образования "свищей" и байпасных ходов газа между футеровкой и кожухом печи. При этом доля хлора может достигать 0,1-0,15 % об.
Поскольку растворимость хлора в воде при 20-80°С достигает значений
1,2-2,3% масс, то основная часть образовавшегося или проскочившего печь
хлора переходит в соляную кислоту, образующуюся на первой стадии абсорбции хлористого водорода из печных газов. Получаемая кислота в результате
возможно не будет удовлетворять требованиям ТУ 6-01-04689381-80-92 (массовая доля хлора не более 0,005%).
Таким образом, основными условиями исключения образования трихлорида азота как в котле-утилизаторе, так и в абсорберах является: отсутствие
хлора в печном газе, что гарантируется, автоматическим поддержанием температуры в печи 1200 ± 15°С, и отсутствие свободного аммиака в орошающем
абсорберы щелоке.
При низкой скорости закалки газов может проходить взаимодействие
хлора с азотом по реакции
N2 +3Сl2→2NCl3
Тогда на стадии абсорбции хлористого водорода с получением соляной
кислоты будет идти поглощение трихлорида азота:
NCl3 + 3Н2 O + НСl → NH4 Cl + 3НОСl
с образованием хлорноватистой кислоты, удаляемой с кислотой после растворения.
По данным [231] растворенный в соляной кислоте хлор взимодейсвует с
NH4Cl с образованием азота:
2NH4 Cl +3Cl2 → N2 + 8HCl
В связи с большей растворимостью хлористого водорода в растворе хлорида аммония по сравнению с растворимостью аммиака целесообразно сперва
получать солянокислый раствор хлорида аммония, который затем нейтрализовать аммиаком.
246
С целью сокращения большей кратности циркуляции раствора хлорида
аммония необходимо абсорбцию хлористого водорода из печного газа вести в
2 этапа с нейтрализацией солянокислого щелока после первого этапа абсорбции.
Если орошающий циркуляционный раствор хлорид аммония на стадии
абсорбции хлористого водорода при производстве нашатыря будет содержать
сводный аммиак, то существует возможность протекания также и следующих
взаимодействий:
Cl2(Г) → Cl–1 + Cl+1
NH3 (Г) + 3 Cl–1 + 3Cl+1→ NCl3 (Г) + 3HCl(Г)
NCl3 (Г) + 3H2 O → NH3+ 3HOCl
Дымовые газы печей огневого обезвреживания отходов производства
хлорорганических веществ содержат: хлористый водород 26-35% об., водяной
пар 14-16% об., кислород 2,5-3% об., азот 45-53% об. и оксид углерода 3-4,5%
об. Колебания состава газов в указанных пределах связаны с неритмичностью
подачи в печь жидких отходов и газов дыхания емкостей и аппаратов. Подача
газовых отходов со стадии хлорирования и гидрирования относительно постоянны. Для исключения образования хлорноватистой кислоты на стадии абсорбции хлористого водорода циркулирующим раствором хлорида аммония
печные газы следует очистить промывкой их раствором соляной кислоты. Поэтому после котла-утилизатора газы необходимо охладить в воздушном теплообменнике до температуры (140-150°С) выше точки росы (110°С), исключающей образование соляной кислоты при конденсации паров воды, и затем
до 80-85°С в кожухоблочном графитовым теплообменнике. В данном теплообменнике при этом конденсируется основная масса паров воды с образованием 29-30% масс. соляной кислоты, которая вместе с газами может поступать
на абсорбцию хлористого водорода в графитовым трубчатом пленочном абсорбере. При подаче прямотоком сверху и достижении на выходе температуре
76-78 ˚С выходящая снизу абсорбера кислота содержит примерно 31,5% масс
хлористого водорода и может использоваться в качестве технической соляной
247
кислоты. В этой кислоте собираются все примесные соединения, поступающие с печным газом. Взвешенные твердые частицы, «осмол» и другие примеси печной газ после соляно-кислотной промывки не содержит и в нем находиться 25-27% об. хлористого водорода. Динамическим методом определены
составы кислот конденсирующиеся при охлаждении до температуры 75°С газов, содержащих хлористый водород. Газы получали насыщением азота, пропускаемого со скоростью 500 мл в час через соляную кислоту соответствующей концентрации, нагретую при этом до 95-100°С. Газовый поток пропускали через пустую дрексельную склянку, помещенную в термостат с температурой 75˚С. Образовавшийся конденсат взвешивали и анализировали. Как видно
из рисунка 108, концентрация кислоты, образующейся в теплообменнике, перед водной абсорбцией определяется составом печного газа. Изменение доли
хлористого водорода и воды носит, судя по полученным данным, весьма
сложный характер. Поскольку подача природного газа в печь огневого обезвреживания и доля отходящих газов стадии гидрирования относительно постоянны, то доля воды в печных газах меняется мало и находиться на уровне
14-16% об.
Более показательно влияние состава печного газа отражается зависимостью отношения концентрации или парциальных давлений хлористого водорода, представленных на рисунке 109. Данная зависимость не линейна, а носит степенной характер. С увеличением доли воды в газе в 2 раза концентрация кислоты уменьшается с 30% до 26% масс.
Одновременно несколько снижается и масса образующейся кислоты (в
1,2 раза).
Схема узла промывки хлористого водорода соляной кислотой приведена
на рисунке 110.
248
Рисунок 108. Зависимость концентрации конденсата кислоты
С (% масс) от доли хлористого водорода в газе B (% масс)
при доле паров воды в газе 12 % (1), 14 % (2) и 16 % (3) масс.
Рисунок 109. Зависимость концентрации кислоты на выходе
из теплообменника (С, % масс) от отношения парциальных
давлений хлористого водорода и воды в печном газе.
249
Рисунок 110. Технологическая схема промывки печных
газов конденсатом соляной кислоты.
Печной газ из котла - утилизатора с температурой 300 °С охлаждается в
кожухотрубчатом теплообменнике Т-1 до 140-150 °С. Здесь исключается конденсация паров воды и образование соляной кислоты поскольку температура
не достигает «точки росы» (108-110 °С). В теплообменник Т-1 подается воздуходувкой В-1 охлаждающий воздух с температурой 20-30 °С. В зимний период воздух дополнительно подогревается паром в теплообменнике Т-2 до
температуры 40 °С. Этот воздух с температурой 80-85 °С используется затем
для подсушки товарного хлорида аммония до остаточной влажности менее
0,2% масс.
Далее печные газы охлаждаются в трубчатом графитовом теплообменнике Т-3 до температуры 80-85 °С и в графитовом теплообменнике - абсорбере А-1 до температуры 75-78 °С. Оба теплообменника охлаждаются оборотной
водой с начальной температурой 28 °С.
В теплообменнике T-3 конденсируется основная часть водяных паров,
приходящих с печным газом. Взаимодействуя с конденсатом, в нем образуется
250
соляная кислота с долей хлористого водорода 28-29% масс. Кислота вместе с
газом поступает в верхнюю часть теплообменника-абсорбера А-1 куда подается прямотоком с газами и умягченная вода. Выходящая из теплообменника
кислота содержит 31,5% масс хлористого водорода. Она собирается в емкость
Е-1 откуда насосом Н-1 перекачивается на склад. Печной газ, уходящий из абсорбера А-1, содержит 24-17% об. хлористого водорода.
Теплообменник - абсорбер А-1 представляет собой кожухотрубчатый
графитовый теплообменник с плавающей головкой. В нем трубчатый пучок,
заключенный в металлический кожух, состоит их графитовых труб, трубных
решеток и поперечных перегородок. В верхней трубчатой решетке установлены распределительные колпачки с прорезями для пленочного распределения кислоты по трубам. При объеме печных газов 2200 мм3/ч поверхность
теплообменника Т-3 равна 56 м2 , абсорбера А-1 98 м2. При прямотоке печного
газа и кислоты в трубках в абсорбере достигается средний коэффициент массопередачи Ку=0,00012кмоль/(м2· сек). Коэффициент теплопередачи в теплообменнике-абсорбере составляет примерно 300 Вт/(м2∙К). Число Рейнольдса газового потока равно 3800 - 4000, число Прандтля газового потока равно
0,7-0,8 и число Нуссельта газового потока 12–14.
Коэффициент массоотдачи хлористого водорода их газового потока к
поверхности
раздела
фаз
βГ = 0,0003–0,0004 м/сек
βу=0,00012–
0,00013 кмоль/(м2· сек). Коэффициент массоотдачи хлористого водорода по
поверхности раздела фаз в пленку абсорбента βж= (2–2,6)*10–5 м/сек
βх = 0,00013–0,00015 кмоль/ (м2· сек).
При абсорбции хлористого водорода в кожухотрубчатом абсорбере раствором с долей хлористого аммония 26% масс. изменение концентрации HCl в
печном газе в интервале 5–40% масс как и при абсорбции соляной кислотой
незначительно влияет на эффективность поглощения хлористого водорода
(Рисунок 111).
251
Рисунок 111. Влияние концентрации хлористого водорода (С, % масс) в
печном газе на степень поглощения его (η, %) и коэффициент массопередачи
(Ks, кмоль/(м2· сек) 26 %-ным (масс.) раствором хлорида аммония.
Степень поглощения составляет 48,8 – 49%.
Одновременно с ростом массы абсорбируемого хлористого водорода коэффициент массопередачи возрастает с ростом концентрации HCl в газе с 5 до
40% масс. с 1,9∙10–4кмоль/(м2 · сек) до 2,74∙10–4кмоль/(м2· сек).
При абсорбции раствором хлорида аммония коэффициенты массопередачи в
1,2 – 1,3 раза выше, что объясняется протеканием хемосорбции хлористого
водорода с образованием комплексов типа NH4Cl∙nHCl.
При прочих равных условиях степень абсорбции хлористого водорода с
повышением скорости газа в трубках с 1,5 м/с до 3,2 м/с возрастает в 1,26 раза
(рисунок 112).
Увеличение плотности орошения абсорбера с 5 м3/(м2ч) до 8 м3/(м2ч)
способствует росту степени абсорбции хлористого водорода с 33% до 49–50%
(рисунок 113). Дальнейшее увеличение плотности орошения до 13 м3/(м2ч)
мало сказывается на величине достигаемой в абсорбере степени поглощения.
252
Рисунок 112. Влияние скорости газа (W, м/с) на степень абсорбции
хлористого водорода (η, %) раствором 26% масс. хлористого аммония
при доле HCl в газе 40,8% масс., плотность орошения 6 м3/(м2с)
Рисунок 113. Влияние плотности орошения (L0 , м3/(м2· ч))
кожухотрубчатого абсорбера 26% масс раствором хлорида аммония
при доле HCl в газе 40,8% масс. и скорости газов 2,2 м/с.
253
Изменение концентрации хлорида аммония в растворе орошающем
трубки абсорбера в пределах 26 – 38% масс. при равных плотностях орошения
(L0 = 6 м3/(м2ч)) незначительно увеличивает степень поглощения с 48 до 51%
при скорости газа в трубках 2,2 м/с и доле HCl в исходном газе 40,8% масс.
С понижением средней температуры поглощающего раствора хлорида
аммония в абсорбере с 85˚С до 60˚С степень абсорбции хлористого водорода
при плотности орошения 6м3/(м2ч) и скорости газа 2,2 м/с раствором, содержащим 26% масс. хлорида аммония, возрастает в 1,18 раза с 49% до 57,8%.
Таким образом, применение принципа энергосбережения посредством
циркуляции маточного раствора при абсорбции хлористого водорода позволяет обеспечить получение после нейтрализации щелока раствора, содержащего
38 % хлорида аммония, что позволяет избежать энергозатратной сушки.
5.3 Абсорбция аммиака и хлористого водорода
раствором хлористого аммония
На санитарную очистку печные газы поступают из абсорбера улавливания хлористого водорода циркулирующим раствором маточника, содержащим
хлорид аммония. Предложено их очистку вести совместно с газами дыхания
реакторов нейтрализации солянокислых щелоков. В печном газе содержится
до 1% об. HCl и 10–11% об водяных паров. Перед колонной они смешиваются
с газами, идущими из конденсатора паров аммиака, содержащими до 2% об.
аммиака. На входе газов в санитарную колонну в них содержится около 1% об
HCl;~ 0,15% об.NH3и до 14% водяных паров. В случае работы системы только
на выпуск соляной кислоты поток газов из конденсатора отсутствует. Следовательно в санитарной колонне происходит абсорбция только одного хлористого водорода, либо же идет одновременное поглощение и хлористого водорода, и аммиака, и даже тумана хлорида аммония. Поглощение данных компонентов из данной сложной системы может проходить с различными скоростями и со взаимным влиянием на процесс. С целью оценки эффективности
254
поглощения каждого компонента было проведено исследование абсорбции из
газов, содержащих каждый из этих компонентов. Их долю в исходном газе
поддерживали в равных количествах, равных 0,05 моль/м3 .
Исследование проводили в стеклянной колонке диаметром 0,03 м и высотой 0,32 м. Исходный газ получали добавлением к воздуху, нагретому до
55˚С,
необходимого количества хлористого водорода, аммиака или обоих
компонентов одновременно. Колонку орошали 20% раствором хлорида аммония, поддерживая плотность орошения 5 м3/(м2ч). Скорость газов в сечении
колонны составляла 0,4 м/с. Результаты опытов приведены в таблице 28 [114].
Таблица 28. Результаты очистки газов в насадочной колонке
20%-ным раствором хлорида аммония.
Поглощаемый компонент
Хлористый водород
Аммиак
Туман хлористого аммония
Влагосодержание га-
Степень абсорбции,
за, % об.
%
2,4
20
10,6
24
2,2
15
6,8
16
11,1
18
2,2
15
5,7
26
12,0
28
Как видно из таблицы 28, в равных условиях поглощение хлористого водорода проходит наиболее эффективно. Так, при влажности газа 2,2 – 2,4 %
об. степень поглощения хлористого водорода в 1,25 раза выше, чем аммиака и
в 1,33 раза выше, чем тумана хлорида аммония [114].
С повышением влажности газа до 10,6 – 12 % об. в результате охлаждения газа до 25 – 27 °С, видимо, создаются условия для конденсации паров воды. Одновременное улавливание компонента и паров воды способствует по-
255
вышению степени абсорбции всех компонентов на 2–4 % и особенно поглощению тумана хлорида аммония (на 13%). Присутствие в отходящих газах до
10 % об. паров воды способствует успешной очистке газов.
Изучена очистка газа, содержащего 1,27 г/м3 аммиака и 10–11% об паров
воды, в насадочной колонне диаметром 0,63 м, высотой слоя насадки из полипропиленовых колец размером 50х50, равного 3,2 м [116]. Колонну орошали
20% раствором хлорида аммония с температурой 20–25 °С. Расход газов составлял 0,22 м3/с, скорость в сечении колонны 0,7 м/с. Плотность орошения
меняли в пределах 4 – 10 м3/(м2ч).
Газы, поступающие из нейтрализатора щелоков и кристаллизаторов после прохождения конденсатора Т1 смешиваются с газами после абсорбции.
Смесь поступает на насадочную санитарную колонну К1. Далее, пройдя санитарную колонну К2и центробежный скруббер С1 поступает на всас дымососа
Д1 и выбрасывается в атмосферу. Состав газов на входе в каждый аппарат
приведен в таблице 29.
Таблица 29. Состав газов перед аппаратами санитарной очистки газов.
Параметр
Содержание компонентов на входе в аппарат,
% об.
Т1
К1
К2
С1
Д1
-
1,0
0,087
0,003
-
Аммиак
20,45
0,17
0,014
0,0016
-
Вода
78,55
17,0
6,6
6,0
5,4
Кислород
-
3,4
3,9
3,1
3,26
Диоксид углерода
-
5,0
5,7
4,5
4,74
Азот
1
73,4
83,74
86,4
86,6
43,8
863,2
757,2
751,5
747,0
Хлористый водород
Объем газов, нм3/ч
Как видно из рисунка 114, с увеличением плотности орошения с 4 до 10
м3/(м2ч) степень абсорбции аммиака возрастает с 82 – 88%. Коэффициент мас-
256
сопередачи меняется в пределах 0,032 –0,037кмоль/(м2· сек). Присутствие в
20% растворе хлорида аммония до 1% масс. свободной соляной кислоты повышает степень абсорбции аммиака при плотности орошения 6 м3/(м2ч) с 83,3
до 86% [111, 112].
Рисунок 114. Влияние плотности орошения насадки (L0 , м3/(м2ч))
на степень поглощения аммиака (η, %) и коэффициент
массопередачи (КS, кмоль/(м2с)) при температуре 35˚С.
Как видно из рисунка 115, с увеличением концентрации хлорида аммония в орошающем растворе с 5 до 20% масс. степень абсорбции аммиака понижается при прочих равных условиях (L0 = 6 м3/(м2ч), скорость газа 0,7 м/с,
температура 35˚С) с 95,2% до 83,3% (в 1,15 раза).
С понижением температуры орошающего насадку раствора, содержащего 20% хлорида аммония, с 35 до 10˚С степень абсорбции паров аммиака повышается на 8,7% с 83,3% до 92% (рисунок 116) (линия 1), а при содержании
в растворе 5% хлорида аммония (линия 2) степень абсорбции аммиака при
температуре 10˚С составляет 96,5%.
257
Рисунок 115. Влияние концентрации хлорида аммония (С, % масс) в
орошающем растворе на степень поглощения (η, %) паров аммиака при плотности орошения L0 = 6 м3/(м2 ч), скорости газа 0,7 м/с, температуре 35 ˚С.
Совместное поглощение хлористого водорода и аммиака раствором хлорида аммония в значительной мере определяется мольным отношением хлористого водорода и аммиака в исходном газе. Как видно из данных рисунка
116, наибольшая степень поглощения обоих компонентов достигается при эквимолярном соотношении HCl :NH3 .
В данных опытах доля аммиака в газе была постоянной (0,1% масс), а
долю хлористого водорода меняли в пределах 0–1,4% масс.
Следует отметить, что за исключением эквимолярного соотношения во всех
случаях степень поглощения аммиака (Рисунок 117 линия 2) была ниже степени поглощения хлористого водорода (Рисунок 117 линия 1). Это объясняется более высокой летучестью аммиака при равных мольных концентрациях в
растворе по сравнению с хлористым водородом, что подтверждается данными
по давлению их паров над растворами хлорида аммония.
258
Рисунок 116. Влияние температуры раствора абсорбента (Т, ˚С)
на степень поглощения (η, %) паров аммиака при L0 = 6 м3/(м2ч),
скорости газа 0,7 м/с.
При степени абсорбции паров аммиака совместно с хлористым водородом равной 93–95% уходящих из абсорбера газ содержит 0,006% масс аммиака (86 мг/м3).
При очистке данного газа в насадочной колонне орошаемой 5–6% раствором хлорида аммония с температурой 10˚С достигается извлечение из газа
в раствор дополнительно 98% оставшихся паров аммиака.
В результате при наличии двух колонн в уходящем из второй насадочной колонны газе содержание аммиака не будет превышать 1,7 мг/м3 .
Характеристика абсорбционных колонн улавливания паров аммиака
представлены в таблице 30.
259
Рисунок 117. Влияние мольного соотношения хлористого водорода
к аммиаку в исходном газе на степень поглощения их раствором,
содержащем 20% хлорида аммония при температуре раствора 35˚С,
плотности орошения L0 = 6 м3/(м2ч).
Таблица 30. Характеристика санитарных колонн.
Наименование параметра
Первая колонна
Вторая колонна
Диаметр колонны, мм
630
630
Высота насадки, мм
3200
2х2600
Поверхность насадки, м2
96
156
Плотность орошения, м3/(м2 ч)
6
6
Температура раствора, ˚С
30–35
10
0,033
0,45
Коэффициент массопередачи, КS,
кмоль/(м2 с)
Для расчета состава газов и расчета массопередачи необходимы данные
по давлению паров хлористого водорода, аммиака и воды над растворами
260
хлористого аммония, содержащими хлористый водород или аммиак (стадия
нейтрализации солянокислого щелока хлорида аммония). В литературе [115]
имелись сведения по давлениям над бинарными растворами: хлористый водород – вода и аммиак – вода.
Равновесные давления паров хлористого водорода и аммиака, необходимые для расчета массопередачи, определены нами динамическим методом
[111 - 113].
Как видно из рисунков 118 и 119, равновесные давления паров хлористого водорода с увеличением его доли в солянокислом растворе растет и понижается с увеличением доли хлористого аммония в совместном растворе.
Температурная зависимость давления паров хлористого водорода над солянокислым раствором выражается уравнением вида:
Lg РHCl= А + В/Т
Содержание NH4Cl в растворе: 1 и 3 – 30%; 2 и 4 – 38%
Температура: 1 и 2 – 80 °С; 3 и 4 – 100 °С
Рисунок 118. Влияние доли HCl в солянокислом растворе хлористого
аммония на равновесное давление HCl над раствором.
261
Содержание NH4Cl в растворе: 5 – 20%; 6 – 26%
Рисунок 119. Влияние доли HCl в солянокислом растворе хлористого
аммония на равновесное давление HCl над раствором при температуре 60 °С.
Давление паров воды над совместными растворами с хлоридом аммония
по сравнению с раствором соляной кислоты с равной долей HCl также понижается ~ 1,15 раза, а общее давление снижается в 1,23 раза.
Как видно из рисунка 120, присутствие хлорида аммония в совместном
водном растворе с аммиаком способствует росту давления паров аммиака по
сравнению с раствором аммиак – вода равной концентрации.
При температурах 10 – 30 °С давление паров аммиака над раствором
хлористого аммония, содержащим 0,1 % аммиака, возрастает с повышением
концентрации соли в растворе.
Так, при температуре 10 °С с увеличением доли хлористого аммония в
растворе с 0 до 16 % давление паров аммиака над раствором возрастает с 0 до
16 Па. Рост давления аммиака объясняется высаливающим действием хлорида
аммония в их совместном растворе.
262
Температура: 1 – 10 °С; 2 – 20 °С; 3 – 30°С
Рисунок 120. Влияние доли NH4 Cl в растворе на равновесное давление паров
аммиака над совместным раствором с долей аммиака 0,1 %.
Давление паров воды над совместным раствором с повышением доли
хлорида аммония в растворе с 0 до 16 % понижается в 1,17 раза, а общее давление паров возрастает в 1,5 раза.
Таким образом, установка двух санитарных колонн, орошаемых соответственно 25% и 5% раствором хлористого аммония позволяет обеспечить снижение в уходящем газе аммиака и хлористого водорода до значений порядка
ПДК в воздухе рабочей зоны.
В результате исследования абсорбции хлористого водорода циркулирующим маточным раствором подтверждена возможность получения хлористого
аммония без применения стадии выпарки растворов с обеспечением экологических норм очистки газовых выбросов.
263
6. Растворение карбоната натрия в солевых растворах
и свойства растворов
Получение содовых растворов или суспензий является широко распространенным приемом, данная стадия в технологии натриевых солей предшествует стадии нейтрализации кислот или кислотосодержащих растворов. В
связи с отсутствием сведений по скоростям растворения карбоната натрия в
солевых растворах и по равновесию в образующихся совместных растворах
солей возникла необходимость в их экспериментальном изучении. Индивидуальность этих данных для каждой конкретной системы и в будущем будет
приводить к необходимости дополнительного исследования с учетом специфики конкретных солевых систем. В данной работе нами изучены процессы
получения суспензий карбоната натрия в совместных растворах с фосфатами
натрия.
6.1 Равновесная растворимость в системе Na2 CO3-Na2HPO4 -H2O
Для расчета технологических параметров процесса содорастворения
необходимы данные по равновесной растворимости в совместной системе
Na2CO3-Na2HPO4 -H2 O.
В связи с отсутствием в литературе сведений по совместной растворимости карбоната и фосфата натрия выполнено исследование растворимости в
трехкомпонентной системе Na2CO3-Na2 HPO4 -H2 O при 80° C и скорости перехода безводного карбоната натрия в одноводную соль в процессе получения
содовой суспензии [186].
Равновесное насыщение проводили в термостатированной пробирке с
мешалкой и обратным холодильником. Для насыщения брали растворы динатрийфосфата, содержащие 6, 12, 20, 35 и 51% динатрийфосфата. Суспензию
выдерживали при температуре 80° C в течение 8 часов и отбирали пробу
насыщенного раствора для анализа на содержание карбоната натрия (по объе-
264
му CO2газометрически [198]) и фосфата натрия (по P2O5 фотоколориметрически [198]). Для изучения насыщения системы фосфатом натрия раствор, содержащий 48% динатрийфосфата, смешивали со смесью 1 весовой части безводного карбоната натрия с 2 весовыми частями безводного динатрийфосфата,
полученного обезвоживанием 12 водной соли квалификации «XЧ» при температуре 140° C до постоянного веса. Количество соли и смеси солей соответствовало отношениям 3:1, 2:1, 15:1, 1:1, 1:2 (точки 1-5 на рисунке 121). Составу смеси солей соответствует точка S на диаграмме.
Рисунок 121. Диаграмма растворимости в системе
Na2CO3-Na2HPO4 -H2 O при 80 °С.
265
Состав равновесных твердых фаз установлен методом Скрейнемакерса
[199] по пересечению линий соединяющих точки состава насыщенных растворов и точек состава исходной смеси раствора с карбонатом натрия или смесью
солей.
В твердой фазе содовой суспензии определяли долю гидратной влаги весовым методом после сушки осадка при 120-140°С [118]. Перед сушкой осадок промывали ацетоном для удаления жидкой фазы и сушили в термостате
при 100-105°С [119].
Результаты исследования представлены на рисунке 121 в виде диаграммы состояния трехкомпонентной системы. Линия mE на диаграмме представляет растворы, насыщенные одноводным карбонатом натрия, а линия nE –
двухводным динатрийфосфатом. При температуре 80° С в данной системе
осаждение двойных солей и безводных индивидуальных солей не происходит.
В совместном растворе карбонат натрия высаливается более растворимым динатрийфосфатом. Растворимость его с ростом доли динатрийфосфата
снижается с 31,4% (в воде) до 27% в растворе, содержащем 55% динатрийфосфата. Растворимость динатрийфосфата в совместных растворах с увеличением доли карбоната натрия в нем растет с 52% (в воде) до 55% в растворе,
содержащем 27 % карбоната натрия.
Полученные данные по равновесной растворимости позволяют полагать,
что в процессе выдержки содовой суспензии безводный карбонат натрия, как
метастабильная фаза, продолжает растворяться при одновременном осаждении одноводного карбоната натрия.
Анализ твердой фазы содовой суспензии, полученной растворением соды в 20 % растворе динатрийфосфата, на содержание гидратной влаги показывает, что по мере выдержки суспензии при температуре 80° С доля гидратной
влаги в осадке составляет через 60 минут 8,6 % масс., через 120 минут она
возрастает до 10,8 %, через 4 часа до 12,9 % и через 8 часов до 13,9 %. Судя
по полученным данным, полный переход безводного карбоната натрия в одноводную соль, доля гидратной влаги в которой составляет 14,5 %, не дости-
266
гается. Степень перехода карбоната натрия в одноводный кристаллогидрат за
8 часов составляет 88,2 % и практически не меняется с дальнейшим увеличением времени выдержки суспензии до 24 часов (88,5 %). Можно предположить, что выпадающий одноводный карбонат натрия частично отлагается на
поверхности кристаллов безводного карбоната натрия, экранирует поверхность растворения и препятствует дальнейшему растворению частиц соды.
В процессе приготовления содовой суспензии из-за связывания части
воды в кристаллогидрат карбоната натрия доля равновесной жидкой фазы
уменьшается с одновременным ростом массы равновесной твердой фазы. В
результате массовое соотношение жидкой и твердой фаз (Ж:Т) в содовой суспензии снижается с 5,2 до 4,1-4,6.
Сравнение высаливающих активностей хлорида и двухзамещенного
фосфата натрия показывает (рисунок 122), что активность хлорида натрия
значительно выше, чем динатрийфосфата.
Это объясняется меньшим числом молекул воды в гидратной оболочке
иона хлорида по сравнению с гидратной оболочкой иона фосфата.
При растворении карбоната натрия в растворе мононатрийфосфата протекает взаимодействие:
2NaH2PO4 + Na2 CO3 = 2 Na2 HPO4 + H2O + CO2
В результате рН раствора постепенно возрастает и через 4 часа перемешивания достигает значения рН=10, как и при растворении карбоната натрия в растворе динатрийфосфата (Рисунок 123).
При получении фосфатов и сульфатов натрия нейтрализацией соответствующих кислот карбонатом натрия соду для нейтрализации подают в твердом виде или в виде содовой суспензии в насыщенном растворе. Поскольку
при нейтрализации выделяется оксид углерода IV, то при взаимодействии
кислоты с порошкообразной содой наблюдается интенсивное вспенивание
массы. Для исключения выброса пены из нейтрализатора вынуждены поддерживать коэффициент заполнения нейтрализатора в пределах 0,45 – 0,5 [120].
Это непроизводительно увеличивает их объем. При нейтрализации кислот
267
насыщенным раствором карбоната натрия или содовой суспензией процесс
нейтрализации проходит более спокойно. Нейтрализация протекает во всем
объеме реакционной массы с образованием более крупных пузырьков оксида
углерода IV и пенообразование в аппарате снижается. Это позволяет поддерживать в нейтрализаторе коэффициент заполнения аппарата равный 0,8. Поэтому нейтрализацию фосфорной кислоты в производстве фосфатов натрия
целесообразно проводить с использованием содовой суспензии.
Рисунок 122. Влияние концентрации высаливающей соли (динатрийфосфат - линия 1 и хлорид натрия - линия 2)
на равновесную растворимость карбоната натрия
в совместных растворах при температуре 60 °С.
268
Рисунок 123. Изменение рН раствора при растворении карбоната натрия
в растворе мононатрийфосфата (линия 1) и в растворе динатрийфосфата
(линия 2) при 80 °С.*
В действовавшем ранее производстве ди- и тринатрийфосфатов нейтрализацию фосфорной кислоты вели содовой суспензией, содержащей карбонат
натрия в количестве 430 – 470 г/л.Получаемый в результате нейтрализованный
раствор вынуждены были упаривать в выпарных аппаратах перед подачей на
кристаллизацию.
При кристаллизации из полученных растворов выделяли двухзамещенные и трехзамещенные фосфаты натрия в виде двенадцативодных кристаллогидратов. Для получения продукта в виде менее водных кристаллогидратов
(Na2 НРО4 ∙7 Н2 О и Na3 РО4 ∙ 10 Н2О) перед кристаллизацией солей необходимо получать более концентрированные растворы путем осуществления циркуляции части нейтрализованного фосфатного раствора (или маточника после
отделения кристаллов продукта)
готовления содовой суспензии.
на стадию нейтрализации или стадию при-
269
Для сокращения энергетических затрат, исключения необходимости
упаривания нейтрализованного раствора динатрийфосфата или тринатрийфосфата, а, главное, достижения возможности выделения из раствора продуктов в виде семиводного динатрийфосфата или десятиводного тринатрийфосфата необходимо готовить более концентрированную суспензию с содержанием в ней 500 – 540 г/л карбоната натрия.
При подаче в водный раствор или в совместный с динатрийфосфатом
раствор количества соды сверх необходимого на образование насыщенного
раствора после достижения в растворе концентрации насыщения карбонатом
натрия дальнейшее растворение при температуре выше 35,37 оС проходит по
схеме:
Na2CO3(тв)
→Na2CO3(р)
Na2CO3(р)+Н2 О→Na2 CO3∙Н2 О(р)
Na2CO3∙Н2О (р)→Na2 CO3∙Н2 О (тв)
При этом происходит одновременное растворение ранее внесенной
навески безводного карбоната и осаждение одноводной соли, растворимость
которой с ростом температуры понижается. Это и объясняет меньшее значение степеней растворения навесок соды при более высоких температурах растворения, определяемые экспериментально.
Плотность кристаллов одноводного карбоната (2250 кг/м 3 ) в 1,12 раза
меньше плотности кристаллов безводной соды. Выпадающие кристаллы одноводного карбоната имеют относительно меньшие размеры. Все это снижает
скорость декантации твердых частиц суспензии и улучшает ее текучесть.
В соответствии с данными равновесной растворимости (рисунок 121) в
насыщенном водном растворе находится 350 – 380 г/л карбоната натрия. Следовательно, еще 190 – 230 г/л карбоната должно быть взвешено в суспензии в
виде твердой дисперсной фазы. Отсюда отношение масс жидкой и твердой фаз
(Ж:Т) в содовой суспензии, содержащей 520 – 540 г/л карбоната натрия, равно
4,6 – 5,8.
270
В случае рецикла маточного раствора для получения десятиводного тринатрийфосфата растворение соды следует вести в растворе, содержащем 14 –
20 % динатрийфосфата, а для получения семиводного динатрийфосфата – в
растворе с долей динатрийфосфата 11 – 15 %.
6.2.Свойства растворов карбоната и фосфата натрия
В связи с отсутствием данных по физико–химическим свойствам совместных растворов соды и фосфатов натрия, а так же бинарных растворов
двух- и трехзамещенных фосфатов натрия при температурах 70-100 °С определены плотность и вязкость указанных растворов.
Плотность растворов определяли пикнометрически по методике, изложенной в [121]. Полученные экспериментально значения плотностей растворов приведены в таблице 31.
Как видно из данных таблицы 31, при близких значениях концентраций
растворов (% масс) плотность раствора карбоната натрия несколько выше
плотности растворов фосфатов натрия.
Однако плотность растворов карбоната натрия и динатрийфосфата равных мольных концентраций становится примерно равными. Плотность растворов ДНФ на 2-3 % превышает плотность карбоната натрия, что можно объяснить большим числом молекул воды во вторичной гидратной оболочке, что
характерно для двух-трехзарядных ионов фосфатов. Сравнение плотности
совместных растворов карбоната и динатрийфосфата и бинарного раствора
динатрийфосфата равных суммарных концентраций показывает, что совместные растворы имеют большие (в ~ 1,03 раза) плотности, чем плотности бинарных растворов.
Плотность раствора динатрийфосфата выше плотности раствора и тринатрийфосфата, и мононатрийфосфата. Однако, сравнение плотности растворов фосфатов с примерно равными мольными концентрациями показывает,
271
что плотность раствора с увеличением числа атомов натрия в молекуле фосфата закономерно возрастает [122].
Как видно из рисунка 124, для свободной фосфорной кислоты с мольной
долей кислоты 2,5 моль/л плотность раствора при 80 оС равна 1105 кг/м 3 , для
раствора мононатрийфосфата равной мольной концентрации – 1180 кг/м 3 , для
динатрийфосфата – 1220 кг/м 3 и для тринатрийфосфата – 1247 кг/м 3 . Это объясняется упорядочиванием структуры раствора с увеличением степени замещения ионов водорода в фосфорной кислоте из-за уменьшения в растворе доли ''свободных'' молекул воды, не участвующих в формировании гидратных
оболочек ионов.
Таблица 31. Плотность растворов карбоната натрия (КН),
динатрийфосфата (ДНФ), тринатрийфосфата (ТНФ).
Состав раствора, % масс
Плотность (кг/м 3 ) при температуре
КН
ДНФ
ТНФ
70
80
90
100
30[82]
0
-
1298
1292
1285
1278
31
6,2
-
1316
1312
1307
1299
31,4
13
-
1337
1326
1320
1315
32
0
-
1330
1319
1308
1301
-
30
-
1232
1227
1220
1211
-
32,6
-
1258
1252
1240
1228
-
36,3
-
1290
1280
1271
1262
-
41,6
-
1322
1313
1304
1297
-
-
25,8
1211
1208
1206
1204
-
-
31,1
1254
1246
1236
1225
-
-
36,6
1282
1274
1264
1253
272
Рисунок 124. Влияние числа атомов натрия (n) в фосфате на плотность
растворов (ρ) с мольной долей 2,4 – 2,6 моль/л при температуре 80оС.
Некоторое уменьшение темпа прироста плотности растворов от мононатрийфосфата к тринатрийфосфату можно отнести на счет частичного протекания гидролиза солевых растворов, меняющего реальный состав растворов:
Na 3 РО 4 + Н 2 О
→ Na 2 НРО 4 + NaОН
Na 2 НРО 4 + Н 2 О → NaН 2 РО 4 + NaОН
Вязкость растворов, определенная с помощью капиллярных вискозиметров ВПЖ – 1, приведена в таблице 32. Методика определения вязкости описана в [123].
Аналогично плотности вязкости растворов карбоната натрия больше
вязкости растворов динатрийфосфата (~ в 1,3 – 1,4 раза). Сравнение вязкостей
растворов с равными мольными долями солей показывает, что вязкость бинарного раствора динатрийфосфата уже в 1,12 – 1,58 раза выше, чем вязкость
бинарного раствора карбоната натрия. Вязкость совместных растворов динатрийфосфата и карбоната натрия в 1,4 – 1,8 раз выше вязкости бинарного раствора фосфата натрия.
273
Таблица 32. Динамическая вязкость (мПа∙сек) совместных и бинарных
растворов карбоната натрия (КН), мононатрийфосфата (МНФ),
динатрийфосфата (ДНФ) и тринатрийфосфата (ТНФ) [122].
Вязкость при температуре, о С
Состав раствора, % масс
КН
МНФ
DНФ
ТНФ
26
-
-
-
1,74
1,38
1,12
0,83
31
-
-
-
2,60
2,04
1,58
1,33
31
-
6,2
-
3,41
2,72
2,15
1,75
31,4
-
13
-
4,24
3,40
2,61
2,13
70
80
90
100
-
28
-
-
1,03
0,812
0,67
0,53
-
58
-
-
5,78
4,28
3,67
2,21
-
65,4
-
-
7,47
5,53
4,38
2,83
-
-
30
-
1,74
1,27
0,86
0,63
-
-
32,6
-
2,70
2,01
1,51
1,03
-
-
36,3
-
4,23
2,98
2,25
1,50
-
-
41,6
-
5,82
4,76
3,70
3,21
-
-
-
25,8
1,86
1,53
1,20
0,87
-
-
-
31,1
3,62
2,64
2,06
1,55
-
-
-
36,6
4,70
3,42
2,95
2,40
Температурная зависимость вязкости растворов фосфатов и карбонатов
описывается, как видно из рисунка 125, уравнением вида:
ℓq ή= А + В Т
В растворах с равными мольными долями фосфатов (2,4 – 2,6 моль/л)
вязкость растворов возрастает пропорционально увеличению числа замещающих атомов натрия в молекуле фосфата (рисунок 126).
Это еще раз подтверждает увеличение доли молекул воды, связанных с
ионами фосфата, с ростом заряда фосфат – иона.
274
2,6
2,7
2,8
2,9
3
1 -3
·10
Т
-2,2
5
-2,6
2
4
1
3
-3
ℓq ή
1 – 31% карбонат натрия; 2 – 31% карбоната натрия и 6,2% динатрийфосфат;
3 – 31% карбонат натрия и 13% динатрийфосфат;
4 – 36,6% тринатрийфосфат; 5 – 41,6% динатрийфосфат.
Рисунок 125. Зависимость вязкости растворов (ή,Па*с) от температуры (Т,оК).
Рисунок 126. Влияние числа замещающих атомов натрия в молекуле
фосфата (п) на вязкость растворов при доле фосфатов 2,4 – 2,6 моль/л
и температуре 80оС.
275
6.3. Свойства солянокислых растворов хлористого аммония
Ввиду отсутствия данных по свойствам солянокислых растворов хлористого аммония были определены экспериментально плотность, вязкость растворов [124, 125] и давление паров над ними [112].
Плотность растворов в системе NН4 Сl – НСl – Н2 О приведена в таблице
33.
Таблица 33. Плотность растворов в системе NН4Сl – НСl – Н2 О.
Состав раствора, % масс
NН4 Сl
Плотность (кг/м 3 ) при температуре
НСl
40
60
70
80
90
26[115]
0
1072
1062
1057
1048
1044
25
6
1119
1114
1108
1099
1094
31[115]
0
1088
1077
1072
1064
1061
30
6
-
-
1126
1120
1118
38[115]
0
-
-
1090
1085
1083
0
18[115]
1078
1069
1063
1059
1052
0
21[115]
1092
1082
1077
1071
1067
0
26[115]
1117
1107
1102
1096
1093
0
32
1148
1138
1133
1127
1124
Вязкость растворов солянокислого хлористого аммония приведена в
таблице 34.
Как видно из таблицы 34, вязкость хлоридов в 2 – 3 раза меньше вязкости фосфатов, в связи с меньшей склонностью хлорид иона к образованию
жидких гидратов в растворе по сравнению с ионами фосфатов. Зависимость
вязкости растворов в данной системе от температуры также описывается
уравнением
вида (рисунок 127): ℓq ή = А + В Т
Сравнение линий 3 и 4 ( ∑ NН4 Сl + НСl= 32), а также линий 2 и 5 ( ∑
NН4Сl + НСl = 36 - 38), показывает, что присутствиеNН4Сlв совместном рас-
276
творе повышает энтропию вязкостного истечения раствора, поскольку наклон
линий 4 и 5 к оси 1/Т больше наклона линий 2 и 3 (Рисунок 127).
Таблица 34. Динамическая вязкость растворов в системе
NН 4 Сl – НСl - Н 2 О [124].
Состав раствора, %
Вязкость (мПа∙сек) при температуре, оС
масс
НСl
40
60
70
80
90
26 [126]
-
0,74
0,56
0,50
0,45
0,40
26
6
0,77
0,61
0,59
0,54
0,51
31[126]
-
-
0,60
0,54
0,47
0,44
30
6
-
-
0,59
0,51
0,46
38[126]
-
-
-
1,24
1,18
1,12
NН 4 Сl
-
18 [47]
0,96
0,763
0,695
0,640
0,595
-
21
1,054
0,822
0,753
0,696
0,651
-
26
1,146
0,910
0,831
0,767
0,716
-
32
1,279
0,997
0,901
-
-
Давление паров хлористого водорода и аммиака над солянокислыми
растворами хлористого аммония определяли динамическим методом по методике, описанной в [127]. В качестве газа-носителя использовали азот, пропуская его через термостатированный насытитель с исследуемым раствором со
скоростью 1 л/час. Унесенные пары воды и аммиака улавливали из газаносителя серной кислотой, а в опытах с растворами хлорида аммония, насыщенными хлористым водородом, пары хлористого водорода улавливали из газа-носителя 0,01 н раствором гидроксида натрия. Содержание хлорид-иона в
щелочных поглотителях определяли аргентометрически с использованием в
качестве индикатора К2СrО4.
277
Рисунок 127. Зависимость вязкости растворов:1 – 26%NН 4 Сl; 2 – 38%НСl;
3 – 32%НСl; 4 – 26%NН 4 Сl и 6%НСl; 5 – 30% NН 4 Сlи 6%НСl (ή, мПа∙сек)
от температуры (Т,оК).
Значение рН в пробах отработанной щелочи перед титрованием снижали до
10,5 добавлением раствора азотной кислоты. Давление паров определяли по
уравнению:
Pi= (Vi· Рбар)/(Va+VNH3 +VHCl+VH2O),
где Рбар – атмосферное давление в данном опыте; Vi – объем пара компонента;
Va – объем сухого газа-носителя, прошедшего через насытитель.
Объем азота вычисляли по уравнению:
Va = (VВ – Р`Н2О· VВ/Р)· Т/Т`,
где VВ – объем азота, собранного в аспираторе, равный объему вытекшей воды;
278
Р`Н2О и Т` - давление и температура (о К) насыщенного пара воды в аспираторе.
VNH3 , VHCl и VH2O находили из уравнений:
VNH3 = (GNH3/MNH3)· (Vo · 760· T)/(273· Р);
VHCl= (GHCl/MHCl)· (Vo· 760· T)/(273· Р);
VH2O = (GH2O/MH2O)· (Vo· 760· T)/(273· Р).
Где GNH3, GHCl, GH2O – вес аммиака; хлористого водорода или воды, поглощенных в поглотителях; MNH3 , MHCl, MH2O – молекулярные веса аммиака, хлористого водорода или воды; Vo– мольный объем компонента при нормальных
условиях.
Результаты определения давления паров приведены в таблицах 5 и 6.
Величина относительной погрешности определения составляет 1,2 – 1,5 %.
[126].
Растворы хлорида аммония, насыщенные хлористым водородом, образуются при абсорбции хлористого водорода из печных газов огневого обезвреживания отходов (Таблица 35).
Растворы хлорида аммония, насыщенные свободным аммиаком, образуются на стадии нейтрализации кислого раствора жидким или газообразным
аммиаком и при очистке отходящих газов нейтрализации (Таблица 36).
Как видно из данных таблицы 35, с увеличением доли хлорида аммония
в растворе давление паров хлористого водорода над раствором при равных
температурах понижается. При равной доле хлористого водорода в растворе
присутствие в нем хлорида аммония способствует уменьшению давления паров хлористого водорода над раствором.
Так, над соляной кислотой, содержащей 6 % HCl при 60 оC давление паров хлористого водорода равно 5,3 Па. Над раствором хлорида аммония, содержащим 38 % NH4Cl и 6 % РСl, давление паров хлористого водорода при 60
о
C уже равно 3,3 Па (в 1,6 раза ниже). Это указывает на возможность образо-
вания в растворе комплексов состава: nNH4Cl· HСl.
279
Таблица 35. Равновесное давление паров хлористого водорода.
Состав раствора, % масс.
Температура,
о
Давление паров
С
PHCl, Па
PH2O, кПа
1,9
60
0,3
17,3
31
0,1
60
0,06
19,3
30
2
60
0,33
18,9
24
2.1
60
0,4
19,0
19,6
2,05
60
1,1
21,8
38
4
60
2,7
16,9
30,2
4,1
60
1,9
18,6
20,2
4
60
3,1
20,0
38,1
6
60
3,3
16,1
30
5,9
60
4,1
18,2
24
5,8
60
4,8
19,4
38
4
80
7,3
39,5
38
6,1
80
22
37,6
38
4
100
51
86,7
38
6
100
65
83,1
30,1
4
80
10,8
45,9
30,1
6
80
26
42,6
30,3
4,1
100
55
95.0
30,1
6,1
100
72
93,9
0
2 [18]
60
0,5
-
0
4
60
2,2
-
0
6
60
5,3
18,49
NH4Cl
HCl
37
280
Таблица 36. Равновесное давление паров аммиака
над растворами хлорида аммония.
Состав раствора, % масс.
NH4Cl
NH3
16
0,1
Давление паров
Температура,
о
С
PNH3, Па
10
16
1,05
20
23,4
2,06
30
34
3,75
PH2O, кПа
38
0,05
80
23
41,5
6,3
0,1
10
13,2
1,2
20
20
2,29
30
30,2
4,18
10
12
1,2
20
18
2,31
30
27
4,2
3,0
0,1
0
0,1
10
10
1,22
0
0,1
20
14,8
2,33
0
0.1
30
24
4,24
В то же время присутствие хлорида аммония в совместном растворе с
аммиаком способствует увеличению давления паров аммиака над раствором.
6.4 Кинетика растворения соды в растворах динатрийфосфата
Скорость растворения кристаллов определяется составом и температурой растворов, природой минерального сырья, размерами и формой кристаллов, условиями организации процесса растворения.
Чаще всего для описания скорости растворения пользуются уравнением
Щукарева [17]:
dcx
= к ∙s (с – с х ),
dτ
(60)
281
где: с х - концентрация раствора к моменту времени t;
с –растворимость вещества;
к – коэффициент скорости растворения и
s – поверхность частиц растворяемого вещества.
При растворении кристалла на поверхности раздела фаз и в объеме раствора имеют место два протекающих одновременно процесса:
- межфазное взаимодействие молекул растворителя с молекулами кристаллического вещества на поверхности кристаллов;
- диффузия растворенного вещества от поверхности растворения в объеме
растворителя.
При установившемся динамическом равновесии между движущимся
растворителем и кристаллом скорость процесса межфазного взаимодействия,
описываемая уравнением (61), равна скорости диффузии растворенных молекул в объем раствора, описываемой уравнением (62)
dx
=
dτ
γ ∙ s ∙ (c – c γ )
dx
= D ∕ δ ∙ S (c γ – с х )
dτ
(61)
(62),
где:
dx
- скорость растворения;
dτ
s – поверхность частиц растворяемого вещества;
с – равновесная растворимость вещества при температуре растворения;
c γ и с х – концентрация вещества на границе раздела фаз и в растворе;
δ – эффективная толщина диффузионного слоя у поверхности растворения;
γ и D – соответственно коэффициенты скорости межфазного разложения
(растворения) и диффузии растворенных молекул.
В зависимости от условий перемешивания при растворении выделяют 3
следующих типа изменения концентрации растворяемого вещества в диффузной пленке (рисунок 128) [17].
282
Кривая изменения концентрации I-типа характерна для очень низкой интенсивности перемешивания в системе. Линия II возможна только в условиях
отсутствия движения диффузной пленки раствора, что не встречается на практике. Кривая III-типа соответствует процессу растворения, при котором слои
раствора по мере удаления от поверхности растворения движутся с возрастающей скоростью. Исследованиями А.Б. Здановского было показано [17], что
более распространен на практике III-тип кривой изменения концентрации.
C
C
Cγ
0
III
II
I
Cx
δ3 δ2
δ1
ℓ
Рисунок 128. Типы линий изменения концентраций (с) в диффузной пленке
в зависимости от расстояния от поверхности кристалла.
Поскольку с – с х = (с – c γ ) + ( c γ –– с х ).
283
с – cγ =
cγ – с х =
1 dx
∙
γs dτ
δ
(63)
dx
Ds dτ
∙
Тогда с – с х = (
(64)
1
γ
+
δ
dx
1 dx
= ∙
D sd τ
k sd τ
)
1
δ
1
= +
= 1 + 1
k
γ
D
k x kD
(65)
(66),
где:
k х– коэффициент скорости межфазного разложения кристаллов;
k D – коэффициент скорости диффузии растворенных молекул в объем раствора.
Случаиk х≈k D в реальных условиях не встречаются. Более часто имеют место
процессы, когда растворение лимитируется либо диффузией, либо разложением кристаллического вещества при диффузном растворении
γ <<D / δ , а, следовательно, сопротивление диффузии многократно превышает
сопротивление химическому межфазному разложению:
1
= 1
k kD
ик=
D
(67)
δ
Реже встречаются процессы, когда общая скорость растворения лимитируется скоростью межфазного разложения ( γ »D / δ ).
При этом
1
1
= и k=
k
γ
γ
(68)
Здановский А.Б. отличает лишь 2 примера растворения солей по межфазному механизму, характерному для кизерита (MgSО 4 ∙Н 2 О) и лангбейнита
(К 2 SO 4 ∙2MgSO 4 ) [136].
Характерными признаками, отличающими процесс растворения по типу
механизма, являются значения, приведенные в таблице 37 [17].
Для случая растворения кристаллов, закрепленных в потоке, при равных
условиях движения жидкости, дифференциальное уравнение скорости растворения, как показано Аксельрудом Г.А. имеет вид [137]:
284
к (с – с х ) = D (
dci
)ℓ=0
dl
(69)
Критерий Нуссельта для закрепленных в потоке кристаллов имеет вид [17]:
Nu = С 1 Rе m ∙ Рr n
обычно m = 0,4 – 0,67, а n = 0,3 – 0,4 [138].
Таблица 37. Признаки различных типов растворения.
Признаки квалификации типа растворения
1.
диффузионный
межфазный
Коэффициент скорости рас-
творения k (см /сек) при 25оС
2.
Тип процесса
Температурный коэффици-
10 −2 - 10 −3
10 −6 - 10 −7
≤ 1,5
≥2
< 30
> 40
ент скорости растворения kt+10 оС ∕
kt
3.
Энергия активации раство-
рения, кдж / моль
При растворении свободно взвешенных в жидкости кристаллов одинаковой формы учитывают закон осаждения кристаллов. В этом случае процесс
описывается критериальным уравнением вида:
Nu = С 2 ∙Rе m ∙ Рrn ∙ Fr-q∙(
∆p q
)
p
(70)
где:
Fr = W 2 ∕ q l – критерий Фруда
К = С2 l
(m+ q-1)
∙W(m-2q) ∙qq∙D(1-n) ∙ V(n-m) ∙(
∆p q
)
p
Здановским А.Б. показано [136], что для взвешенных кристаллов кубической формы K = Const при различных размерах ℓ кристаллов и скоростях
потоков W. Показатели приℓ и W должны быть равны нулю.
Значит m + q – 1 = 0 и m – 2q = 0
285
Отсюда m = 2/3 и q = 1/3.
Приняв n = 1/3, можно получить:
К = α D ⅔v ⅓ (
∆p ⅓
) =α ( ∆ p ∙ D² /µ)⅓
p
(71)
где:
К – коэффициент скорости растворения (равный при объемных концентрациях, кг/м 3 , кгм/с);
α - постоянная для всех кристаллов, растворяющихся по диффузионному ме-
ханизму, равная 70 ± 10 в системе сил;
D – коэффициент скорости диффузии м²/с;
p – плотность жидкости, кг/м³;
∆p
– разность плотностей кристаллов и жидкости, кг/м³; µ - вязкость, Пас.
Для кристаллов, растворяющихся по межфазному механизму α <1.
Уравнение (20) обычно представляют в виде:
К = α ∙ ∆ p ⅓ µ −1 (Dµ)⅔
(72)
где:
D∙µ - эффективный коэффициент диффузии (при µ=1).
Здановский А.Б. и Сердюк В.В. установили [139], что скорость растворения солей, растворяющихся по диффузному механизму, определяется величиной (D∙µ) для пограничной пленки раствора
К = β ∙ ∆ p⅓ / µ
(73)
При растворении диффузно – растворяющихся солей в воде или в собственных растворах коэффициент скорости растворения К остается постоянным, поскольку отношение толщины диффузионной пленки и ∆ с остается постоянной.
Для межфазно–растворяющихся солей величина К меняется в зависимости от
концентрации соли в объеме раствора. Так, по данным [136] при доле кизерита (MgSО 4 ∙ Н 2 О) в растворе 0%, 11,5% и 26,4% при 25оС К равен соответственно 1, 0,67 и 0,32 относительных величин.
286
При повышении температуры коэффициенты (К) скорости растворения
солей, как правило, возрастают. Однако, как показано Кулле П.А. [136], для
соды характерно наличие максимума скорости растворения при 22оС (рисунок
129). Последнее объясняется большим (после 22оС) темпом роста вязкости
насыщенных растворов по сравнению с температурным увеличением
величины (D∙µ).
K•104 см/с
27
25
t, 0C
23
0
10
20
30
40
Рисунок 129. Зависимость коэффициента скорости растворения
(К) соды от температуры t [136].
Хотя уравнение Аррениуса справедливо для химических превращений, а
следовательно не приемлемо для растворения солей по диффузионному механизму, для описания зависимости коэффициентов скорости растворения солей
его используют практически во всех случаях
lnК = Н 0 – Е / RT
где:
Н 0 - постоянная для конкретного вещества величина;
Е –энергия активации растворения.
287
По данным Здановского А.Б. [17] линейная скорость растворения десятиводного карбоната натрия при температурах 20 – 30 оС максимальна и равна
35 – 52 мм/час.
По уравнению Смолуховского – Эйнштейна
Dµ = RT / 6πNr
(74)
где:
N – число Авогадро;
r - радиус диффундирующих частиц.
Как предложил Здановский А.Б. [136] для постоянных концентраций
растворов rтоже const, и из уравнения (81) получается
(Dµ)с,τ = (Dµ)с,298 ∙ Т/298
(75)
где:
(Dµ)с,298 и (D∙µ)с,τ– эффективные коэффициенты диффузии соли при концентрации раствора С и температурах 298 ºК и Т, ºК.
Как видно из рисунка 130 [17], для пяти диффузионно–растворяющихся
солей кривая зависимости скорости растворения незакрепленных кристаллов
при разных температурах (в пределах 2-95оС) имеет угловой коэффициент α =
14.
Отсюда, зная вязкость и плотность растворов при разных температурах и
одно значение (Dµ), можно вычислить скорость растворения для любой температуры.
Сравнение расчетных величин констант скорости, полученных из уравнения (24), с экспериментально полученными значениями, представленными
на рисунке 26, показывает, что реальное увеличение скорости растворения сода с повышением температуры с 25оС до 80оС в 1,1 раза больше, чем получено
расчетом.
Исследование кинетики растворения соды в растворах динатрийфосфата
показало [140], что влияние температуры на степень растворения взятой
навески заметно только на первых 40 минутах растворения. При времени растворения 60 минут концентрация соды в растворе уже приближается к равно-
288
весной и растворение остатка соды прекращается (рисунок 131). Более низкую степень растворения, достигаемую при температуре 80 – 90 оС (по сравнению с 40 – 60 о С), можно отнести на счет уменьшения равновесной растворимости одноводного карбоната натрия с повышением температуры раствора,
характерного для него [141].
K•102, г/см
3
2
1
( ∆ pD2 µ-1)⅓•103
0
0
1
2
•Na 2 СО3 ∙ 10 Н 2 О; ∆ Na 2 SО 4 ∙ 10 Н 2 О; xNaСℓ; + К 2 SО 4 ;o КСℓ
Рисунок 130. Влияние температуры на коэффициенты
скорости растворения солей.
Наличие максимума скорости растворения соды при 22оС при ее растворении раствором динатрийфосфата не подтверждается. Это, очевидно, связано
с тем, что изменение вязкости трехкомпонентного раствора с ростом температуры отличается от характера изменения вязкости раствора соды в воде.
Судя по полученным данным [142], константа скорости растворения с
повышением температуры растворения с 20 до 80оС возрастает 2,1∙10
до 3,2∙10 -5 м/сек (Рисунок 132).
-5
м/сек
289
Величины линейной скорости растворения кристаллов безводной соды
меняются в пределах 11 – 20 мм/час, и имеют сравнимые значения.
Линейная скорость растворения десятиводного карбоната существенно выше
и составляет 30 – 52 мм/час [139].
α, %
60
50
1
4
40
3
τ,мин
30
0
60
120
1 – в воде, 80 °С; 2 – в растворе ДНФ 13%, 80 °С;
3 – в растворе ДНФ 20 %, 40 °С; 4 – в растворе ДНФ 20 %, 60 °С;
5 – в растворе ДНФ 20 %, 80 °С; 6 – в растворе ДНФ 20 %, 90 °С.
Рисунок 131. Влияние времени растворения соды (τ)
на степень её растворении (α).
Величина температурного коэффициента скорости растворения, равная
1,08, подтверждает диффузионный механизм процесса растворении карбоната
натрия.
Энергия активации растворения безводного карбоната натрия в интервале температур 40 – 80о С в среднем равна 21 кдж/моль. Для одноводного карбоната натрия она составляет 25кдж /моль. Максимальное значение энергии
активации растворения характерно для декагидрата карбоната натрия и оно не
превышает 29 кдж /моль.
290
Рисунок 132. Влияние температуры (Т) на скорость растворения соды (W) в
20% растворе динатрийфосфата (W) среднюю за 20 минут.
Как видно из рисунка 133, по мере роста концентрации в растворе скорость растворения соды понижается. Так, при растворении соды в воде при
температуре 80оС на первой минуте скорость растворения равна 3,43
ммоль/сек в среднем за первые 20 минут она равна 2,33 ммоль/сек. А на 60-ой
минуте, когда достигается практически полное насыщение раствора содой,
скорость снижается до 0,86 ммоль/сек [56].
При растворении соды в растворе динатрийфосфата скорость растворения аналогично падает с 3,18 ммоль/сек до 0,80 ммоль/сек к 60 минуте растворения. Следовательно в растворе динатрийфосфата концентрация фосфата
относительно мало влияет на скорость растворения карбоната натрия [140].
На рисунке 134 даны гистограммы гранулометрического состава исходной соды и остатков частиц твердой фазы в конце растворения. Основную
часть соды составляют кристаллы размером 0,063 – 0,32 мм [140].
291
1 – в 20% растворе динатрийфосфата, 2 –в воде;
Рисунок 133. Влияние времени (Т) на скорость растворения
(W) соды при температуре 80оС.
%
2
50
25
5
4
1
3
0
0
0,1
0,2
0,3
0,4 d, мм
1 – исходная сода; 2 – навеска внесена в течение 1 минуты;
3- в течение 10 минут; 4 – в течение 20 минут и 5 – в течение 30 минут.
Рисунок 134. Гистограммы гранулометрического состава частиц
в содовой суспензии после растворения соды в 20% растворе
динатрийфосфата при температуре 60оС.
292
Нами показано [140], что после 60 минут растворения в 20% растворе
динатрийфосфата навески соды, внесенной в течение 1 минуты, в остатке частицы размером более 0,15 мм отсутствуют, а основную часть остатка составляют частицы размером 0,04 – 0,125 мм. При длительной равномерной подаче
соды 10 – 30 минут количество частиц размером менее 0,04 мм не превышает
14 – 17 %, а основную часть остатка составляют частицы размером 0,063 – 0,2
мм. Таким образом, при медленной равномерной дозировке соды на растворение суспензия становится менее однородной по размеру частиц, взвешенных в
суспензии после достижения насыщения раствора карбонатом натрия. После
выдержки такого раствора доля частиц, взвешенных в суспензии, почти не
снижается, но размер частиц продолжает меняться. Через 2 часа выдержки
суспензии при температуре 60оС основная часть взвешенных частиц (> 92%)
имеет уже размеры 0,04 – 0,125 мм (рисунок 135).
%
60
30
0
0
0,05
0,1
0,15
d ,мм
Рисунок 135. Гистограмма гранулометрического состава частиц в содовой
суспензии после выдержки ее при 60оС в течение 120 минут.
293
Очевидно, в ходе выдержки продолжается процесс перехода:
Na 2 СО3 (тв)→Na 2 СО3 (р)→ Na 2 СО3 ∙ Н 2 О(р)→ Na 2 СО3 ∙ Н 2 О(тв)
и вновь выпадающие твердые частицы кристаллов одноводного карбоната
натрия имеют меньшие размеры.
Не исключено, что осаждение моногидрата карбоната натрия проходит и
на поверхности кристаллов безводной соли. В этом случае образование корки
осаждающегося моногидрата является сдерживающим фактором дальнейшего
растворения кристаллов безводного карбоната натрия.
Прямолинейность кривых растворения соды в координатах 1 – (1 - α )2/3
и т, приведенных на рисунке 136, подтверждает применимость уравнения
Ерофеева Б.В. [130], используемого обычно для топохимических процессов,
для определения требуемого времени для достижения насыщения раствора
карбонатом натрия:
1- (1 - α )2/3 = кТ
(76)
где: α – степень растворения соды за время Т;
к – константа скорости.
Температура, оС : 1 – 60; 2 – 80
Рисунок 136. Влияние температуры на степень растворения карбоната натрия
294
Константа скорости, вычисленная по уравнению Ерофеева, для температуры 60оС равна 1,16 ∙ 10-6 , а для 80 оС равна 1,3 ∙ 10-6 .
Таким образом, время достижения насыщения раствора, содержащего
15 – 20% динатрийфосфата, карбонатом натрия при температуре растворения
70 - 80оС составляет 50 – 70 минут.
В содовой суспензии с долей карбоната натрия 520 – 540 г/л фазовое отношение жидкой и твердой фаз (Ж : Т) составляет 4,6 – 5,8. После выдержки в
течение ~ 1 часа суспензия сохраняет хорошую текучесть.
Таким образом, исследование показало принципиальную возможность
снижения содержания воды в содовых суспензиях в 1,4 раза по сравнению с
существовавшими ранее технологиями. Использование концентрированной
содовой суспензии позволяет после нейтрализации фосфорной кислоты получить раствор, насыщенный кристаллогидратами с меньшим содержанием воды. Это позволяет вести политермическую кристаллизацию более концентрированного продукта без предварительной упарки раствора, что создает предпосылки к снижению энергетических затрат в технологии, снижению себестоимости получаемых солей, а главное к получению более концентрированных
продуктов (с повышенными потребительскими свойствами) при меньшей себестоимости, чем для производимых ранее продуктов.
295
7. Технические рекомендации по практическому использованию
результатов исследования в энергосберегающих циркуляционных
технологиях неорганических солей
Выполненные исследования по кристаллизации фосфатов натрия различной замещенности и водности кристаллогидратов, хлоридов аммония, по
определению пересыщений и влиянии пересыщений на размеры и чистоту получаемых кристаллов, по абсорбции оксидов фосфора и хлористого водорода
циркулирующими маточными растворами, по свойствам образующихся равновесных растворов составили научную базу создания новых эффективных
энергосберегающих циркуляционных технологических процессов и схем получения тринатрийфосфата десяти- и восьмиводного, динатрийфосфата семиводного, мононатрийфосфата одноводного и безводного, хлористого аммония
и соляной кислоты из отходящих газов огневого обезвреживания хлорсодержащих отходов, получения фосфатных растворов утилизацией оксидов фосфора из печных газов огневого обезвреживания отходов фосфорного шлама.
Предложены технические решения по усовершенствованию производства технического двухводного хлористого бария.
На примере данных технологий реализованы с использованием циркуляционных процессов на практике следующие новые идеи, потенциально полезные и для совершенствования технологий других солей:
1) Использование циркуляции маточных растворов на стадию содорастворения
для снижения подачи воды и обеспечения получения в 1,4 раза более концентрированной содовой суспензии с сохранением хорошей текучести.
2) Применением концентрированной содовой суспензии и возвратом маточного
раствора на стадию нейтрализации кислоты достичь получения после нейтрализации растворов, насыщенных менее водными кристаллогидратами и выделение их из растворов политермической кристаллизацией в 1,1 – 1,3 раза более концентрированных товарных солей.
296
3) Применение для абсорбции оксидов фосфора из газов огневого обезвреживания отходов фосфорных шламов в качестве растворов орошения распылительной колонны и пенного аппарата циркулирующего раствора динатрийфосфата
с возвратом фосфатного раствора на содорастворение в производстве фосфатов натрия позволяет повысить коэффициенты массопередачи в 1,2 – 1.3 раза
и снизить расходный коэффициент по фосфорной кислоте при получении тринатрийфосфата в 1,1 раза.
4) Абсорбция хлористого водорода из печных газов циркулирующим маточным
раствором хлористого аммония позволяет обеспечить получение солянокислых щелоков, после нейтрализации которых аммиаком, возможно получение в
1,13 раза более концентрированных растворов хлористого аммония, из которых хлористый аммоний можно выделить с большим выходом политермической кристаллизацией. За счет использования маточного раствора без его
упарки исключить расходы природного газа в количестве до 580 кг условного
топлива/т.
5) Для исключения поступления из печных газов примесей, снижающих качество
хлористого аммония, организовать промывку печных газов собственных конденсатом соляной кислоты перед стадией абсорбции хлористого водорода раствором хлористого аммония.
6) Осуществлять подсушку кристаллов хлористого аммония воздухом, нагреваемым за счет тепла печного газа после котла-утилизатора установки огневого
обезвреживания отходов.
7) Совместной абсорбцией хлористого водорода и аммиака из отходящих газов
захоложенной водой обеспечить очистку газов до экологических норм, исключив необходимость доочистки их в санитарной колонне щелочной абсорбцией и снизить объем образующихся стоков в 1,5 раза.
8) Ведением разложения плава сульфида бария совместным раствором хлористого водорода с рециклом маточного раствора на стадию разложения исключить
необходимость последующего выпаривания нейтрализованного раствора и
обеспечить снижение расхода пара на 4 Гкал/т.
297
7.1 Получение десятиводного тринатрийфосфата
После соды и удобрительного хлорида калия фосфаты натрия являются
наиболее широко используемыми в различных отраслях народного хозяйства.
Среди них наибольший объем производства имеет тринатрийфосфат [18]. В
СССР он производился в количестве 120000 т/год на ПО
«Корунд»
г.Дзержинск, что удовлетворяло всю потребность в нем на территории СССР
и стран Восточной Европы. Здесь же выпускали и динатрийфосфат в количестве 10000 т/год, потреблявшийся в тех же регионах. Кроме этого в опытном
цехе КазНИИгипрофосфора г. Чимкент выпускали до 1600 т/год монофосфата
натрия и динатрийфосфата реактивной квалификации «Ч», а также до 200т/год
выпускали мононатрийфосфата одноводного марки «ОСЧ» на предприятии
«Химреактив»г.Донецк.
В настоящее время в связи с банкротством ОАО «Корунд» производство
фосфатов натрия на нем прекращено. Для удовлетворения потребительского
спроса в фосфатах натрия их выпуск организован на установках малой мощности (до 20000т/год) на ЗАО «Волховский алюминиевый завод», на Владимирском ЗАО «Полицелл» (15000т/год), на ЗАО «Славянка» до 2000 т/год,
ООО «ПрофиХим» (до 6000 т/год) и ЗАО «Химпром» п. Красные Баки Нижегородской обл. (18000т/год). Рынок солей фосфатов натрия на территории
России обеспечен не в полной мере, и покрывается за счет ввоза из Китая
фосфатов низкого качества.
Основная часть динатрий- и тринатрийфосфата производится в виде малоконцентрированного
двенадцативодного
кристаллогидрата.
Учитывая
большую потребность в кормовом динатрийфосфате, вполне обосновано
стремление организовать его крупнотоннажное производство в виде безводной соли сушкой раствора. Проводятся исследования и по получению безводного тринатрийфосфата.
Поскольку при сушке раствора все примеси переходят в продукт, то такая технология приемлема для получения фосфатов натрия, применяемых в
298
отраслях, не предъявляющих к фосфатам ограничительных требований по составу продукта. Поэтому получение чистых продуктов пищевого назначения
более целесообразно проводить с использованием политермической кристаллизации. В связи с этим представляет большой практический интерес получение фосфатов в более концентрированной товарной форме, но без сушки
всего раствора. Таковыми могут быть одноводный мононатрийфосфат и десятиводный тринатрийфосфат. Поскольку их политермическое осаждение
возможно только из более концентрированных растворов, а
применение
упарки растворов экономически нецелесообразно, то для получения концентрированных исходных растворов содовый раствор, применяемый на стадии
первой нейтрализации, должен вносить в процесс меньше воды, т.е. он должен
быть в виде более концентрированной содовой суспензии. Либо же часть соды
на первую нейтрализацию следует подавать в твердом виде, что значительно
усложнит технологию нейтрализации фосфорной кислоты.
Получение содовой суспензии с большим соотношением масс твердой и
жидкой фаз приводит к технологическим осложнениям из-за забивки трубопроводов осаждающейся содой. Данное противоречие может быть решено, в
виду ограниченного баланса воды, увеличением массы жидкой фазы в содовой
суспензии за счет рецикла части готового раствора динатрийфосфата. Учитывая, что основная часть предприятий, производящих фосфор, фосфорную кислоту и фосфаты натрия, находилось в бывшем СССР за пределами России, то
с разделом СССР в Российской Федерации сформировался устойчивый дефицит фосфатов натрия. Ситуация тем более осложнилась с банкротством ОАО
«Корунд» (г.Дзержинск). Поскольку в кристаллогидратах фосфатов натрия
доля P2 O5 и ионов натрия существенно ниже, чем в исходном сырье, то совершенно очевидно, что экономически целесообразно для покрытия дефицита
в данных продуктах строить относительно малотоннажные технологические
системы (5-20 тыс. т/год), удовлетворяющие потребность в фосфатах натрия в
конкретном регионе страны. В связи с этим очевидна целесообразность разработки ресурсосберегающих технологических систем, мощностью 5-20 тыс.
299
т/год, позволяющих выпускать концентрированные соли и гибко переходить
на выпуск любого вида фосфата натрия (моно-, ди-, или тринатрийфосфата) с
учетом конъюнктуры рынка [143].
Основная часть тринатрийфосфата используется для подготовки котловой воды и при чистке котлов. Добавка его к питающей воде предупреждает
образование накипи в котлах [74]. Тринатрийфосфат остается одним из компонентов моющих составов и дешевых стирающих средств, используется для
чистки и уборки помещений, для предотвращения осаждения накипи на
нагревателях воды и стиральных машинах и для стирки производственной
спецодежды [144-148].
Используя моющие свойства тринатрийфосфата, его вводят в состав смазочноохлаждающих жидкостей при механической обработке металлов в количестве
0,4-0,6 % [144].
Тринатрийфосфат применяют также в составе добавок к бетонам в количестве 9-11,6 % [149] с целью предотвращения усадки бетона в процессе
схватывания. Добавка к бетонам на основе тринатрийфосфата, содержащая до
62% ТНФ, значительно ускоряет схватывание раствора [150].
Тринатрийфосфат вводят в состав силикатных клеев в количестве 3,6-5%
для ускорения затвердевания композиции и исключения коробления склеиваемых изделий, повышения жизнестойкости и защитных свойств [151].
При получении сульфатного мыла из отходов черных щелоков при варке
целлюлозы их
обрабатывают тринатрийфосфатом для увеличения выхода
мыла [152].
Предложено использовать тринатрийфосфат для придания огнестойкости полиамидформовочным композициям [153].
В последние годы тринатрийфосфат находит применение для формирования нанометрических пленок на поверхности различных материалов и тонкодисперсных порошков [154 - 158].
300
Тринатрийфосфат находит все большее применение в составе композиций для обезжиривания металлов и мойки технологического оборудования
[159 - 162].
Заявлено о возможности применения высокочистых тринатрийфосфатов
в производстве лекарственных средств [163] и для модификации поверхности
при изготовлении кремниевых солнечных батарей [164].
Отмечено использование тринатрийфосфата при производстве усиленных стекловолокном пластиковых плиток [165].
Предложено использование десятиводного тринатрийфосфата в качестве
катализатора при производстве биодизельного топлива [166].
Следовательно, интерес потребителей к тринатрийфосфату все более
возрастает.
При получении тринатрийфосфата нейтрализацию фосфорной кислоты
ведут в две стадии. На первой стадии кислоту нейтрализуют содовой суспензией, содержащей 420-450 г/л ДНФ и имеющий pH равный 9,6-9,7. Данный
раствор далее нейтрализуют 42%-ным раствором едкого натра до значения pH
раствора равного 12,1-12,5. Полностью нейтрализованный раствор содержит
310-360г/л тринатрийфосфата и до 1,5г/л свободного гидроксида натрия. Поскольку производство моно- или динатрийфосфатов компонуется с производством тринатрийфосфата, то маточные растворы от получения менее замещенных солей, а также промывные воды утилизируются в производстве
тринатрийфосфата. Поэтому нейтрализованный раствор в этом случае разбавляется ими до 250-260 г/л ТНФ . При выделении товарного тринатрийфосфата кристаллизацией на барабанном кристаллизаторе нейтрализованный
раствор упаривают до содержания ТНФ 680-720 г/л и кристаллизуют полученный плав в виде двенадцативодной соли. При выделении тринатрийфосфата в распылительной сушилке [18] раствор подают в сушилку без предварительного упаривания.
Промышленная практика производства хлорида аммония, пиро- и триполифосфатов натрия показывают [18] высокую эффективность технологии вы-
301
деления солей испарением и сушкой растворов в аппаратах кипящего слоя или
в распылительных сушилках. Применение такого оборудования существенно
снижает капитальные затраты в виду большой стоимости фильтров и фильтрующих центрифуг. Сведения о получении тринатрийфосфата с использованием сушилок КС в литературе отсутствует. В связи с этим выполнено лабораторное исследование испарения и сушки раствора в сушилке кипящего слоя [167].
Лабораторная установка сушки в кипящем слое представляла собой трубу диаметром 37мм и высотой 800 мм со стеклянной решеткой.
Перед началом опыта в сушилку загружали 140 грамм тринатрийфосфата от предыдущего опыта сушки. Под решетку через электроподогреватель3 с
помощью воздуходувки подавался воздух, в которой из баллона добавляли оксид углерода IV. Температура газа под решеткой составляла 300-350
ºС.Содержание углекислого газа поддерживали равным 16-18% объемных
[167].
Через 15 минут после начала подачи воздуха в сушилку с помощью дозатора начинали равномерно течение 15-20 минут подавали 36-38%-ный раствор тринатрийфосфата, разогретый до температуры 90º С.
Количество подаваемого раствора за опыт, составляло 50 грамм. После
завершения подачи раствора газ через сушилку просасывали еще 5-10 минут,
после чего из сушилки отбирали пробу тринатрийфосфата на анализ. Высота
кипящего слоя составляла 180-200 мм, а скорость газа в расчете на свободное
сечение
трубки
составляла
0,3-0,35
м/с.
Анализ
полученного
три-
натрийфосфата представлен в таблице 38.
Данные по составу продукта показывают, что присутствующий в дутьевом газе оксид углерода IV реагирует со свободной щелочью, нейтрализуя ее
с образованием карбоната натрия. Это способствует протеканию последующего гидролиза тринатрийфосфата с получением динатрийфосфата и
гидроксида натрия, вновь связываемого также оксидом углерода. Таким образом оксид углерода IV вступает во взаимодействие с тринатрийфосфатом:
302
2 Na3PO4 + H2 O +CO2 → Na2 CO3 + 2 Na2 HPO4.
Таблица 38. Состав тринатрийфосфата из сушилки КС.
Количество по-
P2 O5общ., %
Na2CO3 ,
pH 1%-ного
вторения сушки
масс.
% масс.
раствора
0
19,1
0,8
12,0
1
18,6
2,3
12,0
2
20,5
3,4
12,4
3
21,4
4,2
12,2
4
19,4
4,8
12,0
5
19,1
6,8
11,8
6
18,9
7,4
11,7
7
18,9
8,1
11,5
В результате получаемый продукт содержит наряду с тринатрийфосфатом смесь динатрийфосфата с карбонатом натрия. Следовательно, качество
тринатрийфосфата, получаемого сушкой топочными газами в аппарате «КС»,
не может быть высоким, что и подтвердил последующий запуск промышленной установки производства тринатрийфосфата. Анализ продукта, полученного на промышленной установке, показал наличие в нем до 7% карбоната
натрия. В связи с этим сушку стали вести разогретым воздухом, что удорожило процесс.
Для получения качественного тринатрийфосфата необходимо выделение его вести политермической кристаллизацией из раствора [71].
Тринатрийфосфат в виде десятиводной соли предложено получать из отходящих растворов осадительных ванн производства вискозного волокна [168].
При совершенствовании производства одноводного тринатрийфосфата с
целью получения продукта с высокой насыпной плотностью и повышения в
нем доли основного вещества предложено сушку раствора вести в две стадии
[169]. На первой стадии скорость удаления влаги поддерживают равной 650-
303
715 кг/час, а температуру теплоносителя-500-650º С. При этом достигают
остаточное содержание влаги 25-31,5%. На второй стадии поддерживают скорость удаления влаги 80-98 кг/час, а теплоноситель имеет температуру 200250ºc. Поддержание такого режима, несомненно, усложнит не только конструкцию аппарата, но и затруднит управление процессом, ввиду отсутствия автоматических датчиков определения влажности порошкообразных материалов
столь высокой чувствительности.
Более концентрированный тринатрийфосфат в виде полуводной соли
получают [170] нейтрализацией фосфорной кислоты 30-80%-ным раствором
гидроксида натрия до снижения соотношения Na2 O:P2O5 равного 3,3÷5,0:1.
Выпавшие кристаллы Na3 PO4*0,5 H2O выделяют при 50-120ºc центрифугированием. Продукт имеет высокую чистоту и может использоваться в пищевой
промышленности. Однако себестоимость такого продукта, видимо, очень высока.
В последние годы возник интерес к созданию малых мощностей получения ТНФ двенадцативодного [171 – 175] с возвратом маточных растворов на
нейтрализацию, хотя полностью исключить упарку при этом не удалось.
Предложена и разработана циркуляционная технология [176, 135, 177,
81, 178] получения тринатрийфосфата десятиводного (ТНФ), в которой раствор динатрийфосфата с концентрацией 52% нейтрализуют едким натром, содержащим 43-44% NaOH. В результате получается раствор с долей тринатрийфосфата 44,8%. При добавлении в этот раствор возвратного маточника
тринатрийфосфата может быть получен раствор с долей тринатрийфосфата
36-38%, что позволяет исключить необходимость упарки полученного раствора тринатрийфосфата.
Нейтрализация происходит с выделением тепла по реакции:
Na2 HPO4 + NaOH→Na3 РО4 + H2 O
Расчет по закону Гесса дает значение теплоты нейтрализации равное 92,5
кДж/моль.
∆Нобр. (Na2HPO4) = 1759,8 кДж/моль [82].
304
∆Нобр. (NaOH) =4097,0 кДж/моль
∆Нобр. (Na3PO4) =1976,0 кДж/моль
∆Нобр. (H2 O) = 280 кДж/моль
В результате выделения тепла реакционная масса в реакторе нейтрализации разогревается до температуры кипения. При этом значительное количество воды испаряется и раствор дополнительно концентрируется.
Если продукт кристаллизовать в виде десятиводной соли, то в нем
должно содержаться 47,2% ТНФ, 1% NaOH и 51,8% воды. Доля ТНФ в продукте менее 47,67%, что соответствует составу химически чистой десятиводной соли, объясняется наличием избытка (до 1 %) гидроксида натрия в нем.
Присутствие свободного гидроксида натрия является обязательным
условием получения качественного продукта. В присутствии гидроксида натрия обычно протекающий гидролиз ТНФ по реакции:
Na3PO4 + H2O→Na2HPO4 +NaOH
исключается.
Для обеспечения достаточной текучести суспензии ТНФ, поступающей
из кристаллизатора на центрифугирование, отношение масс жидкой и твердой фаз должно быть больше Ж : Т ≥ 1,05.
При выделении десятиводного тринатрийфосфата, в котором находится
47,67 % ТНФ безводного, фигуративная точка равновесной жидкой фазы (маточника), содержащей 25% тринатрийфосфата находится на пересечении линий осаждения десяти и двенадцативодных солей. Для соблюдения отношения
Ж : Т равным 1,05 концентрация ТНФ в растворе после второй нейтрализации
должна быть равна ≈36,6 % [64, 81].
Расчет материального баланса показал, что для получения раствора тринатрийфосфата такой концентрации необходимо подавать раствор динатрийфосфата или его суспензию в насыщенном растворе с общей долей ДНФ 52-55
%.
305
При температуре 80ºc равновесной твердой фазой является двухводный
динатрийфосфат, который и может находиться взвешенным в насыщенном
растворе динатрийфосфата.
При смешении суспензии динатрийфосфата (ДНФ) в насыщенном растворе, содержащей 54,3 % ДНФ, с 25 %-ным раствором тринатрийфосфата
(маточником) в массовом соотношении 1 : 1,25 получается ненасыщенный частично нейтрализованный раствор, содержащий 25,0 % ДНФ, 13,8 % ТНФ и
0,4 % NaOH. Раствор аналогичного состава был получен также при смешении
суспензии динатрийфосфата с 54,3 % ДНФ с 6 %-ным раствором гидроксида
натрия в соотношении 1 : 0,53.
В первом случае процесс смешения проходит более спокойно, с меньшим разогревом массы и с меньшим испарением воды. Это можно объяснить
тем, что на растворение кристаллов динатрийфосфата расходуется часть тепла, выделяющегося по реакции нейтрализации. В обоих случаях суспензия
динатрийфосфата перед смешением имела температуру 80ºС, а раствор тринатрийфосфата температуру 60 ºС. Конечная температура раствора в первом
случае равна 73 ºС, а во втором случае 100,7 ºС.
Дальнейшая нейтрализация полученного раствора 43 %-ным едким
натром в обоих случаях проходит с частичным испарением воды. В первом
случае потеря воды с испарением на 20 % ниже, чем во втором.
Таким образом, рецикл маточного раствора в реактор второй нейтрализации позволяет снизить тепловую нагрузку, расход хладагента и соответственно время охлаждения ≈ на 20%.
Процесс получения фосфатов натрия включает в себя следующие стадии:
- приемка сырья;
-приготовление содовой суспензии;
-нейтрализация фосфорной кислоты содовой суспензии;
-кристаллизация динатрийфосфата семиводного (при производстве тринатрийфосфата отсутствует);
-донейтрализация кислоты раствором едкого натра;
306
-кристаллизация тринатрийфосфата десятиводного;
-центрифугирование суспензии фосфатов;
-фасовка фосфатов.
По разработанному способу производства тринатрийфосфата десятиводного (Рисунок 137) на стадии приемки сырья фосфорная кислота из железнодорожной цистерны сливается самотеком, а в конце операции подается
насосом Н 02 в приемную емкость Е 01, установленную на отметке -0,4 м в
железобетонном поддоне [179].
Каустическая сода из железнодорожной цистерны или автобойлера перекачивается насосом Н 04 в емкость Е 03.
Сода кальцинированная в «биг-бегах» поднимается тельфером и засыпается в бункер Е 07.
Фосфорная кислота из емкости Е 01 насосом Н 02 подается в мерникдозатор Е 11.
Едкий натр из емкости Е 03 насосом Н 04 закачивается в мерник-дозатор
Е 14.
Воздух дыхания емкостей из сепаратора С 06 с гидрозатвором Х 25 откачивается вентилятором В 05.
В соответствии с исходными данными на проектирование промышленного
производства тринатрийфосфата десятиводного мощностью 6000 т/год приготовление содовой суспензии ведется периодически в содорастворителе Р 08. В
содорастворитель Р 08, нагретый до температуры 70 – 80°С, заливают воду в
количестве 1,2 – 1,3 м3 с температурой 75 – 80 °С и возвратный раствор динатрийфосфата в количестве 0,6 – 0,65 м3 с температурой 70 – 90 °С. Включают
вентилятор В 05 и при перемешивании в течение 0,7 – 1 часа секторным питателем ПТ 24 подают соду из бункера Е 07. После дополнительной выдержки
суспензии в течение 1 – 1,2 часа суспензию насосом Н 09 перекачивают в
нейтрализатор первой ступени Р 10, предварительно нагретый до температуры
60 – 80 °С.
307
Е01–приемная фосфорной емкость кислоты; Н02–насос; Е03–приемная емкость каустика; Н04–
насос; В05–вентилятор; С06–сепаратор; Е07–бункер; Р08–содорастворитель; Н09–насос; Р10–
нейтрализатор первой ступени; Е11–мерник фосфорной кислоты; Р12–реактор-осадитель; Н13–насос; Е14–мерник каустика; Н15–насос; Н16–погружной насос; Н17–насос промывных вод; М18–
центрифуга; ПТ19–ленточный трансопртер; Е20–бункер продукта; Е21–емкость промывных вод;
Е22–емкость маточника; Х23–машина фасовки; ПТ24–секторный питатель; Х25–гидрозатвор; Е-26
– сборник промывных вод; Ф27–фильтр.
Рисунок 137. Технологическая схема производства
тринатрийфосфата десятиводного.
308
Для исключения пылевыделения соды в производственное помещение
при выгрузке биг-бегов в бункер Е 07 и подаче соды в реактор приготовления
содовой суспензии Р 08 воздух из них отсасывается вентилятором В 05 и
обеспыливается промывкой водой в гидрозатворе Х 25.
Готовая содовая суспензия содержит 520 – 540 г/л карбоната натрия.
После заливки 0,3 – 0,4 части содовой суспензии включают мешалку нейтрализатора Р 10 и завершают заливку содовой суспензии.
После этого включают вентилятор отсоса газов В 05 и из мерника Е 11
начинают подавать со скоростью 1 – 1,5 м3/час фосфорную кислоту. По завершении слива кислоты раствор выдерживают при температуре 80°С при перемешивании в течение 1,5 – 2 часов. Готовый раствор динатрийфосфата содержит 52 – 53 % динатрийфосфата.
1,7 – 1,8 м3 готового раствора динатрийфосфата насосом Н 13 подают в
реактор-осадитель тринатрийфосфата Р 12, разогретый до температуры не
ниже 50°С, и включают мешалку. Затем в реактор насосом Н 15 начинают подачу возвратного маточника (фугата) в количестве 2,2 – 2,5 м3 с температурой
60 °С, включают подачу охлаждающей воды в рубашку реактора Р 12 и начинают подачу едкого натра из мерника Е 14 в количестве 0,53 – 0,55 м3 в течение 30 – 40 минут. Нейтрализованный раствор содержит 41,5 % тринатрийфосфата.
После охлаждения массы в реакторе Р 12 до температуры 54°С, которая
остается постоянной в конце завершения осаждения десятиводного тринатрийфосфата, несмотря на интенсивный отвод тепла, процесс кристаллизации
декагидрата считается завершенным и суспензия подается на центрифугирование. Отношение масс жидкой и твердой фаз в суспензии равно Ж : Т =
1,05 – 1,1.
Из реактора-осадителя Р 12 суспензия тринатрийфосфата подается на
центрифугу М 18 типа ФГН–100. Отжатые до конечной влажности 1 – 3 %
кристаллы срезаются на наклонный ленточный транспортер ПТ 19 длиной 8 м
и подаются в бункер готового продукта Е 20 из которого поступают на фа-
309
совку, отвешиваются в мешки по 40 ± 1 кг на фасовочном агрегате Х 23, укладываются на поддон и транспортируются на склад [130,133].
Маточный фугат собирается в емкость Е 22, подогреваемую водой до
температуры не ниже 60 °С, и используется в последующих операциях приготовления раствора тринатрийфосфата. В реактор-осадитель Р 12 маточный
фугат подается насосом Н 15.
Сбор проливов содовой суспензии, растворов динатрийфосфата и тринатрийфосфата и смывов осуществляется самотеком в приямок Е 26, откуда собранные растворы перекачиваются погружным насосом Н 27 в емкость промывных вод Е 22. По мере скапливания промывные воды через фильтр Ф 28
подаются на приготовление содовой суспензии. Вода из гидрозатвора Х 25
подается на содорастворение в Р 08.
Материальный баланс производства декагидрата тринатрийфосфата
представлен на рисунке 138.
Потери воды на 1 т. тринатрийфосфата составляют 0,43 кг., едкого натра
0,1 кг, фосфорной кислоты 0,32 кг. Уходит с газами: 127,5 кг оксида углерода
IV и паров воды 71,5 кг. Расходные коэффициенты сырья приведены в таблице 39.
Таблица 39. Расходные коэффициенты на 1 т.
тринатрийфосфата десятиводного.
Наименование сырья
Расход, кг/т
Сода кальцинированная
307,1
Кислота фосфорная
388,9
Натр едкий
278,6
Вода
225,2
310
Рисунок 138. Материальный баланс производства
тринатрийфосфата десятиводного в расчете на
1 операцию кристаллизации (6 операций в сутки).
Газы дыхания емкостей и аспирационные отсосы содорастворения общим объемом 350 м³/час очищаются в мокром циклоне СO6 от пыли карбоната натрия (на 65-72%), очищаются в волокнистом фильтре от тумана фосфорной кислоты и выбрасываются в атмосферу [162]. Уходящие газы содержат:
25,5 % масс оксида углерода IV, 1мг/м³ P2 O5. В действующем производстве
двенадцативодного тринатрийфосфата была проведена проверка по использованию растворов монофосфата натрия с установки переработки фосфорного
311
шлама [167].Данный раствор с температурой 60-70ºc подавали в нейтрализатор Р-10 в количестве 550-600 кг.на операцию. В среднем раствор содержал
(% масс.): 30-32% МНФ, 2,5-2,8 ДНФ, до 0,04 фторсоединений. Его использование обеспечивало снижение расхода фосфорной кислоты на 6-7% без снижения качества получаемого тринатрийфосфата.
Политермическую кристаллизацию тринатрийфосфата и других фосфатов натрия отработали на опытной установке, представленной на рисунке 51.
Производительность установки составляла 75 кг тринатрийфосфата за
одну операцию [91].
В таблице 40 приведены данные сравнительного расчета технико-экономических показателей трех вариантов производства тринатрийфосфата:
-базовый (действовавшее производство на ОАО «Корунд» с пересчетом цен на
1.12.11) - I вариант,
-производство тринатрийфосфата сушкой раствора в аппарате КС (II вариант),
-производство тринатрийфосфата по разработанной технологии (III вариант).
По данным отделов маркетинга предприятий отпускная цена на фосфорную кислоту обессульфаченную составляет 7080 руб./т., на соду-4487
руб./т. И на едкий натр раствор - 7788 руб./т. с учетом НДС.
Для получения сопоставимых результатов расчеты выполнены с пересчетом на 1 тонну безводного тринатрийфосфата в продукте с учетом транспортных расходов в Дзержинск соответственно из Стерлитамака (сода) и Воскресенска (фосфорная кислота).
Сравнение показывает, что себестоимость продукции по варианту II ниже на 3,5 %, а по варианту III-на 4,1 % ниже по сравнению с базовым вариантом I.
Экономическая эффективность разработанной технологии десятиводного тринатрийфосфата включает и выгоду потребителя от использования более
концентрированного продукта. Так, при транспортировке продукта автотранспортом на расстояние 300 км., затраты на 1 тонну двенадцативодного
продукта при тарифе стоимости перевозки 4,0 руб./(т*км) составляет 200
312
руб./т. Одновременно снижаются затраты потребителя на хранение, дозировку
и другие технологические операции с продуктом у потребителя [143].
Таблица 40. Себестоимость тринатрийфосфата
(руб./т. безводного ТНФ)
№
Статьи калькуляции
п/п
Варианты сравнения
I
II
III
1.
Сырье и материалы
13913
13913
13913
2.
Вспомогательные материалы
390
305
305
3.
Энергетические затраты (электроэнер-
840
420
330
гия, природный газ, пар, вода, воздух и
4.
т.д.)
5.
Заработная плата
296
254
254
6.
Амортизация оборудования
124
135
130
Цеховые расходы (10%)
1556
1503
1493
Цеховая себестоимость
17119
16530
16425
Заводская себестоимость
17547
16943
16835
Доля себестоимости в % от базовой
100
96,5
95,9
Таким образом, применение разработанной технологии тринатрийфосфата экономически целесообразно. По результатам исследования подготовлены исходные данные (в полном объеме согласно «Положения о проектировании промышленного производства») на производство тринатрийфосфата.
Годовая производительность установки по тринатрийфосфату - 6000
т/год.
Таким образом, применение циркуляционной технологии в производстве
тринатрийфосфата позволяет исключить стадию упарки раствора и обеспечить
снижение энергозатрат на 1,1 Гкал в пересчете на одну тонну безводной соли
тринатрийфосфата.
313
7.2 Получение восьмиводного тринатрийфосфата
Восьмиводный тринатрийфосфат содержит 53,25 % безводной соли,
что делает его весьма перспективной формой товарного тринатрийфосфата.
Технологическая схема его получения аналогична производству десятиводного тринатрийфосфата (Рисунок 137) и производство восьмиводного
тринатрийфосфата может быть организовано на том же оборудовании, при некотором изменении технологического режима.
Приготовление содовой суспензии ведут растворами в смеси воды с готовым раствором динатрийфосфата в реакторе Р08. На вторую стадию нейтрализации подают раствор динатрийфосфата, маточный раствор после отделения
кристаллов тринатрийфосфата и раствор едкого натра. После нейтрализации в
нейтрализованном растворе содержится 48 – 48,5 % тринатрийфосфата. После
охлаждения раствора со 120 °С до 85 °С из него выпадают кристаллы восьмиводного тринатрийфосфата, отделяемые на центрифуге М18. Маточный раствор собирают в емкость Е22,в котором поддерживают температуру 85 – 90
°С. Из неё маточник периодически подают в реактор нейтрализации Р10.
Экономическая эффективность производства восьмиводного тринатрийфосфата взамен десятиводного тринатрийфосфата в случае применения в качестве энергоносителей пара составляет ~ 700 рублей/тонну. При применении
в качестве энергоносителя в производстве десятиводного тринатрийфосфата
теплофикационной воды себестоимости продуктов в пересчете на безводную
соль сопоставимы.
7.3 Получение динатрийфоcфата семиводного
Пищевой динатрийфосфат двенадцативодный применяется для культивирования дрожжей, в качестве эмульгатора в производстве сыров, в качестве
пептизатора при получении плавленых сыров, в качестве гидратанта (водоудерживающей добавки) в производстве колбас и копченостей [180], а так же
314
в качестве добавки в кисломолочные продукты [181]. В последнее время расширяется использование динатрийфосфата пищевого качества в качестве буферной добавки при производстве рисовой лапши [182], а так же в качестве
добавки в состав стоматологических цементных составов [182]. Возрастает
роль
динатрийфосфата
высокого
качества
при
производстве
нано-
композиционных неорганических материалов [184]. Отмечено применение
динатрийфосфата для очистки катализатора в производстве пероксида водорода вымораживанием выпадающих кристаллов десятиводного динатрийфосфата и выделением их на центрифуге [185]. Менее качественный динатрийфосфат используется для обработки тканей в текстильной промышленности
перед их крашением, а также в производстве керамики и стекла [18]. Наиболее
велика потребность в динатрийфосфате кормовом для подкормки скота, которая на 1990 г оценивалась в пределах СССР в 987 тыс. т/год, а удовлетворялась только на 56% [186, 70]. Сегодня при сохранении потребности удовлетворяется она не более чем на 20 %.
Применяют динатрийфосфат для производства пирофосфата натрия [187]
термической гидратацией при температуре 350-400º С:
2Na2 HPO4→ Na4P2 O7 + H2 O
Динатрийфосфат используют также в составе модификаторов алюмокремниевых сплавов [188], вводя их в количестве до 45-80%, с целью обеспечения прочности и пластичности отливок из силумина.
Динатрийфосфат входи в состав антиобледенительных составов [189],
применяется как добавка в цемент [190], а так же применяется при производстве антибликовых стекол [191].
По существовавшей ранее технологии динатрийфосфат двенадцативодный получали [18] нейтрализацией фосфорной кислоты содой до достижения
значения рН равного 9,5-9,7. Для этого соду растворяли в воде при температуре 70-90º С, получая содовую суспензию с содержанием 420-450г/л карбоната
натрия. Фосфорную кислоту в трех последовательно соединенных проточных
реакторах обрабатывали содовой суспензией при температуре 80-100º С. Го-
315
товый раствор динатрийфосфата (ДНФ) содержал 300-320 г/л ДНФ и до 10 г/л
свободного карбоната натрия. Полученный раствор фильтровали и заливали в
кристаллизаторы периодического действия. Раствор охлаждали в течение ~ 12
часов до температуры 15-20º С захоложенной водой, и выпавшие кристаллы
отделяли на центрифуге и фасовали в бумажные мешки с полиэтиленовым
вкладышем. Влажность кристаллов динатрийфосфата составляла ~ 2%.
С целью получения динатрийфосфата из экстракционной кислоты
предложено [192] выделять осаждающиеся при нейтрализации кислоты фосфаты полуторных окислов после достижения в растворе рН 3-3,5 и выдержки
раствора при температуре 75-90ºc. Очищенный раствор донейтрализуют до
требуемой величины рН, упаривают и подают на сушку с образованием кормового динатрийфосфата.
С целью исключения расхода соды предложено раствор динатрийфосфата получать взаимодействием фосфорной кислоты, содержащей 30-75%
Р2 О5 , с хлоридом натрия при 130-200º С до образования динатрийфосфата безводного [193]. Хлористый водород из полученного продукта отдувают воздухом. Недостатком процесса является присутствие в продукте частично пирофосфатов натрия, образующихся при разложении ортофосфата. Поэтому динатрийфосфат рекомендуется использовать для производства пирофосфата
натрия термической дегидратацией при температуре 300-400º С.
Для повышения чистоты выделяемой смеси солей фосфатов натрия
предлагают [194]
нейтрализацию фосфорной кислоты гидроксидом ще-
лочного металла вести при 85º С до рН 5,8-6,0. Из насыщенного раствора политермически кристаллизовать смесь фосфатов.
Выделенные соли вновь
предлагают растворить в воде, и добавив в раствор гидроксид натрия до рН
5,8-6,0, раствор упарить и вновь кристаллизовать смесь солей. Получаемая
смесь солей содержит меньшее количество примесей, что вполне объяснимо.
Однако применение гидроксида натрия при нейтрализации второго водородного иона экономически не оправдано.
316
Для получения концентрированного продукта в виде безводного динатрийфосфата его осаждают из нейтрализованного насыщенного при температуре 90-105º С раствора методом изотермической кристаллизации [195,
196]. Для этого процесс нейтрализации проводят при температуре выше точки
перитектики разделения линий осаждения безводной и двухводной солей. При
этом поддерживают постоянное соотношение твердой и жидкой фаз равное 13. Для этого при непрерывном технологическом процессе упаривают воду, поступающую с нейтрализованным раствором и выделяющуюся по реакции
нейтрализации. Процесс характеризуется большими затратами тепла греющего пара на испарение всей этой воды. Центрифуга, на которой выделяют кристаллы, работает в чрезвычайно тяжелых условиях. Из-за невозможности теплоизоляции поверхности фильтрации происходит постоянное нарастание соли
на корзинах и возникает необходимость частых промывок центрифуги. Впоследствии это приводит к дополнительным затратам тепла на выпарку дополнительной промывной воды и маточного раствора. Все примеси, приходящие
с содой (до 0,8% NaCl) и фосфорной кислотой, полностью переходят в продукт, из-за чего получаемый динатрийфосфат удовлетворяет требованиям
только к продукту марки Б, пригодному для применения в производстве керамики или антипирена. С этой точки зрения более простым и экономичным
является метод [197], в котором нейтрализацию завершают изотермической
кристаллизационной сушкой, но испарение ведут с помощью дымовых газов с
температурой 600-650º С. Качество получаемого таким образом продукта по
тем же причинам весьма низкое. Присутствующий в газах оксид углерода IV
связывает
гидроксид
натрия,
образующийся
в
ходе
гидролиза
ди-
натрийфосфата в карбонат натрия:
Na2 HPO4 + H2 O→ NaH2PO4 + NaOH
2 NaOH + CO2→ Na2CO3 + H2 O
В результате при отсутствии свободного гидроксида в растворе скорость гидролиза возрастает и общая степень гидролиза динатрийфосфата в растворе
может достигать 30-35%.
317
Для получения безводного гранулированного динатрийфосфата разработан процесс сушки раствора в сушилке фонтанирующего слоя [198], имеющий высокую эффективность. Причем сушка может проводиться и горячим
воздухом.
Двенадцативодный динатрийфосфат при нагревании выше 35,4º С плавится с выделением воды в ходе одновременной кристаллизации семиводной
соли. Это приводит к слеживанию продукта и существенно снижает потребительские свойства двенадцативодного динатрийфосфата.
Как принято в мировой практике, семи- и менее водный динатрийфосфат обычно выделяют из растворов фосфатов методом изотермической кристаллизации. Однако в процессе удаления воды из раствора его выпаркой
происходит концентрирование раствора не только по основному веществу, но
и по примесным соединениям. В результате повышения концентрации примесей в равновесном насыщенном растворе меняется перераспределение примесей между раствором и кристаллизующейся твердой фазой в сторону последней и качество выделяющихся фосфатов понижается.
Применение циркуляционной технологии позволяет получать растворы
фосфатов с более высоким содержанием основного вещества и вести кристаллизацию менее водной соли политермическим методом, при котором повышается содержание примеси в равновесным растворе, а не в продукте. Это
обеспечивает получение более качественного продукта с большей концентрацией основного вещества [199].
На рисунке 139 представлена технологическая схема динатрийфосфата
семиводного. Технологический процесс проводят следующим образом [78, 91,
178, 200].
В содорастворитель Р 08, разогретый до температуры 60-80º С, заливают
1,5 м³ воды, разогретой до 75-80º С, включают перемешивание и подают 0,6 м³
возвратного маточника с температурой 40-60º С. Затем, после включения вентилятора В 05 секторным питателем ПТ 24 подают в течение 0,7-1 часа кальцинированную соду. После выдержки суспензии в течение 1,5-2 часов содо-
318
вую суспензию с долей карбоната натрия 540 г/л насосом Н 09 подают в реактор Р 10, разогретый до температуры 70º С. После заливки 0,3-0,4 части содовой суспензии включают мешалку и завершают заливку остатка содовой суспензии, подают возвратный маточник (0,6-0,65 м³), включают вентилятор отсоса реакционных газов и начинают подачу фосфорной кислоты из мерника Е
11 со скоростью 1-1,5 м³/час.
После завершения подачи фосфорной кислоты (≈1,1 м³ на 1 операцию)
массу в реакторе выдерживают в нейтрализаторе Р 10 в течение 3-5 часов. Готовый раствор с содержанием 41,5% динатрийфосфата через фильтр Ф 27 подают в реактор-осадитель Р 12 на кристаллизацию динатрийфосфата семиводного.
Раствор динатрийфосфата в количестве 3,6-3,7 м³ с температурой 65-70º
С заливают в осадитель Р 12, включают мешалку, подают охлаждение и из емкости Е 22 насосом Н 15 заливают 2-2,2 м³ маточного фугата динатрийфосфата от предыдущей операции.
Раствор перед началом кристаллизации содержит 41,5% динатрийфосфата.
Кристаллизацию динатрийфосфата ведут в течение 5-8 часов до достижения
температуры 35º С. После этого подачу охлаждения прекращают и суспензию
семиводного динатрийфосфата разделяют на центрифуге М 18.
Отношение масс жидкой и твердой фаз в конце кристаллизации равно Ж
: Т =1,05-1,1.
Готовый продукт с влажностью 1-3% с центрифуги М 18 поступает на
ленточный транспортер ПТ 19.
Материальный баланс процесс представлен на рисунке 140.
Расходные коэффициенты сырья приведены в таблице 41.
Потери соды на 1 т динатрийфосфата составляют 0,45 кг, фосфорной
кислоты 0,36 кг. Уходит с газами 164,3 кг оксида углерода(IV) и паров воды
80 кг.
319
Е01–приемная фосфорной емкость кислоты; Н02–насос; Н04–насос; В05–вентилятор; С06–
сепаратор; Е07–бункер; Р08–содорастворитель; Н09–насос; Р10–нейтрализатор первой ступени;
Е11–мерник фосфорной кислоты; Р12–реактор-осадитель; Н13–насос; Н15–насос; Н16 погруж-ной
насос; Н17–насос промывных вод; М18–центрифуга; ПТ19–ленточный транспортер; Е20–бункер
продукта; Е21–емкость промывных вод; Е22–емкость маточника; Х23–машина фасовки; ПТ24–
секторный питатель; Х25–гидрозатвор; Е-26 – сборник промывных вод; Ф27–фильтр.
Рисунок 139. Технологическая схема производства
динатрийфосфата семиводного.
320
Рисунок 140. Материальный баланс производства динатрийфосфата
семиводного в расчете на 1 операцию кристаллизации.
Таблица 41. Расходные коэффициенты на 1 т
динатрийфосфата семиводного.
Наименование сырья
Расход, кг
Сода кальцинированная
392,1
Фосфорная кислота
500,0
Вода
353,1
Таким образом, применение циркуляционной технологии в производстве
семиводного динатрийфосфата позволяет исключить стадию упарки раствора
и обеспечить снижение затрат тепла на 1,4 Гкал в пересчете на 1 тонну без-
321
водной соли. По результатам исследования выданы исходные данные на проектирование установки мощностью 2700 т/год семиводного динатрийфосфата.
7.4 Получение мононатрийфосфата безводного
Мононатрийфосфат выпускают в виде двухводной соли нейтрализацией
25% фосфорной кислоты раствором карбоната натрия и выделением из очищенного от фосфатов полуторных окислов и упаренного до концентрации 5859% раствора товарного мононатрийфосфата двухводного методом политермической кристаллизации [38].
Мононатрийфосфат используют для пропитки ткани и древесины с целью придания им огнестойкости [18]. При нагревании выше 100º С мононатрийфосфат переходит в кислый пирофосфат натрия:
2NaH2 PO4→ Na2H2 P2 O7 + H2 O
который легко плавится и образует тонкую пленку, затрудняющую доступ
воздуха к горючей поверхности и предотвращающую тем самым воспламенение горючего материала.
Мононатрийфосфат применяют также для получения кислого пирофосфата
натрия [201 - 204] прокаливанием при 350-400º С, используемого в производстве полирующих и зубных паст.
Мононатрийфосфат одноводный (ОСЧ) применяют в производстве монокристаллов.
Отмечено применение мононатрийфосфата в качестве добавки в хлорированную воду для улучшения дезинфицирующих свойств, уменьшения коррозионных свойств и уменьшения отложений на трубопроводах [205].
Производят кормовой мононатрийфосфат безводной сушкой упаренного
раствора в распылительной сушилке при температуре 100º С [202], но полученный продукт содержит целую гамму полимеризованных полифосфатов, что
не всегда удовлетворяет потребителей.
322
Высокой частоты раствор мононатрийфосфата получают экстракцией кислоты трибутилфосфатом с реэкстракцией мононатрийфосфатного раствора в
присутствии динатрийфосфата [206], нейтрализующего кислоту до однозамещенного фосфата.
Предложено мононатрийфосфат получать [180] взаимодействием фосфорной кислоты, растворенной в трибутилфосфате, с содой в присутствии
возвратного маточника мононатрийфосфата. Считают, что из экстракционной
фосфорной кислоты может быть получен достаточно чистый продукт. Для повышения чистоты мононатрийфосфата, получаемого из экстракционной фосфорной кислоты неочищенной, предлагают осаждать соль нейтрализацией до
рН=5,8-6,0 (т.е. выше 4,5-4,8) и кристаллизацией из него политермическим
методом для отделения от фосфатов полуторных окислов. Выпавшую соль повторно растворяют, вновь нейтрализуют гидроксидом натрия до рН 5,8-6,0 и
кристаллизуют при 80-83º С чистую соль. Недостатком способа является
необходимость использования на обоих этапах гидроксида натрия (более дорогого по сравнению с содой).
Получение мононатрийфосфата безводного или одноводного по разработанной нами технологии проводят на установке, представленной на рисунке
141. Технологический процесс проводят периодически следующим образом
[176, 207, 193].
В содорастворитель Р 08, разогретый до температуры 60º С, из емкости
Е 22 заливают 0,4-0,45 м³ маточного раствора с температурой 60-70º С. После
включения вентилятора В 05 секторным питателем ПТ 24 подают в течение 1
часа кальцинированную соду, после чего добавляют 200 кг фосфорной кислоты концентрацией 73% с температурой 20º С. Полученную смесь выдерживают в течение 30 минут и перекачивают в реактор Р 10,включают мешалку
и начинают подачу оставшейся части фосфорной кислоты (2039кг) в течение
80 минут со скоростью ~ 1 м³/час. После завершения подачи кислоты в реактор Р10 добавляют ~0,9 м³ возвратного маточника, раствор охлаждают до
323
температуры 57,5º С в течение 7-7,5 час. Выпавшие кристаллы отделяют на
центрифуге М 18. Маточник собирают в одну из емкостей Е22.
Рисунок 141. Технологическая схема установки по производству
концентрированного мононатрийфосфата.
Готовый продукт с влажностью 1-3% срезается на транспортер ПТ 19 и
подается в бункер мононатрийфосфата Е 20 и далее на фасовку.
Материальный баланс на 1 операцию представлен на рисунке 142.
324
Рисунок 142. Материальный баланс производства
мононатрийфосфата безводного на 1 операцию.
325
Расходные коэффициенты сырья приведены в таблице 42.
Таблица 42. Расходные коэффициенты на
1т мононатрийфосфата безводного.
Наименование сырья
Расход, кг
Сода кальцинированная
442,3
Кислота фосфорная
1119,6
Потеря соды составляет 0,5 кг на 1 т мононатрийфосфата, фосфорной
кислоты 0,45 кг. 352 кг маточника, содержащего 61,2% МНФ, передают в емкость маточника Е 22 производства тринатрийфосфата, а ~527 кг маточника
возвращают на содорастворение в Р 08. По результатам исследования выданы
исходные данные на проектирование установки получения 1600 г/год безводного мононатрийфосфата. Применение циркуляционной технологии в производстве тринатрийфосфата позволяет исключить стадию упарки раствора и
обеспечить снижение энергозатрат на 0,8 Гкал в пересчете на одну тонну безводной соли мононатрийфосфата.
В последние годы [208] институтом общей и неорганической химии Узбекистана проведена отработка технологического процесса производства моно, ди- и тринатрийфосфата на обессульфаченной экстракционной фосфорной
кислоте из фосфоритов Центральных Кызылкумов, содержащей 18-21 % Р2О5.
Ими получена целая гамма фосфатов, включая однозамещенный безводный и
одноводный фосфат, двух и семиводный динатрийфосфат и десятиводный
тринатрийфосфат. Результаты отработки подтвердили полученные нами результаты. Хотя авторы, не указывая требования ГОСТ и ТУ, которым удовлетворяли полученные фосфаты, не проводили проверку содержания в них ряда
примесей, включая соединения железа и мышьяка в динатрийфосфате. Из-за
использования разбавленной кислоты авторами исследования не удалось исключить стадию упарки растворов, стадию малоинтенсивной сушки при температуре 30-40 ºС и стадии очистки отходящих газов. Снижение стоимости
326
исходной фосфорной кислоты по сравнению с ценой термической фосфорной
кислоты обеспечило по данным авторов, несмотря на резко возросшие энергетические затраты, экономическую эффективность получения фосфатов.
7.5 Получение фосфатного раствора при переработке отходов
фосфорного шлама
По результатам лабораторного исследования был выполнен проект и
смонтирована опытно-промышленная установка по переработке фосфорного
шлама в раствор мононатрийфосфата. Технологическая схема установки представлена на рисунке 143.
Разогретый и ожиженный в емкости шлама паровым эжектором фосфорный шлам подается в барабанную печь сжигания шлама Р1. Газы с температурой 480ºС поступают в верхний патрубок распылительной адсорбционной колонны К1 [85]. В колонну подается также пар и на разбрызгивание
форсунками раствор динатрийфосфата из емкости Е3 с температурой 60-70º С.
Образовавшийся раствор мононатрийфосфата собирается в емкость Е2 и передается в цех фосфорных солей на переработку в тринатрийфосфат. Газы из
колонны К1 поступают в пенный аппарат А1, и пройдя волокнистый фильтр
Ф1 дымососом Д1 сбрасываются в атмосферу.
Раствор динатрийфосфата из цеха фосфорных солей подается на орошение верхнего слоя двухполочного пенного аппарата Ф1 с температурой 3040ºC [93, 94].
Материальный баланс установки представлен на рисунке 144.
При использовании для поглощения оксидов фосфора 25% раствора динатрийфосфата, получаемый раствор мононатрийфосфата содержал в среднем: 31,5% масс. МНФ, 2,6 % масс. ДНФ, 0,034% масс. фтора и 0,001% взвешенных [142]. Данный раствор с температурой 60-70º С подавали в реактор
нейтрализации кислоты содовой суспензией. В результате снижения расход-
327
ного коэффициента по фосфорной кислоте до 363 кг на 1 т тринатрийфосфата
себестоимость тринатрийфосфата снизилась на 350 руб.
Е1-емкость шлама,Р1- печь сжигания, К1-абсорбционная колонна,
А1-пенный абсорбер, Ф1- волокнистый фильтр, В1- дымосос,
Е2-емкость МНФ, Е3-промежуточная емкость.
Рисунок 143. Технологическая схема переработки отходов фосфорного шлама.
На данной установке была организована непрерывная переработка фосфорного шлама, скопившегося в приемных емкостях (235 т) и вновь поступающего с
желтым фосфором (222 т/год).
328
Рисунок 144. Материальный баланс установки переработки
фосфорного шлама.
Экономический эффект от использования растворов фосфатов натрия,
образующихся при огневом обезвреживании фосфорсодержащих экологически опасных отходов в производстве тринатрийфосфата составил 7,52 млн.
рублей.
329
7.6 Получение соляной кислоты и хлористого аммония из печных
газов огневого обезвреживания отходов производства
Хлорид аммония по объему производства является одним из крупнотоннажных. Нашатырь− старинное название хлорида аммония NH4 Cl. Эта соль
(плотностью 1,527 г/см3) образует бесцветные кристаллы с запахом аммиака,
хорошо растворимые в воде (37,2 г/100г воды при 20ºС). Хлорид аммония
плавится при 400 ºС, но это происходит только под повышенным давлением.
В обычных условиях высоколетучийNH4Cl легко возгоняется, а выше 335 ºС
разлагается. Хлорид аммония не образует кристаллогидратов. Он реагирует с
концентрированной серной кислотой, щелочами, различными окислителями
[18, 110].
Водные растворы хлорида аммония имеют кислую реакцию, и окрашивают синюю лакмусовую бумажку в красный цвет из-за реакции гидролиза, в
которой, помимо катионов оксония H3 O+ - носителей кислотности, образуется
слабое основание гидрат аммиака NH3· H2 O. При нагревании хлорид аммония
возгоняется с одновременным разложением на аммиак и хлороводород.
В природе нашатырь не образует больших скоплений. Он встречается в
виде небольших налетов и корочек, часто вместе с серой, около вулканов, в
пещерах и трещинах земной коры. Причиной их появления служат подземные
пожары пластов каменного угля.
В 1673 году английский физик и химик Роберт Бойль (1627-1691)
наблюдал, как дымится палочка, смоченная соляной кислотой, над горящим
навозом. «Дым» был результатом образования мельчайших кристалликов хлорида аммония при реакции выделяющегося из навоза аммиака с хлороводородом.
До XVII века хлорид аммония ввозили в Россию из Египта и Индии.
Только в 1710 году был построен первый завод боярского сына Нечаевского в
Енисейской губернии, который стал выпускать около пяти тонн нашатыря в
330
год. Хлорид аммония на этом заводе получали, нейтрализуя водный раствор
аммиака (нашатырный спирт) соляной кислотой.
Нашатырь применяют в медицине в виде водного раствора как мочегонное средство. Хлорид аммония легко всасывается из желудочно-кишечного
тракта и превращается в мочевину (NH2)2CO с одновременным образованием
соляной кислоты. В последнее время отмечено применение нашатыря для терапии печеночной недостаточности и некрозов [212].
Хлористый аммоний является мягким хлорирующим агентом, в связи с
этим проводятся исследования по разработке технологии извлечения никеля
из отходов цветной металлургии [209 - 211] с использованием хлорида аммония. Хлористый аммоний применяют при лужении, пайке и цинковании поверхности металла [18, 213], а так же азотировании поверхности молибденистых сталей [214]. Это основная область использования хлорида аммония. Наряду с этим он используется для изготовления гальванических элементов и сухих батарей. Некоторое количество хлористого аммония потребляется в текстильном производстве. Ограниченная часть хлористого аммония используется в качестве азотного удобрения. Появился интерес к применению нашатыря
при изготовлении композиционных сверхтвердых нанометрических нитридов
углерода [215] и полупроводников на основе GaN [216]. Согласно патентов
хлористый аммоний применяется для очистки газов от ртути [217 - 219]. В
связи с увеличением производства сланцевого газа предлагают использовать
нашатырь в качестве добавки в реагенты гидроразрыва пластов в газо- и
нефтедобыче [220].
Основная часть хлористого аммония производится из фильтровой жидкости производства соды [221 222]. Для этого фильтровую жидкость выпаривают в вакуум-выпарных аппаратах. Предварительно жидкость нагревают для
удаления из неё аммиака и оксида углерода IV при разложении карбоната и
бикарбоната аммония. После выдержки раствора в нем образуется совместный
раствор хлоридов натрия и аммония. В данной системе, как видно из диаграммы растворимости, представленной на рисунке 145, растворимость хло-
331
рида натрия мало меняется с изменением температуры, а растворимость хлорида аммония меняется достаточно сильно.
Ф
Рисунок 145. Диаграмма растворимости в системе NaCl – NH4Cl-H2 O.
Если фильтровая жидкость содержит 6,8% NaCl и 15,5% NH4Cl (точка
Ф), то при упарке данного раствора фигуративная точка системы будет перемещаться по лучу испарения ОФ и в точке N из него будет выпадать NaCl.
Далее состав раствора будет меняться по изотерме 80 ºС к точке Е. После отделения выпавшего хлорида натрия, при охлаждении раствора до 35-40 ºС из
него будет выпадать хлорид аммония. После отделения на центрифуге хлористый аммоний содержит до 3% хлорида натрия.
Хлорид аммония получают также конверсией аммонийной селитры поваренной солью, в результате чего хлорид аммония выпадает в осадок:
NH4NO3 + NaCl → NH4Cl + NaNO3
Выделенный на центрифуге хлористый аммоний содержит до 1% бикарбоната натрия и менее 0,05% NaCl.
Для получения чистого хлористого аммония его синтезируют нейтрализацией соляной кислоты аммиаком жидкофазным способом. Но образующийся
332
разбавленный раствор хлористого аммония вынуждены упаривать или сушить
в сушилке кипящего слоя. Из-за значительных энергозатрат получаемый продукт весьма дорог.
До 1965 года на Чернореченском химкомбинате хлористый аммоний
производили безупарочным способом. Для этого синтетический хлористый
водород абсорбировали в фаолитовой пятиполочной колонне с колпачковыми
тарелками маточным раствором хлорида аммония. Для исключения вскипания
раствора и обеспечения полного извлечения хлористого водорода из газа на
орошение колонки подавали большое количество маточного раствора, чтобы
концентрация хлористого водорода в получаемом щелоке не превышала 9%. В
результате большого объема рецикла маточного раствора после нейтрализации солянокислого щелока аммиаком образуется 30-31% раствор хлористого
аммония и в охлажденной суспензии отношения фаз Ж:Т превышает 10:1. Это
приводит к необходимости циркуляции и хранения больших объемов растворов, к увеличению размеров емкостей и аппаратов, а следовательно, к увеличению капитальных затрат на оборудование.
В 1965 году данное производство было заменено вновь введенным мощностью 15 тыс. т/год. В качестве сырья уже использовалась 31,5% соляная кислота. Получающийся при её нейтрализации разбавленный раствор хлористого аммония сушили в сушилке “кипящего слоя” с улавливанием уносимой пыли в двухполочном пенном аппарате. В ходе освоения нового производства
был отработан процесс нейтрализации кислоты жидким аммиаком, конструкция сушилки КС и технология грануляции и сушки хлорида аммония.
После 1993-94 гг. в связи с ростом тарифов на энергоносители себестоимость хлористого аммония, производимого на данном энергоемком производстве, сильно возросла, и производимый хлорид стал неконкурентным по сравнению с продукцией, ввозимой из Китая, и было закрыто.
Использование разбавленных газов, содержание хлористого водорода в
которых не превышает 40% об., для получения хлористого аммония в мировой
практике отсутствовало. В то же время получение хлористого аммония на ос-
333
нове использования отходящих газов синтеза органических веществ исключительно актуально, поскольку одновременно решает как экологическую, так и
экономическую задачу повышения экологичности и экономичности производства промышленных хлорорганических продуктов.
Газы данной концентрации могут использоваться и для получения 31,5%
соляной кислоты [47, 102-104, 109, 223, 224]. В случае применения такой кислоты для жидкофазного синтеза хлорида аммония нейтрализацией соляной
кислоты аммиаком получается разбавленный раствор хлорида аммония, сушка
которого экономически не оправдывается из-за больших энергозатрат. Высокая себестоимость продукта и явилась причиной закрытия производства хлорида аммония на ОАО Корунд, хотя потребность в хлориде аммония на предприятиях Нижегородской области остается высокой. Частично для покрытия
потребности хлористый аммоний поставляется с предприятия г. Навои (Узбекистан).
В результате исследования абсорбции хлористого водорода растворами
хлорида аммония, промывки печных газов соляно-кислотными растворами
разработана циркуляционная технология [48] получения хлористого аммония
на базе печных газов огневого обезвреживания отходов производства хлоркарбоновых кислот. Технологическая схема процесса получения соляной кислоты и хлорида аммония из печных газов представлена на рисунке 146.
Технологический процесс включает стадии:
− абсорбция хлористого водорода водой с получением соляной кислоты и промывка газов кислотным раствором [101];
− абсорбция хлористого водорода раствором хлористого аммония с последующей нейтрализацией солянокислого щелока аммиаком [100, 108, 225];
− политермическая кристаллизация хлористого аммония, центрифугирование
суспензии и сушка хлорида аммония воздухом [83];
− очистка отходящих газов сушки, дыхания реакторов нейтрализации, кристаллизаторов от остатков хлористого водорода, паров аммиака и тумана [114,
116, 225].
334
Рисунок 146. Технологическая схема получения соляной кислоты и хлорида аммония из печных газов обезвреживания
хлорсодержащих отходов (вариант 2).
335
Дымовые газы, содержащие 36% об. хлористого водорода и 15% паров
воды, с температурой 300ºС, охлаждаются в кожухотрубчатом теплообменнике Т1 воздухом, подаваемым вентилятором В1, до температуры 150 ºС. В зимнийпериод воздух перед теплообменником Т1 проходит через теплообменник
Т2 и подогревается водой из рубашки абсорберов А1 и А2 до температуры 20
ºС. Нагретый в Т1 воздух используется для подсушки товарного хлористого
аммония до остаточной влажности 0,2% масс. в барабанной сушилке Т7.
Далее печной газ охлаждается в теплообменниках А1 до температуры
80-85 ºС и А2 до температуры 75-78 ºС. В теплообменнике-абсорбере А1 конденсируются пары воды, приходящие с печным газом. Образующаяся в нем
29-29,5%
соляная
кислота
вместе
с
газами
поступает
в
абсорбер-
теплообменник А2, куда прямотоком газу подается вода. Кислотно-газовая
смесь из А2 разделяется в сепараторе, и кислота стекает в емкость Е1. Кислота из емкости Е1 с концентрацией 31,5% отправляется на склад.
В абсорбере А2 проходит промывка газов, из которых удаляются пыль, сажистые частицы, смолистые вещества и другие примеси.
Печной газ с содержанием 26,5-27% об. хлористого водорода поступает
на стадию получения хлористого аммония, и, пройдя последовательно кожухотрубчатые графитовые абсорберы А3 и А4 с содержанием менее 1% об.
хлористого водорода, подается на очистку [99].
В абсорбере А3 хлористый водород абсорбируются 30-30,5% раствором
хлористого аммония, подаваемым из реактора-нейтрализатора Р1. Предварительно раствор охлаждается до 60-70 ºС в теплообменнике Т5. Выходящий из
абсорбера раствор содержит 29,6% NH4Cl и 6,2% масс HCl и подается в реактор-нейтрализатор, где нейтрализуется подачей жидкого аммиака до pH 4,85,2. Нейтрализованный раствор поступает в кристаллизатор Т3 с температурой 75-80 ºС в течение 2,5 часов. В этот период раствор из кристаллизатора
непрерывно прокачивается через теплообменник Т4 при одновременной подаче хладагента и в рубашку охлаждения кристаллизатора. После снижения
температуры раствора в кристаллизаторе до 55 ºС циркуляцию раствора через
336
теплообменник Т4 прекращают. Дальнейший отвод тепла ведут через рубашку, поддерживая скорость охлаждения 0,75-0,9 град/мин.
Газы после абсорбера А3 содержат 11,5-12% об. хлористого водорода и
подаются вниз кожухотрубчатого абсорбера А4, орошаемого маточным раствором из емкости Е2. После абсорбера А4 газы содержат до 1% об. HCl и до
7% об. паров воды. Раствор из абсорбера А4, содержащий 23,5-24% масс хлористого аммония и 5,2-5,4% масс свободной соляной кислоты, нейтрализуется
в реакторе-нейтрализаторе Р1 жидким аммиаком до достижения pH раствора
равного 2,8-3,5. Данный раствор через теплообменник Т5 с температурой 80
ºС подается на орошение абсорбера А3.
Съём с единицы объема нейтрализаторов составляет 1,05-1,1 т/м3 час.
Съём с единицы объема кристаллизаторов составляет 30 кг/м3 час.
После охлаждения суспензии в кристаллизаторе Т3 до температуры 20
ºС мешалку останавливают и в течение 5-10 минут проводят отстаивание суспензии выпавших кристаллов. Далее верхний отстоявшийся слой раствора
сливают в емкость Е2. После завершения слива (~55-60% по высоте) сливной
клапан закрывают, включают мешалку и начинают подавать сгущенную суспензию на центрифугу ФГН-10. Маточник с центрифуги собирают в емкость
Е2. Кристаллы хлорида аммония с влажностью 1-3% подают в барабанную
сушилку Т7 типа БН1-4НУ, где высушивают теплым воздухом до влажности
0,2% масс. Съём продукта в сушилке составляет 0,24 кг/(м3 · час).
Готовый продукт секторным дозатором подается в бункер продукта Е3 и
далее на фасовку. С осушающим воздухом из сушилки уносится 0,3-0,5% хлорида аммония. Для улавливания пыли используют мокрый центробежный
скруббер С1, в котором улавливается 92-95% уносимой пыли.
Скруббер С1 орошается маточным раствором хлорида аммония из емкости Е2 в количестве 0,2-0,22 м3/на 1000м3 воздуха. Раствор из скруббера С1
стекает в емкость Е2. В скруббер подается также раствор из системы орошения санитарных колонн К1 и К2 в количестве, равном скапливающейся в них
части из емкости Е4.
337
Газы дыхания реакторов Р1 и Р2, кристаллизаторов Т3 и емкости Е2, содержащие 20% об. аммиака и 3-4% об. азота и пары воды конденсируются в
конденсаторе Т6. Степень конденсации аммиака достигает 90%, паров воды
70%. Конденсат, содержащий 17,5-18% аммиака, самотеком стекает через
опуск в переливной стакан колонны К1. Газы из конденсатора смешиваются и
поступают на очистку в колонну К1.
Колонна К1 орошается циркулирующим раствором, содержащим 18-20%
хлорида аммония с температурой 30-35 ºС. В качестве насадки используют
хорошо смачивающиеся полипропиленовые кольца размером 50×50. Высота
насадки равна 3200 мм. Плотность орошения 6 м3/(м2 · час). Газы из колонны
К1 с содержанием ~0,09% об. HCl, 0,014% об. аммиака и 6,6% об. паров воды
поступают в колонну К2.
Колонна К2 орошается циркулирующим раствором хлорида аммония с
концентрацией 6-6,5% и температурой 10 ºС. Насадка колонны состоит из
двух слоев полипропиленовых колец размером 50×50 с высотой каждого слоя
2300 мм. Плотность орошения составляет 6 м3/(м2 час). На выходе из колонны
К2 газы содержат 0,003% об. хлористого водорода, 0,0016% об. аммиака, вместе с воздухом из скруббера С1 проходят через центробежный скруббер С2 и
дымососом В2 в количестве 4500-4700 м3/час выбрасываются в атмосферу.
Уходящий газ содержит 0,02 кг/час хлористого водорода и 0,008 кг/час аммиака. Уловленные в скруббере С2 брызги через опуск стекают в переливной
стакан колонны К2.
Материальный баланс производства хлористого аммония из печных газов представлен на рисунке 147.
При получении хлористого аммония поглощение хлористого водорода
проходит последовательно в цепочке абсорбционных аппаратов. Показатели
работы абсорберов приведены в таблице 43.
Расходные коэффициенты сырья и материалов приведены в таблице 42.
Работа участка в режиме переработки хлористого водорода печных газов
только в соляную кислоту организуется следующим образом.
338
Рисунок 147. Материальный баланс производства хлористого аммония
из печных газов.
Печной газ после охлаждения в абсорбере А1 до температуры 80-85 ºС
пропускают через абсорбер А2 прямотоком с орошающей жидкостью. На
орошение подают соляную кислоту из абсорбера А4, содержащую 9,2-9,4%
HCl. Газы после абсорбера А2 отделяются в сепараторе и направляются в ко-
339
жухотрубчатый абсорбер А3. Кислота из абсорбера А2 с концентрацией 31,5%
масс. собирается в емкость продукционной кислоты Е1.
Таблица 43. Абсорбция хлористого водорода по абсорберам участка
при работе в режиме производства хлористого аммония.
Позиция
аб- Объемная доля Степень
сорбционного
аппарата
HCl в газе на
на выходе
Степень перера- Поверхность
поглоще- ботки HCl в % массоперения
от
массы
на дачи, м2
схеме.
% об.
%
входе в систему
А1
39,6
5,8
5,8
56
А2
26,9
29
29
98
А3
11,5
65
38
140
А4
1,09
93
24,2
105
К1
0,09
92
2,8
96
К2
0,003
98
0,17
156
С2
0,002
33
0,001
-
Таблица 44. Расходные коэффициенты сырья и материалов
на 1 т хлористого аммония.
Наименование сырья
Расход
Примечание
и материалов
кг/т
1. Аммиак
320,04
ГОСТ 6221-90
2. Азот, м3
45
ГОСТ 9293-74
3. Воздух КИП, м3
76
ГОСТ 17433-80
4. Электроэнергия, кВт
86
5. Вода оборотная
46
Абсорбер А3 орошается смесью кислот из абсорбера А4 с долей хлористого водорода 9,2-9,4% масс. и продукционной кислоты из емкости Е1, охла-
340
жденной в теплообменнике Т9 до температуры 20 ºС. Орошающая смесь содержит 25,4-25,6% HCl. Плотность орошения абсорбера составляет 9 м3/(м2· с).
Организация рецикла продукционной кислоты позволяет повысить плотность
орошения абсорбера, повысить эффективность абсорбции хлористого водорода и обеспечить условия для регулирования концентрации продукционной
кислоты в емкости Е1. Кислота из абсорбера А3 собирается в емкость Е1 и частично отправляется на склад.
Газы после абсорбера А3 содержат 10-10,3% об. хлористого водорода и с
температурой 45-50 ºС поступают в кожухотрубчатый абсорбер А4.
Абсорбер А4 орошается смесью кислот из емкости А4 колонны К1 с долей хлористого водорода 14% и кислоты, полученной в абсорбере А4 и имеющей концентрацию 9,2-9,4%. Данная смесь имеет концентрацию 5,3% и температуру, после охлаждения в теплообменнике Т5, 20 ºС. Кислота из абсорбера А3 собирается в реактор Р1, служащий в данном случае промежуточной
емкостью. Реактор Р1 в переходный период освобождается от остатков раствора хлорида аммония, перекачиваемого в один из кристаллизаторов.
Циркуляция раствора в системе орошения абсорбера позволяет существенно повысить степень поглощения хлористого водорода в абсорбере, которая составит 86-88%.
Доля хлористого водорода в газе после абсорбера А4 составляет 1.71,8% об. и далее газ поступает в колонну К1.
Колонна К1 орошается смесью раствора из колонны К1 с концентрацией
0,08% масс. с циркулирующей частью кислоты из емкости Е4 с концентрацией
1,4% масс. Плотность орошения насадки в колонне К1 составляет5-5,5
м3/(м2· час). Температуру орошения поддерживают равной ~30 ºС.
Газы из колонны К1 с содержанием 0,09-0,1% об. поступают в абсорбционную колонну К2, орошаемую смесью захоложенной воды и циркуляционной кислоты с концентрацией 0,08% масс. Орошающая смесь содержит
0,017% масс. кислоты. Плотность орошения насадки абсорбционной колонны
составляет 5-5,2 м3/(м2· ч).
341
Уходящий из колонны газ с содержанием 0,003% об. хлористого водорода проходит через центробежный скруббер С2 и выбрасывается дымососом В2
в атмосферу. Уловленные в скруббере С2 брызги жидкости сливаются по
опуску в переливной карман колонны К2. Материальный баланс получения
соляной кислоты представлен на рисунке 148.
Рисунок 148. Материальный баланс переработки печных газов
в соляную кислоту.
342
При получении соляной кислоты поглощение хлористого водорода последовательно проходит в цепочке абсорбционных аппаратов. Показатели
процесса поглощения приведены в таблице 45.
Таблица 45. Абсорбция хлористого водорода по абсорберам участка
при работе в режиме выпуска соляной кислоты.
Позиция аб- Объемная до- Степень
Степень перера- Поверхность
сорбцион-
ботки HCl в % массопередачи в
ного
ля HCl в газе поглоще-
аппа- на выходе
ния
от
массы
на аппарате,
рата
% об.
%
входе в систему
м2
А1
39,6
5,8
5,8
56
А2
26,9
29
29
98
А3
10,3
68
44
140
А4
1,8
86
17,9
105
К1
0,09
94
2,7
96
К2
0,003
98
0,17
156
С2
0,002
33
0,001
-
Расходные коэффициенты на 1 т 31,5% соляной кислоты приведены в таблице 46.
Таблица 46. Расходные коэффициенты сырья и материалов.
Наименование сырья и материалов Расход, кг/т
1. Вода деминерализованная
2.Воздух
Примечание
670
автоматизированного 70
управления
3. Электроэнергия, кВт
86
4. Вода оборотная, м3
30
ГОСТ 17433-80
343
Выполнен сопоставительный техноэкономический анализ трех вариантов организации переработки печных газов огневого обезвреживания отходов
производства хлоркарбоновых кислот.
За базовый вариант (вариант 1) была принята технология хлорида аммония, эксплуатировавшаяся на ОАО Корунд с получением из печных газов
31,5% соляной кислоты и переработкой её в хлорид аммония на схеме с сушкой раствора в сушилке КС. Качество соляной кислоты удовлетворяет ТУ
6.01.0468938-80-92 сорт 1. Качество хлористого аммония удовлетворяет ГОСТ
2210-90, сорт 2. Мощность производства 9000 т/год хлористого аммония. Технологическая схема приведена на рисунке 149.
По второму варианту рассмотрена циркуляционная технология (рисунок
146) с промывкой печных газов соляной кислотой и использованием политермической кристаллизации хлорида аммония [48]. Мощность производства
6000 т/год хлористого аммония и 8500 т/год 31,5% соляной кислоты.
По третьему варианту рассмотрена циркуляционная технология с промывкой печных газов соляной кислотой и сушкой полученного раствора в сушилке КС.
Мощность производства 6000 т/год хлористого аммония и 8500 т/год
31,5% соляной кислоты. Технологическая схема приведена на рисунке 150.
Расходные коэффициенты по аммиаку составляют: вариант 1 – 330 кг/т,
вариант 2 – 323 кг/т и вариант 3 – 325 кг/т. Более высокий расход аммиака в
вариантах 1 и 3 объясняется многократно большим объемом отходящих газов
при использовании сушилки КС, а следовательно возрастанием затрат на их
очистку и возрастанием потерь аммиака с абгазами.
По базовому варианту, применявшемуся ранее на ОАО Корунд, абсорбция хлористого водорода из печных газов ведется с получением 31,5% соляной кислоты по схеме, представленной на рисунке 146 и описанной ранее.
344
Рисунок 149. Технологическая схема получения хлорида аммония (вариант 1).
345
Технологическая схема (базовый вариант 1) стадии получения хлорида
аммония представлена на рисунке 149. Нейтрализация соляной кислоты проводится в одном из эмалированных реакторов Р7001. В реактор насосом
Н6001 подается 31,5% соляная кислота, а также из сборников конденсата
Е7006 и емкостей Е7010 и Е7016 разбавленный аммиачно-водный конденсат и
растворы хлорида аммония из пенного аппарата К-7009 и санитарной колонны
К7001. В полученную смесь подают жидкий аммиак с избытком от стехиометрии 1,5% до полной нейтрализации кислоты. Нейтрализованный раствор сливают в емкость раствора хлорида аммония Е7003, откуда насосом Н7001 подают в сушилку. Раствор хлорида аммония концентрацией 25-26% масс. подается на распыление сжатым воздухом в форсунки, которыми вдувается в кипящий слой после смешения с горячими топочными газами с температурой
800ºС, которые получают в теплогенераторе Т-7007.
Часть топочных газов смешивается с воздухом до понижения температуры до 100-200ºС и подается через верхний короб сушилки С-7001 под решетку
для обеспечения кипения слоя гранул в сушилке. Газы из сушилки с температурой 100 ºС отбираются из сепарационной верхней зоны и подаются в пенный двухслойный промыватель К7009 отходящих газов, где промываются
раствором хлорида аммония и охлаждаются до 30 ºС. Второй слой пенного
аппарата орошается смесью циркулирующего раствора с деминерализованной водой с температурой 20 ºС, первый слой орошается раствором хлорида
аммония после второго слоя. Часть циркуляционного раствора из Е7005 подается в реактор Р7001, и оставшаяся часть подается на второй слой пенного
промывателя газов сушилки. Раствор из пенного аппарата содержит до 10%
масс. хлорида аммония и сливается в емкость раствора хлорида аммония
Е7010. Очищенный от паров и пыли хлорида аммония газ через центробежный скруббер К7002, где освобождается от брызг, дымососом Д7001 выбрасывается в атмосферу.
Газы дыхания с температурой 80-100 ºС из реактора Р7001 охлаждаются
до температуры 30 ºС в конденсаторе Т7001. Образующийся конденсат содер-
346
жит до 4% масс. аммиака и собирается после отделения в сепараторе в сборник аммиаксодержащего конденсата Е7006. Из емкости Е 7006 конденсат
насосом Н7003 перекачивается в реактор нейтрализации соляной кислоты
Р7001. Неконденсирующаяся часть газа из сепаратора конденсатора Т7001 поступает на промывку в санитарную насадочную колонну К7001, где промывается слабым раствором с содержанием <0,001% масс. аммиака. Раствор из колонны К7001 собирается в емкость Е7008.
Технологическая схема процесса по варианту 3 представлена на рисунке
150.
Дымовые газы из котла-утилизатора К5001 с температурой ~300 ºС
охлаждаются в кожухотрубчатом теплообменнике Т7001 до температуры 150160 ºС,исключающей конденсацию воды и образование соляной кислоты.
Охлаждение проводится воздухом, поступающим в межтрубное пространство
с температурой 20-25 ºС. Нагретый воздух с температурой ~170 ºС подается в
верхний короб сушилки раствора для утилизации отводимого тепла. Теплообменник имеет поверхность 80 м2 .
Газы, содержащие 36% масс. хлористого водорода, из теплообменника
подаются в кожухоблочный графитовый теплообменник-абсорбер А7001, где
охлаждаются до температуры 60 ºС. Прямотоком с газами в абсорбер А7001
подают деминерализованную воду. Выходящая из абсорбера кислотно-газовая
смесь разделяется в сепараторе и кислота с концентрацией 31,5% сливается в
эмалированную емкость Е7001. Одновременно с хлористым водородом в абсорбере А7001 поглощаются из печного газа все примеси, обеспечивая возможность получения качественного хлорида аммония.
Далее печные газы с содержанием 25% об. хлористого водорода подают
в кожухоблочный графитовый абсорбер А7002. Прямотоком в него подается
вода, водный конденсат из Е7004 и промывной раствор из емкости Е7003. Перед входом в абсорбер печные газы смешиваются с аммиаком для образования
хлорида аммония. В результате абсорбции хлорида аммония из абсорбера выходит концентрированный раствор с содержанием хлорида аммония 37,5-38%
347
Рисунок 150. Технологическая схема производства хлорида аммония
(вариант3).
348
масс. и температурой ~100ºС. Температура уходящих газов составляет 100 ºС.
После отделения в сепараторе раствор сливается в емкость Е7002, откуда
насосом подается в форсунки сушилки кипящего слоя Т7002. Сушилка конструктивно аналогична принятой в базовом аналоге, но имеет в 1,5 раза меньший объем ввиду меньшей тепловой напряженности (объем испаряемой воды
при сушке в 1,8-1,9 раза меньше на 1 тонну хлорида аммония). Для сушки
раствора в сушилку кипящего слоя двумя частями подают топочные газы с
температурой 800 ºС, получаемые сжиганием природного газа в теплогенераторе Т7003. Часть газа, подаваемая в верхний короб на обеспечение кипения
слоя гранул хлорида аммония, разбавляется до достижения температуры 200
ºС воздухом и теплым воздухом из Т7001. Вторая часть поступает в нижний
короб сушилки на смешение с распыленным с помощью сжатого воздуха раствором хлорида аммония.
Газы из сепарационной зоны сушилки поступают на очистку от пылеуноса в двухслойный пенный газопромыватель К7001, орошаемый циркулирующим в системе раствором хлорида аммония. Часть циркулирующего раствора подается на абсорбцию хлорида аммония в А7002.
Промывной раствор из газопромывателя собирается в емкость Е7003 и
насосом Н7003 возвращается на орошение второго слоя промывателя газов.
Газы с температурой 30 ºС поступают в насадочный санитарный скруббер К7002. Газы дыхания емкостей и бункеров поступают на очистку в скруббере К7002. Газы после абсорбера А7002 проходят конденсатор Т7004, где
охлаждаются до температуры 30 ºС. После сепаратора конденсат собирается в
емкости Е7004 и насосом Н7004 передается в абсорбер А7002. Газы после
конденсатора объединяются в общий поток газов, очищаемых в насадочном
санитарном скруббере
К7002, орошаемом слабым (до % масс.) раствором
хлорида аммония. Газы, пройдя каплеотделитель, размещенный в верхней части колонны К7002, дымососом D7001 выбрасываются в атмосферу. Раствор
из скруббера К7002 собирается в емкость Е7005, откуда часть его насосом
Н7005 передается в емкость конденсата Е7004, а основная часть подается на
349
орошение скруббера. Необходимое количество воды восполняется подачей
свежей деминерализованной воды. Готовый продукт с остаточной влажностью
менее 0,2% через секторный затвор поступает в бункер Е7005 и далее на фасовку.
При относительно равных сырьевых затратах энергетические расходы в
сравниваемых вариантах значительно отличаются (таблица 47).
Таблица 47. Энергетические затраты на 1 т хлористого аммония.
Наименование компонента Единица измере- Вариант
затрат
ния
Воздух сжатый
1
2
3
м3
770
50
400
Природный газ
кгусл. т
580
−
295
Электроэнергия
кВтч.
220
150
180
Пар
Гкал.
0,7
0,7
0,7
Вода оборотная
м3
6,1
8
3
Вода захоложенная
м3
1,2
1,2
1,2
Приведенные затраты на оборудование по вариантам равны: вариант 1 –
5700 р/т, вариант 2 – 2200 р/т и вариант 3 – 3700 р/т. Следовательно амортизационные отчисления по варианту 3 в 1,68 раза, а по варианту 1 в 2,6 раза выше, чем по варианту 2. Численность основного, вспомогательного и ремонтного персонала по сравниваемым вариантам приведена в таблице 48.
Объемы отходов, отходящих газов и стоков по сравниваемым вариантам
приведены в таблице 49.
Таким образом, основными определяющими величину себестоимости
хлористого аммония являются:
− затраты на амортизацию оборудования, здания и сооружения;
− энергетические затраты;
− затраты на зарплату основного и вспомогательного персонала.
350
Таблица 48. Численность обслуживающего персонала.
Категория персонала
Вариант
1
2
3
Основной персонал
12
15
22
Вспомогательный персонал
7
7
7
Ремонтный персонал
7
10
14
Всего
26
32
43
Таблица 49. Отходы производства на 1 т хлористого аммония.
Наименование
Единицы измере- Вариант
ния
1
2
3
Отходящие газы
тыс. м3
28
7
16
Сточные воды
м3
0,0079
0,0012 0,0015
Сравнение себестоимости хлористого аммония показало (таблица 50),
что по варианту 2 она на 38,1 % ниже, чем по варианту 1 и на 10,6 % ниже,
чем по варианту 3.
Таблица 50. Себестоимость хлористого аммония (руб./т)
№
Статья калькуляции
Варианты сравнения
1
2
3
1
Сырье и материалы
6727
3023
3023
2
Вспомогательные варианты
4,6
4,6
4,6
3
Энергетические затраты
1587
209,9
879,9
4
Заработная плата
810
997
1340
5
Амортизация оборудования
1321
2235,5
2332,5
6
Цеховые расходы (10%)
1045
647
758
Цеховая себестоимость
11494 7117
8338
Доля себестоимости в % от базовой
100
72,5
61,9
351
Таким образом, применение предложенного принципа энергосбережения посредством циркуляции для абсорбции хлористого водорода из печных
газов позволяет получать хлористый аммоний со значительно меньшими затратами энергии и получать продукт с меньшей себестоимостью. Полное использование хлористого водорода позволяет исключить в производстве монохлоруксусной кислоты (МХУК) стадии очистки абгазов производства и как
следствие существенно снизить себестоимость выпускаемой МХУК, обеспечивая экологичность и экономичность производства монохлоруксусной кислоты. Гибкость технологии переработки печных газов обезвреживания отходов производства МХУК позволяет быстро переходить на выпуск продукта,
обладающего в данный период большим спросом на рынке.
7.7 Получение хлористого бария двухводного
Основная часть (~60%) технического хлористого бария применяется в
сельском хозяйстве для борьбы со свекловичным долгоносиком и другими
вредителями садово-огородных культур. В последние годы это направление
использования практически сошло к нулю. Выпускаемый хлористый барий,
как водорастворимое соединение, используется в качестве полуфабриката для
получения других бариевых солей (сульфата, карбоната и нитрата бария)
[226].
Обычно для получения двухводного хлористого бария плав сульфида
бария после размола в шаровой мельнице разлагают раствором соляной кислоты концентрацией 13-15% масс. [18, 227]. Такая концентрация раствора
кислоты необходима для ограничения перехода в растворе кремневой кислоты, образующейся при разложении силиката бария (BaSiO3), и для исключения осаждения в осадок элементарной серы, удаляемой с не распавшимся
остатком. Осаждение серы связано с протеканием взаимодействия:
2S-2+S+4 =3S
352
Технологическая схема получения технического хлористого бария существующая на предприятии представлена на рисунке 151.
1- шаровая мельница; 2- разлагатель плава; 3- центрифуга; 4- дозатор раствора;
5- выпарной аппарат; 6- кристаллизатор; 7-центрифуга; 8 - емкость
Рисунок 151. Технологическая схема получения хлористого бария разложением плава сульфида бария 13-15% раствором соляной кислоты.
В результате разложения получается раствор с содержанием 26-28%
BaCl2 , который обычно упаривают до концентрации 41-42%. Двухводный
хлористый барий кристаллизуют охлаждением упаренного раствора с температуры 80оС до 20оС. После отделения на центрифуге товарной соли маточник
возвращают в выпарной аппарат на упарку в смеси с исходным разбавленным
раствором.
353
Другими известными способами решается задача получения части продукта реактивной квалификации («ЧДА» и «Ч») за счет обмывки кристаллов
на фильтре [228] или введением в раствор перед кристаллизацией добавки вещества, регулирующего пересыщение и понижающего образование маточных
включений в сростках кристаллов хлористого бария [229]. В обоих случаях
необходимость упарки перед кристаллизацией предложенными техническими
приемами не исключается.
Представляется целесообразным исключить стадию упарки разбавленного раствора. Для этого разложение плава следует вести совместным раствором
хлористого водорода и хлористого бария.
Для приготовления такого раствора используют маточный раствор после
отделения кристаллов товарной соли. В результате разложения плава совместным раствором, после отделения неразложившегося шлама, получается
раствор с долей хлористого бария в нем 41-42%, не требующий упарки. Условия кристаллизации двухводного хлористого бария при этом остаются аналогичными условием действующего производства. Поэтому необходимо определить лишь условия, достаточные для полного разложения исходного шлама.
После смешения маточного раствора с 40%-ной соляной кислотой получается раствор разложения с долей 10 - 12% HCl и 20 - 22% хлористого бария.
Для исследования взаимодействия плава сульфида бария с раствором
разложения, содержащим 11% HCl и 20% BaCl2 образец плава был получен
восстановлением барита (класс А марка КБ-1 по ГОСТ 4682-84) природным
газом в проточной капсуле, помещенной в муфельную печь, разогретую до
900-1050оС. Полученный плав содержал 86,4% сульфида бария, 10,2 % карбоната бария, 1,9 % сульфита бария. Разложение измельченного плава проводили в термостатированной пробирке при температуре 100оС.
Полученную после завершения разложения плава суспензию донейтрализоввывали до рН=6 раствором соляной кислоты и фильтровали для отделения от нерастворимого остатка. Отделенный осадок на фильтре промывали
пятикратным количеством воды и сушили при 105оС.
354
Промытый высушенный остаток анализировали на содержание соединений бария в пересчете на BaО (весовым методом) [118] на содержание серы
объемным титрованием газа прокалки и железа в пересчете на Fe2 O3– фотоколориметрически.
Исследование показало, что разложение основной части плава предложенным раствором разложения проходит за 60-70 минут (Рисунок 152).
Рисунок 152. Изменение степени разложения плава сульфида бария (α)
от времени разложения (τ) (1 - 15% соляной кислотой, 2 – солянокислым раствором хлористого бария (11% соляной кислоты и 20 % хлорида бария).
За это время в раствор переходит 96-97% соединений бария, находившихся в исходном плаве. Сравнительные опыты по разложению плава 15%
раствором соляной кислоты показали, что начальная скорость разложения
плава соляной кислотой в 1,5 раза выше, чем солянокислым раствором хлористого бария. Но после взаимодействия в течение 90-120 минут разложение завершается и полнота перехода соединений бария в растворы одинакова.
Масса не разложившегося остатка после завершения времени опыта
уменьшается (Рисунок 153) и после 90 минут взаимодействия становится примерно постоянной и равной 1,4-1,45 % от массы исходной навески плава.
355
Рисунок 153. Изменение массы твердой фазы
(G, в % от массы исходной навески) от времени (τ) разложения.
Присутствие в растворе разложения более значительного количества
хлорида бария оказывает влияние на взаимодействие кислоты с компонентами плава. Во-первых, отмечено некоторое снижение скорости разложения
плава. Это связано, вероятно, с изменением условий взаимодействия из-за
увеличения вязкости раствора. Установлено также, что при достижении степени разложения 60 -70% раствор насыщается хлористым барием из-за снижения его равновесной растворимости в присутствии хлористого водорода и
он выпадает частично в осадок. Однако по мере срабатывания хлористого водорода ранее выпавший двухводный хлористый барий вновь переходит в раствор. Как видно из таблицы 51, при разложении плава солянокислым раствором хлористого бария в получаемом хлористом барии двухводном доля примесей железа и хлоридов в 2-5 раза меньше, чем в хлориде бария, осажденном
из раствора, полученного разложением плава 15 % -ным раствором соляной
кислоты. Это объясняется уменьшением растворения соединений железа и силиката в растворе разложения.
356
Таблица 51. Состав кристаллического хлористого бария двухводного.
№ Показатель качества
1
Основное вещество
Норма по
Получен с исполь- Получен с ис-
ГОСТ
зованием 15% со-
пользованием
742-78
ляной кислоты
раствора, содер-
1сорт
жащего 11% HСl
[230]
и 20% BaCl2
Не менее
96,8
96,9
2,7
2,7
0,12
0,07
0,0022
0,0005
0,35
0,15
0,09
0,10
0,2
0,2
0,18
0,15
96,5
2
Гигроскопическая
влага
3
4
Нерастворимый
Не более
остаток
0,12
Соединения железа
Не более
0,003
5
Хлориды
6
Сульфиды
Не более
0,1
7
Кальций
Не более
0,2
8
Натрий
Не более
0,2
Предложена и разработана технология хлористого бария двухводного
технического с рециклом маточного раствора. Технологическая схема процесса представлена на рисунке 154 [244].
357
М1- шаровая мельница; Р2- разлагатель плава; М3- центрифуга; Е4- дозатор
раствора; Р5 - кристаллизатор; М6-центрифуга; Е7 – емкость промывных вод;
Е8 – емкость осветленного раствора, Е9 – емкость маточника
Рисунок 154. Технологическая схема получения хлористого бария
с рециклом маточного раствора.
Аналогично действующему производству, плав измельчается в шаровой
мельнице М1, куда подают и промывную воду после промывки шлама. Измельченный плав поступает в реактор-разлагатель плава Р2, куда возвращают
маточник после отделения товарной соли и 40% соляную кислоту. После завершения разложения суспензия разделяется на центрифуге М3. Шлам промывается водой с температурой 50 - 60оС и отводится в шламонакопитель.
358
Промывные воды собираются в емкость Е7 и используются при измельчении
плава в шаровой мельнице М1. Осветленный раствор собирается в емкость Е8,
перекачивается в дозирующую емкость Е4. В емкости Е4 раствор донейтрализуется до рН=6 подачей 40% соляной кислоты , продувается паром для отдувки гидрида серы и подается в кристаллизаторР5. После охлаждения до 20оС,
выпавшие кристаллы отделяются на центрифуге М6. С влажностью 2,5 - 3%
продукт фасуется в фанерные барабаны с полиэтиленовым вкладышем. Маточник собирается в емкость Е9 и передается в реактор Р2 на смешение с 40%
соляной кислотой.
Материальный баланс процесса (на 1т исходного плава) приводится на
рисунке 155.
Как видно из материального баланса, баланс воды в процессе определяется уносом паров с газами, образующимися при разложении плава.
В результате исключения выпарного аппарата, емкости исходного неупаренного раствора и насосов подачи раствора амортизационные отчисления
снижаются на 6% и на 74% снижаются энергетические затраты за счет сокращения расхода пара на выпарку растворов, на 2 тонны снижается расход воды
на разбавление соляной кислоты. При этом себестоимость хлористого бария
по циркуляционной технологии снижается на 14% по сравнению с технологией разложения плава 15% раствором соляной кислоты. Качество получаемого
хлористого бария полностью соответствует требованиям ГОСТ 742-78.
На примере разработки технологии фосфатов натрия, хлористого бария
и хлористого аммония результатами их практического внедрения показано,
что совершенствование технологии солей во многих случаях должно проходить путем использования циркуляционных технологий. Применение рецикла
маточных растворов на стадию нейтрализации позволяет существенно сократить подачу воды в систему, обеспечивая текучесть суспензий увеличением
доли жидкой фазы в системе возвратом маточного раствора. За счет этого
359
Рисунок 155. Материальный баланс получения хлористого бария
по циркуляционной технологии.
360
обеспечивается снижение энергозатрат для производства солей, как за счет
исключения необходимости упарки разбавленных растворов и сушки растворов топочными газами, так и за счет использования для отвода тепла кристаллизации с помощью относительно более дешевого хладагента - воды водооборотного цикла взамен применявшихся ранее захоложенной воды или рассолов,
охлаждаемых холодильными установками.
Во-вторых, при применении циркуляционных технологий создаются
условия для получения более концентрированных по содержанию основного
вещества продуктов, обладающих более высокими потребительскими свойствами, следовательно являющимися более конкурентоспособными на рынке.
В-третьих, циркуляционные технологии в производстве солей обеспечивают экономичность использования при производстве солей отходов и отходящих газов производства других химических продуктов, тем самым повышая
экологичность химического производства.
Использование циркуляционных технологий солей позволяет привести
технологию солевого производства в соответствие с возросшими экологическими требованиями с доведением состава газов до нормативов предельно допустимых концентраций в воздухе рабочей зоны и со значительным уменьшением объемов сточных вод.
Таким образом, совершенствование технологии солей за счет внедрения
циркуляционных технологий обеспечивает энергосбережение, экономичность
производства и применения более концентрированных продуктов и соответствия технологии солей возрастающим экологическим требованиям к промышленному производству.
Перспективными направлениями дальнейшего развития исследований
использования циркуляционных процессов могут явиться технологии следующих солей: - сульфатов калия, цинка, меди;
- нитратов натрия, калия, магния, бария, марганца, свинца, алюминия;
- фосфатов калия, лития, кальция;
- тиосульфатов натрия и аммония.
361
Заключение
Итогами выполненного исследования являются следующие выводы, рекомендации и перспективы дальнейшей разработки темы:
1. Анализом технологических особенностей производства солей, выпускаемых в наибольших объемах, обоснованы критерии оценки перспективности
эффективного применения циркуляционных процессов при совершенствовании технологий их получения: 1) наличие маточного раствора после отделения товарной соли и наличие в исходной технологии стадии разбавления раствора водой для обеспечения текучести суспензии, или 2) наличие маточного
раствора и наличие в исходной технологии разбавления кислоты для обеспечения высокой скорости растворения или разложения, или 3) наличие маточного раствора и наличие стадии абсорбции кислых компонентов газов водой
или солевым раствором.
Показано, что резервом снижения энергетических затрат являются приемы:
- сокращение подачи воды на стадию приготовления нейтрализующих или абсорбционных растворов;
- выделение продуктов в виде кристаллогидратов меньшей водности, что создает возможность использования для отвода тепла кристаллизации более дешёвого хладагента (воды водооборотного цикла) взамен дорогостоящих охлаждающих рассолов;
- получение части продукции в виде высокочистых солей реактивной и специальной квалификации;
- замена части кислотного сырья компонентами отходящих газов, что позволит при получении солей в комплексе решить экономические и экологические
вопросы соблюдения требований к выбросам в атмосферу.
Анализом процессов нейтрализации и кристаллизации на диаграммах равновесной растворимости в образующихся системах определена стратегия организации циркуляционных технологий ряда солей с меньшим содержанием
362
кристаллогидратной воды и технологии солей с использованием абсорбции
кислых компонентов из отходящих газов циркулирующими маточными растворами. Подтверждена целесообразность применения циркуляционных процессов при получении: тринатрийфосфата десятиводного, тринатрийфосфата
восьмиводного, динатрийфосфата семиводного, мононатрийфосфата одноводного, мононатрийфосфата безводного, хлористого аммония и соляной кислоты
из газов огневого обезвреживания хлорсодержащих отходов, хлористого бария двухводного.
2. Впервые изучена политермическая кристаллизация безводного и одноводного мононатрийфосфата, семиводного динатрийфосфата, десятиводного тринатрийфосфата. Исследованием кристаллизации и пресыщений в растворах фосфатов натрия различной замещенности показано уменьшение пересыщения с увеличением степени замещения от 0,2 - 0,6 % для тринатрийфосфата, до 0,8 – 1,8 % для динатрийфосфата и до 1 – 2,4 % для мононатрийфосфата. Для управления размерами кристаллов, их габитусом и фильтрующими
свойствами определены оптимальные значения скоростей кристаллизации,
равные для мононатрийфосфата 1-2 град/час, для динатрийфосфата 3-5
град/час, и для тринатрийфосфата 5-10 град/час. Установлено влияние гидратности фосфата натрия на скорость кристаллизации соли. Скорости кристаллизации равные от 3· 10-3 до 6· 10-3 м/с для динатийфосфата, от 1,3· 10-3 до 3· 10-3
м/с для тринатрийфосфата и от 1· 10-4 до 4· 10-4 м/с для мононатрийфосфата.
Определены параметры кристаллизации, обеспечивающие получение хорошо
фильтрующих кристаллов требуемой чистоты.
3. Определено влияние водности кристаллогидратов, кратности циркуляции и степени замещения на величину коэффициентов межфазного распределения примеси мышьяка, определяющего качество фосфатов натрия, равных
для МНФ 46-77, для ДНФ 26-50 и для ТНФ 21-28. Установлены оптимальные
значения кратности рецикла маточных растворов, равные 0,8 в производстве
безводного МНФ, 0,85 в производстве семиводного ДНФ и 1,1-1,2 в производстве десятиводного ТНФ, обеспечивающие текучесть суспензии и качество
363
кристаллов. Показана возможность получения части фосфатов натрия реактивной квалификации и специального качества по нормам производства полупроводниковых материалов.
4. Исследованием кристаллизации хлористого аммония установлена оптимальная скорость охлаждения 45-60 град/час, обеспечивающая съем кристаллов с единицы объема кристаллизатора 30 кг/(м3· ч), съем осадка на фильтре 400 – 800 кг/(м2· ч) и размеры кристаллов 250 – 400 мкм.
5. Предложено, экспериментально проверено и реализовано на практике
получение растворов фосфатов натрия абсорбций циркулирующим раствором
динатрийфосфата оксидов фосфора из отходящих газов обезвреживания фосфорных шламов, подаваемых на содорастворение при получении тринатрийфосфата, установлены оптимальные технологические режимы. При абсорбции
в распылительной колонне оксидов фосфора 25% раствором динатрийфосфата
взамен водной абсорбции достигнуто увеличение коэффициента массопередачи в 1,2 раза, а на стадии абсорбции в пенном аппарате в 1,3 раза. Использование данного приема позволило снизить расход пара в 1,8 раза и повысить
производительность установки сжигания шлама в 1,1 раза.
6. Получена диаграмма равновесной растворимости в системе Na2CO3Na2 HPO4-H2 O при 80 °С. Исследованием равновесной растворимости и кинетики растворения карбоната натрия в растворах моно- и динатрийфосфата показана возможность сокращения подачи воды в систему в 1.4 раза и получения
концентрированных содовых суспензий с содержанием воды менее 52%.
Определен оптимальный технологический режим содорастворения в растворах фосфатов натрия, обеспечивающий получение хорошо текучей содовой
суспензии с достижением равновесной растворимости карбоната натрия (30%)
за время 50-70 минут. Впервые получены сведения по влиянию температуры
на константу скорости растворения (от 2,1 · 10 -5 до 3,2 · 10-5 м/с) при температурах раствора динатрийфосфата 20 – 80 о С. Энергия активации растворения
Na2CO3· H2 O в растворе динатрийфосфата равна 25 кДж/моль.
364
7. Разработаны научные основы получения соляно-кислых щелоков хлористого аммония абсорбцией хлористого водорода из отходящих газов циркулирующим маточным раствором. Впервые получены данные по массопередаче при абсорбции хлористого водорода из печных газов водой и раствором
хлористого аммония в кожухотрубчатых графитовых абсорберах. Установлено
влияние скорости газа, плотности орошения, состава орошающего раствора на
коэффициент массопередачи. Предложена циркуляционная противоточная
схема орошения, позволившая увеличить коэффициенты массопередачи в 1,2
раза, снизить объем капитальных затрат на 18 млн. рублей, снизить поверхность тепло-массообмена на 21 %, высоту колонны снизить с 16 м до 6,5 м, затраты хладагента снизить на 31 % и объем сточных вод в 1,5 раза. При абсорбции хлористого водорода, циркулирующим маточным раствором хлористого аммония коэффициенты массопередачи возрастают в 1,2-1,3 раза.
8. Впервые изучена санитарная очистка отходящих газов от хлористого
водорода, паров аммиака и тумана хлорида аммония абсорбцией раствором
хлористого аммония. По результатам исследования массопередачи рекомендовано ведение совместной очистки отходящих печных газов и газов со стадии аммонизации солянокислых щелоков. При этом степень поглощения хлористого водорода возрастает в 1,25 раза, паров аммиака в 1,5 раза. Установка
двух санитарных колонн, орошаемых 25 и 5 % раствором хлористого аммония, позволяет снизить долю аммиака и хлористого водорода в отходящих газах до норм ПДК в воздухе рабочей зоны.
9. Экспериментально определены отсутствовавшие данные по свойствам
совместных растворов карбоната и фосфатов натрия, концентрированных растворов моно-, ди- и тринатрийфосфата, солянокислых растворов хлористого
аммония, по давлениям паров над растворами, по физико-механическим свойствам новых продуктов и товарных форм, необходимые для обеспечения разработки и проектирования новых энергоэффективных технологий.
10. В результате выполненных теоретических и экспериментальных исследований созданы научные основы совершенствования
существующих и
365
создания новых технологий концентрированных фосфатов натрия с комплексным решением экологических и экономических вопросов их получения. В результате практической реализации разработанных технологий и процессов:
- получения растворов фосфатов натрия абсорбцией оксидов фосфора на установке огневого обезвреживания экологически опасных фосфорных шламов;
- технологии тринатрийфосфата десятиводного;
-технологии
динатрийфосфата
семиводного,
решена
крупная
научно-
техническая проблема снижения энергетических расходов и обеспечения импортозамещения при получении солей, имеющая важное хозяйственное значение.
11. Предложена и разработана новая технология хлористого аммония из
отходящих газов огневого обезвреживания хлорсодержащих отходов получения монохлоруксусной кислоты без применения выпарки нейтрализованного
раствора и сушки солей в аппарате «кипящего слоя» на основе циркуляционной технологии абсорбции хлористого водорода циркулирующим маточным
раствором хлористого аммония, с выдачей исходных данных на проектирование установки мощностью 6000 т/год по хлористому аммонию и 23000 т/год
по соляной кислоте.
12. Впервые изучена кинетика растворения плава сульфида бария совместным раствором хлористого водорода и хлористого бария, предложена новая энергосберегающая циркуляционная технология хлористого бария, позволяющая сократить расход тепла на 4 гкал/т и снизить себестоимость на 14%.
13. Показаны перспективные направления дальнейшего развития исследований по использованию циркуляционных процессов при совершенствовании технологий:
- сульфатов калия, цинка, меди;
- нитратов натрия, калия, магния, бария, марганца, свинца, алюминия;
- фосфатов калия, лития, кальция;
- тиосульфатов натрия и аммония.
366
Список литературы
1.
Вернадский В.И. Биосфера. Избранные труды по биохимии. М.: Мысль,
1967. – 367 с.
2.
Химия окружающей среды [под редакцией О.М. Бокриса]. М.: Химия,
1982. – 672 с.
3.
Нагиев М.Ф. Химическая рециркуляция. М.: Наука, 1978. – 88 с.
4.
Цыганков А.П., Сенин В.Н. Циклические процессы в химической техно-
логии. М.: Знания, 1981. – 64 с.
5.
Коробкин В.И., Передельский М.В. Экология. Ростов на Дону: Феникс,
2005. – 575 с.
6.
Цыганков А.П., Сенин В.Н. Циклические процессы в химической техно-
логии. Основы безотходных производств. М.: Химия, 1988. – 320 с.
7.
Экологические проблемы: кто виноват и что делать? Учебное пособие
[под редакцией В.И. Данилова – Данильяна]. М.: Издательство МНЭПУ. 1997.
– 332 с.
8.
Бояринов А.И., Кафаров В.В. Методы оптимизации в химии и химиче-
ской технологии. М.: Химия, 1975. – 576 с.
9.
Кузнецов Л.Д., Дмитриенко Л.М., Радина П.Д., Соколинский Ю.Л. Син-
тез аммиака[под редакцией Л.Д. Кузнецова]. М.: Химия, 1982. - 296 с.
10.
Амелин А.Г. Технология серной кислоты. М.: Химия, 1983. – 360 с.
11.
TamaruK.// J. Trans. FaradaySoc., 1963, v 59, P. 959.
12.
Морозов Н.М.//ЖФиз. химия, 1935, т. 6, №5, С. 561 – 568.
13.
Мастеров А.П., Топчий В.А., Декин В.Т. и др. Анализ параметров агре-
гата синтеза метанола// Ж. хим. пром., 2001,№11. – С. 9 – 12.
14.
Караваев М.М., Мастеров А.П. Производство метанола. М.: Химия,
1973. – 160 с.
15.
Лебедев Н.Н. Химия и технология основного органического и нефтехи-
мического синтеза. М.: Химия, 1981. – 608 с.
16.
Андричев А.Н., Нудельман А.Б. Добыча и переработка калийных солей.
367
М.: Госхимиздат, 1960. – 452 с.
17.
Здановский А.Б. Галургия. Л.: Химия, 1972. – 588 с.
18.
Позин М.Е. Технология Минеральных солей, т. 1 и 2. М.: Химия, 1970.
19.
Ефимов А.И., Белорукова Л.П., Василькова Н.В., Чечев В.П. Свойства
неорганических соединений, Справочник. – Л.:Химия. 1983. – 392 с.
20.
Шокин И.Н., Крашенинников С.А. Технология соды. М.: Химия, 1976. –
288 с.
21.
Зайцев И.Д., Ткач Г.А., Строев Н.Д. Производство соды. М.: Химия,
1986. – 312 с.
22.
Федотьев П.П. Сборник научно – исследовательских работ. Л.: ОНТИ,
1936.
23.
Белопольский А.П. Растворимость в системе при осаждении бикарбоната
натрия //Журнал прикладной химии, 1947.- т. 20. - №7. – С. 377-380.
24.
Горловский Д.М. Технология карбамида. Л.: Химия, 1981. – 320 с.
25.
Миронов В.Е., Бесков В.С., Беспалов А.В. и др. Получение концентри-
рованной экстракционной фосфорной кислоты //Хим. Пром. – 1988. - № 4. – С.
20-21.
26.
Позин М.Е. Технология минеральных удобрений: учеб. для Вузов. – Л.:
Химия, 1983. – 336 с.
27.
Позин М.Е. Получение сульфита натрия // Хим. пром. – 1944. - №6. – С.
14-17.
28.
Гельперин Н.И., Носов Г.А.,Баншац Р.Ш. и др. Фракционная кристалли-
зация с рециркуляцией потоков// Ж. Хим. пром. – 1987. - №6. – С. 39 – 41.
29.
Кесоян Г.А., Носов Г.А. Кристаллизация веществ из растворов с частич-
ной рециркуляцией продуктовой суспензии // Ж. Хим. пром. – 2009. - №3. – С.
47 – 49.
30.
Кесоян Г.А., Носов Г.А., Михайлова Н.А. Кристаллизация веществ из
растворов с частичной рециркуляцией маточника // Ж. Хим. пром. - 2001. №12. – С. 36 – 42.
31.
Ткачев К.В., Гайсин Л.Г., Прохоров А.Г. и др. Опытно – промышленные
368
испытания конверсионной технологии сульфида натрия //Хим. пром. - 2001. №9. – С. 44 – 49.
32.
Смола В.И., Кельцев Н.В. Защита атмосферы от двуокиси серы. М.: Ме-
таллургия, 1976. – 254 с.
33.
Вилесов Н.Г., Костюковская А.А. Очистка выбросных газов, Киев: Тех-
ника, 1971. – 196 с.
34.
Страус В. Промышленная очистка газов. М.: Химия, 1981. – 616 с.
35.
Методы очистки газов. Материалы конференции ГНИИНТИ. М.:
ВИНИТИ, 1965.
36.
Пинаев В.А. Очистка газов от сернистого ангидрида // Ж.Прикл. Хим. –
1963. - т. 34. - №10. - С. 1579 – 1583.
37.
Пинаев В.А. Опыт очистки газов от сернистого ангидрида циклическим
магнезитовым методом. М.: ГосИНТИ, 1967. – 114 с.
38.
Термическая
фосфорная кислота,
соли и удобрения [под редакцией
Н.Н.Постникова]. М.: Химия, 1976. – 336 с.
39.
Зусер Е.Е. Способ получения преципитата, Авт. Свид. №212740, Бюл.
изобретений, №9, 1968.
40.
Зусер Е.Е., Белоконь Л.М. Способ получения преципитата, Авт. Свид.
№242153, Бюл. изобретений, №15, 1969.
41.
Зусер Е.Е., Белоконь Л.М. Получение кормовых фосфатов // Ж. Хим.
Пром. – 1971. - №1. – С. 42 – 43.
42.
Дохолова А.Н., Кармышов В.Ф., Сидорина Л.В. Производство и приме-
нение аммофоса. М.: Химия. 1977. – 240 с.
43.
Кочетков В.П. Технология комплексных удобрений. М.: Химия, 1971. –
200 с.
44.
GmelinG.H. / Handbuchfuranorganischenchemie, Berlin, 1965, b 8 – 862 s.
45.
Никандров М.И., Никандров И.С. Разработка приемов совершенствова-
ния производства солей// Современные проблемы науки и образования. –
2013. – № 6; URL: www.science-education.ru/113-11239.
46.
Суровегина Т.Ю., Никандров М.И., Никандров И.С. Получение солей
369
абсорбцией компонентов из отходящих газов// Современные проблемы науки
и образования. – 2013. – № 6; URL: www.science-education.ru/113-11238.
47.
Левинский М.И., Мазанко А.Ф., Новиков И.Н. Хлористый водород и со-
ляная кислота. М.: Химия, 1985. – 160 с.
48.
Никандров М.И., Никандров И.С. Способ получения хлористого аммо-
ния. Пат РФ № 2448045,заявл. 06.07.2010, опубл. 20.04.2012, бюл. № 11.
49.
Никандров М.И. Никандров И.С. Циркуляционная технология хлористо-
го аммония из газов обезвреживания отходов производства хлоркарбоновых
кислот. // Современные проблемы науки и образования. – 2012. – № 1; URL:
http://www.science-education.ru/101-5461.
50.
Френкель Я.Н. Кинетическая теория жидкостей. Л.: Наука, 1975. – 270 с.
51.
Хамский Е.В., Подозерская Е.А. и др. Кристаллизация и физико-
химические свойства кристаллических веществ. Л.: Наука, 1969. – 161 с.
52.
Панов В.Н. Кинетика кристаллизации хлорида аммония из растворов. //
Журнал прикладной химии. – 1962.- т. 35. - №4. – С. 710-713.
53.
Матусевич Л.Н. Кристаллизация из растворов в химической промыш-
ленности. М.: Химия, 1968. – 252 с.
54.
Матусевич Л.Н., Блинова Н.П. Кинетика кристаллизации солей из рас-
творов // Журнал прикладной химии. – 1964. - т. 37. - №4. – С. 701-705.
55.
Мухленов И.П., Авербух А.Я., Тумаркина Е.С. и др. Общая химическая
технология. М.: Высшая школа, 1977. - 286 с.
56.
Тодес О.М. Кинетика процессов кристаллизации. // Проблемы кинетики
и катализа. – 1949. - №7. – С. 91-93.
57.
Тодес О.М., Себалло В.А., Гольцикер А.Д. Массовая кристаллизация из
растворов. Л.: Химия, 1984. – 232 с.
58.
Тодес О.М., Зельманов Г.З., Себалло В.А. Кинетика массовой кристал-
лизации солей из растворов // Crystalles. technol. b 21, 1986, №7, P. 822.
59.
Тодес О.М., СебаллоВ.А.,Зельманов Г.З. Анализ тепло-массообменных
процессов при массовой кристаллизации. // Журн. прикладной химии. – 1985.
- т. 58. - №3. – С. 691-693.
370
60.
Зельманов Г.З. Кинетика массовой кристаллизации солей из растворов в
аппаратах идеального перемешивания// Журнал прикладной химии. – 1987. т. 60. - №6. - С 1293-1294.
61.
Белышев М.А., Баранов Г.П., Постников В.А. Условия получения круп-
ных кристаллов и образование вторичных зародышей при кристаллизации
хлористого калия// Журн. Хим. пром.– 1977. – т. 50. - №6. – С. 455.
62.
Зельманов Г.З. / Коагуляция и дробление частиц при массовой кристал-
лизации солей из растворов // Журн. прикладной химии. – 1988. - т. 62. - №6. –
С. 1404-1408.
63.
Никандров М.И., Никандров И.С., Краснов Ю.В. Исследование кристал-
лизации одно-, двух – и трехзамещенных фосфатов натрия. Труды НГТУ, №3
(82), Н. Новгород, 2010. - С. 249 – 254.
64.
Никандров М.И. Исследование кристаллизации фосфатов натрия// Со-
временные проблемы науки и образования. – 2012. – № 3; URL:
http://www.science-education.ru/103-6154.
65.
Ван. Везер. Фосфор и его соединения. М.: Изд. иностранной литературы,
1962. – 687 с.
66.
Mellor D.W. / A comprensivetreathiese an inorganic and theoretical chemis-
try, New York, 1965, b 8 – 783 p.
67.
Пестов Н.Е. Получение фосфатов натрия// Журн. прикладной химии. -
1932. –т. 5. - №3. С. 26-29.
68.
Авт. свидетельство СССР 534211 МКИС01 в 25/30. Способ получения
динатрийфосфата / Фомина Е.А., Павлинов Р.В., Цитович О.Б. (СССР),
№2022424/23 – 26, заявл. 05.05.74, опубл. 15.11.76, бюл. №42, 2 с.
69.
Авт. свидетельство СССР 411728 МКИ С01 в 25/30. Способ получения
динатрийфосфата / Павлинов Р.В., Фомина Е.А., Поборцев М.И. (СССР)
№1636382/24б заявл. 29.03.71, опубл. 05.09.72, бюл. №33, 2 с.
70.
Фомина Е.А., Павлинов Р.В., Малкин Б.Я. Разработка способов получе-
ния безводных фосфатов щелочных металлов и аммония, Ленинград, 1973, 9 с.
Рукопись депонирована в ОНИИТЭХИМ г. Черкасска, 18.12.1973, дел
371
№188/73.
71.
Шляпинтох Л.П., Фомина Е.А. Основные направления интенсификации
в производстве фосфорнокислых солей. В сб. «Технология производства фосфорсодержащих продуктов», Л.: Химия, 1980. – 21 с.
72.
Фомина Е.А., Цитович О.Б. Некоторые особенности кристаллизации
фосфорнокислых солей из водных растворов. В сб. «Технология производства
фосфорсодержащих продуктов», Л.: Химия, 1980. – 52 с.
73.
Albert Y. Fang. Reclamation of phosphate from bright dip drag-out. Pat.
CA1090984 A1 от 13.04.1977, опубл. 3.12.1980.
74.
ГОСТ 201 – 76Е. Тринатрийфосфат. Технические условия. Взамен ГОСТ
201 – 58, введен 01.01.77, М.: Госстандарт СССР, 1977. – 9 с.
75.
Никандров М.И., Никандров И.С. Пересыщение в растворах при кри-
сталлизации фосфатов натрия// Современные проблемы науки и образования.
– 2012. – № 4; URL: http://www.science-education.ru/104-6507.
76.
ГОСТ 10678 – 86. Кислота ортофосфорная термическая. Технические
условия. Взамен ГОСТ 10678 – 76, введен 01.01.87, М.: Госстандарт СССР,
1988 – 12 с.
77.
ГОСТ 5100-85. Сода кальцинированная техническая. Технические усло-
вия. М.: Издательство стандартов. 1985 – 14с.
78.
Никандров М.И., Михайлов Ю.И., Никандров И.С. Кристаллизация ди-
натрийфосфата семиводного / НГТУ – 2004 – 4 с. –Деп. ВИНИТИ – 07.07.04
№1172 – В2004.
79.
Бокий Г.Б. Образование зародышей и спонтанная кристаллизация солей.
В сб. «Новые исследования по кристаллографии и кристаллохимии», М.: Госхимиздат, 1957. – 46 с.
80.
Маллин Дж.У. Кристаллизация. М.: Металлургия, 1965. – 287 с.
81.
Никандров М.И., Ефимова Е.О. Кристаллизация тринатрийфосфата деся-
тиводного / НГТУ – 2004 – 4 с. – Деп. ВИНИТИ. – 28.06.04 №1110 – В2004.
82.
Мельник Б.Д. Инженерный справочник по технологии неорганических
веществ. М.: Химия, 1973. – 544 с.
372
83.
Никандров М.И. , Никандров И.С. Кристаллизация хлористого аммо-
ния.// Фундаментальные исследования. – 2012. - № 6 (часть 1). – с. 145-149.
84.
Никандров М.И. Применение информационно-измерительной техноло-
гии при управлении политермической кристаллизацией солей // Материалы V
Международной научно-технической конференции «Информационные технологии
в
науке,
образовании
и
производстве».
Орел,
2012.
URL:
http://itnop.ostu.ru/conferences/2/materials/index/197.
85.
Никандров М.И., Никандров И.С. Абсорбция пентаоксида фосфора из
отходящих газов в распылительной колонне.// Современные проблемы науки
и образования. – 2012. – № 2; URL: http://www.science-education.ru/102-5759.
86.
Шаров А.И., Никандров М.И., Краснов Ю.В. Переработка отходов фос-
форного шлама в раствор мононатрийфосфата / Х Международная научнотехническая конференция «Будущее технической науки». Н. Новгород, 2011
87.
Рамм В.М. Абсорбция газов. М.: Химия, 1976. 635 с.
88.
Позин М.Е., Мухленов И.П., Тарат Э.Я. Пенные газоочистители, тепло-
обменники, абсорберы. М. – Л.: Госхимиздат, 1959. – 153 с.
89.
Тарат Э.Я., Мухленов И.П., Туболкин А.Ф. Пенный режим и пенные ап-
параты. М. – Л.: 1977. – 303 с.
90.
Очистка газов в производстве фосфора и фосфорных удобрений [под ре-
дакцией Э.Я. Тарат]. М. – Л.: Химия, 1979. – 208 с.
91.
Никандров М.И. Абсорбция тумана фосфорной кислоты в пенном аппа-
рате. Современные проблемы науки и образования. – 2012. – № 3; URL:
http://www.science-education.ru/103-6154.
92.
Никандров М.И., Романова Е.В. Абсорбция оксидов фосфора солевыми
растворами / Доклады международной научной конференции «Будущее технической науки», Н.Новгород, 2005 , С. 34-35.
93.
Никандров М.И., Лукьянова Е.В., Никандров И.С. Абсорбция тумана
фосфорной кислоты в пенном аппарате// Химическая промышленность сегодня. – 2013. - № 8, С. 6-8.
94.
Лукьянова Е.В., Никандров М.И., Краснов Ю.В. Очистка газов в пенном
373
аппарате от оксидов фосфора раствором фосфатов натрия.// Современные
проблемы науки и образования. – 2012. – № 3; URL: http://www.scienceeducation.ru/103-6283.
95.
Ужов В.Н. Очистка промышленных газов электрофильтрами. М.: Химия,
1967. – 344 с.
96.
Ужов В.Н., Вальдберг А.Ю. Очистка газов мокрыми фильтрами, М.: Хи-
мия, 1972. – 248 с.
97.
Лукин В.Д., Курочкина М.И. Очистка вентиляционных выбросов в хи-
мической промышленности. Л.: Химия. 1980. – 232 с.
98.
Никандров М.И., Никандров И.С. Способ получения хлористого аммо-
ния. Пат РФ № 2448045,заявл. 06.07.2010, опубл. 20.04.2012, бюл. № 11.
99.
Никандров М.И., Никандров И.С. Производство хлористого аммония из
печных газов огневого обезвреживания отходов / Материалы IV региональной
конференции «Молодежь города – город молодежи», г. Дзержинск, 2008, с 24
– 26.
100. Лукьянова Е.В., Никандров М.И. Инновационная технология хлорида
аммония из отходов производства / Материалы VII Региональной конференции «Молодежь города – город молодежи», г. Дзержинск, 2011, с 112 – 113.
101. Никандров М.И., Никандров И.С. Исследование очистки печных газов
обезвреживание отходов производства хлорорганических кислот промывкой
соляной кислотой перед переработкой газов в хлорид аммония. Труды НГТУ
им. Алексеева №1(86), 2011, с 252 – 257.
102. РЖХ, 1978, 10И72ОП. / Способ очистки отходящих газов от хлористого
водорода. / СайтоСигерру, ВатанабеТэцуя (Курэхакагукикогё). Заявка Японии,
кл. 13 (7) В611 (В01Д53/34) №52 – 73183, заявл. 16.12.75., опубл., 18.06.77.
103. РЖХ 1976, ГЛ91П. / Способ извлечения хлористого водорода из абгазов.
/ Маурер Вруно, Клаус З., Манфред В. Патент ГРД, кл. 12iЮ 7/08 (С01В7/08),
№111881, заявл. 13.06.74., опубл. 12.03.75.
104. Способ получения соляной кислоты. / Кацнельсон Л.О., Бернардинер
М.Н., Шурыгин А.П., Авторское свидетельство, кл. С01В7/08, №545577, за-
374
явл. 12.12.73., опубл. 10.03.77
105. Коссая А.М., Беляков Б.П., Сашевская З.П. Способ очистки газов от
аэрозоля хлорида водорода. АС № 1431816 СССР, МКИ 4 В01Д, 53/14., опубл.
23.10.89, Бюл. № 39.
106. Способ получения соляной кислоты из абгазов производства органических веществ. /Никоненко В.Н., Светланов Е.Б., Трегер Ю.А. и др., Авторское
свидетельство №538921, кл. С01В7/08, заявл. 22.04.74.
107. Шурыгин А.П., Бернадинер М.Н. Огневое обезвреживание промышленных сточных вод. Киев: Техника, 1976. – 200 с.
108. Никандров М.И, Никандров И.С, Рогожкин Н.К. Абсорбция хлористого
водорода из абгазов производства хлоркарбоновых кислот //Химическая промышленность сегодня. – 2012. - № 8, с. 54-56.
109. Никандров М.И., Никандров И.С. Получение соляной кислоты из печных газов обезвреживание отходящих газов и отходов производства хлорорганических веществ. Труды НГТУ им. Р.Е. Алексеева, №4 (83), 2010, с 267 –
271.
110. Клевке В.А., Поляков Н.Н., Арсеньева Л.З. Технология азотных удобрений. М.: Госхимиздат, 1963. – 392 с.
111. Комлева Е.А., Никандров М.И. Равновесное давление паров аммиака и
хлористого водорода над солянокислыми растворами хлористого аммония/Доклады ХI Международной конференции «Будущее технической науки»,
Н.Новгород, 2012, с.
112. Никандров М.И., Багаева М.И. Давление паров аммиака над растворами
хлористого аммония. Тезисы докладов Х Всероссийской конференции «Молодежь города. Город молодежи. Партнерство в науке, производстве и социуме».
Г. Дзержинск, декабрь 2012. с. 69-70.
113. Никандров М.И., Багаева М.И., Краснов Ю.В. Давление паров хлористого водорода над солянокислыми растворами хлористого аммония. Тезисы докладов Х Всероссийской конференции «Молодежь города. Город молодежи.
Партнерство в науке, производстве и социуме». Г. Дзержинск, декабрь 2012. с.
375
68-69.
114. Никандров М.И., Никандров И.С. Абсорбция аммиака и хлористого водорода раствором хлористого аммония// Химическая технология. – 2012. - №
8. С.493 - 496.
115. Зайцев И.Д., Асеев Г.Г. Физико-химические свойства бинарных и многокомпонентных растворов неорганических веществ. Справочное издание. М.:
Химия, 1988 – 416 с.
116. Никандров М.И., Пронин М.А. Абсорбция аммиака и хлористого водорода раствором хлористого аммония в насадочной колонне с полипропиленовой насадкой. Тезисы докладов Х Всероссийской конференции «Молодежь
города. Город молодежи. Партнерство в науке, производстве и социуме». Г.
Дзержинск, декабрь 2012. с. 71-72.
117. Никандров М.И. , Никандров И.С. Растворимость в системе Na2CO3Na2 HPO4-H2 O. Современные проблемы науки и образования. № 6, 2011. URL:
www.science-education.ru/100-5161.
118. Позин М.Е. Практические работы по технологии неорганических веществ. Л.: Химия, - 1974 г, - 386 с.
119. Позин М.Е. Зинюк Р.Ю. Физико-химические основы неорганической
технологии. Л.: Химия, 1985. – 384 с.
120. Никандров М.И., Михайлов Ю.И. Нейтрализация фосфорной кислоты
твердым карбонатом натрия / НГТУ, 2004. 4 с. – Деп. ВИНИТИ. – 28.06.04,
№1111 – В 2004.
121. Кивилис С.Ш. Техника измерения плотности жидкостей и твердых тел.
М.: Стандартиз., 1959. – 237 с.
122. Никандров М.И., Михайлов Ю.И. Плотность и вязкость растворов фосфатов натрия / Журн. Прикладн. хим.– 2005. - т. 78. - №9. – С. 1543 – 1544.
123. Гатчек Э. Вязкость жидкостей. М. – Л.: ОНТИ, 1964. – 463 с.
124. Лукьянова Е.В., Никандров М.И. Вязкость и плотность солянокислых
растворов хлористого аммония/Доклады ХI Международной конференции
«Будущее технической науки», Н.Новгород, 2012, с.
376
125. Егорова О.В., Никандров М.И. Свойства солянокислых щелоков абсорбции хлористого водорода./Материалы IX региональной научно-технической
конференции «Молодежь города – город молодежи», г.Дзержинск, 2012, с 180.
126. Справочник химика. М.: Химия, 1965. - Т.3.
127. Кудряшов И.П. Практикум по физической химии. М.: Высшая школа,
1986. – 495 с.
128. Макаров Ю.И. Аппараты для смешения сыпучих материалов. М.: Машиностроение. 1973. – 216 с.
129. Никандров М.И., Шаров А.И. Транспортирование нашатыря винтовыми
транспортерами и вращающимися барабанами. Материалы V региональной
научно – технической конференции г. Дзержинска, 2010 г.
130. Никандров М.И., Севастьянов В.А., Никандров И.С. Определение мощности двигателя дробильного и подъемно-транспортного оборудования / Материалы VII Межвузовской научно-методической конференции «Современные
проблемы фундаментального образования». Йошкар – Ола, 2006, с 98 – 99.
131. Никандров М.И., Шурашов А.Д. Физико-механические свойства фосфатов натрия, фосфатов аммония и хлористого аммония. Тезисы докладов Х
Всероссийской конференции «Молодежь города. Город молодежи. Партнерство в науке, производстве и социуме». Г. Дзержинск, декабрь 2012. с. 73-74.
132. Шаров А.И., Никандров М.И. Пылеобразование при транспортировании
нашатыря винтовыми транспортерами и вращающимися барабанами/Доклады
VIII
Международной
конференции
«Будущее
технической
науки»,
Н.Новгород, 2009, с. 221.
133. Севастьянов В.А.. Никандров М.И. Никандров И.С. Статистический анализ процесса перегрузки смерзшихся материалов грейферными механизмами /
Материалы VII Межвузовской научно-методической конференции «Современные проблемы фундаментального образования». Иошкар – Ола, 2006, с
100 - 101.
134. ГОСТ 2210 – 90 Аммоний хлористый. Технические условия. Взамен
ГОСТ 2210 – 73, введен 01.01.91, М.: Госстандарт СССР, 1990, 16 с.
377
135. Никандров М.И., Лобов А.Н. Дозирование тринатрийфосфата десятиводного шнековым и секторным дозаторами. Материал V научно – технической региональной конференции, г. Дзержинск, 2010. - С. 26 – 27.
136. Здановский А.Б. Кинетика растворения природных солей в условиях вынужденной конвекции. Труды ВНИИГ. Л.: Госхимиздат, 1956, вып. 33.
137. Аксельруд Г.А. Теория диффузного извлечения вещества из пористых
тел. Львов: Изд. Львовского политехнического института, 1959. – 183 с.
138. Аксельруд Г.А. Массообмен в системе твердое тело – жидкость. Львов:
Изд. Львовского политехнического института, 1970. – 262 с.
139. Здановский А.Б., Сердюк В.В. Кинетика растворения кристаллов природных солей// Журнал прикладной химии. – 1962. – т. 35. - № 7. – С. 464-467.
140. Никандров М.И., Романова Г.А. Растворение карбоната натрия в растворах динатрийфосфата // НГТУ 2004. – 4 с. –Деп. ВИНИТИ. – 28.06.04 №1112 –
В2004.
141. Каражанов Н.А. Массоперенос при растворении солей // Журнал прикладной химии. –1963. - т. 36. - №12. – С.2642-2643.
142. Михайлова Е.О., Никандров М.И. Исследование скорости растворения
кальцинированной соды / Материалы VI региональной конференции «Молодежь города – город молодежи» г. Дзержинск, 2010, с 68 – 69.
143. Лукьянова Е.В. Никандров М.И. Технико-экономическое обоснование
размещения производства фосфатов натрия в Европейской части России/ Доклады Международной молодежной научной конференции по естественным и
техническим дисциплинам "Научному прогрессу - творчество молодых".
Йошкар-Ола 2012 г.
144. Авторское свидетельство СССР 313442 МКИ С01М3/38. Смазочноохлаждающая жидкость для волочения. / Ключевская Г.Д., Ключевский С.П.,
Костина З.И. (СССР), №1300472/23 – 4, завл. 32.01.79., опубл. 05.01.86., бюл.
№1, 2 с., илл. 1.
145. Авторское свидетельство СССР 504834 МКИ С01М3/26. Смазочноохлаждающая жидкость для механической обработки металлов. / Серебрякова
378
С.А., Чахмачев Л.Х. (СССР), №1957331/23 – 4, заявл. 03.08.83., опубл.
28.02.86., бюл. №8, 2 с., илл. 1.
146. Авторское свидетельство СССР 1397478 МКИ С/0М173/02. Смазочноохлаждающая жидкость для механической обработки металлов. / Тихонцев
А.Н., Коломойская Р.М., Коробочка А.Н. и др. (СССР), №412395/31 – 04, заявл. 24.09.86., опубл. 23.05.88., бюл. №19, 2 с., илл. 1.
147. Авторское
свидетельство
СССР
МКИ
С01М173/02.
Смазочно-
охлаждающая жидкость для механической обработки металлов. / Клебинский
И.П. (СССР), №4223389/23 – 04, заявл. 11.02.87., опубл. 28.06.89., бюл. №24, 2
с., илл. 1.
148. Авторское свидетельство СССР С10М1/06. Смазочно-охлаждающая
жидкость для механической обработки металлов. / Молохов И.Ф., Молохова
А.Г., Колеватова Е.А. и др. (СССР), №2633399/23 – 04, заявл. 26.06.78., опубл.
16.04.79.. бюл. №14, 2 с., илл. .
149. Авторское свидетельство СССР 504724 МКИ С04В15/00. Бетонная смесь
/ Хорошевин Л.Б., Дьячков П.Н., Перепелицин В.А. (СССР), №1653523/29 –
23, заявл. 26.03.81., опубл. 05.09.87., бюл. №33, 2 с., илл. 1.
150. Авторское свидетельство СССР 1119995 МКИ С04В13/24. Комплексная
добавка для бетонной смеси. / Судаков В.И., Чернов Н.В. (СССР),
№3581470/29 – 33, заявл. 15.04.83., опубл. 21.10.84., бюл. №39, 2 с., илл. 1.
151. Авторское свидетельство СССР 1541235 МКИ С01К17/00. Клей. / Шеметов В.Ю., Рябченко В.И. (СССР), №4324729/30 – 15, заявл. 04.11.87., опубл.
05.07.91., бюл. №25, 2 с., илл. 1.
152. Авторское свидетельство СССР 1620473 МКИ С11Д15/00. Способ получения сульфатного мыла из черных щелоков с коагулирущей добавкой. / Киприянов А.Н., Лукашов С.С., Юдкевич Ю.Д. (СССР), №4631143/13, заявл.
04.01.89., опубл. 15.06.90.. бюл. №22, 2 с., илл. 1.
153. РЖХ 8010Т/24П. Огнестойкие полиамид формовочные композиции. /
TackeP.M.,NeurayD.,DitrichM., заявка ФРГ С08L77/00 №2810549, заявл.
10.03.78., опубл. 13.04.79.
379
154. WANG XIN, WANG JING, HUANG CHUANSHUN, YIN YANSHENG.
Nano CePO4-coated ZrO2 powders prepared by hydrothermal method. Pat.
CN101508581 B от 21.03.2014, опубл. 7.05.2014.
155. DONG GUOXING. Method for preparing ferric phosphate powder. Pat.
CN1993115914 19931118 от 18.11.1993, опубл. 9.12.1998.
156. SONG RENGUO, LI XINWEI, XIANG BO, WANG CHAO. Preparation
method of nano TiO2 thin-film material. Pat. CN103041828 A от 17.12.2012,
опубл. 17.04.2013.
157. SONG RENGUO, LI XINWEI, XIANG BO, WANG CHAO. Preparation
method for metal oxide modified nano-TiO2 film material. Pat. CN103041798 A от
17.12.12, опубл. 17.04.2013.
158. LIU HONGTAO, WANG XUEMEI. Method for preparing super-hydrophobic
surface by nano-composite electro-brush plating. Pat. CN103409779 A от
26.07.2013, опубл. 27.11.2013.
159. CHENGJI ZHU. Metal cleaning agent and its preparation method. Pat.
CN102560509 A от 7.12.2010 , опубл. 11.07.2012.
160. PENG YELONG. Strong lubricating detergent for metal. Pat. CN1369545 A
от 12.03.2002, опубл. 18.09.2002.
161. SHUHENG SONG. Strong detergent for metal. Pat. CN101328452 A от
22.06.2007, опубл. 24.12.2008.
162. YIFENG YANG, JIANXIANG XUE. Low-temp. high-efficiency decontaminating agent. Pat. CN1095100 A от 3.05.1993, опубл. 16.11.1994.
163. Murray Arthur Kaplan, Edward Charles Shinal. Injectable compositions of
bbm-928a. Pat. DE3375076 D1 от 14.09.1983, опубл. 11.02.1988.
164. YANG DEREN, XI ZHENQIANG, JUE RUILIN. Corrodent for surface texture of silicon material in solar battery. Pat. CN1351194 A от 1.11.2000, опубл.
29.05.2002.
165. CHUNLAI LU. Glass fibre reinforced plastic tile. Pat. CN1137502 A от
9.01.1996, опубл. 11.12.1996.
166. Jiang S.T., Zhang F.J., Pan L.J. Sodium phosphate as a solid catalyst for bio-
380
diesel preparation.// Brazilian Journal of Chemical Engineering. – 2010 № 1. –
p.137-144.
167. Никандров М.И. Получение тринатрийфосфата сушкой раствора в аппарате кипящего слоя / IV Международная научно-техническая конференция
«Будущее технической науки». Н.Новгород, 2005, с 211 – 212.
168. Авторское свидетельство СССР 1775362 МКИ 3С01В25/30. Способ получения десятиводного фосфата натрия. / Бондарев И.Т., Сиднева Г.Р., Хорошунов А.Ю. (СССР), №4658489/23 – 26, заявл. 03.03.89., опубл. 07.11.92.,
бюл. №42, 2 с.
169. Авторское свидетельство СССР 1544710 МКИ С01В25/30. Способ получения моногидрата тринатрийфосфата / Гафаров А.Ф., Шевко З.Л., Абдуллина
Н.А. (СССР), №2022424/23 – 26, заявл. 10.11.87.. опубл. 15.11.90., бюл. №42, 2
с., илл. 1.
170. РЖХ 9814Л27П. Заявка на патент Германии 1951540 МКИ С01В25/30.
Trinatriumphosphat.
/MarksmannJ.,
WissenborskiR.,
№19515480,
заявл.
27.04.95.,опубл. 30.10.96.
171. Bransom S.H. Continuous Crystallizer Design. Chemical and Process Engng,
1965. 76. № 12, 602-633.
172. Markmann Y, Gisber D, Wissenborski R. FerfahrenzurHerstallung von Natriumphosphat. G. Pat. № 1972461, оп. 17.12.98.
173. Кузнецов А.А., Гуллер Б.Д., Шапкин М.А. и др. Способ получения тринатрийфосфата. Пат. № 2145572, Россия. Опубл. 20.02.2000 Бюл. № 5.
174. Шапкин М.А., Попов В.Л., Буксеев В.В. и др. Способ получения тринатрийфосфата. Пат. № 214 75 52, Россия. Опубл. 20.04.2000, Бюл. № 11.
175. Кольфа С.А., Попова Л.В., Ускач Я.Л. и др. Способ получения тринатрийфосфата. Пат. № 2149826. Опубл. 27.05.200. Бюл. № 15.
176. Никандров М.И. Разработка технологии концентрированных динатрий –
и тринатрийфосфата, дис. канд. техн. наук. - Н. Новгород. – 2005. – 136 с.
177. Никандров М.И., Кемаев В.И., Ефимова Е.О. и др. Способ получения десятиводного тринатрийфосфата. Пат. РФ, №2275328, С01 в 25/30, заявл.
381
13.02.04., опубл. 27.04.06, бюл. №12.
178. Никандров М.И., Багаева М.И. Получение концентрированных фосфатов
натрия по циркуляционным технологиям. Тезисы докладов Х Всероссийской
конференции «Молодежь города. Город молодежи. Партнерство в науке, производстве и социуме». Г. Дзержинск, декабрь 2012. с. 75-76.
179. Графическое выполнение технологической схемы при проектировании
производства: Метод. Указания к практическим занятиям по дисциплине
«Инженерная и компьютерная графика»/НГТУ; Сост.: М.И. Никандров, Ю.В.
Краснов. И.С. Никандров, В.А. Севостьянов. Н.Новгород, 2006 – 28 с.
180. Балашов В.В., Паршина Г.А., Туров Ю.Я. Состояние производства кормовых фосфатов и перспективы его развития. Реф. сборник «Фосфорная промышленность», 1977, №4 – 50 – 53 с.
181. Heinrich Hamberger. Milk-base drinks prepn and stabilization. Pat.
DE2021500 A1 от 2.05.1970, опубл. 11.11.1971.
182. DING XIE, YONGLE LIU, XIANGHONG LI. Method for improving tasty
performance of instant rice noodles. Pat. CN101617788 B от 20.05.2009, опубл.
3.08.2011.
183. Laurence C Chow, Shozo Takagi. Premixed calcium phosphate cement
pastes. Pat. WO2002062721 A8 от 24.01.2001, опубл. 24.04.2003.
184. LI RONGMING, LUO XIANGQUAN. Composite inorganic nano phase
change energy storage material and preparation method thereof. Pat. CN103468221
A от 30.08.2013, опубл. 25.12.2013.
185. JIAN LI, JIUGAN GE, HONGXIN FANG, GUISHENG RU. Preparation
method of methyl (S)-2-chloropropionate. Pat. CN102381969 A от 27.10.2011,
опубл. 21.03.2012.
186. Домбровский Н.М. Исследование дегидратации фосфатов натрия при
нагревании // Журн. неорганической химии. – 1960. - т. 5. - №8. – С. 16991701.
187. Гофман И.Л., Трутнева Н.В. Производство полифосфатов натрия. Сообщение о научно-технических работах НИУИФ, 1957, №2, 30 – 31 с.
382
188. Авторское свидетельство СССР 1116080 МКИ 3С22В1/06. Модификатор
заэвтетических алюмокремниевых сплавов. / Петров С.Г., Петров С.М.
(СССР), №3571242/22 – 02, завл. 11.01.83., опубл. 21.09.84., бюл. №36 – 2 с.
189. Donald T. Ireland. Monohydrogen orthophosphate deicing composition. Pat.
CA2049699 C от 22.08.1990, опубл. 31.10.2006.
190. Aizawa Kazuhiro, Watanabe Yoshiharu. Cement admixture and cement composition. Pat. WO2006134670 A1 от 14.06.2013, опубл. 21.12.2006.
191. YING DU, HONGBO HE, YUNXIA JIN, HEYUAN GUAN, FANYU
KONG. Preparation method for anti-reflective glass. Pat. CN102491649 A от
16.11.2011, опубл. 13.06.2012.
192. Авторское свидетельство СССР 1177270 МКИ 3С01В25/30. Способ получения фосфатов натрия. / Власов П.П., Гаркун В.К., Зинюк Р.Ю. и др.
(СССР), №37120046/23 – 26, заявл. 03.04.84., опубл. 18.08.85.. бюл. №33, 3 с.
193. РЖХ 98/Л88 Патент Вьетнама 530409. Способ получения фосфатов щелочных металлов с низким содержание хлоридов. / Ин Нгуен Лам (Вьетнам),
№913078/77, заявл. 28.08.91., опубл. 10.03.93.
194. Авторское свидетельство СССР 1782935 МКИ С01В25/28. Способ получения однозамещенных фосфатов щелочных металлов или аммония. / Демирская О.В. Велихов Ю.Н., Пуллова И.В. и др. (СССР), №4836625/26,заявл.
11.06.90., опубл. 12.12.92., бюл. №47, 2 с., илл. 1.
195. Авторское свидетельство СССР 411728МКИ 3С01В25/30. Способ получения динатрийфосфата. /Павлинов Р.В., Фомина Е.Л., Поборцев М.И.
(СССР), №1636382/26, заявл. 29.03.71., опубл. 05.09.72., бюл. №33, 2 с., илл. 1.
196. Авторское свидетельство СССР 534211 МКИ 3С01В25/30. Способ получения динатрийфосфата. / Фомина Е.А., Павлинов Р.В., Цитович О.Б. (СССР),
№2022424/23 – 26, заявл. 05.05.74, опубл. 15.11.76., бюл. №42, 2 с., илл.1.
197. Авторское свидетельство СССР 614024 МКИ С01В25/30. Способ получения безводного динатрийфосфата. / Черепанова А.С., Ремен Р.Е., Деревщикова К.П. и др. (СССР), №2391414/23 – 26, завл. 03.08.76., опубл. 05.07.78.,
бюл. №25, 2 с.
383
198. Фомина Е.А., Цитович О.Б., Шляпинтох Л.П. Производство фосфорных
солей. Состояние и развитие производства. Реф. сборник «Фосфорная промышленность», 1976, №3/26, 7 – 11 с.
199. Никандров М.И., Никандров И.С., Ефимова Е.О. Способ получения динатрийфосфата семиводного. Пат. РФ №2277067, С01 в 21/30, заявл. 04.10.04.,
опубл. 27.05.06., бюл. №15, 3 с.
200. Никандров М.И., Никандров И.С. Исследование процесса приготовления
содовой суспензии в производстве фосфатов натрия. Труды НГТУ им. Р.Е.
Алексеева.– 2011. - №2 (87).– С. 222 – 226.
201. Авторское свидетельство СССР 1133230 МКИ 3С01В 25/30. Способ получения фосфатов натрия. / Козлова М.И., Овечкин В.Ф., Кравченко В.В.
(СССР), №3592284/23 – 26, заявл. 20.05.83., опубл. 07.01.85., бюл. №1 – 2 с.
202. Зотова Н.С., Паниди Е.Ф., Элентух Р.А. и др. Получение чистых конденсированных фосфатов натрия. Труды НИУИФ, 1985, №247, 112 – 120 с.
203. Авторское свидетельство СССР 1122610 МКИ 3В25/44. Способ получения кристаллического метафосфата натрия. / Сегреев Н.Н., Белов А.С., Кузьменков М.И. (СССР), №3448366/23 – 26, заявл. 04.06.82., опубл. 07.10.84.,
бюл. №37 – 2 с., илл. 1.
204. Патент России 2074113, МКИ 5С01В25/30. Способ получения раствора
мононатрийфосфата. / Лембриков В.М., Коняхина Л.В., Сыскова В.П. и др.
(Россия), №9402773/23 – 26, заявл. 26.07.94., опубл. 27.02.97., бюл. №6 – 2 с.,
илл. 1.
205. Dominique Mercier. Method of using an additive for water chlorinated with
javelle water. Pat. WO2007048941 A3 от 27.05.2005, опубл. 1.11.2007.
206. Авторское свидетельство СССР 1234360 МКИ 3С01В25/30. Способ получения мононатрийфосфата. / Панов В.П., Чулкова Э.Н., Терещенко Л.Я.
(СССР), №3804224/23 – 26, заявл. 22.10.84., опубл. 24.06.86., бюл. №20 – 2 с.
207. Никандров М.И., Ефимова Е.О., Никандров И.С. Способ получения безводного мононатрийфосфата. Патент РФ №2340549 МКИ 6С01В25/30. / заявл.
16.02.2007, опубл. 10.12.2008, бюл. №34, 3 с.
384
208. Мирмусаева К.С. Технология производства ортофосфатов натрия на основе экстакционной фосфорной кислоты из фосфоритов центральных Кызылкумов. Автореф. дис. канд. техн. наук. Ташкент, 2011, 26 с.
209. Пискунов И.Н., Орлов А.К., Теляков Н.М. Исследование хлорирования
никелевых руд // Изв. Вузов, цвет.металлургия, 1976. - №4. –С. 15.
210. Рюмин А.И., Смирнов И.И., Сорокина Г.А., Блохин А.Н. Взаимодействие никеля с его оксидом с хлористым аммонием // Журнал прикладной химии. – 1983. – т.65. - №6. –С.1374-1375.
211. Злобин Л.И., Голубцова М.К. Абсорбция хлористого водорода раствором нашатыря // Журнал хим. пром. 1957. - №7. –С.414.
212. Diamantis Kiassos. New use of ammonium chloride for the therapy of total or
partial hepatic failure and necrosis. Pat. EP1875918 B1 от 3.07.2006, опубл.
18.09.2013.
213. An air brazing solder and flux. Pat. CN103639615 A от 28.11.2013, опубл.
19.03.2014.
214. RONGHUA LI. Stainless steel bCr13Mo gas nitriding process. Pat.
CN101139693 A от 20.09.2007, опубл. 12.03.2008.
215. A method of preparing a composite phase of superhard carbon nitride nanowires. Pat. CN103708430 A от 20.12.2013, опубл. 9.04.2014.
216. Meoung Whan Cho, Takafumi Yao. Method for manufacturing gan-based nitride semiconductor self-supporting substrate. Pat. WO2008146699 A1 от
25.05.2007, опубл. 4.12.2008.
217. Nobuyuki Ukai, Moritoshi Murakami, Susumu Okino, Tatsuto Nagayasu, Seiji Kagawa. Mercury reduction system and mercury reduction method of flue gas
containing mercury. Pat. CA2762926 A1 от 17.06.20019, опубл. 23.12.2010.
218. SHIJO RIKUMA, SAKATA NOBUYASU, KUSHIOKA KIYONORI,
MURAKAMI MORITOSHI, UKAI NOBUYUKI. Air pollution control device and
method for reducing amount of mercury in flue gas. Pat. CA2769861 A1 от
5.08.2009, опубл. 10.02.2011.
219. DUAN YUFENG, MAO YONGQIU, ZHU CHUN, SANG SHENGHUAN,
385
WANG HUI. Modified activated carbon demercuration adsorbent and preparation
method thereof. Pat. CN103372418 A от 28.04.2012, опубл. 30.10.2013.
220. Diankui Fu, Marieliz Garcia-Lopez de Victoria. Treating a subterranean formation selected from the group consisting of matrix acidizing, acid fracturing or
diverting by contacting with formulation of hydrochloric acid, a cationic surfactant
(quaternary amine), and a break-enabling salt (NH4Cl). Pat. US7341107 B2 от
11.12.2003, опубл. 11.03.2008.
221. Крашенинников С.А. Технология соды, учебное пособие. - М.: Химия,
1988. – 304 с.
222. Беньковский С.В., Круглый С.Н., Секованов С.К. Технология содопродуктов. М.: Химия, 1972. – 352 с.
223. Занавескин Л.И., Аверьянов В.А., Куницын Д.Г. и др. Монохлоруксусная кислота: химия, технология, перспективы // Хим. пром. – 2001. - №5. –С.
28 – 32.
224. Фролов Г.М. Уксусная кислота, ее производство и ретификация. М.: Гослесбумиздат, 1963. - 209 с.
225. Рогожкин Н.К., Никандров М.И., Никандров И.С. Абсорбция аммиака из
абгазов в производстве нашатыря/ Доклады Х Международной научнотехнической конференции «Будущее технической науки». Н.Новгород, 2011, с
280 – 281.
226. ГОСТ 4682-84. Концентрат баритовый. Технические условия.
М.: ИПК Издательство стандартов, 1984. – 32 с.
227. Т.Г.Ахметов, В.М. Бусыгин, Л.Г.Гайсин , Порфирьева Р.Т. Химическая
технология неорганических веществ / Учебное пособие для ВУЗов. -М: Химия, 1998.- 488 с.
228. Трутнев Г.А., Малахов А.Н., Стригунов Ф.И., Гитис Э.Б., Прошин А.Ф.,
Шакиров З.М. Способ получения хлористого бария. Авторское свидетельство
№ 652114, опубл. 15.03.79. Бюллетень изобретений № 10.
229. Руссо Г.В., Болдырева О.М. Способ получения кристаллов дигидрата
хлористого бария.
Авторское свидетельство № 1557104, опубл. 15.04.90.
386
Бюллетень изобретений № 14.
230. ГОСТ 4682-84. Барий хлористый технический. Технические условия.
М.: ИПК Издательство стандартов, 2000. – 19 с.
231. Dow Chemical Co. Removing ammonium chloride from hydro-chloric acid.
Pat. DE2127755 A1 от 4.06.1971, опубл. 14.12.1972.
232. Руководящий технический материал. Машины для переработки сыпучих
материалов (РТМ 26 – 01 – 66 – 74). М.: Разработан Северодонецким филиалом НИИХИММАШ, введен 01.07.74.
233. Рябин В.А., Остроумов М.А., Свит Т.Ф. Термодинамические свойства
веществ. Справочник. Л.: Химия. 1977. – 392 с.
234. Франк – Каменецкий Д.А. Диффузия и теплопередача в химической кинетике, Л.: Наука, 1967. – 216 с.
235. Вольнов И.И. Перекиси, надперекиси и озониды щелочных и щелочноземельных металлов, М.: Наука, 1964. – 120 с.
236. Перекись водорода и перекисные соединения [под ред. М. Позина]. М.:
Госхимиздат, 1951. - 286 с.
237. Никандров М.И., Ефимова Е.О. Равновесная растворимость фосфатов и
хлоридов калия / Доклады Международной научной конференции «Будущее
технической науки», Н.Новгород, 2007, С. 261.
238. Шляхтов В.Г., Стрельцов В.В. / Исследование кристаллизации хлорида
аммония //Изв. Вузов Химия и хим. Технология. –1968. - т. 11. №2. –С. 232.
239. Поляков А.Н., Рашковская Н.Б., Флисюк О.М., Икленко С.Н. Исследование в области химии и технологии фосфора и его соединений. М.: 1986. – С.
108 – 115.
240. Флисюк О.М., Поляков А.Н., Рашковская Н.Б., Быков В.Л. // Журн. Прикладн. Химии. – 1986. - т. 59. - (Дeп.№1326 – В, 26.02.86)
241. Никандров М.И., Романов Е.А., Никандров И.С. Очистка отходящих газов от тумана фосфорной кислоты и содовой пыли в производстве тринатрийфосфата / IV Международная научно-техническая конференция «Будущее
технической науки». Н.Новгород, 2005, с 212.
387
242. Cristenson M.S., Yncropera F,P. Sodificatiuon of an aqueous ammonium
chloride solution in a rectangular cavity/. Heat and Mass transfer. – 1989. 32 № 1
47 – 68 p.
243. Ripperger W, Eberle M, Reichel H. VerfahrenzurHerstellung von Ammonium
chlorid. Pat . № 4446372. Oп. 27.06.96.
244. Никандров М.И., Казанкова Т.Н., Никандров И.С. Разложение плава
сульфида бария солянокислым раствором хлористого бария// Современные
проблемы науки и образования. – 2014. – № 4; URL: http://www.scienceeducation.ru/118-13922.
245. Никандров М.И., Никандров И.С. Давление паров хлористого водорода
над
растворами
системы
NH4Cl-HCl-H2O//Международный
научно-
исследовательский журнал. – 2013. - № 11(18) Часть1, с. 103-105.
246. Никандров М.И., Никандров И.С. Политермическая кристаллизация семиводного
динатрийфосфата
с
циркуляцией
маточного
растов-
ра//Международный научно-исследовательский журнал. – 2013. - № 11(18)
Часть1, с. 105-106.
247. Никандров М.И., Никандров И.С., Суровегина Т.Ю. Распределение примесей при кристаллизации семиводного динатрийфосфата// Современные
проблемы науки и образования. – 2014. – № 6; URL: http://www.scienceeducation.ru/120-16334.
248. Лукьянова Е.В. Никандров М.И. Технико-экономическое обоснование
размещения производства фосфатов натрия в европейской части России/ Доклады Международной молодежной научной конференции по естественным и
техническим дисциплинам "Научному прогрессу - творчество молодых".
Йошкар-Ола 2012 г.
249. Суровегина Т.Ю., Никандров И.С., Никандров М.И. Перегрузка смерзшихся сыпучих материалов грейферами: монография / LAP Lambert
Academic Publishing, Саар-Брюкен, Германия, 2013 г. - 116 с.
250. Никандров М.И., Никандров И.С. Давление паров хлористого водорода
на
растворами
системы
NH4 Cl-HCl-H2 O//
Международный
научно-
388
исследовательский журнал. Часть 1. 11 (18) 2013. С 103-105.
251. Никандров М.И., Никандров И.С. Политермическая кристаллизация семиводного динатрийфосфата с циркуляцией маточного раствора// Международный научно-исследовательский журнал. Часть 1. 11 (18) 2013. С 105-106.
389
Приложения
390
391
392
393
394
395
396
397
398
399
400
401