ВІСНИК ПРИАЗОВСЬКОГО ДЕРЖАВНОГО ТЕХНІЧНОГО УНІВЕРСИТЕТУ 2006 р. Вип. № 16 Щетинин С.В.
реклама

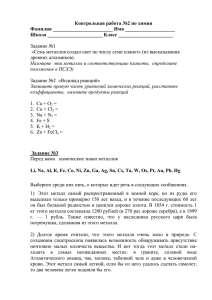
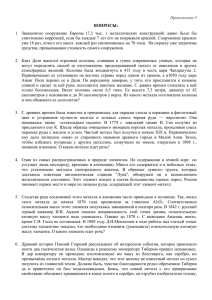
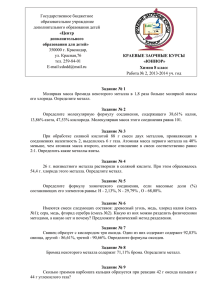
ВІСНИК ПРИАЗОВСЬКОГО ДЕРЖАВНОГО ТЕХНІЧНОГО УНІВЕРСИТЕТУ 2006 р. Вип. № 16 УДК 621.791.753.042 Щетинин С.В.1 ЗАКОНОМЕРНОСТИ ВОЗДЕЙСТВИЯ МАГНИТНОГО ПОЛЯ СВАРОЧНОГО ТОКА И ПЛАЗМЕННЫХ ПОТОКОВ НА ДВИЖЕНИЕ ЖИДКОГО МЕТАЛЛА И ФОРМИРОВАНИЕ СВАРНЫХ ШВОВ Установлены закономерности воздействия магнитного поля сварочного тока и плазменных потоков на движение жидкого металла и формирование швов. Разработан способ односторонней высокоскоростной сварки составным электродом, обеспечивающий качественное формирование швов. Одним из эффективных способов снижения энергоемкости и материалоемкости является замена двухсторонней на одностороннюю сварку, применение которой ограничено нарушением формирования швов вследствие протеков жидкого металла. Для улучшения обратного формирования целесообразно производить одностороннюю высокоскоростную сварку, что ограничено образованием подрезов [1]. Формирование швов при дуговой сварке определяется магнитогидродинамическими явлениями и движением жидкого металла в ванне [1 – 4]. Движение металла объясняют воздействием электромагнитных сил [1, 2, 5 – 8], давлением дуги [1, 4, 9], разностью поверхностного натяжения в передней и задней частях ванны [10, 11]. Однако механизм движения жидкого металла в сварочной ванне полностью не установлен. Разработка энерго- и материалосберегающих способов односторонней высокоскоростной сварки, обеспечивающих повышение скорости и улучшение качества формирования сварных швов, является важной проблемой. Задачей исследований является изучение механизма движения жидкого метала в ванне, способов регулирования и использования магнитного поля сварочного тока для обеспечения качественного формирования швов при односторонней высокоскоростной сварке. Изучение механизма движения жидкого металла в ванне производили с помощью киносъемки со скоростью 1500 кадров в секунду дуги и жидкого металла в условиях процесса сварки составным электродом в среде аргона на прямой полярности со скоростью, обеспечивающей переход от качественного формирования швов к образованию подрезов. На склонность к образованию подрезов значительно влияет магнитное поле сварочного тока и скорость сварки. При сварке на токоподвод, когда большая часть тока протекает впереди дуги [2], склонность к образованию подрезов возрастает, при сварке от токоподвода, когда большая часть тока протекает сзади дуги, склонность к образованию подрезов снижается. Магнитное поле сварочного тока действует одновременно на дугу и жидкий металл ванны как на проводник с током. Несмотря на высокую температуру жидкого металла и большое электрическое сопротивление, сварочный ток протекает по электроду, капле, аноду, столбу, катоду и жидкому металлу ванны, что обеспечивает замыкание цепи и процесс сварки. Схема движения жидкого металла при качественном формировании швов (рис.1а) и образовании подрезов (рис.1б) подтверждена с помощью скоростной киносъемки жидкого металла впереди дуги (рис.2). Как установлено, при сварке от токоподвода, когда результирующая электромагнитная сила, действующая на дугу и жидкий металл, направлена вперед, дуга отклонена вперед и впереди дуги, внутри составного электрода, движется жидкий металл, сзади лента расплавлена меньше проволок (рис.2а). При сварке на токоподвод, когда результирующая электромагнитная сила направлена назад, жидкий металл впереди дуги, _______________________ 1 ПГТУ, канд. техн. наук 1 + Vсв + Vсв I I Рис.1 – Схема движения жидкого металла в сварочной ванне при качественном формировании шва (а) и образовании подрезов (б) I I б Длина кратера сварочной ванны, 10 -3 м а LКР 3 35 4 25 1 2 15 5 2,6 2,85 3,1 3,35 -2 3,6 3,85 V Скорость сварки , 10 м/с Рис.3 - Зависимость длины (1, 3) и задней части кратера (2,4) от магнитного поля и скорости сварки от токоподвода (1,2) и на токоподвод (3, 4) а б Рис.2 – Кинограмма влияния магнитного поля сварочного тока на движение жидкого металла в передней части кратера при сварке от токоподвода(а) и на токоподвод (б): I = 2300 – 2400 A; U = 23 – 24 B Интервал между кадрами 610-4 с Направление сварки слева – направо Длина кратера сварочной ванны, 10-3 м + I LКР L КР I 2 30 1 20 3 10 0 0,2 0,4 0,6 0,8 Угол наклона плазменных потоков, рад Рис.4 – Зависимость длины кратера от угла наклона плазменных потоков: 1 – от токоподвода, 2 – на токоподвод 3- расчетные значения внутри составного электрода, полностью отсутствует (рис.2б). Вследствие наклона дуги назад лента сзади расплавлена больше проволок. Из анализа кинограмм следует, что природа движения жидкого металла в сварочной ванне электромагнитная. Интенсивность движения жидкого металла в сварочной ванне циклически изменяется, образуя волны, что определяется движением дуги по торцу электрода и сварочной ванне. 2 Развитая поверхность составного электрода увеличивает цикличность и позволяет при киносъемке изучить механизм движения металла в ванне, который определяется направлением дуги и плазменных потоков. При движении дуги размеры кратера ванны, который можно условно разделить на переднюю, расположенную от оси проволочных электродов до передней кромки, и заднюю – до жидкого металла хвостовой части ванны, изменяются. Капли электрода и основной металл циклически движутся из передней в заднюю часть кратера и хвостовую часть ванны. Дуга и жидкий металл находятся в динамическом взаимодействии. В момент обрыва дуги на проволочном электроде и возбуждении на кромках ленты жидкий металл подтекает к электроду. При последующем возбуждении дуги на проволочном электроде металл удаляется от него. При сварке со скоростью, менее критической, когда подрезы не образуются, дуга вертикальна, и жидкий металл движется непосредственно за электродом (рис.1а). При повышении скорости сварки и отклонении дуги назад длина кратера ванны увеличивается, жидкий металл удаляется от электрода (рис.3), и образуются подрезы. Электромагнитная сила действует на дугу и вертикальную составляющую тока в жидкой прослойке в направлении вектора скорости – вперед или назад в зависимости от точки токоподвода. При сварке от токоподвода под действием направленной вперед электромагнитной силы дуга и жидкий металл ванны движутся вперед (рис.2а), длина кратера уменьшается (рис.3), и формирование швов улучшается. При сварке на токоподвод под действием направленной назад электромагнитной силы дуга движется с ленты на проволоку, и жидкий металл движется в хвостовую часть ванны (рис.2б), длина кратера возрастает, и формирование швов ухудшается. Наклон дуги определяет движение жидкого металла относительно электрода. С увеличением угла наклона плазменных потоков при повышении скорости сварки длина кратера возрастает (рис.4). С учетом равенства углов наклона плазменных потоков длина кратера: LКР = 2tgLД + Д, (1) где – угол наклона плазменных потоков относительно вертикали; LД – вертикальная составляющая длины дуги, внешнюю часть которой определяли по кинограмме, а внутреннюю – по глубине проплавления hПР с исключением толщины жидкой прослойки hЖПР, измеренной с помощью тантала; LД = LВН + h ПР – hЖПР ; Д – диаметр дуги на уровне основного металла по кинограмме. Зависимость длины кратера от угла наклона плазменных потоков подтверждает влияние горизонтальной составляющей давления дуги на металл. При сварке плавящимся электродом, когда плазменные потоки, в основном, являются, парами электродов, которые ассимилируют с превращением кинетической энергии плазменного потока в кинетическую энергию жидкости, определяющими являются электромагнитные силы и давление дуги. При повышении скорости сварки в результате увеличения направленной вниз электромагнитной силы на кромках ванны движение жидкого металла к кромкам замедляется, а в хвостовую часть усиливается, что подтверждается уменьшением ширины шва. В момент обрыва дуги металл под гидродинамическим давлением подтекает в кратерную часть и при последующем возбуждении дуги движется в хвостовую часть ванны, удаляясь от электрода. При высокоскоростной сварке, когда дуга почти постоянно горит на проволоке, активное пятно дуги движется с передней в заднюю часть кратера. В момент возбуждения дуги на передней кромке и угасания в задней части кратера жидкий металл устремляется в область пониженного давления с передней или хвостовой части ванны в зависимости от электромагнитного и гидродинамического давления жидкого металла. Поэтому при высокоскоростной сварке и малом электромагнитном и гидродинамическом давлении за дугой жидкий металл интенсивно движется в хвостовую часть ванны. Обратного движения жидкого металла к кратеру ванны, характерного для сварки с нормальной скоростью (рис.1б), почти нет. При односторонней высокоскоростной сварке от токоподвода направленная вперед электромагнитная сила обеспечивает обратное движение металла к кратеру, обусловленное отклонением дуги и жидкого металла вперед, и качественное формирование швов. С увеличением скорости сварки скорость движения жидкого металла в ванне возрастает пропорционально росту длины кратера, что в соответствии с законом Бернулли приводит к снижению гидродинамического давления жидкого металла ванны и улучшению обратного формирования швов при односторонней высокоскоростной сварке на флюсовой подушке с 3 использованием стандартного стекловидного флюса мелкой грануляции. С увеличением длины кратера жидкий металл удаляется от электрода. При горении дуги в передней части кратера расплавленный активным пятном металл в отсутствии поддерживающего жидкого металла под действием направленной вниз электромагнитной силы стекает с кромок, вследствие чего образуются подрезы. При уменьшении длины кратера жидкий металл поддерживает металл от стекания с кромок и обеспечивает формирование швов без подрезов. При сварке составным электродом от токоподвода изменяются магнитное поле и магнитогидродинамические явления. Под действием направленной вперед электромагнитной силы дуга и жидкий металл отклоняются вперед, скорость движения металла и длина кратера уменьшаются. Снижается направленная вниз в области кромок электромагнитная сила, что обеспечивает качественное формирование швов при односторонней высокоскоростной сварке. Дальнейшие исследования в данном направлении являются перспективными, так как позволяют разработать новые способы односторонней высокоскоростной сварки. Выводы 1. Установлен механизм движения жидкого металла под действием давления дуги и электромагнитных сил сварочного тока, который определяется магнитогидродинамическими явлениями в ванне. Подтверждена электромагнитная природа образования подрезов. 2. Расчетно-экспериментальным путем установлено, что с повышением скорости сварки скорость движения жидкого металла и длина кратера возрастают. Отсутствие противодействия приводит к стеканию металла с кромок ванны под действием направленной вниз электромагнитной силы и образованию подрезов. 3. При односторонней высокоскоростной сварке составным электродом от токоподвода электромагнитная сила отклоняет дугу и жидкий металл ванны вперед, что поддерживает металл от стекания с боковых кромок и обеспечивает качественное формирование швов. Перечень ссылок 1. Патон Б.Е. Некоторые особенности формирования швов при сварке с повышенной скоростью / Б.Е. Патон, С.Л. Мандельберг //Автоматическая сварка. – 1971.– №8.– С.1–6 2. Патон Б.Е. Магнитогидродинамические явления при электрической сварке и их использование / Б.Е. Патон, В.К. Лебедев // Новые проблемы сварочной техники.– Киев: 1964. – 78с. 3. Лебедев В.К. Магнитогидродинамические явления при дуговой сварке / В.К. Лебедев // Техническая электромагнитная гидродинамика. – М.: Металлургия, 1965. – С. 32 – 38. 4. Лебедев В.К.. Силовое воздействие сварочной дуги / В.К..Лебедев, И.В. Пентегов // Автоматическая сварка. – 1981. – №1. – С. 7 – 14. 5. Ерохин А.А. Основы сварки плавлением / А.А. Ерохин.– М.: Машиностроение, 1973. – 448с. 6. Morri N. Molten pool phenomena in submerged arc welding / N. Morri., G. Horri // International Institute Welding Doc., 212 – 188 – 70. – 1977. – P. 44. 7. Исследование гидродинамических потоков в модели ванны применительно к плазменнодуговому переплаву / Н.Н. Рыкалин, В.Я. Кубланов, А.С. Жеребович, А.А. Ерохин // Физика и химия обработки материалов. – 1974. – №6.– С.33–37. 8. Кубарев В.Ф. Гидродинамические процессы в сварочной ванне / В.Ф.Кубарев, Г.Г.Чернышов // Изв. вузов. Машиностроение. – 1979. – №5.– С.119 – 123. 9. Потехин В.П. Роль давления сварочной дуги в образовании подрезов / В.П. Потехин // Сварочное производство. – 1986. – №8. – С. 38 – 39. 10. Ishizaki K. Теория поверхностного натяжения при дуговой сварке. Проплавляющее действие дуги / К.Ishizaki., Y.Kalibe // Есецу гаккайси. J. Japan Weld Soc. – 1966. – 35, № 2. – P. 89 – 98. 11.Gamamoto J. Односторонняя высокоскоростная дуговая сварка неплавящимся электродом в среде инертного газа при низком давлении / J.Gamamotо, W. Shimad // Мицубиси денки гихо. – 1973. – 47,– № 11. – С. 1165 – 1171. 12.Повх И.Я. Техническая гидромеханика / И.Я. Повх. – М.: Машиностроение, 1969. – 524 с. Статья поступила 10.03.2006 4