ФГБОУ ВПО «Казанский национальный исследовательский технологический университет» На правах рукописи
реклама

ФГБОУ ВПО «Казанский национальный исследовательский технологический университет» На правах рукописи БИКТАШ ШАМИЛЬ АЙРАТОВИЧ ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА ТЕРМОДИНАМИЧЕСКИХ СИСТЕМ И ТЕХНОЛОГИЧЕСКИЕ ЗАКОНОМЕРНОСТИ ПОЛУЧЕНИЯ БИОДИЗЕЛЬ‐
НОГО ТОПЛИВА В СУБ‐ И СВЕРХКРИТИЧЕСКИХ ФЛЮИДНЫХ УСЛО‐
ВИЯХ В РЕАКТОРЕ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ 01.04.14. Теплофизика и теоретическая теплотехника Диссертация на соискание ученой степени кандидата технических наук Научный руководитель: доктор технических наук, профессор, Ф. М. Гумеров Казань – 2014
2
Оглавление Оглавление .......................................................................................................................................... 2 Список сокращений ............................................................................................................................ 6 Введение ............................................................................................................................................. 7 Виды биотоплив ........................................................................................................................ 9 Состояние рынков ................................................................................................................... 10 1 глава. Анализ существующих методов получения биодизельного топлива с точки зрения решения задач ресурсо‐ и энергосбережения, а также экологической безопасности ............. 13 1.1 Традиционный каталитический метод осуществления реакции трансэтерификации при атмосферном давлении .............................................................................................................. 13 1.2 Альтернативные и перспективные методы получения биодизельного топлива ............ 15 1.2.1 Безкаталитическая трансэтерификация в СКФ‐условиях ........................................... 15 1.2.2 Влияние на реакцию безкаталитической трансэтерификации температуры и давления .................................................................................................................................. 19 1.2.3 Влияние содержания воды и свободных жирных кислот в исходном сырье (масле).
................................................................................................................................................... 21 1.2.4 Влияние молярного соотношения спирта к маслу. .................................................... 21 1.2.5 Влияние природы спиртовой компоненты .................................................................. 22 1.2.6 Использование гетерогенного катализатора в реакции трансэтерификации, осуществлённой в СКФ‐условиях ........................................................................................... 23 1.2.7 Двустадийная безкаталитическая трансэтерификация .............................................. 24 1.3 Сопоставительный анализ свойств биодизельного и нефтяного топлива ....................... 25 1.3.1 Экологические свойства ................................................................................................ 25 1.3.2 Смазочные свойства ...................................................................................................... 37 1.3.3 Горючие свойства и прочие физические свойства ...................................................... 40 1.4 Сырьё для получения биодизельного топлива ................................................................... 41 1.4.1 Растительные масла и животные жиры ....................................................................... 41 3
1.4.2 Липиды микроводорослей ........................................................................................... 44 1.5 Методы подготовки реакционной смеси (использование особенностей околокритического состояния реагентов, эмульгирование) ................................................... 51 1.6 Утилизация глицерина .......................................................................................................... 55 1.6.1 Применение в корме домашних животных ................................................................ 55 1.6.2 Биотрансформация ........................................................................................................ 56 1.6.3 Каталитические превращения ...................................................................................... 58 1.6.4 Другие способы применения ........................................................................................ 58 Выводы по 1 главе ....................................................................................................................... 59 2 глава. Сверхкритические флюидные среды, как среды для осуществления химических реакций.............................................................................................................................................. 61 2.1 Природа критического состояния ........................................................................................ 61 2.1.1 Растворимость веществ в суб‐ и сверхкритических флюидных средах .................... 66 2.1.2 Характер изменения растворимости веществ в СКФ растворителях ........................ 67 2.1.3 Методы описания растворимости ................................................................................ 69 2.2 Сверхкритические флюидные среды как среды для осуществления химических реакций (обзор). .......................................................................................................................... 72 2.3 Реакция сверхкритической флюидной трансэтерификации ............................................. 75 2.3.1 Фазовое поведение реакционной смеси ..................................................................... 81 Выводы по 2 главе ....................................................................................................................... 82 3 глава. Экспериментальные установки и методики исследования теплофизических свойств компонентов исходного сырья, реагентов и их смесей ............................................................... 83 3.1 Описание экспериментальной установки и методики исследования теплопроводности смеси этил‐ЭПК – этил‐ДГК (рыбьего жира) при различных параметрах состояния ............ 83 3.2 Описание экспериментальной установки, предназначенной для исследования фазового равновесия ................................................................................................................... 86 3.3 Описание экспериментальной установки и методики исследования коэффициента теплового расширения и теплового эффекта смешения ......................................................... 88 4
Выводы по 3 главе ....................................................................................................................... 93 4 глава. Экспериментальные установки и методики подготовки сырья, реакционной смеси и осуществления реакции в СКФ‐условиях ....................................................................................... 94 4.1 СК‐CO2‐экстракционное извлечение липидов из микроводоросли ................................. 94 4.2 Эмульгирование реакционной смеси и методика исследования её свойств .................. 95 4.3 Трансэтерификация в СКФ‐условиях .................................................................................... 97 4.4 Разделение продуктов реакции ......................................................................................... 100 4.5 Решение проблем теплообмена и исключение термического разложения исходных компонентов и продукта реакции ............................................................................................ 107 4.6 Схема и описание лабораторной проточной установки для получения биодизельного топлива ....................................................................................................................................... 108 Выводы по 4 главе ..................................................................................................................... 110 5 глава. Равновесные и переносные свойства термодинамических систем, участвующих в процессе получения биодизельного топлива ............................................................................. 112 5.1 Результаты экспериментального исследования теплопроводности смеси этил‐ЭПК и этил‐ДГК при различных параметрах состояния .................................................................... 112 5.2 Результаты исследования фазового равновесия в системах "метанол – триолеин" и "CO2 – этил‐ЭПК" ........................................................................................................................ 115 5.3 Результаты экспериментального исследования коэффициента теплового расширения и теплового эффекта смешения бинарной смеси этиловый спирт – рапсовое масло при различных параметрах состояния ............................................................................................ 117 5.4 Погрешности результатов измерений ............................................................................... 120 5.4.1 Расчет погрешности измерения теплопроводности ................................................. 120 5.4.2 Расчёт погрешности результатов исследования характеристик фазового равновесия для системы "CO2 – этил‐ЭПК " ........................................................................ 121 5.4.3 Погрешность измерения коэффициента теплового расширения смеси этиловый спирт – рапсовое масло ........................................................................................................ 123 Выводы по 5 главе ..................................................................................................................... 124 5
6 глава. Результаты осуществления реакции сверхкритической флюидной трансэтерификации ........................................................................................................................ 126 6.1 СК‐CO2‐экстракционное извлечение компонентов из микроводоросли ....................... 126 6.2 Устойчивость эмульсий на основе исходных реагентов и влияние дисперсности эмульсий на скорость химической реакции ............................................................................ 127 6.3 Зависимость конверсии реакции СКФ‐трансэтерификации от состава реагентов и термодинамических параметров ............................................................................................. 131 6.4. Погрешности результатов измерений .............................................................................. 135 6.4.1 Расчет погрешности измерений давления на экспериментальной установке периодического действия .................................................................................................... 135 6.4.2 Расчет погрешности измерений температуры на экспериментальной установке периодического действия .................................................................................................... 135 6.4.3 Результаты оценки погрешности расчета конверсии ............................................... 135 6.4.4 Результаты оценки погрешности коэффициента расслоения .................................. 136 Выводы по 6 главе ..................................................................................................................... 136 Основные результаты и выводы ................................................................................................... 138 Список использованной литературы ............................................................................................ 140 6
Список сокращений 2‐D B20 REE RME S8 ULSD БД БДТ БПК глиц. ГХ ДГК ДГК ДТ крит. ЛД50 ЛК50 мас. мол. МЭЖК нерж. ст. об. ПАВ Рис. СК СКФ СМЭ соотн. сух. т. кип. т. плав. Табл. ТГ темп. тепл. ХПК ЦЧ ЭК50 ЭПК этил‐ДГК, эДГК этил‐ЭПК, эЭПК марка дизельного топлива 2‐D дизельное топливо с содержанием биодизеля 20% этиловые эфиры рапсового масла метиловые эфиры рапсового масла
марка синтетического топлива S8 марка дизельного топлива ULSD биодизель
биодизельное топливо биологическое потребление кислорода глицерин газовая хроматография
докозагексаеновая кислота докозагексаеновая кислота дизельное топливо критический полулетальная доза
полулетальная концентрация массовый, массовая (доля)
молярный метиловые эфиры жирных кислот
нержавеющая сталь объёмный
поверхностно‐активное вещество рисунок сверхкритический
сверхкритический флюид(ный) сырые метиловые эфиры
соотношение сухой
температура кипения температура плавления
таблица триглицерид температура, температурный
теплота химическое потребление кислорода
цетановое число полумаксимальная эффективная концентрация эйкозапентаеновая кислота этилдокозагексаеноат
этилэйкозапентаеноат 7
Введение Доля России в мировых запасах нефти составляет по различным оценкам от 5 до 13%. При сохранении нынешних темпов добычи этих запасов хватит на 22 года [1], [2]. Согласно бюджету РФ, объём нефтегазовых доходов в докризисном 2008 г. составил 36% от всех дохо‐
дов [3], что ярко свидетельствует о влиянии масштабов добычи нефти и мирового спроса на российскую экономику. Её имеющиеся запасы быстро уменьшаются, не в последнюю очередь из‐за значительного объёма добычи. Опасность привязки российской экономики к нефти была наглядно продемонстрирована падениями цен на нефть в 2008 и 2014 г., спровоциро‐
вавшими пропорциональное падение доходов бюджета и расходование средств на поддер‐
жание курса национальной валюты [4]. Запасов относительно легкодобываемой нефти оста‐
лось не более чем на 30 лет [5]. Перспективы сулят необходимость нефтедобычи на шельфах, что увеличит её себестоимость в разы [1]. Сегодня главными потребителями нефти внутри страны являются транспорт (около 60%) и ТЭЦ (около 30%), то есть львиная доля нефти просто сжигается. Образующийся при этом диоксид углерода скапливается в атмосфере: если в начале XX века его содержание в атмосфере составляло 280 ppm, то по данным на 2013 г. оно возросло до 396 ррm [6], и повы‐
шается на 2 ppm ежегодно [7]. Помимо вызванного накапливаемым СО2 парникового эффекта, ущерб природе и её биоразнообразию наносят и ядовитые продукты неполного сгорания нефтепродуктов. Для обеспечения устойчивого развития экономики и сохранения планеты, как места, пригодного для жизни необходимо найти альтернативные источники топлив для энергетики и транспорта, а также альтернативное сырьё для химических отраслей промышленности [2], [8], [9]. Учитывая опыт развитых экономик, можно заключить, что Россия может уменьшить внутреннее потребление нефти следующими способами: ‐ Использование в химических отраслях промышленности возобновляемых ресурсов, таких как растительные с/х отходы, древесина, растительные жиры, животные жиры низкого качества, способами, подразумевающими глубокую степень их переработки. – Утилизация нефтяных газов, значительная часть которых в России сегодня по разным причинам сжигается. 8
– Парциальное сжигание и глубокая переработка природного газа, треть учтённых за‐
пасов которого приходятся на Россию. – Парциальное сжигание, гидрогенизация и газификация торфа, сланцевой нефти и ка‐
менного угля. Запасов этих ресурсов при нынешнем потреблении хватит на 200‐300 лет. – Увеличение в энергообеспечении общества доли атомной и солнечной энергии. – Разработка способов производства и утилизации термоядерной энергии. Приходится признать, что вышеописанной проблеме в России не уделяется достаточно пристального внимания, возможно по причине того, что планирование экономики в далёкой перспективе выполняется недостаточно глубоко. Опишем более подробно положение с разработкой и внедрением альтернативных жидких топлив (АЖТ). Их производят из таких видов сырья как попутный и природный газ, газоконденсат, уголь, битумы и сланцевые породы, доменные газы, отходы промышленности и домохозяйств. Автомобили, использующие в качестве топлива сжиженный природный газ (метан) до‐
статочно широко распространены ввиду его дешевизны и повышенной износостойкости дви‐
гателя. Однако водителям необходимо учитывать такие недостатки как необходимость время от времени сливать конденсат из редуктора, чаще менять воздушный фильтр, а также недо‐
развитая на сегодняшний день инфраструктура заправок. Мощность двигателей на газе меньше на 5‐6%, а случае ДТП существует риск повреждения газового баллона под давлением до 2 МПа. Более экзотическим вариантом сжиженного газового топлива является водород. При его сгорании образуется только вода, однако такие недостатки как высокая взрывоопасность и высокая стоимость производства препятствуют серийному производству водородного транспорта (например, модели BMW Hydrogen 7). В качестве моторного топлива также используют и спирты, например метанол и этанол [10]. Их недостатками можно считать пониженные теплоту сгорания и мощность двигателя, а в случае метанола и токсичность. Спирты могут использоваться не в чистом виде, а в качестве топливных добавок. Такая практика существует в США с 80‐х годов, и в последнее время для этих целей используется биоэтанол [11]. 9
Газовые конденсаты, так же как и спирты понижают мощность двигателя (на 20%), а кроме этого их применение причиняет вред центральной нервной системе и несёт опасность искрообразования [12]. Помимо автономных транспортных средств с двигателем внутреннего сгорания (отне‐
сём к их числу и автомобили с гибридным двигателем), в последние годы в продаже появи‐
лись автомобили с чисто электрическими двигателями. Среди их неоспоримых достоинств – экологичность при использовании в городской среде и экономия на техобслуживании. Недо‐
статками электромобилей без ДВС можно считать малый запас хода, и значительный вес ак‐
кумуляторных батарей. Вкупе с высокой стоимостью реализации, вышеперечисленные фак‐
торы в ближайшей перспективе очерчивают электромобилям удел средства передвижения в коротких поездках по городу в странах, субсидирующих их использование. Резюмируя, можно отметить, что альтернативы ископаемым автомобильным топли‐
вам существуют, однако каждое из них обладает рядом недостатков, ограничивающих воз‐
можность и широту их использования. В этой связи становятся актуальными исследования и изыскания в области альтерна‐
тивных возобновляемых источников энергии, одним из которых является биодизельное топ‐
ливо (БДТ). Виды биотоплив Говоря о "биотопливе" обычно подразумевают такие продукты, производимые из сы‐
рья или отходов растительного и животного происхождения, как биогаз, биоэтанол и биоди‐
зельное топливо. Под "биодизельное топливом" могут подразумевать как необработанное раститель‐
ное масло, так и сложные алкиловые эфиры, полученные из растительных или животных жи‐
ров, а также топливные смеси, содержащие как нефтяное дизельное топливо, так и алкиловые эфиры. В данной работе мы будем называть "биодизельным топливом" только сложные ал‐
киловые эфиры и их смеси, которые получают путём трансэтерификации масел в метаноле или этаноле. Термины "биодизельное топливо" и "биодизель" равнозначны и в русском языке употребимы в равной степени, в том числе в научной литературе [13], [14], [15]. 10
Биоэтанол получают из крахмала путём микробиологической переработки. Биоэтанол может быть использован в производстве топлив и топливных присадок (БДТ, этилтретбутило‐
вого эфира) и сам являться топливной добавкой, его можно использовать в химическом про‐
изводстве (в процессах производства бутадиена, этилена и пр.). Биогаз получают из биологических отходов (навоза, помёта, пивной барды и т. д.) пу‐
тём анаэробного брожения. После отделения попутно образующихся сероводорода и CO2 биогаз (метан) может быть использован для отопления [16]. Состояние рынков Стремление диверсифицировать поставки сырья сподвигло ряд компаний в Западной Европе и Америке использовать растительные масла (рапсовое, соевое и пр.) в качестве сырья для получения альтернативных топлив. В июле 1992 г. вблизи Компьена (Франция) был запущен завод по производству БДТ мощностью 20000 тонн, который снабжает продукцией заправочные станции в Нор‐Па‐де‐
Кале и Париже. Производимое топливо (МЭЖК) реализуется в составе топливной смеси с ис‐
копаемым топливом [17]. Во время олимпиады в Барселоне (Испания, 1992 г.) значительное количество автобу‐
сов заправлялось БД, поставляемым компанией Novamont (Италия). Аналогичные экспери‐
менты проводились в других городах, таких как: Руан, Дюнкерк, Вьерзон и Фрайбург. В городах США в мае 1992 г. около 4% личных автомобилей более 2000 автобусов ез‐
дили на биодизельном топливе . В Германии в настоящее время работает несколько десятков заводов по производству БДТ, наиболее крупным из которых (300‐350 тыс. тонн. продукции в год) управляет компания «Biodiesel Kyritz GmbH». Заводы обеспечиваются сырьём местного производства. В 2004 г. завершилось строительство завода компании Australian Renewable Fuels по производству 40 000 т биодизельного топлива в год на основе растительных масел и жиров животного происхождения. В Клайпеде и Мажейкяе (Литва) функционирует два завода по производству биоди‐
зельного топлива, большая часть которого потребляется на местном рынке. В Шотландии под городком Ньюартилл компания KONtnam™ Argent Energy запустила производство БДТ годовой мощностью до 50 тыс. тонн из отработанного растительного масла [18]. 11
В Галифаксе (Канада) в опытном порядке заправляют городские автобусы смесью 80% нефтяного ДТ и 20% БДТ из рыбьего жира компании Wilson Fuels. В России биодизельное топливо в настоящее время не производится. По состоянию на 2014 г. в Пензенской области рассматривается возможность строи‐
тельства маслоэкстракционного завода для переработки семян рыжика посевного (camelina sativa) мощностью 50 тыс. т. в год с целью последующей переработки в биотопливо [19]. В сентябре 2003 года совет директоров ОАО «Татнефтехиминвестхолдинг» рассмотрел и поддержал проект по созданию завода для производства 70 – 100 тысяч тонн рапсового масла пищевого назначения в год. Предполагается, что в случае реализации этого проекта, 20 – 30 % производимого рапсового масла будет перерабатываться в биодизельное топливо [18]. Вопреки распространённому убеждению, что производить в России биодизельное топ‐
ливо нерентабельно, существуют способы снижения себестоимости. Реализация дорогостоя‐
щего побочного сырья – глицерина (1100 долларов за тонну [20]); децена‐1 (1000 – 1200 дол‐
ларов за тонну [21]) и пр. позволяет увеличить рентабельность производства в целом. БДТ, получаемое традиционным каталитическим способом, требует сложной много‐
ступенчатой очистки, за счёт чего его цена на 10‐15% превосходит себестоимость производ‐
ства нефтяного ДТ, что актуализирует задачу снижения этой себестоимости. Данная задача может быть решена через
СКФ‐экстракционное извлечение липидов как сырья для осуществления реакции; осуществление реакции трансэтерификации в сверхкритических флюидных условиях; СКФ‐экстракционное разделение продукта реакции трансэтерификации. Этим обуславливаются задачи разработки технологии сверхкритической трансэтери‐
фикации на примере конкретного образца сырья, исследования теплофизических свойств тер‐
модинамических систем компонентов и смесей исходного сырья и продуктов реакции трансэтерификации. Именно эти задачи и явились предметом настоящего исследования. Работа выполнена в ФГБОУ ВПО «Казанский национальный исследовательский техно‐
логический университет» в рамках государственных контрактов №№ 6763/9429 от 10.04.2009 г. и 02.740.11.5051 от 20.0702009 г., Государственного задания № 3.3374.2011 КНИТУ (КХТИ) на НИР на 2011‐2013 г., грантов РФФИ (№13‐03‐12078‐офи‐м) и Минобрнауки России (согла‐
шение № 14.574.21.0085, уникальный идентификатор проекта RFMEF I574‐14X0085). 12
Автор выражает благодарность своему научному руководителю профессору Гумерову Фариду Мухамедовичу за повседневную помощь и ценные советы при выполнении работы. 13
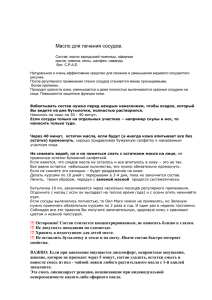
1 глава. Анализ существующих методов получения биодизельного топлива с точки зрения решения задач ресурсо‐ и энергосбережения, а также экологической безопасности На Рис. 1 представлена классификация существующих на сегодняшний день методов трансэтерификации. Трансэтерификация Каталитическая Некаталитическая Гомогенный катализ Кислотный Основный Гетерогенный катализ
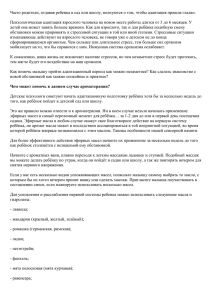
Основный Ферментативный Рис. 1. Классификация методов трансэтерификации [22] 1.1 Традиционный каталитический метод осуществления реакции трансэтерификации при атмосферном давлении При проведении гомогенного каталитического процесса с щелочным катализатором (Рис. 2) растительное масло смешивают со спиртом с молярным соотношением 1:6, нагре‐
вают до температуры 60‐70°С и перемешивают. Время реакции 1‐6 часов [23], [24]. В первую очередь из спирта в присутствии катализатора образуется алкокси‐группа, которая далее вступает в реакцию с растительным маслом [25]. В качестве сорастворителя может использо‐
ваться гексан (10‐20% об.) [26]. В качестве катализатора используется NaOH, KOH или CH3ONa [26]. После окончания реакции смесь подвергается отстаиванию (2‐20 часов, в зависимости от требуемой степени чистоты веществ [24]) неоднократно промывается деионизированной водой (примерно 5% от объёма фазы метиловых эфиров [24]) 3‐4 раза и подвергается отстаи‐
ванию на 10 минут [23]. Вместо чистой воды может быть использован 0,1% раствор дубиль‐
ной кислоты [24]. Для интенсификации промывания может использоваться барботаж воз‐
14
духа и механическое перемешивание. Процесс проводят до того, как фаза метиловых эфи‐
ров перестанет быть мутной [24]. Остаточный метанол и влага отделяются от БДТ путём вы‐
паривания [26]. Рис. 2 Схема традиционного процесса получения биодизельного топлива С гомогенным щелочным катализатором реакция протекает достаточно активно даже при невысоких (333 K) температурах, а процесс сравнительно не коррозионен. [25] При этом при использовании любого из щелочных катализаторов возникают сложности при разделе‐
нии фаз (биодизельного топлива и глицерина) по окончании процесса. Это вызвано омыле‐
нием, которое имеет следствием образование сильных эмульсий и требует разделения на центрифуге [27], [28]. Омыление наблюдается в меньших количествах при использовании в качестве катализатора CH3ONa. При этом наиболее дешёвым из щелочных катализаторов является NaOH [29]. Эффективное использование щелочных катализаторов возможно при со‐
держании воды в реакционной смеси менее 0,06% мас., и при кислотном числе раститель‐
ного масла менее 1 (содержании свободных жирных кислот менее 0,5% мас.) [30]. В работе [31] приведён пример реализации трансэтерификации с гомогенным щелоч‐
ным катализатором. Чистое и нейтральное (кислотное число не выше 1.5 мг KOH/г) масло нагревается до 353 K, после чего добавляют 99,7% метиловый спирт с растворенным 0.1‐
0.5 % NaOH с избытком примерно 60%. После добавления спирта, смесь в течение несколь‐
ких минут перемешивается, и примерно за час 98 % масла (триглицеридов) превращается в метиловые эфиры жирных кислот (МЭЖК). Полученная смесь образует два разных по плот‐
ности слоя, нижний из которых содержит примерно 90% всего образованного глицерина, а 15
верхний – МЭЖК, непрореагировавший спирт, щелочь, не осевший глицерин и некоторое ко‐
личество мыла. Катализатор и продукты омыления удаляют двукратным промыванием во‐
дой. Трансэтерификация с гомогенными щелочными катализаторами протекает быстрее, чем с кислотными (более 10 часов) [23]. В качестве кислотных катализаторов может быть использована любая неорганическая кислота. Обычно используют серную (2%) и соляную (5%) кислоты [23]. Трансэтерификация с гомогенным кислотным катализатором протекает значительно, в 3 и более раз медленнее [32], чем с щелочным катализатором, однако при высоком содер‐
жании воды и свободных жирных кислот кислотный катализатор может быть предпочтитель‐
нее щелочного [33]. Серная кислота, используемая в качестве катализатора трансэтерификации, может привести к образованию нежелательных побочных продуктов, а остатки кислоты могут по‐
вредить детали двигателя [34]. Использование щелочных катализаторов создаёт дополнительную задачу очистки воды, используемой для промывки фазы метиловых эфиров [30]. Также в качестве катализатора можно применять трифторид бора в концентрации 15‐
20% [24]. 1.2 Альтернативные и перспективные методы получения биодизельного топлива 1.2.1 Безкаталитическая трансэтерификация в СКФ‐условиях Как отмечалось в предыдущем разделе, использование гомогенных кислотных или щелочных катализаторов создаёт определённые сложности в осуществлении процесса про‐
изводства биодизельного топлива. Использование данных катализаторов ограничивает круг сырьевых материалов, которые могут быть использованы в процессе, сырьём с малым со‐
держанием воды и свободных жирных кислот. Для получения чистого БДТ требуется произ‐
водить дополнительные этапы отделения и очистки. Гетерогенные катализаторы не требу‐
ется отделять от продукта реакции, но процессы с их использованием также чувствительны к чистоте сырья. Ферментативно‐каталитический процесс менее чувствителен к примесям в 16
сырье, однако в настоящее время весьма дорогостоящ. Данные ограничения, сопровождаю‐
щие каталитические процессы, привели к необходимости исследования некаталитических способов трансэтерификации и разработки соответствующих технологических процессов. Существует альтернативный безкаталитический метод производства биодизельного топлива (Рис. 3). Бинарные смеси спирта и масла доводятся до сверхкритического флюид‐
ного состояния, образуя однофазную смесь, что обеспечивает самопроизвольное и быстрое протекание реакции [35]. Процесс допускает присутствие в сырье воды; свободные жирные кислоты превращаются в метиловые эфиры, а не мыло, а следовательно в процессе может быть использовано самое разнообразное сырьё. Кроме этого, в процессе отсутствует этап от‐
деления катализатора [36]. Рис. 3. Сверхкритический метод получения биодизельного топлива Для реализации процесса требуются высокие температура и давление, однако общая стоимость производства такая же либо ниже, чем в традиционных процессах производства биодизельного топлива [37]. Реакция безкаталитического синтеза биодизельного топлива проводится при сверх‐
критических флюидных условиях. Трансэтерификация неполярных молекул триглицеридов жирных кислот с полярными молекулами спирта обычно протекает гетерогенно ввиду низ‐
кой взаимной смешиваемости этих двух компонентов. При СКФ‐условиях смесь становится гомогенной, а реакция значительно ускоряется, что обусловлено исчезновением межфаз‐
ного барьера, ограничивающего скорость реакции. Другим положительным эффектом СКФ‐
условий можно считать то, что спирт выступает в роли не только реагента, но и кислотного катализатора [38]. Кроме того, некаталитический сверхкритический процесс безопасен для 17
окружающей среды, поскольку является безотходным, не требует воды для очистки/про‐
мывки. В некаталитическом методе не требуется предварительной обработки сырья, по‐
скольку примеси в сырье не оказывают существенного влияния на протекание реакции. С учётом того, что в сырье присутствуют вода и свободные жирные кислоты, можно утвер‐
ждать, что в процессе протекают три реакции: трансэтерификация и гидролиз триглицери‐
дов, алкильная этерификация жирных кислот [38]. В многочисленных работах приемлемые значения конверсии получены для диапа‐
зона температур 553‐623 K, давлений 8,7‐45 МПа, молярных отношений спирт‐масло 60:1‐
6:1, длительности реакции 4‐40 минут [39], [40], [41], [42], [43], [44], [45], [46] Алкильная этерификация протекает быстрее, чем трансэтерификация и обеспечивает полное превращение всех свободных жирных кислот, как тех, что изначально присутство‐
вали в сырье, так и тех, что образовались при гидролизе, в алкиловые эфиры [45]. Кроме того, разделение полученного продукта биодизеля и побочного продукта глицерина про‐
стое, поскольку эти два продукта не смешиваются при комнатной температуре, а в смеси, подлежащей разделению, не содержится катализатор. Кроме того, в данном процессе не происходит мылообразования, которое может наблюдаться в процессе с щелочным катали‐
затором в результате реакции свободных жирных кислот с катализатором. В работе [47] отмечается, что гомогенность смеси метанола и масла в реакторе опре‐
деляется молярным соотношением спирта к маслу, а также температурой и давлением. Экспериментальные исследования [48], [49] показывают, что полная смешиваемость масла со спиртом может быть достигнута при температурах 470…480 K, ниже критической температуры метанола (512 K). Кроме того, в [49] наблюдали высокую конверсию даже в случае протекания реакции в двухфазном режиме при молярном отношении метанол/масло 40…50, температуре 560…580 K и давлении 9…12 МПа. Скорость реакции при температурах ниже 500 K крайне мала, но значительно возрастает выше 570 K. У сверхкритических флюидных условий процесса есть как преимущества, так и недо‐
статки. Большое соотношение спирта к маслу, использованное в экспериментах, (более 40:1) является препятствием на пути к промышленной эксплуатации проекта, создавая необходи‐
мость отделения избыточного метанола для повторного использования. Другим недостат‐
ком является проведение процесса при сравнительно более высоких давлении и темпера‐
туре, что влечёт за собой увеличение энергозатрат процесса, либо необходимость разра‐
18
ботки реактора, отличающегося высокой энергоэффективностью (а это, в свою очередь, вы‐
сокие капитальные затраты). Впрочем, экономические исследования [50] показали, что об‐
щий объём капиталовложений и стоимость эксплуатации для сверхкритического процесса ниже, чем для процесса с использованием щелочных и кислотных катализаторов. [51]. В синтезе без катализатора в качестве сорастворителя, позволяющего снизить критическую точку смеси, использовался пропан. В работе [52] описана двухреакторная система, состоя‐
щая из первого реактора идеального смешения и второго реактора идеального вытеснения. Такая конструкция позволяет уменьшить давление, необходимое для проведения реакции, рекуперировать часть тепла продуктов реакции и снизить соотношение метанол‐масло до 10‐15. Трансэтерификация при сверхкритических флюидных условиях являлась предметом исследования ряда научных работ. Были исследованы различные виды растительных масел, от выбора которых зависят свойства получаемого биодизельного топлива и конверсия. Раз‐
личные жиры и масла состоят из различных триглицеридов, что показано в Табл. 1 [42],[53]. В скобках после названия указано количество атомов углерода в алкильной цепи триглице‐
рида и количество двойных связей. масло хлопчатника масло фундука масла мака, рапса, софлора масло рапса масло софлора масло подсолнуха масло сои, канолы, кокоса масло канолы масло кокоса масло кукурузы масло оливки масло пальмы, го‐
вяжье сало линолевая (18:2) олеиновая (18:1) пальмитолеиновая (16:1) сырьё стеариновая (18:0) пальмитиновая (16:0) Табл. 1. Жирнокислотный состав масел и жиров другие 28,6 4,9 0,9
2,6
0,1
0,2
13
81,4
57,2 10,6 0,2
0,3
12,6 4 0,1 22,3 60,2 0,8 3,5 7,3 6,4 0,9 1,9 2,9 0,1 0,1 0,1 64,1 13,5 17,7 22,3 77 72,8 9,1 0,2 0,1 11 4 н/д 24 54 7 4 9 11 13 2 3 2 3 н/д н/д н/д н/д 62 6 28 71 22 2 58 10 10 71
1 1 45 4 н/д 40 10 1 19
говяжье сало 24 19
н/д
43
3 4
Во многих работах было исследовано влияние различных переменных процесса и вы‐
явлены оптимальные условия реакции в тех или иных диапазонах параметров. В Табл. 2 опи‐
саны наиболее благоприятные условия реакции для разных видов сырья. В целом, для дости‐
жения высоких конверсий требуются высокие температура, давление и избыток спирта. Влияние каждой из этих переменных будет более детально описано далее. Отметим, что все результаты в Табл. 2 были получены в экспериментах, проводимых в металлических реакторах, что не исключает возможность непреднамеренной металлического катализа. Табл. 2. Условия реакции, соответствующие высоким значениям конверсии при некаталитической трансэтерификации авторы масло Saka & Kusdiana [54] рапсовое масло Demirbaş [24] Madras et al. [41] He et al. [39] масло зёрен фун‐
дука подсолнечное масло соевое масло соевое масло He et al. [40] соевое масло Silva et al. [43] соевое масло (с этанолом) Bunyakiat et al. [55] кокосовое, паль‐
мовое масло Demirbas [56] хлопчатниковое масло (с метано‐
лом) хлопчатниковое масло (с этано‐
лом) спирт/масло, время ре‐
тип реактора конверсия
соотн. мол. акции 623 K, 45 МПа 42:1 4 мин 5 мл Inconel‐625
95% 100 мл цилиндри‐
623 K 41:1 5 мин ческий автоклав 95% нерж.ст. 8 мл нерж.ст. 623 K, 20 МПа 40:1 40 мин 96% реактор 553K, 25 МПа 42:1 30 мин 200 мл реактор 90% 75 мл трубчатый 583 K, 35 МПа 40:1 25 мин 77% реактор 373–593 K (по‐
75 мл трубчатый степенный 40:1 25 мин 96% реактор нагрев) 24 и 42 мл труб‐
623 K, 20 МПа 40:1 15 мин чатые реакторы 80% нерж.ст. нерж.ст. трубча‐
623 K, 19 МПа 42:1 7 мин тый проточный 95% реактор нерж.ст. цилин‐
503 K 41:1 8 мин дрический авто‐
98% клав нерж.ст. цилин‐
503 K 41:1 8 мин дрический авто‐
75% клав T, P 1.2.2 Влияние на реакцию безкаталитической трансэтерификации температуры и давления Температура и давление являются важными параметрами реакций в сверхкритической фазе, поскольку позволяют регулировать свойства растворителя. Многие исследования пока‐
зали ускорение реакции с ростом температуры, особенно в области выше критической точки. В работе [41] было показано, что с ростом температуры с 473 до 673 K конверсия выросла с 78 до 96%. При этом соотношение метанола к маслу было 40, давление 20 МПа, время реакции 40 минут. Похожие результаты были получены в работе [42]. Конверсия при времени 5 минут 20
меняется с 50% до 95% при увеличении температуры с 450 K до 523 K. В работе [55] было по‐
казано, что конверсия кокосового масла также почти удваивается (с 50 до 95%) при увеличе‐
нии температуры реакции трансэтерификации с 543 до 623 K. В случае с пальмовым маслом конверсия выросла в 2,5 раза (с 38 до 96%) в том же температурном интервале при соотноше‐
нии метанола к маслу 42 и времени реакции 7 минут. Увеличение конверсии при изменении температуры с субкритической на сверхкритическую составило 20% (хлопчатниковое масло, этанол или метанол, молярное соотношение 41) [56]. В работе [57] была получена полная кон‐
версия за время менее 40 минут при трансэтерификации касторового и льняного масел мета‐
нолом и этанолом, температуре 623 K и молярном соотношении спирта к маслу 40. Критиче‐
ские температуры метанола и этанола 513 и 516 K, а критические давления 8 и 6,4 МПа соот‐
ветственно. Следовательно, высокие значения конверсии могут быть достигнуты при прове‐
дении трансэтерификации при сверхкритических флюидных условиях без добавления катали‐
затора. Ещё одни результаты, согласующиеся с вышеизложенным, были получены в работе [58]. При 503 K конверсия 70% была достигнута через 1 час реакции, в то время как при 573 K за 4 минуты была достигнута конверсия 80%, а при 623 K конверсия составила 95%. При ещё более высокой температуре, 673 K, реакция проходила даже за 2 минуты, однако наблюда‐
лось и нежелательное явление – термическое разложение [58]. В работе [59] было показано, что термическую стабильность биодизельного топлива можно обеспечить в процессе синтеза при температурах выше 573 K. В работе [40] было установлено, что выход метиловых эфиров насыщенных жирных кислот увеличивается с увеличением времени реакции, в то время как метиловые эфиры ненасыщенных жирных кислот более активно участвуют в побочных реак‐
циях, что уменьшает их количество с увеличением времени реакции. Особенно это заметно у метиловых эфиров с несколькими двойными связями. Авторы показали, что эти потери могут быть исключены за счёт постепенного нагрева реактора с 373 до 593 K, получив конверсию 96%. Было изучено также и влияние давления на процесс некаталитической трансэтерифи‐
кации. В работе [39] было установлено, что при постоянной температуре 553 K, молярном от‐
ношении метанола к маслу 42:1 и времени реакции 30 минут при давлениях 8,7, 15,5 и 25 МПа конверсия составила 56, 82 и 91% соответственно. Дальнейшее увеличение давления не дало сколь‐нибудь значимого прироста конверсии. В работах [60] и [55] были получены схожие ре‐
зультаты, за тем исключением, что была получена область около 10 МПа, в которой конверсия 21
не зависела от давления. Наиболее вероятно, что наблюдаемые эффекты увеличения конвер‐
сии с давлением объясняются тем, что более высокая концентрация веществ в системах под давлением приводит к более высоким скоростям реакции. 1.2.3 Влияние содержания воды и свободных жирных кислот в исходном сырье (масле). Как уже было упомянуто, вода и свободные жирные кислоты являются причиной мно‐
гих трудностей в традиционных каталитических процессах трансэтерификации. Однако дан‐
ные примеси не оказывают никакого отрицательного воздействия в случае некаталитической сверхкритической трансэтерификации. Фактически, конверсия даже несколько возрастала с увеличением содержания свободных жирных кислот в рапсовом масле [38]. Присутствие в масле воды принципиально не препятствует получению в процессе некаталитической трансэтерификации значений конверсии, близких к 100%, при её содержании вплоть до 50% об. [38]. Благодаря способности при повышенных температурах растворять неполярные веще‐
ства, включая углеводороды, вода, содержащаяся в сырье, может гидролизировать триглице‐
риды с образованием свободных жирных кислот. Данная реакция не является препятствием в процессе некаталитической сверхкритической трансэтерификации, поскольку скорость ре‐
акции этерификации свободных жирных кислот выше, чем скорость трансэтерификации, и в конечном итоге свободные жирные кислоты будут превращены в соответствующие сложные эфиры [45]. Наконец, присутствие воды способствует разделению продуктов реакции по окон‐
чании сверхкритического процесса. 1.2.4 Влияние молярного соотношения спирта к маслу. Одним из важных параметров, влияющих на процесс трансэтерификации является мо‐
лярное соотношение спирта к маслу. Стехиометрически для реакции 1 моля триглицеридов требуется 3 моля спирта. Практически же для сдвига равновесия обратимой реакции в нуж‐
ном направлении и получения большего количества эфиров используют спирт в избыточном количестве, что позволяет создать гомогенные условия реакции при менее суровых условиях по температуре. Таким образом, увеличение избытка спирта даёт увеличение конверсии. Од‐
нако существует точка, в которой увеличение избытка метанола не даёт прироста конверсии. В работе [40] определили оптимальное соотношение спирта к маслу как 40:1. В работе [54] была получена высокая конверсия (более 95%) с соотношением метанола к рапсовому маслу 42:1, температурой 723 K и давлением 45 МПа за 4 минуты. В [55] было установлено увеличе‐
ние конверсии в 2 раза при изменении соотношения метанола к маслу с 6 до 42 (масло коко‐
22
совое и пальмовое). В [57] наблюдалось увеличение конверсии с избытком метанола или эта‐
нола вплоть до соотношения 40:1 (масло касторовое и льняное). Эти результаты хорошо со‐
гласуются и говорят о том, что оптимальное соотношение спирта к маслу как в периодическом, так и в непрерывном реакторе 40:1. 1.2.5 Влияние природы спиртовой компоненты Наиболее часто используемым для трансэтерификации спиртом является метанол, ос‐
новная причина этого – низкая цена. Этанол также рассматривается как возможный реагент процесса ввиду возможности его производства из возобновляемых источников энергии, меньшей опасности использования чем у метанола. Некоторые характеристики биодизель‐
ного топлива, такие как точка помутнения, могут быть улучшены путём использования спиртов с большей длиной цепи. Точка помутнения этиловых эфиров на 3 градуса ниже, чем у метило‐
вых эфиров [60]. Влияние вида используемого спирта исследовалось в ряде работ, однако нельзя сказать, что были получены согласующиеся результаты. В работе [41] было показано, что при использовании этанола при одних и тех же условиях реакции (473, 523, 573, 623 и 673 K, одинаковая длительность реакции) были получены более высокие значения конверсии, чем при использовании метанола. Однако в работе [45] было показано, что более высокие скорости реакции наблюдаются в случае спиртов с более короткими цепями: при 573 K для трансэтерификации рапсового масла в метаноле требуется 15 минут, тогда как в случае 1‐про‐
панола требуется уже 45 минут. В [60] автор даёт два объяснения тому, почему спирты с длин‐
ными цепями реагируют хуже. Во‐первых, с ростом длины цепи падает кислотность, а, следо‐
вательно, и способность спирта выступать в качестве кислотного катализатора. Второй причи‐
ной являются пространственные эффекты. Спирты с короткими цепями с большей лёгкостью атакуют молекулы триглицеридов чем спирты с более длинной цепью. Другие исследования также показали меньшую конверсию при использовании этанола чем при использовании ме‐
танола в случае с касторовым, льняным и хлопчатниковым маслом при одинаковых условиях [56], [57]. В [61] проводили трансэтерификацию рапсового масла 1‐бутанолом без катализатора путём микроволнового нагрева. После 4 часов реакции при 583 K была получена конверсия в бутиловые эфиры 91%. Бутанол интересен тем, что имеет сравнительно низкую волатильность чем низшие спирты, следовательно, при данной температуре требуется низшее давление про‐
цесса. 23
1.2.6 Использование гетерогенного катализатора в реакции трансэтерификации, осуществлённой в СКФ‐условиях Среди щелочных гетерогенных катализаторов наиболее изучены оксиды металлов. При проведении реакции трансэтерификации при атмосферном давлении наиболее широко используется CaO, который отличается долговечностью, высокой активностью и невысокими параметрами проведения реакции (323‐353 K) [62]. К его недостаткам следует отнести потребность в термической активации для удаления адсорбированнных CO2 и влаги, что необходимо делать под вакуумом или в атмосфере азота [63]. В комбинации Добавление металлического элемента (KF, KNO3) позволяет увеличить эффективность катализатора, обеспечивая конверсию масла до 98,5% [64], [65]. Представляют интерес смешанные системы оксидов, где каждый компонент значительно отличается по свойствам от другого. В исследовании, где катализатором служил доломит (CaCo3+MgCO3) при молярном соотношении метанола к маслу 6:1, содержании катализатора 1,5 мас. % и времени реакции 3 ч. удалось достичь конверсии масла канолы более 90% [66]. Среди прочих гетерогенных катализаторов можно отметить аморфный диоксид цир‐
кония, в том числе легированный титаном, алюминием, цинком и калием. На сегодняшний день исследователи занимаются поиском решения проблемы износа катализатора [67]. В качестве гетерогенного катализатора также могут использоваться ферменты (эн‐
зимы). Они уже нашли применение в таких реакциях как гидролиз глицерина и недавно они были опробованы и в реакции трансэтерификации [68]. Преимуществами ферментативных катализаторов являются: 1. Возможность регенерации катализатора и повторного использования задержан‐
ного остатка сырья без необходимости отделения от продуктов реакции (катализатор можно оставить на некоторое время внутри реактора в потоке реакционной среды для промыва‐
ния). 2. Высокая термическая стабильность фермента, находящегося в нативном состоянии. 3. Сравнительно простое разделение продуктов реакции [69]. 4. Высокая активность ферментов, не зависящая от содержания в сырье свободных жирных кислот. 5. Сравнительно невысокая (323 K) температура процесса [25]. 24
Среди недостатков можно отметить наблюдаемые эффекты ингибирования и высо‐
кую стоимость ферментов [70], [71], [72]. В 2010 г. стоимость производства биодизельного топлива с использованием ферментативного катализа оценивалась в 0,73…1,49 евро/кг биодизельного топлива [73]. Применительно к реакциям СКФ‐трансэтерификации в работах [74], [75] установлено, что присутствие гетерогенных катализаторов Al2O3 и Al2O3+ZnO при трансэтерификации рап‐
сового масла позволяет понизить температуру процесса при заданном значении конверсии по сравнению с реакционной средой без катализатора. Наибольший эффект от присутствия катализатора наблюдается при 593 K и малых продолжительностях реакции. В работе [76] изучалось влияние металлической поверхности (реактора) на трансэтери‐
фикацию соевого масла. Реактор из металла, используемый во всех исследованиях по сверх‐
критической трансэтерификации, может производить на протекание реакции каталитический эффект. Сравнивалась трансэтерификация в реакторе из нержавеющей стали марки 316 и в стеклянном капилляре (однако не при сверхкритических флюидных условиях). Результаты сравнения говорят о том, что конверсия в реакторе из нержавеющей стали (10%) при тех же условиях (453 K, молярное соотношение 6:1, 4 часа) выше, чем в стеклянном реакторе (2%). Кроме того, было обнаружено, что мелкодисперсные стружки из нержавеющей стали 316 и никеля, помещённые внутрь стеклянного капилляра, увеличивают скорость реакции в 30 и 400 раз соответственно. Эти результаты чётко доказывают, что металлические стенки лаборатор‐
ных реакторов могут катализировать процесс трансэтерификации. Поэтому можно утверждать, что все результаты опытов по трансэтерификации, прове‐
дённых до настоящего времени, имеют вклад как гомогенного, так и гетерогенного металли‐
ческого катализа. Однако в работе [77] утверждается, что каталитический эффект на поверхности металла оказывает на процесс трансэтерификации меньшее влияние чем другие факторы (молярное соотношение реагентов, давление). Их исследование показало, что в реакционной смеси от‐
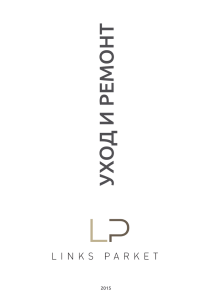
сутствуют следы никеля, хрома или молибдена, присутствуют лишь следы железа. 1.2.7 Двустадийная безкаталитическая трансэтерификация Существует альтернативный двустадийный процесс получения БДТ без использования катализатора, на первом этапе которого гидролизом триглицеридов в докритической воде по‐
лучаются свободные жирные кислоты, а на втором происходит алкиловая этерификация кис‐
лот в сверхкритическом спирте с образованием алкиловых эфиров (Рис. 4). Данный процесс, 25
предложенный Kusdiana и Saka [78], обладает теми же преимуществами, что и прямая трансэтерификация в сверхкритическом спирте, при этом может быть проведён, при прочих равных при более низких температурах и давлении, либо с меньшим избытком спирта, что дешевле. К примеру, при 543 K, 20 МПа и молярных соотношениях метанола к свободным жирным кислотам 1,8:1 и 5,4:1 за 30 минут была достигнута конверсия более 90% [79]. Сниже‐
ние критических параметров можно объяснить увеличением степени диссоциации воды и ме‐
танола, которые таким образом действуют как кислотный катализатор. Рис. 4. Схема процесса двустадийной трансэтерификации 1.3 Сопоставительный анализ свойств биодизельного и нефтяного топлива 1.3.1 Экологические свойства Выхлопные газы при сжигании топлива По данным Агентства по защите окружающей среды США, полученным на основе боль‐
шого количества исследований [80], [81] была составлена сравнительная таблица содержания вредных примесей в продуктах сгорания топливных смесей B100 и B20 и нефтяном ДТ (Табл. 3). Табл. 3. Содержание веществ в продуктах сгорания топливных смесей B100 и B20 (за 100% взято нефтяное ДТ) Несгоревшие углеводороды Моноксид углерода Твёрдые пылевидные вещества
B100
‐67%
‐48%
‐47%
B20 ‐20% ‐12% ‐12% 26
Оксиды азота Сульфаты Полициклические ароматические углеводо‐
роды** Нитрированные полициклические ароматиче‐
ские углеводороды Озоновый потенциал перечисленных углево‐
дородов +10%
‐100%
0 – 2% ‐20% ‐80% ‐13% ‐90% ‐50% ‐50% ‐10% ** Среднее значение по измеренным веществам Озоновый потенциал (потенциал образования фотохимического смога) углеводоро‐
дов, содержащихся в биодизельном топливе, ниже, чем в нефтяном ДТ на 50%. При сжигании чистого БДТ оксиды серы и сульфаты, являющиеся основными компонентами кислотного до‐
ждя, не образуются. Исследования показывают, что при использовании в дизельных двигателях биодизеля значительно сокращается присутствие в выбросах вредных примесей. Содержание токсич‐
ного моноксида углерода снижается на 48%. по сравнению с нефтяным ДТ. Содержание твёр‐
дых пылевидных веществ, представляющих угрозу для органов дыхания, меньше на 47%. Не‐
сгоревших углеводородных веществ, являющихся одним из составляющих образования смога и озона в среднем меньше на 67%. В зависимости от типа двигателя и метода исследования количество оксидов азота в выбросах биодизеля может быть выше и ниже, чем в выбросах нефтяного ДТ. В среднем, содержание оксидов азота в выбросах БДТ на 10% выше, чем в вы‐
бросах нефтяного ДТ. Впрочем, отсутствие в биодизеле серы позволяет использовать технологии регулиро‐
вания содержания оксидов азота, которые не могли быть использованы с традиционным ди‐
зельным топливом. Кроме того, образование оксидов азота может быть снижено путём доба‐
вок в топливо [82]. Также было выявлено, что при использовании биодизельного топлива наблюдается снижение в выбросах содержания полициклических ароматических углеводородов (на 75‐
85%) и нитрированных полициклических ароматических углеводородов (на 90%), которые яв‐
ляются потенциально канцерогенными. Эмиссия при производстве топлива Эмиссия в атмосферу от производства биотоплив включает в себя эмиссии как от собственно биотопливной установки, так и от производства и транспортировки биомассы и 27
источников энергии для биотопливной установки, например природного газа, угля и электричества [83]. Значения эмиссии производств топлива приведены в Табл. 4 [50]. Тип биотоплива Волатильность органического. вещества Табл. 4. Эмиссия производств биотоплив (грамм на галлон произведённого топлива) в 2022 г. (прогноз) Взвешенные частицы CO SOx NH3
NOx 10 мкм 2,5 мкм Этанол из Кукурузы (влажная 2,27 0,37 0,6 0,91 0,2 барда) БДТ соевого масла
0,04
0,43
0,69
0,06
0,06
БДТ животного жира 0,04 0,5 0,8 0,07 0,07 Биодизель, топливное кукуруз‐
0,04 0,5 0,8 0,07 0,07 ное масло Биодизель, микроводоросль 0,01 0,1 0,16 0,01 0,01 Восстановленное ДТ, гидро‐
0,00042 0,00475 0,00767 0,00065 0,00065 очистка, животный жир Целлюлозное ДТ (Термохими‐
ческий процесс Фишера‐
0,91 13,39 20,22 2,39 1,2 Тропша, отходы лесодобычи) Биоразлагаемость (в воде, почве) 0 0 0,01 0,01 0 0 0,01 0 0 0 0,00006 0 1,8 0 В середине 90‐х годов группой исследователей из Университета Айдахо [84], [85], [86] была проведена серия экспериментов по сравнению экологической безопасности биодизельного и нефтяного дизельного топлив. Исследовались биоразлагаемость, биологическое потребление кислорода, химическое потребление кислорода и токсичность биодизельного топлива (как МЭЖК так и этиловых эфиров жирных кислот) из сои, рапса, канолы и пр. Во всех случаях для сравнения использовалось нефтяное дизельное топливо Phillips 2‐D с низким содержанием серы, а в некоторых случаях в сравнения включались топливные смеси на основе 2‐D, содержащие БДТ растительного происхождения. Ниже представлена номенклатура топлив: * Контрольное низкосерное дизельное топливо Phillips 2‐D (2‐D); * 100% метиловые эфиры рапсового масла (RME); * 100% этиловые эфиры рапсового масла (REE); * 50% RME – 50% 2‐D (50RME); * 50% REE – 50% 2‐D (50REE); 28
* 20% RME – 80% 2‐D (20RME); * 20% REE – 80% 2‐D (20REE). Биоразлагаемость различных биодизельных топлив в воде и почве исследовали методами определения количества образующегося CO2, газовой хроматографии и прорастания семян. Исследованию подвергли беспримесные рапсовое и соевое масла, их метиловые и этиловые эфиры, а также контрольный образец дизельного топлива Phillips 2‐D. В водной фазе также исследовали топливные смеси соотношений 80/20, 50/50 и 20/80. Среди методов оценки биоразлагаемости органических веществ метод определения количества образующегося CO2 (система со встряхиваемой колбой) наиболее часто используется для водной среды, а газовая хроматография (ГХ) – для почвы. Различие между этими двумя методами состоит в том, что метод определения количества образующегося CO2 измеряет конечное разложение (минерализацию), когда вещество разлагается до конечных продуктов, CO2 и воды, а ГХ измеряет первичное разложение, при этом окончательное превращение органики в конечные продукты разложения необязательно. Наконец, ввиду того, что зачастую ставится цель возврата земли, подвергнувшейся разливу топлива, под посев, для того, чтоы определить степень токсичного воздействия биодизельного топлива на растения. Метод определения количества образующегося CO2 применялся согласно стандартной процедуре 560/6‐82‐003 Управления по охране окружающей среды США для определения биоразлагаемости химических веществ [87]. В специально оборудованную колбу Эрленмейера (Рис. 5) поместили 100 мл. инокулята (закваски, приготовленной из почвы, активированного сточного ила, сырых бытовых сточных вод за 14 дней до эксперимента), 1 мл каждого из основных растворов, 900 мл деионизированной дистиллированной воды и 10 мг C тестируемого вещества (10 мг/л). В колбе был подвешен резервуар, содержащий раствор гидроксида бария для улавливания CO2, испускаемого средой. После введения закваски в тестовые колбы подавали воздух, очищенный от CO2, чтобы обеспечить аэробные условия, и что улавливаемый CO2 является исключительно результатом метаболизма микроорганизмов в тестируемом веществе. После этого колбы герметизировали и инкубировали со встряхиванием в тёмной комнате в течение 28 дней. 29
Рис. 5. Система со встряхиваемой колбой для измерения биоразлагаемости в водной среде. Время от времени 10 мл. Ba(OH)2 и 10 мл. воды извлекались для измерения CO2 путём титрования 0,1 N HCl до конечной точки фенолфталеина, а резервуар заполняли свежим Ba(OH)2. Все образцы проанализировали как минимум 5 раз в течение 28 дней, чтобы получить точную кривую биоразложения. В исследовании по методу газовой хроматографии образцы экстрагировали растворителем и вводили порцию экстракта в газовый хроматограф. Количественную оценку делали, используя внутренние и внешние стандарты. При экстракции образец сначала окисляли до pH 2,0 и ниже путем добавления 5 мл соляной кислоты (1:1). Затем добавляли один мл внутреннего стандарта (метил 17:0 для биодизеля и 2‐фторбифенила для дизельного топлива) и встряхивали для перемешивания. В конце добавляли 30 мл растворителя (гексан – для биодизеля и метиленхлорид – для 2‐D) и интенсивно встряхивали в течение 1 минуты. Слоям давали разделиться и слой растворителя пропускали через выходную трубку, содержащую сульфат натрия. Экстракт переносили в пузырёк, герметизировали и хранили холодильнике (277 K) до ГХ‐анализа [84]. Испытание в колбе с почвой. В испытаниях в колбе с почвой использовали 500 мл колбу Эрленмейера. В колбу помещали тридцать граммов почвы (по сухому весу) и необходимое количество тестируемого вещества (10 000 мг/л), взвешенного на точных весах и исходный раствор. При необходимости также добавляли воду, чтобы довести влажность почвы до 30%. Каждую колбу герметизировали и инкубировали при комнатной температуре. По истечении каждого временного интервала отбирали 2 г почвы (по сухому весу) для экстракции и ГХ‐анализа. 2 г образец помещали в 24 виалу с тефлоновой крышкой. Почву смешивали с одинаковым количеством безводного сульфата натрия для абсорбции влаги из образца. Для 30
определения эффективности экстракции и в качестве количественного стандарта в виалу добавляли 1 мл внутреннего стандарта, такого же, как в водной системе. Непосредственно после добавления внутреннего стандарта, добавляли 9 мл экстракционного растворителя (такого же, как в водной системе). В ультразвуковой ванне в течение 30 мин. обрабатывали 2 мл экстракции, не более 10 виал за раз. Экстракт помещали в виалу, герметизировали и до момента проведения ГХ‐анализа хранили в холодильнике (277 K) [84]. Метод прорастания семян включает четыре тарелки D=32 см, h=6 см, несущие 2 кг почвы (сухой вес), которые загрязняли одним из четырёх тестирумых веществ, включая БДТ REE и RME, чистое рапсовое масло NR и топливо 2‐D при примерной средней концентрации 50 000 мг/л. В качестве контрольной использовалась тарелка без подложки. В каждую из тестируемых тарелок и в контрольную посадили 100 семян Legacy Alfalfa (люцерны). Осмотр производился через 1 день, 1 неделю, 3 недели и 6 недель. Тарелки были закрыты тонкой пластиковой плёнкой с маленькими дырочками и содержались в парнике для обеспечения благоприятной температуры для микроорганизмов и растений, а также регулярно поливались для обеспечения требуемой влажности. Результаты. Средний кумулятивный процент теоретического образования CO2 из NR (чистого рапсового масла), NS (чистого соевого масла), REE, RME (этиловых и метиловых эфиров рапсового масла), SEE и SME (этиловых и метиловых эфиров соевого масла) и 2‐D за 28 дней приведён на Рис. 6 (взято среднее арифметическое значение из двух идентичных опытов, вычислены стандартное отклонение и относительное стандартное отклонение). Максимальный процент образования CO2 из REE, RME, SEE и SME был в диапазоне 84‐89%, такой же как у декстрозы. Статистический анализ показывает, что между их биоразлагаемостью нет различий. Максимальный процент образования CO2 из чистых рапсового и соевого масел составил 78% и 76% соответственно, что несколько ниже, чем у их производных. Возможной причиной этого является большая вязкость чистых масел. Образование CO2 из 2‐D составило лишь 18,2% (среднее значение по нескольким экспериментам) [84]. 31
Рис. 6. Биоразлагаемость БДТ по сравнению с декстрозой и контрольным образцом 2‐D нефтяного дизельного топлива по результатам испытания во встряхиваемой колбе Результаты говорят о том, что все виды биодизельного топлива охотно разлагаются в окружающей среде. Кроме того, при разложении биодизельной смеси в водной фазе наблюдался кометаболизм: в присутствии REE скорость и полнота разложения нефтяного ДТ выросли вдвое по сравнению с разложением нефтяного ДТ отдельно. ГХ‐анализ показал значительно более быстрое разложение REE и 2‐D, Рис. 7. Исчезновение REE и 2‐D в течение 1 дня составило 64% и 27% соответственно. На 2 день все жирные кислоты в REE исчезли до степени невозможности обнаружения, в то время как 2‐D разложилось лишь на 48%. Впрочем, соотношение процентного первичного разложения к полному разложению у REE и 2‐D отличались, составляя 1,2 и 2,7 соответственно. Меньшее соотношение в случае REE говорит о том, что большая часть биодизеля превращается в конечные продукты, а большее соотношение в случае нефтяного ДТ говорит о том, что большая часть дизеля, примерно две трети из 48% первичного разложения, превращается в промежуточные продукты. Ответ на вопрос, что это за промежуточные продукты, требует дополнительного исследования. 32
Рис. 7. Биоразлагаемость смесей биодизельного топлива и контрольного нефтяного ДТ 2‐
D, измеренная по методу встряхиваемой колбы. Смеси – Процентный показатель образования CO2 из смесей REE/2‐D, как следует из Рис. 7, возрастает линейно с ростом концентрации в смеси REE. Чем выше содержание REE в смеси, тем больше образуется CO2. Это отношение может быть описано линейным уравнением Y = 0.629 X + 20.16 с R2 =0.992 (граница достоверности 95%), где X = процентная концентрация REE в смеси и Y = куму‐
лятивный процент CO2, образовавшегося за 28 дней. ГХ‐анализ вновь показал значительно более быстрое и полное первичное разложение смеси REE/2‐D 50/50, 64% за 1 день и 96% за 2 дня. Вдобавок, был выявлен кометаболизм: 2‐
D, присутствующий в смеси разлагался вдвое быстрее, чем если бы разлагался по отдельно‐
сти, 63% против 27% за 1 день. Это говорит о том, что в присутствии REE микроорганизмы ис‐
пользуют жирные кислоты как источник энергии, что способствует разложению 2‐D [84]. Результаты испытаний в колбе с почвой На Рис. 8 показаны значения средней убыли подложки по времени для пяти различных биодизельных топлив и нефтяного ДТ при исходной концентрации 10 000 мг/л (усреднённое значение по трём опытам для каждого вещества). Убыль вещества за 28 дней по пяти образ‐
цам биодизеля составила 83‐95% (среднее значение 88%), а по нефтяному ДТ 52% (Рис. 8). 33
Рис. 8. Убыль подложки по времени для пяти биодизельных топлив и нефтяного ДТ при исходной концентрации 10 000 мг/л в почве. Результаты испытаний по методу проращивания семян показаны в Табл. 5. В почвах, загрязнённых смесями REE, RME и NR скорость проращивания семян в день 1 и на неделе 1 была ниже, чем на неделях 3 и 4, поскольку в две недели после посева на тарелке рос грибок. Около 20 семян проросли, но погибли под почвой. Однако после недели 3, когда большая часть биодизеля разложилась и грибок визуально начал исчезать, скорость проращивания в тарелках, загрязнённых биодизелем, увеличилась. После недели 6 степень проращивания во всех трёх тарелках с биоодизелем достигла 92‐98%. Среди биодизельных топлив наибольшую всхожесть показало чистое рапсовое масло (87%) [84]. Табл. 5 Всхожесть семян в почвах, загрязнённых топливом на день 1, недели 1, 3 и 6. Семена в тарелке с 2‐D взошли как минимум на 7 дней позже, чем в тарелках с биодизелем. Кроме того, в тарелке с ДТ не наблюдалось роста грибка вплоть до недели 4. Вероятно, это и есть причина, по которой степень проращивания значительно уменьшилась после недели 4. Эти результаты показывают, что биоразложение может восстановить почву, загрязнённую биодизельным топливом, до степени пригодности для проращивания семян за 4‐6 недель. 34
БПК И ХПК Биологическое потребление кислорода (БПК5) – мера потребления растворённого кислорода во время биохимического окисления содержащегося органического вещества [88], служащая для оценки количества органического вещества биодизельного топлива, подвергшегося микробиологическому окислению. Оно также может служить сравнительной мерой биоразлагаемости. Химическое потребление кислорода (ХПК) – мера количества кислорода, требуемого для химического окисления органического вещества в образце. В данном исследовании значения ХПК были использованы как независимая мера количества полностью окисляемого органического вещества, присутствующегося в топливах. Для оценки биоразлагаемости этиловых эфиров рапсового масла (REE), метиловых эфиров рапсового масла (RME), чистого рапсового масла, метиловых эфиров соевого масла (SME), чистого соевого масла и эталонного образца топлива Phillips 2‐D были использованы методы Агентства по защите окружающей среды США по оценке БПК5 и ХПК. Определение БПК5 проводилось по следующей методике. В герметичную 300 мл бутыль залили образец, не оставляя свободного пространства, после чего в течение 5 дней при 293 K в тени дали пройти процессу инкубации. Образцы готовили из непитательного буфера при подходящем разбавлении. Растворённый кислород измеряли в начале опыта и по мере инкубации. БПК рассчитывается из разности между начальным и конечным содержанием растворённого кислорода. Для сравнения были проанализированы образцы кислотного раствора глюкозы / глютамина и промышленно выпускаемый WasteWat. Образцы анализировались при концентрации насыщенного раствора вещества в водной фазе. Определение ХПК (метод 410.1 агентства по защите окружающей среды США [89]) проводится на промышленных тестовых виалах, содержащих раствор дихромата калия в серной кислоте. После введения образца виалы герметизируются, встряхиваются и нагреваются. Любой присутствующий органический материал восстанавливает дихромат до иона хрома, что выявляется спектрофотометрически на 600 нм. Испытания показали, что значения БПК5 для REE, RME, SME, чистых рапсового и соевого масел значительно выше, чем для 2‐D нефтяного ДТ (Рис. 9) [84]. 35
Рис. 9. Средние значения БПК5 Из Рис. 10 видно, что значения ХПК всех исследованных веществ похожи. Рис. 10. Средние значения ХПК. Значительной разницы значений ХПК для 2‐D и исследованных биодизельных топлив не наблюдается. Ввиду химической сущности испытания, даются значения полных измерений всего способного окисляться органического вещества. В отличие от ХПК, значения БПК5 в большей степени отражают популяцию микроорганизмов. Значительное различие между REE и SME и REE и RME (p<0.01 и p<0.05 со‐
ответственно) могут отражать небольшие различия в количестве пригодного для микробио‐
логического разложения органического вещества. Значительно меньшее значение БПК5 для 2‐D может быть обусловлено рядом факторов. С одной стороны, концентрация насыщенного раствора 2‐D в воде ниже, чем соответствующие значения испытываемых веществ. С другой стороны дизельное топливо или его компоненты могут быть токсичными для микроорганизмов. Парниковые газы Согласно [83], использование биодизельного топлива из соевого масла снижает обра‐
зование парниковых газов на 57%, а использование БДТ из жира – на 86%. 36
Токсичность В работе [84] описываются результаты испытаний оральной и кожной токсичности, а также статической водной токсичности RME и REE и их смесей. Значения полулетальной дозы ЛД50: 5000 мг/кг (оральное введение, крысы); 2000 мг/кг (нанесение на остриженную неповреждённую кожу, 24 часа, кролики). Значения полулетальной концентрации ЛК50 (токсичность водного раствора) для daphnia magna, мг/л: 3,7 – соль; 1,43 – 2‐D; 23 – RME; 99 – REE; 332 – метиловые эфиры соевого масла. Также были проведены тесты ЛК50 (концентрация, при которой 50% подопытных выживает) на радужной форели, однако ценных результатов достичь не удалось (за 96 часов выживало не менее 85% организмов).
Исследования токсического эффекта при оральном введении На Рис. 11 представлены значения полумаксимальной эффективной концентрации ЭК50 для Daphnia Magnia при 48‐часовой выдержке без циркуляции, а на Рис. 12 – с циркуляцией. Наименьшее значение ЭК50 без циркуляции составило 0,37 мг/л для топливной смеси с 20% REE, в то время как взятое для образца топливо 2‐D показало результат 1,56 мг/л, метиловые эфиры соевого масла – 2,13 мг/л, топливная смесь, содержащая 50% этиловых эфиров – 2,75 мг/л, REE – 4,11 мг/л, а RME – 3,07 мг/л соответственно. Рис. 11. Концентрации ЭК50 для Daphnia Magna (48‐часовая выдержка, без циркуляции) 37
Рис. 12. Концентрации ЭК50 для Daphnia Magna (48‐часовая выдержка, с циркуляцией) Исследования токсичности показали, что биодизельное топливо значительно менее токсично, чем традиционное дизельное топливо, однако не абсолютно безвредно. Как и нефтяное дизельное топливо, БДТ оказывало отрицательное влияние на здоровье/выживаемость подопытных существ, при этом в случае с БДТ выживаемость была выше, а отрицательное влияние – менее пагубное [84]. 1.3.2 Смазочные свойства Развитие технологий дизельных двигателей и ужесточение стандартов по выбросам привели к увеличению давления впрыска топлива в дизельных двигателях и соответствующим конструкционным изменениям. Это, в свою очередь, вызвало необходимость улучшения смазочных свойств для защиты система впрыска топлива и других деталей двигателя. Было установлено, что смазочные свойства дизельного топлива лучше при большей температуре кипения смеси, большем содержании ароматических, азотосодержащих и серосодержащих веществ [90]. В ряде исследований сообщается, что основными смазочными агентами являются высокополярные вещества (особенно, содержащие кислород и азот), присутствующие в дизельном топливе, которые образуют защитный слой на поверхности металла [91]. Впрочем, в процессе обессеривания многие из таких веществ удаляются из состава дизельного топлива, что ведёт к снижению смазочных свойств [92], [93]. Для того, чтобы топливо соответствовало стандартам смазочных свойств (размер пятна изнашивания не менее 460 мкм в ЕС по EN 590:2009 [94] , не более 520 мкм в США по ASTM D 9756 [95]), используют антифрикционные добавки к топливу, обладающие высоким сродством к металлическим поверхностям, способные образовывать плёнку на отрицательно заряженной металлической поверхности [93]. Было установлено, что добавление отдельных жирных кислот или эфиров жирных кислот повышает смазочные свойства дизельного топлива [96]. Кроме того, было установлено, что добавление биодизельного топлива улучшает смазочные свойства в 38
большей степени, чем добавление чистых сложных эфиров жирных кислот [97]. Это говорит о том, что совместное использование различных эфиров в смеси антифрикционной добавки даёт синергетический эффект. В [98] сравнивали эффект добавления к нефтяному ДТ смеси чистых эфиров с небольшим количеством глицерина и смеси чистых эфиров с небольшим количеством моноацилглицеридов или свободных жирных кислот. Добавление глицерина не привело к улучшению смазочных свойств, что было объяснено несмешиваемостью глицерина с биодизельном топливе. В работе [96] на примере двух марок низкосернистого ДТ было установлено, что добавление биодизеля улучшает смазочные свойства в большей степени, чем другие производные жирных кислот (диэтиламид лауриновой кислоты и дибутиламид пальмитиновой кислоты), а размер пятна изнашивания практически не зависит от типа биодизельного топлива. Другие исследования показали отсутствие различий в отношении антифрикционных свойств между разными жирными кислотами, за исключением содержащих гидроксильную группу, которая повышала смазочные свойства [99], [100]. Было установлено, что сырьё для масла, из которого было получено биодизельное топливо, оказывает незначительное влияние на свойства нефтяного ДТ при добавлении в количестве не более 5% [101]. Впрочем, добавление БДТ из гидроксилированных масел, таких как касторовое масло, уменьшало размер пятна изнашивания быстрее (при концентрациях до 1%) чем в случае биодизеля из негидроксилированных масел (рапсового и соевого). Результаты практически всех исследований [96], [101], [102], [103], [104], [105] говорят о том, что добавление БДТ в количестве от 1 до 2% улучшает смазочные свойства топлива. Некоторые исследования говорят о том, что начиная с определённой концентрации смазочные свойства перестают улучшаться, и такая оптимальная концентрация находится в диапазоне от 2 [102], [106], [107] до 15% [108]. Схожий эффект добавление биодизеля оказывает и на топливо, полученное по методу Фишера‐Тропша: при добавлении 2% БДТ пятно изнашивания уменьшается с 672 до 195 мкм [106]. В работе [109] сообщается о практически несогласующейся с другими источниками линейной зависимости уменьшения пятна изнашивания при увеличении содержания биодизеля в топливной смеси (опыты проводились на биодизеле из масла четырёх непищевых растений, растущих в Индии). Содержащиеся в биодизельном топливе примеси, такие как моноглицериды, свободные жирные кислоты и глицерин в значительной степени улучшают его смазочные свойства [98], [97], [104], [110], в то время как триглицериды ввиду низкой растворимости в 39
биодизельном топливе почти не влияют на смазочные свойства [110]. Смазочные свойства этиловых эфиров лучше, чем метиловых эфиров [111]. В работе [98] по результатам исследования веществ с цепью из 10 атомов углерода было установлено влияние содержания в веществе некоторых радикальных групп на улучше‐
ние смазочных свойств (перечислены в порядке убывания степени улучшения смазочных свойств): COOH > CHO > OH > COOCH3 > C=O > C‐O‐C). На Рис. 13 [106] представлена полученная на высокочастотном испытательном стенде возвратно‐поступательного движения зависимость размеров пятен изнашивания от типа и концентрации биодизельной добавки в низкосернистое дизельное топливо ULSD (27,5% аро‐
матических веществ, 70,8% насыщенных углеводородов, 1,7% олефинов) и синтетическое топ‐
ливо S8 (100% алканов C7‐C18). По всем трём типам исследованных биодизельных добавок (полученным из хлопко‐
вого и соевого масла и из птичьего жира) при добавлении их как к дизельному, так и к синте‐
тическому топливу, получены похожие результаты: диаметр пятна изнашивания резко умень‐
шается при добавлении малейших количеств биодизеля и практически не изменяется при ро‐
сте концентрации добавки свыше 2% (об.). Это, а также отсутствие различий между биоди‐
зельными добавками различного происхождения можно объяснить граничной смазкой, об‐
разованной при взаимодействии молекул топлива и шероховатостей стенок, после образова‐
ния которой коэффициент трения остаётся неизменным независимо от увеличения концен‐
трации биодизельной добавки. Рис. 13. Зависимость смазочных свойств (размер пятна изнашивания, мкм) от содержания биодизельного топлива (%) в низкосернистом и синтетическом топливах. 40
Сообщается об использовании биодизельного топлива в качестве антифрикционных добавок к нефтяному ДТ [112], [113]. 1.3.3 Горючие свойства и прочие физические свойства В Табл. 6 [114], [115], [116], [117], [118], [119], Табл. 7 [120], [121], [122], [123], [124], [125], [126], [127], [128], [129] представлены топливные свойства нефтяного дизельного топ‐
лива D2 и видов БДТ, полученных из различного сырья, включая полученное нашим коллек‐
тивом биодизельное топливо из рапсового масла. Табл. 6. Сравнение топливных свойств нефтяного ДТ и биодизельного топлива (метиловых эфиров соевого масла). МДж/кг 42,1 ‐‐ сСт 2,74 теплотворная спо‐
собность кинем. вязкость|40°C цетановое число плотность|15°C сера точка помутнения свободный глице‐
рин ‐‐, мин. 44,9 (53,2)
160 98 рапсовое 120 кукурузное 71 отработанное растительное °C, мин. рыбий темп. вспышки Chlor. proto‐
thecoides ASTM D2 EN 14214 ед. изм. (нефтяное : 2004 (E)
ДТ) водоросль свойство соя (B100) Биодизельное топливо из масла / жира: 141 – 103,9 120 195[117] 103 36,9 32,4 – 41
41,4 40,1 ‐‐ 3,5 – 5 4,891 4,58 51 45,7‐56,4
52 50,9 48,1 49 51 кг/м3 848 860 – 900
883 801 864 8924 886,2 % мас. 0,031 0,001 0 3*10‐7
°C ‐29 ‐‐ 0 ‐14 ‐11 ‐‐ % мас. 0,02 0,006 ‐‐ моноглицерид % мас. 0,8 0,59 0,65 – 0,85 диглицерид % мас. 0,2 0,283 0,15 – 0,23 триглицерид % мас. 0,2 0,009 0,17 – 0,25 всего глицерина зольность % мас. 0,25 0,202 ‐‐ % мас. 1,75 0,02 0,21 0,76 0,26 0 41
Табл. 7. Топливные физические свойства сложных эфиров масел и жировa Сложный эфир / ка‐
кого масла, жира ЦЧ метиловый хлопкового рапсового софлора соевого подсолнуха говяжьего этиловый пальмового соевого говяжьего пропиловый говяжьего изопропиловый соевого говяжьего n‐бутиловый соевого говяжьего 2‐бутиловый соевого говяжьего 51,2 54,4 49,8 46,2 46,6 ‐ 56,2 48,2 52,6 51,7 Теплота Вязкость, мм2/с Точка помут‐ Точка Т. сгорания (при t, °C) нения., °C росы, °C вспышки, (кДж/кг) °C ‐ 40449
40060
39800
39800
39949
39070
40000
40700
6,8 (21°)
6,7 (40°)
‐
4,08 (40°)
4,22 (40°)
4,11 (40°)
‐
‐2
‐
2
0
12
‐4
‐9
‐6
‐1
‐4
9
4,5 (37,8°)
4,41 (40°)
8
1
15
6
‐4
12
17
12
‐9
8
‐12
0
‐3
13
‐7
9
‐12
9
‐15
0
5,24 (40°)
110 84 180 171 ‐ 96 19 174 185 1.4 Сырьё для получения биодизельного топлива В качестве сырья для биодизельного топлива может выступать масло самого разного происхождения [130]. Как правило исследователи и разработчики в той или иной стране ис‐
пользуют то сырьё, которое в месте их проживания и климатических условиях недорогое, в избытке, либо в принципе производится. 1.4.1 Растительные масла и животные жиры Большинство растительных масел являются триглицеридами (триацилглицеридами жирных кислот). Некоторые физические свойства наиболее распространённых в растительных маслах триглицеридов (с указанием числа атомов углеродов и двойных связей) приведены в Табл. 8 [130]. Табл. 8. Физические свойства распространённых в растительных маслах жирных кислот и эфиров Наименование жирные кислоты молярный т. плав., т. кип., вес °C °C ЦЧ
Тепл. сгорания
(кг‐кал/моль) каприловая; 8:0 каприновая; 10:0 лауриновая; 12:0 миристиновая; 14:0 пальмитиновая; 16:0 стеариновая; 18:0 олеиновая; 18:1 линолевая; 18:2 линоленовая; 18:3 эруковая; 22:1 метиловые эфиры метилкаприлат; 8:0 метилкапрат; 10:0 метиллаурат; 12:0 метилмиристат; 14:0 метилпальмитат; 16:0 метилстеарат; 18:0 метилолеат; 18:1 метиллинолеат; 18:2 метиллиноленат; 18:3 метилэрукат; 22:1 144,22 172,27 200,32 228,38 256,43 284,48 282,47 280,45
278,44
338,58
158,24
186,30
214,35
242,41 270,46 298,51 296,49 294,48 292,46 352,60 42
16,5 31,5 44 58 63 71 16 ‐5
‐11
33
239 270 131 250 350 360 286 229
230
265
47,6 1453,07 (25°) 1763,25 (25°) 2073,91 (25°) 2384,76 (25°) 2696,12 (25°) 2657,4 (25°) 5
18 30 39 ‐20 ‐35 ‐57 193
224
266
295 415 442 218 215 109 221 33,6
47,7
61,4
66,2 74,5 86,9 47,2 28,5 20,6 76,0 1313 1625 1940 2254 2550 2859 2828 2794 2750 3454 В Табл. 9 перечислен жирнокислотный состав некоторых растительных и животных жиров, которые рассматриваются в качестве сырья для биодизельного топлива. Табл. 9. Основные жирные кислоты в % мас. в некоторых маслах и жирах, используемых или испытываемых как альтернативные дизельные топлива [131], [132]. Масло или жир 12:0 бабассу 44‐45 канолы кокосовое 44‐51 кукурузное хлопковое льняное оливковое пальмовое арахисовое рапсовое софлора софлора, вы‐
соко‐олеино‐
вое кунжутное соевое подсолнечное говяжий жир Жирнокислотный состав (% мас.) 14:0 16:0 18:0 18:1 18:2 15‐17 5,8‐9 2,5‐5,5 12‐16 1,4‐3 4‐5 1‐2 55‐63 20‐31 13‐18,5 7,5‐10,5 1‐3 5‐8,2 1,0‐2,6 7‐13 2,5‐3 30,5‐43 39‐52 0,8‐1,5 22‐24 2,6‐5 19 50‐52,5 6 3,2‐4 13‐37 5‐23 1,3 7‐18,3
1,4‐3,3 55,5‐84,5
4‐19
0,6‐2,4 32‐46,3
4‐6,3
37‐53
6‐12
0,5 6‐12,5
2,5‐6
37‐61
13‐41 1,5 1‐4,7
1‐3,5
13‐38
9,5‐22 6,4‐7,0
2,4‐29 9,7‐13,8 75,3‐80,5 18:3 9‐10 1 26‐60 1‐10 22:1 1‐2 1
40‐64
4‐8 2,3‐8 73,6‐79 11‐19 3‐6 7,2‐9,2 2,3‐11 3,5‐6,5 25‐37 5,8‐7,7 2,4‐6 1,3‐5,6 14‐29 35‐46 22‐30,8 14‐43 26‐50 35‐48 49‐53 44‐68,7 1‐2,5 2‐10,5 43
Одними из наиболее широко распространённых производных триглицеридов явля‐
ются метиловые эфиры. Реже используются в качестве биодизельного топлива этиловые, про‐
пиловые и бутиловые эфиры. В Табл. 10 [125], [133], [131], [132] изложены избранные физические свойства расти‐
тельных масел и жиров применительно к их использованию в качестве дизельного топлива. Табл. 10. Физические свойства масел и жиров применительно к их использованию в качестве дизельного топлива a Масло/жир бабассу касторовое кокосовое кукурузное хлопковое крамбе льняное оливковое пальмовое арахисовое рапсовое софлора софлора вы‐
соко‐олеино‐
вое кунжутное соевое подсолнечное говяжий жир ДТ Тепл. сго‐
Точка по‐
Вязкость
Точка рания мутне‐
Т. вспышки, °C
(мм2/с) росы, °C (kДж/кг)
ния, °C
39500 297 (38°) — ‐31,7 260 39500 34,9 (38°)
‐1,1 ‐40,0 277 39468 33,5 (38°)
1,7 ‐15,0 234 40482 53,6 (38°)
10,0 ‐12,2 274 39307 27,2 (38°)
1,7 ‐15,0 241 39782
39,6 (38°)
12,8
‐6,7 271 39709
37,0 (38°)
‐3,9
‐31,7 246 39519
31,3 (38°)
18,3
‐6,7 260 Йодное число ЦЧ 10‐18 82‐88 6‐12 103‐140 90‐119 93 168‐204 75‐94 35‐61 80‐106 94‐120 126‐152 38 ? 37,6 41,8 44,6 34,6 42 41,8 37,6 41,3 90‐100 49,1 39516 41,2 (38°)
‐12,2 ‐20,6 293 104‐120 40,2 117‐143 37,9 110‐143 37,1 35‐48 ‐ 47 39349
39623
39575 40054 45343 35,5 (38°)
32,6 (38°)
37,1 (38°)
51,15 (40°)
2,7 (38°) ‐3,9
‐3,9
7,2 ‐ ‐15,0 ‐9,4 ‐12,2 ‐15,0 ‐ ‐33,0 260 254 274 201 52 В качестве дизельного топлива используются те растительные масла и их производные (Табл. 10), цетановое число которых близко к цетановому числу ДТ. Теплосодержание неко‐
торых растительных масел – около 90% от значения ДТ [133], [134], [135]. Было установлено, что теплоты сгорания сложных эфиров жирных кислот [136] и триглицеридов [137] лежат в одном диапазоне. Пригодность жиров и масел для использования в качестве ДТ обусловлена близостью их цетанового числа. Другие наблюдения [138] показывают, что присутствие двойных связей (особенно, более одной) ухудшает качество топлива. Если двойная связь присутствует, лучше, если она будет располагаться ближе к концу цепи. 44
Эти наблюдения подтверждаются в [123], где сравниваются три метиловых эфира 18:1. У распространённого метилолеата ЦЧ 47,2, тогда как у менее распространённого метил cis‐
вакцената 49,5, а у метилпетроселината, двойная связь в котором расположена ближе к хвосту цепи, 55,4. Другая возможная причина меньшего ЦЧ у метилолеата – его частичное разложение в реакции диспропорционирования на циклогексан и далее на бензол, имеющий низкое ЦЧ. В двух других вышеупомянутых веществах такие процессы не наблюдаются [123]. Сгорание глицериновой части триглицеридов может привести к образованию акроле‐
ина и дальнейшему образованию ароматических веществ [138], хотя при предкамерном сжи‐
гании триглицеридов и не было обнаружено [139]. Это может быть одной из причин, по кото‐
рой сложные эфиры жирных кислот лучше подходят для дизельного двигателя, чем триглице‐
риды масел [138]. Данные по ЦЧ, изложенные в Табл. 7, коррелируют со значениями в Табл. 8, Табл. 9, Табл. 10. Например, среди компонентов нефтяного ДТ насыщенные жирные соединения имеют ЦЧ выше, чем ненасыщенные. ЦЧ обычно возрастает с ростом длины цепи [140]. Цета‐
новое число смеси зависит от ЦЧ компонентов. Сопоставление данных показывает, что при высоких цетановых числах основных компонентов ЦЧ смеси также будет высоким. 1.4.2 Липиды микроводорослей К сожалению, площадь пахотных земель планеты и потребность населения в продо‐
вольствии исключают возможность того, что БДТ из масличных культур, таких как рапс, смо‐
жет занять сколь‐нибудь существенную долю в мировом потреблении [141]. Возьмём маслич‐
ную пальму, культуру, которая даёт 136 900 л масла с гектара посевной площади и страну про‐
изводства/потребления с развитым сельским хозяйством, США. Чтобы заместить 50% дизель‐
ного топлива потребуется засеять масличной пальмой 24% пахотных земель США, что непри‐
емлемо для экономики. Урожайность с гектара других культур ещё ниже (Табл. 11). Табл. 11. Урожайность масличных культур с гектара Культура Кукуруза Хлопчатник Соя Горчичное семя Рыжик посевной Рапс (канола) Урожайность л/га 172 327 [142] 446 570 [142] 915 [141] 1190
Требуемая посевная площадь 10 га a % пахотной земли США a 1540 846 810 445 594 326 465 255 289 159 223
122 6
45
Ятрофа Кокос Масляная пальма
Микроводоросли b Микроводоросли c 1892
2698
5940
58700
136900
140
99
45
4.5
2
77 54 24 2.5 1.1 a – для обеспечения 50% потребности в транспортном дизельном топливе b – содержание масла в биомассе 30% м. c – содержание масла в биомассе 70% м. Исходя из Табл. 11, единственным сырьём для производства биодизеля, позволяющим полностью заместить нефтяное ДТ, являются микроводоросли. В последние годы микроводо‐
росль завоёвывает всё большее внимание исследователей как сырьё для различных веществ и материалов: биодизельного топлива [143], биологически активных добавок к пище, химика‐
тов пищевой промышленности, косметики. Одним из преимуществ микроводоросли является возможность влиять на химический состав получаемых из неё экстрактов путём изменения условий её выращивания (темпера‐
туры, освещения, pH, количества CO2, солей и питательных веществ) [144]. В отличие от других масличных культур, микроводоросли растут с огромной скоростью, и многие из них превосходят традиционные культуры по содержанию масла. Период удвое‐
ния биомассы большинства из них – около 24 ч, а в фазе экспоненциального роста – всего 3,5 ч. Содержание масла в микроводорослях может превышать 80% (сух. мас.) [145], [146]. Обыч‐
ное содержание масла в микроводоросли – 20…50% (Табл. 12) [141]. В зависимости от биологического вида микроводоросли производят значительное ко‐
личество жиров, углеводородов и других сложных жиров [147], [148], [149]. Не все эти веще‐
ства пригодны для производства биодизельного топлива, но подходящие для экстракции масла микроводоросли распространены повсеместно. Использование микроводоросли для производства биодизельного топлива не повли‐
яет на производство пищевых и кормовых продуктов. Однако производство масла из микро‐
водоросли требует низкой себестоимости производства большого объёма биомассы. Для производства биомассы микроводоросли необходимы источник света, углекис‐
лого газа, вода и неорганические соли. Для роста большинства микроводоросли оптималь‐
ным является температурный диапазон 293‐303 K. В качестве источника света представляется разумным использовать бесплатный солнечный свет. 46
Табл. 12. Содержание масла в микроводорослях Биологический вид водоросли Botryococcus braunii Chlorella sp. Crypthecodinium cohnii Cylindrotheca sp. Dunaliella primolecta Isochrysis sp. Monallanthus salina Nannochloris sp. Nannochloropsis sp. Neochloris oleoabundans Nitzschia sp. Phaeodactylum tricornutum Schizochytrium sp. Tetraselmis sueica Сод‐е масла (% сух. мас.) 33 28‐32 20
16‐37
23
25‐33
>20
20‐35
31‐68
35‐54 45‐47 20‐30 50‐77 15‐23 Растительная среда должна содержать неорганические элементы‐строительные мате‐
риалы клеток микроводоросли. Важными элементами являются азот, фосфор, железо, и, в не‐
которых случаях, кремний. Была выведена примерная молекулярная формула биомассы мик‐
роводоросли: CO0,48H1,83N0,11P0,01 [150], с поправкой, что фосфор должен присутствовать в из‐
бытке, поскольку фосфаты металлов не полностью биологически доступны. На практике среду для выращивания микроводоросли создают из морской воды, обогащённой промышленно изготовляемыми нитратными и фосфатными удобрениями [151]. Биомасса водоросли состоит из углерода примерно на 50% (мас. сух.) [152]. Весь этот углерод практически берётся из диоксида углерода. Производство 100 т. биомассы связывает примерно 183 т. диоксида углерода. Подача диоксида углерода должна производиться в свет‐
лое время суток, что может регулироваться датчиком pH. Потенциально, в производстве био‐
массы может использоваться дешёвый или бесплатный диоксид углерода с энергетических установок, на которых сжигается ископаемое топливо [153], [154]. В промышленном производстве биомассы свежая питательная среда подаётся, а вода, содержащая выращенную биомассу, забирается с одной скоростью [151]. В течение ночи в процессе фотодыхания может быть потеряно до 25% биомассы, выросшей в течение предше‐
ствующего дня. На практике это может быть реализовано в циркуляционных прудах [155], [151] и в трубных фотобиореакторах [151], [156], [152]. 47
1.4.2.1 Циркуляционные пруды Циркуляционный пруд представляет собой замкнутый канал глубиной около 0,3 м, пе‐
ремешивание и обращение воды в котором осуществляется лопастным колесом. (Рис. 14). Днём питательная среда непрерывно подаётся после колеса (в начале цикла), а выращенная биомасса отбирается до колеса (в конце цикла). Рис. 14. Схема циркуляционного пруда выращивания микроводоросли Основным недостатком открытых прудов является риск загрязнения пруда другими культурами микроводоросли, которые более живучи, но вырабатывают меньше масла [142], а также потери воды на испарение [157]. 1.4.2.2 Фотобиореакторы В отличие от циркуляционных прудов, в фотобиореакторах возможно выращивание от‐
дельно взятого биологического вида микроводоросли (Рис. 15) без риска попадания в пита‐
тельную среду других культур и паразитов [151], [156], [158], [159]. Рис. 15. Трубный фотобиореактор с параллельными горизонтальными трубками 48
Трубный фотобиореактор состоит из системы параллельных прямых прозрачных тру‐
бок из стекла или пластика. Типичный диаметр трубок – 0,1 м – ограничен требованиями све‐
топроницаемости. Питательная среда перемещается насосом по трубкам, где происходит фо‐
тосинтез. На выходе из трубок выросшая биомасса отбирается, а обогащённая кислородом (до 10 г. O2 /[мин*м3] ) питательная среда поступает в колонну дегазации [160]. Там с целью предотвращения ингибирования фотосинтеза и фотоокислительной деструкции клеток мик‐
роводоросли происходит барботаж воздуха, в результате чего концентрация растворённого кислорода возвращается в допустимые для проведения процесса пределы. Обратно в цикл должна попасть питательная среда, освобождённая от растворённого кислорода и пузырьков воздуха, смешанная со свежей средой. При движении среды по трубкам фотобиореактора CO2 расходуется на фотосинтез, что можно наблюдать измерителем pH. Для поддержания концентрации CO2 могут понадобиться дополнительные точки инъекции вдоль длины трубок. Таким образом, для выращивания биомассы в фотобиореакторе необходимо перио‐
дическое возвращение питательной среды в зону дегазации (в частности, длина трубки не должна превышать 80 м) и поддержание высокой концентрации CO2 в питательной среде [161]. 1.4.2.3 Применимость биодизельного топлива из микроводоросли Для успешной коммерциализации БДТ из микроводоросли должно соответствовать имеющимся стандартам на топливо. Отдельные стандарты для биодизельного топлива суще‐
ствуют в США [162] и ЕС [163]. В отличие от других растительных, масло микроводоросли богато полиненасыщен‐
ными жирными кислотами с четырьмя и более двойными связями [164], к примеру, эйкоза‐
пентаеновой кислотой (20:5) и докозагексаеновой (22:6). Жирные кислоты и метиловые эфиры с 4 и более двойными связями восприимчивы к окислению, что затрудняет длительное хранение топлива из микроводоросли. Содержание ненасыщенных соединений может быть выражено йодным числом. По EN 14214 и EN 14213 йодное число не должно превышать 120 и 130 г. йода на 100 г. биодизельного топлива соответственно. Кроме этого, оба стандарта ограничивают содержание соединений с 4 и более двойными связями (1% мол.). Исходный состав большей части масел микроводоросли не позволяет им соответство‐
вать европейским стандартам. Однако это не исключает возможность их использования. Со‐
единения с 4 и более двойными связями могут быть восстановлены гидрогенизацией [165], 49
[166]. Также йодное число может быть понижено за счёт отделения и дальнейшего использо‐
вания таких ценных веществ как омега‐3 жирные кислоты ЭПК (йодное число 384,2) и ДГК (йодное число 402,1) [167]. 1.4.2.4 Выделение биомассы микроводоросли Для экстракции масла необходимо выделить биомассу из культуральной жидкости. Это легко осуществить фильтрацией (Рис. 16), центрифугированием и другими способами [161]. Выделение биомассы из культуральной жидкости, полученной в фотобиореакторе значи‐
тельно дешевле, поскольку её концентрация примерно в 30 раз больше, чем в продукте цир‐
куляционных прудов. Рис. 16. Биомасса микроводоросли, отделённая от культуральной жидкости путём фильтрации При годовом производстве биомассы 10 000 тонн себестоимость производства 1 л. масла составит от 1,40 долл. (фотобиореактор) до 1,81 долл. (циркуляционные пруды), при условии бесплатности CO2. По ценам 2006 г. стоимость производства биодизельного топлива из растительного масла (пальмового), не включая стоимость сырья, составляла примерно 0,17 долл./л при про‐
изводительности 125 000 т. в год [50]. При этом исходя из оценок стоимости биодизельного топлива на рынке, стоимость сырья составляет в его цене 60‐75% [168]. Стоимость производства биодизельного топлива из микроводоросли, выращенных в циркуляционных прудах при годовой производительности по сухой биомассе 100 000 т. в год по ценам 2012 г. составила 1,44 долл. за л. биодизельного топлива [169]. 50
Розничная стоимость нефтяного дизельного топлива в мае 2014 г. в США составляет 3,71 долл./галлон или 0,98 долл./л. Налоговая ставка на продажу дизельного топлива в США составляет 12% [170]. Существует несколько путей снижения себестоимости производства биодизельного топлива из биомассы микроводоросли, в частности: ‐ снижение до нуля стоимости CO2 (производство биомассы в соседстве с предприяти‐
ями, выбрасывающими CO2 в атмосферу) [171]; ‐ выведение видов микроводоросли, в биомассе которых содержание жиров больше, и которые устойчивы к соседству с другими видами; ‐ извлечение из биомассы таких ценных веществ как ЭПК и ДГК (омега‐3 жирные кис‐
лоты) и их последующая реализация в качестве сырья фармацевтической, косметической, пи‐
щевой и пр. отраслей промышленности; ‐ принятие налоговых ставок, дискриминирующих ископаемое топливо в пользу возоб‐
новляемых видов топлива, в частности, биодизельного топлива; ‐ ужесточение законодательства в области выбросов углекислого газа в атмосферу. 1.4.2.5 Извлечение ценных компонентов микроводоросли Микроводоросли являются источником омега‐3 жирных кислот (Рис. 17), важнейшими из которых являются альфа‐линоленовая кислота (АЛК), эйкозапентаеновая кислота (ЭПК) и докозагексаеновая кислота (ДГК). Рис. 17. Структура основных содержащихся в микроводорослях полиненасыщенных омега‐3 жирных кислот. Ряд источников сообщает о положительном влиянии омега‐3 жирных кислот на здоро‐
вье людей, употребляющих их в качестве пищевой добавки [172], [173], в частности наблюда‐
лись снижение уровня холестерина в крови, профилактика сердечного приступа, помощь ор‐
ганизму в лечении атеросклероза, аритмии, онкологических заболеваний, воспалительных процессов, диабета (тип 2) [174]. 51
До недавнего времени основным источником омега‐3 в фармацевтике являлся рыбий жир. Однако данные жирные кислоты в организмах рыб не синтезируются, а поступают туда вместе с микроводорослями. Более того, организмы рыб имеют свойство накапливать содер‐
жащееся в морской воде токсичное соединение метилртуть, следовательно, потребляя омега‐
3 жирные кислоты, полученные из рыбьего жира, человек получает пропорциональное коли‐
чество метилртути [175]. В микроводоросли же биоаккумуляция соединений ртути не проис‐
ходит. Для извлечения этих ценных компонентов из микроводоросли применяют различные виды экстракции. На сегодняшний день традиционным методом считается экстракция гексаном, хорошо себя зарекомендовавшая в экстракции масла из сои [116]. Однако он неприменим при произ‐
водстве пищевых добавок, где необходимо обеспечить высокую чистоту продукта, исключить попадание экстрагента в организм человека. Существует более эффективный и экологически чистый метод – сверхкритическая флюидная экстракция [176], [177] [178],. При температуре и давлении выше сверхкритических происходит скачкообразное изменение свойств углекис‐
лого газа. Вязкость падает, а коэффициент диффузии растёт, что позволяет эффективно про‐
никать через оболочку клеток и выносить за её пределы растворившиеся вещества, таким об‐
разом обеспечивая максимальный выход целевого компонента при оптимальных энергоза‐
тратах. По сравнению с гексаном, СК‐CO2 обладает селективностью экстракции, позволяющей выделять из масел отдельные компоненты [179], [180]. С точки зрения исследователя углекис‐
лый газ также удобен тем, что экстракцию и анализ можно объединить в непрерывный про‐
цесс, где углекислый газ будет являться и экстрагентом и подвижной фазой хроматографиче‐
ского процесса [181]. 1.5 Методы подготовки реакционной смеси (использование особенностей околокритического состояния реагентов, эмульгирование) При параметрах выше критической точки (например, для метанола 513 K, 81 МПа) кон‐
версия реакции трансэтерификации при прочих равных резко увеличивается. Это объясняют тем, что в сверхкритическом состоянии уменьшается диэлектрическая проницаемость, водо‐
родная связь групп –OH ослабевает и спирт становится более гидрофобным и лучше раство‐
римым с триглицеридами [182]. 52
В работе [183] сообщают о взаимной растворимости ряда масел и этанола при темпера‐
турах 298‐333 K. При 298 K растворимость (мас.) масла в спиртовой фазе составляет от 6,21% (подсолнечное масло) до 7,93% (хлопковое масло); а растворимость (мас.) спирта в масляной фазе составляет от 14,5% (пальмоядровое масло) до 16,3% (соевое масло). При 333 K раство‐
римость (мас.) масла в спиртовой фазе составляет от 19,60% (подсолнечное масло) до 26,54% (хлопковое масло); а растворимость (мас.) спирта в масляной фазе составляет от 34,27% (паль‐
моядровое масло) до 41,43% (хлопковое масло). Однако доведение реагентов до температуры и давления, когда они охотно вступают в реакцию, влечёт большие энергозатраты, поэтому при проектировании промышленного обо‐
рудования биодизельного топлива необходимо исследовать возможность запуска реакции при менее суровых условиях. Известно [184], что одним из факторов, ограничивающих скорость СК‐трансэтерифика‐
ции, является недостаточная поверхность фазового контакта ввиду крайне невысокой смеши‐
ваемости спиртов с растительными маслами. Увеличение площади контакта и коэффициента массопередачи позволяют ускорить реакцию. Начальный этап реакции может быть представ‐
лен протекающим в фазе растительного масла за счёт перехода в неё молекул спирта. Коли‐
чество спирта, проходящее за единицу времени через площадь границы раздела фаз S (ско‐
рость диффузии) равна: vд = DS / δ,
(1)
где D – коэффициент диффузии; δ – толщина диффузионного слоя. Константа скорости диффузии β равна отношению коэффициента диффузии к толщине диффузионного слоя; (1) можно записать следующим образом: vд = βS
(2)
Изменение концентрации в растворе (в спиртовой фазе) за произвольный отрезок вре‐
мени может быть выражено как: dС = dn / V,
(3)
где dn – количество вещества, проходящее через диффузионный слой из объёма V рас‐
твора. Тогда скорость реакции, определяемая экспериментально через изменение концентра‐
ции спирта, равна: 53
vэксп. = ‐dC/dt = – (1/V) dn/dt = β S / V
(4)
По этой формуле скорость реакции напрямую зависит от площади поверхности кон‐
такта. Таким образом, эмульгирование исходной смеси реагентов с увеличением площади фа‐
зового раздела, а также увеличение коэффициента скорости массопередачи являются одними из путей для ускорения реакции трансэтерификации. Для ускорения реакции используют различные способы перемешивания и создания эмульсии [185]. Конденсационный метод представляет собой введение пара одной из жидкостей под поверхность другой. При этом пар становится пересыщенным и конденсируется в виде ка‐
пель. Размер частиц, получаемых этим методом эмульсий – до 20 мкм. В методе прерывистого встряхивания ёмкость с эмульгируемой смесью попеременно подвергают толчкам и покою. Оптимальный интервал между встряхиваниями – порядка 10 с – при более частых встряхиваниях разрыв крупных капель на мелкие будет менее полным. Этим методом можно получить эмульсии с размером зерна около 50 мкм. Смесители с обычной или пропеллерной мешалкой, с отбойными перегородками на стенках пригодны для получения эмульсий с размером капли до 5 мкм. Известно об исполь‐
зовании механических мешалок с компонентами каталитической реакции трансэтерифика‐
ции. В присутствии катализатора механическая мешалка является существенным вкладом в преодоление недостаточной взаимной растворимости спирта и жира [186]. В примере, где катализатором является NaOH, мешалку вращают при 250 об./мин. [187]. Для упрощения кон‐
струкции реактора используют магнитные мешалки [188]. В коллоидных мельницах эмульгирование происходит при выдавливании жидкости в узкий (до 2,5*10‐4 мм) зазор между ротором (частота вращения 1000…20000 об/мин), и непо‐
движным статором. Возникающие в зазоре большие касательные напряжения разрывают жидкую струю на капли. Для увеличения турбулентности поверхности статора и ротора могут иметь зубцы и прорези. Этот метод позволяет получить эмульсии до 2 мкм. В гомогенизаторах эмульгирование жидкости достигается дросселированием через малые отверстия (обычно – кольцеобразного сечения) под высоким давлением (35 МПа). До‐
стижимый размер частиц – 1 мкм. 54
В данной работе в модернизированном варианте установки для эмульгирования реак‐
ционной смеси применялся ультразвуковой магнитострикционный метод, основанный на из‐
менении размеров ферромагнитного материала, обладающего сравнительно большой отно‐
сительной деформацией, помещённого в переменное магнитное поле. Причиной образования эмульсии в ультразвуковом методе является кавитация. Схло‐
пывание полости в одной из фаз порождает ударную волну, которая захватывает часть жид‐
кости из другой фазы и перемещает к центру схлопывающегося пузыря (Рис. 18). Рис. 18. Ультразвуковое эмульгирование: образование капель жидкости, влекомое разрушением кавитационных пузырей в расположенной над ней другой жидкости. Основными параметрами, которые характеризуют ультразвуковую обработку эмульсий являются интенсивность и частота звука. Для производства эмульсий ультразвуковым мето‐
дом требуется интенсивность порядка 0,2 Вт/см2 и частота 20 кГц. После начала обработки концентрация образующейся эмульсии быстро возрастает в течение первых нескольких се‐
кунд и достигает предельного значения в течение 1‐5 минут. Увеличение интенсивности зву‐
ковой волны позволяет уменьшить время обработки. Как правило, эмульгирование выгоднее проводить при более низких частотах. Однако при частоте ниже 20 кГц звук становится слышимым, поэтому ниже этой частоты звуковые ко‐
лебания большой интенсивности не применяют в промышленности. Наиболее эффективной для эмульгирования является область частот 20‐50 кГц. Если в сосуде для эмульгирования отсутствует принудительное течение жидкости, в об‐
ластях вблизи углов стоячей волны, где амплитуда наименьшая, будет наблюдаться коагуля‐
ция капель, что может привести к расслаиванию эмульсии. Отмечают влияние на процесс эмульгирования внешнего давления и наличия в жидко‐
сти растворённых газов. Лёгкие жидкости, такие как вода, спирты, масла, не эмульгируются, если внешнее давление менее 0,4 МПа или жидкости полностью дегазированы 55
Эмульсии, образованные ультразвуковыми методами, не отличаются от эмульсий, полу‐
ченных в гомогенизаторах, коллоидных мельницах или смесителях. Размеры частиц и дина‐
мика расслоения зависят от характеристик акустического оборудования, использованного при эмульгировании, а также от времени ультразвуковой обработки. При этом ультразвуковые методы позволяют получать достаточно концентрированные (до 30%) высокодисперсные эмульсии без использования ПАВ. Использование эмульгатора для реакции трансэтерифика‐
ции, такого как тетрагидрофуран, привело бы к удорожанию стоимости конечного продукта (биодизельного топлива), а также могло бы изменить его свойства. Стоимость ультразвуковой обработки в первую очередь складывается из капитальных затрат и составляет для коммер‐
ческой установки 0,1…1 цент за литр [189]. По этим причинам для эмульгирования реакцион‐
ной смеси процесса трансэтерификации был выбран ультразвуковой метод. 1.6 Утилизация глицерина По мере роста производства биодизельного топлива в мире растёт и объём получае‐
мого побочного продукта – глицерина, образующегося в количестве 10% (мас.) от масла. Раз‐
работка новых методов утилизации глицерина не только поможет популяризации биодизель‐
ного топлива как возобновляемого ресурса, но и даст начало новым типам промышленных производств [190]. Чистый глицерин находит употребление в различных отраслях, таких как: пищевая (ли‐
кёроводочная продукция), косметическая (в качестве увлажнителя), текстильная, фармацев‐
тическая, целлюлозная (в том числе, в производстве нитроцеллюлозы) [191]. Сырой же глицерин, имеющий невысокую чистоту, имеет низкую стоимость. Вместе с примесями он образует эмульсию Пикеринга, рафинирование которой связано с кислотно‐ос‐
новным титрованием, нейтрализацией, отстаиванием, атмосферной или вакуумной дистил‐
ляцией, адсорбцией и фильтрацией и, по некоторым оценкам, экономически нецелесооб‐
разно [192]; однако очевидно, что существуют другие разумные пути утилизации глицерина. 1.6.1 Применение в корме домашних животных Применение глицерина в качестве компонента питания домашних животных впервые было исследовано ещё в 1970‐е годы [193], впрочем в то время актуальность таких исследо‐
ваний была невелика, поскольку в утилизации больших количеств глицерина потребности не было. Однако в последние годы рост цен на зерно и избыточное производство глицерина био‐
дизельными производствами вновь подогрели интерес к этой теме. 56
Глицерин является ценным легкоусвояемым источником энергии, легко перерабаты‐
ваемым в печени животных в глюкозу [194]. Добавление в корм сырого глицерина не влияет на качество производимых животных продуктов [195], однако его применение наиболее эф‐
фективно при содержании в корме не более 9‐10% для свиней, 5‐6% для куриц‐несушек и бройлеров, 15% для взрослых овец, 5% для мясных коз, 15% для молочных коров [190]. Сле‐
дует помнить, что кормовой глицерин должен быть в достаточной степени очищен от остатков катализатора (приводит к ослаблению потомства у кур) и метанола (токсичен). Основными способами химического превращения сырого глицерина в другие более ценные вещества являются традиционное каталитическое превращение и биотрансформа‐
ция. 1.6.2 Биотрансформация Наиболее многообещающим процессом биологической переработки глицерина пред‐
ставляется анаэробная ферментация культурой Klebsiella pneumoniae с получением 1, 3‐про‐
пандиола [196]. В одной из последних работ удалось получить 1,3‐пропандиол чистотой 99,7% [197]. Другой бактериальной культурой, пригодной для производства 1, 3‐пропандиола явля‐
ется C. butyricum. Было установлено отрицательное влияние на рост микроорганизмов при‐
месей жирных кислот или сложных метиловых эфиров, в то время как метанол никакого вли‐
яния не оказывал [198]. Имеется несколько сообщений об использовании сырого глицерина в биосинтезе ли‐
монной кислоты бактериями Yarrowia lipolytica. При этом процесс производства похож на тра‐
диционное производство из сахара, а концентрации конечного продукта близки к значениям, полученным при использовании чистого глицерина [199]. Бактерии Rhodopseudomonas palustris способны проводить фотоферментативную кон‐
версию сырого глицерина в водород, причём производительность процесса практически не зависит от того, используется сырой или очищенный глицерин. 1 моль глицерина на практике давал до 6 моль H2, что составляет 75% от теоретически возможного выхода [200]. Бактерии Enterobacter aerogenes HU‐101 производят водород с этанолом, однако глицерин требуется разбавлять синтетической средой [201]. Сообщают также о возможности переработки глице‐
рина в этанол с помощью K.pneumoniae mutant и Kluyvera cryocrescens S26 [202], [203]. 57
Помимо этого, глицерин также может быть использован как ко‐субстрат в анаэробном производстве водорода и метана из органической фракции бытовых и промышленных сточ‐
ных вод [204], [205]. Ashby et al. сообщали о возможности превращения глицерина в полигидроксиалкано‐
аты – биоразлагаемые заменители полимеров нефтехимического происхождения [206]. Био‐
полимеры, синтезируемые Paracoccus denitrificans и Cupriavidus necator очень похожи на ана‐
логи, получаемые из глюкозы, а штамм Zobellella denitrificans MW1 кроме этого показал не‐
чувствительность к примеси NaCl в глицерине [207]. А ферментация группой различных мик‐
роорганизмов показала возможность превращения в полигидроксиалканоаты и примеси ме‐
танола в сыром глицерине [208]. Сырой глицерин может быть использован в выращивании насыщенной докозагескае‐
новой кислотой (ДГК) микроводоросли Schizochytrium limacinum. При добавлении глицерина в среду выращивания в концентрации 75‐100 г/л и правильном выборе температуры и кон‐
центрации ацетата аммония удалось добиться содержания ДГК в микроводорослях 4,91 г/л [209]. Помимо ДГК, жиры, экстрагируемые из S. limacinum также могут служить сырьём для производства биодизеля [210]. Бактерии молочной кислоты Lactobacillus sp. CYP4 способны превращать сырой глице‐
рин в мономеры биополимеров, такие, как молочная кислота – широко востребованное в про‐
мышленности вещество [211]. Была экспериментально установлена возможность ферментации глицерина микроор‐
ганизмами Clostridium pasteurianum с получением этанола [212] и бутанола [213] – менее ле‐
тучего и одновременно более калорийного топлива. Среда глицерина пригодна для выращивания дрожжей Saccharomyces cerevisiae, пред‐
ставляющих ценность для разработок в промышленной биотехнологии [214], Hansenula anomala (производят рибонуклеотиды, способные улучшить пищеварение и защиту от виру‐
сов) [215]. Помимо вышеперечисленных, сырой глицерин может служить сырьём для биоконвер‐
сии в другие ценные вещества, такие как янтарная кислота, фитаза, рекомбинированный че‐
ловеческий эритропоэтин, бактериальная целлюлоза, глицериновая кислота, липаза, устойчи‐
вая к растворителям, гликолипидные ПАВ, грибной потеин и пр. 58
1.6.3 Каталитические превращения Каталитические превращения также позволяют получить из сырого глицерина широ‐
кий ряд полезных веществ. Среди кислородсодержащих веществ можно выделить присадку (2,2‐диметил‐1,3‐ди‐
оксолан‐4‐ил) метилацетат, которая улучшает вязкость биодизельного топлива [216]. Sereshki et al. сообщают о получении из сырого глицерина в присутствии W‐Zr катализатора акролеина (пропеналя), начального вещества для многих моющих средств, акрилатов и сверхвпитываю‐
щих полимеров [217]. Yebo Li et al. разработали одностадийный каталитический процесс производства био‐
полиолов (сырья производства полиуретана) из сырого глицерина и лигноцеллюлозной био‐
массы. Процесс происходит при температуре около 373 K, что позволяет удалять из смеси ме‐
танол. Конверсия сырого глицерина в биополиолы составляет 80…95% [218]. Газификация (каталитическая или сверхкритическая) является одним из экономически целесообразных способов производства водорода или синтетического газа [219]. В процессе газификации образуются CO2, H2, CH4 и CO, причём при использовании в качестве катализатора NaOH 90% получаемых газов приходится именно на H2 [220]. Chunfei Wi et al. [221] показали возможность каталитического реформинга глицерина в чистый водород и углеродные нанотрубки (500 Нм3 H2 и 2,8 кг нанотрубок на 1 т глицерина). Anger et al. разработали горелку, позволяющую эффективно использовать глицерин в качестве горючего [222]. 1.6.4 Другие способы применения Помимо биологических и каталитических превращений, сырой глицерин имеет и дру‐
гие пути утилизации. В качестве высококипящего растворителя он может быть использован при ферментативном гидролизе лигноцеллюлозной биомассы [223] и прочих органических реакциях [224]. В качестве источника углерода сырой глицерин способен повысить эффектив‐
ность денитрификации сточных вод [225]. В микробных топливных элементах, генерирующих электрический ток, он может служить топливом [226]. Глицерин, из которого удалены остатки катализатора и выпарен метанол, при добав‐
лении 5% триэтаноламина может быть использован в качестве смеси для диспергирования цемента [227]. 59
Выводы по 1 главе 1. Истощение запасов нефти, глобальное потепление, ухудшение экологии стимулиро‐
вали интенсивный поиск и разработку новых видов автомобильных топлив на замену топливу из ископаемого сырья (нефти). 2. Среди заменителей моторного топлива важное место занимает биодизельное топ‐
ливо – триглицериды или производные соединения, ЦЧ которых близко к ЦЧ дизельного топ‐
лива. При этом БДТ может использоваться не только в чистом виде, но и в смеси с нефтяным ДТ, при условии, что итоговое ЦЧ смеси соответствует требованиям к топливу. Добавление БДТ к нефтяному ДТ в количестве 1‐2% улучшает его антифрикционные свойства. 3. В качестве альтернативы традиционному каталитическому методу получения биоди‐
зельного топлива предложен процесс сверхкритической трансэтерификации растительных масел, позволяющий значительно ускорить, упростить и, в конечном итоге, удешевить про‐
цесс. При этом процесс сверхкритической трансэтерификации требует создания более высо‐
ких температур, давлений и избытка спирта, что увеличивает стоимость процесса и вынуждает искать возможности использования в качестве сырья недорогих или бесплатных видов сырья, таких как отработанные животные и растительные жиры. Требуются дополнительные иссле‐
дования экономики и экологичности процессов каталитической и некаталитической трансэте‐
рификации, которые позволят выявить более предпочтительный процесс. Многое неизвестно о некаталитическом синтезе биодизеля и с научной точки зрения. Требуется объяснить механизм реакции и описать кинетику реакции. В настоящее время в публикациях имеются данные лишь данные о скорости суммарной реакции со сделанными допущениями о порядке реакции. Недостаточно данных о фазовом поведении реакционной системы, которое немаловажно. В частности, для доказательства существования области, в которой смесь спирта с маслом гомогенна, использовались очень высокие соотношения спирта к маслу. Лучше поняв фазовое поведение системы, можно будет сократить избыток спирта, а следовательно и себестоимость процесса. Более того, лучшее понимание фазового поведения позволит построить более детальные модели реакции. Так, в системе с двумя не‐
смешивающимися фазами, скорость реакции в одной из фаз может значительно превышать скорость реакции в другой. Существует необходимость оценки каталитического эффекта кон‐
такта реакционной среды с поверхностью стенок наиболее широко используемых металли‐
ческих реакторов 60
4. Побочным продуктом процесса получения биодизельного топлива является глице‐
рин. Существуют разнообразные пути его утилизации, в том числе в качестве топлива, кор‐
мовой добавки, а также сырья для производства более ценных продуктов путём биологиче‐
ской переработки или химической реакции. Биологические превращения глицерина дают более ценные конечные продукты, однако до промышленного внедрения необходимо ре‐
шить вопросы масштабирования. Наличие в глицерине примесей (остатков катализатора, продуктов омыления, метиловых эфиров, метанола, жирных кислот) в ряде случаев в той или иной степени препятствует успешному химическому превращению, ингибируя жизнеде‐
ятельность клеток либо отравляя катализатор, а также должно быть учтено при его использо‐
вании в корме животных и птицы. 5. Использование биодизеля в качестве замены нефтяного ДТ или добавки к нему уменьшает содержание вредных веществ в выхлопных газах и токсичность топлива, ускоряет биологическое разложение топлива в окружающей среде и улучшает смазочные свойства. За 28 дней в водной системе разложилось 84% БДТ, а в почве – 88%. Даже небольшое количество биодизеля в составе топливной смеси с нефтяным ДТ приводит к ускорению биоразложения, а топливо, состоящее из биодизеля на 100%, пролитое на почву, благодаря микроорганизмам за 4‐6 недель разлагается до степени, позволяющей проращивать семена. Что касается воздействия на людей и животных, биодизельное топливо менее токсично, чем нефтяное ДТ (выживаемость живых существ при прочих равных выше), однако не абсолютно безвредно. 6. Сырьём, использование которого в производстве биодизеля, позволит ему занять существенную долю рынка дизельного топлива без ущерба производству пищевых культур, являются микроводоросли. Выделение из биомассы микроводоросли и дальнейшая реализа‐
ция ценных органических продуктов, выведение подвидов микроводоросли, в биомассе ко‐
торых устойчиво высокий процент содержания жиров вкупе с определением оптимальных по энергозатратам условий их экстрагирования, и утилизация бесплатного углекислого газа из выхлопов промышленных предприятий позволяют при благоприятных условиях налогообло‐
жения создать рентабельное производство БДТ. Вышеотмеченное указывает на актуальность проблемы, и обосновывает целесообраз‐
ность производства биодизельного топлива, в первую очередь – в регионах мира, небогатых нефтью. 61
2 глава. Сверхкритические флюидные среды, как среды для осуществления химических реакций 2.1 Природа критического состояния В окрестности критической точки "жидкость‐пар" (Рис. 19) наблюдается аномальный рост восприимчивости системы к внешним воздействиям [228], [18]. Рис. 19. P‐T‐фазовая диаграмма метанола [229] Небольшие колебания температуры и давления около критической точки приводят к значительным изменениям плотности, а следовательно и растворяющей способности. Напри‐
мер, на критической изотерме метанола (Рис. 20) изменение давления на 1,2% вызовет изме‐
нение плотности на 70%. 62
Рис. 20. Диаграмма давление‐плотность метанола. Изотермы: 1 – 423,15 K; 2 – 433,15 K; 3 – 443,15 K; 4 – 453,15 K; 5 – 463,15 K; 6 – 473,15 K; 7 – 483,15 K; 8 – 493,15 K; 9 – 503,15 K; 10 – 513,15 K; 11 – 523,15 K; 12 – 533,15 K; 13 – 543,15 K; 14 – 553,15 K; 15 – 563,15 K [230], [231], [232]. Аномалии также наблюдаются по транспортным (вязкость, Рис. 21), термодинамиче‐
ским (изобарная теплоёмкость, Рис. 22, теплопроводность, Рис. 23, изохорная теплоёмкость, Рис. 24, Рис. 25) и диэлектрическим свойствам, что создаёт уникальную возможность для про‐
ведения химических реакций в окрестностях критической точки без использования катализа‐
торов, экстракции без использования сложноотделимых органических растворителей. Рис. 21. Вязкость сверхкритического метанола, рассчитанная по корреляции с [223]. 63
Рис. 22. Изобарная теплоёмкость метанола в СКФ‐условиях. Сплошные линии – кроссоверная модель [223]; штриховые линии – фундаментальные уравнения ИЮПАК [222]. Рис. 23. Теплопроводность этанола в СКФ‐условиях. Сплошные линии – кроссоверная модель SAFT‐DMT [223]. Точки – [224]. 64
Рис. 24. Зависимость изохорной теплоёмкости метанола от плотности. Сплошные линии – кроссоверная модель [221]. Точки – экспериментальные данные из [223]. Рис. 25. Зависимость изохорной теплоёмкости метанола на около‐критической изохоре. Точки – [223], [221]. Сплошная линия – кроссоверная модель [221]. Штриховая линия – фундаментальное уравнение состояния ИЮПАК [222]. В области за критической точкой метанола, как установлено методами импульсной нейтронной дифракции [233], происходит распад кластеров молекул на мономеры или оли‐
гомеры меньших размеров: среднее количество водородных связей, приходящееся на моле‐
кулу падает с 1,6 до 1,0, а длина цепи ассоциированных молекул уменьшается с 3,1 до 1,8. Для сравнения, при комнатной температуре эти величины равны 1,77 водородных связей и 5,5 молекул соответственно (Рис. 26). 65
Рис. 26. Распределение по количеству водородных связей (а, б) и длине цепи ассоциированных молекул (в, г) метанола в сверхкритическом (526 K, 14 МПа) и докритическом (475 K, 7,3 МПа) состояниях, выборка из 254 молекул [233]. В окрестности критической точки веществу свойственна высокая температурная не‐
устойчивость, наблюдается гравитационный эффект и критическая опалесценция. Успешность изучения этого сложного объекта в значительной степени предопределили именно современ‐
ные методы исследования, например, температуропроводность околокритической области начали изучать лишь с появлением лазерной техники, позволяющей измерять ширину линии Рэлея в спектре рассеянного света [234], а также после внедрения интерферометрических ме‐
тодов исследования [235], [236], [237]. Сверхкритические флюиды обладают динамической вязкостью менее, чем на порядок выше, чем у обычных газов (~100μП), при этом плотность СК флюидов (~300÷800 кг/м3) пре‐
восходит плотность газов (~1 кг/м3) как минимум на два порядка. Таким образом, сверхкри‐
тические флюиды имеют самые низкие значения кинематической вязкости (υ=η/ρ). Коэффициент диффузии в сверхкритических флюидных условиях принимает значение, промежуточное между значениями, характерными жидкостям и газам. Таким образом, реак‐
ции, в жидкой фазе имеющие диффузионные ограничения, в фазе сверхкритического флюида будут проходить быстрее. 66
Смеси, практически нерастворимые при комнатной температуре и атмосферном дав‐
лении, в СКФ‐условиях могут стать растворимыми. В то же время, существуют смеси, которые, будучи растворимыми в условиях окружа‐
ющей среды, теряют взаимную растворимость при попадании в сверхкритические флюидные условия по одному из компонентов. Ярким примером служит сверхкритическая вода, хорошо растворяющая органические соединения и газы, при этом имеющая пониженную раствори‐
мость с солями, что, собственно, и является основой процесса сверхкритического водного окисления органических соединений [238]. Более высокая растворимость коксообразующих соединений в сверхкритических флюидных средах позволяет повысить активность катализа‐
тора в каталитических процессах [239]. Такие характеристики реакционных систем, как селективность, константа равновесия, скорость реакции, в сверхкритической области очень чувствительны к изменению давления. В частности, в разных термодинамических условиях (Р, Т, ρ), сверхкритическая вода может вы‐
ступать средой для свободнорадикальной или ионной реакции [240], [241]. Существенное из‐
менение диэлектрической проницаемости воды при переходе в СКФ‐состояние (от 78 до 1,5 в зависимости от T и P) изменяет полярность этой среды, а это позволяет управлять скоростью реакции. 2.1.1 Растворимость веществ в суб‐ и сверхкритических флюидных средах Растворимость – способность вещества образовывать с другим веществом гомогенную смесь [242]. При растворении имеет место самопроизвольное распространение частиц одного ве‐
щества между частицами другого (диффузия). Этот процесс самопроизвольный и продолжа‐
ется до тех пор пока ΔG < 0. Когда в уравнении ΔG = ΔH = TΔS
(5)
энтальпийный и энтропийный факторы сравняются, раствор станет насыщенным, и вы‐
вести раствор из этого равновесного состояния станет возможным лишь изменив темпера‐
туру, давление или концентрацию любого из компонентов. Таким образом, повышение по‐
тенциальной энергии системы ведёт к неупорядоченности и увеличению растворимости ве‐
ществ друг в друге, а понижение потенциальной энергии способствует их кристаллизации. Наступление равновесного состояния зависит от природы растворённого вещества и растворителя и интенсивности взаимодействия частиц, поэтому концентрация насыщенных 67
растворов для разных веществ и растворителей отличается, причём можно говорить, что аб‐
солютно нерастворимых веществ не существует. Растворимость зависит от сил взаимного притяжения между молекулами растворителя и сил взаимодействия молекул растворителя и растворённого вещества (сил сольватации). Ве‐
щества с полярными молекулами хорошо растворимы в полярных растворителя, а с неполяр‐
ными – в неполярных. Растворимость для различных веществ может изменяться в больших пределах, в зависимости от трёх факторов: природы вещества, агрегатного состояния и внеш‐
них условий (температуры, давления и пр.) [243]. Растворители в сверхкритических флюидных процессах должны предпочтительно об‐
ладать следующими свойствами: ‐ низкая критическая температура, позволяющая снизить энергозатраты, а также обра‐
батывать термолабильные вещества; ‐ регулируемый химический состав растворителя (смеси), позволяющий регулировать значение критических параметров путём подбора концентрации компонентов; ‐ низкая стоимость; ‐ близость значений диэлектрической проницаемости растворителя и растворяемого вещества. 2.1.2 Характер изменения растворимости веществ в СКФ растворителях Анализ имеющихся на сегодняшний день данных по растворимости чистых веществ в СК‐растворителях позволяет говорить о существовании кроссоверного давления – при кото‐
ром изотермы на графике зависимости растворимости от давления сходятся или сближаются в одной точке. Ниже этого давления рост давления приводит к понижению растворимости, а выше – к её увеличению. На Рис. 27 приведён пример кроссоверной точки в системе "фенан‐
трен – СК‐CO2"на 16,5 МПа [244]. Данное поведение объясняется наличием двух противоположных воздействий, кото‐
рые оказывает изменение температуры на растворимость. С ростом температуры возрастает давление насыщенного пара растворённого вещества, при этом сверхкритического раствори‐
теля падает. Ниже кроссоверного давления, где сжимаемость вещества выше, большее влия‐
ние на растворимость оказывает плотность, а выше него большее влияние на растворимость оказывает давление насыщенного пара. 68
Рис. 27. Зависимость растворимости фенантрена в СК‐CO2 от давления, кроссоверная точка на 16,5 МПа. Многочисленные работы [245], [246] указывают на то, что закономерности изменения растворимости в сверхкритических флюидах веществ различной природы схожи. Однако име‐
ющиеся методы описания растворимости не обеспечивают надёжной экстраполяции [247], что обуславливает необходимость расширения массива данных путём экспериментальных ис‐
следований для более глубокого понимания закономерностей изменения растворимости. Существующие методы измерения растворимости веществ в СКФ делятся по двум кри‐
териям. По способу получения насыщенного раствора на статические (равновесные), рецир‐
куляционные и динамические (проточные). По способу анализа состава растворов – на спек‐
троскопический, хроматографический, метод насыщения (испарения), метод точек росы и ки‐
пения [245]. В статическом методе компоненты бинарной системы контактируют в герметичной ячейке, температура и давление внутри которой (в некоторых конструкциях – объём) регули‐
руются. Фазовое равновесие в ячейке достигается путём интенсивного перемешивания – ме‐
ханической или электромагнитной ячейкой либо качательным устройством. После перемеши‐
вания сосуд равновесия закрепляют в вертикальном положении на 1‐1,5 ч для отбора пробы на анализ через капиллярную трубку. Достоинства статического метода: простота установления равновесия системы, данные по растворимости могут быть получены без перезагрузки веществ, метод спектрофотометрии может использоваться и для многокомпонентной системы. 69
Метод точки росы для анализа состава позволяет, изменяя температуру или давление в системе с заданным составом наблюдать появление или исчезновение одной из фаз по кап‐
лям жидкости. Для проведения опытов достаточно небольшого количества веществ, однако их необходимо проводить при разных концентрациях, что увеличивает трудоёмкость, при этом отпадает необходимость отправки газовой фазы на анализ. Погрешность метода возрас‐
тает при низких значениях растворимости вещества во флюидной фазе. Более чувствительным и производительным является спектроскопический метод ана‐
лиза, при котором фиксируется спектр луча света, проходящего через сапфировую оптическую часть ячейки высокого давления. Рециркуляционный метод получения насыщенного раствора отличается от статиче‐
ского наличием внешнего контура, через который осуществляется механическая рециркуля‐
ция верхней либо нижней фазы. Пробу для анализа можно улавливать через установленный в контуре пробоотборник. Недостаток рециркуляционного метода заключается в риске попа‐
дания в пробу пузырьков другой фазы, особенно около критической точки смеси, когда плот‐
ности компонентов схожи. В динамическом методе получения насыщенного раствора компоненты системы в не‐
прерывном режиме прокачиваются насосом высокого давления через подогреватель, смеси‐
тель (‐и) и ресивер, сглаживающий пульсации давления, в ячейку равновесия. Установление равновесия в ячейке фиксируется путём нескольких измерений растворимости при различных значениях расхода [248]. В ячейке равновесия происходит быстрое разделение двух сосуще‐
ствующих жидких фаз разной плотности: лёгкая фаза выходит из верхней части ячейки, а тя‐
жёлая – из нижней. Унос одной фазы другой внутри ячейки равновесия может быть предот‐
вращён пористой вставкой в верхней части ячейки. Достоинствами динамического метода яв‐
ляются более сокращение времени достижения равновесного состояния и сокращение вре‐
мени контакта компонентов смеси. Для анализа проб, полученных динамическим методом, как правило, используют хро‐
матографический метод. Для измерения растворимости несколько проб анализируют на хро‐
матографе, сигнал которого откалиброван по сигналам, полученным из стандартных раство‐
ров известного состава. Недостатком метода является высокая стоимость оборудования. 2.1.3 Методы описания растворимости Развитие реакционных и экстракционных процессов в сверхкритических флюидных средах в значительной степени зависит от способности моделировать и точно предсказывать 70
равновесие сверхкритических флюидов. Все существующие методы описания требуют эмпи‐
рических подгоночных параметров для количественного согласования с результатами экспе‐
римента, однако при этом их можно поделить на полностью эмпирические и теоретические. Теоретические включают молекулярно‐статистические, методы, основанные на теории подо‐
бия и приближенные модели растворов [247]. Этот подход позволяет строго обосновать ин‐
тервалы применимости моделей, а также прогнозировать растворимость для эксперимен‐
тально неизученных систем. Он был всесторонне рассмотрен в книгах [249], [250], [251]. Можно заключить, что прогнозирование растворимости веществ в СКФ является непростой задачей даже при наличии экспериментальных данных, позволяющих скорректировать ис‐
пользуемые уравнения[252]. Теоретические модели позволяют выявить лишь качественные закономерности поведения растворимости, поэтому их приходится приводить в соответствие экспериментальным данным путём введения дополнительных параметров [253]. Коснёмся более подробно эмпирических методов описания растворимости, которые представляют собой корреляции от плотности чистого растворителя. Анализ ограниченного массива экспериментальных данных [254] показал, что лога‐
рифм растворимости в мольных долях является линейной функцией плотности чистого рас‐
творителя ρ: ln(yρ)= a(T)+ b(T)ρ,
(6)
где y— мольная доля растворяемого вещества во флюидной фазе, а а(т) и b(т) — подгоночные параметры, которые зависят лишь от температуры. При наложении со стороны сверхкритического внешнего давления термодинамиче‐
ское равновесие между конденсированной фазой и её насыщенным паром нарушается, в ре‐
зультате чего концентрация молекул жидкости в паровой фазе снижается. Чтобы вернуть си‐
стему в равновесное состояние, нужно, чтобы некоторое количество молекул жидкости пере‐
шло в паровую фазу. Таким образом давление насыщенных паров конденсированной фазы при данной температуре растёт, что согласуется с правилом фаз Гиббса и называется эффек‐
том Пойнтинга. Для его количественной оценки вводится параметр E, представляющий собой отношение парциального давления паров растворяемого вещества в фазе сверхкритического флюида к собственному давлению насыщения Pv при данной температуре без наложения внешнего давления P: E = yP/Pv
(7)
71
В [245] аналогично уравнению (6) параметр E был описан как линейная функция плот‐
ности чистого флюида: ln(E)=c(T)+d(T)ρ,
(8)
где подгоночные параметры с(т) и d(Т) также зависят лишь от температуры. Поскольку для широкого круга веществ надёжные данные по давлению насыщенных паров отсутствуют, в [245] величину Pv заменили на давление отнесения Р0: ln(yР/Р0)=А+Вρ,
(9)
где A = c(T)+ln(Pv/P0), B = d(T)
(10)
Параметры А и В также зависят лишь от температуры. Давление отнесения Р0 для всей серии экспериментальных данных было принято равным 1 бар. Сравнительный анализ ре‐
зультатов описания по уравнениям (6) и (10) показал предпочтительность последнего уравне‐
ния. Однако авторы [245] отмечают снижение точности уравнения (10) при давлениях ниже 10 МПа. Поэтому при уточнении A и B опытные данные, полученные при низких давлениях, были исключены из рассмотрения. Такое значительное ограничение по диоксиду углерода, на наш взгляд, делает уравнение (10) непригодным для задач проектирования и оптимизации процессов экстракции. В [245] также предположили, что разделение эффектов летучести и сольватации рас‐
творяемого вещества при определении параметра E позволит уменьшить температурную за‐
висимость параметров с(т) и d(T). Уменьшение одного из этих параметров сопровождается, как правило, увеличением другого. Для области низких давлений в работе [245] вводится плотность отнесения ρ0, для диоксида углерода принятая равной 700 кг/м3. Такое значение для ρ0 принято потому, что эта плотность имеется практически на всех проанализированных опытных изотермах. Уравнение (9) в этом случае принимает следующий вид: ln(E)=c'(T)+d(T)(ρ‐ρ0),
(11)
где c'(T)=c(T)+d(T)ρ0
(12)
72
В случае когда надёжные данные по давлению насыщенных паров растворяемого ве‐
щества отсутствуют, можно использовать уравнение (9) в модифицированном для области низких давлений виде: ln(yР/Р0)=А'+В(ρ‐ρ0)
(13)
где А' = А+Вρ0
(14)
Показано, что параметр A' имеет намного более строгую температурную зависимость по сравнению с параметром А (Рис. 28, Рис. 29). Это позволяет более надежно прогнозиро‐
вать растворимость в широком интервале температур. Отклонение экспериментальных зна‐
чений растворимости от рассчитанных по уравнениям (9), (10), (12), (13) находится в интер‐
вале 10‐30%. Рис. 28. Зависимость параметра А от температуры для нафталина в сверхкритическом СО2 Рис. 29. Температурная зависимость А’ для нафталина в сверхкритическом СО2 2.2 Сверхкритические флюидные среды как среды для осуществления химических реакций (обзор). Сверхкритические среды представляют собой газы или газовые смеси, имеющие свой‐
ства, промежуточные между типичной жидкостью и типичным газом. Путём регулирования давления, а также температуры, можно изменять эти свойства в сторону, благоприятную для реализации желаемого технологического процесса [255]. Об этом полезном свойстве сверхкритических флюидов впервые доложили Хэнни и Хо‐
гарт на заседании Лондонского королевского общества по развитию знаний о природе в 1879 73
г. По их наблюдениям, при повышении давления газа, находящиеся в нём твёрдые тела рас‐
творялись, а при последующем понижении выпадали осадком подобно снегу [256]. Лишь в 70‐х годах XX в., после того как германский исследователь Цозель предложил несколько вариантов использования сверхкритических флюидов, включая декофеинизацию кофейных зёрен, началось их интенсивное изучение и применение. Помимо создания благоприятных условий для экстракции трудноизвлекаемых веществ из смесей сверхкритические флюиды могут быть использованы в качестве среды для прове‐
дения химических реакций [257], [258], [259] что обусловлено рядом преимуществ, таких как: ‐ высокая скорость реакции, благодаря высокой диффузии в сверхкритической среде и проведению реакции в гомогенной фазе; ‐ возможность выбора желаемого механизма протекания реакции (‐й) путём сдвига в нужном направлении температуры и давления; ‐ отсутствие или меньшее количество отходов процесса, возможность их утилизации; ‐ простота разделения основных и побочных продуктов реакции. Имеются примеры успешного применения сверхкритических сред для проведения ре‐
акций. Достаточно высокие параметры критической точки (22 МПа и 647 K) ограничивают по‐
всеместное использование воды в сверхкритическом состоянии. Однако в нём она претерпе‐
вает значительные изменения: приобретает сильные растворяющие и окислительные способ‐
ности, будучи полярным веществом в обычных условиях, приобретает качества полярного растворителя [260]. Всё вышеперечисленное, в частности, позволяет добиться степени конверсии ХПК в промышленных стоках 99,9% всего за 10 минут [261]. В обзорной работе Kendall et al. продемонстрировано эффективное использование CO2 в качестве однородной среды для проведения всех типов реакций роста цепи и ступенчатой полимеризации [262]. Возможность изменять свойства растворителя путём варьирования тер‐
модинамических параметров позволяет получать материалы различных свойств и морфоло‐
гий. Такой же процесс, как полимеризация этилена в сверхкритических флюидных условиях, 74
несмотря на высокие энергозатраты, используется и сегодня – благодаря тому, что этилен вы‐
ступает не только в качестве реагента, но также и в качестве растворителя – среды для пере‐
носа продукта процесса. СК‐CO2 признан благоприятной средой для проведения реакций, катализируемых фер‐
ментами [263] благодаря лёгкости отделения продуктов реакции путём простого изменения температуры и давления на выходе реактора. Энзиматические реакции позволяют получать свободные жирные кислоты, а также их моноглицериды и диглицериды, проводить этерифи‐
кацию, трансэтерификацию и интерэтерификацию. Продемонстрирована применимость СК‐сред для проведения фотохимических [264] реакций, электрохимического [265] осаждения материалов, синтеза ароматических субстан‐
ций [266], выделения и синтеза пространственных изомеров [267], селективной димеризации [268] Уже в 1978 г. биомасса была предложена в качестве потенциального сырья для произ‐
водства водорода [269]: C6H10O5 + 7H2O ‐> 6CO2+12H2 (2‐1) Более 20 лет назад в СКФ‐условиях был проведён процесс Фишера‐Тропша [270]. В работе [271] отмечалось, что свободный объём сверхкритических сред, позволяет им растворять H2 и N2 в 10‐20 раз больше, чем обычным растворителям. В сочетании с низкой вязкостью и высокой диффузионной способностью среды, а также высокими концентрациями реагентов это позволяет сократить требуемое время контакта и ускорить протекание реакций, и как следствие, сократить капитальные и эксплуатационные затраты (включая технику без‐
опасности), заменив громоздкие периодические реакторы на реакторы непрерывного типа. При разработке процесса химической реакции в среде сверхкритического флюида или сверхкритической экстракции немаловажен правильный выбор флюида‐растворителя. Тепло‐
физические свойства аномально изменяются в окрестности критической точки у каждого ве‐
щества, но далеко не все из них пригодны для практического применения. В Табл. 13 приве‐
дены вещества, наиболее часто используемые как сверхкритические растворители [247], [272], [273]. Табл. 13. Критические параметры некоторых веществ, используемых в качестве сверхкритических растворителей. Вещество Метан Ксенон Tкрит, K 191
290
Pкрит, МПа 4,60
5,80
ρкрит, кг/м3
162
1098
75
Диоксид углерода Закись азота Диоксид серы Диэтиловый эфир
Пентан Ацетон Метанол Толуол Вода 304
310
431
467
470
508
513 592 647 7,38
7,24
7,80
3,64
3,36
4,70
8,04 4,11 22,0 468
422
524
265
232
278
278 293 322 Подбор сверхкритического флюида с достаточно низкой критической температурой позволяет исключить термическое разложение обрабатываемых веществ [274], а также зна‐
чительно снизить энергозатраты на установках промышленного масштаба [50]. К примеру, ме‐
танол целесообразно использовать в сравнительно небольшой области выше критической точки, где прирост плотности наиболее выгоден в плане энергозатрат на создание давления (Рис. 20). Изменяя растворимость реагентов системы можно регулировать скорость протека‐
ющих в ней химических реакции, в том числе, за счёт уменьшения или устранения межфазных ограничений переносных процессов. На сегодняшний день в мире имеется более 100 промышленных установок, функцио‐
нирующих в СКФ‐условиях. Использование сверхкритических сред может рассматриваться в качестве одного из вариантов решения проблем энерго‐ и ресурсосбережения и более эколо‐
гичного способа получения материалов, товаров и продуктов высокого качества. 2.3 Реакция сверхкритической флюидной трансэтерификации Основной реакцией в процессе получения БДТ из масла является трансэтерификация триглицеридов (ТГ) животных/растительных жиров спиртом, которые превращаются в слож‐
ные эфиры жирных кислот (биодизель) и глицерин. Общая формула реакции такова [275]: ТГ + 3 R'‐OH → 3 R‐COOR' + Глицерин (15)
Целью реакции является улучшение такой характеристики топлива как вязкость. Именно из‐за высокой вязкости использование масла в виде топлива напрямую ограничено стационарными небытовыми установками генерации тепла [276], а применение в двигателях внутреннего сгорания сопряжено с целым комплексом проблем (низкая теплота сгорания, по‐
вышенный износ поршней, форсунок, инжектора, забивание фильтров, налёт на стенках дви‐
гателя и т. д.) [277], что экономически нецелесообразно. 76
Реакция трансэтерификации, при которой три жирнокислотных хвоста отделяются от глицерина и присоединяются к молекуле одноатомного спирта каждый, называется алкого‐
лиз, или, более специфично, метанолиз, этанолиз и т. д. Для большей полноты конверсии уве‐
личивают избыток спирта в реакционной смеси либо предусматривают выведение из зоны контакта продуктов реакции [275]. При стехиометрическом соотношении спирта к триглице‐
ридам 3:1 на практике используют соотношение 6:1 (каталитический способ) и 42:1 (при сверх‐
критических флюидных условиях) [278]. Именно такое соотношение было признано опти‐
мальным Saka и Kusdiana (Япония), которые в 2001 г. первыми получили БДТ в СКФ‐условиях [279]. Процесс Saka, названный по имени одного из исследователей, проводился в один этап длительностью 4 минуты при температуре 623 K, давлении от 19 до 45 МПа. Хотя давление также оказывает влияние на выход сложных эфиров в процессе трансэтерификации, большую значимость имеет температура. Повышение температуры до 640 K позволило добиться конверсии для различных видов масел 96,8‐97,9%, при этом выбор температуры процесса и его продолжительности зависит от используемого сырья [279]. В традиционном каталитическом процессе на величину конверсии также оказывают влияние вода и свободные жирные кислоты, которые могут содержаться в масле. Для сверх‐
критического же процесса было показано отсутствие отрицательного влияния данных приме‐
сей в сырье на величину конверсии реакции трансэтерификации [279], [36]. В описанном процессе метанол и масло образуют гомогенную смесь; авторы объяс‐
няют это уменьшением диэлектрической проницаемости метанола при сверхкритических флюидных условиях [78], [278]. Вышеизложенное показывает возможность проведения трансэтерификации без ис‐
пользования катализатора и такие достоинства этого метода, как упрощённый технологиче‐
ский процесс, меньшее количество отходов, лучшее качество продукта и более высокая кон‐
версия. Кинетика трансэтерификации в сверхкритических флюидных условиях рассмотрена в ряде исследований [280], [281], [282], [79], [283]. В [281] исследовалась кинетика трансэтерификации пальмового масла и приведено сравнение с результатами других авторов. Трансэтерификация представляет собой последо‐
вательность обратимых реакций [284]: Триглицериды + R'OH ↔Диглицериды + R'COOR1 (16)
77
Диглицериды + R'OH ↔Моноглицериды + R'COOR2 (17)
Моноглицериды + R'OH ↔Глицерин + R'COOR3 (18)
С учётом 15‐кратного избытка метанола над стехиометрическим соотношением авто‐
рами было принято решение считать реакцию практически необратимой: ТГ + 3 CH3OH <‐> 3 МЭЖК + Глицерин (19)
Изменение концентрации триглицеридов (моль / дм3 с) было выражено следующим образом: ‐rТГ = – (d CТГ / d t) = k CТГa CCH3OHb (20)
где C – концентрации реагентов (моль / дм3 с), t – время (с), k – константа скорости ре‐
акции, a и b – реакционные порядки для триглицеридов и метанола. 1 моль триглицеридов даёт 3 моля МЭЖК, изменение концентрации которых по вре‐
мени выражается таким образом: rМЭЖК = d CМЭЖК / d t = – 3 d CТГ / d t = 3 k CТГa CCH3OHb (21)
Если пренебречь потерями сырья на термическое разложение, конверсию можно сформулировать как молярное соотношение полученных МЭЖК к исходному количеству триглицеридов: X = 1 – CТГ/CТГ_0 = 1 – (CТГ_0 – CМЭЖК/3)/CТГ_0 = CМЭЖК / 3 CТГ_0 (22)
Конверсию также можно выразить через массовую долю или содержание МЭЖК в об‐
разце биодизельного топлива: X = CМЭЖК / 3 CТГ_0 = (mМЭЖК / MМЭЖК) / (3 mТГ_0 / MТГ) ≈ mМЭЖК / mТГ_0 ≈ со‐
(23)
держание МЭЖК где M – молекулярная масса (г/моль), m – масса (г). Из этого следует возможность выражения конверсии через содержание МЭЖК, без концентрации триглицеридов. Конверсия также может быть выражена через энергию активации Ea, для чего уравне‐
ние (20) описывается следующим образом: 78
d CТГ/d t = ‐A exp ( ‐Ea / RT ) CТГa CCH3OHb (24)
где A – предэкспоненциальный множитель, R – универсальная газовая постоянная [8,314 Дж/(моль К)], T – термодинамическая температура (K). Проинтегрировав это уравне‐
ние по времени реакции τ, получим: CТГ (τ) = ‐∫A exp ( – Ea / RT) CТГa CCH3OHb d t (25)
Правая часть уравнения (25) может быть проинтегрирована при начальных условиях для t=0 : CТГ = СТГ_0; CCH3OH = CCH3OH_0 (26)
Конверсия триглицеридов была последовательно рассчитана в уравнениях (25) и (26). Уравнение (25) интегрировали по схеме четвёртого порядка Рунге‐Кутты при начальных усло‐
виях [281]. Для числового анализа использовали экспериментальные данные 58 опытов по трансэтерификации пальмового масла. Удалось достичь хорошей взаимосвязи опытных и рас‐
чётных значений концентрации МЭЖК с точностью определения r2=0,9578. Эксперименталь‐
ные данные хорошо укладывались в уравнение скорости реакции, изложенное следующим образом [281]: d CТГ / d t = – (4,3376*105) exp ( ‐1,0527*105/RT) CТГ0,9565 CCH3OH1,0493 (27)
В работе Kusdiana и Saka [58] расчёт энергии активации не производился, однако Song et al. рассчитали кинетические данные по значениям кинетических скоростей реакции из ли‐
тературы [58]. Энергия активации составила: при температуре выше 573 K около 20 кДж/моль, а при температуре ниже 543 K 16,7 кДж/моль. Diasakou et al., [280] проводившие некаталитическую трансэтерификацию соевого масла при 493 – 508 K, допустив, что реакция имела (практически) первый порядок, получили значения энергии активации для двух из имеющихся этапов реакции: 117 кДж/моль для пре‐
вращения ТГ в диглицериды и 128 кДж/моль для превращения диглицеридов в моноглице‐
риды. Stamenkovic et al. [285] изучили кинетику метанолиза подсолнечного масла в присут‐
ствии гомогенного щелочного катализатора и для схемы необратимой реакции энергия акти‐
вации была определена как 53,5 кДж/моль. 79
В [281] подсчитали, что энергия активации в трансэтерификации пальмового масла в метаноле была равна 105 кДж/моль, что близко к результатам Diasakou et al., однако выше, чем у Stamenkovic et al, что можно объяснить неиспользованием катализатора, несмотря на проведение реакции в одной фазе. Реакция ТГ с метанолом оказалась примерно первого по‐
рядка. Hegel [48] получил похожий результат, используя соевое масло. Wang и Yang [286] определили значение энергии активации при трансэтерификации соевого масла в метаноле при температурах 473 – 533 K равным 92 кДж/моль, не обнаружив существенных изменений в окрестностях критической точки. Проведя гомогенный каталити‐
ческий (NaOH) процесс трансэтерификации рапсового масла Wang et al. [287] нашли энергию активации равной 85,4 кДж/моль. В целом, можно говорить о том, что энергия активации каталитических реакций трансэтерификации ниже, чем у некаталитических. Однако большой разброс результатов, встречающийся в литературе, говорит о трудоёмкости исследования кинетики и выделения вклада явлений переноса и фазового поведения [288]. Нет единства мнений и по тому, как влияет на кинетику реакции количество двойных связей в жирных кислотах. Madras и коллеги [57], [289] установили, что константа скорости реакции для триглицеридов, содержащих насыщенные жирные кислоты выше, чем в случае ненасыщенных; в последнем случае скорость уменьшалась с ростом количества двойных свя‐
зей. Warabi et al. [45] получили прямо противоположные результаты. Glisic и Skala провели детальный анализ экспериментальных данных из работы [39] по метанолизу триглицеридов и выходу МЭЖК при 503 – 553 K. Было допущено, что реакция метанолиза триглицеридов k21
ТГ 3 MeOH3МЭЖК Глицерин (28)
k2-2
является обратимой реакцией второго порядка. Для замкнутой системы постоянного объёма мольный баланс, отражающий изменение концентрации триглицеридов, может быть выражен следующим уравнением: ‐dCТГ/dt = k2CТГCCH3OH – k2‐2CМЭЖКCГлиц а в случае когда (29)
80
CCH3OH≫CТГ; CМЭЖК>CГлиц (30)
он также может быть представлен в виде реакции псевдо‐первого порядка: ‐dCТГ/dt=k1CТГ‐k2СГлиц (31)
Вышеизложенные дифференциальные уравнения могут быть проинтегрированы при известных начальных условиях CТГ|t=0 = CТГ_0, в результате чего интегральное уравнение кон‐
версии триглицеридов XТГ=[1‐(СТГ/CТГ_0)] (32)
будет получено в следующей форме: XТГe ln[XТГe/(XТГe‐XТГ)]=k1t (33)
где XТГe – равновесная степень конверсии триглицеридов. Данное уравнение было проанализировано как функция по времени для ряда значе‐
ний конверсии триглицеридов в диапазоне температура 513 – 553 K. Равновесная степень кон‐
версии была определена статистическим анализом экспериментальных данных (на основе минимального отклонения рассчитанной конверсии триглицеридов). В результате анализа для разных температур были рассчитаны экспериментальные значения равновесной степени конверсии (XТГe), определены константы скорости прямой и обратной реакции (k1 и k2) и кон‐
станта равновесия (K=k1/k2) и график Аррениуса. Для экспериментальных данных была выве‐
дена следующая зависимость константы равновесия от температуры: ln K = ‐29,96 + 16528/T (34)
Теми же авторами была сделана попытка связать константу скорости реакции с плот‐
ностью, температурой и давлением, используя полиномиальную нелинейную регрессию: ln k = ln A + a ln ρ + (Ea/R) (1/T) (35)
Для расчётного значения константы скорости реакции была получена следующая фор‐
мула: k1 = 1,476x106 ρ‐0,1173243 e‐(93000/R)(1/T) c‐1 (36)
81
2.3.1 Фазовое поведение реакционной смеси Увеличение скорости реакции трансэтерификации выше критической температуры лишь частично может быть объяснено температурными эффектами, в то время как существен‐
ный вклад вносит образование единой фазы. Имеющиеся данные по критической темпера‐
туре смесей масел и спиртов различного состава скудны, поэтому сложно говорить о точной доле спирта в смеси, необходимой для достижения сверхкритических флюидных условий при той или иной температуре. В работе [55] использовали метод групповых вкладов Лидерсена для оценки критиче‐
ской температуры растительного масла и правила смешения Лоренца‐Бертело для оценки критической температуры смеси "масло‐спирт". Однако эти данные можно назвать, скорее, псевдокритическими свойствами, не дающими информации о фазовом поведении. Группой исследователей были изучены фазовое поведение и критические точки неко‐
торых бинарных систем, существующих в процессе сверхкритической трансэтерификации, та‐
ких как "метанол‐метиловые эфиры" [290] Экспериментально полученный состав жидкой и паровой фазы совпадал со значениями, предсказанными уравнением Пенга‐Робинсона. Другая группа [282] изучала фазовое равновесие на примере смеси метанол – подсол‐
нечное масло и пришла к выводу, что лучшее соответствие экспериментальным данным – у уравнения ASPEN Редлиха‐Квонга с применением правил смешивания ван дер Ваальса. В работе [48] на примере смеси соевого масла, метанола и пропана показаны переходы между фазными состояниями "жидкость‐жидкость‐пар", "жидкость‐пар" и "сверхкритический флюид", происходящие по мере того, как смесь нагревается. Для ряда смесей удалось наблю‐
дать гомогенное состояние при температурах всего около 433 K, что позволило авторам сде‐
лать вывод о необязательности достижения сверхкритических температур для получения го‐
могенной смеси реактантов. Cao et al. [188] показали, что использование пропана в качестве сорастворителя позво‐
ляет понизить критическую температуру системы и уменьшить избыток спирта, достигнув кон‐
версии 98% при молярном соотношении метанола к маслу 24:1 и молярном отношении про‐
пана к метанолу 0,05 при температуре 553 K, давлении 12,8 МПа. Похожие результаты были достигнуты и тогда, когда растворителем выступал CO2. Sawangkeaw et al. [291] показали, что добавление в качестве сорастворителя тетрагид‐
рофурана позволяет уменьшить вязкость масла, но не приводит к понижению температуры и 82
давления, достаточных для начала реакции. Наконец, Busto et al. [292] показали, что гомоген‐
ная смесь (при молярном соотношении метанола к соевому маслу 6:1) может образовываться даже при 313 K при добавлении 36% об. метиловых эфиров. Выводы по 2 главе 1. В асимптотической близости к критической точке вещества пропадают различия между жидкостью и газом и наблюдается аномальный характер изменения термодинамиче‐
ских, транспортных и диэлектрических свойств, что создаёт возможность, в том числе, для проведения химических реакций без катализатора. 2. В подавляющем большинстве экспериментальных работ, посвящённых трансэтери‐
фикации масел в сверхкритических флюидных условиях, приемлемая конверсия достигается при достаточно высоких температурах, высоких соотношениях «спирт‐масло» и связанных с перечисленным энергозатратах, что обуславливает поиск технико‐технологических решений для снижения вышеотмеченных характеристик. 3. Возможные пути подобного снижения характеристик могут включать использование сорастворителя, к примеру, диоксида углерода, пропана или гексана, которые могут снизить критические параметры бинарной реакционной среды, опять‐таки к примеру «СО2‐этанол». К факторам, действующим в этом же направлении относятся: эмульгирование реакционной смеси или же использование гетерогенного катализатора и др. 83
3 глава. Экспериментальные установки и методики исследования теплофизических свойств компонентов исходного сырья, реагентов и их смесей 3.1 Описание экспериментальной установки и методики исследования теплопроводности смеси этил‐ЭПК – этил‐ДГК (рыбьего жира) при различных параметрах состояния Исследование коэффициента теплопроводности рыбьего жира при различных пара‐
метрах состояния проводилось на экспериментальной установке, реализующей абсолютный стационарный метод нагретой нити [293]. Принципиальная схема установки описана на Рис. 30. Основной частью установки является автоклав 9, в который соосно вставлена измеритель‐
ная ячейка (Рис. 31), представляющая собой расширенный на концах капилляр из молибде‐
нового стекла. Внутри капилляра соосно натянута 0,1‐мм платиновая проволока, играющая роль одновременно внутреннего цилиндра, нагревателя и термометра сопротивления; её ос‐
новные размеры приведены в Табл. 14. Снаружи на капилляр намотан второй термометр со‐
противления из 0,1‐мм платиновой проволоки, использующийся для определения градиента температур. Спаи потенциометрических проводов обоих термометров находятся на одном уровне. Материал термометров сопротивления – чистая платина, характеризуемая следую‐
щими коэффициентами: α=0,003922, δ=1,5, А=3,981*10‐3 и В=5,883*10‐7. Подробное описание конструкции измерительной ячейки приведено в [294]. Исследование теплопроводности проводится в следующем порядке. Измерительную ячейку помещают строго горизонтально, после чего соединяют с системой создания давле‐
ния, состоящей из грузопоршневого манометра, разделительного сосуда и измерительной ячейки [295]. 84
Рис. 30. Экспериментальная установка: 1 – грузопоршневой манометр, 2 – разделительный сосуд, 3 – сосуд с исследуемым веществом, 4 – сосуд с азотом, 5 – насос высокого давления, 6 – вакуумный насос, 7 – термостат, 8 – термостатирующий блок, 9 – автоклав, 10 – система сбора первичной информации Ячейку заполняют рыбьим жиром с помощью шприцевого насоса 5, соблюдая опреде‐
лённую скорость подачи через трубку, припаянную к нижней части для равномерного запол‐
нения внутреннего капилляра 9, исключения образования воздушных пробок. Заполнив изме‐
рительную ячейку, рыбий жир также подают в сильфонный узел, расположенный в раздели‐
тельном сосуде 2. После достижения рабочего давления в системе насос отключают, а давле‐
ние поддерживают грузопоршневым манометром МП‐600. Автоклав термостатируют в надёжно изолированном блоке 8 ультратермостатом U‐10 7; постоянство температуры поддерживается с точностью 0,05 °C. Температуры внутренней и наружной проволок, а также количество тепла, выделяе‐
мого нагревателем на участке измерения, определяли, используя обычную потенциометри‐
ческую схему [295] и компараторы напряжения Р3003, соединённые с персональным компь‐
ютером 10. Основные электрические и геометрические параметры измерительной ячейки пред‐
ставлены в Табл. 14. 85
Расчетная формула теплопроводности по данному методу имеет вид: (37)
где Q‐ количество тепла, выделенное на участке измерения нагревателя, Вт; d1– диа‐
метр проволоки внутреннего термометра, мм; d2– внутренний диаметр капилляра, мм; l– длина участка измерения, мм; Δtж‐ перепад температуры в слое жидкости, °C. Рис. 31. Измерительная ячейка Табл. 14. Основные геометрические и электрические характеристики измерительной ячейки Отклонения измеренных значений теплопроводности для веществ, по которым име‐
ются надёжные литературные данные (вода и толуол) не превышают ±2% и находится в пре‐
делах суммарной ошибки измерений [293]. 86
3.2 Описание экспериментальной установки, предназначенной для исследования фазового равновесия Основными компонентами растительных масел являются триглицериды предельных и непредельных жирных кислот. Отдельные этапы биодизельного производства предполагают извлечение из сырья ценных компонентов путём сверхкритической экстракции и проведения реакции трансэтерификации, что обуславливает потребность в надёжных данных по фазо‐
вому равновесию масла (а также его отдельных компонентов) в средах проведения сверхкри‐
тической экстракции (CO2) и сверхкритической трансэтерификации (метанол и этанол). Для исследований фазового равновесия по описанию [247] была создана эксперимен‐
тальная установка (Рис. 32). Рис. 32. Экспериментальная установка исследования фазового равновесия. 1 – резервуар метанола / баллон CO2; 2 – дозирующий насос высокого давления; 3 – ячейка фазового равновесия с мешалкой; 4 – вакуумный насос; 5 – сепаратор‐отстойник (мерный капилляр); 6 – резервуар триолеина / этил‐ЭПК; 7 – трансформатор напряжения цепи нагрева; 8 – манометр; 9 – измеритель‐регулятор температуры; 10, 11, 12, 13 – вентили высокого давления. Цилиндрическая ячейка фазового равновесия 3 объёмом 100 мл изготовлена из нержа‐
веющей стали и смонтирована шарнирно на горизонтальной оси, проходящей через её центр масс. Перед опытом из ячейки удаляют воздух с помощью вакуумного насоса 4. В вакуумиро‐
ванную ячейку за счёт созданной разности давлений, не допуская попадания воздуха, через вентиль 11 из резервуара 6 заливают растворяемое вещество (триолеин либо этил‐ЭПК). 87
После этого из резервуара (в случае метанола) либо баллона (в случае CO2) 1 в ячейку с помощью дозирующего насоса 2 высокого давления Thar P‐50, настроенного на поддержа‐
ние заданного давления опыта, подают вещество, которое выступает в смеси растворителем. По достижении давления в ячейке несколько ниже заданного давления опыта включается ка‐
чательный механизм, благодаря которому ячейка совершает возвратно‐вращательные дви‐
жения на суммарный угол 433 K от горизонтального положения, что способствует перемеши‐
ванию компонентов смеси. Одновременно включается нагревательная цепь, состоящая из трансформатора напряжения 7, нагревательного кабеля, равномерно навитого по всей длине ячейки и измерителя‐регулятора 9 температуры ТРМ‐101, датчик которого помещён в паз с наружной стороны ячейки на середине её длины; и ячейка нагревается до температуры опыта. Для предотвращения теплопотерь и обеспечения стационарного режима измерений ячейка обмотана теплоизоляционным материалом. Экспериментатор наблюдает за работой насоса 2, и при его невключении на протяжении 30 минут закрывает вентиль 10. Через 60 ми‐
нут после этого качательный механизм выключается и ячейка помещается в вертикальное по‐
ложение вентилем 13 вверх и находится в покое на протяжении 90 минут. Затем через вентиль 13 из ячейки фазового равновесия отбирают небольшое количество верхней фазы Верхнюю фазу системы "триолеин – метанол" отбирают в шприц, затем помещают в стеклянную бюретку объёмом 5 мл, дают отстояться и измеряют объём всей отобранной пробы Vпр и объём нижней фазы (триолеина) Vн.ф. . Объёмная концентрация триолеина равна: Cоб. = Vтр./Vпр. (38)
Массовая концентрация триолеина равна: Cмас. = Cоб. * ρтр./[Cоб. * ρтр. + (1‐ Cоб.) * ρмет.], (39)
где ρтр., ρмет. – плотности триолеина и метанола соответственно. Мольная концентрация триолеина равна: Cмол. = Cмас./μтр./{(Cмас./μтр.) + [(1- Cмас.)/μмет.]}
(40)
где μтр., μмет. – молярные массы триолеина и метанола соответственно. Верхнюю фазу системы "этил‐ЭПК – CO2, отбирают в шарик, полностью помещённый под воду. Объём пробы при близком к атмосферному давлении внутри шарика Vатм. измеряют по объёму вытесненной воды. После разделения фаз внутри шарика по разности масс пустого 88
шарика до опыта и вытертого насухо шарика с этил‐ЭПК определяют массу mэЭПК растворив‐
шегося в CO2 этил‐ЭПК. Массовая концентрация CO2 в верхней фазе определяется по формуле: Cмас = Vатм * ρCO2 / (Vатм * ρCO2 + mэЭПК), (41)
где ρCO2 – плотность CO2 внутри шарика, полученная из справочника [296]. Мольная концентрация CO2 в верхней фазе определяется по формуле: Cмол. = (Cмас. / μCO2) / {[Cмас. / μCO2] + [(1‐Cмас.) / μэ‐ЭПК)]}, (42)
где μэЭПК, μCO2 – молярные массы этил‐ЭПК и CO2 соответственно. В бинарной системе "триолеин‐метанол" был использован триолеин чистотой 90% [297] производства ООО "Аспера Лтд" (Москва). Продукт коммерчески реализуется как мин‐
дальное масло и помимо триолеина содержит около 10% трилиноленина и незначительное количество витаминов и белковых веществ. Метанол чистотой 99% был поставлен ОАО "Каза‐
ньоргсинтез". В системе "этил‐ЭПК – CO2" использовали этил‐ЭПК, поставленный компанией take‐
omega3 (Эдинбург, Шотландия), чистотой 93%, также содержащий 7% примесей – в основном докозагексаеновой кислоты, а также токоферолов. Использованный углекислый газ 1 сорта, поставленный ООО "ТехГаз", соответствовал ГОСТ 8050‐85, имея чистоту 99,5%. 3.3 Описание экспериментальной установки и методики исследования коэффициента теплового расширения и теплового эффекта смешения При тепловых расчётах процессов и аппаратов для реализации сверхкритических флю‐
идных технологий необходимы надёжные данные по теплофизическим свойствам веществ в широком диапазоне изменения температур и давлений, включая околокритическую область, а также с учётом тепловых эффектов, вызванных растворением и изменением структур ве‐
ществ под действием флюидного реагента. К числу основных свойств непосредственно отно‐
сят изобарную теплоёмкость Ср, а также величину коэффициента теплового расширения, ко‐
торые позволяют установить связь термических коэффициентов с теплофизическими свой‐
ствами и получить значения всех термодинамических величин. 89
Значения упомянутых величин представляют интерес как с прикладной точки зрения, являясь основой для промышленной реализации, так и в теоретическом отношении. Распола‐
гая ими, можно выявить закономерности изменения переносных свойств, которые могут слу‐
жить основой при изучении представлений о механизме переноса тепла. И здесь особое зна‐
чение приобретают экспериментальные исследования, которые призваны накопить недоста‐
ющую информацию о свойствах многокомпонентных систем [298]. Исследование коэффициента теплового расширения и теплового эффекта смешения бинарной смеси этиловый спирт – рапсовое масло проводилось нами на базовой микрокало‐
риметрической установке (Рис. 33) [299], [300], [301]. Конструкции основных узлов [298], [299], [302] подробно описаны ниже. Рис. 33. Модернизированная экспериментальная установка: 1 – микрокалориметр; 2 – система термостатирования; 3 – система заполнения, создания и измерения давления; 4 – блок регулирования температуры и обработки первичных экспериментальных данных. Микрокалориметр (Рис. 34) состоит из медного блока (1) (D=180мм, Н=150мм), имею‐
щего два симметрично расположенных канала, где размещены микрокалориметрические элементы (2). К торцам блока прикреплены два массивных усеченных конуса (3) (D=180мм, Н=120мм), служащие для равномерного распределения боковых тепловых возмущений к ос‐
нованиям медного блока. Весь блок с конусами помещен в термостат, состоящий из термо‐
статирующей рубашки (6) (DНАР=268мм, DНУТР=248мм, Н=470мм) и двух тепловых экранов (8) с крышками (9). Пространство между медным блоком, экранами и рубашкой заполнено теплоизоляционным материалом. 90
Рис. 34. Микрокалориметр: 1 – медный блок, 2 – микрокалориметрические элементы, 3 – конус, 4 – термопара, 5 – нагреватель, 6 – термостатирующая оболочка, 7 – крышка, 8 – экраны, 9 – крышки экранные Микрокалориметр имеет два микрокалориметрических элемента, каждый из которых состоит из цилиндрической ячейки и неподвижного патрона с дифференциальной термоэлек‐
трической батареей. Один из микрокалориметрических элементов является измерительным, его ячейка за‐
полняется исследуемой жидкостью, другой, сравнительный, содержит эталонное вещество с известной массой и теплоемкостью. Оба элемента смонтированы в дифференциальную схему. Особое внимание уделяется изготовлению, сборке и соединению термоэлектрических батарей для обеспечения с максимальной чувствительностью совершенной адекватности при работе обоих микрокалориметрических элементов. Последнее в большей степени зависит от тщательности термостатирования, от обеспечения и поддержания одинакового температур‐
ного состояния элементов в процессе проведения эксперимента. В этих условиях микрокало‐
риметр может работать по нулевому методу с применением эффекта Пельтье, а термоэлек‐
трическая батарея будет суммировать тепловой поток, исходящий от ячейки. В качестве датчика теплового потока была применена многоспайная хромель‐копеле‐
вая дифференциальная термопара с горизонтальным способом монтажа [303]. По методике 91
[303], [304] были определены сечения термопар и их общее сопротивление. Основные харак‐
теристики дифференциальной термопары приведены в Табл. 15. Табл. 15. Характеристики дифференциальных термопар. Проводники Хромель Константан Сечение провод‐
ников S106 , м2 2,08 1,43 Длина ℓ103 , м
Количество 20
20
144
144
Конструктивно микрокалориметрический элемент (Рис. 35) представляет собой конический медный стакан 1, где коаксиально расположена гильза 2 внутренним диаметром 19,2 мм. Верхняя часть гильзы 2 закреплена в кольце 3 и вставлена во втулку 4 . Во втулку 4 ввинчены две шпильки 5 длиной 80 мм. Наружная поверхность гильзы 2 изолирована слюдой 6 толщи‐
ной 0,02 мм. На шпильки надето медное кольцо 7 высотой 5 мм, изолированное с двух сто‐
рон тонким слоем слюды 8. На кольцо 7 уложена 12 спайная дифференциальная термопара, изготовленная из хромелевой и константановой проволоки диаметром 0,5 и 0,35 мм (Табл. 15). Внутренние спаи термопар приклеены к боковой поверхности медного кольца. В этой последовательности вокруг гильзы равномерно расположены и остальные одиннадцать звездообразных слоев дифференциальных термопар, охватывающие всю ее боковую по‐
верхность. Рис. 35. Микрокалориметрический элемент. Для обеспечения жесткости термоэлектрической батареи между кольцами были уста‐
новлены текстолитовые пластинки. После окончания сборки батарея по плотной посадке 92
вставляется в медный конус 1. Концы термопар каждого из слоев сваривались электрически под слоем флюса. Конструкция применённого в описанной ячейке микровентиля позволяет проводить серию экспериментов без замены уплотнителей. Сосуд изготовлен из сплава ВТ‐6 и рассчитан на давление до 250 МПа. Измерительную ячейку тщательно промывают, взвешивают на аналитических весах ВЛТЭ‐150 (класс точности II) и заливают в нее исследуемое вещество (масло), затем повторно взвешивают, помещают в микрокалориметр и подсоединяют к системе создания давления. Далее происходит заполнение коммуникаций под вакуумом другой жидкостью (спиртом). Измерения проводятся после достижения стационарного режима. Время выхода на стационарный режим зависит от температуры эксперимента и колеблется от 2,5 до 6 часов. Перед измерением задаются установочные параметры эксперимента для управляющей про‐
граммы. Перед началом измерения производится контроль экспериментального нуля. Если дрейф нуля не превышает 10‐20 мкВ в течение 40 минут, запускается программа. Затем в ячейку с исследуемым веществом через вентиль высокого давления подается под рабочим давлением жидкость (спирт). Процесс нагнетания давления протекает при постоянном давлении и сопровождается изменением температуры, которое регистрируется дифференциальной термобатарей в со‐
ставе измерительной схемы. Усиленный сигнал рассогласования дифференциальных термопар, поступающий с мо‐
стовой схемы посредством циклического опроса АЦП следящего типа, преобразуется и пере‐
дается на компьютер. Каждое значение является средним из 10 снимаемых величин в данный момент времени. В ходе опыта происходит накопление массива экспериментальных точек, которые записываются в файл данных. Процесс выравнивания температуры жидкости в ячейке контролируется показаниями термобатарей. После выполнения измерения программа переходит к обработке результатов – вычис‐
лению площади термограммы, соответствующей тепловому потоку от ячейки. В процессе из‐
мерения и обработки информация отображается на экране монитора в доступной форме. Да‐
лее по завершению измерения производится сброс давления и регистрация протекающих тепловых процессов, с последующим расчетом этих величин. 93
Выводы по 3 главе 1. Наличие теплофизических свойств для систем, участвующих в исследуемом про‐
цессе, является условием, необходимым для существования возможности последующего мо‐
делирования процесса, масштабирования установок и проектирования промышленного обо‐
рудования. 2. В качестве теплофизических свойств как предмета настоящего исследования вы‐
браны теплопроводность целевой компоненты, определяющей рентабельность сырьевой со‐
ставляющей (омега‐3 в микроводоросли) и характеристики фазового равновесия в системе, фигурирующей в СК‐СО2‐экстракционном извлечении и в рамках реакции трансэтерифика‐
ции. 3. Для исследования вышеотмеченных характеристик выбраны соответственно, ме‐
тоды нагретой нити. 4. Приведены описание экспериментальных установок, методики проведения измере‐
ний, результаты пробных измерений и погрешности результатов измерений. 94
4 глава. Экспериментальные установки и методики подготовки сырья, реакционной смеси и осуществления реакции в СКФ‐условиях 4.1 СК‐CO2‐экстракционное извлечение липидов из микроводоросли В работе [305] нами было проведено экстрагирование микроводоросли в СК‐CO2 и ана‐
лиз экстрактов. Сушка (атмосферная и вакуумная) проводилась в установке, описанной в [306] на протяжении 14‐16 ч., что позволяло уменьшить влажность с 68,63% до 3,88%. Затем пла‐
стины высушенной микроводоросли измельчались до размера 0,5‐1 мм и загружались в экс‐
тракционную ячейку в составе экспериментальной установки (Рис. 36). Рис. 36. Схема экспериментальной установки: 1 – баллон CO2; 2, 8, 10 – вентили; 3 – фильтр‐осушитель; 4 – охладитель; 5 – термостат; 6 – насос CO2; 7 – насос растворителя; 9 – экстракционная ячейка; 11 – ёмкость для отбора проб; 12 – ёмкость с растворителем. Объём загрузки 6 г., или примерно 2/3 объёма ячейки. Для предотвращения уноса ис‐
пользовалась сетка с размером ячейки 25 мкм. Экстракция проводилась при температуре 313 K, давлении 35 МПа. В качестве сорастворителя процесса экстракции использовали этанол (2‐
4,3% мас. от расхода CO2). Длительность процесса экстракции составляла 9 часов. Масса экс‐
трактов составила 0,14‐0,62 г. Нами было проведено масс‐спектрометрическое исследование образцов экстракта микроводоросли, полученных сверхкритической CO2‐экстракцией [176]. Исследование прово‐
дилось на хроматомасс‐спектрометре DFS в следующих условиях: 95
1. Температура инжектора хроматографа 280°С; 2. Программирование температуры термостата хроматографа: начальная Т=120°С (вы‐
держка 1мин) , скорость нагрева 6°C/мин, конечная Т=553 K (выдержка 60 мин.); 3. Газ‐носитель гелий; 4. Скорость потока 1 мл/мин, деление потока 1:10; 5. Использовалась капиллярная колонка с привитой неполярной фазой типа DB‐5,30 м/0,25мм/0,25мк; 6. Масс‐спектры электронной ионизации регистрировались в диапазоне масс 100‐1000 а.е.м. Настройка масс‐спектрометра осуществлялась при помощи ПО «AUTOTUNE», входящем в пакет ПО масс‐спектрометра. Идентификация компонентов проводилась на основе специализированной библио‐
теки масс‐спектров «NIST‐05». 4.2 Эмульгирование реакционной смеси и методика исследования её свойств Использованный в данной работе метод подготовки смеси реагентов процесса трансэтерификации был описан производителем ультразвукового оборудования компанией Hielscher (Германия) [189]. Авторы считают, что использование ультразвукового эмульгирова‐
ния при каталитическом варианте трансэтерификации позволит достичь конверсии более 99% и сократить время пребывания среды в реакторе периодического действия с 1…4 часов до 30 секунд. При этом процесс разделения фракций продуктов реакции сокращается до 60 минут (с 5…10 часов). Обычно ультразвуковая обработка производится при повышенном (1…3 бар) давлении, регулируемом питающим насосом и обратным клапаном. При непрерывном процессе подогретые реагенты непрерывно смешиваются с помо‐
щью насоса и, проходя через проточную ячейку, подвергаются ультразвуковой кавитации в течение 5…30 сек. После этого реакционная смесь через клапан обратного давления попадает в реакционную колонну, где на протяжении часа протекает завершающая фаза процесса трансэтерификации. Продукты реакции разделяются на центрифуге, промываются и осуша‐
ются (эти процессы также могут проводиться непрерывно). 96
В данной работе эмульсию исходных компонентов биодизельного топлива получали на ультразвуковом эмульгаторе Hielscher Ultrasonic UIP200 hd частотой ультразвука 24 кГц, максимальной мощностью до 0,2 кВт (Рис. 37) [307]. Рис. 37. Ультразвуковой эмульгатор Hielscher Ultrasonic UIP200 hd В данной работе устойчивость эмульсий, полученных при атмосферном давлении и комнатной температуре исследовали визуально. Компоненты смеси помещали в заданном соотношении в мерную ёмкость, затем погружали в неё волновод и проводили эмульгирова‐
ние. Диаметр погружаемого в смесь волновода 7 мм. Использовалась мерная пробирка П‐2‐
10‐14/23 ГОСТ 1770‐74 (цена деления 0,2 мл). Исследовали зависимость устойчивости эмульсии от таких параметров, как мощность и время ультразвуковой обработки, соотношение компонентов в смеси. Устойчивость эмульсии оценивали визуально, по количеству выделенного компонента (масла) из эмульсии по мерной шкале. Доля масла, выделившегося из эмульсии в общем объ‐
ёме смеси, была названа коэффициентом расслоения. Размер зерна эмульсии анализировали микроскопическим методом на оптическом микроскопе МИНИМЕД‐501. Изображение через объектив микроскопа фиксировали на фото‐
камеру и обрабатывали на компьютере с помощью программы AxioVision Rel 4.8. 97
4.3 Трансэтерификация в СКФ‐условиях В рамках данной работы была создана экспериментальная установка (Рис. 38) перио‐
дического действия, позволяющая проводить некаталитическую трансэтерификацию тригли‐
церидов жирных кислот в спиртах, в частности, в метаноле, при СКФ‐условиях смеси при дав‐
лении до 60 МПа и температурах до 800 K [308]. Для метанола критические параметры следу‐
ющие: Ткр = 512.65 K; Ркр = 8.103 МПа [296]. Критические параметры этанола: Ткр = 514,71 K; Ркр = 6,268 МПа [309]. Рис. 38. Схема экспериментальной установки. В состав экспериментальной установки входят система создания давления и система регулирования и измерения температуры автоклава. Система создания давления состоит из реакционного автоклава 1 и 1,6‐кВт муфельной печи 2 марки Т‐40/600. Муфельная печь предварительно нагревается до температуры на 50…100 градусов выше температуры проведения опыта. Ячейка полностью заполняется сме‐
сью масла и спирта для исключения присутствия воздуха в смеси. Заправленная ячейка поме‐
щается в муфельную печь. За счет изохорного нагревания смеси веществ создается давление в автоклаве. 98
Система измерения температуры включает в себя датчик – хромель‐алюмелевую тер‐
мопару и универсальный измерительный (показывающий) прибор ОВЕН ТРМ‐101. Регулиро‐
вание температуры процесса обеспечивается термостатом муфельной печи. Точность поддер‐
жания температуры процесса в стационарном режиме находится в пределах 1 K. Температура измеряется хромель‐алюмелевой термопарой, предварительно откалиброванной по образ‐
цовому платиновому термометру сопротивления марки ПТС‐10. Температура измеряется с точностью 0,5 K. Горячий спай абсолютной термопары проведён вовнутрь реакционной ячейки до середины её длины. Показания абсолютной термопары преобразуются измери‐
тельным прибором 6 модели ТРМ‐101 в единицы температуры и выводятся на цифровой дис‐
плей. Система измерения давления включает в себя датчик давления 3 модели СТЭНЛИ КО‐
РУНД ДИ‐001‐123 и измерительный прибор 6. Датчик давления питается от источника пита‐
ния 5 постоянного тока Б5‐50 при напряжении 34 В, силе тока 291 мА, в цепь датчика подклю‐
чен резистор на 100 Ом. Показания избыточного давления преобразуются измерительным прибором 6 в единицы давления и выводятся на цифровой дисплей. Для регулирования дав‐
ления процесса трансэтерификации используется игольчатый вентиль высокого давления 4 марки ВК‐97. Для реализации процесса была изготовлена реакционная ячейка (автоклав) объемом 32 мл (Рис. 39, Рис. 40). Корпус ячейки 4 представляет собой заглушенный с одного конца цилиндр высокого давления. Открытый конец цилиндра закрывается уплотнительной линзой 3 по системе «шар‐
конус». Крышка с уплотнительной линзой прижимается к корпусу плавающим фланцем 6 по‐
средством шести шпилечных соединений 7. Фланец корпуса ячейки 5 соединён с корпусом 4 резьбой, что позволяет регулировать расстояние между фланцами. Термопара 1 и соедини‐
тельная трубка датчика давления 2 проложены через центр уплотнительной линзы 3 вовнутрь ячейки. Корпус, крышка, фланцы и уплотнительная линза изготовлены из нержавеющей стали 12Х18Н10Т, а шпильки и гайки – из стали 45.
99
Рис. 39. Реакционный автоклав для сверхкритической трансэтерификации: 1 – термопара; 2 – к датчику давления; 3 – уплотнительная линза; 4 – корпус; 5, 6 – фланцы; 7 – болтовое соединение. Размеры ячейки: ‐ наружный диаметр ‐ внутренний диаметр ‐ длина 26 мм
12 мм 500 мм
Рис. 40. Общий вид реакционной ячейки. Процесс трансэтерификации во много повторяет тот, что был описан Kusdiana и Saka [58], [44]. Корпус реакционной ячейки 4 закрепляется вертикально открытым концом вверх; 100
затем производится загрузка растительного масла и спирта. Вещества загружаются до полного заполнения объема ячейки, для исключения присутствия воздуха в смеси. Процесс алкоголиза требует быстрого доведения параметров спирта до сверхкритических, для чего герметично закрытый автоклав помещали в предварительно нагретую муфельную печь и держали при температуре опыта (по датчику внутри автоклава) на протяжение времени опыта. Во время реакции реагенты перемешивались путём неоднократного переворачивания печи вокруг горизонтальной оси, что позволило упростить конструкцию ячейки, не включая в неё мешалку. Помимо прочего, это позволило минимизировать температурный градиент ре‐
акционной смеси по высоте печи. Для прерывания реакции ячейку вынимали из печи и помещали в воду комнатной тем‐
пературы. После охлаждения ячейки продукты реакции сливали в мерную стеклянную про‐
бирку давали отстояться в течение 10…60 минут. 4.4 Разделение продуктов реакции Результатом некаталитической реакции трансэтерификации, проводимой при избытке спирта (при допущении о полной конверсии) является смесь сложных эфиров жирных кислот, глицерина и не участвовавшего в реакции спирта. Для использования полученных продуктов необходимо произвести их разделение. В смеси продуктов реакции глицерин‐сырец гравитационно отделяется как более плот‐
ная фракция после продолжительного (несколько часов) отстаивания либо центрифугирова‐
ния. Избыточный метанол, присутствующий в смеси продуктов реакции, играет роль раство‐
рителя и может замедлить процесс разделения на срок до 20 часов, однако его предваритель‐
ное удаление нежелательно ввиду необходимости исключить возможность обратной реак‐
ции. В традиционном каталитическом процессе получения БДТ дальнейшее разделение обычно происходит при промывке [278], при которой удаляются продукты омыления и остатки катализатора. После первичного разделения метиловые эфиры (полученные в ще‐
лочно‐каталитическом процессе) подвергают нейтрализации кислотой, что минимизирует возможность образования эмульсии воды с биодизельным топливом. Далее в количестве 5,5% от количества метиловых эфиров добавляется вода, смесь взбалтывается и осаждение глицерина продолжается. При необходимости процесс повторяется до полной отмывки. 101
Вместе со спиртом вода удаляет из сырого биодизеля продукты омыления, соли, а также свободный глицерин. По окончании отмывки остатки воды и спирта удаляются из био‐
дизельного топлива выпариванием или простым вакуумированием. В полученной сепарацией глицериновой фазе глицерина всего около 50%, остальное приходится на избыточный метанол, продукты омыления и катализатор. Для возможности коммерческой реализации глицерина требуется его дополнительная очистка, состоящая из трёх этапов: 1. Добавление кислоты для расщепления продуктов омыления на свободные жирные кислоты и соль. 2. Удаление свободных жирных кислот и осаждённых солей. 3. Удаление метанола выпариванием или вакуумированием. 4. Дополнительная очистка (ионный обмен или вакуумная дистилляция), выдающая глицерин чистотой 99,5…99,7%. Метанол, удаленный из метиловых эфиров и глицерин хорошо растворяются в воде, поэтому перед возвращением метанола в процесс воду необходимо удалить. Эта стадия не‐
проста, и в случае этанола или изопропанола приходится использовать их азеотропные смеси с водой [278]. Опишем разделение продуктов реакции на примере реально существующей промыш‐
ленной установки. Оборудование EXON, установленное в компании Биодизель‐Крым [186] ре‐
ализует традиционный каталитический способ получения биодизеля. Полученная в реакторе смесь эфиров и глицерина разделяется гравитационном сепараторе в длинной горизонталь‐
ной цилиндрической ёмкости через распределитель/успокоитель потока. Ёмкость проточного сепаратора рассчитана на нахождение смеси в течение 12 часов. На выходном торце преду‐
смотрены поплавковые регуляторы уровня, через которые продукты разделения покидают сепаратор. Гравитационный сепаратор проще и надёжнее центробежного, не имеет движу‐
щихся частей. Проточный режим работы обеспечивает более предсказуемое разделение по сравнению с вертикальными отстойниками. После сепаратора эфирная и глицериновая фазы попадают в рекуперативные выпар‐
ные аппараты для удаления избыточного спирта. В них плёнка раствора стекает по обогрева‐
емой поверхности сверху вниз, в конце движения достигая максимальной температуры, при этом происходит выпаривание спирта. После выпаривания глицерин и эфир проходят через 102
выпарной аппарат по другим трубкам в обратном направлении, отдавая своё тепло выпари‐
ваемому раствору, имея на выходе практически ту же температуру, что у исходного раствора. Таким образом вся энергия затрачивается практически только на испарение метанола. Выпарной аппарат предназначен для работы в непрерывном режиме и позволяет обес‐
печить высокую степень удаления метанола из продуктов реакции. Его применение даёт про‐
ектировщикам большую свободу в выборе соотношения спирта к маслу, поскольку избыток спирта из продуктов будет удалён в любом случае. Избыточное тепло продуктов реакции через пластинчатый противоточный теплооб‐
менник передаётся потоку масла, подаваемого на реакцию. Теплота паров метанола также частично используется для подогрева масла посредством теплообменника‐конденсатора, при этом полная конденсация происходит в водяном конденсаторе. Перед отправкой на склад биодизельное топливо проходит через блок фильтров‐сор‐
беров, где задерживаются механические загрязнения, остатки катализатора и прочие при‐
меси [186]. По сравнению с традиционным каталитическим методом, в сверхкритическом методе получения биодизеля (метиловых эфиров жирных кислот) разделение продуктов реакции значительно проще благодаря отсутствия продуктов омыления и остатков катализатора. При разделении без использования воды (одностадийный метод) в первую очередь необходимо удалить метанол, поскольку при его избытке часть глицерина может раство‐
ряться в фазе метиловых эфиров. В созданной сотрудниками кафедры экспериментальной установке смесь продуктов реакции охлаждается в рекуперативном теплообменнике, отдавая тепло подаваемому на реакцию растительному маслу и конденсируется. После регулятора давления продукт под атмосферным давлением попадает в задерживающий сосуд. Оттуда при температуре 343 K метанол испаряется и с помощью вакуумного насоса через холодиль‐
ник‐радиатор повторно попадает начало реакционного цикла. Остающаяся после выпарива‐
ния смесь глицерина и МЭЖК проходит через гравитационно‐динамический сепаратор, без дополнительных затрат разделяясь на фракции [46]. В данной работе, как правило, продукты реакции представляли собой две фазы: более светлую верхнюю фазу (преимущественно состоящую из метанола с растворёнными глицери‐
103
ном и МЭЖК) и темную нижнюю фазу (преимущественно, непрореагировавшее масло). Ниж‐
нюю фазу (непрореагировавшее масло) отделяли в мерный капилляр и оценивали её количе‐
ство. Верхнюю фазу помещали в другой мерный капилляр и добавляли воду, в результате чего образовывалось две фазы – нижняя (полупрозрачная белая или желтоватая, преимуще‐
ственно состоящая из воды, глицерина и метанола) и верхняя (полупрозрачная тёмно‐жёлтая или коричневая, представляющая собой "сырое" биодизельное топливо – преимущественно МЭЖК, а также небольшое количество метанола и воды). Свободный глицерин отделялся от МЭЖК гравитационным осаждением. По верхней фазе оценивали количество "сырого" био‐
дизельного топлива. Конверсию определяли по формуле: K = Vсмэ / Vм,
(43)
где Vсмэ – объём "сырых" метиловых эфиров; Vм – объём масла, участвовавшего в реакции. Методика установления состава продукта реакции Анализ состава пальмового масла проводился по методике [310] согласно ГОСТ 30418‐
96 на газожидкостном хроматографе «Кристалл (2005)», колонка CP‐Sil 8 CB 50 м * 0,53 мм, 1 мкл Varian. Вначале проводилось метилирование пробы масла, которую предварительно хорошо перемешивают. В стеклянную пробирку берут пипеткой 2‐3 капли масла, растворяют их в 1,9 см3 гексана. В раствор вводят 0,1 см3 раствора метилата натрия в метаноле концентрации 2 моль/дм3. После интенсивного перемешивания в течение 2 минут реакционную смесь отста‐
ивают 5 минут и фильтруют через бумажный фильтр, после чего раствор готов для анализа. Подготовка хроматографа к измерению устанавливает следующие условия анализа масел, не содержащих низкомолекулярных кислот: o
температура термостата колонок – 180 – 190 С; o
температура испарителя – 250 С; o
температура печи детекторов – 200 С; o
скорость потока газа‐носителя (азот, аргон, гелий, водород) – 30‐40 см3/мин; o
объем пробы – около 1 мм3 раствора метиловых эфиров кислот в гексане. 104
Относительные объемы удерживания метиловых эфиров жирных кислот (Vотн), опре‐
деляющие порядок выхода их из хроматографической колонки, а также обозначения жирных кислот, входящих в состав образующихся метиловых эфиров жирных кислот проанализиро‐
ванного пальмового масла, приведены в Табл. 16: Табл. 16. Объёмы удерживания метиловых эфиров жирных кислот, определяющие порядок их выхода из хроматографической колонки Метиловые эфиры кислот Vотн С 14:0 Тетрадекановая (миристиновая) 0,3 С 15:0 Пентадекановая 0,4 С 16:0 Гексадекановая (пальмитиновая)
0,5 С 16:1 Гексадеценовая (пальмитинолеиновая) 0,6 С 17:0 Гептадекановая (маргариновая) 0,7 С 17:1 Гептадеценовая (маргаринолеиновая) 0,8 С 18:0 Октадекановая (стеариновая) 1,0 С 18:1 Октадеценовая (олеиновая) 1,1 С 18:2 октадекадиеновая (линолевая)
1,3 – 1,4
С 18:3 октадекатриеновая (линоленовая) 1,7 – 1,8 С 20:0 Эйкозановая (арахиновая) 1,9 С 20:1 Эйкозеновая (гондоиновая) 2,1 С 20:2 Эйкозадиеновая 2,5 – 2,6 С 22:0 Докозановая (бегеновая) 3,6 С 22:1 Докозеновая (эруковая) 3,9 С 22:2 Докозадиеновая 4,8 С 24:0 Тетракозановая (лигноцериновая) 7,2 С 24:1 Тетракозеновая (нервоновая) 7,7 Расчет состава метиловых (этиловых) эфиров жирных кислот масла проводят методом внутренней нормализации. Площадь пика компонента, мм2, вычисляют по формуле Si = hi ai,
(44)
где hi – высота пика, мм; ai – ширина, измеренная на половине высоты, мм. Сумму пло‐
щадей всех пиков на хроматограмме (Рис. 41) ∑Si принимают за 100 %. Массовую долю мети‐
лового эфира каждой кислоты масла Xi вычисляют по формуле 105
Xi = Si*100 / ΣSi, (45)
где Si – площадь пика метилового (этилового) эфира; ∑Si – сумма площадей всех пиков на хроматограмме, мм2. Рис. 41. Хроматограмма образца пальмового масла. 106
Хроматографическому анализу также были подвергнуты продукты трансэтерификации рапсового масла. Относительные объемы удерживания метиловых эфиров жирных кислот (Vотн), определяющие порядок выхода их из хроматографической колонки, а также обозначе‐
ния жирных кислот, входящих в состав образующихся метиловых эфиров жирных кислот рас‐
тительных масел приведены в Табл. 17. Табл. 17. Анализ продуктов трансэтерификации рапсового масла Образец Компонент Внутр. стандарт Каприновая Лауриновая 9‐гексадеценовая Пальмитиновая Олеиновая Линолевая Линоленовая Арахиновая Гондоиновая Эйкозадиеновая Бегеновая Эруковая Сумма эфиров Коэфф. перерасчета (∑Si / ∑S)∙100 % Навеска, г Конечный объем, мл tср, оС Pср, атм τ, сек Vмасла : Vметанола № 1 713605,5 23,1 412,6
9,8
44,4
4,6 494,6 0,0370 2,3 0,01875 1 280 400 190
1:2
№ 2 № 3 Площади пиков 714889,8 760927,5 22,3 45,0 1,9 12,4 31,8 205,5
618,3 19,1 2,5
27,0 6,9
15,0 4,8
26,1
69,1 253,4 854,2 0,0201 0,0605 1,3 3,8 0,0176 0,01855 1 1 285 400 235
1:2
№ 4 710479,0 1,7 29,5 582,7
3,9
14,0
47,6
8,5 687,9 0,0507 3,2 0,0191 1 291 175 240
1:2
312 380 245
1:2
где Si – площадь пика метилового (этилового) эфира; ∑Si – сумма площадей всех пиков на хроматограмме, мм2. Образец Компонент Внутр, стандарт Додекановая Тетрадекановая Пентадекановая 9‐Гексадеценовая Эйкозеновая масло рапсо‐
вое
№ 5 522004 1,177 7,828 2,837 48,012 164,784 526458 2,098 7,17 37,008 № 6 № 7 Площади пиков
524715 526079 0,55 2,026 1,264 7,741 5,666 40,534 № 8 № 9 533031 1,088 3,28 15,573 527329 19,084 Докозановая Декановая Гексадекановая Октадеценовая Октадекановая Эйкозановая Докозеновая Тетракозановая Тетракозеновая Сумма эфиров Коэфф. пересчета (∑Si / ∑S)∙100 % Масса, г Конечный объем, мл tср, оС Pср, атм τ, сек Vмасла : Vметанола 46,148
0,791
486,389
10117.3
251,419
68,325
46,477 17.192 18,352 11277,1 1,5185 100,0 0,0313 2,2 107
7,001
9,991 1,4
0,915
6,967 22,648
134,878 18,651 162,778 59,379 107,701
1868,32 349,752 1885,28 863,469 849,465
39,992
2.314
54,722 11,877 37,108
15,907
1,907
22,092 5,986 13.925
12,182 1,495 4,037 2115,3 381,0 2208,4 960,7 1049,9 0,1918 0,0337 0,1971 0,0844 0,0775 12,6 2,2 13,0 5,6 5,1 0,02095 0,02155 0,0213 0,02135 0,0257 1 1 1 1 1 341 279 342 374 372 232
479
402
310 343
615
625
620
275 281
1:2
1:2
1:2
1:2 1:2
4.5 Решение проблем теплообмена и исключение термического разложения исходных компонентов и продукта реакции Высокая температура проведения реакции трансэтерификации увеличивает конвер‐
сию, однако, помимо повышенного энергопотребления, несёт другой недостаток – термиче‐
ское разложение реагентов и продуктов реакции. На примере ненасыщенных жирных кислот его описал ряд авторов. В работе [281] установлено уменьшение МЭЖК в продуктах реакции при температурах выше 375°С. В работе [58] Kusdiana и Saka наблюдали термическое разложение рапсового масла при температуре выше 400°С. По данным W. Nik et al. [274] при температуре около 552 K в атмосфере азота разлага‐
ется менее 1% (м.) пальмового масла, а максимальная доля разложившегося вещества прихо‐
дится на 654 K. Sawangkeaw [311] обнаружил температурный градиент между жидкостью и стенкой 250‐мл реактора. Уменьшить термическое разложение удалось за счёт постепенного нагрева реакционной смеси до 613 K [282]. Реакционная смесь была нагрета в реакторе постепенно до 613 K и получено содержание МЭЖК от 77% (при 583 K однородном нагреве) до 96% (при постепенном нагреве от 373 K до 593 K). Некоторые исследователи показали, что термическое разложение ненасыщенных жир‐
ных кислот значительно уменьшает содержание МЭЖК в продукте реакции, но при этом лишь 108
незначительно повышает точку помутнения [59] и вязкость [312] получаемого топлива. К при‐
меру, метиловые эфиры льняного и рапсового масла разложились в количестве 50% и 20% (м.) соответственно, а температура помутнения увеличилась всего на 1‐2 градуса. При 623 K и 43 МПа термическому разложению с образованием более высокомолекулярных соединений и газообразных продуктов [59] и цис‐транс изомеризации подверглась значительная часть ме‐
тиллинолеата и метиллинолената, тогда как при 543 K, 17 МПа в незначительном количестве изомеризовался лишь метиллиноленат, и это не сопровождалось уменьшением конверсии. Авторы [59] делают вывод о предпочтительности проведения трансэтерификации триглице‐
ридов при температуре не выше 543‐573 K. В работе [313] обнаружили, что в результате термического разложения метиловые эфиры жирных кислот превращаются преимущественно в метиловые эфиры с длиной цепи C8‐C14 и алканы, а глицерин – в спирты, эфиры и диглицеридные изомеры. Большая часть продуктов разложения растворима в целевом продукте – МЭЖК и может быть компонентом топлива, в частности, улучшая его вязкость. По словам авторов, итоговом продукте, содержа‐
ние глицерина и его соединений не превышало лимитов, установленных европейским стан‐
дартом EN4214. Однако из этого не следует, что полученное таким образом топливо пригодно для бытового применения – испытание по стандарту ASTM его топливных свойств не прово‐
дилось. В [313] также обнаружили, что продукты разложения отсутствуют при времени нахож‐
дения при сверхкритических флюидных условиях менее 8 минут. Из этого следует, что для точности измерения времени реакции в периодическом реакторе скорости нагрева и охла‐
ждения реактора должны быть максимальными. В процессе, описанном Saka и Kusdiana [281] скорость нагрева составляет 30 K/с, а охлаждения – 100 K/с, при этом в качестве теплоносителя при нагреве использовалось раскалённое олово, а при охлаждении – вода. 4.6 Схема и описание лабораторной проточной установки для получения биодизельного топлива Трансэтерификация триглицеридов жирных кислот с прикладной точки зрения пред‐
ставляет больший интерес в непрерывном режиме. Это позволяет масштабировать производ‐
ство и упростить общую схему процесса, а также реализовать схемы энергосбережения путём рекуперации тепла продуктов реакции. 109
Непрерывный процесс трансэтерификации в среде сверхкритических спиртов был реа‐
лизован нами на установке лабораторного масштаба (Рис. 42, Рис. 43). 7
5
17
16
11
2
4
10
12
1
15
3
9
13
6
14
8
глицерин
биодизель
Рис. 42. Схема лабораторной установки, позволяющей реализовывать непрерывный процесс получения биодизельного топлива: 1 – резервуар для спирта; 2 – реактор непрерывного типа; 3 – резервуар для сырья (масла); 4 – накопитель; 5 – холодильник; 6 – гравитационно‐динамический сепаратор; 7 – вакуумный насос; 8 – двухсекционный насос высокого давления; 9 – статический смеситель; 10, 11 – регулятор давления; 12 – теплообменник; 13, 14, 15, 16, 17 – вентили После открытия вентилей 13 и 17 включается двухсекционный насос высокого давле‐
ния 8, который перекачивает спирт через реактор при давлении р = 4‐8 МПа. Одновременно подается напряжение на нагревательный кабель реактора для доведения спирта до рабочей температуры Т = 513 – 703 K, после чего вентили 14, 16 открываются, а 17 закрывается. Из резервуара 3 в насос подаётся масло. Давление в системе на уровне р = 12‐16 МПа поддержи‐
вается регуляторами давления 10, 11. В качестве двухсекционного насоса высокого давления используется топливный насос автомобиля «КАМАЗ» с некоторыми конструктивными изме‐
нениями. Образующийся продукт реакции трансэтерификации поступает из реактора в нако‐
питель. Вакуумирование ёмкости накопителя позволяет удалить значительную долю избыточ‐
ного спирта, направляемого в парообразном состоянии в конденсатор и далее в резервуар хранения и повторного использования. После итогового заполнения накопителя на 2/3 объ‐
ема открывается вентиль 15 и осуществляется подача продукта реакции в гравитационно‐ди‐
намический сепаратор для его разделения на глицерин и биодизель. 110
Рис. 43. Лабораторная установка непрерывного действия для получения биодизельного топлива Выводы по 4 главе 1. Описаны оборудование и процессы сушки одного из видов микроводоросли и СК‐
CO2‐экстракционного извлечения из неё липидных компонентов. Качественный анализ со‐
става образцов экстракта микроводоросли проведен с использованием хромато‐массспектро‐
метра DFS с последующей идентификацией компонентов на основе специализированной биб‐
лиотеки масс‐спектров NIST‐05. 2. Создана экспериментальная установка периодического действия, позволяющая про‐
водить некаталитическую трансэтерификацию триглицеридов в спиртах. В установке давле‐
ние создаётся изохорным нагревом реакционного автоклава в муфельной печи, монтаж кото‐
рой на шарнире позволил упростить конструкцию автоклава – исключить мешалку. 3. Описана методика приготовления эмульсии спирта и масла на ультразвуковом маг‐
нитострикционном эмульгаторе Hielscher Ultrasonic UIP200 hd. Устойчивость образцов эмуль‐
сии во времени оценивалась визуально, для чего было введено понятие коэффициента рас‐
слоения, представляющего собой долю масла, выделившегося из эмульсии. 4. Приведён обзор работ, посвящённых термическому разложению реагентов и про‐
дуктов реакции трансэтерификации. Разложения можно избежать, проводя нагрев посте‐
пенно, либо не превышая температуры системы 573 K, либо времени реакции 8 мин. Отме‐
чено, что продукты термического разложения могут являться компонентом БДТ. 111
5. Разделение продуктов реакции, представляющих собой две фазы, проводилось сле‐
дующим образом. Нижнюю фазу (непрореагировавшее масло) отделяли в мерный капилляр и оценивали её количество. Верхнюю фазу (метанол, глицерин, МЭЖК) помещали в другой мерный капилляр и добавляли воду, в результате чего образовывалось две фазы – нижняя (преимущественно вода, глицерин и метанол) и верхняя (преимущественно МЭЖК, неболь‐
шое количество метанола и воды). Свободный глицерин отделялся от МЭЖК гравитационным осаждением. По верхней фазе оценивали количество "сырого" биодизельного топлива. 6. На газожидкостном хроматографе "Кристалл (2005)" по методике согласно ГОСТ 30418‐96 были проведены анализы состава пальмового масла и продуктов трансэтерифика‐
ции рапсового масла. Установлены основные жирные кислоты, входящие в состав пальмового масла и образцов продукта метанолиза рапсового масла. 7. На установке лабораторного масштаба реализован непрерывный процесс трансэте‐
рификации в среде сверхкритических спиртов. 112
5 глава. Равновесные и переносные свойства термодинамических систем, участвующих в процессе получения биодизельного топлива Физико‐химические свойства веществ, участвующих в исследованных термодинамиче‐
ских системах, представлены в Табл. 18 Табл. 18. Физико‐химические свойства веществ, участвующих в исследованных термодинамических системах Компонент Этанол Метанол CO2 Триолеин Ткр, K Ткип, K Тпл, K М, г/моль Ркр, МПа 46,1 [296] 8,103 [296] 512,65 [296] 351,45 [296] 158,65 [296] 32,0 [296] 6,268 [309] 514,71 [309] 337,86 [296] 175,15 [296] 44,01 [296] 7,382 [296] 304,19 [296] 194,65 [315] 216,55 [296] 510,15 при 269,15 [319] 885,5 [317] 0,47 [318] 1640 [318] 1,8 МПа [319]
ω 0,635 [314]
0,572 [314]
0,228 [316]
1,6862 [49]
Молярная масса (г/моль) равна 932 для рапсового масла, 853,2 для пальмового масла, 302,451 [320] для эйкозапентаеновой кислоты, 328.488 для докозагексаеновой кислоты [321], 330,504 для этил‐эйкозапентаеноата (этил‐ЭПК) [322]. Данные же по Ркр, Ткр, Ткип, Тпл и ω для них найдены не были. 5.1 Результаты экспериментального исследования теплопроводности смеси этил‐ЭПК и этил‐ДГК при различных параметрах состояния Для определения оптимальных параметров процесса экстракции ценных омега‐3 жир‐
ных кислот из растительного масла, помимо прочего, необходимы данные по теплофизиче‐
ским свойствам компонентов системы. Нами были исследованы коэффициенты теплопровод‐
ности рыбьего жира, данные по которым отсутствуют в литературе [323]. Материалы и методы исследования Исследуемым веществом был рыбий жир OMEGA‐3 “950” (nD25 = 1,4792, ρ425 = 904,8 кг/м3), производитель SOLGAR VITAMINE AND HERB, со следующим составом: эйкозапентаено‐
вая кислота (ЭПК) 53,05 % (мас.), докозагексаеновая кислота (ДГК) 39,79 % (мас.), вспомога‐
тельные вещества (желатин, глицерин, смесь токоферолов) 7,16 % (мас.). 113
Исследования коэффициентов теплопроводности были проведены на автоматизиро‐
ванной экспериментальной установке, реализующей метод нагретой нити [324]. Расчетная формула (Фурье) метода имеет вид: Q
А1
t , где
A1
d
1
ln 2
2 l d 1
(46) – коэффициент теплопроводности исследуемого образца, Вт/(м•К), ‐ геометрическая постоянная измерительной трубки, 1/м; Q = Iпр•Uпр ‐тепловыде‐
ление нагревателя, ватт; Δt = tпр‐tст – перепад температур в слое исследуемой жидкости; tпр – температура нагретой нити; tст – температура стенки. Исследование теплопроводности рыбьего жира в интервале температур 298‐363 К и при давлениях до 30 МПа было проведено на экспериментальной установке, реализующей метод нагретой нити. Для проверки работоспособности установки на ней были проведены контрольные замеры коэффициентов теплопроводности октана (nD20 = 1,3974), толуола марки ЧДА, воздуха и дистиллированной воды (nD20 = 1,3331; ρ420 = 998,2 кг/м3) в диапазоне темпе‐
ратур 275‐350 К и давлений до 20 МПа. [8, 9] Результаты контрольных измерений (Рис. 44) показали отклонение от литературы в пределах суммарных ошибок измерения [325], [326]. 0,1530
λ, Вт/(м*К)
0,1480
1
0,1430
2
3
0,1380
4
0,1330
0
10
20
30
40
50
Давление Р, МПа
Рис. 44. Зависимость коэффициента теплопроводности λ исследуемого образца от давления Р при температурах: 1‐ 313К; 2‐ 333К; 3‐ 353К; 4‐ 373К В общем случае, для большинства жидкостей, теплопроводность снижается с ростом температуры и возрастает с ростом давления. Данное поведение обусловлено изменением в расстоянии между молекулами вещества, что имеет существенное влияние на перенос тепла от одного изотермического слоя к другому [327]. 114
Анализ результатов экспериментальных данных показывает, что данная закономер‐
ность сохраняется и в нашем случае. Как видно из Рис. 44, для исследуемого образца рыбьего жира зависимость теплопроводности от давления имеет практически линейный характер. λ, Вт/(м*К)
0,1500
0,1480
7
0,1460
6
0,1440
5
0,1420
0,1400
4
0,1380
3
0,1360
2
0,1340
1
0,1320
300
320
340
Температура Т, К
360
380
Рис. 45. Зависимость коэффициента теплопроводности λ исследуемого образца от температуры при давлении: 1‐ 0,098 МПа; 2‐ 4,9 МПа; 3‐ 9,8 МПа; 4‐ 14,7 МПа; 5‐ 19,6 МПа; 6‐ 24,5 МПа; 7‐ 29,4 МПа Рис. 45 показывает нелинейное поведение зависимости теплопроводности от темпе‐
ратуры. В начале диапазона наблюдается небольшой рост (1‐1,5 %) с максимумом при темпе‐
ратуре 330 K, затем с ростом температуры теплопроводность снижается. Такое поведение ха‐
рактерно для ассоциированных жидкостей с ОН группой. Для описания экспериментальных данных было использовано уравнение Тейт‐типа (47). Данные уравнения были неоднократно успешно использованы для описания различных термодинамических [328] и переносных свойств (вязкость, теплопроводность) [329]. ,
где ,
,
1
, (47) – коэффициент теплопроводности исследуемого вещества при параметрах температуры и давления ; ,
– коэффициент теплопроводности исследуемого ве‐
щества при температуре и давлении ; ‐ атмосферное давление = 0,098 МПа; А и B – па‐
раметры уравнения, приведены в Табл. 19. Табл. 19. Параметры уравнения Тейта Т, К 313,15 333,15 353,15 363,15 373,15 А 0,500 0,646 0,514 0,473 0,508 В 260 309 220 191 197 Рассчитанные по уравнению Тейта значения коэффициентов теплопроводности хо‐
рошо согласуются с данными, полученными эмпирически с предельным отклонением в 2%, 115
что говорит о возможности использования данного уравнения для прогнозирования значений коэффициентов теплопроводности в более широком диапазоне изменения параметров состо‐
яния. 5.2 Результаты исследования фазового равновесия в системах "метанол – триолеин" и "CO2 – этил‐ЭПК" Экспериментальные данные фазового равновесия бинарной системы "триолеин‐мета‐
нол" при температуре 413 K и разных давлениях представлены на Рис. 46. Рис. 46. Фазовое равновесие бинарной системы "триолеин‐метанол" при температуре 413 K. График фазового равновесия удовлетворительно согласуется с литературными дан‐
ными [49]. При давлении 10 МПа наблюдается расхождение, однако эта и соседние изотермы тех же авторов в совокупности не образуют массив данных, параметры в котором изменялись бы плавно и последовательно, что позволяет говорить о значительности роли случайной по‐
грешности в данном масштабе измерений. Так или иначе, данное исследование подтвердило предположение о том, что растворимость одного из основных компонентов растительных ма‐
сел – триолеина в другом компоненте реакции трансэтерификации – метаноле в докритиче‐
ских условиях весьма мала, что является существенным фактором, ограничивающим протека‐
ние реакции. Также было проведено исследование фазового равновесия системы "этилэйкозапен‐
таеноат (этил‐ЭПК) – CO2" при температурах 313 K, 323 K и 333 K в диапазоне давлений 10‐21 МПа. Данные фазового равновесия представлены на Рис. 47, Рис. 48, Рис. 49. 116
Рис. 47. Фазовое равновесие в системе этиловый эфир эйкозапентаеновой кислоты – CO2 при температуре 313 K. Рис. 48. Фазовое равновесие в системе этиловый эфир эйкозапентаеновой кислоты – CO2 при температуре 323 K. Рис. 49. Фазовое равновесие в системе этиловый эфир эйкозапентаеновой кислоты – CO2 при температуре 333 K. Экспериментальные данные удовлетворительно согласуются с литературными, а рас‐
хождения могут быть объяснены неполным соответствием состава исследуемых веществ. На каждой из экспериментальных кривых при определённом давлении кривая начинает стре‐
миться к горизонтали, что позволяет судить о достижении полной взаимной растворимости. 117
5.3 Результаты экспериментального исследования коэффициента теплового расширения и теплового эффекта смешения бинарной смеси этиловый спирт – рапсовое масло при различных параметрах состояния Теплофизические свойства бинарной смеси этанол – рапсовое масло (теплоёмкость) при различных соотношениях спирт ̶масло в околокритической области для спирта исследо‐
ваны ранее [330], [331], [115], [332], [298]. Используемые в рамках исследования исходные материалы имеют следующие харак‐
теристики: этанол ( nD20 = 1,3626, 20
= 804,7 кг/м3); рапсовое масло (nD20 = 1,4723, 20
= 918,6 4
4
кг/м3) [333]. Определение концентрации компонентов проводили весовым способом, используя аналитические весы ВЛА‐200 и электронные весы «Metter PM 600». Для исследования термических свойств (коэффициента теплового расширения αР) и теплоты смешения бинарной смеси этанол – рапсовое масло в интервале температур от 298 К до 363 К и давлений от 0,098 до 50 МПа использована базовая микрокалориметрическая уста‐
новка, конструкция основных узлов которой подробно описана в [334], [335]. Сущность метода заключается в косвенном определении теплофизических свойств по значению теплового по‐
тока, который исходит от ячейки и действует на термоэлектрическую батарею, расположен‐
ную в микрокалориметрическом элементе . Тепловой поток образуется за счет давления, при‐
ложенного к исследуемой жидкости. Расчетная формула метода измерения αР и методика из‐
ложены в [334]. Сущность метода измерения тепловых эффектов заключается в установлении вели‐
чины теплового потока, который исходит из ячейки и действует на термоэлектрическую бата‐
рею, расположенную в микрокалориметрическом элементе. Тепловой поток в ячейке форми‐
руется теплотой, выделяемой или поглощаемой содержимым ячейки в процессе смешения или растворения и теплоты сжатия или расширения. Расчётная формула для определения коэффициента теплового расширения с учётом поправки на коэффициент теплового расширения материала измерительной ячейки αГ имеет вид [8]: 118
αP = Q / (VP, T * ΔP*T) + αг, (48) где Q – тепловой поток, Вт*с, VP,T – объём жидкости / ячейки, м3, ΔP – избыточное дав‐
ление, Па, T – температура эксперимента, K, αг – коэффициент теплового расширения мате‐
риала измерительной ячейки, 1/K. Тепловой поток находится по формуле: Q = F / Σ * kус, (49) где F – площадь под кривой термограммы, В*с;Σ – чувствительность термобатареи, В/Вт; kус – коэффициент усиления. Расчетная формула метода измерения теплового эффекта смешения ΔHсмеш. имеет вид [295]: H смеш
Ff FСМЕСИ
,
(50)
где ΔH ‐ теплота смешения, Дж/моль; Ff, FСМЕСИ – площади термограмм газа (жидкости) и смеси, В*с; η– молярная концентрация растворяемого вещества г/моль; ‐ чувствительность термобатареи, μВ / мВт. Для подтверждения достоверности исследований ранее выполнены контрольные из‐
мерения коэффициентов теплового расширения Р и изотермической сжимаемости Т, изо‐
барной теплоемкости CP, температуропроводности а н‐гексана [334] и бутанола [336] в широ‐
ком диапазоне изменения давлений и температур. Расхождения от данных [337], [338], [339], [340] в среднем не превышают ±2%, что лежит в пределах суммарной ошибки измерений. Результаты экспериментальных исследований термических свойств бинарной смеси этиловый спирт – рапсовое масло в интервале температур Т = 298К – 363К и давлений Р = 10 – 50МПа и мольной долей спирта в масле равной 0,783 соответственно приведены на Рис. 50, Рис. 51, Рис. 52, Рис. 53. В бинарной смеси на изотермах при нагнетании наблюдается аномальное изменение αP в интервале температур 298 – 363 K, связанное с тепловым эффектом смешения. С ростом температуры влияние теплового эффекта на коэффициент теплового расширения смеси осла‐
бевает (Рис. 53). 119
Рис. 51. Зависимость коэффициента теплового расширения (αP, К‐1) смеси при Рис. 50. Зависимость коэффициента температуре Т = 323,15 К при различных теплового расширения (αР, K‐1) смеси при давлениях Р, МПа: 1 – подача давления ; 2 температуре Т = 298,15 K при различных давлениях Р, МПа 1 – подача давления; 2 – – сброс давления; 3 – расчет. сброс давления; 3 – расчет. Рис. 52. Зависимость коэффициента теплового расширения (αP, K‐1) смеси при температуре Т = 348,15 К при различных давлениях Р, МПа: 1 – подача давления ; 2 – сброс давления; 3– расчет.
Рис. 53. Зависимость коэффициента теплового расширения (αP , K‐1) смеси при температуре Т = 363,15 К при различных давлениях Р, МПа: 1 – подача давления ; 2 – сброс давления; 3– расчет.
Производная коэффициента теплового расширения (∂αP/∂ P)T смеси при нагнетании меняет знак на изотермах при Р > 25 МПа (Рис. 50). С увеличением температуры характер за‐
висимости αP от температуры и давления меняется, при этом максимум производной смеща‐
ется в сторону более высоких температур (Рис. 53). Полученные зависимости коэффициентов теплового расширения при нагнетании αP от параметров состояния существенно отличаются от зависимостей αP = f(P,T) системы "этиловый спирт – рапсовое масло" после снижения давления (Рис. 50, Рис. 53). 120
Расчетные данные αP = f(P,T) для смеси, рассчитанные по правилу аддитивности по свойствам компонентов [331], [341], практически приближаются к экспериментальным значе‐
ниям αP смеси, полученным после снижения давления. Ранее подобные изменения были получены при исследовании коэффициента тепло‐
вого расширения несмешивающейся системы гексан‐вода [295]. 5.4 Погрешности результатов измерений 5.4.1 Расчет погрешности измерения теплопроводности Исходя из уравнения (46) относительная погрешность измерения коэффициентов теп‐
лопроводности рассчитывается по формуле: 1
Q Qk Tж 1
Р
Q
Q
р
Р T
ж
(51)
Компоненты уравнения (51): 1. Ошибка в определении геометрической постоянной:
d1 d 2 d 2 d1
d1 d 2 ln
d2
d1
(52)
2.Ошибка определения количества тепла, выделяемого измерительным участком: Q
Q
I np
I np
Vnp
Vnp
VN
VN
RN
RN
Vпр
(53)
Vпр
3. Ошибка определения количества тепла, отводимого через концы нагревателя: Qk
Q
Qk Qk
Q Qk
(54)
4. Ошибка в определении перепада температур в слое исследуемой жидкости: ж
ж
пр ст (пр ст ) ст ж
ж
пр ст
ж
ст
(55)
где ж
ст
Q
Q
d 3 d 2 d 2 d 3 cm
d3
cm
d1 d 2 ln
d2
(56)
121
5. Ошибка отнесения коэффициента теплопроводности, возникающая при определе‐
нии средней температуры жидкости и давления: 1
1
р
р
р Т
(57)
Погрешности измерения величин, входящих в уравнение (51) и относительные погреш‐
ности определения теплопроводности приведены в Табл. 20, Табл. 21. Расчётная погрешность определения коэффициента теплопроводности даже при самых неблагоприятных условиях проведения опыта не превышает 2 %. Табл. 20. Погрешности измерения величин, входящих в (51) Табл. 21. Относительная погрешность определения коэффициента теплопроводности Погрешность Относительная измерения Величина погрешность, % d1, мм 0,0005 δA/A 0,45 d2, мм 0,002 δQ/Q 0,02 d3, мм 0,01 (Qk/Q)*(δQk/Qk) 0,08 l, мм 0,1 δTж/ΔTж
1,12 Iпр, мА 0,00015 (1/λ)(∂λ/∂T)pδT
0,05 Vпр, В 0,00015 (1/λ)(∂λ/∂P)Tδp
0,11 ΔTж, K 0,12 δλ/λ
1,83 ΔTст, K 0,02 λст, Вт/м*K 0,05 Q, кДж 0,1 T, K 0,1 P, бар 0,05 5.4.2 Расчёт погрешности результатов исследования характеристик фазового равновесия Величина для системы "CO2 – этил‐ЭПК " Проведем оценку погрешности результатов исследования фазового равновесия для си‐
стемы «этил‐ЭПК – СО2» при Т=333 K, Р=20 МПа (для верхней фазы). Растворимость этил‐ЭПК в верхней фазе определяется по формуле: у = ( mэЭПК / μэЭПК ) . [ ( mэЭПК / μэЭПК ) / ( mCO2 / μCO2 ) ], (58)
где mэЭПК – масса этил‐ЭПК в отобранной пробе, растворившаяся в массе CO2 mCO2; μэЭПК, μCO2 – молярные массы этил‐ЭПК и CO2. Оценим погрешность ∆1y, вносимую ошибками измерения mэЭПК и mCO2. Δ1y = ( ∂y / ∂mCO2 ) * ΔmCO2 (59)
122
или Δ1y = (1/μCO2)*(mэЭПК/μэЭПК)*ΔmCO2
(1/μэЭПК)*(mCO2/μCO2)*ΔmэЭПК +
2
[(mэЭПК/μэЭПК)+(mCO2/μCO2)]2 [(mэЭПК/μэЭПК)+(mCO2/μCO2)] (60)
mCO2 определяется по формуле mCO2 = VH2O * ρCO2, (61)
где VH2O – объем воды, вытесненной при отборе пробы, ρCO2 ‐плотность СО2 при 750 мм рт. ст. и температуре опыта, с учетом жесткости резинового шарика и давления на него воды. mCO2 зависит от бюретки для отмеривания VH2O. Цена деления бюретки для измерения вытес‐
ненной воды – 2 мл. Объем вытесненной воды определяется с точностью ±1 см3. По закону сложения случайных погрешностей [342] находим: ΔVH2O = ± √(12 + 12) = ±1,41 мл (62)
Тогда ΔmCO2 = 1,41 * 0,00179 = 0,002524 г. mэЭПК определяется как разность масс пустого шарика и шарика с выделившимся при отборе пробы этил‐ЭПК. Точность электронных весов, на которых производится взвешивание ±0,00005 г. Суммарная ΔmэЭПК = ±0,0001 г. В выбранном для оценки погрешности опыте mCO2 = 2,1624, mэЭПК = 0,2748 г. Тогда (1/44,01)*(0,2748/330,504)*0,02524 (1/330,504)*( 2,1624/44,01)*0,0001 Δ1y = [(0,2748/330,504)+(2,1624/44,01)]2 + [(0,2748/330,504)+( 2,1624/44,01)]2 = 0,00019695
Рассмотрим влияние ошибок отнесения. Ошибка определения давления будет вносить в результат измерения характеристик фазового равновесия следующую погрешность: Δ2y = ( ∂y / ∂P )T ΔP (63)
Давление измеряется образцовым манометром с пределом измерений 0‐60 МПа и классом точности 0,15. Абсолютная погрешность измерения давления составляет ΔP = 0,0015 * 20 = 0,03 МПа. ( ∂y / ∂P )T ≅ ‐7,53 * 10‐3 / МПа Тогда получим Δ2y = ‐7,53 * 10‐3 * 0,03 = ‐0,000226 123
Общая абсолютная погрешность определения растворимости этил‐ЭПК в СК‐CO2: Δy = |Δ1y| + |Δ2y| = 0,00019695 + 0,00026 = 0,0004569 Относительная погрешность: ∂y = Δy / y = 0,0004569/ 0,016636 = 2,75% В целом, при проведении экспериментов относительная погрешность измерения рас‐
творимости этил‐ЭПК в СК‐CO2 на статической установке изменяется в диапазоне 2,1‐9,7%. 5.4.3 Погрешность измерения коэффициента теплового расширения смеси этиловый спирт – рапсовое масло При выборе метода обработки функция (48) была разложена в ряд Тейлора, остаточный член которого R1 равен: 2 P
2 P
2 P
1 2 P
2
2
2
k ус
R1
F
V
2
2
2
2 F 2
V
k
ус
2
T 2
T 2
2
Г2
2
2 P2 p2
p
2
2
2
F k ус
F V
F
F k ус
F V
F
Г 2 2
2 P
2 P
2 P
2 P
k ус
F Г
F T
F p
k ус
F Г
F T
F p
2 P
2 P
2 P
2 P
2 P
V
p
T
Г
k ус V
V
P
T
Г
k ус V
2 P
2 P
2 P
2 P
k ус p
k ус T
V p
V T
k ус P
k ус T
V P
V T
2 P
2 P
2 P
2 P
V Г
p T
p Г
T Г
V Г
P T
P Г
T Г
(64) Граница неисключенной систематической погрешности измерений находится по формуле: k
m
i 1
2
i
,
(65)
где k=1,1 – коэффициент, соответствующий выбранной доверительной вероятности Р=0,95; i – граница i–й неисключенной систематической погрешности. Границы неисключенной систематической погрешности определяются по уравнению: 124
2
2
1,1 P F 2 P 2 P
F
k ус
2
2
2
k ус 2 P V 2
V
2
P
P
P 2 P T 2
T
P
Г
2
Г
2
1
(66)
2
Доверительную границу случайной погрешности результата измерений определяют по фор‐
муле: (67)
= t*S, где t – квантиль распределения Стьюдента при числе степеней свободы f=n‐1 и при довери‐
тельной вероятности Р=0,95. Принимается предположение, что результаты измерений соот‐
ветствуют нормальному распределению. (2.13) (2.14) Доверительная вероятность Результат измерения Размерность № п/п Измеряемая ве‐
личина Табл. 22. Результат оценки погрешности измерения коэффициентов теплового расширения смеси этиловый спирт – рапсовое масло при T = 348,15 K, P = 50 МПа по формулам (65), (67). 1 F Вс 1453,8 5,43 28910‐6 2 В/Вт 4,17*10‐2 2,8710‐5 3,0310‐7 3 kyc – 100 6,8310‐2 5,4210‐7 4 VР,Т м3 5,89*10‐6 3,3610‐9 2,1410‐13 5 Р Па 1,87*108 4,51105 2,3910‐6 6 Т K 348,15 1,0610‐2 1,1310‐8 7 Р 1/K 6,1110‐4 – – 4,52810‐6 Выводы по 5 главе 1. Проведены исследования теплопроводности рыбьего жира в интервале 313‐373 K, при давлениях 0,098‐30 МПа. Установлено, что, аналогично другим жидкостям, теплопро‐
водность рыбьего жира снижается с ростом температуры и возрастает с ростом давления, что обусловлено изменением в расстоянии между молекулами вещества. 125
2. При температуре 413 K в интервале давлений 6‐12 МПа исследовано фазовое рав‐
новесие системы "триолеин – метанол". Подтвердилось предположение о низкой раствори‐
мости триолеина в метаноле. График фазового равновесия удовлетворительно согласуется с литературными данными. 3. При температурах 313 K, 323 K и 333 K в диапазоне давлений 7‐20 МПа исследовано фазовое равновесие системы "этилэйкозапентаеноат (этил‐ЭПК) – CO2". Экспериментальные данные удовлетворительно согласуются с литературными, а расхождения могут быть объяс‐
нены неполным соответствием состава исследуемых веществ. При определённом давлении кривая фазового равновесия начинает стремиться к горизонтали, что позволяет судить о до‐
стижении полной взаимной растворимости. 4. Коэффициент теплового расширения измерялся для бинарной смеси "этиловый спирт‐рапсовое масло" в интервале температур 298 – 363 K, давлений 0,098 – 50 МПа. Экспе‐
риментальные значения αP смеси, полученные после снижения давления, практически при‐
ближаются к расчётным данным, рассчитанным по правилу аддитивности по свойствам ком‐
понентов в более ранних работах. 5. Рассчитаны максимальные погрешности измерений: теплопроводности – 1,83%; ха‐
рактеристик фазового равновесия – 9,7%; коэффициента теплового расширения – 0,74%. 126
6 глава. Результаты осуществления реакции сверхкритической флюидной трансэтерификации 6.1 СК‐CO2‐экстракционное извлечение компонентов из микроводоросли Были проведены сушка и экстрагирование микроводоросли СК‐CO2 и масс‐спектромет‐
рическое исследование экстрактов, идентификация экстрактов на основе библиотеки NIST‐05. Было установлено, что каждый из образцов является многокомпонентной смесью содержа‐
щей преимущественно триглицериды и сложные эфиры насыщенных и ненасыщенных линей‐
ных жирных кислот. Состав одного из образцов приведён на хроматограмме (Рис. 54) и в Табл. 23. Рис. 54. Полная хроматограмма образца №3 и фрагмент хроматограммы с пиком этилового эфира эйкозапентаеновой кислоты (пик 28) в увеличенном масштабе. Среди продуктов экстракции обнаружен этиловый эфир 5,8,11,14,17‐эйкозапентаено‐
вой кислоты (относящейся к группе омега‐3 кислот) в количестве 1,75% (Рис. 54). Табл. 23. Результаты хромато‐массспектрометрического анализа образца №3 №
1
2
3
4
5
6
Название
RT,
СодержФормула
мин.
е, %
5,6,7,7α-тетрагидро-4,4,7α-триметил8.00
2 (4H)-бензофуран
n-додекановая кислота
8.48
8-гептадецен
10.31
Гептадекан
10.68
Миристиновая кислота
12.01
Этилмиристат
12.28
C11H16O2
0.31
C12H24O2
C17H34
C17H36
C14H28O2
C16H32O2
0.21
0.69
0.41
0.88
0.31
№
Название
36
37
38
39
40
41
42
Неизв.
Диизооктилфталат
Неизв.
Неизв.
Неизв.
Неизв.
All-trans-сквален
RT,
СодержФормула
мин.
е, %
22.60
1.37
22.31 C24H38O2 1.45
24.80
0.18
25.39
0.49
25.84
0.15
26.32
0.41
26.76 C30H50
1.62
127
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
6,10,14-триметил 2-пентадеканон
Диизобутилфталат
Метилпальмитолеат
Неизв.
Метилпальмитат
Метил-4,7,10,13гексадекатетраеноат
Дибутилфталат
Этилпальмитолеат
Этилпальмитолеат
Этилпальмитат
Неизв.
Метил cis-5,8,11,14,17Эйкозапентаеноат
Метиолеат
Неизв.
Неизв.
Этиллинолеат
Этилолеат
Этилолеат
1,1-дихлоро-2,2-bis (p-хлорфенил)
этилен
Неизв.
Неизв.
Этиларахидонат
Этил 5,8,11,14,17- эйкозапентаеноат
Неизв.
Метил 11-эйкозеноат
Неизв.
Неизв.
Неизв.
Неизв.
13.11
13.49
14.13
14.23
14.48
C18H36O
C14H22O4
C17H34O2
C17H34O2
0.41
7.78
0.43
0.25
0.27
14.84 C22H32O2
0.61
15.06
15.17
15.31
15.65
16.41
C16H22O4
C18H34O2
C18H36O2
C18H36O2
-
8.35
0.58
5.69
11.55
0.29
16.50 C21H12O2
0.41
17.27
17.89
18.01
18.18
18.30
18.39
C19H36O2
C20H36O2
C20H38O2
C20H38O2
0.49
0.48
1.18
2.88
4.75
6.1
18.51 C14H8Cl4
0.37
19.90
20.21
20.46 C22H36O2
20.57 C22H34O2
20.88
20.57 C22H34O2
21.83
21.88
22.31
22.39
-
1.9
2.82
0.44
0.94
0.57
0.94
0.33
0.09
0.08
0.27
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
Неизв.
Неизв.
Производное холестана
Неизв.
Неизв.
Неизв.
Неизв.
Витамин E
Витамин E
Холестерин
Холеста-3,5-диен-7-он
Неизв.
Неизв.
Неизв.
Неизв.
Дипентадецилкетон
Стероид
Стероид
Неизв.
Неизв.
Стероид
Неизв.
Неизв.
Неизв.
Неизв.
Неизв.
Неизв.
Неизв.
Неизв.
Неизв.
27.53
27.75
27.92
29.77
30.16
30.23
31.12
31.45
31.66
31.81
32.39
33.01
33.84
34.03
34.24
34.59
34.78
36.23
36.33
36.60
37.08
37.12
39.55
40.13
43.08
43.91
44.21
53.68
54.20
54.80
C29H50O2
C29H50O2
C27H46O
C27H42O
C31H62O
-
2.32
0.23
0.29
0.33
0.31
0.22
0.39
0.25
1.64
2.91
1.06
0.26
0.27
0.41
0.62
0.36
0.36
1.28
1.35
1.07
0.44
0.22
0.3
0.37
1.42
1.71
8.67
1.11
0.25
0.18
6.2 Устойчивость эмульсий на основе исходных реагентов и влияние дисперсности эмульсий на скорость химической реакции Были проведены опыты по получению эмульсии рапсового масла в этаноле. Объём приготовляемых в разных пропорциях смесей составлял 40 мл. Использованное рапсовое масло произведено ОАО "Нэфис‐Косметикс" из рапса bras‐
sica napus (Татарстан, урожай 2008 г.) по ГОСТ 1129‐93, кислотное число менее 3, содержание влаги и летучих компонентов менее 0,1%, присутствует незначительное количество метило‐
вых эфиров жирных кислот. Этанол чистотой 99% был поставлен ОАО "Казаньоргсинтез". Эмульсии готовили из смесей этанола и рапсового масла с объёмной концентрацией масла 0,1, 0,2, 0,5, и 0,7 (молярные соотношения этанол/рапсовое масло 150:1, 67:1, 17:1 и 6:1 соответственно). Длительность ультразвуковой обработки составляла 30 секунд, 1 и 2 минуты; мощность ультразвукового воздействия – 100, 150 и 200 Вт. Результаты наблюдений за пове‐
дением эмульсии после ультразвуковой обработки представлены в Табл. 24. 128
Табл. 24. Результаты опытов по измерению коэффициента расслоения в зависимости от времени после окончания обработки W, τобр, Вт мин 1 100 2 3 0,7 6:1 150 1 1 200 2 0,5 0,5 200 1 17:1 2 0,5 0,2 100 1 67:1 2 150 0,5 0,1 100 1 150:1 Cоб 1 46,7 40,0 40,0 41,7 40,0 40,0 10,0 10,0 6,7 2,5 1,3 1,3 0,3 0,2 Время, прошедшее после окончания обработки, мин
2 3 4 5 10 15 20 30 40 50 60 53,3 56,7 60,0 60,0 67,7
‐ 70,0 73,3 73,3 73,3
‐ 46,7 50,0 53,3 56,7 63,3
‐ 66,7 70,0 ‐ ‐ ‐ 50,0 53,3 56,7 60,0 63,3
‐ 66,7 70,0 ‐ ‐ ‐ 50,0 53,3 56,7 60,0 63,3
‐ 66,7 70,0 73,3 73,3 73,3
53,3 56,7 60,0 66,7 66,7
‐ 70,0 73,3 73,3 73,3 73,3
53,3 60,0 63,3 66,7 70,0
‐ 70,0 73,3 ‐ ‐ ‐ 13,3 13,3 13,3 13,3
‐ 16,7
‐ 26,7 ‐ ‐ ‐ 10,0 10,0 10,0 13,3
‐ 20,0
‐ 40,0 ‐ ‐ ‐ 10,0 10,0 10,0 10,0
‐
13,3
‐
26,7 ‐ ‐
‐
2,5 5,0 7,5 10,0
‐
10,0
‐
10,0 ‐ ‐
‐
1,3 1,3 2,5 2,5
‐
2,5
‐
2,5 ‐ ‐
‐
1,3 1,3 1,3 1,3
‐
1,3
‐
1,3 ‐ ‐
‐
0,3 1,3 1,3 1,3
‐
1,3
‐
1,3 ‐ ‐
‐
‐ ‐ 0,2 0,2 0,2 0,2 ‐ 0,2 ‐ 0,2 ‐ Было установлено, что в эмульсиях с невысокими молярными соотношениями (6:1) в течение короткого периода времени (1‐5 минут) происходит быстрое расслоение эмульсии, затем процесс расслоения замедляется. Эмульсии с меньшим содержанием масла (дисперс‐
ной фазы) отличаются большей стабильностью. Соотношение объёма осевшего масла к ис‐
ходному объёму масла назвали "коэффициент расслоения" (68). Kрассл = Vо.м. * 100 /Vм. , %
(68)
На Рис. 55 приведена зависимость коэффициента расслоения от времени при различных па‐
раметрах обработки. Для наглядности на Рис. 56 представлена динамика расслоения для объёмных концен‐
траций масла в смеси 0,5 (17:1) и 0,7 (6:1). Нами был сделан вывод, что оптимальным усло‐
вием процесса эмульгирования является малая концентрация масла в исходной смеси (10% об. / 150:1). 129
Cоб=0,7 (6:1) Cоб=0,5 (17:1) Cоб=0,2 (67:1) Cоб=0,1 150:1 Рис. 55. Общий график зависимости коэффициента расслоения от времени расслоения (точки со временем покоя 50 мин. и 60 мин. не показаны по соображениям компактности). Рис. 56. Зависимость коэффициента расслоения эмульсии рапсовое масло – этанол от времени расслоения, мощность = 200 Вт, время обработки 2 мин, об. концентрация масла в исходной смеси 50% и 70% (молярные соотношения 17:1 и 7:1). Однозначного влияния на стабильность эмульсии времени (0,5…2 мин) и мощности (50…100%) УЗ‐обработки выявлено не было. Было проведено исследование размеров зерна эмульсий, полученных при ряде пара‐
метров (Рис. 57), а с полученными эмульсиями пальмового и рапсового масла с этанолом и метанолом были проведены опыты по сверхкритической трансэтерификации. 130
Рис. 57. Образец эмульсии, 3 минуты после конца обработки Опыты с эмульсиями рапсового масла проводились по методике, изложенной в раз‐
деле 4.2 на установке периодического действия при t=573 K, P=30 МПа; время реакции 10 ми‐
нут. Оценку конверсии проводили по методике, описанной в разделе 4.5. Зависимости конверсии рапсового масла от размера зерна эмульсии представлены на Рис. 58. Было установлено, что максимальные значения конверсии достигаются для более дисперсных эмульсий. Рис. 58. Зависимость конверсии нерафинированного рапсового масла от размера зерна эмульсии при предварительной УЗ‐обработке и от молярного соотношения спирт/масло в реакционных смесях с метанолом (T = 626 K) и этанолом (T = 628 K) Опыты с эмульсиями пальмового масла и метанола проводились при объёмной кон‐
центрации масла в исходной смеси C=0,13 (153:1), времени реакции 10 минут. Зависимости конверсии эмульсий от концентрации масла в исходной смеси представлены на Рис. 59. Было 131
установлено, что при невысоких температурах (563 K) конверсия смеси, подвергнутой у/з об‐
работке, значительно выше, чем в случае необработанной смеси, в то время как при более высоких температурах (633 K) эта разница исчезает. Рис. 59. Зависимость конверсии нерафинированного пальмового масла в метаноле от температуры реакции при объёмной концентрации масла в исходной смеси С=0,13 (молярное соотношение 153:1) и времени реакции 10 мин. на установке периодического действия. 6.3 Зависимость конверсии реакции СКФ‐трансэтерификации от состава реагентов и термодинамических параметров Опыты по получению биодизельного топлива на периодической установке проводи‐
лись в интервале температур 565 – 722 K, интервале давлений 19,7‐44 МПа, при объёмной концентрации масла в исходной смеси от 0.032 до 0.79 (молярные соотношения от 692:1 до 6:1 соответственно) Нерафинированное пальмовое масло было произведено Seloga Petroleum (Малайзия) из культуры elaeis guineensis урожая 2007 г, содержание влаги и примесей менее 0,1%, сво‐
бодных жирных кислот менее 0,1%, йодное число 50, точка помутнения 283 K, пероксидное число менее 1. Рафинированное пальмовое масло марки "Злата Пальма" имело следующие характеристики: содержание свободных жирных кислот менее 0,1%, влаги менее 0,1%, йод‐
ное число 64, точка помутнения 277 K, содержание насыщенных жирных кислот 39,7%, моно‐
ненасыщенных кислот 46,0%, полиненасыщенных кислот 14,2%. Метанол чистотой 99% был поставлен ОАО "Казаньоргсинтез". Рапсовое масло использовалось то же, что в исследовании устойчивости эмульсии. Конверсию определяли по формуле (43). В Табл. 25, Табл. 26 представлены результаты опытов по изучению конверсии K паль‐
мового масла в метиловые эфиры жирных кислот при трансэтерификации. 132
Непостоянство исходного соотношения в реакционной смеси объясняется необходи‐
мостью каждый раз удалять из автоклава воздух до наступления СКФ‐условий, что, как пра‐
вило, сопровождается выбросом небольшого и не всегда одинакового количества метанола. Табл. 25. Результаты опытов с нерафинированным пальмовым маслом T, Pср, τ, К, Cоб K МПа мин % 565 32,7 10 0,0725 98 569 32,6 10 0,0897 54,4
572 34,6 10 0,0919 49,8
563 37,8 10 0,0933 41,3
590 29,9 10 0,0956 94 587 30,9 10 0,0983 54,9
595 27,8 10 0,1010 91,2
629 27,2 14 0,1161 98
584 32,3 10 0,1161 49,2
583 28,9 12 0,1174 59 605 34,6 10 0,1248 66,5
581 32,8 10 0,1328 70,4
579 34,5 10 0,1338 69,5
598 26,8 10 0,1341 72,1
622 23,2 10 0,1447 45,5
605 34,9 10 0,1457 60,4
598 26,8 10 0,1547 81,8
629 29,2 13 0,1563 82,5
639 29,3 16 0,1666 79 630 29,4 13 0,1883 86 645 25,4 13 0,1887 85,2
633 34,3 16 0,1935 34,8
612 22,4 10 0,1969 25,3
605 28,7 14 0,2850 85 687 34,7 10 0,3526 96,1
640 39,0 16 0,3541 32,5
722 22,0 10 0,4033 98,2
685 33,5 14 0,4063 54 Соотн.
мол. 341 :1 271 :1 263 :1 259 :1 252 :1 245 :1 237 :1 203 :1
203 :1
200 :1 187 :1
174 :1
173 :1
172 :1 158 :1 156 :1 146 :1 144 :1 133 :1 115 :1 115 :1
111 :1
109 :1
67 :1 49 :1
49 :1
39 :1 39 :1 Табл. 26. Результаты опытов с рафинированным пальмовым маслом T, Pср, τ,
Cоб К, Соотн. K МПа мин
% мол. 627 43,8 10 0,1019 91,2 235 :1 681 32,5 6 0,1105 88 215 :1 590 28,3 13 0,1203 79 195 :1 673 34,2 16 0,1204 86 195 :1 610 35,9 10 0,1284 90 181 :1 594 44,0 10 0,1377 48 167 :1 648 35,0 16 0,1398 81,5 164 :1 681 20,8 10 0,1425 99,1 160 :1 599 40,0 10 0,1497 38,5 151 :1 565 40,5 10 0,1503 51,2 151 :1 694 33,0 10 0,1540 98 146 :1 582 26,8 10 0,1559 76,9 144 :1 584 36,5 16 0,1589 51 141 :1 597 40,9 10 0,1664 19 134 :1 681 23,6 10 0,1721 91 128 :1 590 32,8 25 0,1741 18,3 126 :1 693 30,0 10 0,1913 99 113 :1 628 35,7 15 0,2102 19,2 100 :1 603 34,0 16 0,2279 39 90 :1 667 31,5 16 0,2438 73 83 :1 650 27,0 10 0,2767 6,47 70 :1 659 34,0 16 0,3464 78 50 :1 647 19,7 25 0,3691 99,3 46 :1 597 32,9 25 0,4160 ‐22 37 :1 693 31,4 10 0,4643 96,9 31 :1 693 32,0 10 0,5420 82,2 23 :1 678 27,5 6 0,7873 88,5 7 :1 Опыты по получению биодизельного топлива проводились в интервале температур 565–722 K, давлений 20–35 МПа при молярных соотношениях от 692:1 до 6:1. 133
Для нерафинированного пальмового масла было установлено, что конверсия масла в биоди‐
зельное топливо увеличивается с ростом температуры реакции (Рис. 60) и с увеличением из‐
бытка метанола (Рис. 61). Рис. 60. Зависимость конверсии в МЭЖК нерафинированного пальмового масла от температуры при времени реакции 10 минут. Молярные соотношения метанол/масло 231:1, 168:1, 104:1, 37:1 – экспериментальные данные; 41:1; 27:1; 18:1; 12:1 – литературные данные. Рис. 61. Зависимость конверсии в МЭЖК нерафинированного пальмового масла от молярного соотношения метанол/масло при времени реакции 10 минут. Температуры 568, 610, 638, 690 – экспериментальные данные; 567, 673 K – литературные данные. Для нерафинированного пальмового масла получена зависимость конверсии от дав‐
ления при температуре 605 K, молярном соотношении метанол/масло 125:1, времени реак‐
ции 10 минут (Рис. 62). Было подтверждено, что при давлениях выше 20 МПа вклад увеличе‐
ния давления в увеличение конверсии незначителен по сравнению со вкладом увеличения температуры. 134
Рис. 62. Зависимость конверсии в МЭЖК нерафинированного пальмового масла при времени реакции 10 мин, температуре 605 K, молярном соотношении метанол/масло 125:1 Для рафинированного пальмового масла была получена зависимость конверсии от молярного соотношения метанол/масло при температурах 595 и 685 K (Рис. 63). Рис. 63. Зависимость конверсии в МЭЖК рафинированного пальмового масла от молярного соотношения метанол/масло при времени реакции 10 мин. 595, 685 K – экспериментальные данные. 623 K – литературные данные. Для нерафинированного рапсового масла была получена зависимость конверсии от моляр‐
ного соотношения метанол/масло при температурах 530‐560 K (Рис. 64). Рис. 64. Зависимость конверсии рапсового масла от температуры реакции при молярном соотношении метанол/масло в исходной смеси 692:1, времени реакции 4 минуты 135
Приведенные зависимости качественно согласуются с представленными в работах [44], [343], [344], [345]. Было сделано предположение, что невысокая взаимная растворимость растительных масел и спиртов в докритических условиях [343], заливка в ячейку более лёгкого метанола "по стенке" и отсутствие принудительного перемешивания среды в автоклаве до наступления СКФ‐условий обеспечивает практически полное отсутствие масла (нижней фазы) в стравлива‐
емой среде, что в конечном счёте было подтверждено визуальными наблюдениями. 6.4. Погрешности результатов измерений 6.4.1 Расчет погрешности измерений давления на экспериментальной установке периодического действия Избыточное давление измерялось датчиком давления Стэнли Корунд ДИ‐001‐123 (пре‐
дел измерений 0‐60 МПа, предел допускаемой основной погрешности 1,0%) и измеритель‐
ным/показывающим прибором ТРМ‐101 (предел допустимой основной погрешности прибора 0,5%). Сложение по квадратичному закону [346] σ = √ Σσk2
(69)
даёт значение результирующей относительной погрешности измерения давления Δσ = 1,12%. 6.4.2 Расчет погрешности измерений температуры на экспериментальной установке периодического действия Измерение температуры проводили, используя стандартную хромель‐алюмелевую термопару ТХА (предел измерений 1273 K, абсолютная погрешность 1 K) и измерительный/по‐
казывающий прибор ТРМ101 (предел допустимой основной погрешности прибора 0,5%). Сло‐
жение по квадратичному закону (69) даёт значение результирующей относительной погреш‐
ности измерения давления Δσ = 0,61%. 6.4.3 Результаты оценки погрешности расчета конверсии Конверсия определялась по формуле (47). Объёмы компонентов измерялись стеклян‐
ными бюретками (ГОСТ 29251‐91) объёмом 5 мл с ценой наименьшего деления 0,02 мл и объ‐
ёмом 10 мл с ценой наименьшего 0,05 мл. Абсолютная погрешность измерения объемов при‐
нимается равной половине цены деления шкалы мерных емкостей, а именно 0,01 мл и 0,025 мл соответственно. Относительная погрешность при объёме пробы "сырых" метиловых эфи‐
ров 0,45 мл (наименьшее измеренное значение) составит δ = 0,01/0,45 = 2,22%. Относительная 136
погрешность при общем объёме пробы смеси продуктов реакции 5,38 (наименьшее измерен‐
ное значение) составит δ = 0,025/5,38 = 0,46%. Сложение по квадратичному закону (69) даёт значение результирующей относитель‐
ной погрешности измерения давления σ = 2,27%. 6.4.4 Результаты оценки погрешности коэффициента расслоения Коэффициент расслоения определяют по формуле (68), при этом для измерения объё‐
мов компонентов использовали стеклянные мерные пробирки П‐2‐10‐14/23 ГОСТ 1770‐74 (объём 10 мл, цена деления шкалы 0,2 мл). Абсолютную погрешность измерения объёмов принимали равной половине цены деления шкалы мерных ёмкостей, а именно 0,1 мл. Для примера рассчитаем абсолютную погрешность устойчивости эмульсии при Vм = 3 мл; Vо.м. = 1,5 мл, Kрассл=50% по методике [347] (70): Δ Kрассл = Kрассл2 = √[(Vо.м.*ΔVм/Vм2)2 + (ΔVо.м./Vм)2]
(70)
Получим Δ Kрассл = 0,0093, а относительная погрешность составит: δХ = ΔKрассл / Kрассл 100%= 1,86 % Выводы по 6 главе 1. Представлены результаты исследования состава экстракта микроводоросли, приве‐
дена хроматограмма одного из образцов. Показано, что каждый из образцов является мно‐
гокомпонентной смесью, содержащей преимущественно триглицериды и сложные эфиры жирных кислот, включая этиловый эфир эйкозапентаеновой кислоты, относящейся к группе омега‐3 жирных кислот. 2. Ультразвуковое эмульгирование позволяет получать эмульсии рапсового масла в этаноле с размером зерна до 2 мкм (при концентрации масла 10%) без дополнительного вве‐
дения в смесь ПАВ. Существенное влияние на достижимую дисперсность эмульсии оказывает концентрация масла в исходной смеси – при меньшей концентрации можно получать более дисперсные эмульсии. Расслоение эмульсии происходит наиболее интенсивно в первые ми‐
нуты после окончания УЗ‐обработки. 3. Для эмульсий с размером зерна 2,26 – 8,6 мкм было проведено исследование раз‐
меров зерна эмульсий, полученных при ряде параметров, а с полученными эмульсиями были проведены опыты по сверхкритической трансэтерификации. Было установлено, что с ростом размера зерна конверсия падает. 137
4. В интервале температур 565 – 722 K, давлений 19,7 – 44 МПа при молярных соотно‐
шениях спирт/масло в исходной смеси от 6:1 до 692:1 были проведены опыты трансэтерифи‐
кации растительных масел в МЭЖК. Получена корреляция термодинамических условий трансэтерификации с конверсией масла в МЭЖК при реализации процесса на периодиче‐
ской установке. Установлено, что конверсия увеличивается с ростом температуры и с ростом молярного соотношения спирт/масло в исходной смеси. Для нерафинированного пальмо‐
вого масла получены высокие значения конверсии при молярном соотношении 37:1, вре‐
мени реакции 10 минут, T = 685 K. Для рафинированного пальмового масла получены значе‐
ния конверсии, близкие к 100% при молярном соотношении 19:1, времени реакции 10 ми‐
нут, T = 685 K. 5. Рассчитаны максимальные погрешности измерений: давления – σp = 1,12%; темпе‐
ратуры σT = 0,61%; конверсии σK = 2,27%; коэффициента расслоения σK_рассл = 1,86%. 138
Основные результаты и выводы 1) Получены новые данные по теплопроводности, коэффициенту теплового расшире‐
ния (включая эффект смешения) и фазовому равновесию исходных компонентов и их смесей. Теплопроводность исследованного масла с ростом давления увеличивается, а с ростом тем‐
пературы уменьшается. На изобарах с ростом температуры наблюдается рост теплопровод‐
ности до максимума на 330 K и дальнейшее падение, что характерно для ассоциированных жидкостей с OH‐группой. Были подтверждены имеющиеся данные о низкой растворимости триолеина в метаноле, что подтверждает эмпирическое правило о том, что неполярные ве‐
щества плохо растворяются в полярных растворителях. В бинарной системе этилэйкозапента‐
еноат – CO2 доля этил‐ЭПК в верхней фазе растёт с ростом давления, и можно утверждать, что полная взаимная растворимость наступает при давлениях свыше 21 МПа, что хорошо согласу‐
ется с литературным источником. На графиках коэффициентов теплового расширения на кри‐
вых нагнетания отчётливо видна аномалия, связанная с тепловым эффектом смешения. 3) Проведена экстракция микроводоросли в сверхкритическом диоксиде углерода. Установлено, что каждый из экстрактов является многокомпонентной смесью, содержащей преимущественно триглицериды и сложные алкиловые эфиры жирных кислот, включая ком‐
поненты омега‐3. 4) Получены данные по динамике расслоения полученных ультразвуковым способом эмульсий рапсового масла и этилового спирта. Установлено, что практически полезная для последующей трансэтерификации устойчивость может быть получена при молярных соотно‐
шениях спирт/масло 17:1 и выше. Получена зависимость конверсии от размера зерна эмуль‐
сии при трансэтерификации реакционной смеси, подвергнутой ультразвуковому эмульгиро‐
ванию. Установлено, что конверсия выше у более дисперсных эмульсий, отличающихся боль‐
шей поверхностью контакта фаз. 5) Создана экспериментальная установка периодического действия объёмом 32 мл. для трансэтерификации масел в сверхкритическом спирте при температурах до 800 K, давле‐
ниях до 600 МПа, в которой реализована возможность перемешивания смеси во время реак‐
ции с целью выравнивания температуры реакционной смеси и концентрации реактантов по объёму реакционного автоклава. 139
6) Получены данные по влиянию термодинамических условий трансэтерификации на величину конверсии масла в БДТ при реализации процесса на периодической установке. Уста‐
новлено, что конверсия увеличивается с ростом температуры и с ростом молярного соотно‐
шения спирт/масло в исходной смеси. Для нерафинированного пальмового масла получены высокие значения конверсии при молярном соотношении 37:1, времени реакции 10 минут, T = 685 K. Для рафинированного пальмового масла получены значения конверсии, близкие к 100% при молярном соотношении 19:1, времени реакции 10 минут, T = 685 K. 140
Список использованной литературы 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. Торгово‐промышленная палата Российской Федерации. [Электронный ресурс]. URL: http://www.tpprf.ru/img/uploaded/2004111115481300.doc (просмотрено: 02.05.2009). ПАКК ‐ Нефтяная и газовая промышленность ‐ Прогнозы о главном. [Электронный ресурс]. URL: http://oil.pacc.ru/analytics/articles2/200607141.html (просмотрено: 02.05.2014). Федеральный закон от 24.07.2007 N 198‐ФЗ (ред. от 08.11.2008) «О федеральном бюджете на 2008 год и на плановый период 2009 и 2010 годов» (24 июля 2007 г.) \ Консультант Плюс. [Электронный ресурс]. URL: http://www.consultant.ru/document/cons_doc_LAW_81452/ (просмотрено: 02.05.2014). Девальвация рубля перекроет потери бюджета от падения цен на нефть. [Электронный ресурс]. URL: http://top.rbc.ru/economics/07/10/2014/54326924cbb20f8f7b9b46d2 (просмотрено: 31.10.2014). Lenta.ru: Экономика: Госэкономика: Известных запасов нефти в России хватит на 30 лет. [Электронный ресурс]. URL: http://lenta.ru/news/2014/05/28/known/ (просмотрено: 16.06.2014). Atmospheric CO2 Dataset Summary. [Электронный ресурс]. URL: http://co2now.org/images/stories/data/co2‐atmospheric‐mlo‐monthly‐scripps.pdf (просмотрено: 31.10.2014). ESRL Global Monitoring Division ‐ Global Greenhouse Gas Reference Network ‐ US Department of Commerce, NOAA, Earth System Research Laboratory. [Электронный ресурс]. URL: http://www.esrl.noaa.gov/gmd/ccgg/trends/#mlo_growth (просмотрено: 02.05.2014). Гумеров Ф.М. Перспективы использования суб‐ и сверхкритических флюидных сред при получении биодизельного топлива / Гумеров Ф.М., Ф.Р. Габитов, Р.А. Газизов, Т.Р. Билалов, Р.С. Яруллин // Сверхкритические Флюиды Теория и Практика. ‐ 2006. ‐ Т. 1, ‐ № 1. ‐ С. 66–76. biofuels‐platform.ch. [Электронный ресурс]. URL: http://www.biofuels‐
platform.ch/en/infos/eu‐biodiesel (просмотрено: 23.02.2009). Renner Transit Bus Operation with Methanol Fuel / R.A. Renner, M.D. Jackson, S. Unnasch, C. Sullivan. ‐ 1985. [Электронный ресурс]. URL: http://papers.sae.org/850216/ (просмотрено: 06.11.2011). Galbraith. In Gas‐Powered World, Ethanol Stirs Complaints / K. Galbraith // New York Times. ‐ 2008. [Электронный ресурс]. URL: http://www.nytimes.com/2008/07/26/business/26ethanol.html (просмотрено: 26.07.2014). Альтернативные виды топлив ДВС. [Электронный ресурс]. URL: http://www.rae.ru/forum2012/15/1453 (просмотрено: 08.11.2010). Семёнов, В.Г. Экспериментальная оценка влияния состава бинарных смесей биодизельного и дизельного топлива на показатели дизельного двигателя / В.Г. Семёнов, М.Н. Лылка // Вестник Харьковского Национального Автомобильно‐
Дорожного Университета. ‐ 2007. ‐ № 37. ‐ С. 111–115. Тхи, Ч.Н. Способ получения биодизеля из жиросодержащих рыбных отходов методом проведения реакции переэтерификации / Ч.Н. Тхи, М.Д. Мукатова, Н.А. Киричко // Вестник Астраханского Государственного Технического Университета. Серия: Рыбное Хозяйство. ‐ 2011. ‐ № 1. ‐ С. 152–157. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 141
Рынок биотоплива: биоэтанол, биодизель, биогаз, пеллеты. [Электронный ресурс]. URL: http://marketing.rbc.ru/research/562949976253017.shtml (просмотрено: 06.05.2014). Биогаз из биомасс / Хабрахабр. [Электронный ресурс]. URL: http://habrahabr.ru/post/226953/ (просмотрено: 08.11.2014). Pahl, G. Biodiesel: Growing a New Energy Economy / G. Pahl. ‐ White River Junction, VT: Chelsea Green Publishing, 2008. ‐‐ 298 С. Газизов, Р.А. Растворимость метиловых эфиров жирных кислот в чистом и модифицированном сверхкритическом CO2 ‐ как термодинамическая основа сепарационного этапа в процессе получения биодизельного топлива: дисс. канд. тех.: 01.04.14 / Газизов Рустем Аудитович. ‐ Казань, ‐ 2007. ‐‐ 147 С. В Пензенской области планируют производить биодизельное топливо из семян рыжика. ‐ 2014. [Электронный ресурс]. URL: http://www.regnum.ru/news/1706560.html (просмотрено: 26.05.2014). Crude Glycerine Price ‐ Alibaba.com. [Электронный ресурс]. URL: http://www.alibaba.com/showroom/crude‐glycerine‐price.html (просмотрено: 25.05.2014). Prices of Decene/Butene Copolymer ‐ Commercial Information | Marketizer.com. [Электронный ресурс]. URL: http://www.marketizer.com/products/decene‐butene‐
copolymer‐58617332016/prices.htm (просмотрено: 29.06.2012). Kansedo, J. Feasibility of Palm Oil as the Feedstock for Biodiesel Production via Heterogeneous Transesterification / J. Kansedo, K.T. Lee, S. Bhatia // Chem. Eng. Technol. ‐ 2008. ‐ Т. 31, ‐ № 7. ‐ С. 993–999. Georgogianni, K.G. Biodiesel Production: Reaction and Process Parameters of Alkali‐
Catalyzed Transesterification of Waste Frying Oils / K.G. Georgogianni, M.G. Kontominas, E. Tegou, D. Avlonitis, V. Gergis // Energy & Fuels. ‐ 2007. ‐ Т. 21, ‐ № 5. ‐ С. 3023–3027. Demirbas, A. Biodiesel: A Realistic Fuel Alternative for Diesel Engines / A. Demirbas. Technology & Engineering, 2008. ‐‐ 208 С. Ranganathan, S.V. An overview of enzymatic production of biodiesel / S.V. Ranganathan, S.L. Narasimhan, K. Muthukumar // Bioresour. Technol. ‐ 2008. ‐ Т. 99, ‐ № 10. ‐ С. 3975–81. Peña, R. Transesterification of Castor Oil: Effect of Catalyst and Co‐Solvent / R. Peña, R. Romero, S.L. Martínez, M.J. Ramos, A. Martínez, R. Natividad, S.L. Marti, A. Marti, A.V.C. Jose // Ind. Eng. Chem. Res. ‐ 2009. ‐ Т. 48, ‐ № 3. ‐ С. 1186–1189. Meneghetti, S.M.P. Ethanolysis of castor and cottonseed oil: A systematic study using classical catalysts / S.M.P. Meneghetti, M.R. Meneghetti, C.R. Wolf, E.C. Silva, G.E.S. Lima, M. de A. Coimbra, J.I. Soletti, S.H. V. Carvalho // J. Am. Oil Chem. Soc. ‐ 2006. ‐ Т. 83, ‐ № 9. ‐ С. 819–822. Meneghetti, S.M.P. Biodiesel from Castor Oil: A Comparison of Ethanolysis versus Methanolysis / S.M.P. Meneghetti, M.R. Meneghetti, C.R. Wolf, E.C. Silva, G.E.S. Lima, L. de Lira Silva, T.M. Serra, F. Cauduro, L.G. de Oliveira // Energy & Fuels. ‐ 2006. ‐ Т. 20, ‐ № 5. ‐ С. 2262–2265. Freedman, B. Variables affecting the yields of fatty esters from transesterified vegetable oils / B. Freedman, E.H. Pryde, T.L. Mounts // J. Am. Oil Chem. Soc. ‐ 1984. ‐ Т. 61, ‐ № 10. ‐ С. 1638–1643. Ma, F. Biodiesel production: a review / F. Ma, M.A. Hanna // Bioresour. Technol. ‐ 1999. ‐ Т. 70, ‐ № 1. ‐ С. 1–15. Peter, S., Ganswindt, R. and Weidner. Method for producing fatty acid esters / E. Peter, S., Ganswindt, R. and Weidner: 6221390. ‐ US, ‐ 2001. [Электронный ресурс]. URL: http://www.google.com/patents/US6211390 (просмотрено: 02.05.2014). 32. 33. 34. 35. 36. 37. 38. 39. 40. 41. 42. 43. 44. 45. 46. 47. 48. 49. 142
Freedman, B. Transesterification kinetics of soybean oil 1 / B. Freedman, R.O. Butterfield, E.H. Pryde // J. Am. Oil Chem. Soc. ‐ 1986. ‐ Т. 63, ‐ № 10. ‐ С. 1375–1380. Fukuda, H. Biodiesel fuel production by transesterification of oils / H. Fukuda, A. Kondo, H. Noda // J. Biosci. Bioeng. ‐ 2001. ‐ Т. 92, ‐ № 5. ‐ С. 405–416. Al‐Saadi, A.N. Esterification of butanol in a two‐phase liquid‐liquid system. Part I: Quaternary phase equilibria studies / A.N. Al‐Saadi, G. V. Jeffreys // AIChE J. ‐ 1981. ‐ Т. 27, ‐ № 5. ‐ С. 754–761. Vera Production of biodiesel by a two‐step supercritical reaction process with adsorption refining / C.R. Vera, S.A. Ippolito d’, C.L. Pieck, J.M. Parera // 4th Mercosur Congr. Process Syst. Eng. ‐ Rio de Janeiro, ‐ 2005. [Электронный ресурс]. URL: http://www.enpromer2005.eq.ufrj.br/nukleo/pdfs/0818_paper_818.pdf. Kusdiana, Saka. Biodiesel fuel for diesel fuel substitute prepared by a catalyst‐free supercritical methanol / D. Kusdiana, S. Saka. [Электронный ресурс]. URL: http://biodieselgear.com/documentation/Methanol_Super_Critical_Method.pdf (просмотрено: 05.05.2014). Ultrasonic Mixing for Biodiesel Production. [Электронный ресурс]. URL: http://www.hielscher.com/biodiesel_ultrasonic_mixing_reactors.htm (просмотрено: 02.05.2014). Kusdiana, D. Effects of water on biodiesel fuel production by supercritical methanol treatment / D. Kusdiana, S. Saka // Bioresour. Technol. ‐ 2004. ‐ Т. 91, ‐ № 3. ‐ С. 289–295. He, H. Transesterification Kinetics of Soybean Oil for Production of Biodiesel in Supercritical Methanol / H. He, S. Sun, T. Wang, S. Zhu // J. Am. Oil Chem. Soc. ‐ 2007. ‐ Т. 84, ‐ № 4. ‐ С. 399–404. He, H. Continuous production of biodiesel fuel from vegetable oil using supercritical methanol process / H. He, T. Wang, S. Zhu // Fuel. ‐ 2007. ‐ Т. 86, ‐ № 3. ‐ С. 442–447. Madras, G. Synthesis of biodiesel in supercritical fluids / G. Madras, C. Kolluru, R. Kumar // Fuel. ‐ 2004. ‐ Т. 83, ‐ № 14‐15. ‐ С. 2029–2033. Demirbaş, A. Biodiesel from vegetable oils via transesterification in supercritical methanol / A. Demirbaş // Energy Convers. Manag. ‐ 2002. ‐ Т. 43, ‐ № 17. ‐ С. 2349–2356. Silva, C. Continuous Production of Fatty Acid Ethyl Esters from Soybean Oil in Compressed Ethanol / C. Silva, T.A. Weschenfelder, S. Rovani, F.C. Corazza, M.L. Corazza, C. Dariva // Ind. Eng. Chem. Res. ‐ 2007. ‐ Т. 46, ‐ № 16. ‐ С. 5304–5309. Kusdiana, D. Methyl Esterification of Free Fatty Acids of Rapeseed Oil as Treated in Supercritical Methanol / D. Kusdiana, S. Saka // J. Chem. Eng. Japan. ‐ 2001. ‐ Т. 34, ‐ № 3. ‐ С. 383–387. Warabi, Y. Reactivity of triglycerides and fatty acids of rapeseed oil in supercritical alcohols / Y. Warabi, D. Kusdiana, S. Saka // Bioresour. Technol. ‐ 2004. ‐ Т. 91, ‐ № 3. ‐ С. 283–287. Гумеров, Ф.М. Реализация процесса непрерывной трансэтерификации растительных масел в сверхкритических флюидных средах / Ф.М. Гумеров, Р.А. Усманов, Р.Р. Габитов, Ш.А. Бикташев, Ф.Р. Габитов, Р.С. Яруллин, И.А. Якушев // Бутлеровские сообщения. ‐ 2011. ‐ Т. 25, ‐ № 6. ‐ С. 1–12. Diaz, M.S. Model‐Based Cost Minimization in Noncatalytic Biodiesel Production Plants / M.S. Diaz, S. Espinosa, E.A. Brignole // Energy & Fuels. ‐ 2009. ‐ Т. 23, ‐ № 11. ‐ С. 5587–5595. Hegel, P. Phase Transitions in a Biodiesel Reactor Using Supercritical Methanol / P. Hegel, G. Mabe, S. Pereda, E.A. Brignole // Ind. Eng. Chem. Res. ‐ 2007. ‐ Т. 46, ‐ № 19. ‐ С. 6360–
6365. Tang, Z. Phase equilibria of methanol – triolein system at elevated temperature and pressure / Z. Tang, Z. Du, E. Min, L. Gao, T. Jiang, B. Han // Fluid Phase Equilib. ‐ 2006. ‐ Т. 239, ‐ № 1. ‐ С. 8–11. 50. 51. 52. 53. 54. 55. 56. 57. 58. 59. 60. 61. 62. 63. 64. 65. 66. 67. 68. 143
Van Kasteren, J.M.N. A process model to estimate the cost of industrial scale biodiesel production from waste cooking oil by supercritical transesterification / J.M.N. van Kasteren, A.P. Nisworo // Resour. Conserv. Recycl. ‐ 2007. ‐ Т. 50, ‐ № 4. ‐ С. 442–458. Zhang, Y. Biodiesel production from waste cooking oil: 2. Economic assessment and sensitivity analysis / Y. Zhang, M.. Dubé, D.. McLean, M. Kates // Bioresour. Technol. ‐ 2003. ‐ Т. 90, ‐ № 3. ‐ С. 229–240. Ippolito, S.A.D. Analysis of a Two‐Step , Noncatalytic, Supercritical Biodiesel Production Process with Heat Recovery / S.A.D. Ippolito, J.C. Yori, M.E. Iturria, C.L. Pieck, C.R. Vera // Energy & Fuels. ‐ 2007. ‐ Т. 21, ‐ № 1. ‐ С. 339–346. Fats, Oils, Fatty Acids, Triglycerides ‐ Chemical Structure (Page 2 of 3). [Электронный ресурс]. URL: http://www.scientificpsychic.com/fitness/fattyacids1.html (просмотрено: 17.06.2014). Saka, S. Biodiesel fuel from rapeseed oil as prepared in supercritical methanol / S. Saka, D. Kusdiana // Fuel. ‐ 2001. ‐ Т. 80, ‐ № 2. ‐ С. 225–231. Bunyakiat, K. Continuous Production of Biodiesel via Transesterification from Vegetable Oils in Supercritical Methanol / K. Bunyakiat, S. Makmee, R. Sawangkeaw, S. Ngamprasertsith // Energy & Fuels. ‐ 2006. ‐ Т. 20, ‐ № 2. ‐ С. 812–817. Demirbas, A. Studies on cottonseed oil biodiesel prepared in non‐catalytic SCF conditions / A. Demirbas // Bioresour. Technol. ‐ 2008. ‐ Т. 99, ‐ № 5. ‐ С. 1125–30. Varma, M.N. Synthesis of Biodiesel from Castor Oil and Linseed Oil in Supercritical Fluids / M.N. Varma, G. Madras // Ind. Eng. Chem. Res. ‐ 2007. ‐ Т. 46, ‐ № 1. ‐ С. 1–6. Kusdiana, D. Kinetics of transesterification in rapeseed oil to biodiesel fuel as treated in supercritical methanol / D. Kusdiana, S. Saka // Fuel. ‐ 2001. ‐ Т. 80, ‐ № 5. ‐ С. 693–698. Imahara, H. Thermal stability of biodiesel in supercritical methanol / H. Imahara, E. Minami, S. Hari, S. Saka // Fuel. ‐ 2008. ‐ Т. 87, ‐ № 1. ‐ С. 1–6. Warabi, Y. Biodiesel fuel from vegetable oil by various supercritical alcohols / Y. Warabi, D. Kusdiana, S. Saka // Appl. Biochem. Biotechnol. ‐ 2004. ‐ Т. 113‐116. ‐ С. 793–801. Geuens, J. Microwave‐Assisted Catalyst‐Free Transesterification of Triglycerides with 1‐
Butanol under Supercritical Conditions / J. Geuens, J.M. Kremsner, B.A. Nebel, S. Schober, R.A. Dommisse, M. Mittelbach, S. Tavernier, C.O. Kappe, B.U.W. Maes. ‐ 2008. ‐ № 18. ‐ С. 643–645. Math, M.C. Technologies for biodiesel production from used cooking oil — A review / M.C. Math, S.P. Kumar, S. V. Chetty // Energy Sustain. Dev. ‐ 2010. ‐ Т. 14, ‐ № 4. ‐ С. 339–345. Borges, M.E. Recent developments on heterogeneous catalysts for biodiesel production by oil esterification and transesterification reactions: A review / M.E. Borges, L. Díaz // Renew. Sustain. Energy Rev. ‐ 2012. ‐ Т. 16, ‐ № 5. ‐ С. 2839–2849. Wen, L. Preparation of KF/CaO nanocatalyst and its application in biodiesel production from Chinese tallow seed oil / L. Wen, Y. Wang, D. Lu, S. Hu, H. Han // Fuel. ‐ 2010. ‐ Т. 89, ‐ № 9. ‐ С. 2267–2271. Encinar, J.M. Rape oil transesterification over heterogeneous catalysts / J.M. Encinar, J.F. González, A. Pardal, G. Martínez // Fuel Process. Technol. ‐ 2010. ‐ Т. 91, ‐ № 11. ‐ С. 1530–
1536. Ilgen, O. Dolomite as a heterogeneous catalyst for transesterification of canola oil / O. Ilgen // Fuel Process. Technol. ‐ 2011. ‐ Т. 92, ‐ № 3. ‐ С. 452–455. Furuta, S. Biodiesel fuel production with solid amorphous‐zirconia catalysis in fixed bed reactor / S. Furuta, H. Matsuhashi, K. Arata // Biomass and Bioenergy. ‐ 2006. ‐ Т. 30, ‐ № 10. ‐ С. 870–873. Marchetti, J.M. Possible methods for biodiesel production / J.M. Marchetti, V.U. Miguel, A.F. Errazu // Renew. Sustain. Energy Rev. ‐ 2007. ‐ Т. 11, ‐ № 6. ‐ С. 1300–1311. 69. 70. 71. 72. 73. 74. 75. 76. 77. 78. 79. 80. 81. 82. 83. 84. 85. 144
Perez, G. Analysis of enzymatic alcoholisis reaction with vegetables oils: диссер. маг / Perez G. ‐ Bahia Blanca, Argentina, ‐ 2003. ‐‐ 186 С. Iso, M. Production of biodiesel fuel from triglycerides and alcohol using immobilized lipase / M. Iso, B. Chen, M. Eguchi, T. Kudo, S. Shrestha // J. Mol. Catal. B Enzym. ‐ 2001. ‐ Т. 16, ‐ № 1. ‐ С. 53–58. Nelson, L.A. Lipase‐catalyzed production of biodiesel / L.A. Nelson, T.A. Foglia, W.N. Marmer // J. Am. Oil Chem. Soc. ‐ 1996. ‐ Т. 73, ‐ № 9. ‐ С. 1191–1195. Shimada, Y. Enzymatic alcoholysis for biodiesel fuel production and application of the reaction to oil processing / Y. Shimada, Y. Watanabe, A. Sugihara, Y. Tominaga // J. Mol. Catal. B Enzym. ‐ 2002. ‐ Т. 17, ‐ № 3‐5. ‐ С. 133–142. Sotoft, L.F. Process simulation and economical evaluation of enzymatic biodiesel production plant / L.F. Sotoft, B.‐G. Rong, K. V Christensen, B. Norddahl // Bioresour. Technol. ‐ 2010. ‐ Т. 101, ‐ № 14. ‐ С. 5266–74. Мазанов, С.В. Исследование процесса переэтерификации рапсового масла сверхкритическим этанолом в присутствии гетерогенного катализатора / С.В. Мазанов, С.Н. Картапов, А.Р. Габитова, Р.А. Усманов, Г.И. Фёдоров // Вестник Казан. технол. ун‐
та. ‐ 2013. ‐ № 7. ‐ С. 178–179. Мазанов, С.В. Получение и применение гетерогенных катализаторов для процесса переэтерификации рапсового масла в сверхкритических флюидных условиях / С.В. Мазанов, А.Р. Габитова, Р.Р. Габитов, Р.А. Усманов // Вестник Казан. технол. ун‐та. ‐ 2013. ‐ № 20. ‐ С. 155–156. Dasari, M.A. Noncatalytic alcoholysis kinetics of soybean oil / M.A. Dasari, M.J. Goff, G.J. Suppes // J. Am. Oil Chem. Soc. ‐ 2003. ‐ Т. 80, ‐ № 2. ‐ С. 189–192. Kusdiana, D. Catalytic effect of metal reactor in transesterification of vegetable oil / D. Kusdiana, S. Saka // J. Am. Oil Chem. Soc. ‐ 2004. ‐ Т. 81, ‐ № 1. ‐ С. 103–104. Kusdiana, D. Two‐step preparation for catalyst‐free biodiesel fuel production: hydrolysis and methyl esterification / D. Kusdiana, S. Saka // Appl. Biochem. Biotechnol. ‐ 2004. ‐ Т. 113‐
116. ‐ С. 781–91. Minami, E. Kinetics of hydrolysis and methyl esterification for biodiesel production in two‐
step supercritical methanol process / E. Minami, S. Saka // Fuel. ‐ 2006. ‐ Т. 85, ‐ № 17‐18. ‐ С. 2479–2483. Comprehensive Analysis of Biodiesel Impacts on Exhaust Emissions: Draft Technical Report. ‐ 2002. [Электронный ресурс]. URL: http://www.epa.gov/oms/models/analysis/biodsl/p02001.pdf (просмотрено: 17.06.2014). Biodiesel Emissions. [Электронный ресурс]. URL: http://www.biodiesel.org/docs/ffs‐
basics/emissions‐fact‐sheet.pdf?sfvrsn=4 (просмотрено: 17.06.2012). Mccormick Fuel Additive and Blending Approaches to Reducing NOx Emissions from Biodiesel / R.L. Mccormick, J.R. Alvarez, M.S. Graboski, K.S. Tyson, K. Vertin. ‐ 2002. [Электронный ресурс]. URL: http://papers.sae.org/2002‐01‐1658/ (просмотрено: 02.05.2014). Renewable Fuel Standard Program (RFS2) Regulatory Impact Analysis. ‐ 2010. [Электронный ресурс]. URL: http://www.epa.gov/otaq/renewablefuels/420r10006.pdf. Peterson, Moller. Biodegradability, BOD5, COD and toxicity of biodiesel fuels / C.L. Peterson, G. Moller. [Электронный ресурс]. URL: http://www.learningace.com/doc/486191/f2e0057f0df9f6d895c0eb1da78270f7/04. Haws, R. Chemical Oxygen Demand, Biochemical Oxygen Demand, and Toxicity of Biodiesel / R. Haws // Proc. Conf. Commer. Biodiesel Environ. Heal. Benefits. ‐ Moscow, Idaho: University of Idaho, ‐ 1997. 86. 87. 88. 89. 90. 91. 92. 93. 94. 95. 96. 97. 98. 99. 100. 101. 102. 103. 145
Zhang Biodegradability of biodiesel in the aquatic environment / X. Zhang, C.L. Peterson, D. Reece, G. Moller, R. Haws // Commer. Biodiesel Environ. Heal. Benefits. ‐ Moscow, Idaho, ‐ 1997. [Электронный ресурс]. URL: http://www.biodiesel.org/reports/19950601_mar‐
009.pdf. Biodegradation of oils. [Электронный ресурс]. URL: http://www.substech.com/dokuwiki/doku.php?id=biodegradation_of_oils (просмотрено: 04.11.2014). Penn, M.R. Biochemical oxygen demand / M.R. Penn, J.J. Pauer, J.R. Mihelcic // Environ. Ecol. Chem. vol. 2. ‐ Isle of Man, UK: UNESCO‐EOLSS, 2009. ‐ С. 278. Method #: 410.1. [Электронный ресурс]. URL: http://www.caslab.com/EPA‐
Methods/PDF/EPA‐Method‐4101.pdf (просмотрено: 30.06.2013). Danping, W. The lubricity of diesel fuels / W. Danping, H.A. Spikes // Wear. ‐ 1986. ‐ Т. 111, ‐ № 2. ‐ С. 217–235. Safran, S. Statistical thermodynamics of surfaces, interfaces, and membranes / S. Safran. ‐ Boulder, CO: Science, 1994. ‐‐ 270 С. Nikanjam, Henderson. Lubricity of Low Sulfur Diesel Fuels / M. Nikanjam, P.T. Henderson. ‐ 1993. [Электронный ресурс]. URL: http://papers.sae.org/932740/ (просмотрено: 03.05.2014). Barbour, Rickeard, Elliott. Understanding Diesel Lubricity / R.H. Barbour, D.J. Rickeard, N.G. Elliott. ‐ 2000. [Электронный ресурс]. URL: http://papers.sae.org/2000‐01‐1918/ (просмотрено: 03.05.2014). BS EN 590:2004 Automotive fuels. Diesel. Requirements and test methods // British‐
Adopted Eur. Stand. ‐ 2004. [Электронный ресурс]. URL: http://www.techstreet.com/products/1184167 (просмотрено: 03.05.2014). ASTM D975 ‐ 14 Standard Specification for Diesel Fuel Oils. ‐ 2004. [Электронный ресурс]. URL: http://www.astm.org/Standards/D975.htm (просмотрено: 03.05.2014). Anastopoulos, G. Lubrication Properties of Low‐Sulfur Diesel Fuels in the Presence of Specific Types of Fatty Acid Derivatives / G. Anastopoulos, E. Lois, A. Serdari, F. Zanikos, S. Stournas, S. Kalligeros // Energy & Fuels. ‐ 2001. ‐ Т. 15, ‐ № 1. ‐ С. 106–112. Knothe. The Lubricity of Biodiesel / G. Knothe. ‐ 2005. [Электронный ресурс]. URL: http://papers.sae.org/2005‐01‐3672/ (просмотрено: 03.05.2014). Knothe, G. Lubricity of Components of Biodiesel and Petrodiesel . The Origin of Biodiesel Lubricity † / G. Knothe, K.R. Steidley. ‐ 2005. ‐ С. 1192–1200. Kajdas, Majzner. The Influence of Fatty Acids and Fatty Acids Mixtures on the Lubricity of Low‐Sulfur Diesel Fuels / C. Kajdas, M. Majzner. ‐ 2001. [Электронный ресурс]. URL: http://papers.sae.org/2001‐01‐1929/ (просмотрено: 03.05.2014). Knothe, G. “Designer” Biodiesel: Optimizing Fatty Ester Composition to Improve Fuel Properties / G. Knothe // Energy & Fuels. ‐ 2008. ‐ Т. 22, ‐ № 2. ‐ С. 1358–1364. Goodrum, J.W. Influence of fatty acid methyl esters from hydroxylated vegetable oils on diesel fuel lubricity / J.W. Goodrum, D.P. Geller // Bioresour. Technol. ‐ 2005. ‐ Т. 96, ‐ № 7. ‐ С. 851–5. Karonis Assessment of the Lubricity of Greek Road Diesel and the Effect of the Addition of Specific Types of Biodiesel / D. Karonis, G. Anastopoulos, E. Lois, S. Stournas, F. Zannikos, A. Serdari. ‐ 1999. [Электронный ресурс]. URL: http://papers.sae.org/1999‐01‐1471/ (просмотрено: 03.05.2014). Production of biodiesels from multiple feedstocks and properties of biodiesels and biodiesel/diesel blends. ‐ 2003. [Электронный ресурс]. URL: http://www.biofuels.coop/archive/biodiesel_report.pdf (просмотрено: 23.06.2014). 104. 105. 106. 107. 108. 109. 110. 111. 112. 113. 114. 115. 116. 117. 118. 119. 120. 121. 146
Knothe, G. Dependence of biodiesel fuel properties on the structure of fatty acid alkyl esters / G. Knothe // Fuel Process. Technol. ‐ 2005. ‐ Т. 86, ‐ № 10. ‐ С. 1059–1070. Schumacher, L.G. Lubricity Effects of Biodiesel when Used with Ultra Low Sulfur Diesel Fuel / L.G. Schumacher // Appl. Eng. Agric. ‐ 2008. ‐ Т. 24, ‐ № 5. ‐ С. 539–544. Wadumesthrige, K. Investigation of Lubricity Characteristics of Biodiesel in Petroleum and Synthetic Fuel / K. Wadumesthrige, M. Ara, S.O. Salley, K.Y.S. Ng. ‐ 2009. ‐ Т. 83, ‐ № 7. ‐ С. 2351–2356. Suarez, P.A.Z. Comparing the lubricity of biofuels obtained from pyrolysis and alcoholysis of soybean oil and their blends with petroleum diesel / P.A.Z. Suarez, B.R. Moser, B.K. Sharma, S.Z. Erhan // Fuel. ‐ 2009. ‐ Т. 88, ‐ № 6. ‐ С. 1143–1147. Sulek, M.W. Assessment of lubricity of compositions of fuel oil with biocomponents derived from rape‐seed / M.W. Sulek, A. Kulczycki, A. Malysa // Wear. ‐ 2010. ‐ Т. 268, ‐ № 1‐2. ‐ С. 104–108. Bhatnagar, A.K. HFRR Studies on Methyl Esters of Nonedible Vegetable Oils / A.K. Bhatnagar, S. Kaul, V.K. Chhibber, A.K. Gupta // Energy & Fuels. ‐ 2006. ‐ Т. 20, ‐ № 3. ‐ С. 1341–1344. Hu, J. Study on the lubrication properties of biodiesel as fuel lubricity enhancers / J. Hu, Z. Du, C. Li, E. Min // Fuel. ‐ 2005. ‐ Т. 84, ‐ № 12. ‐ С. 1601–1606. Kulkarni, M.G. Transesterification of canola oil in mixed methanol/ethanol system and use of esters as lubricity additive / M.G. Kulkarni, A.K. Dalai, N.N. Bakhshi // Bioresour. Technol. ‐ 2007. ‐ Т. 98, ‐ № 10. ‐ С. 2027–33. Galbraith, Hertz. The Rocle Test for Diesel and Bio‐Diesel Fuel Lubricity / R.M.C. Galbraith, P.B. Hertz. ‐ 1997. [Электронный ресурс]. URL: http://papers.sae.org/972862/ (просмотрено: 03.05.2014). Geller, D.P. Effects of specific fatty acid methyl esters on diesel fuel lubricity / D.P. Geller, J.W. Goodrum // Fuel. ‐ 2004. ‐ Т. 83, ‐ № 17‐18. ‐ С. 2351–2356. Vijayaraghavan, K. Biodiesel Production from Freshwater Algae / K. Vijayaraghavan, K. Hemanathan // Energy & Fuels. ‐ 2009. ‐ Т. 23, ‐ № 11. ‐ С. 5448–5453. Usmanov, R.A. High Yield Biofuel Production from Vegetable Oils with Supercritical Alcohols / R.A. Usmanov, F.M. Gumerov, F.R. Gabitov, Z.I. Zaripov, F.N. Scshamsetdinov, I.M. Abdulagatov // Liq. Fuels Types, Prop. Prod. ‐ New York: Nova Science Publishers, 2012. ‐ С. 99–146. Xu, H. High quality biodiesel production from a microalga Chlorella protothecoides by heterotrophic growth in fermenters / H. Xu, X. Miao, Q. Wu // J. Biotechnol. ‐ 2006. ‐ Т. 126, ‐ № 4. ‐ С. 499–507. Lin, C.‐Y. Fuel properties of biodiesel produced from the crude fish oil from the soapstock of marine fish / C.‐Y. Lin, R.‐J. Li // Fuel Process. Technol. ‐ 2009. ‐ Т. 90, ‐ № 1. ‐ С. 130–136. Graboski, M.S. Combustion of fat and vegetable oil derived fuels in diesel engines / M.S. Graboski, R.L. McCormick // Prog. Energy Combust. Sci. ‐ 1998. ‐ Т. 24, ‐ № 2. ‐ С. 125–164. McNeff, C. V. A continuous catalytic system for biodiesel production / C. V. McNeff, L.C. McNeff, B. Yan, D.T. Nowlan, M. Rasmussen, A.E. Gyberg, B.J. Krohn, R.L. Fedie, T.R. Hoye // Appl. Catal. A Gen. ‐ 2008. ‐ Т. 343, ‐ № 1‐2. ‐ С. 39–48. Geyer, S.M. Comparison of diesel engine performance and emissions from neat and transesterified vegetable oils / S.M. Geyer, M.J. Jacobus // ASABE. ‐ 1984. ‐ Т. 27, ‐ № 2. ‐ С. 375–381. Peterson, C.L. Fumigation with propane and transesterification effects on injector coking with vegetable oil fuels / C.L. Peterson, R.A. Korus, P.G. Mora, J.P. Madsen // Trans. ASAE. ‐ 1987. ‐ Т. 30, ‐ № 1. ‐ С. 28–35. 122. 123. 124. 125. 126. 127. 128. 129. 130. 131. 132. 133. 134. 135. 136. 137. 138. 139. 147
Gigür, A.Iş. Methyl ester from safflower seed oil of Turkish origin as a biofuel for diesel engines / A.Iş. Gigür, F. Karaosmanoglu, H.A. Aksoy // Appl. Biochem. Biotechnol. ‐ 1994. ‐ Т. 45‐46, ‐ № 1. ‐ С. 103–112. Bagby, M.O. Inks, Biofuels and Other Emerging Industrial Products from Vegetable Oils / M.O. Bagby // 9th Int. Conf. Jojoba Uses, 3rd Int. Conf. New Ind. Crop. Prod. ‐ Phoenix: Crops., Assoc. Adv. Industr., ‐ 1996. ‐ С. 220–224. K. R. Kaufman. Sunflower methyl esters for direct injected diesel engines / M.Z. K. R. Kaufman. [Электронный ресурс]. URL: http://libra.msra.cn/Publication/11563231/sunflower‐methyl‐esters‐for‐direct‐injected‐
diesel‐engines (просмотрено: 11.10.2014). Ali, Y. Fuel properties of tallow and soybean oil esters / Y. Ali, M.A. Hanna, S.L. Cuppett // J. Am. Oil Chem. Soc. ‐ 1995. ‐ Т. 72, ‐ № 12. ‐ С. 1557–1564. Avella, F. Characteristics and utilization of vegetable derivatives as diesel fuels / F. Avella, A. Galtieri, A. Fiumara // Riv. dei Combust. ‐ 1992. ‐ Т. 46, ‐ № 6. ‐ С. 181–188. Nelson, L.A. Low‐temperature properties of alkyl esters of tallow and grease / L.A. Nelson, T.A. Foglia, R.O. Dunn, W.N. Marmer // J. Am. Oil Chem. Soc. ‐ 1997. ‐ Т. 74. ‐ С. 951–955. Zhang, Van Gerpen. Combustion Analysis of Esters of Soybean Oil in a Diesel Engine / Y. Zhang, J.H. Van Gerpen. ‐ 1996. [Электронный ресурс]. URL: http://papers.sae.org/960765/ (просмотрено: 11.10.2014). Lee, I. Use of branched‐chain esters to reduce the crystallization temperature of biodiesel / I. Lee, L.A. Johnson, E.G. Hammond // J. Am. Oil Chem. Soc. ‐ 1995. ‐ Т. 72, ‐ № 10. ‐ С. 1155–1160. Knothe, Dunn, Bagby. Biodiesel : The Use of Vegetable Oils and Their Derivatives as Alternative Diesel Fuels / G. Knothe, R.O. Dunn, M.O. Bagby. [Электронный ресурс]. URL: http://naldc.nal.usda.gov/naldc/download.xhtml?id=26435 (просмотрено: 21.06.2014). Applewhite, T.H. Fats and fatty oils / T.H. Applewhite // Kirk‐Othmer Encycl. Chem. Technol. 3‐е изд. ‐ New York: John Wiley, 1980. ‐ С. 795–811. Gunstone, F.D. The Lipid Handbook / F.D. Gunstone, J.L. Harwood, F.B. Padley // Fett Wiss. Technol. Sci. Technol. 2‐е изд. ‐ London: Chapman & Hall, ‐ 1994. ‐ Т. 97, ‐ № 7‐8. ‐ С. 315–
316. Goering, Schwab. Fuel properties of eleven vegetable oils / C.E. Goering, A.W. Schwab // ASAE Tech. Pap. ‐ 1980. [Электронный ресурс]. URL: https://elibrary.asabe.org/abstract.asp?aid=33748 (просмотрено: 03.05.2014). Bagby, M.O. Seed Oils for Diesel Fuels: Sources and Properties / M.O. Bagby, B. Freedman // Winter Meet. ASAE. ‐ St. Joseph MI, ‐ 1987. ‐ С. 1583–87. Batel, W. Pflänzenöle für die Kraftstoff‐ und Energieversorgung / W. Batel, M. Graef, G.‐J. Mejer, R. Möller, F. Schoedder // Grundl. Landtechnik. ‐ 1980. ‐ Т. 30, ‐ № 2. ‐ С. 40–51. Freedman, B. Heats of combustion of fatty esters and triglycerides / B. Freedman, M.O. Bagby // J. Am. Oil Chem. Soc. ‐ 1989. ‐ Т. 66, ‐ № 11. ‐ С. 1601–1605. Freedman, B. Correlation of heats of combustion with empirical formulas for fatty alcohols / B. Freedman, M.O. Bagby, H. Khoury // J. Am. Oil Chem. Soc. ‐ 1989. ‐ Т. 66, ‐ № 11. ‐ С. 1601–1605. Harrington, K.J. Chemical and physical properties of vegetable oil esters and their effect on diesel fuel performance / K.J. Harrington // Biomass. ‐ 1986. ‐ Т. 9, ‐ № 1. ‐ С. 1–17. Knothe Vegetable Oils as Alternative Diesel Fuels: Degradation of Pure Triglycerides During the Precombustion Phase in a Reactor Simulating a Diesel Engine / G. Knothe, M.O. Bagby, T.W. Ryan, T.J. Callahan, H.G. Wheeler. ‐ 1992. [Электронный ресурс]. URL: http://papers.sae.org/920194/ (просмотрено: 04.05.2014). 140. 141. 142. 143. 144. 145. 146. 147. 148. 149. 150. 151. 152. 153. 154. 155. 156. 157. 158. 148
Klopfenstein, W.E. Effect of molecular weights of fatty acid esters on cetane numbers as diesel fuels / W.E. Klopfenstein // J. Am. Oil Chem. Soc. ‐ 1985. ‐ Т. 62, ‐ № 6. ‐ С. 1029–
1031. Chisti, Y. Biodiesel from microalgae beats bioethanol / Y. Chisti // Biotechnol. Adv. ‐ 2007. ‐ Т. 25, ‐ № 3. ‐ С. 294–306. Li, Wan. Algae for Biofuels / Y. Li, C. Wan. ‐ 2011. [Электронный ресурс]. URL: http://ohioline.osu.edu/aex‐fact/pdf/AEX_651_11.pdf. Baliga, R. Sustainable Algae Biodiesel Production in Cold Climates / R. Baliga, S.E. Powers // Int. J. Chem. Eng. ‐ 2010. ‐ Т. 2010. ‐ С. 1–13. AlgaePARC ‐ Developing cost‐effective and sustainable microalgae production methods outdoors. [Электронный ресурс]. URL: http://www.algae.wur.nl/UK/factsonalgae/growing_algae/ (просмотрено: 17.04.2011). Metting, F.B. Biodiversity and application of microalgae / F.B. Metting // J. Ind. Microbiol. Biotechnol. ‐ 1996. ‐ Т. 17, ‐ № 5‐6. ‐ С. 477–489. Spolaore, P. Commercial applications of microalgae / P. Spolaore, C. Joannis‐Cassan, E. Duran, A. Isambert // J. Biosci. Bioeng. ‐ 2006. ‐ Т. 101, ‐ № 2. ‐ С. 87–96. Banerjee, A. Botryococcus braunii: a renewable source of hydrocarbons and other chemicals / A. Banerjee, R. Sharma, Y. Chisti, U.C. Banerjee // Crit. Rev. Biotechnol. ‐ 2002. ‐ Т. 22, ‐ № 3. ‐ С. 245–79. Metzger, P. Botryococcus braunii: a rich source for hydrocarbons and related ether lipids / P. Metzger, C. Largeau // Appl. Microbiol. Biotechnol. ‐ 2005. ‐ Т. 66, ‐ № 5. ‐ С. 486–96. Guschina, I.A. Lipids and lipid metabolism in eukaryotic algae / I.A. Guschina, J.L. Harwood // Prog. Lipid Res. ‐ 2006. ‐ Т. 45, ‐ № 2. ‐ С. 160–86. Grobbelaar, J.U. Influence of high frequency light/dark fluctuations on photosynthetic characteristics of microalgae photoacclimated to different light intensities and implications for mass algal cultivation / J.U. Grobbelaar, L. Nedbal, V. Tichý // J. Appl. Phycol. ‐ 1996. ‐ Т. 8, ‐ № 4‐5. ‐ С. 335–343. Molina‐Grima, E. Microalgae, mass culture methods / E. Molina‐Grima // Encycl. Bioprocess Technol. ‐ Hoboken, NJ, USA: John Wiley & Sons, Inc., 1999. ‐ С. 1753–69. Mirón, A.S. Shear stress tolerance and biochemical characterization of Phaeodactylum tricornutum in quasi steady‐state continuous culture in outdoor photobioreactors / A.S. Mirón, M.C.C. Garcı ́a, A.C. Gómez, F.G. Camacho, E.M. Grima, Y. Chisti // Biochem. Eng. J. ‐ 2003. ‐ Т. 16, ‐ № 3. ‐ С. 287–297. Sawayama, S. CO2 fixation and oil production through microalga / S. Sawayama, S. Inoue, Y. Dote, S.‐Y. Yokoyama // Energy Convers. Manag. ‐ 1995. ‐ Т. 36, ‐ № 6‐9. ‐ С. 729–731. Yun, Y.‐S. Carbon Dioxide Fixation by Algal Cultivation Using Wastewater Nutrients / Y.‐S. Yun, S.B. Lee, J.M. Park, C.‐I. Lee, J.‐W. Yang // J. Chem. Technol. Biotechnol. ‐ 1997. ‐ Т. 69, ‐ № 4. ‐ С. 451–455. Terry, K.L. System design for the autotrophic production of microalgae / K.L. Terry, L.P. Raymond // Enzyme Microb. Technol. ‐ 1985. ‐ Т. 7, ‐ № 10. ‐ С. 474–487. Tredici, M.R. Bioreactors, photo / M.R. Tredici // Encycl. Bioprocess Technol. John Wiley & Sons, Inc., 1999. ‐ С. 395–419. Program. National Algal Biofuels Technology Roadmap / B. Program. ‐ 2010. ‐ № May. [Электронный ресурс]. URL: http://www1.eere.energy.gov/bioenergy/pdfs/algal_biofuels_roadmap.pdf (просмотрено: 16.07.2014). Pulz, O. Photobioreactors: production systems for phototrophic microorganisms / O. Pulz // Appl. Microbiol. Biotechnol. ‐ 2001. ‐ Т. 57, ‐ № 3. ‐ С. 287–293. 159. 160. 161. 162. 163. 164. 165. 166. 167. 168. 169. 170. 171. 172. 173. 174. 175. 176. 149
Carvalho, A.P. Microalgal reactors: a review of enclosed system designs and performances / A.P. Carvalho, L.A. Meireles, F.X. Malcata // Biotechnol. Prog. ‐ Т. 22, ‐ № 6. ‐ С. 1490–506. Molina, E. Tubular photobioreactor design for algal cultures / E. Molina, J. Fernández, F.G. Acién, Y. Chisti // J. Biotechnol. ‐ 2001. ‐ Т. 92, ‐ № 2. ‐ С. 113–131. Molina Grima, E. Recovery of microalgal biomass and metabolites: process options and economics / E. Molina Grima, E.‐H. Belarbi, F.. Acién Fernández, A. Robles Medina, Y. Chisti // Biotechnol. Adv. ‐ 2003. ‐ Т. 20, ‐ № 7‐8. ‐ С. 491–515. ASTM D6751 ‐ 12 Standard Specification for Biodiesel Fuel Blend Stock (B100) for Middle Distillate Fuels. ‐ 2012. [Электронный ресурс]. URL: http://www.astm.org/Standards/D6751.htm (просмотрено: 04.05.2014). Biodiesel, biofuel Testing to EN 14214, EN 14213, ASTM D6751, Product Search. [Электронный ресурс]. URL: http://www.biofueltesting.com/specifications.asp (просмотрено: 04.05.2014). Belarbi, E.H. A process for high yield and scaleable recovery of high purity eicosapentaenoic acid esters from microalgae and fish oil / E.H. Belarbi, E. Molina, Y. Chisti // Enzyme Microb. Technol. ‐ 2000. ‐ Т. 26, ‐ № 7. ‐ С. 516–529. Jang, E.S. Hydrogenation for Low Trans and High Conjugated Fatty Acids / E.S. Jang, M.Y. Jung, D.B. Min // Compr. Rev. Food Sci. Food Saf. ‐ 2005. ‐ Т. 4, ‐ № 1. ‐ С. 22–30. Dijkstra, A.J. Revisiting the formation oftrans isomers during partial hydrogenation of triacylglycerol oils / A.J. Dijkstra // Eur. J. Lipid Sci. Technol. ‐ 2006. ‐ Т. 108, ‐ № 3. ‐ С. 249–
264. David Rubin. Method for preparing pure EPA and pure DHA / David Rubin: 20040236128. ‐ US, ‐ 2005. [Электронный ресурс]. URL: http://www.google.ru/patents/US6846942 (просмотрено: 04.05.2014). Canakci, M. Biodiesel production from various feedstocks and their effects on the fuel properties / M. Canakci, H. Sanli // J. Ind. Microbiol. Biotechnol. ‐ 2008. ‐ Т. 35, ‐ № 5. ‐ С. 431–41. Gao, Y. Algae biodiesel ‐ a feasibility report / Y. Gao, C. Gregor, Y. Liang, D. Tang, C. Tweed // Chem. Cent. J. Chemistry Central Ltd, ‐ 2012. ‐ Т. 6. ‐ С. 51. Gasoline and Diesel Fuel Update ‐ Energy Information Administration. [Электронный ресурс]. URL: http://www.eia.gov/petroleum/gasdiesel/ (просмотрено: 04.05.2014). Sayre, R. Microalgae: The Potential for Carbon Capture / R. Sayre // Bioscience. Oxford University Press, ‐ 2010. ‐ Т. 60, ‐ № 9. ‐ С. 722–727. Lands, W.E.. Fish, Omega‐3 and human health / W.E.. Lands. 2‐е изд. ‐ Orlando: AOCS Publishing, 1986. ‐‐ 235 С. Kinsella, J.E. Seafoods and Fish Oils in Human Health and Disease / J.E. Kinsella. ‐ New York: Marcel Dekker Inc., 1987. ‐‐ 317 С. Scott, D. Omega‐3 Fatty Acids for Nutrition and Medicine: Considering Microalgae Oil as a Vegetarian Source of EPA and DHA / D. Scott, K. Srirama, C.B. Sanjeevi // Curr. Diabetes Rev. ‐ 2007. ‐ № 3. ‐ С. 198–203. Mahaffey, K.R. Methylmercury and omega‐3 fatty acids: co‐occurrence of dietary sources with emphasis on fish and shellfish / K.R. Mahaffey, R.P. Clickner, R.A. Jeffries // Environ. Res. ‐ 2008. ‐ Т. 107, ‐ № 1. ‐ С. 20–9. Бикташев, Ш.А. Экстракция биологически активных жирных кислот из микроводоросли в сверхкритическом диоксиде углерода / Ш.А. Бикташев, Л.Ю. Яруллин, Ф.М. Гумеров, Ф.Р. Габитов, Р.А. Усманов, И.М. Абдулагатов, B. Willson // Вестник Казан. технолог. ун‐
та. ‐ 2011. ‐ № 17. ‐ С. 251–253. 177. 178. 179. 180. 181. 182. 183. 184. 185. 186. 187. 188. 189. 190. 191. 192. 150
Temelli, F. Supercritical CO 2 Extraction of Oil from Atlantic Mackerel (Scomber scombrus) and Protein Functionality / F. Temelli, E. LeBlanc, L. Fu // J. Food Sci. ‐ 1995. ‐ Т. 60, ‐ № 4. ‐ С. 703–706. Чернышев, А.К. Диоксид углерода: свойства, улавливание (получение), применение / А.К. Чернышев, Ф.М. Гумеров, Г.Н. Цветинский, Р.С. Яруллин, С.В. Иванов, Б.В. Левин, М.И. Шафран, И.Ф. Жилин, А.Г. Бесков, К.А. Чернышев. ‐ Москва: Инфохим, 2013. ‐‐ 903 С. Brunetti, L. Deacidification of olive oils by supercritical carbon dioxide / L. Brunetti, A. Daghetta, E. Fedell, I. Kikic, L. Zanderighi // J. Am. Oil Chem. Soc. ‐ 1989. ‐ Т. 66, ‐ № 2. ‐ С. 209–217. Molero Gómez, A. Recovery of grape seed oil by liquid and supercritical carbon dioxide extraction: a comparison with conventional solvent extraction / A. Molero Gómez, C. Pereyra López, E. Martinez de la Ossa // Chem. Eng. J. Biochem. Eng. J. ‐ 1996. ‐ Т. 61, ‐ № 3. ‐ С. 227–231. Herrero, M. Sub‐ and supercritical fluid extraction of functional ingredients from different natural sources: Plants, food‐by‐products, algae and microalgae. A review / M. Herrero, A. Cifuentez, E. Ibanez // Food Chem. ‐ 2006. ‐ Т. 98, ‐ № 1. ‐ С. 136–148. Weyten, H. Biodiesel fuel from vegetable oil by transesterification in supercritical methanol / H. Weyten, W. Adriaansens, L. Willems, V. L. // Explor. Work. Supercrit. Fluids as Act. Media Fundam. Appl. ‐ Valladolid, Spain, ‐ 2001. ‐ С. 177–186. Follegatti‐Romero, L.A. Mutual Solubility of Pseudobinary Systems Containing Vegetable Oils and Anhydrous Ethanol from (298.15 to 333.15) K / L.A. Follegatti‐Romero, M. Lanza, C.A.S. da Silva, E.A.C. Batista, A.J.A. Meirelles // J. Chem. Eng. Data. ‐ 2010. ‐ Т. 55, ‐ № 8. ‐ С. 2750–2756. Нагорнов, С.А. Исследование кинетики процесса метанолиза при переработке растительного сырья в биотопливо / С.А. Нагорнов, С.В. Романцова, С.И. Дворецкий, В.П. Таров, И.А. Рязанцева, К.С. Малахов // Вестник ТГТУ. ‐ 2009. ‐ № 3 (15). ‐ С. 572–
580. Шерман Ф. Эмульсии / Шерман Ф. ‐ Ленинград: Химия, 1972. ‐‐ 448 С. Технология производства биодизельного топлива / BIODIESEL CRIMEA ltd :Утилизация отходов. Промышленные новости. [Электронный ресурс]. URL: http://www.biodiesel‐
ua.com/texnologiya‐proizvodstva‐biodizelnogo‐topliva/ (просмотрено: 06.05.2014). Hossain, A.B.M.S. Impacts of alcohol type , ratio and stirring time on the biodiesel production from waste canola oil / A.B.M.S. Hossain, A.N. Boyce, A. Salleh, S. Chandran // African J. Agric. Res. ‐ 2010. ‐ Т. 5, ‐ № 14. ‐ С. 1851–1859. Cao, W. Preparation of biodiesel from soybean oil using supercritical methanol and co‐
solvent / W. Cao, H. Han, J. Zhang // Fuel. ‐ 2005. ‐ Т. 84, ‐ № 4. ‐ С. 347–351. Ультразвуковые процессоры для производства биодизеля. [Электронный ресурс]. URL: http://www.hielscher.com/ru/biodiesel_transesterification_01.htm (просмотрено: 06.05.2014). Yang, F. Value‐added uses for crude glycerol – a byproduct of biodiesel production / F. Yang, M.A. Hanna, R. Sun // Biotechnol. Biofuels. ‐ 2012. ‐ Т. 5, ‐ № 1. ‐ С. 13. Ko, A. Improved Utilization of Crude Glycerol By‐Product from Biodiesel Production / A. Ko, K. Leja, K. Czaczyk // Biodiesel – Qual. Emiss. By‐Products. ‐ Rijeka: InTech, 2011. ‐ С. 341–
365. Pachauri, He. Value‐added Utilization of Crude Glycerol from Biodiesel Production : A Survey of Current Research Activities / N. Pachauri, B. He. ‐ 2006. ‐ Т. 0300, ‐ № 06. [Электронный ресурс]. URL: 193. 194. 195. 196. 197. 198. 199. 200. 201. 202. 203. 204. 205. 206. 207. 208. 151
http://www.webpages.uidaho.edu/~bhe/pdfs/asabe066223.pdf (просмотрено: 09.08.2014). Fisher, L.J. Effects of propylene glycol or glycerol supplementation of the diet of dairy cows on feed intake, milk yield and composition, and incidence of ketosis / L.J. Fisher, J.D. Erfle, G.A. Lodge, F.D. Sauer // Can. J. Anim. Sci. ‐ 1973. ‐ Т. 53, ‐ № 2. ‐ С. 289–296. Kerr, B.J. Nutritional value of crude glycerin for nonruminants / B.J. Kerr, W.A. Dozier // Proc. 23rd Annu. Carolina Swine Nutr. Conf. ‐ Carolina, ‐ 2007. ‐ С. 6–18. Kijora, C. Evaluation of technical glycerols from “Biodiesel” production as a feed component in fattening of pigs / C. Kijora, S.‐D. Kupsch // Lipid/Fett. ‐ 1996. ‐ Т. 98, ‐ № 7‐8. ‐ С. 240–
245. Mu, Y. Microbial production of 1,3‐propanediol by Klebsiella pneumoniae using crude glycerol from biodiesel preparations / Y. Mu, H. Teng, D.‐J. Zhang, W. Wang, Z.‐L. Xiu // Biotechnol. Lett. ‐ 2006. ‐ Т. 28, ‐ № 21. ‐ С. 1755–9. Hiremath, A. 1,3‐Propanediol production from crude glycerol from Jatropha biodiesel process / A. Hiremath, M. Kannabiran, V. Rangaswamy // N. Biotechnol. ‐ 2011. ‐ Т. 28, ‐ № 1. ‐ С. 19–23. Chatzifragkou, A. Production of 1,3‐propanediol by Clostridium butyricum growing on biodiesel‐derived crude glycerol through a non‐sterilized fermentation process / A. Chatzifragkou, S. Papanikolaou, D. Dietz, A.I. Doulgeraki, G.‐J.E. Nychas, A.‐P. Zeng // Appl. Microbiol. Biotechnol. ‐ 2011. ‐ Т. 91, ‐ № 1. ‐ С. 101–12. González‐Pajuelo, M. Production of 1,3‐propanediol by Clostridium butyricum VPI 3266 using a synthetic medium and raw glycerol / M. González‐Pajuelo, J.C. Andrade, I. Vasconcelos // J. Ind. Microbiol. Biotechnol. ‐ 2004. ‐ Т. 31, ‐ № 9. ‐ С. 442–6. Sabourin‐Provost, G. High yield conversion of a crude glycerol fraction from biodiesel production to hydrogen by photofermentation / G. Sabourin‐Provost, P.C. Hallenbeck // Bioresour. Technol. ‐ 2009. ‐ Т. 100, ‐ № 14. ‐ С. 3513–7. Ito, T. Hydrogen and ethanol production from glycerol‐containing wastes discharged after biodiesel manufacturing process / T. Ito, Y. Nakashimada, K. Senba, T. Matsui, N. Nishio // J. Biosci. Bioeng. ‐ 2005. ‐ Т. 100, ‐ № 3. ‐ С. 260–5. Choi, W.J. Ethanol production from biodiesel‐derived crude glycerol by newly isolated Kluyvera cryocrescens / W.J. Choi, M.R. Hartono, W.H. Chan, S.S. Yeo // Appl. Microbiol. Biotechnol. ‐ 2011. ‐ Т. 89, ‐ № 4. ‐ С. 1255–64. Oh, B.‐R. Efficient production of ethanol from crude glycerol by a Klebsiella pneumoniae mutant strain / B.‐R. Oh, J.‐W. Seo, S.‐Y. Heo, W.‐K. Hong, L.H. Luo, M. Joe, D.‐H. Park, C.H. Kim // Bioresour. Technol. ‐ 2011. ‐ Т. 102, ‐ № 4. ‐ С. 3918–22. Fountoulakis, M.S. Enhanced methane and hydrogen production from municipal solid waste and agro‐industrial by‐products co‐digested with crude glycerol / M.S. Fountoulakis, T. Manios // Bioresour. Technol. ‐ 2009. ‐ Т. 100, ‐ № 12. ‐ С. 3043–7. Fountoulakis, M.S. Co‐digestion of sewage sludge with glycerol to boost biogas production / M.S. Fountoulakis, I. Petousi, T. Manios // Waste Manag. ‐ 2010. ‐ Т. 30, ‐ № 10. ‐ С. 1849–
53. Ashby, R.D. Bacterial Poly(Hydroxyalkanoate) Polymer Production from the Biodiesel Co‐
product Stream / R.D. Ashby, D.K.Y. Solaiman, T.A. Foglia // J. Polym. Environ. ‐ 2004. ‐ Т. 12, ‐ № 3. ‐ С. 105–112. Cavalheiro, J.M.B.T. Poly(3‐hydroxybutyrate) production by Cupriavidus necator using waste glycerol / J.M.B.T. Cavalheiro, M.C.M.D. de Almeida, C. Grandfils, M.M.R. da Fonseca // Process Biochem. ‐ 2009. ‐ Т. 44, ‐ № 5. ‐ С. 509–515. Ibrahim, M.H.A. Poly(3‐hydroxybutyrate) production from glycerol by Zobellella denitrificans MW1 via high‐cell‐density fed‐batch fermentation and simplified solvent 209. 210. 211. 212. 213. 214. 215. 216. 217. 218. 219. 220. 221. 222. 223. 224. 152
extraction / M.H.A. Ibrahim, A. Steinbüchel // Appl. Environ. Microbiol. ‐ 2009. ‐ Т. 75, ‐ № 19. ‐ С. 6222–31. Chi, Z. A laboratory study of producing docosahexaenoic acid from biodiesel‐waste glycerol by microalgal fermentation / Z. Chi, D. Pyle, Z. Wen, C. Frear, S. Chen // Process Biochem. ‐ 2007. ‐ Т. 42, ‐ № 11. ‐ С. 1537–1545. Liang, Y. Converting crude glycerol derived from yellow grease to lipids through yeast fermentation / Y. Liang, Y. Cui, J. Trushenski, J.W. Blackburn // Bioresour. Technol. ‐ 2010. ‐ Т. 101, ‐ № 19. ‐ С. 7581–6. Prada‐Palomo, Y. Lactic acid production by Lactobacillus sp. from biodiesel derived raw glycerol / Y. Prada‐Palomo, M. Romero‐Vanegas, P. Díaz‐Ruíz, D. Molina‐Velasco, C. Guzmán‐Luna // Ciencia, Tecnol. y Futur. ‐ Т. 5, ‐ № 1. ‐ С. 57–65. Chaudhary. Anaerobic fermentation of glycerol by «Escherichia coli K12» for the production of ethanol / N. Chaudhary. [Электронный ресурс]. URL: http://digitool.library.mcgill.ca/webclient/StreamGate?folder_id=0&dvs=1414758392764~2
20 (просмотрено: 06.05.2014). Ramos Sanchez. Butanol production from glycerol by Clostridium pasteurianum in defined culture media ‐ a phenotypic approach / D.L. Ramos Sanchez. ‐ College Park: University of Maryland, College Park, ‐ 2009. ‐ С. 105. [Электронный ресурс]. URL: http://drum.lib.umd.edu//handle/1903/9665 (просмотрено: 06.05.2014). Swinnen, S. Re‐evaluation of glycerol utilization in Saccharomyces cerevisiae: characterization of an isolate that grows on glycerol without supporting supplements / S. Swinnen, M. Klein, M. Carrillo, J. McInnes, H.T.T. Nguyen, E. Nevoigt // Biotechnol. Biofuels. ‐ 2013. ‐ Т. 6, ‐ № 1. ‐ С. 157. Rivaldi, J.D. Biotechnological utilization of biodiesel‐derived glycerol for the production of ribonucleotides and microbial biomass / J.D. Rivaldi, B.F. Sarrouh, R.D.F. Branco, I.M. de Mancilha, S.S. da Silva // Appl. Biochem. Biotechnol. ‐ 2012. ‐ Т. 167, ‐ № 7. ‐ С. 2054–67. García, E. New Class of Acetal Derived from Glycerin as a Biodiesel Fuel Component / E. García, M. Laca, E. Pérez, A. Garrido, J. Peinado // Energy & Fuels. ‐ 2008. ‐ Т. 22, ‐ № 6. ‐ С. 4274–4280. Sereshki, B.R. Reactive Vaporization of Crude Glycerol in a Fluidized Bed Reactor / B.R. Sereshki, S.‐J. Balan, G.S. Patience, J.‐L. Dubois // Ind. Eng. Chem. Res. ‐ 2010. ‐ Т. 49, ‐ № 3. ‐ С. 1050–1056. Li, Y. Development of polyurethane foam and its potential within the biofuels market / Y. Li // Biofuels. ‐ 2011. ‐ Т. 2, ‐ № 4. ‐ С. 357–359. Slinn, M. Steam reforming of biodiesel by‐product to make renewable hydrogen / M. Slinn, K. Kendall, C. Mallon, J. Andrews // Bioresour. Technol. ‐ 2008. ‐ Т. 99, ‐ № 13. ‐ С. 5851–8. Onwudili, J.A. Hydrothermal reforming of bio‐diesel plant waste: Products distribution and characterization / J.A. Onwudili, P.T. Williams // Fuel. ‐ 2010. ‐ Т. 89, ‐ № 2. ‐ С. 501–509. Wu, C. Renewable hydrogen and carbon nanotubes from biodiesel waste glycerol / C. Wu, Z. Wang, P.T. Williams, J. Huang // Sci. Rep. Nature Publishing Group, ‐ 2013. ‐ Т. 3. ‐ С. 2742. Anger, S. Development of a porous burner unit for glycerine utilization from biodiesel production by Supercritical Water Reforming / S. Anger, D. Trimis, B. Stelzner, Y. Makhynya, S. Peil // Int. J. Hydrogen Energy. Elsevier Ltd, ‐ 2011. ‐ Т. 36, ‐ № 13. ‐ С. 7877–7883. Sun, F. Organosolv pretreatment by crude glycerol from oleochemicals industry for enzymatic hydrolysis of wheat straw / F. Sun, H. Chen // Bioresour. Technol. ‐ 2008. ‐ Т. 99, ‐ № 13. ‐ С. 5474–9. Wolfson, A. Employing crude glycerol from biodiesel production as an alternative green reaction medium / A. Wolfson, G. Litvak, C. Dlugy, Y. Shotland, D. Tavor // Ind. Crops Prod. ‐ 2009. ‐ Т. 30, ‐ № 1. ‐ С. 78–81. 225. 226. 227. 228. 229. 230. 231. 232. 233. 234. 235. 236. 237. 238. 239. 240. 241. 153
Bodík, I. Biodiesel waste as source of organic carbon for municipal WWTP denitrification / I. Bodík, A. Blstáková, S. Sedlácek, M. Hutnan // Bioresour. Technol. ‐ 2009. ‐ Т. 100, ‐ № 8. ‐ С. 2452–6. Feng, Y. Treatment of biodiesel production wastes with simultaneous electricity generation using a single‐chamber microbial fuel cell / Y. Feng, Q. Yang, X. Wang, Y. Liu, H. Lee, N. Ren // Bioresour. Technol. ‐ 2011. ‐ Т. 102, ‐ № 1. ‐ С. 411–5. Farobie, O. Utilization of Glycerol Derived from Jatropha ’ s Biodiesel Production as a Cement Grinding Aid / O. Farobie, S.S. Achmadi, L.K. Darusman // World Acad. Sci. Eng. Technol. ‐ 2012. ‐ Т. 6, ‐ № 3. ‐ С. 793–798. Анисимов, М.А. Критические явления в жидкостях и жидких кристаллах / М.А. Анисимов. ‐ Москва: Наука, 1987. ‐‐ 270 С. Babcock, R.E. Yield Characteristics of Biodiesel Produced from Chicken Fat‐Tall Oil Blended Feedstocks / R.E. Babcock, E.C. Clausen, M. Popp, W.B. Schulte. ‐ Alexandria VA: National Technical Information Service, 2007. ‐‐ 44 С. Bazaev, A.R. PVT measurements for pure methanol in the near‐critical and supercritical regions / A.R. Bazaev, I.M. Abdulagatov, E.A. Bazaev, A.A. Abdurashidova, A.E. Ramazanova // J. Supercrit. Fluids. ‐ 2007. ‐ Т. 41, ‐ № 2. ‐ С. 217–226. Abdulagatov, I.M. Thermodynamic Properties of Methanol in the Critical and Supercritical Regions / I.M. Abdulagatov, N.G. Polikhronidi, A. Abdurashidova, S.B. Kiselev, J.F. Ely // Int. J. Thermophys. ‐ 2005. ‐ Т. 26, ‐ № 5. ‐ С. 1327–1368. Craven, R.J.B. Methanol, International Thermodynamic Tables of the Fluid State Vol. 12 / R.J.B. Craven, K.M. de Reuck. ‐ London: Blackwell Science, 1993. ‐‐ 39 С. Yamaguchi, T. The structure of subcritical and supercritical methanol by neutron diffraction, empirical potential structure refinement, and spherical harmonic analysis / T. Yamaguchi, C.J. Benmore, A.K. Soper // J. Chem. Phys. ‐ 2000. ‐ Т. 112, ‐ № 20. ‐ С. 8976. Бенедек, Д. Спектроскопия оптического смешения и ее приложения к задачам физики, химии, биологии и техники / Д. Бенедек // Успехи физических наук. ‐ 1972. ‐ Т. 106, ‐ № 3. ‐ С. 481–504. Кнауф, В. Оптические методы в теплопередаче / В. Кнауф, ̕У. Григул. ‐ Москва: Мир, 1973. ‐‐ 238 С. Gumerov, F.M. The thermal diffusivity of argon in the critical region / F.M. Gumerov, D.G. Amirkhanov, A.G. Usmanov, B. Neindre // Int. J. Thermophys. ‐ 1991. ‐ Т. 12, ‐ № 1. ‐ С. 67–
83. Gumerov, F.M. Temperature conductivity of nonquantized inert gases in a broad vicinity of the critical point / F.M. Gumerov, A.N. Sabizyanov, R.N. Maksudov, A.G. Usmanov // High Temp. ‐ 1993. ‐ Т. 31, ‐ № 4. ‐ С. 556–559. Using Supercritical Water Oxidation to Treat Hydrolysate from VX Neutralization. National Academies Press, ‐ 1998. ‐ С. 82. [Электронный ресурс]. URL: http://books.google.com/books?id=qbduAgAAQBAJ&pgis=1 (просмотрено: 04.05.2014). Saim, S. Isomerization of 1‐hexene on Pt/γ‐Al2O3 catalyst at subcritical and supercritical reaction conditions: Pressure and temperature effects on catalyst activity / S. Saim, B. Subramaniam // J. Supercrit. Fluids. ‐ 1990. ‐ Т. 3, ‐ № 4. ‐ С. 214–221. Antal Heterolysis and Homolysis in Supercritical Water / M.J. Antal, A. Brittain, C. Dealmeida, S. Ramayya, J.C. Roy // Supercrit. Fluids. ‐ 1987. ‐ № 3. ‐ С. 77–86. [Электронный ресурс]. URL: http://pubs.acs.org/doi/abs/10.1021/bk‐1987‐0329.ch007. Antal‐Jr., M.J. Catalyzed and Uncatalyzed Conversion of Cellulose Biopolymer Model Compounds to Chemical Feedstocks in Supercritical Solvents / M.J. Antal‐Jr., A. Brittain, C. DeAlmeida, W. Mok, S. Ramayya // Energy Biomass Wastes. ‐ 1987. ‐ № 10. ‐ С. 865–873. 242. 243. 244. 245. 246. 247. 248. 249. 250. 251. 252. 253. 254. 255. 256. 257. 258. 259. 260. 261. 154
XuMuK.ru ‐ Растворимость ‐ Химическая энциклопедия. [Электронный ресурс]. URL: http://www.xumuk.ru/encyklopedia/2/3821.html (просмотрено: 23.06.2014). Амирханов, Д.Г. Растворимость веществ в сверхкритических флюидных средах / Д.Г. Амирханов, Ф.М. Гумеров, А.А. Сагдеев, А.Т. Галимова. ‐ Казань: Изд‐во Казан. технол. ун‐та, 2013. ‐‐ 260 С. Gupta, R.B. Solubility in Supercritical Carbon Dioxide / R.B. Gupta, J.‐J. Shim. CRC Press, 2006. ‐‐ 960 С. Bartle, K.D. Solubilities of Solids and Liquids of Low Volatility in Supercritical Carbon Dioxide / K.D. Bartle, A.A. Clifford, S.A. Jafar, G.F. Shilstone // J. Phys. Chem. Ref. Data. ‐ 1991. ‐ Т. 20, ‐ № 4. ‐ С. 713. Кричевский, И.Р. Термодинамика критических бесконечно разбавленных растворов / И.Р. Кричевский. ‐ Москва: Химия, 1975. ‐‐ 120 С. Гумеров, Ф.М. Суб‐ и сверхкритические флюиды в процессах переработки полимеров / Ф.М. Гумеров, А.Н. Сабирзянов, Г.И. Гумерова. ‐ Казань: Фән, 2007. ‐‐ 334 С. Stahl, E. Dense gases for extraction and refining / E. Stahl, K.‐W. Quirin, D. Gerard. ‐ Berlin Heidelberg: Springer, 1988. ‐‐ 237 С. Ashour, I. Representation of solid‐supercritical fluid phase equilibria using cubic equations of state / I. Ashour, R. Almehaideb, S.‐E. Fateen, G. Aly // Fluid Phase Equilib. ‐ 2000. ‐ Т. 167, ‐ № 1. ‐ С. 41–61. McHugh, M.A. Supercritical fluid extraction: principles and practice / M.A. McHugh, V.J. Krukonis. ‐ Boston: Butterworths, 1986. ‐‐ 507 С. Prausnitz, J.M. Molecular Thermodynamics of Fluid‐Phase Equilibria / J.M. Prausnitz, R.N. Lichtenthaler, E.G. de Azevedo. 3‐е изд. ‐ Prentice‐Hall: Englewood Cliffs, 1998. ‐‐ 864 С. Johnston, K.P. Modeling supercritical mixtures ‐ how predictive is it / K.P. Johnston, D.G. Peck, S. Kim // Ind. Eng. Chem. Res. ‐ 1989. ‐ Т. 28. ‐ С. 1115 – 1125. Ekart, M.P. Molecular analysis of phase equilibria in supercritical fluids / M.P. Ekart, J.F. Brennecke, C.A. Eckert. ‐ Boston, MA: CRC Press, 1991. ‐‐ 163 С. Чеканская, Ю.. / Ю.. Чеканская, М.В. Иомтев, Е.В. Мушкина // Журнал физической химии. ‐ 1964. ‐ Т. 38. ‐ С. 1173. Brunner, G.H. Supercritical Fluids as Solvents and Reaction Media / G.H. Brunner. Elsevier, 2004. ‐‐ 650 С. Hannay, J.B. On the Solubility of Solids in Gases / J.B. Hannay, J. Hogarth // Proc. Roy. Soc. 29. ‐ London, ‐ 1879. ‐ С. 324. Savage, P.E. Reactions at supercritical conditions: Applications and fundamentals / P.E. Savage, S. Gopalan, T.I. Mizan, C.J. Martino, E.E. Brock // AIChE J. ‐ 1995. ‐ Т. 41, ‐ № 7. ‐ С. 1723–1778. Chordia, Martínez. What’s So Hot about Supercritical Fluids? / L. Chordia, J.L. Martínez. ‐ 2002. [Электронный ресурс]. URL: http://quimica.udea.edu.co/~carlopez/cromatosfc/whatsohotsft.pdf (просмотрено: 06.06.2012). Гумеров, Ф.М. Суб‐ и сверхкритические флюиды как среды для химических реакций / Ф.М. Гумеров, Ф.Р. Габитов, В.Г. Никитин, Р.А. Газизов, Т.Р. Билалов // Бутлеровские сообщения. ‐ 2006. ‐ Т. 8, ‐ № 3. ‐ С. 26–30. Габитов, Р.Р. Реализация процесса СКВО на экспериментальной (пилотной) установке проточного типа / Р.Р. Габитов, В.Ю. Захарчук, В.А. Павлов, Р.А. Усманов // Вестник Казан. технол. ун‐та. ‐ 2012. ‐ Т. 15. ‐ С. 119–120. Yoo, K.‐P. Current status of commercial development and operation of SCF technology in China, Japan, Korea and Taiwan / K.‐P. Yoo, R. Fukuzato // 8th Intern. Symp. Supercrit. Fluids. ‐ Kyoto (Japan), ‐ 2006. ‐ С. Pl–1. 262. 263. 264. 265. 266. 267. 268. 269. 270. 271. 272. 273. 274. 275. 276. 277. 278. 279. 280. 155
Kendall, J.L. Polymerizations in Supercritical Carbon Dioxide / J.L. Kendall, D.A. Canelas, J.L. Young, J.M. Desimone, C.O. Coupling // Chem. Rev. ‐ 1999. ‐ Т. 99, ‐ № 2. ‐ С. 543–564. Wimmer, Z. A review on the effects of supercritical carbon dioxide on enzyme activity / Z. Wimmer, M. Zarevúcka // Int. J. Mol. Sci. Molecular Diversity Preservation International, ‐ 2010. ‐ Т. 11, ‐ № 1. ‐ С. 233–53. Bourne, R. Homogeneous photochemical oxidation via singlet O2 in supercritical CO2 / R. Bourne, X. Han, A. Chapman // Chem. Commun. ‐ 2008. ‐ № 37. ‐ С. 4457–4459. Lin, W.‐H. Supercritical CO 2 ‐Assisted Electrochemical Deposition of ZnO Mesocrystals for Practical Photoelectrochemical Applications / W.‐H. Lin, T.‐F.M. Chang, Y.‐H. Lu, T. Sato, M. Sone, K.‐H. Wei, Y.‐J. Hsu // J. Phys. Chem. C. ‐ 2013. ‐ Т. 117, ‐ № 48. ‐ С. 25596–25603. Amandi, R. Continuous reactions in supercritical fluids; a cleaner, more selective synthesis of thymol in supercritical CO2 / R. Amandi, J.R. Hyde, S.K. Ross, T.J. Lotz, M. Poliakoff // Green Chem. ‐ 2005. ‐ Т. 7, ‐ № 5. ‐ С. 288. Ikushima, Y. Supercritical fluids : an interesting medium for chemical and biochemical processes / Y. Ikushima. ‐ 1997. ‐ Т. 72. ‐ С. 259–280. Sakanishi, K. Selective dimerization of benzothiophene using supported aluminum sulfate under supercritical CO conditions / K. Sakanishi, H. Obata, I. Mochida, T. Sakaki, M. Shibata. ‐ 1998. ‐ Т. 13. ‐ С. 203–210. Antal, M.J. Energy from Biomass and Waste / M.J. Antal. ‐ Chicago: D.L. Class., 1978. ‐‐ 495 С. Elbashir, N.O. Advancement of Fischer‐Tropsch synthesis via utilization of supercritical fluid reaction media / N.O. Elbashir, D.B. Bukur, E. Durham, C.B. Roberts // AIChE J. ‐ 2009. ‐ С. NA–NA. Леменовский, Д.А. Сверхкритические среды. Новые химические реакции и технологии / Д.А. Леменовский, В.Н. Баграташвили // Соросовский образовательный журнал. ‐ 1999. ‐ № 10. ‐ С. 36–41. Krukonis, V.J. Xenon as a supercritical solvent / V.J. Krukonis, M.A. McHugh, A.J. Seckner // J. Phys. Chem. ‐ 1984. ‐ Т. 88, ‐ № 13. ‐ С. 2687–2689. Caudell, T. Practical Supercritical Fluid Chromatography and Extraction / T. Caudell. ‐ London: CRC Press, 1999. ‐‐ 456 С. Wan Nik, W.B. Thermal stability evaluation of palm oil as energy transport media / W.B. Wan Nik, F.N. Ani, H.H. Masjuki // Energy Convers. Manag. ‐ 2005. ‐ Т. 46, ‐ № 13‐14. ‐ С. 2198–2215. Слюсаренко, В.В. Технологии и оборудование для производства биологического топлива из рапсового масла / В.В. Слюсаренко // Проблемы Региональной Энергетики. ‐ 2010. ‐ № 3 (14). ‐ С. 36–42. ASTM D7666 ‐ 12 Standard Specification for Triglyceride Burner Fuel. [Электронный ресурс]. URL: http://www.astm.org/Standards/D7666.htm (просмотрено: 05.05.2014). Srivastava, A. Triglycerides‐based diesel fuels / A. Srivastava, R. Prasad // Renew. Sustain. Energy Rev. ‐ 2000. ‐ Т. 4, ‐ № 2. ‐ С. 111–133. Инновации бизнесу. «Разработка оборудования и технологии по получению биотоплива из растительных масел в сверхкритических флюидных средах». Сверхкритическая технология 21 века. [Электронный ресурс]. URL: http://www.ideasandmoney.ru/Ppt/Details/297734 (просмотрено: 05.05.2014). Kusdiana, D. A novel process of the biodiesel fuel production / D. Kusdiana, S. Saka // 1st World Conf. Biomass Energy Ind. ‐ Sevilla, Spain, ‐ 2000. Diasakou, M. Kinetics of the non‐catalytic transesterification of soybean oil / M. Diasakou, A. Louloudi, N. Papayannakos // Fuel. ‐ 1998. ‐ Т. 77, ‐ № 12. ‐ С. 1297–1302. 281. 282. 283. 284. 285. 286. 287. 288. 289. 290. 291. 292. 293. 294. 295. 296. 156
Song, E.‐S. Transesterification of RBD palm oil using supercritical methanol / E.‐S. Song, J. Lim, H.‐S. Lee, Y.‐W. Lee // J. Supercrit. Fluids. ‐ 2008. ‐ Т. 44, ‐ № 3. ‐ С. 356–363. Glisic, S. Vapor‐liquid equilibria of triglycerides‐methanol mixtures and their influence on the biodiesel synthesis under supercritical conditions of methanol / S. Glisic, O. Montoya, A. Orlovic, D. Skala // J. Serbian Chem. Soc. ‐ 2007. ‐ Т. 72, ‐ № 1. ‐ С. 13–27. Glisic, Skala. Kinetic approach of methanolysis of triglycerides at supercritical conditions / S. Glisic, D. Skala. ‐ Belgrade. [Электронный ресурс]. URL: http://www.isasf.net/fileadmin/files/Docs/Arcachon/posters/p41‐P128 S. Glisic ‐ Kinetic approach of methanolysis of .pdf (просмотрено: 05.05.2014). Noureddini, H. Kinetics of Transesterification of Soybean Oil / H. Noureddini, D. Zhu // J. Am. Oil Chem. Soc. ‐ 1997. ‐ Т. 74, ‐ № 11. ‐ С. 1457–1463. Stamenković, O.S. Kinetics of sunflower oil methanolysis at low temperatures / O.S. Stamenković, Z.B. Todorović, M.L. Lazić, V.B. Veljković, D.U. Skala // Bioresour. Technol. ‐ 2008. ‐ Т. 99, ‐ № 5. ‐ С. 1131–40. Wang, L. Transesterification of soybean oil with nano‐MgO or not in supercritical and subcritical methanol / L. Wang, J. Yang // Fuel. ‐ 2007. ‐ Т. 86, ‐ № 3. ‐ С. 328–333. Wang, L. Transesterification of the crude oil of rapeseed with NaOH in supercritical and subcritical methanol / L. Wang, H. He, Z. Xie, J. Yang, S. Zhu // Fuel Process. Technol. ‐ 2007. ‐ Т. 88, ‐ № 5. ‐ С. 477–481. Pinnarat, T. Assessment of Noncatalytic Biodiesel Synthesis Using Supercritical Reaction Conditions / T. Pinnarat, P.E. Savage // Ind. Eng. Chem. Res. ‐ 2008. ‐ Т. 47, ‐ № 18. ‐ С. 6801–6808. Rathore, V. Synthesis of biodiesel from edible and non‐edible oils in supercritical alcohols and enzymatic synthesis in supercritical carbon dioxide / V. Rathore, G. Madras // Fuel. ‐ 2007. ‐ Т. 86, ‐ № 17‐18. ‐ С. 2650–2659. Shimoyama, Y. Measurement and correlation of vapor – liquid equilibria for methanol + methyl laurate and methanol + methyl myristate systems near critical temperature of methanol / Y. Shimoyama, Y. Iwai, B.S. Jin, T. Hirayama, Y. Arai // Fluid Phase Equilib. ‐ 2007. ‐ Т. 257, ‐ № 2. ‐ С. 217–222. Sawangkeaw, R. Effect of co‐solvents on production of biodiesel via transesterification in supercritical methanol / R. Sawangkeaw, K. Bunyakiat, S. Ngamprasertsith // Green Chem. ‐ 2007. ‐ Т. 9, ‐ № 6. ‐ С. 679. Busto, M. Influence of the Axial Dispersion on the Performance of Tubular Reactors during the Noncatalytic Supercritical Transesterification of Triglycerides / M. Busto, S.A. D’Ippolito, J.C. Yori, M.E. Iturria, C.L. Pieck, J.M. Grau, C.R. Vera // Energy & Fuels. ‐ 2006. ‐ Т. 20, ‐ № 6. ‐ С. 2642–2647. Шамсетдинов, Ф.Н. Экспериментальная установка для исследования теплопроводности органических соединений при повышенных давлениях / Ф.Н. Шамсетдинов, З.И. Зарипов, А.Х. Садыков, Г.Х. Мухамедзянов // Вестник КНИТУ. ‐ 2013. ‐ № 6. ‐ С. 230–234. Садыков, А.Х. Экспериментальное исследование некоторых теплофизических свойств полиоксисоединений и фреонов: Автореф. дис. канд. техн. наук: 05.14.05 / Садыков Асадулла Хабибуллович. ‐ Казань, ‐ 1978. ‐‐ 26 С. Зарипов, З.И. Термические и калорические свойства н‐бутилового спирта / З.И. Зарипов, С.А. Бурцев, А.В. Гаврилов, С.А. Булаев, Г.Х. Мухамедзянов // Вестник Казан. технол. ун‐та. ‐ 2002. ‐ № 1‐2. ‐ С. 208–212. Варгафтик, Н.Б. Справочник по теплофизическим свойствам газов и жидкостей / Н.Б. Варгафтик. ‐ Москва: Наука, 1972. ‐‐ 720 С. 297. 298. 299. 300. 301. 302. 303. 304. 305. 306. 307. 308. 309. 310. 157
Ботаника Ароматехнологии ‐ Миндаль. [Электронный ресурс]. URL: http://www.aroma‐
botanika.ru/raw/fatties/almond (просмотрено: 06.05.2014). Шамсетдинов, Ф.Н. Изобарная теплоемкость и коэффициент теплового расширения смесей органических соединений при температурах до 623 К и давлениях до 147 МПа, включая околокритическую область: дисс. канд. тех. наук: 01.04.14 / Шамсетдинов Фанис Наисович. ‐ Казань, ‐ 2011. ‐‐ 130 С. Зарипов, З.И. Экспериментальные исследования изобарной теплоемкости полиэтилен‐ и полипропиленгликолей в интервале температур от 298К до 363К и давлениях до 150 МПа: Дис. канд.техн. наук: 0.5.14.05 / Зарипов Зуфар Ибрагимович. ‐ Казань, ‐ 1985. ‐‐ 120 С. Зарипов, З. И., С. А. Бурцев, А. В. Гаврилов, Г.Х. Определение теплофизических свойств галогензамещенных углеводородов в теплопроводящем калориметре / Г.Х. Зарипов, З. И., С. А. Бурцев, А. В. Гаврилов, Мухамедзянов // Теплофизика высоких температур. ‐ 2004. ‐ Т. 42, ‐ № 4. ‐ С. 313–320. Zaripov, Z.I. The heat capacity and thermal diffusivity of aqueous solutions of alkali metal salts in a wide pressure range / Z.I. Zaripov, S.A. Burtsev, S.A. Bulaev, G.K. Mukhamedzyanov // Žurnal fizičeskoj Him. Nauka. ‐ Т. 78, ‐ № 5. ‐ С. 814–818. Бурцев, С.А. Экспериментальное исследование изобарной теплоемкости н‐гексана при температурах от 298 К до 348 К и давлениях до 147 МПа / С.А. Бурцев, З.И. Зарипов, Г.Х. Мухамедзянов. ‐ Казань: Казан. гос. технол. ун‐т, 2000. ‐‐ 13 С. Деп. В ВИНИТИ. №2400‐. Кальве, Э. Микрокалориметрия. Применение в физической химии и биологии / Э. Кальве, А. Прат. ‐ Москва: Изд‐во иностр. лит., 1963. ‐‐ 477 С. Petit, J.C. Measurements of (∂V/∂T)p, (∂V/∂P)T, and (∂H/∂T)p by flux calorimetry / J.C. Petit, L. Ter Minassian // J. Chem. Thermodyn. ‐ 1974. ‐ Т. 6, ‐ № 12. ‐ С. 1139–1152. Габитов, Ф.Р. Экспериментальное исследование сверхкритической экстракции водорослей / Ф.Р. Габитов, Р.А. Усманов, Л.Ю. Яруллин, Ш.А. Бикташев, Р.Р. Гайфуллина, А.В. Маряшев // Вестник Казан. технол. ун‐та. ‐ 2012. ‐ Т. 15, ‐ № 9. ‐ С. 67–
69. Гайфуллина, Р.Р. Экспериментальный стенд по исследованию вакуумно‐импульсной сушки / Р.Р. Гайфуллина, М.С. Курбангалеев, В.Ф. Мадякин, Я.К. Абрамов, З.И. Зарипов, Д.А. Анашкин, Б.М. Хисматов // Всерос. науч.‐техн. и метод. конф. ‐ Казань: Изд‐во Казан. гос. технол. ун‐та, ‐ 2009. ‐ С. 97. Габитов, Р.Р. Исследование устойчивости эмульсии рапсового масла и этилового спирта, полученной методом ультразвукового диспергирования / Р.Р. Габитов, Р.А. Усманов, Ф.М. Гумеров, Ф.Р. Габитов // Вестник Казан. технолог. ун‐та. ‐ 2012. ‐ № 7. ‐ С. 129–132. Biktashev, S.A. Transesterification of rapeseed and palm oils in supercritical methanol and ethanol / S.A. Biktashev, R.A. Usmanov, R.R. Gabitov, R.A. Gazizov, F.M. Gumerov, F.R. Gabitov, I.M. Abdulagatov, R.S. Yarullin, I.A. Yakushev // Biomass and Bioenergy. ‐ 2011. ‐ Т. 35, ‐ № 7. ‐ С. 2999–3011. Bazaev, A.R. PVT Measurements for Pure Ethanol in the Near‐Critical and Supercritical Regions / A.R. Bazaev, I.M. Abdulagatov, E.A. Bazaev, A. Abdurashidova // Int. J. Thermophys. ‐ 2007. ‐ Т. 28, ‐ № 1. ‐ С. 194–219. ГОСТ 30418‐96 Масла растительные. Метод определения жирнокислотного состава. [Электронный ресурс]. URL: http://vsegost.com/Catalog/91/9156.shtml (просмотрено: 06.05.2014). 311. 312. 313. 314. 315. 316. 317. 318. 319. 320. 321. 322. 323. 324. 325. 326. 327. 328. 158
Sawangkeaw, R. A review of laboratory‐scale research on lipid conversion to biodiesel with supercritical methanol (2001–2009) / R. Sawangkeaw, K. Bunyakiat, S. Ngamprasertsith // J. Supercrit. Fluids. ‐ 2010. ‐ Т. 55, ‐ № 1. ‐ С. 1–13. Demirbas, A. Thermal degradation of fatty acids in biodiesel production by supercritical methanol / A. Demirbas // Energy, Explor. Exploit. ‐ 2007. ‐ № 25. ‐ С. 63–70. Marulanda, V.F. Biodiesel Fuels through a Continuous Flow Process of Chicken Fat Supercritical Transesterification / V.F. Marulanda, G. Anitescu, L.L. Tavlarides // Energy & Fuels. ‐ 2010. ‐ Т. 24, ‐ № 1. ‐ С. 253–260. Orbey, H. An augmented hard core equation of state generalized in terms of Tc, Pc, and ω / H. Orbey, J.H. Vera // Pure Appl. Chem. International Union of Pure and Applied Chemistry, ‐ 1989. ‐ Т. 61, ‐ № 8. ‐ С. 1413–1418. Lide, R.D. CRC Handbook of Chemistry and Physics: A Ready‐reference Book of Chemical and Physical Data / R.D. Lide. ‐ FL: CRC Press, 2007. ‐‐ 2512 С. Yaws, C.L. Matheson Gas Data Book / C.L. Yaws. ‐ New York: McGraw‐Hill Professional, 2001. ‐‐ 987 С. Batista, E. Prediction of Liquid ‐ Liquid Equilibrium for Systems of Vegetable Oils , Fatty Acids , and Ethanol / E. Batista, S. Monnerat, L. Stragevitch, C.G. Pina, C.B. Gonc, A.J.A. Meirelles // J. Chem. Eng. Data. ‐ 1999. ‐ Т. 44, ‐ № 6. ‐ С. 1365–1369. Daubert, T.E. Physical and Thermodynamic Properties of Pure Chemicals: DIPPR: Data Compilation: Core + Supplements 1‐10 / T.E. Daubert, H.M. Sibul, C.C. Stebbins, R.P. Danner, R.L. Rowley, M.E. Adams, W. V. Wilding, T.L. Marshall. Taylor & Francis Group, 2000. ‐‐ 6100 С. Haynes, W.M. CRC Handbook of Chemistry and Physics: A Ready‐reference Book of Chemical and Physical Data / W.M. Haynes. 94‐е изд. ‐ Boca Rosa: Taylor & Francis Inc, 2010. ‐‐ 2668 С. Eicosapentaenoic Acid ‐ PubChem. [Электронный ресурс]. URL: http://pubchem.ncbi.nlm.nih.gov/summary/summary.cgi?sid=8663&viewopt=PubChem (просмотрено: 01.09.2014). Docosahexaenoic Acid ‐ PubChem. [Электронный ресурс]. URL: http://pubchem.ncbi.nlm.nih.gov/summary/summary.cgi?cid=445580&loc=ec_rcs (просмотрено: 03.09.2014). (all‐Z)‐5,8,11,14,17‐Eicosapentaenoic acid ethyl ester | C22H34O2 | ChemSpider. [Электронный ресурс]. URL: http://www.chemspider.com/Chemical‐
Structure.8007147.html (просмотрено: 13.10.2014). Бикташев, Ш.А. Коэффициенты теплопроводности рыбьего жира в диапазоне температур 298‐363 K и давлений до 30 МПа / Ш.А. Бикташев, Р.Р. Накипов, И.Р. Габитов, Р.А. Усманов, З.И. Зарипов // Вестник Казанского технологического университета. ‐ 2014. ‐ Т. 17, ‐ № 4. ‐ С. 106–109. Цедерберг, Н.В. Теплопроводность газов и жидкостей / Н.В. Цедерберг. ‐ Москва: Госэнергоиздат, 1963. ‐‐ 408 С. Варгафтик, Н.Б. Теплопроводность газов и жидкостей / Н.Б. Варгафтик, Л.П. Филиппов, А.А. Тарзиманов, Е.Е. Тоцкий. ‐ Москва: Издательство стандартов, 1978. ‐‐ 472 С. NIST database. ‐ Boulder, US: National Institute of Standards and Technology. Материаловедение | Агрегатное состояние вещества и теплопроводность. [Электронный ресурс]. URL: http://3ys.ru/materialovedenie/agregatnoe‐sostoyanie‐
veshchestva‐i‐teploprovodnost.html (просмотрено: 07.09.2014). Assael, M.J. Reference Correlation of the Thermal Conductivity of Toluene from the Triple Point to 1000 K and up to 1000 MPa / M.J. Assael, S.K. Mylona, M.L. Huber, R.A. Perkins // J. Phys. Chem. Ref. Data. ‐ 2012. ‐ Т. 41, ‐ № 2. ‐ С. 023101–1–023101–12. 329. 330. 331. 332. 333. 334. 335. 336. 337. 338. 339. 340. 341. 342. 343. 344. 159
Ganiev, Y. The thermal conductivity of water and aqueous solutions of NaCl in the range of temperature 20‐400’C and pressures up to 100 MPa / Y. Ganiev, M.O. Musoyan, Y.V. Rastorguev, B.A. Grigor’ev // Proc. 11th Int. Conf. Prop. Water Steam. ‐ NY: Hemisphere, ‐ 1989. ‐ С. 132–139. Усманов, Р.А. Пилотная установка для непрерывной переэтерификации растительных масел в среде сверхкритических метанола и этанола / Р.А. Усманов, Р.Р. Габитов, Ш.А. Бикташев, Ф.Н. Шамсетдинов, Ф.М. Гумеров, Ф.Р. Габитов, З.И. Зарипов, Р.А. Газизов, Р.С. Яруллин, И.А. Якушев // Сверхкритические Флюиды Теория и Практика. ‐ 2011. ‐ № 3. ‐ С. 45–61. Шамсетдинов, Ф.Н. Теплоемкость смеси сверхкритического этанола и рапсового масла / Ф.Н. Шамсетдинов, З.И. Зарипов // Вестник Казанского технологического университета. ‐ 2011. ‐ Т. 1, ‐ № 1. ‐ С. 45–62. Габитов, Р.Р. Теплоёмкость смеси рапсового масла и спиртов, находящихся в суб‐ и сверхкритических флюидных условиях / Р.Р. Габитов, И.Р. Габитов, Ф.Н. Шамсетдинов, Т.Р. Ахметзянов, Р.А. Усманов, З.И. Зарипов // Вестник Казан. технолог. ун‐та. ‐ 2012. ‐ Т. 15, ‐ № 9. ‐ С. 56–59. Габитов, И.Р. Теплофизические свойства бинарной смеси этиловый спирт – рапсовое масло / И.Р. Габитов, Р.Р. Накипов, Ш.. Бикташев, З.И. Зарипов, Р.А. Усманов, Р.Д. Амирханов. // Вестник Казан. технол. ун‐та. ‐ 2014. ‐ Т. 17, ‐ № 6. ‐ С. 113–117. Зарипов, З.И. Теплоемкость и температуропроводность водных растворов солей щелочных металлов в широком диапазоне давлений / З.И. Зарипов, С.А. Бурцев, С.А. Булаев, Г.Х. Мухамедзянов // Журнал физической химии. ‐ 2004. ‐ Т. 78, ‐ № 5. ‐ С. 814–
818. Зарипов, З.И. Теплофизические свойства жидкостей и растворов: монография / З.И. Зарипов, Г.Х. Мухамедзянов. ‐ Казань: Изд‐во Казан. гос. технол. ун‐та, 2008. ‐‐ 376 С. Pruzan, P. Thermophysical properties of liquid n‐hexane at temperatures from 243 K to 473 K and at pressures to 500 MPa / P. Pruzan // J. Chem. Thermodyn. ‐ 1991. ‐ Т. 23, ‐ № 3. ‐ С. 247–259. Randzio, S.L. Thermal expansivities of n‐hexane, n‐hexanol and their mixtures over the temperature range from 303 K to 503 K at pressures up to 400 MPa / S.L. Randzio, J.‐P.E. Grolier, J.R. Quint // J. Therm. Anal. ‐ 1992. ‐ Т. 38, ‐ № 9. ‐ С. 1959–1963. Сысоев, И.В. Ультразвук и термодинамические свойства вещества. Сборник научных трудов / И.В. Сысоев, Н.Ф. Отпущенников. ‐ Курск: Кур. политехн. ин‐т, 1977. ‐‐ 183 С. Коникевич., Е.И. Исследование термических свойств жидких алифатических спиртов и их растворов: автореф. дисс. ... канд. техн. наук: 01.04.14 / Коникевич Евгений Иванович. ‐ Москва, ‐ 1978. ‐‐ 105 С. ГОСТ Р 8.614‐2005 ГСИ. Государственная служба стандартных справочных данных. Основные положения. ‐ Москва: Издательство стандартов, ‐ 2005. ‐ С. 13. Зарипов, З.И. Термические и калорические свойства н‐гексана в диапазоне температур / З.И. Зарипов, С.А. Бурцев, А.В. Гаврилов, Г.Х. Мухамедзянов // Теоретические основы химической технологии. ‐ 2002. ‐ Т. 36, ‐ № 4. ‐ С. 439–445. Новицкий, П.В. Оценка погрешностей результатов измерений / П.В. Новицкий, И.А. Зограф. 2‐е изд. ‐ Ленинград: Энергоатомиздат, 1991. ‐‐ 304 С. Коган, В.Б. Справочник по растворимости. Том 1. Бинарные системы. Кн 1 / В.Б. Коган, В.М. Фридман, В.В. Кафаров. ‐ Москва‐Ленинград: издательство Академии наук СССР, 1961. ‐‐ 970 С. Jomtib, N. Production of Biodiesel from Palm Oil in Supercritical Methanol / N. Jomtib, M. Goto, M. Sasaki, A. Shotipruk. ‐ Bangkok: Chulalongkorn University, 2006. ‐‐ 427 С. 160
345. Choi, C.‐S. Transesterification kinetics of palm olein oil using supercritical methanol / C.‐S. Choi, J.‐W. Kim, C.‐J. Jeong, H. Kim, K.‐P. Yoo // J. Supercrit. Fluids. Elsevier B.V., ‐ 2011. ‐ Т. 58, ‐ № 3. ‐ С. 365–370. 346. Бирюков, С. Метрология: Тексты лекций / С. Бирюков, А. Чередов. ‐ Омск: Изд‐во ОмГТУ, 2000. ‐‐ 110 С. 347. Горлач, В.В. Обработка, представление, интерпретация результатов измерений: учебное пособие / В.В. Горлач, В.Л. Егоров, Н.А. Иванов. ‐ Омск: Изд‐во СибАДИ, 2006. ‐
‐ 83 С.