Синтез материалов в кумуятивной струе
advertisement

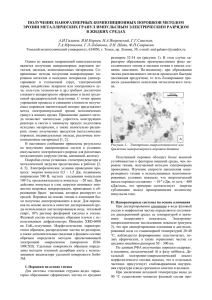
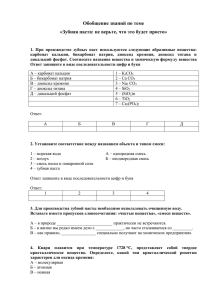
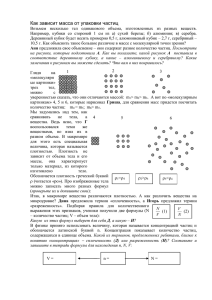
СИНТЕЗ МАТЕРИАЛОВ В КУМУЛЯТИВНОЙ СТРУЕ ПЕРВУХИНА О.Л., ПЕРВУХИН Л.Б. Институт структурной макрокинетики и проблем материаловедения РАН, г.Черноголовка, Россия Известно, что при сварке металлов взрывом соединение имеет волнообразную форму. По гребням волн образуются включения, которые имеют состав промежуточный между свариваемыми материалами, могут образовываться интерметаллиды, оксиды, карбиды и т. п. [1—4]. Включения называют «белая фаза», «вихревые зоны», «литые включения». Структура и свой–тва включений отличаются от структуры и свойств исходных материалов. Размеры включений зависят от режима сварки и обычно не превышают 0,1 мм2. В работе [5] было показано, что включения образуются впереди точки контакта в кумулятивной струе. Например, при сварке взрывом титана со сталью [6] количество включений по мере удаления от начала процесса растет и на расстоянии 1 м они покрывают всю соединяемую поверхность. Это затрудняет сварку взрывом крупногабаритных листов. В настоящей работе экспериментально проверена возможность целенаправленного использования процессов, происходящих в сварочном зазоре впереди точки контакта для синтеза новых материалов*. Для обоснования возможности синтеза рассмотрим процессы, которые идут впереди точки контакта при соударении пластин из титана в режиме сварки взрывом. В результате столкновения пластин впереди точки контакта в сварочном зазоре образуются область ударно–сжатого газа, размеры которой увеличиваются с ростом расстояния от начала столкновения, и кумулятивная струя, которая состоит из поверхностных слоев свариваемых материалов. Кумулятивная струя, попадая в ударно–сжатый газ, образует облако дисперсных частиц. Таким образом, впереди точки контакта движется ударно–сжатый газ, насыщенный мелкодисперсными частицами кумулятивной струи. В работе [7] при определении яркостной температуры газа за фронтом ударной волны, возникающей между стальными пластинами при их столкновении было выявлено ее значительное превышение по сравнению с рассчитанной по ударной адиабате. Ударная волна сжимает и разогревает газ до температур порядка 5000 °С при скорости точки контакта V K = 3500 м/с. Это объяснялось поступлением из области точки контакта в газ металлических частиц, скорость которых больше скорости точки контакта. Частицы рассматриваются как дополнительный поршень и приводят к увеличению температуры газа и скорости ударной волны. Воздействие этого потока приводит к прогреву металла и расплавлению поверхности соударения. На достаточно большом расстоянии от места инициирования энергия, поступившая из газа в металл, становится сравнимой с энергией, выделяющейся в зоне шва в результате столкновения. Состояние газа впереди точки контакта можно оценить в одномерном приближении уравнениями для воздушной ударной волны, возбуждаемой в трубе движущимся поршнем. Фронт такой ударной волны будет иметь скорость в 1,3—1,5 раза больше скорости точки контакта, а газ за фронтом ударной волны может нагреваться до температуры порядка 3000—6000 °С. С удалением от начала процесса соударения металл всё более длительное время находится под воздействием потока энергии из ударно–сжатого газа. Оценка прогрева металла этим источником энергии показывает, что слой стали толщиной 10 мкм на расстоянии 1 м от начала процесса сварки при скорости точки контакта 2500 м/с может прогреться до температуры порядка 500°С, алюминия и меди — до 300°С, а титана — до 900°С [8]. Рассмотрим баланс тепла впереди точки контакта: Q = Q 1 + Q2 + Q3 , где Q1 — тепло выделяющееся при ударном сжатии газа; Q2 =- тепло, выделяющееся в процессе кумуляции и аэродинамическом торможении частиц в ударно сжатом газе; Q3 — тепло выделяющееся при химической реакции. Оценка тепловыделения была произведена по зависимостям и условиям, приведенным в работе [8] для титана. Из сравнения кинетической энергии метаемой пластины и кинетической энергии выбрасываемых частиц и внутренней энергии выбрасываемых частиц, определи что Q1 выделяющееся при ударном сжатии газа составляет 17,3 % кинетической энергии соударения метаемой пластины. Cуммарное количество тепла, подведенного к поверхности тела массой m во время аэродинамического торможения определяли [9] по формуле 2 Снежинск, 5⎯9 сентября 2005 г. Q2 = mV02 ⎛ 1 c τ ⎜ 2 ⎜⎝ 2 c τ + c x ⎞ , ⎟⎟ ⎠ где VO — начальная скорость тела; сτ — сопротивление вязкого трения газа о поверхность тела; сx — сопротивление сил нормального давления. Расчеты показывают, что величина Q2 незначительна и составляет 0,22% от кинетической энергии метаемой пластины (эксперименты проведены А.А. Бердыченко и Д.В.Олейниковым). Следует отметить, что Q1 и Q2 для всех материалов практически одинаково. Оценка тепловыделения Q3 за счёт химической реакции между кислородом и азотом показывает, что воздуха в сварочном зазоре недостаточно для полного сгорания частиц титана. Доля прореагировавшего титана в этом случае составляет 9—25% в зависимости от насыщенности зазора частицами. Оценка полноты сгорания частиц и выделенной энергии других металлов приводит к аналогичным результатам. Этим объясняется тот факт, что при сварке взрывом на больших площадях большинства металлов трудностей не возникает. Ситуация резко меняется, если учесть уникальную способность титана к поглощению кислорода и азота. Если в таких металлах, как Fe, Си и Zr, максимальная растворимость кислорода составляет 2⋅10–3, 4⋅10–2 и 8 ат. % соответственно, а в алюминии кислород практически не растворим, то титан способен содержать в себе до 30 ат. % кислорода и 20 ат. % азота [10]. Удаленные участки поверхности свариваемых пластин имеют возможность поглотить больше газов, чем расположенные на начальном участке сварки. На некоторой длине L газонасыщенность поверхностного слоя достигает указанных выше предельных значений. С приходом в это место точки контакта в зазор начинают вылетать насыщенные кислородом и азотом частицы. Далее, поскольку температура частиц достаточно высока, начинается их возгорание с поверхности. Такое возгорание наиболее вероятно, так как поверхность частиц дополнительно нагревается при контакте с воздухом. Вследствие большого тепловыделения происходит резкое повышение температуры частицы вплоть до ее плавления, и начинается внутреннее горение за счет растворенных в частице кислорода и азота. Оценка теплового эффекта показывает [8], что тепловыделение за счет внутреннего горения может составлять 52÷150% кинетической энергии соударения. Отметим также, что реакция «внутреннего» горения протекает значительно быстрее, чем «внешнего», происходящего за счет диффузии кислорода и азота из окружающего воздуха внутрь частицы. Далее процесс инициирования химической реакции титана с кислородом и азотом идет лавинообразно. Температура вылетевших в зазор частиц повышается как за счет теплообмена с окружающим их более горячим воздухом, так и за счет торможения. Возгорание мелкодисперсных частиц в сварочном зазоре приводит к дополнительному выделению тепла и росту температуры, что создает условия одновременной лавинообразной реакции горения в определенной зоне. Следовательно, впереди точки контакта в сварочном зазоре создаются условия для синтеза в экстремальных условиях новых материалов, состав и структура, которых будут определяться процессами кумуляции и составом атмосферы в сварочном зазоре. Из работы [7] следует, что эффект расплава поверхности может проявиться при сварке листов длиннее 1 м. В этом случае энергия поступившая из газа в металл становиться сравнимой с энергией, выделяющейся в результате удара. Методика проведения экспериментов предусматривала установку с зазором пластин из титана толщиной 6 мм и длиной 2 м с герметизацией зазора по длинным сторонам (рис.1). Для фиксирования продуктов синтеза конечный участок пластин на длине 500 мм не имел заряда и был защищен от воздействия продуктов детонации песком*. После взрыва производили осмотр поверхностей обеих пластин на конечном участке, из которого вырезали образцы для исследования структуры и химического состава синтезированных материалов. Рис. 1. Схема эксперимента VIII Забабахинские научные чтения 3 Результаты исследований На поверхности нижней пластины выявили наличие сплошного блестящего покрытия протяжённостью 250мм от места окончания сварки, затем покрытие переходило в отдельные струи. На верхней пластине протяженность покрытия составила 100 мм, которое затем также переходило в отдельные струи. Покрытие на мишени и свариваемых поверхностях прочно соединено с поверхностью и не разрушилось при механической обработке. Изучение структуры покрытия (рис.2, 3) и зоны соединения показало, что толщина покрытия на нижней пластине составляет 60–70 мкм,на верхней — 20—40 мкм. Микротвердость покрытия, 540 – 600 МПа (титана — 180 МПа). а б Рис. 2. Поверхность покрытия из синтезированного материала на верхней (а) и нижней (б) пластине а б Рис. 3. Микроструктура поперечного сечения образцов, вырезанных из верхней (а) и нижней (б) пластин титана На поверхности покрытия выявлено наличие сетки микротрещин, вырывов, оплавленных круглых углублений. Покрытие представляет собой монолитную структуру, в которой не просматриваются зерна, граница раздела между покрытием и титаном ярко выражена. В титане не наблюдается следов значительной пластической деформации. Анализ химического и фазового состава покрытия (рис. 4) показал, что в нем нет чистого титана и его твердых растворов. Покрытие состоит из смеси нитридов, карбидов, оксидов титана. Рентгенограмма сложная и существующая база данных не позволяет их полностью расшифровать. Возможно, что образуются сложные химические соединения титана с газами, которые в нормальных условиях не фиксируются. 4 Снежинск, 5⎯9 сентября 2005 г. а б Рис. 4. Рентгенограмма титана (а) и покрытия из синтезированной смеси (б) Обсуждение результатов Изучение структуры, химического и фазового состава полученных материалов позволило предположить следующий механизм их синтеза. В начале процесса частицы металла, выброшенные в область ударно– сжатого газа кумулятивным процессом, вследствие малой её протяжённости имеют малую температуру не достаточную для начала химической реакции окисления. Горение частиц не наблюдается, что подтверждается структурой литых включений и их химическим составом. По мере развития процесса повышается время взаимодействия частиц с газами, вследствие чего повышается их температура за счёт теплопередачи от ударно– сжатого газа и торможения летящих частиц. Начинается их слабоактивное горение с образованием оксидов и нитридов и выделением тепла. Малое время процесса и низкая теплопроводность титана позволяют говорить об отсутствии отвода тепла из зоны реакции в окружающую среду, что способствует повышению температуры в ударно–сжатом газе и значительному прогреву поверхностей титановых пластин перед точкой контакта вплоть до их расплавления. Это приводит к увеличению температуры частиц титана, образующихся в результате кумулятивного процесса, скорости реакции и тепловыделению на поверхности частиц. Создаются условия для протекания лавинообразной реакции между титаном, кислородом и азотом, в результате которой резко увеличивается поток энергии на свариваемые поверхности. Увеличению скорости реакции способствует тот факт, что в реакцию вступает титан поверхностных слоёв свариваемого металла, который представляет собой твёрдый раствор газов атмосферы в титане, с адсорбированным на нём слоем молекул кислорода и азота. Высокая скорость движения синтезированных частиц оксидов и нитридов титана приводит при столкновении к прочному их соединению с верхней и нижней поверхностями пластин. Выводы При соударении пластин в режиме сварки взрывом в сварочном зазоре впереди точки контакта создаются условия для синтеза новых материалов в экстремальных условиях взаимодействия кумулятивной струи и ударно–сжатого газа. Проведенные исследования позволяют предположить возможность осуществления целенаправленного синтеза подобных материалов с одновременным нанесением их на поверхность мишени или подложки. Ссылки 1. 2. 3. 4. 5. 6. Конон Ю.А., Первухин Л.Б., Чудновский А.Д. Сварка взрывом. – М.: Машиностроение, 1987. – 216 с. Крупин А.В., Соловьев В.Я., Попов Г.С., Кръстев М.Р. Обработка металлов взрывом – М., Металлургия. 1991. – 496 с. Захаренко И.Д. Сварка металлов взрывом. – Минск, Наука и техника. 1990. – 205 с. Кудинов В.М., Коротеев А.Я. Сварка взрывом в металлургии. – М., Металлургия, 1978. – 168с. Дерибас А. А. Физика упрочнения и сварки взрывом. – Новосибирск: Наука, 1980. – 221 с. Бердыченко А.А., Первухин Л.Б., Закономерности изменения структуры сварного соединения, полученого сваркой взрывом, с увеличением его габаритов на примере титана.//Сварка взрывом и свойства сварных соединений: Межвузовский сборник научных трудов /ВолгГТУ, Волгоград – 2000. – С. 102–114. 7. Ишуткин С. Н., Кирко В. И., Симонов В. А. Исследование теплового воздействия ударно–сжатого газа на поверхность соударяющихся пластин // Физика горения и взрыва. – 1980. – Т. 16. – № 6. – С. 69–73. VIII Забабахинские научные чтения 5 8. Бердыченко А.А., Первухин Л.Б., Штерцер А.А., Злобин Б.С. О возможном возгорании выбрасываемых в зазор частиц металла при сварке титана взрывом // Физика горения и взрыва. – 2003. – Т. 39. – № 2. – С. 128–136. 9. Полежаев Ю. В., Юревич Ф. Б. Тепловая защита. – М.: Энергия, 1976. С.398. 10. Фромм Е., Гебхардт Е. Газы и углерод в металлах / Пер. с нем. – М.: Металлургия, 1980. – 711 с.