Механическая активация лигноцеллюлозного сырья для
реклама

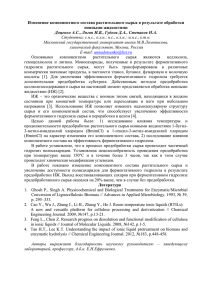
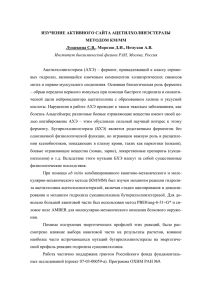
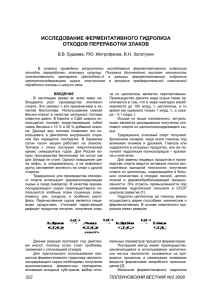
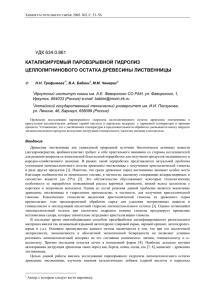
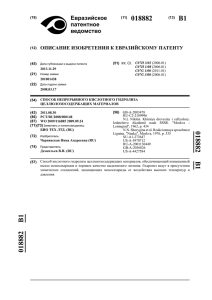
УДК 547.458.8: 577.15 МЕХАНИЧЕСКАЯ АКТИВАЦИЯ ЛИГНОЦЕЛЛЮЛОЗНОГО СЫРЬЯ ДЛЯ ПОЛУЧЕНИЯ ЭКОЛОГИЧЕСКИ ЧИСТОГО ЖИДКОГО БИОТОПЛИВА Подгорбунских Е.М., Бычков А.Л., Ломовский О.И. Институт химии твёрдого тела и механохимии СО РАН, Новосибирск, Россия В современном обществе актуальной проблемой является улучшение экологической обстановки, снижение выбросов парниковых газов, загрязнение окружающей среды сельскохозяйственными отходами и отходами деревоперерабатывающей промышленности. Исследования показывают, что производство биотоплива, такого как этанол из возобновляемых источников, позволяет снизить количество вредных выбросов транспорта [1, 2]. Одним из решений является переработка невостребованных в пищевой промышленности или кормлении животных лигноцеллюлозных отходов для производства биотоплива второго поколения [3]. В отличие от хорошо изученных жидкофазных процессов переработки пищевого сырья (крахмала), задача переработки и утилизации твердофазного растительного сырья осложняется многоуровневым строением исходного материала. Производство биоэтанола включает в себя предварительную обработку растительного материала, ферментативный гидролиз субстрата и ферментацию [4]. Реакционная способность растительного сырья в реакциях ферментативного гидролиза во многом зависит от содержания в нём лигнина, который необратимо адсорбирует ферменты из реакционной смеси. Наибольшее распространение в качестве исходного материала получили представители низколигнифицированного растительного сырья, например биомасса соломы кукурузы (содержание лигнина около 20 % [5]) и пустые грозди масличной пальмы с содержанием лигнина 10 % [6]. Показано [7], что предварительная механическая активация соломы кукурузы в энергонапряжённых аппаратах позволяет аморфизовать целлюлозу и, впоследствии, гидролизовать до растворимых углеводов 85-90 % высокомолекулярных углеводов, что приводит к увеличению начальной скорости гидролиза механически активированного материала в 2-3 раза, чем при гидролизе исходного сырья. В то же время, из-за ряда трудностей, например, ингибирования ферментов лигнином, влияние механической активации и последующий ферментативный гидролиз высоколигнифицированного растительного недостаточно хорошо изучено. Для изучения влияния механической активации на реакционную способность последующего ферментативного гидролиза трудноперерабатываемого сырья в качестве модельного сырья было предложено использовать биомассу тростника. Содержание лигнина порядка 38 % (табл. 1) позволяет отнести выбранный лигноцеллюлозный материал к классу высоколигнифицированных. Содержание остальных структурных полимеров составили 26 % и 17 % для целлюлозы и гемицеллюлозы, соответственно. Таблица 1. Химический состав биомассы тростника Состав стеблей тростника Доля, % Влажность 3,9 ± 0,0 Зольность 3,4 ± 0,1 Экстрактивные вещества 14,5 ± 0,7 Целлюлоза 26,4 ± 0,4 Гемицеллюлоза 17,5 ± 0,4 Лигнин 38,5 ± 0,3 Данное сырье характеризуется однородным строением. На микрофотографиях, полученных сканирующей электронной микроскопией (рис. 1) видна регулярная волокнистая структура. Рис 1. Морфология частиц измельченных стеблей тростника. Помимо ингибирования ферментов, высокое содержание лигнина в структуре биомассы тростника может привести к различным эффектам от термомеханической обработки из-за фазовых переходов разупорядоченной и упорядоченной фракций лигнина. Из данных литературы известно, что для лигнина характерны три температуры плавления равные -46 ˚С, 19 ˚С и 90 ˚С. В свою очередь целлюлозе характерны фазовые переходы при температурах плавления -27 ˚С и 135 ˚С. Температура плавления гемицеллюлоз для различных видов растительного сырья колеблется в широком диапазоне, но не превышает 180-181 ˚С [8]. Таким образом, физико-химические свойства основных компонентов лигноцеллюлозного сырья накладывают ограничения на температурные режимы механической обработки. Для установления влияния термомеханической обработки на реакционную способность продукта механической активации, при помощи механического активатора типа «аттритор» были проведены следующие модельные эксперименты: при температуре кипения жидкого азота (196 ˚С), когда все компоненты находятся в застеклованном состоянии и при температуре 180 ˚С, когда происходит расстекловывание основных структурообразующих полимеров. Механическая обработка при температуре кипения жидкого азота приводит к хрупкому измельчению лигноцеллюлозного материала, морфология частиц по данным сканирующей электронной микроскопии (рис. 2-а) не изменяется, однако наблюдается снижение среднего размера частиц с 244 мкм до 44 мкм. Высокотемпературная механическая обработка, обеспечивающая переход полимеров в высокоэластичное состояние в результате пластической деформации материала, приводит к образованию слоистых агрегатов (рис. 2-b) и снижению среднего размер частиц до 62 мкм. (a) (b) Рис. 2 Микрофотографии частиц биомассы тростника после механической активации: -196°С (а) и 180°С (b). Продукты механической активации были проверены при помощи методов тепловой десорбции азота и дифракции рентгеновских лучей. Хрупкое измельчение (-196 ˚С) приводит к значительному уменьшению как размеров частиц, так и степени кристалличности целлюлозы – 48 % (для исходной биомассы тростника 69 %), однако не происходит к существенному разупорядочению структуры, что объясняет изменение удельной площади поверхности с 0,1 м2/г до 2,5 м2/г. С другой стороны продукт активации при 180 °С не характеризуется малым размером частиц, но имеет максимальную удельную площадь (3,2 м2/г) при степени кристалличности целлюлозы – 59 %. Полученные данные могут быть объяснены разупорядочением супрамолекулярной структуры клеточных стенок то, есть частичным разложением лигнина и образованием пор. Из литературы известно, что применение механической обработки растительной биомассы приводит к снижению степени кристалличности целлюлозы, увеличению площади поверхности, доступной для действия ферментов, и значительному разупорядочению супрамолекулярной структуры клеточных стенок. Данные изменения физико-химических свойств лигноцеллюлозного материала обеспечивают увеличение реакционной способности и приводят к повышению эффективности ферментативного гидролиза [9, 10]. Рис. 3. Выход низкомолекулярных углеводов в процессе ферментативного гидролиза исходной (а) и механически активированной при -196 °С (b), 180 °С (с). Рассмотрение кинетики ферментативного гидролиза показывает, что совокупность изученных параметров (площадь поверхности, степень кристалличности, разупорядочение структуры) приводит к изменению реакционной способности лигноцеллюлозного материала. Установлено, что максимальная степень гидролиза и начальная скорость реакции соответствует хрупкому измельчению. Таким образом, можно заключить, механическая активация при температуре кипения жидкого азота приводит к значительному разупорядочению супрамолекулярной структуры, вследствие хрупкого разрушения застеклованных полимеров клеточных стенок лигноцеллюлозного сырья. При повышении температуры механической активации происходит последовательное расстекловывание структурообразующих полимеров, что приводит к высвобождению лигнина из структуры клеточных стенок и, как следствие, ингибированию ферментов, что подтверждают не высокие значения начальной скорости гидролиза и общего выхода низкомолекулярных углеводов при протекании ферментативного гидролиза. Список литературы 1. Schmitt E., Bura R., Gustafson R., Cooper J., Vajzovic A. Converting lignocellulosic solid waste into ethanol for the State of Washington: An investigation of treatment technologies and environmental impacts // Bioresource Technology. – 2012. – V. 104. – P. 400-409. 2. Farrell A.E., Plevin R.J., Turner B.T., Jones A.D., O’Hare M., Kammen D.M. Ethanol can contribute to energy and environmental goals // Science. – 2006. – V. 311. – P. 506-508. 3. Taherzadeh, M.J., Karimi, K. Pretreatment of lignocellulosic wastes to improve ethanol and biogas production: a review // Int. J. Mol. Sci. – 2008. –V. 9. –P. 1621-1651. 4. Alvira P., Tomas-Pejo E., Ballesteros M., Negro M.J. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review // Bioresource Technology. – 2010. – V. 101. – P. 4851-4861. 5. Hames, B.R., Thomas, S.R., Sluiter, A.D., Roth, C.J., Templeton, D.W. Rapid biomass analysis: new tools for compositional analysis of corn stover feedstocks and process intermediates from ethanol production // Applied Biochemistry and Biotechnology. – 2003. – V. 105-108. – P. 5-16. 6. Umikalsom, M.S., Ariff, A.B., Karim, M.I.A. Saccharification of pretreated oil palm empty fruit bunch fiber using cellulase of Chaetomium globosum // J. Agricultural and Food Chemistry. – 1998. – V. 46, №. 8. – P. 3359–3364. 7. Golyazimova, O.V., Politov, A.A., Lomovski, O.I. Intensification of raw material grinding with chemical treatment // Chemistry of plant raw material. – 2009. – V. 2. – P. 53–57. 8. Базарнова Н.Г, Карпова Е.В., Картаков И.Б., Маркин В.И., Микушина И.В., Ольхов Ю.А., Худенко С.В. Методы исследования древесины и ее производных: Учебное пособие / Базарнова Н.Г, Карпова Е.В., Картаков И.Б. и др.; Под ред. Базарнова Н.Г. Барнаул: Изд-во Алтайского государственного университета, 2002. – 160 с. 9. Клесов А.А., Синицин А.П. Ферментативный гидролиз целлюлозы. IV. Влияние физико-химических и структурных факторов субстрата на эффективность ферментативного гидролиза // Биоорганическая химия. – 1981. – Т. 7, № 12. – С. 1801-1812. 10. Bychkov A.L., Buchtoyarov V.A., Lomovsky O.I. Mechanical pretreatment of corn straw in a centrifugal roller mill // Cellulose Chemistry and Technology. – 2014. – V. 48. – P. 545 – 551.