СБОРНИК ДОКЛАДОВ научно-практическая конференция в
advertisement

СБОРНИК ДОКЛАДОВ
научно-практическая конференция
в рамках
ХLI Ломоносовских чтений,
посвященных 1150-летию зарождения российской государственности
«Родина Ломоносова в истории российской государственности»
Северодвинск
2013
УДК 629.12.002 (043)
ББК 65.9. (2Р – 4 Арх)
Л. 75
Родина Ломоносова в истории российской государственности /1150-летию
зарождения российской государственности./ Секция «Кораблестроительное и сварочное
производство» / XLI Ломоносовские чтения в Северодвинске. Сборник докладов. федеральное государственное автономное образовательное учреждение высшего
профессионального образования «Северный (Арктический) федеральный университет имени
М.В.Ломоносова» филиал в г. Северодвинске Архангельской области институт судостроения
и морской арктической техники (Севмашвтуз). Северодвинское отделение Ломоносовского
фонда. 2013.-160 с. Электронный ресурс
Научные редакторы: доктор тех. наук, проф. В.И. Малыгин, канд. тех. наук, доцент
Ю.Ю. Щусь, доцент В.М. Попов, председатель правления Северодвинского отделения
Ломоносовского фонда
Составители: Ю.Ю. Шванева, Н.И. Черенков – филиал САФУ в г. Северодвинске,
институт судостроения и морской арктической техники
Публикуется по решению оргкомитета научно-практической
проведенной 6-7 ноября 2012 г. в филиале САФУ в г. Северодвинске
конференции,
Сборник составлен из материалов (докладов) участников научно-практической
конференции, проведенной 7 ноября 2012 г. в институте судостроения и морской
арктической техники (Севмашвтуз) филиала САФУ в г. Северодвинске по программе ХLI
Ломоносовских чтений, «Родина Ломоносова в истории российской государственности». В
сборник включены доклады представителей ряда научных организаций, принявших участие
в работе секции «Кораблестроительное и сварочное производство». В издании также
представлены не публиковавшиеся ранее материалы XL Ломоносовских чтений в
Северодвинске, проходивших на базе филиала Севмашвтуз СПбГМТУ в 2011 г.
УДК 629.12.002 (043)
ББК 65.9. (2Р – 4 Арх)
Л. 75
© филиал САФУ в г. Северодвинске
Архангельской области ИСМАРТ
©
Северодвинское
отделение
Ломоносовского фонда. 2013 г.
2
ФОРМАТ КОНФЕРЕНЦИИ:
Научно — практическая конференция
Основные темы конференции
o Кораблестроительное и сварочное производство
o Технологии обработки материалов и системы автоматизированного
проектирования
o Электрооборудование и системы автоматики
o Океанотехника и энергетические установки
o Физика колебании н волн
o Зашита окружающей среды и радиационная безопасность
o Проектирование н строительство промышленных н граждански сооружении
o Социальное развитие региона: проблемы, инновации, пути решения
o Информационные технологии и системы в экономике и управлении
o Физическая культура и спорт
ОРГАНИЗАЦИОННЫЙ КОМИТЕТ КОНФЕРЕНЦИИ
Л.В. Кремлева
д.т.н., профессор, зам. директора
по НР Севмашвтуза
к.т.н., профессор, директор Севмшвтуза
председатель Северодвинского
отделения Ломоносовского фонда
д.т.н., доцент Севмашвтуза
О.Н. Руссова
к.ф.н., доцент, зав. кафедрой № 1 Севмашвтуза
В.Е. Гальперин
к.т.н., профессор, зам. директора
по УР Севмашвтуза
к.т.н., профессор, декан I
факультета Севмашвтуза
к.э.н., доцент, декан II
факультета Севмшвтуза
д.т.н., профессор, декан III
факультета Севмашвтуза
к.п.н., доцент, декан IV
факультета Севмашвтуза
к.п.н., доцент, декан V
факультета Севмашвтуза
д.с.н., профессор каф. № 1 Севмашвтуза
к.т.н., доцент, зав. кафедрой № 4 Севмашвтуза
к.т.н., доцент, зав. кафедрой №5 Севмашвтуза
к.т.н., профессор, зав. кафедрой №7 Севмашвтуза
к.т.н., профессор, зав. кафедрой №9 Севмашвтуза
к.п.н., профессор, зав. кафедрой №13
Севмашвтуза
к.э.н, доцент, зав.кафедрой №19 Севмашвтуза
к.э.н., доцент кафедры № 19 Севмашвтуза
зам. директора по ИТиХВ Севмшвтуза
начальник ИВЦ Севмашвтуза
ведущий инженер по защите информации
Севмашвтуза
к.т.н., заведующий НИС Севмашвтуза
ведущий инженер НИС Севмашвтуза
В.И. Малыгин
В.Е. Гальперин
В.М. Попов
Г.М. Рижинашвили
Н.В. Никулина
А.И. Черевко
Е.А. Кошкина
Т.А. Минеева
Г.П. Монастырских
Н.А. Пестов
Ю.Ю. Шванева
А.И. Лычаков
Е.М. Аин
В.Н. Олин
А.А. Бутин
О.В. Кузнецова
А.В. Федотов
А.М. Ножнин
Г.В. Гунин
В.Т. Харитоненко
М.Н. Надворская
3
Председатель
оргкомитета
член оргкомитета
Сопредседатель
оргкомитета
зам. председателя
оргкомитета
Сопредседатель
оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
член оргкомитета
секретарь
оргкомитета
СОДЕРЖАНИЕ
ГИДРОКСИДНЫЕ СОЕДИНЕНИЯ В ПОКРЫТИЯХ СВАРОЧНЫХ ЭЛЕКТРОДОВ
И.В. Горынин, академик РАН, В.А. Малышевский, д.т.н., Ю.Д. Брусницын, к.т.н.,
ФГУП ЦНИИ конструкционных материалов "Прометей", г.Санкт-Петербург, В.Т.
Калинников, академик РАН, А.И. Николаев, член-кор. РАН, ФГУП ИХТРЭМС КНЦ
РАН - Институт Химии КНЦ РАН, г. Апатиты, Ю.В. Авакумов, инж., А.Н. Быков,
инж., ОАО «ПО «Севмаш», г. Северодвинск
6
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕБЕР ЖЕСТКОСТИ ИЗ
ТЯЖЕЛОГО КАТАНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ ТВЧ
В.И. Попов, В.Ю. Шуньгин, ОАО «ЦТСС», Санкт-Петербург
21
К ВОПРОСУ О НЕОДНОРОДНОСТИ ПОКРЫТИЙ СВАРОЧНЫХ ЭЛЕКТРОДОВ
Ю.Ю. Шванёва, В.В. Бублинова, филиал САФУ в г. Северодвинске, В.В. Мансуров,
В.В. Богданов, ОАО «ПО «Севмаш», г. Северодвинск
27
МЕТОД ОБРАТНОГО МОДЕЛИРОВАНИЯ ТЕПЛОВЫХ ПРОЦЕССОВ ДЛЯ
ПРОГНОЗИРОВАНИЯ ЛОКАЛЬНЫХ МЕХАНИЧЕСКИХ СВОЙСТВ СВАРНОГО
СОЕДИНЕНИЯ
В.А. Кархин, А.М. Левченко, П.Н. Хомич, Санкт-Петербургский государственный
политехнический университет, г. Санкт-Петербург
33
ИССЛЕДОВАНИЕ СОДЕРЖАНИЯ ДИФФУЗИОННОГО ВОДОРОДА В
НАПЛАВЛЕННМ МЕТАЛЛЕ ПРИ «МОКРОЙ» ПОДВОДНОЙ СВАРКЕ
В.О. Муктепавел, доцент, В.И. Ларина, студентка, филиал САФУ в г. Северодвинск»
43
ОСНОВНЫЕ НАПРАВЛЕНИЯ СИСТЕМЫ АТТЕСТАЦИИ СВАРОЧНОГО
ПРОИЗВОДСТВА В ПРОЦЕССЕ ПОДГОТОВКИ ИНЖЕНЕРОВ СВАРЩИКОВ
В.В. Сычев, ОАО “ПО ”Севмаш”
48
СРАВНИТЕЛЬНЫЙ АНАЛИЗ ИСПОЛЬЗОВАНИЯ СУДОСТРОИТЕЛЬНОЙ И
МАШИНОСТРОИТЕЛЬНОЙ САПР В КОМПЛЕКСНОЙ ПОДГОТОВКЕ
СУДОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА (НА ПРИМЕРЕ TRIBON – CATIA)
О.В. Казакевич, ОАО «ЦС «Звездочка»
55
ИНТЕРМОДАЛЬНЫЕ ПЕРЕВОЗКИ И МИРОВОЙ КОНТЕЙНЕРНЫЙ ФЛОТ:
ДИНАМИКА И СТРУКТУРА
Н.И.Черенков, С.А. Русановский, филиал САФУ в г. Северодвинск»
60
РАЗВИТИЕ СИСТЕМЫ АТТЕСТАЦИИ СВАРОЧНОГО ПРОИЗВОДСТВА В
СЕВЕРО-ЗАПАДНОМ РЕГИОНЕ
А.М. Левченко, к.т.н, ООО «РСЗ МАЦ» НАКС, г.Санкт-Петербург
72
СРАВНИТЕЛЬНЫЕ ИСПЫТАНИЯ ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ
СВАРОЧНЫХ ФЛЮСОВ МАРОК 48-ОФ-6 и АН-26С
В.О. Муктепавел, доцент, филиал СПбГМТУ «Севмашвтуз», г. Северодвинск, О.Е.
Шайкин, инженер, ООО «ПО «Севмаш», г. Северодвинск
76
КОНТЕЙНЕРНЫЙ ФЛОТ И КОНТЕЙНЕРНЫЕ ПЕРЕВОЗКИ В РОССИИ
Н.И. Черенков, С.А. Русановский, филиал «Севмашвтуз» ГОУ ВПО «СПбГМТУ, г.
Северодвинск»
83
4
СУДОСТРОИТЕЛЬНЫЕ САПР И ИХ ИСПОЛЬЗОВАНИЕ В УЧЕБНОМ
ПРОЦЕССЕ. (В порядке обсуждения)
Н. И. Черенков, С.А Русановский., филиал «Севмашвтуз» ГОУВПО «СПбГМТУ», О.
И. Казакевич, ОАО «ЦС«Звездочка»3
91
ПРИМЕНЕНИЕ В ОАО «ПО «СЕВМАШ» ТЕХНОЛОГИЙ СВАРКИ
КОНСТРУКЦИЙ ИЗ СПЕЦИАЛЬНЫХ МОРСКИХ ТИТАНОВЫХ СПЛАВОВ С
ИСПОЛЬЗОВАНИЕМ МОДЕРНИЗИРУЕМОЙ УСТАНОВКИ С
КОНТРОЛИРУЕМОЙ ИНЕРТНОЙ СРЕДОЙ «АТМОСФЕРА-2»
Е. А. Бурменский, ОАО «ПО «Севмаш», инженер
100
ОПЫТ ПРИМЕНЕНИЯ ТЕХНОЛОГИИ ЭЛЕКТРОННО–ЛУЧЕВОЙ СВАРКИ В
ОАО «ПО «СЕВМАШ». СОВЕРШЕНСТВОВАНИЕ ОБОРУДОВАНИЯ
ЭЛЕКТРОННО–ЛУЧЕВЫХ УСТАНОВОК
В. В. Кабин, ОАО «ПО «СЕВМАШ», инженер–технолог
107
СОЗДАНИЕ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ДВИЖЕНИЯ ЧАСТИЦЫ ТВЕРДОГО
ТЕЛА В ПОТОКЕ ВЯЗКОЙ ЖИДКОСТИ
В.А. Стенин, д.т.н., Е.Г.Лебедева, аспирант, Севмашвтуз, филиал СПбГМТУ, в г.
Северодвинске
114
ТЕХНОЛОГИЯ ХОЛОДНОГО ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ОСНОВНОГО
КОРПУСА ПОДВОДНЫХ КОРАБЛЕЙ
О.С. Куклин, В.М. Левшаков, В.Ю. Шуньгин, В.И. Попов, ОАО «ЦТСС», г. СанктПетербург
120
О ПОДХОДАХ К УЛУЧШЕНИЮ ПОТРЕБИТЕЛЬСКИХ СВОЙСТВ СВАРОЧНЫХ
ЭЛЕКТРОДОВ НА «ПО «СЕВМАШ»
В.А. Малышевский, д.т.н., Ю.Д. Брусницын, к.т.н., ФГУП ЦНИИ КМ «Прометей», г.
Санкт-Петербург, Ю.В Аввакумов. инж., А.Н. Быков инж., ОАО «ПО «Севмаш» г.
Северодвинск
128
УПРАВЛЕНИЕ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА В СОВРЕМЕННОМ
МИКРОПРОЦЕССОРНОМ СВАРОЧНОМ ОБОРУДОВАНИИ
В.В. Мурзин, зав. каф., В.П. Дмитриенко, доцент, В.Р. Евсеев, зав. лаб., В.М. Карпов,
асс.., СПбГМТУ, г. Санкт-Петербург
137
ВЛИЯНИЕ ПАРАМЕТРОВ РЕЖИМА СВАРКИ НА СОДЕРЖАНИЕ
ДИФФУЗИОННОГО ВОДОРОДА В НАПЛАВЛЕННОМ МЕТАЛЛЕ.
О.В. Панченко, Санкт-Петербургский государственный политехнический
университет, г. Санкт-Петербург
142
146
РАЗРАБОТКА МОДЕЛИ СИСТЕМЫ УПРАВЛЕНИЯ ПЕРЕНОСОМ
ЭЛЕКТРОДНОГО МЕТАЛЛА НА ОСНОВЕ ДИСКРЕТНОГО ВЕЙВЛЕТ
ПРЕОБРАЗОВАНИЯ В РЕЖИМЕ РЕАЛЬНОГО ВРЕМЕНИ
Ю.Ю. Щусь, к.т.н.,, филиал Севмашвтуз СПбГМТУ, г. Северодвинск, В.В. Мансуров,
инж.. В.В. Богданов В.В., инж., ОАО «ПО «Севмаш», г. Северодвинск
ИССЛЕДОВАНИЕ ВОЗМОЖНОСТИ ЗАМЕНЫ МАТЕРИАЛА НАДСТРОЙКИ Т/Х
«АЛУШТА»
А.А. Гуляев, ст. преподаватель, филиал Севмашвтуз СПбГМТУ, г. Северодвинск
5
152
ГИДРОКСИДНЫЕ СОЕДИНЕНИЯ В ПОКРЫТИЯХ СВАРОЧНЫХ
ЭЛЕКТРОДОВ
И.В. Горынин, академик РАН, В.А. Малышевский, д.т.н., Ю.Д. Брусницын,
к.т.н., ФГУП ЦНИИ конструкционных материалов "Прометей", г.Санкт-Петербург,
В.Т. Калинников, академик РАН, А.И. Николаев, член-кор. РАН, ФГУП ИХТРЭМС
КНЦ РАН - Институт Химии КНЦ РАН, г. Апатиты, Ю.В. Авакумов, инж., А.Н.
Быков, инж., ОАО «ПО «Севмаш», г. Северодвинск
В докладе рассматриваются технологические аспекты повышения
потребительских свойств сварочных электродов за счет предупреждения
развития в обмазочных массах процессов образования гидроксидных
соединений и совершенствования на этой основе всего технологического
процесса производства продукции для сварки конструкционных сталей
Введение
Вопросы надежности и ресурса работоспособности конструкций из
высокопрочных и хладостойких сталей во многом связаны с водородной
хрупкостью металла сварных швов, выполняемых ручной дуговой сваркой
покрытыми электродами или автоматической сваркой под агломерированным
флюсом, в начальной стадии, производства которых в качестве связующего
применяется жидкое стекло – водный раствор щелочных силикатов.
По существу жидкое стекло является единственным компонентом –
источником водорода, участвующего в процессе образования металла сварных
швов. До этого момента цепочка технологических операций от выбора и
подготовки компонентов, не исключая жидкого стекла, неоднократно изменяет
состояние и структурные формы присутствия водорода в обмазочных массах, в
покрытиях электродов, в шлаковых расплавах и в кристаллизующемся
наплавляемом металле. Технология производства электродов и флюсов далеко
не всегда учитывает эти изменения.
В результате – «нестабильность качества» в последние годы остается
основной характеристикой потребительских свойств сварочных электродов
российских предприятий [1, 2].
Состояние проблемы. Комментарии
«Есть гидроксидные соединения в покрытиях электродов или нет?»вопрос, положительный ответ на который в сварочной литературе [3-11] дается
признанием щелочного характера взаимодействия жидкого стекла с порошками
металлов и ферросплавов, т.е. гидролиза с образованием гидроксидов,
выделением водорода и тепла. Но, тем не менее, продукты гидролиза не
учитываются в качестве источника водорода при рассмотрении проблемы
водородной хрупкости металла сварных швов конструкционных сталей.
Взаимодействие жидкого стекла с неметаллическими компонентами
подразумевается, но никакой значимости этому процессу не придается.
Продукты щелочного гидролиза не рассматриваются в качестве инициаторов
6
пористости сварных швов. Значит в покрытии электродов к моменту сварки
гидроксидных соединений нет? При этом не отрицается наличие в покрытии
кристаллизационной (связанной воды).
Такая неопределенность в этом вопросе, по нашему мнению, лишает
производителей возможности управления технологическими процессами.
Литература по растворимому и жидкому стеклу [4, 5 12, 13], по химии
цементов [14, 15], по получению адсорбентов и композиционных защитных
покрытий методами «золь-гель технологий» [16-21] свидетельствует об общих
закономерностях, пригодных и для понимания процессов, определяющих
качество сварочных материалов:
- Взаимодействие начинается немедленно после подачи в сухую смесь
компонентов жидкого стекла и идет при нормальных температурах с
выделением тепла (щелочной гидролиз порошков ферросплавов, металлов,
мрамора и оксидов). При этом в первую очередь, как и в последующих
операциях, образуются гидроксидные соединения;
- Зародыши силикатов и гидросиликатов в щелочных растворах не
образуются. Они появляются только в осажденных гелях или в осадках в
период выдерживания при комнатной температуре, при старении, а также при
повышении температуры.
- Начало кристаллизации зародышей в композиционных покрытиях
наблюдается при температурах в интервале 150-200º С. Гели и осадки при этих
температурах остаются рентгенноаморфными. Дальнейшее повышение
температуры до 500º С способствует росту кристаллов гидросиликатов. При
этом придается значение наличию в смесях, осадках и частицах геля жидкой
фазы, а также гидроксидов в качестве строительного материала [16-19]. В
условиях нормальных температур эти процессы идут очень медленно [13-14]. С
удалением жидкой фазы начинаются реакции в твердом состоянии. В них
участвуют гидроксидные соединения, а также, сухой остаток жидкого стекла
[22]. При температурах 600-700º С равновесие сдвигается в сторону безводных
фаз [15].
Недостаток времени, температуры, отсутствие соответствия состава
шихтовой смеси, необходимых для образования совершенной кристаллической
структуры гидросиликатов (оксо-гидроксокомплексов кальция, алюминия,
титана, ванадия, хрома, молибдена) как будто бы делает проблематичным их
образование в технологических процессах производства сварочных электродов.
Сопоставление результатов исследовательских испытаний в условиях
предприятий ОАО «Ижорские заводы» и ОАО «ПО «Севмаш» (2002-2010 гг.) с
общими закономерностями поведения жидкостекольных композиционных
смесей
позволили
представить
визуальную
модель
образования
гидратированных соединений в обмазочных массах и покрытиях электродов
фтористо-кальциевого типа (рис.1)
О гидроксидах и оксигидроксидах разных мнений, очевидно, быть не
может: щелочной гидролиз охватывает как металлы и их оксидную защиту, так
и минеральные компоненты. Гидроксидные соединения образуются
практически немедленно после контакта с минеральными компонентами и на
7
всех последующих операциях, включая технологическую прокалку и прокалку
перед сваркой. Увлажнение покрытия в период хранения электродов
способствует продолжению образования гидроксидов и гидросиликатов. При
длительном хранении гигроскопическая влага электродных покрытий может
взаимодействовать с сухим остатком жидкого стекла с образованием
гидросиликатов, превращая гигроскопическую воду в кристаллизационную
форму [6]. Таким образом, гидроксидные соединения и гидросиликатные
продукты получают возможность реально участвовать в сварочных процессах.
Рис.
1 Визуальная
модель
образования
гидроксидов. а) традиционные рецептуры УОНИИ-13; б) - рецептуры с минеральными
сплавами (ожидаемое состояние)
По-видимому, нестабильность потребительских свойств современных
электродов преимущественно связана с выбором сырья, условиями выполнения
технологических операций, температурой, временным фактором, случайным
изменением параметров жидкого стекла и другими сопутствующими
явлениями, так или иначе оказывающими влияние на образование гидроксидов,
оксогидроксидов, а также структур близких к структурным формам оксогидроксокомплексов
различных
металлов,
содержащих
не
только
кристаллизационную воду, но и ионы гидроксила.
При расплавлении покрытия неизбежно в расплав попадают ионы
гидроксила и катионы. В расплавленном шлаке может сохраняться ближний
порядок расплавленных соединений покрытия. Не исключено, что ионы
гидроксила будут захватываться более энергетически сильными катионами «ловушками», которые, оставаясь в неметаллических включениях, придают им
адгезионные способности, позволяющие удерживаться на границах кристаллов,
8
образуя тем самым локальные очаги ослабления за счет зарождения
микротрещин при тепловых деформациях металла шва.
. Для оценки возможного образования таких включений целесообразно
использовать значения силовой характеристики катионов раскисляющих и
легирующих металлов [23], (рис. 2.): чем больше значение силовой
характеристики катионов, тем сильнее катионы удерживают гидроксильные
группы. Это и есть «ловушки» с аккумулированным водородом в виде
гидроксила. Они могут представлять реальную опасность для разрушения
конструкций [8]. «Выпады» результатов испытаний наплавленного металла при
отрицательных температурах также можно считать прямым следствием
появления «ловушек».
Рис. 2. Силы связи внешних электронов с ядром (γ) – отношение
о
n+
, А)
потенциала ионизации (J, эв) к радиусу внешней орбитали rорб
2 2
,размерность e /r [23]
Экспериментальная часть
Методические проработки. По существу, это исследовательские
испытания в промышленных условиях традиционных технологий электродного
производства с позиций новых подходов, в основе которых «исключение
условий,
способствующих
взаимодействию
жидкого
стекла
с
компонентами электродных покрытий и негативному влиянию
последствий
химических
реакций
в
обмазочных
массах
на
потребительские свойства сварочных материалов».
9
Методика выполнения экспериментов ориентирована на выявление
деталей
технологических
операций,
отражающихся
на
сварочнотехнологических свойствах электродов и на механических свойствах
наплавленного металла, в том числе, на работу удара KV Дж при
отрицательных температурах (-20÷-60 ºС).
Расчеты рецептур электродных покрытий и минеральных сплавов
производились с использованием расчетной компьютерной программы и
диаграмм фазовых равновесий неметаллических систем, в основе, которой постоянство состава расплавленного покрытия (шлака) [24]
Результаты испытаний, обсуждение, подходы
Минеральные сплавы позволяют вводить в покрытия сварочных
электродов компоненты, природные и техногенные аналоги которых
обладают высокой химической активностью к водным растворам щелочных
силикатов (глинозем, нефелин, сынныриты, фториды, оксиды, а также многие
другие виды минерального сырья).
Функциональное назначение минеральных сплавов, подходы:
- обеспечить наиболее полное предотвращение взаимодействия жидкого
стекла с компонентами сухой шихты;
- способствовать легкому образованию жидкой фазы при расплавлении
покрытия, обеспечивая при этом одновременную ассимиляцию расплавом
зерен компонентов по всей толщине покрытия, идущей преимущественно за
счет контактного плавления [25];
- обладать свойствами рафинирующих шлаковых расплавов.
Следует констатировать, что плавленые миналы - минеральные сплавы,
они же комплексные компоненты электродных покрытий проявили себя в
качестве идеального средства предотвращения взаимодействия компонентов с
жидким стеклом.
Новыми компонентами минеральных сплавов наряду с традиционными
были нефелиновые и сфеновые концентраты, природно-легированное
минеральное сырье, содержащее как основные элементы покрытия – оксиды
калия, натрия, кальция, алюминия, титана, так и примеси оксидов рубидия,
цезия, галлия, РЗМ, ниобия и тантала [26].
В таблицах 1, 2, и 3 представлены результаты испытаний опытных и
опытно-штатных партий для рассмотрения их с позиций влияния
технологических факторов на развитие химических реакций в обмазочных
массах..
10
Таблица № 1
Результаты испытаний наплавленного металла установочных партий электродов с покрытием композиций на основе
алюмосиликатов кальция с диоксидом титана, проволока Св-08АА Ø 4 мм. ОАО «ПО «Севмаш» 2008-2009гг
Установление влияния технологических факторов
+Оксиды железа
20/55
17,5+ 0,5, 23,7%
Р=230-220
N
6
7
821
155
157
158
9.9
0,4
14,9
6.8
4.5
0,8
5.0
250-270**
180
Селяков
1311
156
158-1
Al2O3
TiO2
15.0
11.0
5,9
5,3
1,6
5,2
350**
Родионов
1303
156
157
158
Al2O3
TiO2
16.0
12.0
10,3
12.6
7,9
Т1(Т1-3)-0 ал.3
15..12.08
1300
156
157
158-1
Fe2O3
6
9
8
4,3
7.0
4.0
макс
11.8
4.3
5.8
4.2
1.5
6.2
1.3
5.4
250-270
170**
Чепик
250-270
170**
Чепик
11
8
Si,
Mn
Результаты испытаний на Результаты испытаний
растяжение, Тисп. +20°С
на ударный изгиб
Ơв,
МПа
Ơ0.2,
МПа
δ,
%
Ψ,
%
9
10
11
12
13
14
15
0.056
5
0.31
1.30
560
485
31
72
19
20
0.056
4
O
0.06
3
0.09
К2О
Na2O
2
Т1(Т1-3)-0
03.02.09
Т1(Т1-3)-0
15.12.08
Неф
Сфен
Ток
сварки, А
сварщик
0.015
1
Т1(Т1-3)-0
01.02.08
Сумма, %
Содержание в
наплавленном металле,
%
0,06
Максимальное
содержание Al2O3
(нефелина) 20/40
14+3+2, 25%
Р=215-158
Вариант
Номер
покрытия
партии
Минала
Дата
изготовления
Номер
Доля,
плавки
%
Длина
валика от
1 эл-да
Lв,мм.
0.010
10 / 30
15+2+1, 24%
Р-235 и менее
Покрытие
Расчетное содержание, %
0,010
Технологические
факторы
Длительность замеса /
∑ до опресссовки, мин
Порядок введения
ж.стекла, % к массе
сухой шихты.
Давление опрессовки
кгс/см2
0
Типовая технология
8 / 45
Р-245-235
0.29
0.28
0,21
1.44
1.31
1.14
620 550(?)
530
540
510
415
450
440
дефект
33
31
31
71
72
76
KV, Дж
при температуре,ºС
-20
-30
-40 -60
16
108
132
94
111
17
98
96
52
82
18
19
62
90
72
75
116
132
116
121
108
108
94
103
90
85
102
92
68
82
80
77
114
110
136
120
112
105
94
104
106 56
114 12*
90 82
102 50
132
128
110
123
129
131
48
103
129
123
138
130
81
50
94
75
7.2
6.3
3.6
4.1
156
322-1
158-1
9.9
5.7
12
5.8
5.5
3.2
5.2
250 -270
170**
Чепик
350
170**
Ленин
0,06
13221
11,2
10,0
9
0.26
0,90
500
430
32
72
0.075
Т1(Т1-3)-0Б22
03.02.09
156
245
322-1
0,010
Повышение т-ры
плавления покрытия
15+2+1+0,5, 24,7 %
Р=156
1302
0.011
Т1(Т1-3)-0Б2
Повышение т-ры
15.12.08
плавления покрытия
53/73
13+3+2+1+1+1+1+1, 30%
Р=134-130
0.26
018
0.99
0.82
530
540
440
450
30
30
70
72
25*
112
93
77
52
106
69
76
61
38*
60
53
4*
7*
6*
5,7
84
94
104
94
86
88
120
98
96
64
90
83
34*
40*
45*
40
* выпады
** сварка на подъем
Таблица № 2
Результаты испытаний наплавленного металла опытно-штатных партий сварочных электродов типа УОНИИ 13/55Р на
сварочной проволоке Св-08АА Ø 4 мм. ОАО «ПО «Севмаш» 2008-2010гг
Установление влияния технологических факторов
0
Обычное ж.стекло
25%
20º С
Вариант
покрытия
Дата изготовления
1
Т1(Т1-3)-2(-5)
30.04.08
Номер
партии
2
130
Минала
Номе
р
Доля,
плавк
%
и
3
155
158
TiO2
Al2O3
4
13,6
17,1
5,3
6,9
Сумма, %
Неф
Сфен
К2О
Na2O
5
мин
6.8
5.1
6
мин
0.9
5,3
Время,
мин
Ток
сварки,
А
сварщик
7
8
370-390**
155
Цивилев
12
∑ до опресссовки
Технологические
факторы
Длина
валика от 1
эл-да Lв,мм
замеса
Покрытие
Расчетное содержание, %
9
Содержание в
наплавленном
металле %
Результаты испытаний на
растяжение, Тисп. +20°С
Результаты испытаний
на ударный изгиб
KV, Дж
при температуре,ºС
Si
Mn
Ơв,
МПа
Ơ0.2,
МПа
δ,
%
Ψ,
%
10
11
12
13
14
15
0.510,58
1.60- 1,79
650
580
18,5
65
-20
-30
-40
-60
16
112
126
114
117
17
118
108
118
115
18
19
60
30*
64
51/
62
-
В/м. ж. ст.31%,
31º С
Карбамид
Р=115-78
> Al2O3
ж.ст. 23,7 %
бегунковый
смеситель
Р=190-170
Повторные
испытания
> Al2O3
ж. ст. 22.7%
бегунковый
смеситель
Р=190-150
Алюмосиликатная
композиция с CaO
Норм. условия
Алюмосиликатная
композиция с CaO
Норм. условия; ж/с
NaK
Св08-А, разд Б
135
155
158
322-1
TiO2
Al2O3
33
156
158
TiO2
Al2O3
15.4
10.0
8.9
9.1
8.6
3.0
0.9
4.7
160
Ленин
сварка по
шлаку (?)
156
158
TiO2
Al2O3
15.4
10.0
8.9
9.1
8.6
3.0
0.9
4.7
160
Ленин
сварка по
шлаку (?)
156
158
TiO2
Al2O3
8,9
14,0
10,0
8,7
7.9
3.0
0.9
4.3
160**(?)
Ленин
156
Al2O3
13,1
5,4
мин
6.0
0.0
мин
0.7
4.5
170**
Плешков
Т1(Т1-3)-2(-5)
30.04.08
Т1(Т1-3)-2
Опытноштатная партия
16.03.10
Т1(Т1-3)-2
п.33
Т1(Т1-3)-0
17.03.10
Опытноштатная партия
Al-Si-Ca 30.04.10
Опытноштатная партия
Опытноштатная партия
10.11.06
Ижорский завод
(331)
32
ТО-2
337
10.6
16.3
10.9
5.3
6.7
54
Al2O3
15,3
29,7
7.4
6.3
0.0
0.0
макс
3.6
4,1
630
370-390**
155
Цивилев
165**
Большаков
Требования НТД
*выпады
** сварка на подъем
13
0.49
6
-
63
-
3 23
0.19
3
<20
0.80
-
-
0.25
0.9
0.20
530
27
72
540
530
470
460
25,9
29.0
63
72
540
530
435
465
23.5
25.0
71
70
510
530
450
465
26
27
73
72
520
510
520
430
420
420
28,0
27,0
24,0
71
72
72
71
1.53
1,00
0,35
0,97
500
380
32
0,180,45
0,8 -1,2
≥490
≥37
5
≥22
60
52
66
59
110
32*
86
76
54
56
54
55
36*
72
96
68
36*
70
82
63
128
132
124
128
63
28*
77
56
146
152
174
154
137
122
134
131
≥47
-
40*
48
38*
4217*
55*
26*
33
100
114
100
105
138
105
136
126
114
127
108
116
28*
38*
26*
31
38*
10*
14*
21
14*
7*
8*
10
60
64
110
78
80
58
82
73
Таблица 3
Результаты испытаний наплавленного металла опытных электродов с миналами в покрытии,
ОАО «ПО «Севмаш», 2004-2006гг, проволока Св-08АА, Ø 4 мм,
ОАО «Ижорские заводы» - проволока СВ-08А, Ø 4 мм
Покрытие
№ рецептуры
Минал
Al2O3
Доля,
%
Характеристика наплавленного металла
Mn,
%
AС1-01
05.2004 г.
п.5.0
Ижорский
завод
АС1-01
07.2006 г
АС1
пл.18
AlO3
ж.с.
Na-K
АС1
пл.1
Al2O3
АС1
07.2006 г
ОФ-6
Al2O3
CaF2
19,5
5,0
17,3
1.08
ОФ-6
Al2O3
CaF2
37,1
9,0
34,7
1.25
АС1Ф2
пл.2
Al2O3
CaF2
14,6
5,0
14,0
АС1-001
07.2006 г
АС-1-02
10.2004 г
Si,
%
1,23
0,44
1.07
0.42
Временное
сопротивлени
е,
σв, МПа
573
Предел
текучести, σ0,2
МПа
463
Относительное
удлинение,
δ5, %
29
Относительное
сужение,
ψ,%
77
Работа удара KV, Дж,
при Тисп
-20°С
11,0
5,9
10,8
6,2
1.43
559
451
30
62
559
451
32
72
598
520
27.0
70
564
463
33
73
0.46
0.57
140
100
130
123
90
138
140
123
110
114
152
125
0.45
* выпады
2004 г. – сварка в горизонтальном положении
2006 г. – сварка на подъем
14
-
-40°С
-60°С
124
100
64
96
(42)*
(43)*
71
52
128
136
130
131
104
140
96
122
104
126
106
112
104 120
88 104
124 104
106
90
100
56
82
(24)*
50
104
59/77
(29)*
81
97
69/89
102 80
76 82
70 60
79
Обсуждение, подходы.
1. Жидкое стекло. Традиционное Na - жидкое стекло ОАО «ПО «Севмаш»
отличается высокой плотностью и повышенной вязкостью. Применение его в
60-80 годы
прошлого столетия не могло способствовать проявлениям
«водородной
хрупкости».
Всеобщее стремление к использованию в
производстве сварочных электродов жидкого стекла пониженной плотности и
вязкости привело на ПО «Севмаш» к применению разбавленных смешиванием
«растворов». При использовании для получения жидкого стекла воды
горячего водоснабжения отчетливо проявилась его повышенная химическая
активность
практически во всех технологических процессах производства
опытных
электродов. Представленные
в таблицах 1-3 материалы
исследовательских испытаний при температуре -60о С в редких случаях
не имеют «выпадов» по работе удара (KV Дж). И это несмотря на
использованные в покрытиях «минеральных сплавов» в количестве от 10 до
40 % (табл. 1: 1302 и 13221, табл. 2: 135 и 130; 33 и 32; табл. 3: АС1-01 20042006 гг.).
2. Интенсивный смеситель. Наличие звездочки с рабочей поверхностью
из твердых сплавов и повышенной скоростью вращения (240 об/мин.)
способствует развитию реакций, разрушая пленки из ее продуктов.
3. «Сварка короткими валиками», «сварка по шлаку», «сварка в
вертикальном и потолочном положении» усиливает все негативные процессы,
растет содержание диффузионно- подвижного водорода и количество
«ловушек», остающихся в наплавленном металле, снижается общий уровень
результатов испытаний, увеличивается количество «выпадов». Выпады
появляются не только при температуре -60 ºС, но и при температурах -40, -20º С
(табл. 2-п.33, 331).
Сварка на подъем 3-5о (см. табл. 1) с увеличением длины наплавленных
валиков от 1 электрода до 250-270 мм может исключить неблагоприятное
влияние шлакового расплава, как источника ионов гидроксила, но повидимому, до некоторого пока неизвестного предела.
В
представленной работе этот предел наверняка
зашкаливался:
активность мрамора Коелги, плавикового
шпата, жидкого стекла,
ферросилиция (примеси Ca и Al), ферромарганца (карбиды) оценивалась как
высокая.
4. В работе установлено, что повышение в покрытии электродов оксида
калия выше 2,5% нежелательно, поскольку при содержании его в пределе
3,2-4,6% намечается тенденция к ухудшению результатов испытаний.
5. Повышение содержания оксида алюминия, скорее всего не отразилось
на результатах испытаний (таблица 1, партия 1303, таблица 2, партия 32, 337.
Это должно означать, что оксиды алюминия, как и других металлов, работают,
создавая комплексный шлаковый расплав с определенными физическими
свойствами, но не придают шлаку свойства адгезива. Последнее присуще
только гидрооксидным соединениям и оксо-гидроксокомплексным структурам.
15
6. Присутствие карбидов в обмазочных массах, в том числе и в плавленых
миналах не является непредвиденным исключением. В этом плане введение
небольшого количества оксидов железа (III) (табл. 1, п. 1300) почти всегда
может быть полезным.
Понимание процессов в обмазочных массах и их последствий требует
выработки новых подходов по всей цепочке «разработка, изготовление, и
применение сварочных электродов, не исключая их специализации по
назначению «для сварки в горизонтальном положении», «для сварки в
потолочном положении» «для сварки в вертикальном положении».
К экономическому аспекту проблемы.
Главное и непререкаемое
возражение
–
«дорогостоящее
использование
электродуговых
флюсоплавильных печей». Что это: отход от природного сырья? В рецептурах
только мрамор и кварцевый песок. Все остальные компоненты-концентраты
гравитационного,
флотационного,
химического,
электромагнитного
обогащения, а для корунда использование металлургического оборудования.
Положительный фактор – увеличение надежности
и ресурса
работоспособности конструкций, работающих в северных условиях, сварные
швы которых выполнены сварочными
материалами (электроды,
агломерированные флюсы), изготовленными по технологиям, учитывающим
необходимость «исключения условий, способствующих к образованию
гидроксидных соединений в обмазочных и флюсовых массах»).
При выполнении сварочных работ должна быть исключена «Сварка по
шлаку» с целью предупреждения образования опасных «ловушек» гидроксила
в виде неметаллических включений по границам кристаллов в металле
сварных швов.
Заключение
Представленные материалы в докладе, а также работа в целом,
выполненная на ОАО «ПО «Севмаш», позволяет констатировать следующее.
1. Использование минеральных сплавов в составе покрытий электродов
типа УОНИ-13 значительно
сокращает
образование
гидроксидных
соединений в обмазочных массах, что прежде всего отражается на степени
окисленности
поверхности
наплавленных
валиков,
способствует
предупреждению пористости даже при исключении ферротитана из состава
покрытия, повышает работу удара при отрицательных температурах (до 90130 Дж при -40оС и 75-80 Дж – 60оС).
Для опытных электродов с пределом текучести наплавленного металла
485-520 МПа - позволяет на отдельных партиях получить значение работы
удара в пределах 90-130 Дж при температуре испытаний -40оС и 60-75 Дж
при – 60оС (при отсутствии «выпадов» менее 50 Дж).
2. Установлена четкая связь результатов испытаний КV Дж при
температуре
–60оС
с
фактическими
параметрами
выполняемых
технологических операций, с химической активностью компонентов (мрамор,
плавиковый шпат и др.) с содержанием примесей кальция и алюминия в
ферросплавах, с химической активностью жидкого стекла - водного раствора
16
щелочных
силикатов. Взаимодействие последнего
с компонентами
неизбежно: щелочная деструкция компонентов с образованием гидроксидов
и
оксигидроксидов
начинается с момента
контакта и с коротким
инкубационным периодом продолжается до полного израсходования или
удаления жидкой фазы.
3. «Выпады» в результате испытаний тесно связаны с неметаллическими
включениями, располагающимися по границам зерен. Опасными являются
включения, имеющие в своих составах катионы (Аl3+, В3+, Zr4, Тi4+, Nb5+, V5+,
Mo6+, Cr6+, Mn4+), обладающие высоким значениям силовой характеристики, с
захваченными из шлакового расплава ионами гидроксила (ОН)-. Фактические
значения «выпадов» могут отличаться от максимального или среднего значения
результатов испытаний на 30-80 %, что свидетельствует о «неслучайном» их
появлении в наплавленном металле. Более того, известно, что такие включения
способны
инициировать
микротрещины («флокены»), которые при
деформации от ударной нагрузки определяют значение «выпада».
4. Установлена четкая связь появления «выпадов» в результате испытаний
наплавленного металла при температуре -60оС с технологией, техникой и
условиями сварки проб для испытаний свойств наплавленного металла: «сварка
по шлаку», «сварка на спуск», «сварка короткими и широкими валиками»,
«сварка в вертикальном и потолочном положении» способствуют образованию
упомянутых неметаллических включений.
В итоге следует подчеркнуть, что проблемы образования гидроксидных
соединений в обмазочных массах связаны с проблемой надежности и
работоспособности сварных конструкций, имеют прямое отношение к
продукции электродно-флюсового производства всех российских предприятий,
а также к предприятиям-потребителям сварочных электродов и
агломерированных флюсов.
ЛИТЕРАТУРА
1. Сидлин З.А., К вопросу о качестве современных отечественных электродов
для ручной дуговой сварки.// Технология машиностроения-2008-№1-с.35-38
2. Сидлин З.А., Состояние производства сварочных материалов в России //
Автоматическая сварка-2009-№ 2-с.31-34.
3. Клементов В.И. Применение жидкого стекла в покрытиях электродов для
дуговой сварки // Институт технико-экономической информации АН СССРМосква-1954 г., 19 с.
4. Григорьев П.Н., Матвеев М.А., Растворимое стекло // М., Госстройиздат,
1956, 444 с.
5. Сидлин З.А., Производство электродов для ручной дуговой сварки // Киев,
Экотехнология, 2009, 462 с.
6. Походня И.К., Явдощин И.Р., Пальцевич А.П., Швачко В.И., Котельчук
А.С. Металлургия дуговой сварки. Взаимодействие металла с газами; Под
редакцией академика И.К. Походни // Киев, «Наукова думка» 2004, 442с
17
7. Походня И.К., Управление водородом при сварке // Труды ВОМ-2001,
часть 1, Донецк 2001, с. 68-70
8. Походня И.К., Швачко В.И., Степанюк С.П. Водородные ловушки в
сварных швах //Труды ВОМ-2001, часть II. Донецк 2001, с. 296-298.
9. Походня И.К. Сварочные материалы: состояние и тенденции развития //
Сварочное производство -2003-№ 6-с. 26-40
10. Походня И.К. Металлургия дуговой сварки конструкционных сталей и
сварочные материалы // Сварочное производство – 2009, № 4, с.3-15
11. Скорина Н.В., Марченко А.Е., Химическая активность ферросплавов в
жидком стекле // Автоматическая сварка – 2006, № 2, с.47-50
12. Айлер Р. Химия кремнезема ч.1, ч.2. // М. Мир, 1982, 1127с.
13. Корнеев В.И., Данилов В.В. Жидкое и растворимое стекло // СанктПетербург, Стройиздат, 1996, 216с
14. Турричиани Р. Вопросы химии пуццоланов // Химия цементов,
издательство литературы по строительству, М., 1969, с. 353-366
15 Илюхин В.В., Кузнецов В.А. и др., Гидросиликаты кальция; Под
редакцией академик Н.В. Белова, // М., Наука 1979, 184 с.
16. Жданов С.П. Общие закономерности и особенности кинетики
кристаллизации цеолитов // Адсорбция и адсорбенты. М. Наука, 1987, с. 222230
17. Феоктистова Н.Н., Втюрина Л.М., Влияние аморфных затравок на
кинетику кристаллизации цеолита Na-A // Известия академии наук. Серия
химическая, 1994, № 3, с. 799-804
18. Кузнецова Л.А., Голубева Т.Ю., Хашковский С.В., Композционные
материалы и покрытия на основе водных растворов силикатов //
Температуроустойчивые функциональные покрытия, часть 1, Санкт-Петербург.
1997, с. 93-98.
19. Кузнецова Л.А., Голубева Т.Ю., Хашковский С.В., Химически стойкие
эмали, полученные методом золь-гель технологии // Температуроустойчивые
функциональные покрытия, часть 2, Санкт-Петербург 1997, с. 77-79
20 Чепик Л.Ф., Мащенко Т.С., Трошина Е.П., Использование золь-гель
процессов при формировании толстых эмалеподобных покрытий на
металлических поверхностях // Температуроустойчивые функциональные
покрытия, часть 1, Санкт-Петербург 1997, с. 110 – 114
21. Ящишин И.Н., Вахула Я.И., Васийчук В.А., Романив А.С., Формирование
температуроустойчивых
тонкослойных
стеклопокрытий
на
основе
растворимого стекла // Температуроустойчивые функциональные покрытия,
часть 2, Санкт-Петербург 1997, с. 73-75
22. Николаев А.И., Печенюк С.И, Семушина Ю.П., Семушин В.В., Кузьмин
Л.Ф., Рогачев Д.Л., Михайлова Н.Л., Брусницын Ю.Д., Рыбин В.В.
Взаимодействие компонентов электродных покрытий с жидким стеклом при
нагревании // Вопросы материаловедения, 2009, № 3(59), с.397-403
23. Годовиков А.А. Периодическая система Д.И. Менделеева и силовые
характеристики элементов // Новосибирск Наука, 1981, 95 с.
18
24 Брусницын Ю.Д. Брусницын М. Ю. Компьютерное моделирование
сварочных шлаков с использованием диаграмм фазовых равновесий
неметаллических систем /Методические рекомендации 2000 41с; Инструкция
пользователя-2001 17 с; Комплект диаграмм фазовых равновесий к
компьютерной программе «Расчет состава сварочных шлаков электродных
покрытий и флюсов»-2001 57с/ СПб: ЦНИИ КМ «Прометей»//Свидетельство
РосАПО о регистрации программы ЭВМ №960442 от 01.10.1996 г
25. Залкин В.М. Природа эвтектических сплавов и эффект контактного
плавления // М, Металлургия. – 1987, 152 с.
26. Рыбин В.В., Калинников В.Т., Брусницын Ю.Д., Николаев А.И. и
др.Высококачественные компоненты сварочных материалов из минерального
сырья Кольского полуострова и промышленных отходов // Научные основы
химии и технологии переработки комплексного сырья и синтеза на его основе
функциональных материалов. Материалы научно-технической конференции.–
Апатиты: Изд-во КНЦ РАН-2008 -Т.1-с 22-23
27. Баранов А.В., Брусницын Ю.Д., Кащенко Д.А., Боков А.А. Новые
технологии в производстве сварочных электродов // Сборник материалов 2-го
научно-практического семинара по сварочным материалам стран СНГ «Дуговая
сварка. Материалы и качество. Магнитогорск 26-30 сентября 2005, с. 24-26
28. Брусницын Ю.Д., Кащенко Д.А., Дикарев В.В. Воронова О.В. и др.
Разработка сварочных электродов с использованием плавленых миналов //
Материалы IV Международной конференции стран СНГ «Сварочные
материалы.
Разработка.
Технология.
Производство.
Качество.
Конкурентоспособность», Краснодар 18-21 июня 2007- с 23-33
29. Брусницын Ю.Д., Кащенко Д.А., Малышевский В.А., Рыбин В.В., Шекин
С.П., Калинников В.Т., Николаев А.И., Бураков Р.В., Быков А.Н., Захватаев
С.В., Москалев И.Д., Харченко И.В., Отработка композиций минеральных
сплавов и промышленной технологии их изготовления с использованием
минерального сырья Кольского полуострова // Петраньевские чтения.
Сварочные материалы (к 70-летию создания электродов УОНИ-13). Доклады
международной научно-технической конференции 18-22 мая 2009 года с. 90102.
30 Малышевский В.А., Брусницын Ю.Д., Кащенко Д.А., Праслова Е.Г.,
Калинников В.Т., Николаев А.И., Аввакумов Ю.В., Быков А.Н. , Пожидаева
Е.Н., Дикарев В.В., Лившиц И.М., Воронова О.В. К концепции формирования
потребительских свойств сварочных материалов и эксплуатационных
характеристик металла сварных швов хладостойких сталей // 6-ая
Международная научно-практическая конференция «Сварочные материалы.
Дуговая сварка. Производство. Качество» г. Краснодар, пос. Агой, 06-10 июня
2011г.
31 Малышевский В.А., Кащенко Д.А., Брусницын Ю.Д., Калинников В.Т.,
Николаев А.И. К концепции формирования потребительских свойств
сварочных материалов и эксплуатационных характеристик металла сварных
швов хладостойких сталей // Сборник тезисов XIX Менделеевского съезда по
общей и прикладной химии, Волгоград: ИУНЛ ВолгГТУ, 2011, Т 3, с. 259.
19
32. Малышевский В.А., Брусницын Ю.Д., Аввакумов Ю.В., Быков А.Н. О
подходах к улучшению потребительских свойств сварочных электродов на «ПО
«Севмаш» // ХL Ломоносовские чтения 9-10 ноября 2011 года, Сб. докладов г
Северодвинск. 2012г с. 117-129
33 Патент РФ № 2249498 Минеральный сплав для покрытия сварочных
электродов и керамических флюсов /Малышевский В.А., Брусницын Ю.Д.,
Дикарев В.В., Рогов В.С. и др.Приоритет изобретения 17 сентября 2003г.,
опубликовано 10.04.2005. Бюл. № 10
34 Патент РФ № 2257987 Электродное покрытие /Малышевский В.А.,
Брусницын Ю.Д., Дикарев В.В., Рогов В.С. и др. Приоритет изобретения 10
ноября 2003 г Опубликовано 10.08.2005 Бюл. № 22
35 Патент РФ № 2383419 Электрод для сварки хладостойких
низколегированных трубных сталей категории К60, Х70 / Горынин И.В.,.
Малышевский В.А., Брусницын Ю.Д., Кащенко Д.А. и др. Приоритет
изобретения 22 июля 2008 г Опубликовано 10.03.2010 Бюл. № 7
36 Патент РФ № 2387525 Электрод для сварки хладостойких
низколегированных трубных сталей категории Х80/ Горынин И.В.,.
Малышевский В.А., Брусницын Ю.Д., Кащенко Д.А. и др. Приоритет
изобретения 24 июля 2008 г. Опубликовано 27.04.2010 Бюл. № 12
37 Патент РФ № 2433027 Покрытие электродов для сварки углеродистых и
низколегированных сталей /Авакумов Ю.В., Малышевский В.А., Брусницын
Ю.Д., Калинников В.Т. и др. Приоритет изобретения 20 апреля 2010 г
Опубликовано 10.11.2011 Бюл. № 31
20
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕБЕР ЖЕСТКОСТИ
ИЗ ТЯЖЕЛОГО КАТАНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ ТВЧ
В.И. Попов, В.Ю. Шуньгин, ОАО «ЦТСС», Санкт-Петербург
Удельное значение корпусообрабатывающего производства составляет 610 % трудоемкости и более 15 % по количеству основных производственных
рабочих. Трудоемкость гибки профилей составляет от 10 до 18 % от общей
трудоемкости изготовления корпусных деталей. Однако роль и значение
корпусообрабатывающего производства определяется не только его удельным
весом. Оно определяет организацию ритмичной работы сборочно-сварочных
цехов и обеспечивает уменьшение объема пригоночных работ при сборке узлов
и секций. Разработка и внедрение прогрессивных ресурсосберегающих
технологий изготовления судокорпусных деталей в судостроении является
одной из приоритетных задач ОАО «ЦТСС». Цель – снижение трудоемкости и
повышение экономической эффективности производства и качества деталей
при формообразовании сложнопрофильных деталей.
В настоящее время при изготовлении оболочечных конструкций
кораблей и изделий морской техники в качестве подкрепляющих кольцевых
ребер жесткости, имеющих форму окружности заданного радиуса, применяют
гнутые заготовки с высотой стенки от 60 до 600 мм. Взамен катаных
полособульбовых профилей был разработан способ изготовления гнутых
заготовок [1] путем вырезки заготовки с криволинейной формой концевых
участков и последующей гибкой на ребро и сваркой с гнутой полкой. При
этом вырезку заготовок осуществляют совмещенным резом по
прямолинейному среднему участку, а криволинейных концевых участков – с
одинаковым радиусом кривизны наружного и внутреннего контуров, равным
радиусу готового шпангоута. Существующая технология изготовления
сварных тавровых балок предусматривает сборку колец из отдельных прямых
деталей стенки и согнутого пояска, вырезанных из листового проката в
номинальный размер, с последующей сваркой стыков стенки, а также
таврового соединения криволинейной стенки и пояска по его периметру. При
этом один стык кольцевого ребра остается незаваренным, и его сварку
выполняют при монтаже после его обжатия с обечайкой, что значительно
повышает трудоемкость изготовления. Кроме того такая технология
существенно в 1,3 раза снижает коэффициент использования металла и
повышает трудоемкость изготовления в 1,5 раза за счет дополнительных
операций правки и доводки. Гибку заготовок из профильного проката и
сварных тавровых балок выполняют в холодном и горячем состоянии на
горизонтально-гибочных прессах, роликовых кольцегибочных станках и
профилегибочных машинах. При отсутствии специального профилегибочного
оборудования гибку профильного проката осуществляют на прессах с
использованием штампов.
21
Для уменьшения опытных работ, связанных с определением
технологических параметров процессов холодного формообразования,
разработана математическая компьютерная модель процесса гибки сварных
тавровых балок в штампах и ротационно-локальным деформированием
методом конечных элементов. При использовании компьютерного
моделирования математическая модель представляет собой матричную запись
основных законов механики деформирования твердого тела, описание
конечных элементов используемых при дискретизации, способы задания
граничных условий, в том числе при контакте и выбор способов численного
интегрирования. Результаты моделирования приведены на рисунках 1 и 2.
а
б
Рис. 1. 3D модели процессов гибки тавровых балок: а - деформирование
поперечным изгибом в штампах; б - деформирование поперечным изгибом в роликах
а)
б)
Рис. 2. Пробная компьютерная модель гибки сварной тавровой балки в штампе:
а – форма сварной тавровой балки после нажима в штампе; б – распределение
деформаций растяжения в согнутой балке
Проведенные исследования, включающие определение и анализ
нежелательных деформаций и напряжений сечения профиля показали, что
наиболее эффективными технологическими приемами являются приложение
усилий гибки к стенке и полке профиля пропорционально моментам их
22
сопротивления, а также создание дополнительного горизонтального усилия
стеснения стенки, а также позволили рекомендовать оптимальные параметры,
что дает возможность предупреждения деформаций и получения точную и
качественную деталь за один проход через штамп пресса. Экспериментальная
проверка предложенных методов формообразования подтвердила их
надежность, а оценка результатов апробации показала высокую эффективность
производственного процесса.
С увеличением массогабаритных характеристик поперечных сечений
профильного проката появилась необходимость гибки тяжелых профилей 1968
и 1979 с высотой стенки до 615 мм. Особенностью данных профилей является
высокая тонкая стенка и массивная головка. Прямолинейные заготовки для
последующей гибки получают путем резки (раскроя) в соответствии с
OCT5P.9091 двутаврового профиля вдоль по стенке на две заготовки
необходимой высоты. Перед гибкой на кромке стенки полученного
симметричного профиля может быть снята фаска под сварку, т.е. выполнена
двусторонняя Х – образная разделка кромки стенки балки. Прямолинейные
профильные заготовки подвергают горячей гибке с нагревом токами высокой
частоты на профилегибочной установке СКМЗ ТВЧ. На рис. 3 представлена
схема гибки ребер жесткости из тяжелых профилей с применением ТВЧ.
Рис. 3. Схема гибки и закалки на установке СКМЗ ТВЧ: 1 – индикатор
температуры; 2 – нажимной валок; 3 – изгибаемый профиль; 4 – закаливаемый
участок; 5 – вода; 6 – ведущие валки; 7 – индуктор
Гибка с нагревом ТВЧ может выполняться с одновременной закалкой
профильных заготовок. На профилегибочной установке СКМЗ ТВЧ изгибают,
преимущественно, кольцевые ребра жесткости основного корпуса, имеющие
постоянный радиус кривизны.
Установка СКМЗ ТВЧ должна обеспечивать возможность гибки
профильных заготовок в двух режимах:
– гибка с нагревом заготовки в зоне изгиба индукционным нагревателем до
температуры 650 °С с последующим охлаждением водой на воздухе в процессе
движения ее через машину, эта гибка рассматривается как холодная;
– гибка с одновременной закалкой путем нагрева заготовок в зоне изгиба
до температуры 900 – 1050 °С индукционными нагревателями (индукторами) с
23
последующим резким охлаждением водой от спрейера в зоне малой
протяженности непосредственно за нагревателем.
При гибке на высокочастотных установках с применением индукционного
нагрева операции гибки и закалки совмещаются, что снижает трудоемкость
изготовления деталей.
Технологической особенностью гибки кольцевых ребер жесткости на
установках ТВЧ является установка равномерного зазора между индуктором и
заготовкой по всему периметру детали для исключения пережога металла, а
также определение оптимальной скорости прохождения заготовки для
получения равномерных механических в заданном диапазоне.
Профильные заготовки изгибаются в горизонтальном положении. Для
непрерывности процесса отдельные заготовки свариваются в непрерывную
плеть. Для этого они подаются и укладываются на ролики перед установкой для
выравнивания балки перед сваркой плети, состоящей из головной
«фальшбалки» длиной 1300 мм и штатной заготовки. Шов выполняют без
усиления для свободного прохода заготовки через индуктор и гибочные
ролики.
На рис. 4 приведен эскиз индуктора для гибки и закалки заготовок
кольцевых ребер жесткости. Индукторы для нагрева заготовок должны быть
изготовлены для каждого типа профиля.
Рис. 4. Эскиз индуктора для гибки и закалки заготовок кольцевых ребер
жесткости: 1 – изгибаемый профиль; 2 – магнитопровод; 3 – щека; 4 – штуцер
Заготовку с «фальшбалкой» направляют в установку через индуктор и
зажимают в приводном и прижимном роликах. Затем производят центровку
индуктора относительно изгибаемой заготовки с таким расчетом, чтобы зазор
между стенкой профиля и индуктором был равномерным и не превышал 5 – 7
мм. Зазор между полкой профиля и индуктором в зависимости от размеров
изгибаемой заготовки должен быть 4 – 7 мм. Конфигурация индукторов для
гибки кольцевых ребер жесткости должна соответствовать сечениям профиля
по чертежам 1968 и 1979 и обеспечивать необходимый зазор между профилем и
24
индуктором. В процессе гибки с одновременной закалкой на установке СКМЗ
ТВЧ профильная заготовка путем приводного вращения ведущего и
прижимного гибочных роликов с заданной скоростью должна проходить через
нагревательные индукторы, нагреваться в них до требуемой температуры,
изгибаться в нагретой зоне и сразу охлаждаться водой из спрейера, что
обеспечивает закалку и локализацию изгиба нагретого участка заготовки. Такой
принцип гибки с деформацией в узкой разупрочненной зоне обеспечивает
значительное снижение необходимых усилий гибки, устойчивость наиболее
тонкой части (стенки) профиля и гибку без искажающих деформаций (гофры,
малки).
Заготовки подлежат гибке «на стенку» или «на полку» на заданный радиус
и закалке с нагревом ТВЧ. Высота профильных заготовок, радиус гиба (R),
направление гиба (полкой внутрь или полкой наружу) устанавливают, исходя
из номенклатуры подлежащих обработке профильных деталей в соответствии с
конструкторской документацией. Минимальные радиусы кривизны кольцевых
заготовок ребер жесткости, получаемые на установке СКМЗ при гибке с
использованием ТВЧ из профилей по чертежам 1968 и 1979, приведены в
руководящем документе [2]. Прокат изгибается без разделки кромки по стенке
или с разделкой. Основными требованиями при гибке с нагревом ТВЧ и
закалкой являются получение требуемого радиуса кривизны и обеспечение
равномерной прокаливаемости по всему поперечному сечению профильной
заготовки. Основными технологическими параметрами при работе на
профилегибочной установке с индукционным нагревом СКМЗ ТВЧ для
каждого типоразмера профиля, марки стали и применяемого индуктора
являются:
– стрелка погиба профиля, регулируемая перемещением боковых гибочных
роликов;
– электрические режимы нагрева под закалку и гибку, определяющие
температурные режимы гибки;
– зазоры между профилем и индуктором;
– давление закалочной воды;
– скорость движения профильной заготовки через установку.
После гибки с закалкой выполняется высокий отпуск гнутых заготовок в
печи. Механические свойства полособульбов после гибки, совмещенной с
закалкой и последующего печного отпуска при испытании на растяжение,
ударный изгиб и оценки излома по волокнистости должны соответствовать
требованиям нормативных документов.
После получения положительных результатов механических испытаний
образцов следует выполнить доводку гнутых заготовок из профилей по черт.
1968 и 1979 до требуемой формы методом правки на плоскость и доводки по
радиусу в холодном состоянии на прессогибочном оборудовании. Правку
стенки заготовок на плоскость следует выполнять на вертикальном прессе с
применением прокладок и контролировать линейкой и щупом. Доводку
заготовок до заданного радиуса необходимо выполнять на горизонтальногибочном прессе или вертикальном прессе в штампе с контролем по шаблону.
25
Технология гибки кольцевых ребер жесткости с использованием ТВЧ
тяжелых профилей 1968 и 1979 новых типоразмеров позволяет:
– значительно сократить производственные затраты на формообразование
деталей;
–
уменьшить
продолжительность
технологической
подготовки
производства;
– уменьшить количество операций термообработки;
– обеспечить высокую точность гибки без выполнения доводочных
операций;
– выполнять гибку деталей на имеющемся оборудовании;
– обеспечить требуемые показатели качества.
ЛИТЕРАТУРА
1. А.с. № 1607992 «Способ изготовления гнутых заготовок». Б.И. № 43
1990 г.
2. Руководящий документ РД5Р.ЛКИБ.3210-400-2011.
26
К ВОПРОСУ О НЕОДНОРОДНОСТИ ПОКРЫТИЙ СВАРОЧНЫХ
ЭЛЕКТРОДОВ
Ю.Ю. Шванёва, В.В. Бублинова, филиал САФУ в г. Северодвинске,
В.В. Мансуров, В.В. Богданов, ОАО «ПО «Севмаш», г. Северодвинск
Одним из количественных показателей качества электродов является
стабильность (обеспечение постоянства параметров электродов данной марки,
которые при серийном или массовом выпуске покрытых сварочных электродов)
[1]. Но, как показывает практика, в пределах одной партии электроды
характеризуются низкой повторяемостью, что связано с отклонениями в
технологии изготовления электродов [1–3]. По мнению И.Н. Ворновицкого [2],
это обусловлено нестабильным истечением обмазочной массы в момент ее
встречи со стержнем в опрессовочной головке пресса, что приводит к
отклонению термодинамической активности взаимодействующих материалов
(покрытие – стержень) в течение всего процесса плавления электрода и т.п.
Согласно требованиям ГОСТа 9466-75, каждая партия должна проходить
приемно-сдаточные испытания, в ходе которых, кроме визуальной оценки
сварочно-технологических свойств, соответствия размерам и определения
разнотолщинности (е), никакие другие параметры электродов не определяются.
Приведенные параметры не позволяют проводить сравнительную оценку
качества электродов, в том числе изготовленных различными производителями.
В то же время это вызывает затруднения для детального анализа
технологического процесса изготовления электродов.
В связи с этим, для более точного анализа качества электродов
М.И. Кучеров и В.В. Сулима [1] предложили использовать разность между
максимальным и минимальным значениями разнотолщинности (∆е), что
позволяет дать характеристику качества перемешивания обмазочной массы или
ее однородности [3–4]. Однако для проведения статистического анализа с
использованием ∆е, как правило, необходимо иметь достаточный объем
выборки (не менее 100 шт. электродов). Проведение анализа по ∆е и
коэффициенту разбрызгивания с учетом влияния жидкого стекла и зернового
состава связано с выполнением большого объема работ, что вызовет
определенные трудности. Кроме того, отмечено, что неравномерное
распределение мелких фракций компонентов электродного покрытия не
сказывается на разнотолщиности. Коэффициент разбрызгивания, как было
установлено А.С. Чипалюк и В.Т. Федько, зависит от характеристики
источника [5]. Так, применение новых источников сварочного тока типа КСУ320 и REG-400 («чопперы»), использующих ограничение тока короткого
замыкания на уровне рабочего тока (генератор тока), резко уменьшает
разбрызгивание. Таким образом, использование коэффициента разбрызгивания
также не позволяет получить в достаточной мере объективную оценку
постоянства качества (однородности) покрытых сварочных электродов.
27
Другими методами оценки однородности качества покрытых сварочных
электродов, являются методы сигнатурного анализа значений сварочного тока и
падения напряжения на сварочной дуге.
Одним из перспективных направлений оценки однородности качества
покрытых сварочных электродов является методика, описанная авторами
данной статьи в работе «Применение вейвлет преобразования для исследования
процесса горения дуги при сварке покрытыми электродами» [6]. Предложенная
методика позволяет использовать параметры, характеризующие процесс
плавления электрода и формирование капли на его торце. Как было показано в
нашей работе, применение частотно-временного анализа на стадии горения
дуги позволяет выявить 2 области: τ1 – длительность формирования капли на
торце электрода, τ2 – длительность существования капли на торце электрода.
Причем длительность τ1 связана с коэффициентом расплавления электродной
проволоки, а длительность τ2 связана с коэффициентом поверхностного
натяжения и вязкости расплавленных электродного металла и шлака (при
постоянстве сварочного тока). Так как перечисленные параметры зависят от
состава покрытия, то τ2 характеризует длительность существования капли и
является характеристикой неоднородности покрытия (по химическому составу).
Для того, чтобы оценить неоднородность покрытия электродов, требуется
объем выборки не менее 100 замеров. Получение такого объема данных по
τ кз ,τ 1 ,τ 2 не вызывает сложностей. Получение выборки значений
разнотолщиности объемом более 100 замеров для одного электрода вызывает
определенные трудности. С целью решения данной задачи были сделаны
рентгеновские снимки электродов в трех ракурсах. С помощью специально
разработанной программы на ПЭВМ определялась разнотолщиность. Объем
выборки составлял ~250 значений.
Для оценки неоднородности покрытия (идентичности) были взяты
электроды различных изготовителей широко применяемой марки УОНИ 13/55.
Для сравнения были использованы электроды Filarc 35, выпускаемые фирмой
ESAB-AB-Filarc. Сварка производилась в нижнем положении от источника
LHL-315. Параметры сварочного процесса (Iсв, Uсв) записывались с помощью
цифрового регистратора. Частота дискретизации составляла 16 кГц. Сварка
производилась при неизменной величине сварочного тока. С помощью
разработанной программы за время сварки ~ 40 сек. (с целью избежания
возможного влияния дополнительного нагрева электрода) рассчитывались
параметры Ι св , U д , τ кз ,τ 1 ,τ 2 .
Оценить неоднородность исследуемых параметров, по средним значениям,
используя стандартные критерии, нельзя, так как они не подчиняются
нормальному закону распределения [7], поэтому для сравнения неоднородности
исследуемых электродов был выбран соответствующий критерий однородности
χ2 [7–8]. Сущность его состоит в следующем. Пусть имеем к≥2 выборок
объемом ni (i=1, …, k), и данные каждой выборки сгруппированы в r групп
(интервалов). Количество элементов j-й выборки, попавшие в
i-группу,
28
будем обозначать через νij. Статистикой критерия однородности является
величина
r
χ = n∑
2
i =1
ν ⋅ν
ν ij − i. . j
k
n
∑
ν i. ⋅ ν . j
j =1
2
,
(1)
где
ν i. =
k
∑
l =1
ν il ,
n=
k
∑n.
i =1
i
ν .j =
r
∑
l =1
ν lj ,
(2)
Исследуемые электроды были распределены по производителям на семь
групп:
1 группа – ООО «Инстрел» (Ленинградская обл., г. Колпино);
2 группа – ОАО Магнитогорский метизно-металлургический завод (г.
Магнитогорск);
3 группа – «ESAB-AB-Filarc» (Швеция);
4 группа – ФГУП «ПО «Севмаш» (Архангельская обл., г. Северодвинск);
5 группа – ООО Сычевский электродный завод (г. ?);
6 группа – «ROTEX» (Московская обл., п. Судислав);
7 группа – ОАО «Электросервис» (г. Москва).
По результатам измерений строились гистограммы распределения
указанных параметров, и по формулам (1–2) рассчитывался критерий χ2.
По статистическим таблицам на уровне значимости 0,01 определялась
вероятность однородности по вышеперечисленным параметрам. Результаты
приведены в табл. 1. Из нее видно, что однородность по разнотолщиности
практически у всех марок не ниже 70 %, это означает, что из 100 электродов 70
шт. имеют одинаковое значение разнотолщиности. По длительности коротких
замыканий имеется большой разброс у электродов, изготовленных разными
производителями.
Таблица 1
Характеристики неоднородности покрытия сварочных электродов
N
группы
1
2
3
4
χ2 –критерий
Марка электрода
УОНИ 13/55М
УОНИ 13/55
УОНИ 13/55
Filarc 35
УОНИ 13/55
УОНИ 13/55
e, %
τкз, %
τ1, %
τ2, %
~80
~76
~80
~85
~80
~70
~20
~2.5
~1
~45
~35
~15
~15
~30
~9.5
~45
~40
~10
~70
~7.5
~55
~85
~45
~50
29
5
6
7
УОНИ 13/55
УОНИ 13/55
УОНИ 13/55
УОНИ 13/55
~80
~78
~72
~75
~35
~7.5
~15
~12
~45
~45
~45
~35
~65
~20
~45
~60
Зависимость длительности коротких замыканий при постоянстве
сварочного тока от состава проволоки, состава покрытия и т.п. [9] говорит о
том, что уровень подготовки сварочной проволоки и основные технологические
параметры процесса изготовления у разных производителей сильно отличаются
друг от друга. Кроме того, при коротком замыкании происходит частичный
перенос металла электрода в сварочную ванну. Неоднородность обусловлена и
другими многочисленными факторами [8]. Так как нас в основном интересует
неоднородность покрытия, которая определяет время существования капли (τ2),
то оценку неоднородности будем рассматривать по значениям τкз, τ1, τ2. Как
видно из таблицы 1, наибольшая стабильность наблюдается у элетродов фирмы
«ESAB-AB-Filarc». Разброс по стабильности у электродов, изготовленных
различными производителями, связан с использованием сырья различных
поставщиков и разного оборудования.
На примере изготовителя четвертой группы для оценки неоднородности
покрытия использовались электроды различных партий, изготовленные в
разное время с использованием разных поставщиков ферротитана. Все это
подтверждает нестабильность технологического цикла и, соответственно,
неоднородность. Следует отметить, что для всех изготовителей е не превышала
0,2 мм для электродов Ø 4 мм, а ∆е составляло не более 0,12 мм. На примере
полученных данных можно также утверждать, что величины е и ∆е
характеризуют пластичность обмазочной массы и не дают полной
характеристики неоднородности покрытия.
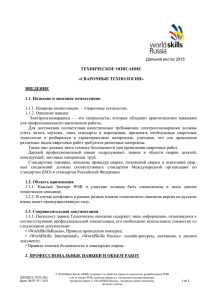
Рис.1. Зависимости стабильности от месяца изготовления.
30
В связи с этим представляет интерес рассмотреть стабильность
изготовления легированных электродов по годам и в течении года для одного
изготовителя. Полученные данные нужно рассматривать как предварительные
по оценки стабильности производства. Для этой цели были выбраны электрода
марки 48ХН-2 диаметром 4 мм и электроды 48М/22 диаметром 5 мм,
производство ОАО «ПО»Севмаш» Сварка производилась в нижнем положении
на номинальном токе. Данные по стабильности представлены на рис.1.
Как видно из графика имеется довольно большой разброс по стабильности
всех параметров. Наблюдается практически 100% стабильность по tкз и
минимум по t1 и сравнительно достаточная стабильность по t2. В тоже время
имеется место с высокой стабильностью по t1 и t2 и очень низкая стабильность
по tкз. Аналогичная картина наблюдается и по стабильности в зависимости от
года изготовления рис.2.
Выяснить с чем это связано, пока не представляется возможным, из-за
отсутствия необходимой информации.
70
t2
60
Вероятность
50
40
tкз
30
t1
20
10
0
2005
2006
2007
2008
2009
2010
2011
Год
Рис.2. Зависимости стабильности от года изготовления.
Выводы:
Таким образом, данная разработанная методика позволит проводить
сравнение по оценке однородности покрытия различных производителей,
настраивать и контролировать технологический процесс изготовления
электродов, тем самым приближать качество отечественных производителей
электродов по сравнению с импортными.
Отдельные показатели по стабильности позволяют, при выяснении
нестабильности, позволяют сделать вывод, что есть возможности изготовления
электродов не уступающим по стабильности сварочно-технологическим
свойствам.
Литература
31
1. Сулима В.В., Кучерова М.И. Обеспечение стабильности качества
сварочных электродов // Автоматическая сварка. 2002. № 11. С. 38.
2. Ворновицкий И.Н. Показатели качества электродов // Автоматическая
сварка. 2002. № 11. С. 48.
3. Ворновицкий И.Н. Управление качеством сварочных электродов в
процессе их изготовления. М., 2001. 110 с.
4. Ворновицкий И.Н., Сидлин Э.А., Адлер Ю.П., Семендяев Б.В. Анализ
технологической подготовки производства по показателю разнотолщинности
электродного покрытия // Сварочное производство. 2001. № 7. С. 22.
5. Федько В.Т., Чипалюк А.С. Плавление и перенос электродного металла
при дуговой сварке покрытыми электродами // Сварочное производство. 2003.
№ 2. С. 3.
6. Мансуров В.В., Богданов В.В., Авакумов Ю.В. Применение вейвлет
преобразования для исследования процесса горения дуги при сварке
покрытыми электродами // Сварочное производство. 2006. № 11. С. 13.
7. Лемешко Б.Ю., Помадин С.С. Проверка гипотез о математическом
ожидании и дисперсии в задачах метрологии и контроля качества при
вероятных законах, отличающиеся от нормального // Метрология. 2004. № 3. С.
3.
8. Петрович М.Л., Давидович М.И. Статистическое оценивание и проверка
гипотез на ЭВМ. М., 1989. С. 190.
9. Мазель А.Г. Технологические свойства электросварочной дуги //
Машиностроение. М., 1969. С. 178.
32
МЕТОД ОБРАТНОГО МОДЕЛИРОВАНИЯ ТЕПЛОВЫХ ПРОЦЕССОВ
ДЛЯ ПРОГНОЗИРОВАНИЯ ЛОКАЛЬНЫХ МЕХАНИЧЕСКИХ
СВОЙСТВ СВАРНОГО СОЕДИНЕНИЯ
В.А. Кархин, А.М. Левченко, П.Н. Хомич,
Санкт-Петербургский
государственный политехнический университет, г. Санкт-Петербург
Аннотация
Предложена расчетная методика восстановления температурного поля
по замеренной реальной геометрии сварного шва. Методика базируется на
аналитическом решении трехмерной прямой задачи теплопроводности и
численном решении обратной задачи относительно неизвестных параметров
подвижного объемного источника теплоты. Для определения распределения
микроструктуры используется сварочная диаграмма анизотермического
распада аустенита с учетом локального температурного цикла. Конечные
механические свойства металла определяются в зависимости от
длительности (скорости) охлаждения. Приведено сравнение расчетных и
экспериментальных распределений твердости при сварке неплавящимся
электродом теплоустойчивой стали 12Х1МФ.
Введение
В сварочной практике часто возникает следующая важная задача.
Известны режим сварки, сварочные материалы и основной металл (химический
состав, свойства). Как быстро оценить распределение микроструктуры и
механических свойств металла зон сварного соединения после сварки по
геометрии шва? Известны феноменологические и статистические модели,
позволяющие рассчитывать локальные микроструктурные фазы стали и
основные механические свойства (твердость, предел текучести, предел
прочности, относительное удлинение, относительное сужение и т.д.) [1-3]. Для
таких расчетов в качестве исходных данных необходимы характеристики
температурного поля (распределение максимальной температуры, скорости
охлаждения, время пребывания в заданном температурном интервале и т.п.).
Хорошо известные расчетные схемы [4, 5] позволяют определить
достаточно точно температуру на удалении от сварочной ванны, но приводят к
значительной погрешности расчета вблизи ванны. Трудности заключаются в
большой сложности физических процессов в ванне (взаимодействие источника
теплоты и жидкого металла, конвекция и испарение жидкости, фазовые
переходы и т.д.). Для определения формы шва и температурного поля в зоне
термического
влияния
(ЗТВ)
используются
сложные
модели
и
соответствующие компьютерные программы. Это требует наличия
температурных зависимостей многих физических величин (эффективной
вязкости, коэффициента поверхностного натяжения и т.п.), которые, в свою
33
очередь, зависят от решения задачи. Такие расчеты требуют много времени,
больших финансовых затрат и высокой квалификации исследователей.
Выбор метода решения температурной задачи диктуется требуемой
точностью решения (дальнейшим использованием результатов решения). При
прогнозировании микроструктуры и свойств металла после сварки нас
интересуют температурные поля только в твердой части тела, поэтому
постановку температурной задачи можно значительно упростить. При этом
надо знать граничные условия для твердого тела, включая границу сварочной
ванны, которая является результирующей информацией о всех физических
явлениях в жидком металле. Такой подход позволяет рассчитывать
температурное поле в твердой части численным методом и заложен в
концепцию «эквивалентный источник теплоты» [6]. Границу ванны можно
найти экспериментально, что при сварке тонких пластин несложно. При сварке
относительно толстых изделий обычно доступна только неполная
экспериментальная информация о границе ванны.
Цель работы – создать комбинированную расчетно-экспериментальную
методику полного восстановления трехмерного температурного поля и
прогнозирования локальной микроструктуры и механических свойств металла
сварного соединения. Методика основывается на аналитическом решении
прямой температурной задачи для объемного источника теплоты, численном
решении обратной задачи относительно искомых параметров источника,
использовании известных моделей прогнозирования микроструктуры и
механических свойств стали по термическому циклу сварки. При этом
используются отдельные экспериментальные данные (видимые «чешуйки» или
кратер на поверхности шва, линия сплавления в поперечном сечении шва,
термические циклы отдельных точек и т.п.).
Формулировка прямой задачи теплопроводности
Примем следующие допущения: тело (плоский слой) однородно и
неограниченно
по
длине
и
ширине;
свойства
материала
(температуропроводность a и объемная теплоемкость cρ) не зависят от
температуры; центр источника и начало прямоугольной системы координат x, y,
z движутся по поверхности тела вдоль оси x с постоянной скоростью v в
течение времени t (рис. 1); поверхность тела теплоизолирована; начальная
температура T0 постоянна. Тогда уравнение теплопроводности имеет вид:
∂ 2T ∂ 2T ∂ 2T q3
∂T
= a 2 + 2 + 2 +
,
(1)
∂x
cρ
∂t
∂
y
∂
z
q3 = q3net + q3C + q3L ,
(2)
где q3 – объемная плотность мощности эффективного источника (рис. 1а), q3net,
q3C, q3L – объемная плотность реального источника и фиктивных источников,
учитывающих влияние конвективного теплопереноса и теплоты плавления
(затвердевания), соответственно.
Уравнение (1) с начальными и граничными условиями является
формулировкой задачи теплопроводности. Для точного решения задачи
34
необходимо знать q3net (решить задачу о взаимодействии дуги с телом), q3C
(решить задачу Навье-Стокса) и q3L (решить нелинейную задачу Стефана).
Модель источника теплоты
Эффективный источник (2) включает в себя поглощаемую телом энергию
сварочного источника теплоты (дуги, луча и т.п.), транспорт энергии за счет
конвекции жидкого металла ванны и теплоту плавления. Отметим, что
мерность эффективного источника равна мерности температурного поля, даже
если мерность реального источника меньше. Например, если толстая пластина
нагревается поверхностным плоским (двумерным) источником, температурное
поле и, следовательно, эффективный источник является трехмерным. Функцию
q3 (x, y, z) можно описать приближенно, заранее задав закон распределения.
Например, в работе [7] принято, что распределение плотности мощности по
всем осям описывается нормальным законом и такой источник назван
эллипсоидным. При этом область действия источника по осям x, y и z не
ограничена. В действительности область действия объемного источника по оси
z ограничена поверхностью жидкой ванны, а вне тела (когда z больше толщины
тела) лишено физического смысла.
Рис. 1 Глобальная система координат пластины x, y, z с объемным
источником теплоты (а) и ограниченный нормально распределенный источник
в локальной системе координат ξ, η, ζ (б).
Рассмотрим
ограниченный
объемный
источник,
нормально
распределенный вдоль каждой оси (рис. 1б). Например, распределение вдоль
локальной оси ξ описывается кривой:
f (ξ ) =
2
π
ξ ''
ξ '
ξ e−1 Φ − Φ
ξ e
ξe
−1
2
ξ
exp − ;
ξe
35
(3)
Φ (u ) =
2
u
∫ exp(− w
π0
2
)dw ,
где ξ′ и ξ′′ – границы области действия источника вдоль оси ξ, ξe – параметр
источника (координата точки на оси, в которой значение f в е раз меньше, чем в
начале координат), Φ – интеграл ошибок. Область действия всего источника
представляет собой параллелепипед [ξ′, ξ′′] x [η′, η′′] x [ζ′, ζ′′]. Источник
является единичным, площадь под каждой кривой f (ξ), f (η) и f (ζ) равна 1
(показана серым цветом). Центр локальной системы координат ξ, η, ζ смещен
относительно центра глобальной системы x, y, z на x0, y0, z0 (рис. 1б).
Отметим, что конвективный теплоперенос и теплота плавления не
нарушает общий баланс энергии [8]:
q = qnet = ηq gross ,
где qnet – мощность реального источника, поглощаемая телом, η –
относительная доля полной мощности источника qgross, которая поглощается
телом.
Исходя из физических соображений эффективный источник можно
представить несколькими источниками, например, поверхностными и
заглубленными источниками. Отметим, что широко используемый
неограниченный эллипсоидный источник [7] является частным случаем
предлагаемой модели источника, когда ξ′ = η′ = – ∞, ζ′ = 0, ξ′′ = η′′ = ζ′′ = ∞.
Другие распределения (экспоненциальные, линейные, параболические) для
различных сварочных источников теплоты приведены в работах [8-15].
Рекомендуемые типы распределения зависят от способа сварки.
Решение прямой задачи теплопроводности
При принятых допущениях уравнение (1) с учетом (3) может быть
решено с помощью известных численных и аналитических методов. При
использовании метода источников [4, 5] приращение температуры в любой
точке x, y, z в любой момент t описывается уравнением:
q t
T ( x, y, z , t ) − T0 =
(4)
∫ θ ( x, t )θ ( y, t )θ ( z, t )dt ,
cρ 0
где
ω' '
ω'
θ ( s, t ) = π (4at + ω e2 ) Φ − Φ
ωe
ωe
−1
*
∞
*
( s − js0 (t ) − 2kLs ) 2
−
[F (ω ' ' ) − F (ω ' )] ;
exp
∑ ∑
2
4at + ωe
k = −∞ j = −1,1
u
ωe2 j ( s − js0 (t ) − 2kLs )ωe
F (u ) = Φ
1+
−
; s = x, y, z; ω = ξ, η, ζ.
ω
2
4
at
4at (4at + ωe )
e
36
Здесь q – мощность источника, который представляет часть или весь
эффективный источник, Ls – размер тела в направлении s (рис. 1а), θ –
приращение температуры за счет мгновенного единичного источника. Если
мощность q переменна во времени, то ее следует внести под знак интеграла.
Влияние теплоты плавления и затвердевания можно более точно учесть
отдельно [16, 17]. Решение температурной задачи для других видов тепловых
источников приведены в работах [8-15, 18].
Решение обратной задачи теплопроводности
Неизвестные параметры источника определяют из условия наилучшего
приближения расчетных результатов к экспериментальным данным.
Соответствующая задача оптимизации (минимизации функции цели Obj) с
ограничениями типа равенства и неравенства может быть представлена в виде
[8-16]:
Obj ( p) =
N
∑
wnf
n =1
[
f nm
− f n ( p)
]
2
+
∑ wkp (pk0 − pk )
K
k =1
2
→ min ,
q < qmax; 0 ≤ ξe ≤ ξemax и т.д.,
где p – вектор неизвестных параметров, p = {q, ξ′, ξ′′, η′, …}, N – количество
измерений, K – количество искомых параметров, fn и fnm – расчетная и заданная
характеристики температурного поля в n-ой точке измерения (длина ванны,
температура, максимальная температура и т.д.), pk и pk0 – k-ый искомый
параметр и его заданное значение, wnf и wkp – весовые множители для
характеристики температурного поля в n-ой точке и k-ого искомого параметра
(задаются исследователем в зависимости от размерности и погрешности
измерения), qmax – максимально допустимое значение мощности (полная
мощность источника), ξemax – максимально допустимое значение параметра ξe.
Ограничения имеют физический смысл (например, кпд источника не может
превышать 1, а глубина действия источника не может быть больше глубины
проплавления).
Отметим, что функция Obj является нелинейной функции вектора
параметров p и при решении обратной задачи приходится решать десятки и
даже сотни прямых задач. Поэтому проблема скорости решения прямой задачи
становится очень важной. Здесь проявляется преимущество аналитического
решения трехмерной задачи, которое по времени счета на порядки быстрее
численных.
Прогнозирование микроструктуры и механических свойств
Решением обратной задачи являются все параметры эффективного
источника теплоты. По формуле (4) можно рассчитать температурное поле и
все его характеристики, например, максимальную температуру Tmax и время
охлаждения t850/500 от температуры 1123 К (850°С) до 773 К (500°С).
Сварочные диаграммы анизотермического распада аустенита позволяют
определить фазовый состав металла ЗТВ при охлаждении [3]. Весь этап
37
охлаждения можно характеризовать одним показателем, например, временем
охлаждения t850/500. На рис. 2 приведена экспериментальная сварочная фазовая
диаграмма и механические свойства стали 12CrMo 4.3 в зависимости от
времени охлаждения t850/500. Диаграмма получена из соответствующей
диаграммы в координатах T – t [3].
Рис. 2. Диаграмма анизотермического распада аустенита стали 12CrMo
4.3 (a) и зависимость свойств металла от времени охлаждения от 1123 К
(850°С) до 773 К (500°С) (б). Максимальная температура 1623 К [3].
Пример
Дуговая сварка неплавящимся электродом теплоустойчивой стали
12Х1МФ толщиной 7 мм выполнялась на режиме: ток I = 250 А, напряжение U
= 12 В, скорость сварки v = 5 мм с-1, Т0 = 293 К. Сталь 12Х1МФ (0.11-0.15 % C,
0.90-1.20 % Cr, 0.25-0.35 % Mo, 0.15-0.30 % V) [19] аналогична стали 12CrMo
4.3 (0.11 % C, 1.02 % Cr, 0.29 % Mo, 0.19 % V) [3]. Принимали следующие
свойства: а = 9.40 мм2 с-1, сρ = 0.0035 Дж мм-3 К, температура плавления Tm =
1773 К (1500°С), АС3 = 1173 K (900°C) [19]. В качестве исходных данных взяты
координаты точек границы ЗТВ в поперечном сечении (рис. 3а, слева), в
которых задавалась максимальная температура (Tmax = Tm и Tmax = AC3), и точки
хвостовой части сварочной ванны («чешуйки» шва, рис. 3б), в которых
задавалась температура (T = Tm).
Расчетные и экспериментальные размеры сварочной ванны и шва
удовлетворительно совпадают (рис. 3а и 3б, сплошная кривая). Получены
следующие параметры источника теплоты: (1) q = 1100 Вт, ξe = ηe = 4 мм для
поверхностного источника (в основном имитирующего влияние сварочной
дуги) и (2) q = 690 Вт, ξe = ηe = 4 мм, ξ′ = η′ = – 1 мм, ξ′′ = η′′ = 1 мм, ζe = 4 мм,
ζ′ = 0, ζ′′ = 3.5 мм; (3) q = 900 Вт, ξe = 100 мм, ξ′ = – 9 мм, ξ′′ = 0, ηe = 4 мм, η′ =
– 0.8 мм, η′′ = 0.8 мм, ζe = 100 мм, ζ′ = 0, ζ′′ = 0.7 мм для заглубленного
источника (в основном имитирующего влияние конвекции и скрытой теплоты
плавления и затвердевания).
Металл, нагретый выше АС3 = 1196 К, охлаждается в диапазоне 1123 К –
773 К (850°С – 500°С) в течение 5.6 с (рис. 3в). Такая длительность охлаждения
t850/500 соответствует конечной микроструктуре, состоящей из 76 % бейнита и 24
38
% мартенсита (рис. 2а), и следующим механическим свойствам: твердость 270
HV30, предел текучести σ0.2 = 670 МПа, предел прочности σв = 750 МПа,
относительное сужение ψ = 16 %, относительное удлинение δ = 46.7 %, ударная
вязкость K = 20.3 Дж (рис. 3б). Механические свойства основного металла
следующие: 150 HV30, σ0.2 = 450 МПа, σв = 580 МПа, ψ = 6.0 %, δ = 38.0 %, K =
32.0 Дж [3], то есть локальные механические свойства металла в ЗТВ (точке А)
значительно отличаются от таковых основного металла. Расчетные
распределения твердости удовлетворительно совпадают с экспериментальными
(рис. 3а). Среднее экспериментальное значение твердости равно 287 HV30, а
расчетное – 270 HV30.
Рис. 3. Сварное соединение стали 12Х1МФ: а – поле максимальной
температуры Tmax и распределение твердости в сечении соединения; б –
расчетная граница ванны; в – термический цикл точки А в ЗТВ.
Отметим, что один нормально круговой источник не позволяет
удовлетворительно описать экспериментальные размеры сварочной ванны и
39
шва (на рис. 5 контур ванны показан штриховой кривой). Даже если
варьированием q добиться равенства ширины ванны (q = 2070 Вт, ξe = ηe = 1.47
мм), ванна оказывается короче. При этом время t850/500 равно 7 с.
Если принять схему быстродвижущегося точечного источника на
полубесконечном теле [4], то
1 q/v
1
1
.
t850 / 500 =
−
2πa cρ 1123 − T0 773 − T0
Для рассматриваемого примера t850/500 = 1.3 – 1.8 с при η = 0.5 – 0.6 [3] ,
что соответствует твердости 370 – 360 HV30 (значение очень завышено по
сравнению с экспериментом, рис. 3а).
Если принять схему быстродвижущегося линейного источника в тонкой
пластине [4], то
2
1 q /(vh)
1
1
t850 / 500 =
−
,
4πa cρ (1123 − T0 ) 2 (773 − T0 ) 2
где h – толщина пластины. Для рассматриваемого примера t850/500 = 3.7 – 5.3 с,
что соответствует твердости 300 – 270 HV30.
Выводы
1. Предложенная методика, основанная на аналитическом решении
прямой задачи теплопроводности и численном решение обратной задачи,
позволяет полностью восстановить температурное поле в твердой части
сварного соединения по замеренным отдельным характеристикам поля.
2. Для расчета температурного поля при дуговой сварке неплавящимся
электродом пластин может быть использована расчетная схема объемного
источника, мощность которого пространственно ограничена и распределена по
нормальному закону.
3.
Предложенная
методика
позволяет
оценивать
локальные
микроструктурные фазы и распределение механических свойств металла в
сварном соединении с учетом реальной геометрии шва.
4. Совпадение расчетных и экспериментальных распределений твердости
в сварном соединении из теплоустойчивой стали 12Х1МФ удовлетворительное.
ЛИТЕРАТУРА
1. Касаткин О.Г. Математическое моделирование зависимостей составсвойства сварных соединений и создание расчетно-экспериментальной системы
для
оптимизации
основных
технологических
факторов
сварки
низколегированных конструкционных сталей. Автореферат на соискание уч.
степени д.т.н. Киев: ИЭС им. Е.О. Патона, 1990.
2. Buchmayr B. Computer in der Werkstoff- und Schweisstechnik: Anwendung
von mathematischen Modellen. – Duesseldorf: DVS – Verlag, 1991.
3. Seyffarth P., Meyer B., Scharff A. Grosser Atlas Schweiss-ZTU-Schaubilder.
Duesseldorf: DVS – Verlag, 1992. 175 S.
40
4. Рыкалин Н.Н. Расчеты тепловых процессов при сварке. М.: Машгиз,
1951.
296 с.
5. Кархин В.А. Тепловые основы сварки. Л: Изд-во Ленинград. гос. техн.
ун-та, 1990. 100 с.
6. Radaj D. Welding residual stresses and distortion. Calculation and
measurement. Duesseldorf: DVS-Verlag, 2002. 397 p.
7. Goldak J., Chakravarti A., Bibby M. A new finite element model for welding
heat sources // Metallurgical Transactions B. 1984. Vol. 15B, June. P. 229-305.
8. Karkhin V.A., Plochikhine V.V., Ilyin A.S., Bergmann H.W. Inverse
modelling of fusion welding processes // Mathematical Modelling of Weld
Phenomena 6 / Ed. H.Cerjak. London: Maney Publishing, 2002. P. 1017-1042.
9. Karkhin V.A., Plochikhine V.V., Bergmann H.W. Solution of inverse heat
conduction problem for determining heat input, weld shape, and structure during laser
welding // Science and Technology of Welding and Joining. 2002. Vol. 7. № 3. P.
224 – 231.
10. Кархин В.А., Хомич П.Н., Оссенбринк Р., Михайлов В.Г. Расчетноэкспериментальная методика определения температурного поля при лазерной
сварке // Сварочное производство. 2006. № 12. С. 13 – 17.
11. Karkhin V.A., Homich P.N., Michailov V.G. Models for volume heat source
and functional-analytical technique for calculating the temperature fields in butt
welding // Mathematical Modelling of Weld Phenomea 8 / Ed. H. Cerjak, H.K.D.H.
Bhadeshia and E. Kozeschnik. Graz: Graz University of Technology Publishing,
2007 . P. 819 – 834.
12. Karkhin V.A., Homich P.N., Michailov V.G. Analytical-experimental
technique for calculating the temperature fields in laser welding // 11th NOLAMP
Conference on Laser Processing and Materials. V. Kujanpaa and A. Salminen (eds),
Lappeenranta, Finland, 20 – 22 August 2007, Acta Universitatis Lappeenrantaensis
273. P. 263 – 277.
13. Кархин В.А., Хомич П.Н., Иванов С.Ю. Модели источников теплоты
для прогнозирования тепловых полей при сварке плавлением // Известия
ТулГУ. Технические науки. Вып. 4.4.1. Тула: Изд-во ТулГУ, 2010. С. 241 – 254.
14. Karkhin V.A., Pittner A., Schwenk C., Rethmeier M. Heat source models in
simulation of heat flow in fusion welding // Proceedings of 5th International
Conference “Mathematical Modelling and Information Technologies in Welding and
Related Processes”, 25 – 28 May, 2010, Crimea, Ukraine. P. 56 – 60.
15. Karkhin V.A., Pittner A., Schwenk C., Rethmeier M. Simulation of inverse
conduction problems in fusion welding with extended analytical heat source models //
Frontiers of Materials Science. 2011. 5 (2). P. 119 – 125.
16. Кархин В.А., Ильин А.С., Плошихин В.В. Решение обратной задачи
теплопроводности с учетом теплоты плавления и кристаллизации // Сварочное
производство. 2003. № 7. С. 3-6.
17. Karkhin V.A., Pesch H.J., Ilin A.S. et al. Effect of latent heat of fusion on
thermal processes during welding // Mathematical Modelling of Weld Phenomena 7 /
41
Ed. H. Cerjak, H.K.D.H. Bhadeshia and E. Kozeschnik. Graz: Graz University of
Technology Publishing, 2005. P. 39 – 62.
18. Karkhin V.A., Khomich P.N., Michailov V.G. Prediction of microstructure
and mechanical properties of weld metal with consideration for real weld geometry //
Proceedings of Joint International Conference “Computer Technology in Welding
and Manufacturing (16th Intern. Conf.) and Information Technologies in Welding and
Related Processes (3rd Intern. Conf.)”. W. Lucas and V.I. Makhnenko (eds), Kiev,
2006. P. 162 – 166.
19. Сорокин В.Г. (ред.) Стали и сплавы. Справочник. М.: Машиностроение,
1989. 640 с.
42
ИССЛЕДОВАНИЕ СОДЕРЖАНИЯ ДИФФУЗИОННОГО ВОДОРОДА
В НАПЛАВЛЕННМ МЕТАЛЛЕ ПРИ «МОКРОЙ» ПОДВОДНОЙ СВАРКЕ
В.О. Муктепавел, доцент, В.И. Ларина, студентка, филиал САФУ в г.
Северодвинск»
Дуговая сварка покрытыми электродами под водой называется «мокрой»
подводной сваркой, принципиально не отличается от сварки на воздухе, и
основана на способности электрической дуги устойчиво гореть в газовом
пузыре, образованном в водной среде за счет испарения и разложения воды и
разложения компонентов покрытия электродов.
Выделение большого количества газа вокруг дуги создает защиту и
непрерывный восходящий поток мелких пузырьков, отрывающихся от газового
пузыря. Продукты сгорания покрытия и металла превращаются во взвешенные
частицы, образуя облако аэрозоля (рис. 1).
Рис. 1. Схема горения сварочной дуги под водой:
1 – облако аэрозоля, 2 – пузырьки газа и брызги металла, 3 – электродное покрытие, 4
– стержень электрода, 5 – козырек, - 6 – ванна расплавленного металла, 7 –
электрическая дуга, 8 – глубина провара, 9 – шлак, 10 – газовый пузырь вокруг дуги.
Ручную дуговую мокрую сварку под водой выполняют покрытыми
электродами специального состава. В состав покрытия дополнительно вводятся
компоненты, обеспечивающие лучшую ионизацию дугового промежутка,
гидроизоляцию и электроизоляцию покрытия, повышенную прочность и
эластичность покрытия. Электроды не должны разбухать в воде, должны
образовывать козырек, способствующий стабилизации процесса сварки и
улучшению переноса металла в дуге [1].
В России и за рубежом разработаны и выпускаются электроды
различного назначения для подводной сварки. Имеется серия электродов для
сварки низкоуглеродистых сталей [2].
43
В настоящей работе проведены сравнительные исследования трёх марок
электродов,
предназначенных
для
мокрой
подводной
сварки
низкоуглеродистых сталей.
Известно, что при плавлении металла электрической дугой в жидком
металле растворяется атомарный водород. При затвердевании металла
атомарный водород может встраиваться в кристаллическую решётку и может
перемещаться в ней – диффундировать. Диффузия водорода приводит к
частичному (иногда значительному) удалению его из металла на границе
раздела фаз: твёрдый металл - окружающая среда.
При производстве ответственных сварных конструкций технологический
процесс сварки должен обеспечить минимальное содержание в наплавленном
металле растворённого водорода.
Диффузионный водород является основной причиной ряда дефектов
(трещин, пор, флокенов) в сварных конструкциях. Водород в металл шва
попадает из влаги, содержащейся в сварочных материалах (электродные
покрытия, флюсы, защитный газ), из влаги окружающей (обычно воздушной)
среды, из влаги на свариваемых кромках.
Поэтому перед проведением сварочных работ производится проверка
качества сварочных материалов и способов сварки на содержание
диффузионного водорода в металле сварного соединения.
Одним из способов определения содержания диффузионного водорода
при сварке является так называемая «карандашная проба».
Содержание газа в металле определяется методом дуговой наплавки
контрольного образца в медную изложницу.
Электрод
≈ 10 0
Наплавляемая
«карандашная»
проба
Рис. 2. Получение «карандашной пробы
44
Карандашную пробу при ручной дуговой сварке получают наплавкой
валика в канавку медной изложницы, охлаждаемой водой (рисунок 2).
Карандашная проба после наплавки охлаждается в воде, очищается от
шлака, протирается и помещается в стеклянную пробирку со спиртом.
Пробирку закрывают резиновой пробкой, имеющей сообщающиеся осевое и
радиальное отверстия, и устанавливают в ванночку со спиртом в соответствии с
рисунком 3.
По количеству выделившегося водорода судят о качестве электродов, о
соблюдении технологии подготовки сварочных материалов, о технологических
режимах сварки, о необходимых мерах по обеспечению качества сварного
соединения в целом.
В настоящей работе проведено исследование содержания диффузионного
водорода в наплавленном металле трёх марок электродов диаметром 4мм для
подводной сварки. Электроды разработаны разными фирмами, но
предназначены для сварки одних и тех же низкоуглеродистых сталей.
Необходимо было сравнить их по качеству с точки зрения содержания
диффузионного водорода. Ниже приведена характеристика этих электродов и
результаты проведенного эксперимента.
Выделившийся газ
Спирт
«Карандашная» проба
Спирт
Пробка
Рис.3. Схема определения диффузионного водорода в «карандашной» пробе
Электрод марки ЛКИ-1П.
Разработан Ленинградским кораблестроительным институтом (ныне
Санкт-Петербургский Морской технический университет). Покрытие
электродов рутило-флюоритное. В качестве электро- и гидроизолирующего
слоя на электродное покрытие методом окунания нанесен полиуретановый лак.
Электрод марки ЭПС-АН-1.
45
Разработан ИЭС им. Е.О. Патона. Покрытие электродов рутиловое. На
покрытие нанесён изолирующий слой белого цвета. Слой не достаточно прочно
сцеплён с покрытием и при хранении и транспортировке осыпается.
Электрод марки UW-EZ-2.
Разработан фирмой BROCO UNDERWATER. На покрытие нанесён слой
парафина.
Испытания проводились наплавкой карандашной пробы в медную
изложницу, помещённую в противень с водой. Таким образом, имитировалась
мокрая подводная сварка. Сварочная дуга горела в водной среде (рис. 4).
Рис.4. Сварка в медную изложницу под водой.
Наплавленные пробы помещались в пробирки со спиртом и
выдерживались 24 часа. Сваривалось по три электрода каждой марки.
Определялось количество выделившегося водорода в каждой пробирке,
взвешивались карандашные пробы и подсчитывалось среднее содержание
водорода на 100гр наплавленного металла каждой марки электродов. Режимы
сварки и полученные результаты отражены в таблице 1.
Таблица 1
Количество выделившегося водорода в образцах, полученных наплавкой
разными электродами
Марка электрода
Ток сварки, Напряжение
на Среднее содержание
А
дуге,
H2,
В
см3/100гр.н.м.
ЛКИ-1П
190-200
30-32
18,83
ЭПС-АН-1
200-210
24-26
11,45
UW-EZ-2
190-200
28-30
10,74
Содержание диффузионного водорода в наплавленном металле при
подводной сварке значительно превышает получаемые результаты при ручной
дуговой сварке в обычной воздушной среде. Связано это с тем, что при мокрой
46
подводной сварке парогазовый пузырь по большей части состоит из водорода
[3].
Из испытанных электродов лучшие показатели по диффузионному
водороду у электродов марки UW-EZ-2 фирмы BROCO UNDERWATER.
Следует отметить, что горение этих электродов под водой отличалось
большей стабильностью, чем у других марок.
Литература
1. Мадатов Н.М. Подводная сварка и резка металлов. Л. Судостроение.
1967.
2. Кононенко В.Я. Современное состояние подводной сварки и резки //
Сварочное производство, №5, 1999.
3.
Махненко В.И., Максимов С.Ю., Королёва Т.В. Исследование
особенностей переноса водорода при подводной сварке плавлением
конструкционных сталей // Автоматическая сварка, №1, 2004.
47
ОСНОВНЫЕ НАПРАВЛЕНИЯ СИСТЕМЫ АТТЕСТАЦИИ
СВАРОЧНОГО ПРОИЗВОДСТВА
В ПРОЦЕССЕ ПОДГОТОВКИ ИНЖЕНЕРОВ СВАРЩИКОВ
В.В. Сычев, ОАО “ПО ”Севмаш”
В мире существует большое количество видов сварки и с каждым годом
появляются новые технологии сварки, сварочные материалы и уже сейчас в
соответствии с международным стандартом ISO 4063 (Сварка и родственные
процессы), насчитывается около 100 видов сварки.
Без сварки невозможно построить ни один сложнейший объект техники,
например атомные субмарины, космические корабли и др. Суммарная длина
швов на корпусе судна в зависимости от размеров судна может составлять до
десятков тысяч километров.
Для будущих инженеров сварщиков, которые обучаются в институте,
очень важно быть информированными по новым требованиях в области
сварочного производства и иметь наличие определённых знаний.
После окончания института, инженеры сварщики работая на предприятии
должны знать об основных направлениях и нормативных документах
регламентирующих требования к сварочному производству.
Сварочное производство, как “государство в государстве” имеет много
направлений.
В соответствии с ISO 9000 (система менеджмента качества), сварка – это
специальный технологический процесс получения неразъёмного соединения..
Качество продукции не может быть гарантированно применением
контроля только после изготовления. Поэтому требуется проведение контроля
на всех этапах изготовления конструкции.
Сварной шов, как соединяемый металл, составляет около 10% от веса
конструкции, а это тысячи и тысячи капель наплавленного металла, призванные
обеспечивать надёжность конструкции.
Сварку по праву можно назвать Русским изобретением. В 2012 г. мы
отмечали юбилей в области сварки. 130 лет назад, в 1882 г. Николай
Николаевич Бенардос открыл способ электродуговой сварки неплавящимся
угольным электродом. У Бенардоса более 120 патентов на изобретение
(аккумулятор, амперметр, ветряной двигатель и другие). А в 1888 г. Николай
Гаврилович Славянов изобрёл сварку плавящимися непокрытыми
металлическими электродами.
В настоящее время, сварочные технологии развивается высокими
темпами, и можно выделить основные направления системы аттестации
сварочного производства.
В России существует несколько уполномоченных государством
надзорных
органов,
работа
которых
затрагивает
деятельность
судостроительных предприятий:
48
- РМРС – Российский морской регистр судоходства;
- РРР – Российский речной регистр;
- Ростехнадзор – Федеральная служба по экологическому,
технологическому и атомному надзору.
Основные цели деятельности РМРС и РРР:
- обеспечение безопасного плавания судов,
- обеспечение человеческой безопасности жизни,
- обеспечение надежной перевозки грузов.
РМРС, РРР и зарубежные классификационные общества такие как:
- Норвежский DNV - Det Norske Veritas,
- Английский Lloyd's Register of Shipping,
- Германский Germanischer Lloyd и др.,
имеют на предприятиях своих представителей (инспекторов), которые
реализуют исполнение нормативных требований на подведомственных им
конструкциях.
Основные цели надзорного органа Ростехнадзор – обеспечение
промышленной безопасности, т.е. состояния защищённости жизненно важных
интересов личности и общества от аварий на опасных производственных
объектах. Принятый Федеральный закон от 21.07.97 г. № 116-ФЗ “О
промышленной безопасности опасных производственных объектов”, направлен
на предупреждение аварий на опасных производственных объектах и
обеспечение
готовности
организаций,
эксплуатирующих
опасные
производственные объекты, к локализации и ликвидации последствий
указанных аварий.
Рассматривая деятельность предприятия в области промышленной
безопасности, следует понимать, что согласно требованиям Ростехнадзора
сварка конструкций (технических устройств) опасных производственных
объектов должна осуществляться:
- аттестованными сварщиками I уровня в соответствии с требованиями
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного
производства и РД 03-495-02 Технологический регламент проведения
аттестации сварщиков и специалистов сварочного производства;
- под руководством и техническим контролем аттестованных
специалистов сварочного производства со II по IV уровень (в соответствии с
требованиями ПБ 03-273-99, РД 03-495-02);
- с применением:
- аттестованных сварочных материалов (в соответствии с
требованиями РД 03-613-03 Порядок применения сварочных материалов при
изготовлении, монтаже, ремонте и реконструкции технических устройств для
опасных производственных объектов);
- аттестованного сварочного оборудования (в соответствии с
требованиями РД 03-614-03 Порядок применения сварочного оборудования при
изготовлении, монтаже, ремонте и реконструкции технических устройств для
опасных производственных объектов);
49
- аттестованных сварочных технологий (в соответствии с
требованиями РД 03-615-03 Порядок применения сварочных технологий при
изготовлении, монтаже, ремонте и реконструкции технических устройств для
опасных производственных объектов).
Система аттестации сварочного производства (САСв) – это комплекс
требований, определяющих правила и процедуру аттестации сварщиков,
специалистов сварочного производства, материалов, оборудования и
технологий занятых на работах по изготовлению, реконструкции, монтажу и
ремонту оборудования и объектов, надзор за которыми осуществляет
Ростехнадзор России.
Ростехнадзор, через Национальное агентство контроля сварки (НАКС),
создаёт систему в области сварки для опасных производственных объектов,
таких как:
- подъёмно-транспортное оборудование;
- котельное оборудование;
- газовое оборудование;
- нефтегазодобывающее оборудование;
- оборудование химических, нефтехимических, нефтеперерабатывающих
и взрывопожароопасных производств;
- строительные металлоконструкции и.т.д.
Реализация системы аттестации сварочного производства на ОАО ”ПО
”Севмаш” проводится в соответствии с требованиями Ростехнадзора и
включает аттестацию сварщиков, специалистов сварочного производства и
сварочных технологий.
Аттестация сварщиков в соответствии с требованиями
Ростехнадзора.
Для проведения аттестации сварщиков на ОАО “ПО “Севмаш”, при
отделе главного сварщика, создан аттестационный пункт СЗР-1ГАЦ-10АП.
Аттестационный пункт, является подразделением Регионального СевероЗападного Межотраслевого Аттестационного Центра имеющий аттестат
соответствия по аттестации персонала с I по IV уровень. (РСЗ МАЦ г. СанктПетербург).
Задачей пункта является проведение аттестационных экзаменов
сварщиков на право выполнения сварочных работ при изготовлении, ремонте,
монтаже и реконструкции на объектах Ростехнадзора.
Председателем
комиссии
является
представитель
Головного
Аттестационного Центра.
Проведение практических и теоретических экзаменов сварщиков в АП
обеспечивают аттестованные в соответствии с технологическим регламентом
РД 03-495-02 специалисты ОГСв.
Испытания выполняемых сварщиками контрольных проб производятся
аттестованными специалистами НИТИЦ.
При сварке контрольных проб, их испытаниях и при проведении
теоретических
экзаменов
используются
имеемые
производственные
50
помещения, оборудование и технические средства лаборатории сварки ОГСв и
НИТИЦ.
Область деятельности аттестационного пункта.
Аттестационный пункт выполняет аттестацию сварщиков на I уровень
профессиональной подготовки для получения допуска к сварке при
изготовлении, монтаже, ремонте и реконструкции следующих объектов
Ростехнадзора:
- подъемно-транспортное оборудование;
- котельное оборудование;
- газовое оборудование;
- нефтегазодобывающее оборудование;
-оборудование химических, нефтехимических, нефтеперерабатывающих
и взрывопожароопасных производств.
АП обеспечивает аттестацию сварщиков по следующим способам сварки
и наплавки (обозначения и шифры способов сварки даны в соответствии с РД
03-495-02):
- ручная дуговая сварка покрытыми электродами РД(111);
- ручная аргонодуговая сварка неплавящимся электродом РАД(141);
- механизированная сварка плавящимся электродом в среде активных
газов и смесях МП(135);
- механизированная сварка порошковой проволокой в среде активных
газов МПГ(136);
- автоматическая сварка под флюсом, АФ(12);
- ручная дуговая наплавка покрытыми электродами;
- ручная аргонодуговая наплавка.
Аттестационные испытания проводят для всех групп свариваемых
материалов:
- М01(W01) Углеродистые и низколегированные конструкционные стали
перлитного класса с пределом текучести до 360 МПа;
- М02(W02) Низколегированные теплоустойчивые хромомолибденовые и
хромомолибденованадиевые стали перлитного класса;
- М03(W03) Низколегированные конструкционные стали перлитного
класса с пределом текучести свыше 360 МПа;
М04(W04)
Высоколегированные
(высокохромистые)
стали
мартенситного, мартенситно-ферритного и ферритного классов с содержанием
хрома от 10% до 30%;
- М05(W05) Легированные стали мартенситного класса с содержанием
хрома от 4% до 10%;
- М11(W11) Высоколегированные стали аустенитно-ферритного и
аустенитного классов;
- М21(W21) Чистый алюминий и алюминиево-марганцевые сплавы
- М31 Медь;
- М32 Медноцинковые сплавы;
- М41 Титан и титановые сплавы.
51
Аттестация сварщиков I уровня подразделяется на следующие виды:
- Первичную аттестацию проходят сварщики, не имевшие ранее допуска к
сварке соединений. При первичной аттестации сварщики сдают общий,
специальный и практический экзамены.
- Дополнительную аттестацию проходят сварщики, прошедшие
первичную аттестацию, перед их допуском к сварочным работам, не указанным
в их аттестационных удостоверениях, а также после перерыва свыше 6 месяцев
в выполнении сварочных работ, указанных в их аттестационных
удостоверениях. При дополнительной аттестации сварщики сдают специальный
и практический экзамены.
- Периодическую аттестацию проходят все сварщики в целях продления
указанного срока действия их аттестационных удостоверений на выполнение
соответствующих сварочных работ. При периодической аттестации сварщики
сдают специальный и практический экзамены.
- Внеочередную аттестацию должны проходить сварщики перед их
допуском к выполнению сварки после их временного отстранения от работы за
нарушение технологии сварки или повторяющееся неудовлетворительное
качество выполненных ими производственных сварных соединений. При
внеочередной аттестации сварщики сдают общий, специальный и практический
экзамены.
Методика проведения аттестации сварщиков на I уровень:
- цех подает в аттестационный пункт (АП) заявку на проведение
аттестации, где указывает следующие данные:
а) общие сведения о сварщике, подлежащем аттестации: Ф.И.О., год
рождения, стаж работы, разряд;
б) аттестационные требования: основной металл, способ сварки, группа
основного металла, пластина или труба, тип сварного соединения, толщина
деталей, пространственные положения, сварочные материалы, т.е. сведения
необходимые для проведения аттестации.
в) требования к оценке качества контрольных сварных соединений.
- АП направляет заявку в Головной Аттестационный Центр.
- АП начинает работу, получив технологические карту(ы) на данный
объём аттестации.
Процедура аттестации включает в себя сдачу сварщиком практического, а
затем общего и специального теоретических экзаменов.
На практическом экзамене аттестуемый должен выполнить сварку
контрольного сварного соединения в присутствии члена аттестационной
комиссии.
При сварке контрольного сварного соединения, сварщик должен
выполнить все требования карты технологического процесса сварки.
После сварки, контрольное сварное соединение проходит следующие
методы контроля качества сварного шва:
а) визуальный и измерительный;
б) ультразвуковой или радиографический контроль;
52
в) механические испытания на МП(135), МПГ(136) виды сварки;
Контроль качества выполняется в вышеуказанной последовательности,
т.е. первоначально - визуальный и измерительный, затем – радиографический
или ультразвуковой, механические испытания для МП(135), МПГ(136) .
Объем, методы контроля по результатам практических испытаний
сварщиков изложены в “Технологическом регламенте проведения аттестации
сварщиков и специалистов сварочного производства РД 03-495-02“.
Практический экзамен считается сданным, если при контроле не будет
выявлено недопустимых внутренних или наружных дефектов.
Теоретический экзамен принимается с помощью компьютера по
программам согласованным с Ростехнадзором.
На общем экзамене сварщику задают 20 вопросов по теоретическим
основам сварки, а на специальном не менее 15 вопросов в соответствии с видом
сварки на который он аттестуется и направлением его производственной
деятельности.
Для успешной сдачи общего и специального экзамена сварщику
необходимо правильно ответить не менее чем на 80% заданных ему вопросов
на каждом экзамене.
Сварщик считается аттестованным при успешной сдаче практического и
теоретического экзаменов.
По результатам аттестации отдельно на каждого аттестуемого сварщика
по каждому виду сварки аттестационная комиссия оформляет протокол. К
протоколу прилагается заключение о результатах контроля качества
контрольных сварных соединений. Протокол оформляется в двух экземплярах
один из которых хранится в Головном Аттестационном Центре, а другой в
аттестационном пункте.
По результатам положительной аттестации, Головной Аттестационный
Центр оформляет отдельные по каждому виду (способу) сварки аттестационные
удостоверения. Цвет обложки аттестационного удостоверения сварщика
металлических материалов - синий. Удостоверения сварщиков хранятся в
аттестационном пункте. Срок действия удостоверения – два года.
Аттестация специалистов сварочного производства со II по IV
уровни в соответствии с требованиями Ростехнадзора.
В обязательном порядке аттестации подлежат специалисты сварочного
производства на II, III, IV уровни (п.5.3 ПБ 03-273-99), допущенные к
руководству и техническому контролю за проведением сварочных работ,
включая работы по технической подготовке производства сварочных работ,
разработку документации.
- II уровень (аттестованный мастер-сварщик) – мастера, прорабы,
специалисты УКП;
- III уровень (аттестованный технолог-сварщик) – начальники отделов,
лабораторий, секторов, тех.бюро, и.т.д.;
- IV уровень (аттестованный инженер-сварщик) – гл. сварщики, их
заместители.
53
Методика проведения аттестации:
- процедура аттестации включает в себя сдачу специалистом общих и
специальных теоретических экзаменов, а так же практического задания;
- теоретический экзамен принимается с помощью компьютера по
программам согласованным с Ростехнадзором. Специальные экзамены сдаются
в соответствии с группой опасных технических устройств на который
специалист аттестуется;
- для успешной сдачи общих и специальных экзаменов, необходимо
правильно ответить не менее чем на 80% заданных ему вопросов на каждом
экзамене;
- практическое задание заключается в написании технологического
процесса сборки и сварки сварного узла являющегося частью конструкции
опасного производственного объекта;
- специалист считается аттестованным при успешной сдаче
теоретических экзаменов и практического задания.
По результатам положительной аттестации, Головной Аттестационный
центр
оформляет
аттестационное
удостоверение.
Цвет
обложки
аттестационного удостоверения - красный. Срок действия удостоверения – три
года - для II и III уровня, пять лет - для IV уровня.
Аттестация сварочных технологий, сварочных материалов и
сварочного оборудования в соответствии с требованиями Ростехнадзора.
Методика проведения аттестации сварочных технологий, сварочных
материалов и сварочного оборудования в целом между собой близка по
требованиям предъявляемым к процедуре проведения аттестации.
Использование не аттестованных технологий, сварочных материалов и
сварочного оборудования при изготовлении, монтаже, ремонте и
реконструкции технических устройств на опасных производственных объектах
не допускается.
Предложение по формированию специальной компетенции.
Специалист, который приходит на предприятие, должен иметь
определённую компетенцию.
Для этого необходимо ввести курс: “Основные направления системы
аттестации сварочного производства в процессе подготовки инженеров
сварщиков”.
Курс должен включать разделы:
надзорные органы;
система аттестации сварочного производства;
нормативные документы, определяющие требования в сварочном
производстве Российские и международные:
- ISO 14731 – надзор за сваркой, задачи и ответственность,
- ISO 3834 – требования к качеству.
54
СРАВНИТЕЛЬНЫЙ АНАЛИЗ ИСПОЛЬЗОВАНИЯ
СУДОСТРОИТЕЛЬНОЙ И МАШИНОСТРОИТЕЛЬНОЙ САПР В
КОМПЛЕКСНОЙ ПОДГОТОВКЕ СУДОСТРОИТЕЛЬНОГО
ПРОИЗВОДСТВА (НА ПРИМЕРЕ TRIBON – CATIA)
О.В. Казакевич, ОАО «ЦС «Звездочка»
В настоящее время системы автоматизированного проектирования
решают полный спектр задач, связанных с подготовкой производства.
Специализированные системы позволяют не только выполнять все
необходимые функции, но и предоставляют пользователю знакомую среду со
своей собственной отраслевой терминологией, что во многом облегчает работу,
особенно пользователям, которые только начинают работать с моделированием
судовых конструкций.
Машиностроительные же системы позволяют на базе основных
примитивов на интуитивном уровне выполнять построения любых сложных
объектов, но не в судостроительном контексте. Самостоятельные доработки
подобных систем пользователями чаще всего не дают того удобства, которое
предоставляют системы, созданные для судостроения изначально.
Примером параллельного использования двух видов систем
автоматизированного проектирования может служить конструкторский отдел
ОАО «ЦС «Звездочка», где в настоящее время совместно используются
судостроительная система Tribon и САПР широкого профиля CATIA.
САПР CATIA (версия V5) используется на предприятии около 10 лет,
наработан большой опыт применения машиностроительных модулей для
моделирования корпусных конструкций, а также подготовки технологической
документации (эскизов на изготовление деталей, карт раскроя и пр.)
САПР Tribon (версия M3) используется на предприятии с апреля 2012
года. Данная система была выбрана предприятием для работы в связке с
проектантом – ОАО «ЦМКБ «Алмаз». Проектант передает на предприятие
модели, по которым специалисты КО оформляют чертежи на изготовления
секций корпуса, а также получают данные для выпуска всего комплекса
технологической документации (в автоматизированном режиме).
На основе опыта внедрения и использования указанных систем была
составлена Таблица 1.
Таблица 1
Сравнительная характеристика САПР Tribon и CATIA по удобству
использования
№
п/п
1
2
Оценка*
Факторы
Tribon
CATIA
достаточно
сложно,
Сложность
настройки
практически
не
требуется
специально
под конкретный проект
требуется
обученный человек
Время
обучения порядка 1 месяца до 1 неделя, при условии
55
пользователя (с «нуля»)
3
4
5
6
начала выпуска первых понимания принципов
моделей
трехмерного
моделирования
Использование
основной
принцип
примерно 50/50, не
стандартизованных узлов работы, используется на
является обязательным
в процессе работы
100%
позволяет организовать требует
создания
Возможность совместной совместную работу без дополнительного
работы над проектом
дополнительных
сервера,
установки
настроек
специального ПО
судостроительная
практически
полное
Соответствие
терминология
соответствие, отличие
судостроительным
отсутствует, возможна
только в национальных
нормам, терминологии
доработка интерфейса
стандартах
пользователем
Покрытие
задач
по
практически полное покрытие
подготовке производства
Как видно из представленного сравнения, обе системы обеспечивают
практически полное покрытие задач по подготовке судостроительного
производства.
Основные задачи, решаемые обеими системами, приведены в таблице 2
наряду с оценкой по десятибалльной шкале и примечаниями для обеих систем.
Таблица 2
Сравнительный анализ САПР Tribon и CATIA по показателям работы
№
п/п
Задачи,
системами
решаемые
1
Построение
поверхности
2
Выполнение расчетов
геометрии,
гидростатики,
прочности
3
Построение
ситуационной модели
(расположение
отсеков, помещений)
4
Построение
корпусных
судовой
моделей
Оценка*, примечания
Tribon
CATIA
3/10
9/10
есть инструментарий, но широкий
чаще
поверхность инструментарий
по
импортируется
из созданию и обработке
других систем
поверхности корпуса
2/10
9/10
расчеты всех видов доступны
только
выполняются на основе расчеты
геометрии
модели
корпуса, (объемы,
площади,
расчеты
одобрены инерционные
Морским Регистром
характеристики)
7/10
8/10
есть
специальные блоки,
секции
и
инструменты;
блоки, помещения
секции и помещений организуются в виде
используются
при подсборок,
формировании
формирующих
структуры модели
структуру модели
6/10
8/10
построение моделей на построение моделей из
56
конструкций
5
Построение моделей
оборудования
и
судовых устройств
6
Оформление чертежей
секций
корпуса
и
судовых систем
7
Автоматизация
выпуска
технологической
документации
8
Передача данных
PDM/PLM/ERP
9
Техническая
поддержка,
«фиксы»
Итоговая оценка
в
патчи,
основе готового проекта
и
наполненных
каталогов
2/10
излишне сложно, чаще
модели импортируются
из механических САПР
10/10
при построении модели
корпуса формируется до
80% видов и сечений
чертежа.
Необходимо
дооформление
по
стандартам предприятия
или заказчика
9/10
при условии правильно
построенной модели и
настроенного проекта
технологическая
документация
выпускается
в
автоматизированном
режиме
0/10
Закрытая
система,
передача данных через
стандартные «мостики»
данных
невозможна,
имеет свой внутренний
формат данных
2/10
Поддержка
осуществляется одной
фирмой
–
дистрибьютером.
Обновления не выходят
с осени 2011 года
51/90
геометрических
примитивов и каталогов
стандартных элементов
10/10
модели
любой
сложности могут быть
построены
7/10
виды и сечения чертежа
строятся по готовой
модели.
Необходимо
дооформление
по
стандартам
предприятия
или
заказчика
7/10
при использовании в
связке с SmarTeam или
Enovia
SmarTeam
технологическая
документация
выпускается
в
автоматизированном
режиме
10/10
Совместима с БД на
Oracle, также позволяет
выводить данные в
нейтральных форматах
10/10
Поддержка
осуществляется
достаточно
большим
числом фирм. Система
постоянно обновляется,
выходят исправления и
сервис-паки
68/90
* - Автор не претендует на представление истины в последней инстанции,
анализ выполнен на основании личного опыта.
Итоговая оценка может показаться субъективной, и во многом ее
результат объясняется различным временем использования систем на
предприятии.
57
При этом необходимо отметить, что Tribon работает на основе базы
данных, а CATIA – на основе файловой системы. Отсюда следуют совершенно
различные требования к производительности, а, следовательно, к аппаратному
обеспечению компьютера. Tribon позволяет визуализировать достаточно
крупные секции и блоки корпуса; если же судно небольшое, то загрузить для
отображения можно и весь корпус. CATIA же использует большое количество
ресурсов, поэтому даже в режиме кэширования загрузить весь корпус
получится только на мощной рабочей станции.
Рис. 1. Кормовой блок, построенный в САПР CATIA
Помимо всего вышеперечисленного, необходимо отметить, что для нужд
проектирования
новых
судов,
действительно,
более
подходят
специализированные системы, как Tribon.
При проектировании создается особый контекст, так называемая «среда
проекта», которая позволяет эффективно выполнять комплекс работ по
создания моделей, выпуску чертежей и различной необходимой документации.
Для нужд судоремонта гораздо более подходят системы широкого
профиля, не требующие создания и наполнения проекта. В случае, когда
необходимо на заказе снять 3-4 размера, а затем, в короткие сроки построить
модель и выпустить чертеж и документацию на изготовление конструкции,
необходимость иметь наполненный данными проект сводит на нет все
преимущества специализированных систем.
58
Рис. 2. Модель корпуса, построенная в САПР Tribon
На выбор системы автоматизированного проектирования и подготовки
производства влияют множество факторов, от правильной интерпретации
которых в конечном итоге будет зависеть успешность и экономическая
целесообразность внедрения. В некоторых случаях, как было показано выше,
использование нескольких систем также является обоснованным.
ЛИТЕРАТУРА
1. Техническая документация по использованию САПР Tribon и CATIA
59
ИНТЕРМОДАЛЬНЫЕ ПЕРЕВОЗКИ И МИРОВОЙ КОНТЕЙНЕРНЫЙ
ФЛОТ: ДИНАМИКА И СТРУКТУРА
Н.И.Черенков, С.А. Русановский, филиал САФУ в г. Северодвинск»
1. Контейнерные перевозки в системе мировой торговли
Контейнеризация грузовых перевозок вызвала технологическую
революцию в транспортной сфере, введя в действие комбинированные
(интермодальные, т.е. с использованием нескольких видов транспорта)
перевозки в унифицированных на международном уровне контейнерах,
осуществляемые по принципу «от двери до двери», «точно в срок». Отсутствие
перегрузки содержимого контейнеров в портах, повышенная сохранность груза,
возможность ускоренной обработки контейнеров в портовых терминалах
позволили транспортникам и их клиентам существенно сократить время
доставки груза, и свести к минимуму эксплуатационные расходы. Наибольшее
распространение контейнеризация получила при перевозке готовых
промышленных изделий, время- и термочувствительных грузов и других
высоко рейтинговых товаров.
Рис. 1, Мировые контейнерные перевозки грузов, 1990-2012 г.г. (млн. TEU и
годовые изменения в процентах).
Источник: UNCTAD.
60
Зародившись в 1956 г. в США1, интермодальные перевозки быстро
получили признание как у перевозчиков, так и грузоотправителей и начали свое
стремительное распространение в международной торговле. Условной
отправной точкой в этом процессе является начало в 1966 году компанией SeaLand трансатлантических контейнерных перевозок из США в Европу. В
течение 1970-х и 1980-х годов формируются общемировая система
контейнерных перевозок, охватившая в основном на развитые страны.
В 1990-х гг. проявился новый фактор развития контейнерных перевозок,
связанный с вступлением Китая в сферу мировой торговли и производства,
который к началу 21 века стал крупнейшим производителем разнообразной
продукции. Концентрация промышленного производства в Юго-Восточной
Азии обусловила необходимость доставки произведенных товаров к местам их
основного потребления в Европе и Северной Америке на основе линейных
судоходных перевозок контейнерных грузов. В 2000-х годах контейнеризация
получила повсеместное распространение, как географически (в рамках
мировых рынков), так и по товарной номенклатуре (в пределах
производственных и торговых цепочек) и становится существенным фактором
глобализации мировой экономики.
Рис.2. Динамика контейнерных перевозок в млн. т., 1990-2012 гг.
1
Инициатором интермодальных перевозок является М. Маклин (M. McLean), основатель
судоходной компании Sea-Land, вошедшей затем в состав датской Maersk Line.
61
Источник: UNCTAD.
Глобализация экономики сопровождалась мощным ростом объемов
контейнерных перевозок, которые увеличивались примерно на 10% ежегодно,
и быстрым распространением контейнерных перевозок в регионах, где эти
услуги были недостаточно развиты.
По данным UNCTAD (Ассоциация по Торговле и Развитию при
Организации Объединенных Наций) объем морских контейнерных перевозок в
мировой торговле увеличился в 2,5 раза в период с 1990 г. по 2000 г. и более
чем в 2 раза в течение 2000-2008 гг. При этом на контейнеры приходится около
60 % в стоимостном выражении и 25% в весовом измерении сухих грузов,
перевозимых морем.
В 2008 г. объем морских контейнерных перевозок составил 137 млн. TEU,
что соответствует 1320 млн. т контейнерных грузов. Прогнозировался и
дальнейший рост перевозок на уровне 9-10% в год. Однако снижение деловой
активности в связи с наступившим мировым финансовым кризисом привело
году к падению в 2009 объемов перевозок к показателю 2008 годом на 9%. В
целом за 2009 год было перевезено 124 млн. TEU или 1200 млн. т грузов.
Причем это был первый спад по итогам года за всю историю контейнерной
индустрии. Вопреки многим пессимистическим прогнозам, отрасль
контейнерных перевозок, благодаря прочному фундаменту, заложенному в
предшествующие пятьдесят лет, уже в 2010 году вышла на докризисный
уровень, достигнув 140 млн. TEU и 1 347 млн. т грузов, рис. 2. В 2011-2012 гг.
прирост перевозок составлял уже около 8%, что соответствует докризисному
периоду [3]. В дальнейшем рост или сокращение объемов перевозок будет
определяться главным образом результатом изменений в уровне экономической
активности в мировом масштабе.
Основной объем контейнерных перевозок осуществляется по трем
направлениям: Азия – Северная Америка, Азия – Европа и Европа – Северная
Америка.
Наибольший объем перевозок контейнеров на этих маршрутах в
предкризисный период наблюдался в 2008 г. и составил по направлению Азия –
Америка примерно 18,8 млн. TEU. При этом из Азии в США было перевезено
около 13,5 млн. TEU, а в обратном направлении – порядка 5,3 млн. TEU.
Другим крупнейшим контейнерным маршрутом является евроазиатский.
Максимальные объемы груженых контейнеров перевозились из Азии в Европу
– около 13,3 млн. TEU. Значительно меньше контейнеров поступило из Европы
в Азию – порядка 5,2 млн. TEU. Примерно те же уровни перевозок сохранились
и в 2010-2011 гг., табл.1.
Имеющийся огромный дисбаланс в перевозках по этим направлениям
связан с тем, что объемы поставок товаров из Азии в США и Европу все время
растут вследствие очень высокого уровня потребления населения. В то же
время большинство стран азиатского региона имеют статус развивающихся
экономик с относительно низким платежеспособным спросом.
Перевозки грузов в контейнерах по маршруту Европа – США – Европа
отличаются относительно небольшими объемами и стабильностью. Общее
62
количество перевозимых контейнеров в последние годы составляет около
6 млн. TEU, при этом в грузопоток в США постоянно превышает перевозки в
обратном направлении на 0,6-0,8 млн. TEU. Исключением стал 2009 год, когда
перевозки в обоих направлениях упали на 0,6 млн. TEU при сохранении той же
диспропорции между маршрутами.
Таблица 1
Объемы грузопотоков на основных направлениях Восток-Запад,
1995-2011 годы (млн. TEU)
Транстихоокеанские
Евроазиатские
Трансатлантические
Дальний
Северная
Дальний
Европа Европа
- Северная
Год Восток
- Америка Восток
- Дальний
Северная Америка Северная Дальний
Европа
Восток
Европа
Америка
Америка
Восток
1995 4,0
3,5
2,4
2,0
1,7
1,7
2000 7,3
3,5
4,7
2,5
2,7
1,7
2005 11,9
4,5
9,3
4,4
3,7
2,0
2006 13,2
4,7
11,2
4,5
3,7
2,1
2007 13,5
5,3
13,0
5,0
3,5
2,4
2008 12,9
6,4
13,3
5,2
3,4
2,6
2009 10,6
6,1
11,4
5,5
2,7
2,0
2010 12,9
6,0
13,5
5,6
3,1
2,8
2011 12,7
6,0
14,1
6,2
3,4
2,8
Источник: UNCTAD
Крупнейшим игроком на рынке морских контейнерных перевозок
является Китай, на который приходится наибольшее количество
экспортированных и импортированных груженных контейнеров. В 2010 г.
линейный экспорт Китая составил 31,3 млн. TEU, а импорт – 12,0 млн. TEU.
Если рассматривать Большой Китай (КНР, Тайвань, Гонконг), то экспорт из
Китая возрастает до 36 млн. TEU, импорт до 17 млн. TEU (31,5% и 17% всего
экспорта и импорта соответственно). Занимающие второе место по
Занимающие второе место по экспорту-импорту контейнерных грузов США
отправили из страны 11,2 млн. TEU, ввезли 17,6 млн. TEU [7]. Из
наметившихся тенденций следует отметить устойчивую динамику роста
контейнерного экспорта, показываемую рядом развивающихся стран, таких как
Бразилия, Индонезия, Малайзия, Таиланд, которые усиленно наращивают
объемы контейнерного экспорта и по этому показателю превосходят (или
находятся на одном уровне) такие развитые страны как Германия, Франция,
Италия.
Организация контейнерных перевозок предполагает наличие узловых
портов – «хабов», соединенных между собой магистральными, как правило,
трансокеанскими линиями, в которых преобладающими операциями являются
63
операции перевалки контейнеров с судна на судно, или трансшипмент. Такие
порты должны быть крупнейшими портами побережья и иметь возможность
принимать суда максимальных размеров и осуществлять погрузку и разгрузку
контейнеров с максимальной скоростью. Для быстрого и регулярного
накопления грузовых партий соответствующих размеров существует система
«подпитки» этих портов морскими маршрутами, называемых фидерными, из
близлежащих портов данного побережья.
Таблица 2
Крупнейшие 10 портовых контейнерных терминалов и их грузооборот
в 2009- 2011 годах, млн. TEU
Порты
Страна/Территория 2009
Шанхай
Китай
25,0
Сингапур
Сингапур
25,9
Гонконг
Гонконг (Китай)
21,0
Шеньчжэнь
Китай
18,3
Пусан
Корея
12,0
Нинбо
Китай
10,5
Гуанчжоу
Китай
11,2
Циндао
Китай
10,3
Дубай
ОАЕ
11,1
Роттердам
Нидерланды
9,7
Источник: UNCTAD
2010
29,1
28,4
23,7
22,5
14,2
13,1
12,6
12,0
11,6
11,1
2011 (оценка)
31,7
29,9
24,4
22,6
16,2
14,7
14,4
13,0
13,0
11,9
Наряду с узловыми портами получили развитие крупные
специализированные контейнерные терминалы, оснащенные мощной
погрузочно-разгрузочной техникой, имеющие развитую систему складского
хозяйства и соответствующую транспортную инфраструктуру. Эти порты,
получившие название входных портов (англ. gateway – вход, ворота), также
обслуживают магистральные линии, но в их работе помимо трансшипмента
важное место занимает перевалка контейнеров с участием автомобильного,
железнодорожного транспорта и речных судов, которые принимают и
доставляют груз конечным потребителям. Уровень развития портовой
инфраструктуры по обработке контейнеров существенно влияет на
формирование фрахтовых ставок, которые составляют для развитых стран
около 6% от стоимости импорта, для развивающихся стран Азии – 7-8%, а для
стран Африки превосходят 10% [3, 2010].
Ведущая роль Китая в контейнерных перевозках обеспечивается развитой
портовой инфраструктурой. В списке десяти крупнейших контейнерных портов
мира, табл. 2, девять относятся к азиатскому континенту. Китаю в этой десятке
принадлежат шесть портов, еще два находятся в Восточной/Юго-Восточной
Азии, по одному – на Ближнем Востоке и Европе.
Всего в портах Большого Китая в 2011 году было обработано 182,6 млн.
TEU, что составило 31,9% мирового контейнерного трафика. Заметим, что
динамика роста контейнерного грузооборота китайских портов и портов
64
развивающихся стран на протяжении первого десятилетия 21 века намного
превосходила аналогичные показатели европейских и американских портов,
большинство которых были вынуждены покинуть первую десятку (ЛосАнджелес, Лонг-Бич, Гамбург, Антверпен). В ближайшем будущем покинуть
ведущую десятку может и Роттердам, которому на пятки наступают китайский
Тяньцзинь и тайваньский Гаосюн. В целом, на долю Азии приходится около
60% контейнерного грузопотока, проходящего через порты мира [3, 2012].
2. Состояние мирового контейнерного флота
Увеличение объемов перевозок контейнерных грузов, вызванное
глобализацией
экономики
и
международным
разделением
труда,
сопровождалось интенсивным ростом как количественного состава флота
контейнеровозов2, так и его вместимости. При этом рост флота
контейнеровозов происходил значительно быстрее, чем у других типов судов,
табл.3. Удельный вес судов для перевозки контейнеров в совокупном тоннаже
мирового флота увеличился с 1,6% в 1980 году до 13,5% в 2012 году. Эти
изменения произошли, главным образом, за счет судов, рассчитанных на
перевозку генеральных грузов, доля которых за тот же период сократилась с
17% до 7,2%.
По данным на 1 января 2012 г. мировой флот контейнерных судов
составлял 5012 судов с общей контейнеровместимостью 15,4 млн. TEU [1].
Как видно из табл. 3, в течение 2005-2010 гг. произошло удвоение
контейнеровместимости флота контейнеровозов, хотя количество судов
увеличилось только в 1,5 раза. Даже в наиболее проблемных 2009-2010 гг.
продолжался рост, как количества, так и вместимости флота. Кроме того,
продолжает по-прежнему увеличиваться средний размер судов.
Таблица 3.
Структура мирового флота по основным типам судов, млн. т дедвейта
Годы
1980 1985 1990 1995 2000 2005 2010 2011 2012
Контейнеровоз
11
20
26
44
64
98 169 184 198
ы
Суда для гене- 116 106 103 104 101 92 108 109 106
ральных грузов
Балкеры
186 232 235 262 276 321 457 532 623
Танкеры
339 261 246 268 282 336 450 475 507
Прочие суда
31
45
49
58
75
49 92
96
100
Весь флот
683 667 658 735 808 888 1194 1293 1462
Источник: UNCTAD
Контейнерный флот является самым молодым среди всех типов
транспортных судов. Возраст судов, работающих на контейнерном рынке,
составляет в среднем 10,7 года. Примерно 27,7% контейнеровозов (18,3% по
2
Под контейнеровозами здесь понимаются полностью ячеистые контейнерные суда.
65
дедвейту) были построены до 1995 г., 28,2% судов (35,6% по дедвейту) было
введено в эксплуатацию менее пяти лет назад [1].
Представляет интерес распределение флота контейнеровоза по
контейнеровместимости, табл. 4. В соответствии с принятой системой
организации контейнерных перевозок, контейнеровозы делятся на
магистральные вместимостью более 3000 TEU и фидерные, имеющие
вместимость менее 3000 TEU. В последние годы флот усиленно пополнялся
большими и сверх большими судами классов Large Post Panamax и ULCS,
вместимостью, соответственно, 8000-10000 TEU и более 10000 TEU, стоимость
перевозки контейнеров на которых относительно ниже, чем на судах меньшей
вместимости. Однако, несмотря на это доля фидерных контейнеровозов в
общей вместимости флота увеличилась на начало 2012 года по сравнению с
аналогичной датой 2008 года с 25,1% до 28,0% [4].
Таблица 3.
Динамика численности и размеров флота ячеистых контейнеровозов (по
состоянию на начало года)
Все
страны Количество Контейнеровместимость Средние размеры
мира
судов
в TEU
судов (TEU)
1987
1 052
1 215 215
1 155
1997
1 954
3 089 682
1 581
2005
3 347
7 318 000
2 186
2007
3 904
9 436 377
2 417
2008
4 276
10 760 173
2 516
2009
4 638
12 142 444
2 618
2010
4 677
12 824 648
2 742
2011
4 868
14 081 957
2 893
2012
5 012
15 406 610
3 074
Прирост в %
3,0
9,4
6,3
2012/2011
Источник: UNCTAD
Большинство новых судов для перевозки контейнеров не оснащаются
подъемными устройствами. В 2011 году на долю судов, имеющих такие
устройства, приходилось 46,9 суммарной вместимости новых контейнеровозов,
а в 2010 году она составляла всего 4,4%. Суда, оборудованные подъемными
устройствами, наиболее представлены в диапазоне грузовместимости от 2 000
до 2499 TEU, где они составляют 63% всего существующего флота. Из
наименее крупных судов вместимостью от 100 до 499 TEU подъемными
устройствами оборудованы 31%, тогда как среди контейнеровозов, способных
перевозить более 4000 TEU, доля таких судов практически равна нулю [3].
Таблица 4.
Состав флота и портфель заказов на контейнерные суда на 1 января 2012 г.
Размерная
Существующий флот
Портфель заказов
группа
Число 1000
Доля, % Число
1000
Доля, %
66
судов, TEU
ед.
<999
1099
662
4,3
1000 - 1999
1286
1826
11,9
2000 - 3999
1046
2954
19,3
4000 - 5999
921
4381
28,6
6000 - 7999
250
1663
10,9
8000 - 9999
280
2405
15,7
>= 10000
111
1406
9,2
Total
4993
15297
100
Источник: ISL SSMR, Volume 56, No 5/6
(TEU)
судов,
ед.
32
87
89
110
42
106
165
631
TEU
21
120
286
508
288
929
2204
4356
0,5
2,7
6,6
11,7
6,6
21,3
50,6
100
Мировой рынок морских контейнерных перевозок поделен между
относительно небольшим числом крупных судоходных компаний. Согласно
данным UNCTAD на 1 января 2012 года, 20 крупнейшим контейнерным
операторам принадлежало 69,6% мирового флота судов-контейнеровозов
(включая и не специализированные) общей вместимостью 12,5 млн. TEU.
Среди этих 20 компаний 11 компаний из развивающихся стран и 9 из развитых
стран. Большинство в этом списке с 14 компаниями занимает Азия, одна из
Латинской Америки, пять из Европы. Тройку лидеров возглавляют компании,
которые имеют штаб-квартиры в Дании, Швейцарии и Франции. В табл. 5
представлены десять лидирующих на рынке операторов контейнерных судов.
Таблица 5.
Top-10 судоходных компаний, работающих на рынке контейнерных перевозок
(по данным на 1 января 2012)
Доля в Рост вмеКолич Ср.
мирово стимости в
Страна/
Оператор
ество размер TEU
м
TEU
в
территория
судов судна
флоте, 2011 г., в
TEU
%
Maersk Line
Дания
453
4646
2104825 11,8
15,6
MSC
Швейцария 432
4688
2025179 11,3
14,9
CMA CGM Group Франция
290
4004
1161141 6,5
8,5
APL
Сингапур 144
4168
600168 3,4
1,4
COSCO
Китай
145
4304
624055 3,5
10,3
Evergreen Line
Тайвань
159
3590
570843 3,2
-3,9
Hapag-Lloyd Group Германия 145
4476
648976 3,6
15,8
CSCL
Китай
124
4493
557168 3,1
20,9
Hanjin
Республика 101
4927
497641 2,8
11,2
Корея
MOL
Япония
107
4194
448727 2,5
23,6
Источник: UNCTAD
67
Наиболее крупным оператором судов на 1 января 2012 года являлась
датская компания Maersk-Line – 2,10 млн. TEU с долей в 11,8% в мировом
контейнерном флоте. Далее следуют компании MSC (Швейцария) – 2,03 млн.
TEU и СMA CGM Group (Франция) – 1,16 млн. TEU.
Несмотря продолжающийся мировой кризис крупнейшие операторы
стремятся пополнить свой флот новыми судами, особенно, большими, желая
зафиксировать свою долю рынка и получить эффект от масштаба.
Продолжается вывод контейнерного флота на разделку (средний возраст судов
25-27 лет) и с опережающим вводом в эксплуатацию новых судов. Среди
построенных в 2010-2012 гг. контейнеровозов многие имели вместимость 10000
TEU и более; ежемесячно в эксплуатацию сдавались контейнеровозы общей
вместимостью около 100 000 TEU. Из 194 новых поставок контейнеровозов в
2011 году 109 составили суда классов Post-Panamax, из которых 46 являлись
сверх большими контейнерными судами (ULCS) с вместимостью более чем
10000 TEU [5].
На начало 2012 года портфель заказов контейнеровозов, табл. 4, включал
суда суммарной вместимостью 4,31 млн. TEU или 28% существующего парка,
по сравнению с 3,85 млн. TEU на ту же дату 2011 года (27% парка). Объем
портфеля заказов контейнеровозов соответствует 28% действующего тоннажа.
Пиковое соотношение между заказанными и работающими контейнеровозами
имело место осенью 2007г., когда заказ соответствовал 61% существующего
флота.
Рис. 3. Соотношение вместимости действующих
контейнеровозов по размерным группам.
Источник: ISL SSMR, Volume 56, No 5/6
68
и
заказанных
Анализ заказов на контейнеровозы, рис.3, свидетельствует о повышенном
интересе судовладельцев к крупным и сверхбольшим судам, типа Post-Panamax
и ULCS, вместимостью 12000-15000 TEU и даже больше. Особый интерес с
сверхбольшим контейнеровозам вместимостью 12000 TEU и более возник в
2007 году, когда администрация Панамского канала объявила о начале работ по
расширению и строительству новых шлюзов.
Портфель заказов во многом все еще остается несбалансированным, при
этом 90% заказа по вместимости сосредоточено на судах свыше 4000 TEU.
Объем заказов на суда более 4000 TEU составляет 39% существующего флота,
в то время как этот показатель для судов вместимостью менее 4000 TEU
составляет всего 7,5%.
Как видно из графиков, представленных на рис. 4, мировой финансовый
кризис повлиял в основном на размещение заказов в 2009 году. В 2010 году
заказы практически на все типы судов выросли, а на суда вместимостью более
8000 TEU возросли более чем в семь раз относительно 2009 года. При этом
стоимость постройки упала для судов контейнеровместимостью 6500 TEU со
108 млн. долларов в 2008 году до 74 млн. долларов по состоянию на март 2010
года, а для судов с вместимостью 500 TEU c 21 до 10 млн. долларов[3].
Практически все заказы на постройку контейнеровозов размещаются на
верфях Южной Кореи, Японии и Китая. Лидерами контейнерного судостроения
выступают корейские верфи Samsung H.I., Hyundai H.I. (HHI), Daewoo (DSME),
Hyundai Samho H.I., на которые приходятся и наиболее крупные заказы на
постройку сверхкрупных контейнеровозов вместимостью 10000 TEU и более.
Из европейских стран контейнеровозы строятся в Германии, Дании, Польше.
При этом только датская верфь Odense Steel Shipyard имеет возможность
строить суда класса ULCS.
2500
2000
1500
1000
500
0
Feeder
Handy
2008
Sub Panamax
2009
Panamax
2010
Small Post
Panamax
2011
69
Large Post
Panamax
2012
Ultra large
Рис. 4. Портфель заказов на новые контейнеровозы в 1000TEU в 20082012 гг.
Источник: Shipping and Shipbuilding MarketS 2008-2012
Основными заказчиками на постройку контейнеровозов выступают
крупнейшие судоходные компании APM-Maersk, Evergreen Line, Mediterranean
Shg Co и другие, рис. 5, составляющие десятку ведущих операторов
контейнерных судов. Около половины действующего флота зарегистрировано в
странах «дешевого» флага, среди которых выделяются Либерия (21,5% общего
тоннажа, 2011 г.) и Панама (19,5%). По национальной принадлежности
владельцев судов крупнейшим флотом контейнеровозов обладают Большой
Китай (10%), Германия (8,3%) и Великобритания (5,4%).
Рис. 5. Наиболее крупные портфели заказов компаний операторов
контейнерных судов на 23 января 2013 г. в 1000TEU.
Источник: Alphaliner
Заключение
1. Проведенный анализ динамики и структурных изменений
контейнерных перевозок и флота указывает на тесную связь перевозок с
международным разделением труда. Производство промышленных товаров
повседневного спроса все более сосредотачивается в развивающихся странах с
дешевой рабочей силой, а потребление – в развитых странах, где население
имеет более высокие доходы.
2. Владение и управление контейнерным флотом, требующие наличия
крупного капитала, в основном осуществляется компаниями, принадлежащими
развитым странам.
3. В ближайшие годы процессы роста контейнерных перевозок и флота
контейнерных судов продолжатся при возрастании роли развивающихся стран.
70
4. Размещение подавляющего числа заказов на постройку
контейнеровозов в Восточной Азии свидетельствует, что машиностроительные
отрасли, имеющие высокую трудоемкость, такие как судостроение, по мере
укрепления
национального
капитала
и
развития
инфраструктуры
концентрируются в странах с низкой или относительно невысокой стоимостью
труда.
Литература
2. AXS Alphaliner Weekly Newsletter, Volume 2011 Issue 34, Published August,
2011
3. Drewry (2010). Container Forecaster 1Q10. Quarterly Forecasts of the
Container Market. Published 1 April 2010. Drewry Shipping Consultants Ltd:
London.
4. Review Of Maritime Transport, 2008-2012, UNCTAD, New York
5. Shipping and Shipbuilding MarketS 2008-2012. BRS, Paris
6. Shipping Statistics and Market Review, Volume 55, No 5/6, ISL, Bremen,
2011
7. Shipping Statistics and Market Review, Volume 56, No 5/6, ISL, Bremen,
2012
8. http://www.worldshipping.org/about-the-industry/how-liner-shipping-works
71
РАЗВИТИЕ СИСТЕМЫ АТТЕСТАЦИИ СВАРОЧНОГО ПРОИЗВОДСТВА
В СЕВЕРО-ЗАПАДНОМ РЕГИОНЕ
А.М. Левченко, к.т.н, ООО «РСЗ МАЦ» НАКС, г.Санкт-Петербург
Во всем мире сварка признана специальным процессом и требует, как
специальный технологический процесс, обязательного сопровождения
контрольными операциями на все время изготовления сварочной продукции.
В 1992 году Россия вступила в цивилизованные отношения по сварочным
процедурам, таким как построены во всем мире, путем создания
Национального Аттестационного Комитета по сварочному производству.
Создали
Национальный
Аттестационный
Комитет
такие
мощные
Государственные образования, как Государственный Стандарт, Министерство
Высшей и Научно-Технической Политики, Атомнадзор и Госгортехнадзор, рис
1.
Постановления создания и
функционирования НАКС
Постановление о создании независимого органа НАКС
ноябрь 1992 г.
Председатель НАКС – Академик РАН Алешин Н.П.
Соглашение о сотрудничестве между ФС Ростехнадзора
и НАКС
декабрь 2006 г.
Приказ № 208 ФА по техническому регулированию и метрологии о
создании ISO ТК-44 «Сварка и родственные процессы»
январь 2007 г.
Председатель ISO ТК-44 – Алешин А.П.
Приказ № 398а ФС Ростехнадзора утвердить и ввести в действие
Положение о САС сварочного производства на объектах Ростехнадзора
июнь 2008 г.
Рис. 1. Нормативные документы по функционированию НАКС
Главным организатором первой независимой системы Национальной
Аттестации по Сварочному производству, т.е. НАКС стал академик Российской
Академии Наук Алешин Николай Павлович, а его самыми активными
сподвижниками стали доктора технических наук: Лукьянов Виталий
Федорович, Орлов Александр Семенович, Котельников Владимир Семенович,
член корреспондент РАН Лопота Виталий Александрович и кандидат
технических наук Прилуцкий Андрей Иванович. За время существования
системы, она претерпела много трудностей, так как Россия, опираясь на
европейский и международный опыт процедур аттестации сварочного
72
производства все-таки шла своим путем. Развитие системы аттестации в стране
активно поддерживают только Ростехнадзор и строители, рис 2. Атомная и
судостроительные отрасли держатся пока отдельно, что снижает силу
сварщиков России на международном форуме.
СТРУКТУРА САСв РОСТЕХНАДЗОРА
РОСТЕХНАДЗОР
Система Аттестации Сварочного производства (САСв)
НАУЧНО – ТЕХНИЧЕСКИЙ СОВЕТ
(РОСТЕХНАДЗОР, РАН, МИНОБРАЗОВАНИЯ, ОПОРА РОССИИ,
РОСТЕХРЕГУЛИРОВАНИЯ)
НАКС
КООРДИНИРУЮЩИЙ ОРГАН, Орган по аккредитации
ОРГАНЫ ОЦЕНКИ СООТВЕТСТВИЯ
(Исполнительные и инспекционные органы)
(по ПБ 03-273-99, РД 03-495-02, РД 03-613-03, РД 03-614 – 03, РД 03-615-03)
Система добровольной сертификации № РОСС RU.И 105.04СС00
Система добровольной сертификации № РОСС RU.И 106.04СС00
Рис. 2. Структура САСв Ростехнадзора
Правила аттестации сварщиков, специалистов сварочного производства
создавались почти 5 лет и в создании этих правил участвовало много
специалистов университетов и институтов. Кроме этих документов за
последнее десятилетие НАКС создал процедурные документы аттестации
технологии, оборудования и материалов РД03-613-03, РД03-614-03,РД03-61503, которые заложили основу для оценки соответствия качества сварочного
производства при строительстве, изготовлении, монтаже и ремонте опасных
промышленных объектов России. В настоящее время в САС работают только
аккредитованные и профессионально ориентированные специалисты по
аттестации, исключается любая самостийность оценки квалификации. Такой
систеиы нет в атомной и судостроительной отрасли. Важнейшим достижением
НАКС является создание Реестрасварщиков, специалистов, технологий,
оборудования и материалов, рис 3, который является контрольным документом,
информирующим промышленность о том, кто и на что имеет право в
сварочном производстве. Реестр постоянно обновляется на сайте
WWW.NAKS.RU
Такой системы регистрации и контроля в непрерывном режиме нет ни в
одном союзе профессионалов России. Подделывать удостоверения при этом
становится неуютно.
73
Система обеспечивает контроль за соответствием компетенции
персонала, свойств технологии, материалов и оборудования.
ДОСТИЖЕНИ
Я
НАКС
ПЕРСПЕКТИВЫ
ЭДО
НД системы САС
Гармонизация
международных
стандартов в РФ
ISO ТК-44 (ТК 364)
Более 50-ти
Адаптированных
Стандартов, ISO
по сварке
Реестр СВ, СП,
СТ, СМ и СО
Создание
саморегулируемой
организации
СРО НП «НАКС»
Создание НД и
процедуры
добровольной
сертификации
сварочного
производства
Создание
СОЮЗА
сварочных
СРО России
Создание
системы
оперативного
управлени
я наукой и
производс
тва через
СОЮЗ
СРО и
Академию
Сварки РФ
Рис. 3. Задачи и функции НАКС
К этому достижению в 2010 году прибавилось создание системы
электронного документооборота НАКС (ЭДО НАКС). Вся рабочая текущая
информация любых аттестаций, исполняемых аттестационными центрами САС
РТН в полном объеме доступна экспертному отделу НАКС в режиме реального
времени. Такой метод работы исключает нарушения процедурных требований и
делает аттестационные решения объективными в объеме требований системы
САС и нормативных документов Ростехнадзора.
В других сварочных объединениях России: судостроении, атомной
индустрии, гражданском строительстве, авиации и железнодорожного
транспорта – не предусмотрены независимые профессиональные структуры
оценки соответствия компетенции сварочных работников и организации работ,
не всегда аттестация у них исполняется специалистами, имеющими сварочное
образование, а иногда также исполняется по своим собственным программам и
требованиям. О планах создания Реестра в этих отраслях нет публикаций. В
такой ситуации возможны подделки недобросовестными лицами документов по
оценке соответствия сварочного производства и сварщиков.
НАКС с 2007 года руководит ISO ТК-44 и до 2011 года адаптировал
более 50 международных стандартов сварочного производства и вывел
сварочное производство России на новый уровень международных требований.
Важнейший из этих стандартов - «Термины и определения», разработан
кафедрой сварки Санкт-Петербургского Государственного Политехнического
Университета под руководством д.т.н., профессора Кархина В.А.
В настоящее время НАКС ведет работы по созданию СОЮЗА СРО
сварочных некоммерческих организаций и строительству прогрессивной
системы взаимодействия сварочной науки и производства, рис 4.
74
СОЮЗ СРО «Сварка России» объединяет
СРО НП «ПСП»
производителей
сварочной продукции
СРО НП «СМ и СО»
производителей сварочных
материалов и оборудования
СОЮЗ СРО «Сварка России»
СРО образовательных
учреждений подготовки
рабочих и
руководителей
сварочного
производства
СРО НП «НАКС» исполнение
оценки соответствия сварочного
производства, техническое
диагностирование, исследование,
испытания и экспертиза
промышленной безопасности
Рис. 4. Структура СРО «Сварка России»
Государством создаются благоприятные условия для развития
саморегулируемых организаций бизнеса и потребителей с передачей им ряда
государственных функций, происходит сокращение и замена разрешительных
процедур со стороны государства контролем со стороны саморегулируемых
организаций.
НАКС ждет большое будущее и объединение всех сварочных
организаций в единый форум, обеспечивающий интенсивное развитие
сварочного производства в России.
Аттестационная процедура НАКС оценки соответствия на Северо Западе развивается и повышает качество работы:
1.
1.Исполняется аттестация сварщиков на все виды сварки и группы
металлов и полимеров.
• Исполнено за период 2000 – 2010 г свыше 20 000 аттестаций.
2.
Проводятся конкурсы сварщиков где ООО «РСЗ МАЦ» НАКС
выступает в качестве жюри
3.
Исполняется спецподготовка и аттестация руководителей
сварочных работ.
•
Исполнено за период 2000 – 2010 г свыше 2000 аттестаций
4.
По аттестации технологий, оборудования и материалов, начиная с
2003 года, исполнено более:
• Технологий – 3000 шт.
• Оборудования – 6000 ед.
• Сварочных материалов – 300 наименований
5.
Аккредитована испытательная лаборатория на все виды
неразрушающего и разрушающего контроля.
75
СРАВНИТЕЛЬНЫЕ ИСПЫТАНИЯ ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ
СВАРОЧНЫХ ФЛЮСОВ МАРОК 48-ОФ-6 и АН-26С
В.О. Муктепавел, доцент, филиал СПбГМТУ «Севмашвтуз», г. Северодвинск,
О.Е. Шайкин, инженер, ООО «ПО «Севмаш», г. Северодвинск
Для автоматической сварки высокохромистых и аустенитных
хромоникелевых коррозионностойких сталей, а также для антикоррозионной
наплавка на углеродистые и низколегированные стали применяются сварочные
флюсы различных марок, в том числе и флюсы марок АН-26С и 48-ОФ-6 [1].
Флюс марки АН-26С поставляется по ГОСТ 9087-81 (табл. 1). Флюс
плавленый, стекловидный. Назначение – автоматическая и полуавтоматическая
сварка нержавеющих коррозионно-стойких и жаропрочных сталей
соответствующей сварочной проволокой. Флюс марки АН-26С имеет
общепромышленное применение.
Таблица 1.
Химический состав флюса АН-26С.
Содержание соединений и элементов, % по массе
Fe2O3 S
P
С
SiO2
CaO
MgO
Al2O3 CaF2
MnO
не более
29-33 4-8
15-18 19-23
20-24 2,5-4,0 1,5
0,08 0,08 0,05
Флюс марки 48-ОФ-6 поставляется по ОСТ 5Р.9206-75 (табл. 2). Флюс
плавленый, пемзовидный. Область применения: автоматическая и
полуавтоматическая сварка высоколегированной сварочной проволокой, а
также электрошлаковая сварка сварочной проволокой и пластинчатыми
электродами.
Таблица 2.
Химический состав флюса 48-ОФ-6.
Содержание соединений и элементов, % по массе
MgO
MnO
Fe2O3
S
P
SiO2
CaO
Al2O3
CaF2
не более
3,5-6,0 16-20
20-24
50-60
2,0
0,3
1,0
0,025
0,025
Флюс марки 48-ОФ-6 разработан ЦНИИ КМ «Прометей», головным
материаловедческим институтом судостроения, рекомендован и широко
применяется для надводного и подводного судостроения, а также в
промышленности создания атомных энергетических установок.
Таким образом, флюсы АН-26С и 48-ОФ-6 отличаются строением и
химическим составом. При этом часто руководящие технологические
документы, выпущенные разными организациями, предусматривают при сварке
и наплавке одноимёнными марками сварочных проволок применение как
флюса АН-26С, так и флюса 48-ОФ-6.
76
Примеры таких документов:
ОСТ 5Р.9633-75 «Сварка конструкций специальных судовых
энергетических установок из стали аустенитного и перлитного классов и
железоникелевых сплавов». Документ выпущен ЦНИИ КМ «Прометей».
ОСТ 5.9873-81 «Наплавка дуговая стальных деталей судовых машин и
механизмов». Разработан ЦНИИ КМ «Прометей».
РД 5.УЕИА.3153/3232-99 «Сварка, наплавка и термическая обработка
основного металла и сварных соединений деталей и узлов ТУК МБК».
Разработан ЦНИИ КМ «Прометей».
ПНАЭ Г-7-009-89 «Оборудование и трубопроводы атомных
энергетических установок. Сварка и наплавка. Основные положения».
Документ утвержден Госатомэнергонадзором СССР.
ОСТ 26.291-94 «Сосуды и аппараты стальные сварные». Утвержден
комитетом РФ по машиностроению и Госгортехнадзором России.
Промышленные предприятия судостроения, и в частности предприятия г.
Северодвинска, по рекомендации ЦНИИ КМ «Прометей» при автоматической
сварке и наплавке аустенитными хромоникелевыми сварочными проволоками
применяют флюс 48-ОФ-6 и фактически не знакомы с применением флюса АН26С.
Однако флюс АН-26С имеет некоторые преимущества в плане
практического применения.
Флюс АН-26С в полтора раза дешевле флюса 48-ОФ-6.
Прокалка перед сваркой менее энергозатратная по температуре и времени
выдержки для флюса АН-26С по сравнению с флюсом 48-ОФ-6 (табл. 3).
Таблица 3.
Режимы прокалки флюсов
Марка флюса
АН-26С
48-ОФ-6
Температура
0
С
400-450
880-930
прокалки, Время выдержки, ч
2
5
Флюс АН-26С менее гигроскопичен, чем флюс 48-ОФ-6. Срок хранения
после прокалки в электродных кладовых для флюса АН-26С 15 суток, для
флюса 48-ОФ-6 - 3 суток.
Был произведен ряд показательных сравнительных испытаний флюсов
АН-26С и 48-ОФ-6.
Опытная работа включала в себя:
- сравнительное исследование сварочно-технологических свойств
флюсов;
- испытания механических свойств и определение химического состава
наплавок.
1. Исследование сварочно-технологических свойств.
При автоматической наплавке флюс должен обеспечивать:
- устойчивое горение дуги;
77
- формирование валика с ровными краями без вмятин, выпуклостей и
наплывов;
- хорошую отделяемость шлаковой корки;
- отсутствие пор и трещин при визуальном осмотре шва.
Для определения сварочно-технологических свойств было заварено два
образца.
При выполнении образца А для автоматической наплавки на пластину из
стали 09Г2СА-А габаритами 250×400×25 мм использовалась сварочная
проволока марки Св-08Х19Н10Г2Б диаметром 3 мм в сочетании с флюсом АН26С (рис.1).
При выполнении образца Б использовались те же материалы в сочетании
с флюсом 48-ОФ-6 (рис. 2).
Рис. 1. Внешний вид флюса марки АН-26С
Рис. 2. Внешний вид флюса марки 48-ОФ-6
78
При выполнении обоих образцов для автоматической наплавки в нижнем
положении использовался сварочный автомат А6 и источник питания LAE1250.
Перед наплавкой каждую пластину зачистили.
На каждом образце наплавили по два валика на одинаковых режимах
сварки (табл. 4).
Таблица 4.
Режим сварки образцов А и Б.
Диаметр
Скорость сварки,
Сила тока, А
Напряжение, В
электрода, мм
см/мин
3
350-370
28-30
40
В ходе опытной работы выявлено:
- устойчивое горение дуги как при сварке образца А, так и образца Б;
- формирование валиков с ровными краями без вмятин, выпуклостей
и наплывов как на образце А, так и на образце Б (рис. 4 и 5);
- отсутствие пор и трещин при визуальном осмотре валиков образца
А и образца Б;
- удовлетворительное отделение шлаковой корки как при наплавке
образца А, так и образца Б.
В ходе сравнительных исследований сварочно-технологических свойств
АН-26С и 48-ОФ-6 установлено, что флюс АН-26С равноценен флюсу 48-ОФ-6
во всех свойствах.
Рис. 4 Образец А.
Рис. 5 Образец Б (флюс 48-ОФ-6).
79
2. Были выполнены испытания механических свойств и определение
химического состава наплавок.
Предлагаемая замена флюса 48-ОФ-6 на флюс АН-26С отрабатывалась
применительно к антикоррозионной наплавке защитного кольца МБК ТУК-109
[2, 4].
(Все сварные соединения защитного кольца относятся к III категории по
документу ПНАЭ Г-7-010-89 – сварные соединения оборудования и
трубопроводов группы В, не работающие в контакте с радиоактивным
теплоносителем, а также сварные соединения оборудования и трубопроводов
группы С [3]).
Защитное кольцо изготавливается из низколегированной стали марки
09Г2СА-А. Для антикоррозионной наплавки применяется подслой,
выполняемый сварочной проволока марки Св-07Х25Н13, а для основного слоя
– Св-08Х19Н10Г2Б.
Для определения химического состава и механических свойств
наплавленного металла было заварено два образца.
При выполнении образца АН-26С для автоматической наплавки подслоя
на пластину из стали 09Г2СА-А габаритами 250×500×25 мм использовалась
сварочная проволока марки Св-07Х25Н13 диаметром 3мм в сочетании с
флюсом АН-26С, а для наплавки основного слоя – сварочная проволока Св08Х19Н10Г2Б диаметром 3мм в сочетании с флюсом АН-26С (рис. 6).
При выполнении образца 48-ОФ-6 применялись те же материалы в
сочетании с флюсом 48-ОФ-6.
Сварка всех слоев обоих образцов велась на режимах, указанных в
таблице 4.
Рис. 6. Наплавка на пластину.
Из наплавленных пластин вырезались образцы для проведения
испытаний:
- определение хим. состава наплавленного металла,
- определение предела прочности, предела текучести, относительного
удлинения, относительного сужения при температуре испытаний +200С,
- металлографические исследования макро- и микроструктуры слоев
наплавленного металла,
- определение склонности к межкристаллитной коррозии (МКК),
80
- содержание ферритной фазы объемным методом при помощи
ферритометра,
- определение стойкости наплавленного металла к образованию трещин.
Результаты исследований хим. состава наплавленного металла образцов
АН-26С и 48-ОФ-6, а также требования ПНАЭ Г-7-010-89 приведены в таблице
5.
Таблица 5.
Химический состав выполненных наплавок
образцы
АН-26С
48-ОФ-6
Требования
ПНАЭ Г-7010-89
С
0,07
0,07
Si
0,82
0,40
≤ 0,1
<1,0
Химические элементы, %
Mn
Cr
Ni
Nb
1,67
18,05
10,16
0,83
1,81
18,8
9,8
0,93
1,3-2,2
17,520,5
8,011,0
0,7-1,2
S
0,011
0,005
P
0,020
0,010
<0,020
<0,030
Как видно из таблицы 5, хим. составы наплавок, выполненных под
обоими флюсами, удовлетворяют требованиям ПНАЭ Г-7-010-89.
Механические свойства наплавок, показатели испытаний на МКК,
содержание ферритной фазы и требования регламентирующего документа
отражены в табл. 6
Таблица 6.
Механические и другие свойства выполненных наплавок
образцы
АН-26С
48-ОФ-6
Требовани
я
ПНАЭ Г7-010-89
Минимальные показатели механических свойств при t=200С
Преде Преде
Содерж
Относит Относит
Склонност
л
л
Склон
ание
ельное
ельное
ьк
ность
прочно текуче
феррит
удлинен сужение,
горячим
сти,
сти,
к МКК
ной
ие, %
%
трещинам
МПа
МПа
фазы, %
630
470
33
52
нет
нет
2,3
686
529
36
52
нет
нет
7
588
343
20
25
нет
нет
2-8
Механические свойства наплавок, выполненных под обоими флюсами,
удовлетворяют требованиям ПНАЭ Г-7-010-89.
Металл обеих наплавок не склонен к межкристаллитной коррозии и к
образованию горячих трещин.
Исследованием поперечных макрошлифов установлено, что каких-либо
дефектов в макроструктуре обеих наплавок не обнаружено.
Электролитическим травлением в щавелевой кислоте выявлена
микроструктура металла наплавок. Микроструктура материала образцов
двухфазная аустенитно-ферритная.
81
Рис. 7. Конструкция кольца защитного.
Выводы.
Проведенные испытания показывают, что сварочно-технологические
свойства флюса АН-26С не уступают флюсу 48-ОФ-6.
Механические свойства наплавок и их химические составы
удовлетворяют требованиям ПНАЭ Г-7-010-89.
Внедрение флюса АН-26С возможно для антикоррозионной наплавки на
защитном кольце ТУК-109.
ЛитературА
1. Справочник. Сварка. Резка. Контроль. В двух томах. Под редакцией Н.П.
Алешина и Г.Г. Чернышева. М. Машиностроение. 2004.
2. РД5.УЕИА.3153/3232-99. Сварка, наплавка и термическая обработка
основного металла и сварных соединений деталей и узлов металлобетонных
контейнеров транспортно-упаковочного комплекта. ЦНИИ КМ «Прометей».
3. ПНАЭ Г-7-010-89. Оборудование и трубопроводы атомных
энергетических установок. Сварные соединения и наплавки. Правила контроля.
Госатомнадзор России.
4. ПНАЭ Г-7-009-89.
Оборудование и трубопроводы атомных
энергетических установок. Сварка и наплавка. Основные положения.
Госатомнадзор России.
82
КОНТЕЙНЕРНЫЙ ФЛОТ И КОНТЕЙНЕРНЫЕ ПЕРЕВОЗКИ В РОССИИ
Н.И. Черенков, С.А. Русановский, филиал «Севмашвтуз» ГОУ ВПО «СПбГМТУ,
г. Северодвинск»
Состояние флота контейнеровозов
Контейнеризация грузовых перевозок во второй половине XX столетия
обусловила появление и вызвала бурный рост флота контейнерных судов, как
одного из ключевых элементов мировой системы интермодальных
контейнерных перевозок. Контейнеры оказались чрезвычайно удобным
средством для объединения на общей транспортной платформе достаточно
обособленных грузоперевозчиков, каковыми являются морские пароходства,
автомобильные и железнодорожные компании, в единую транспортную
цепочку, рис.1.
Рис. 1. Интермодальная система контейнерных перевозок
Контейнерные перевозки позволяют отказаться от перегрузки товаров в
пунктах смены вида транспорта, напрямую связывать производителя товаров с
потребителями продукции, практически не зависят от партионности груза,
намного повышают сохранность грузов и, что очень важно, значительно
сократить сроки доставки грузов. Поэтому большинство контейнерных грузов
83
составляют промышленные товары и высоко рейтинговые массовые грузы
(например, время- и термочувствительные грузы). Если в 1980 году доля
контейнерных грузов в общем объеме морских перевозок сухих грузов была
5,1%, то в 2008 году она достигла 25,4%. Всего в 2008 году в контейнерах было
перевезено 1300 млн. т грузов, что составило около 55% всех генеральных
грузов в весовом выражении или 70% – в стоимостном [7]. Вместе с ростом
объемов контейнерных перевозок увеличивался флот контейнерных судов и его
вместимость. По состоянию на начало 2009 года флот контейнерных судов
включал 4639 ед. с общим дедвейтом 161,9 млн. т., что составляет 14,0%
дедвейта всего мирового флота. Суммарная вместимость контейнеровозов в
настоящее время превышает 13 млн. TEU. По показателю суммарного дедвейта
контейнеровозы занимают третье место в структуре мирового транспортного
флота, опережая более чем в два раза универсальные суда (77,9 млн. т).
Контейнерный флот является и самым молодым, имея средний возраст 10,4
года (танкеры – 15,8 года, балкеры – 16 лет, универсальные – 25,15 года) [8].
Ячеистые контейнеровозы в составе флота СССР появились позже, чем в
других крупных морских странах. Ими стали суда отечественной постройки
типа «Сестрорецк» и «Александр Фадеев», вступившие в эксплуатацию в 19721975 гг. и имевшие вместимость соответственно 218 и 328 контейнеров.
Контейнеровозы
типа
«Сестрорецк»
строились
на
Выборгском
судостроительном заводе по проекту ЦКБ «Балтсудопроект», имели ледовый
класс УЛА Регистра СССР, длину 119 м, ширину 17,34 м, осадку 6,91 м и
скорость 15,2 узла. Позднее, в 1979-1981 гг. там же была построена серия
контейнеровозов типа «Капитан Сахаров» вместимостью 320 TEU по
усовершенствованному проекту ЦКБ «Балтсудопроект».
Контейнеровозы типа «Александр Фадеев», постройки Херсонского
судостроительного
завода
(проект
1597,
проектант
–
ЦКБ
«Черноморсудопроект», г. Николаев), имели длину 129,4 м, ширину 19,2 м,
высоту борта 10,4 м, осадку по грузовую марку 7,48 м, дедвейт 6382 т,
эксплуатационную скорость 15,3 уз. В трюмах контейнеры устанавливались в
четыре яруса, на палубе - в два яруса. Первоначально суда предназначались для
перевозки контейнеров длиной 20 футов на каботажных линиях Владивосток Петропавловск-Камчатский и Находка - Нагаево. Позже они стали обслуживать
советские заграничные линии, главным образом между Находкой и портами
Японии. В связи с этим суда были модернизированы под перевозку 40-футовых
контейнеров высотой 8,5 фута. Палуба подверглась перепланировке, что
обеспечило штабелирование на ней контейнеров в три яруса, был увеличен
комингс люков с учетом размещения контейнеров увеличенной высоты. После
модернизации вместимость судна повысилась до 400 TEU.
После 1981 года специализированные контейнеровозы ни в СССР, ни в
Российской Федерации не строились [3].
В 80-х годах в Болгарии для СССР была построена серия ячеистых
контейнеровозов типа «Симон Боливар» вместимостью 490 TEU. В бывшей
ГДР в 1975-1980 гг. была построена для СССР большая серия ячеистых
контейнеровозов типа «Художник Сарьян» вместимостью 732 TEU (1254 TEU
84
после модернизации), а в 1982-1985 гг. контейнеровозы типа «Капитан
Гаврилов» вместимостью 938 TEU.
На конец 80-х годов в составе советского торгового флота находилось в
эксплуатации более 50 контейнеровозов. Часть контейнерных перевозок
осуществлялась ролкерами, общее количество которых на тот же период
составляло около 70 единиц.
В результате распада СССР контейнерный флот, находившийся в
государственной собственности, был разделен между независимыми
республиками исходя из факта принадлежности судна тому или иному
пароходству.
В
Российской
Федерации
основными
владельцами
контейнеровозов стали Балтийское морское пароходство (10 судов), и
Дальневосточное морское пароходство (23 судна).
В 1990-х годах контейнеровозный флот Дальневосточного морского
пароходства пополнился контейнеровозами польской постройки «Капитан
Бянкин» (1012 TEU) и немецкой постройки «Капитан Серых» (1317 TEU).
Кроме того, десять контейнеровозов немецкой постройки (1991-1993 гг. типа
«Владивосток», класса Panamax с размерениями 237,00×32,20×11,98 м,
скоростью 21 узел и вместимостью 3000 TEU) вошли в состав флота АКП
«Совкомфлот». Суда были зарегистрированы в Либерии на дочернюю
компанию Совкомфлота.
Начавшаяся в начале 90-х годов приватизация и акционирование флота
привели к выводу судов новыми судовладельцами из-под российской
юрисдикции в оффшоры под удобные флаги, приходу в отрасль зарубежных
инвесторов, дроблению флота и распродаже судов. В результате
разнонаправленных рыночных процессов Балтийское морское пароходство в
1996 году было объявлено банкротом и практически прекратило
существование, Совкомфлот и Новороссийское морское пароходство
(Новошип), полностью контролирующиеся государством, образовали единую
компанию, специализирующуюся на перевозке нефти, а контейнеровозы, как
непрофильный актив, были проданы в 2003 году голландской компании MSC.
Сумело сохранить свой флот и расширить его возможности
Дальневосточное пароходство, входящее в транспортную группу FESCO. В
табл. 1 приведены данные о числе и вместимости судов пароходства в период
1991-2010 гг.
Таблица 1.
Число судов и вместимость контейнерного флота FESCO
(на конец года)
Контейнеровместимость, TEU
Год Число Дедвейт,
судов т
Общая
Средняя
1991 23
23947
13006
565
1995 25
280517
16938
678
2000 24
356817
21596
900
2005 23
357564
21800
948
2010 17
307677
19645
1156
Источник: сайт группы FESCO [5]
85
На протяжении всего этого периода времени компания поддерживает
численность судов примерно на одном уровне. При этом средняя
контейнеровместимость судов возросла более чем в два раза по сравнению с
1991 годом. Это произошло из-за вывода из состава флота устаревших судов
советского времени и ввода в эксплуатацию в 2005-2010 гг. новых судов,
построенных на верфях Польши и Китая. Среди них самый крупный в России
контейнеровоз «ESCO Diomid» польской постройки, поставленный в 2009 году.
Его контейнеровместимость составляет 3091 TEU при длине 210,26 м, ширине
– 32,24 м, высоте борта – 18,7 м, осадке – 10,5 м, скорость судна – 22,2 узла. В
2011 году ОАО "Дальневосточное морское пароходство" планирует получить
еще 4 контейнеровоза и заказать 4 новых контейнеровоза вместимостью до 1
тыс. TEU.
На данный момент ДВМП является единственной судоходной компанией
России, обладающей значительным собственным флотом специализированных
контейнерных судов3. По состоянию на конец 2010 года 10 из 17 судов ходили
под кипрским флагом, остальные – российским. При этом возраст, средний
дедвейт и средняя контейнеровместимость судов под иностранным флагом
составляли 7,2 года, 22490 т, 1672 TEU, те же показатели для судов,
зарегистрированных в России –26 лет, 7590 т, 417 TEU, соответственно.
Суда FESCO обслуживают ряд регулярных линий в Дальневосточном
бассейне на китайском, корейском и японском направлениях в
Дальневосточном бассейне, где группа FESCO является ведущим оператором, а
также несколько линий на Балтике. В 2008 году судами FESCO перевезено
442095 TEU в международных перевозках и 76616 TEU в каботажных.
Контейнерные перевозки
Хотя уровень контейнеризации перевозок в целом по России невелик по
сравнению с другими странами в связи с сырьевой направленностью экономики
и ориентацией транспортной системы страны на обслуживание перевозок
массовых и нефтяных грузов, в морских перевозках, основную часть которых
занимают экспортно-импортные операции, он составляет около 35% по
отношению к грузам общего назначения, табл. 2, 3, что может считаться
средним результатом. При этом, если в целом по России превалируют
экспортные операции, то в контейнерных перевозках – импортные. Например, в
2008 г. объем перевалки контейнерных грузов в морских портах России
составил 32,9 млн. т (3,7 млн. TEU), рис. 2, из них на экспортные грузы
пришлось 8,6 млн. т (1,69 млн. TEU), на импортные – 19,5 млн. т (1,70 млн.
TEU). Т. е. по тоннажу импортные грузы превышают экспортные почти в 2,3
раза, составляя около 70% внешнеторгового оборота. Остальной объем
перевозок пришелся на каботаж – 3,9 млн. т (0,37 млн. TEU) и транзит – 0,072
млн. т (0,008 млн. TEU).
3
По данным Реестра судов российских компаний на начало 2011 года один
контейнеровоз, зарегистрированный на Кипре, имело ОАО Северное речное пароходство.
86
Таблица 2.
Уровень контейнеризации грузов по странам в 2008 году (%)
Страна
Россия Бразилия США Индия Европа
Уровень контейнериза- 7,0
9,5
15,2
17,6
29,2
ции грузов
Уровень
2,8
4,8
17,9
16,0
14,0
контейнеризации ж/д
грузов
Уровень контейнериза- 35,3
65,1
68,8
54,2
71,7
ции товаров общего
назначения в портах
Источник: A.T.Kearney [9]
Китай
29,8
4,8
73,0
Кроме ДВМП, обладающего собственным специализированным
контейнерным флотом и являющемся заметным линейным оператором на
российском рынке перевозок, контейнерные перевозки осуществляются рядом
других отечественных судоходных компаний, имеющими приспособленные для
перевозки контейнеров универсальные сухогрузные суда (например Северное
морское пароходство, Сахалинское морское пароходство, компания
"Мурманский транспортный филиал ОАО ГМК Норильский Никель"). Однако
основная часть российских грузов перевозится контейнеровозами иностранных
компаний, имеющими фидерные линии с заходом в порты России. Среди таких
перевозчиков находятся как крупнейшие мировые компании, так и различные
региональные компании.
Рис.2. Контейнерные перевозки в РФ в млн. TEU [1]
87
Из основных зарубежных контейнерных перевозчиков российских грузов
можно отметить:
- Maersk Line, MSC, CMA-CGM, OOCL, Unifeeder, Swan Container Line,
Delta Shipping Line – Балтика;
- MSC, Maersk Line, Emes, ZIM, Norasia – Южный бассейн;
- Maersk Line, APL, Hyundai Merchant Marine Co., Mitsui O.S.K Lines,
Sinokor Merchant Marine Co. – Дальневосточный бассейн.
В качестве узловых портов – хабов (hub) на Балтике при перевозке
российских грузов используются Гамбург и Роттердам, в которые приходят
океанские контейнеровозы из Китая, США, Южной Америки. Оттуда уже на
фидерных судах контейнерные грузы поступают в Санкт-Петербург,
Калининград, порты Прибалтики и Финляндии, а уже затем российским
потребителям. Экспортные грузы идут в обратном порядке. В 2010 году через
эти два порта прошли 955000 TEU российских импортных грузов (в 2009 году
— 612000 TEU).
Таблица 3.
Объемы перевалки грузов в российских портах в 2005-2010 гг. (млн. т)
Год
2001
2005
2006
2007
2008
2009
2010
Всего перева203,6
407,7
420,7
449,5
454,6
496,4
525,85
лено грузов
экспортных
349,7
343,9
384,9
404,19
импортных
36,8
42,1
27,4
39,34
каботажных
23,9
29,3
39,0
36,35
в том числе
174,5
186,6
191,8
198,4
211,5
сухих
из них
навалочных
86,4
90,0
контейнерных
26,0
30,3
32,1
25,3
32,91
контейнерных
0,71
1,92
2,4
2,7
3,8
2,5
3,6
в TEU
Источник: Ассоциация морских торговых портов [1]
Основная часть российских контейнерных грузов переваливается в
балтийских портах, среди которых ведущее место занимает Большой порт
Санкт-Петербурга, обрабатывающий более половины контейнерного трафика.
В 2008 году в балтийских портах было перевалено 2,30 млн. TEU, в портах
Дальневосточного бассейна – 0,98 млн. TEU, Южного бассейна – 0,49 млн.
TEU. Через порты Северного бассейна, Мурманск и Архангельск, находящихся
на периферии контейнерных перевозок, в 2008 году прошло около 93 тыс. TEU.
Часть грузов, направляемых в Россию, перерабатывается в портах Балтии,
Финляндии, Украины. При этом доля перерабатываемых ими грузов имеет
тенденцию к уменьшению.
В табл. 4 приведены данные по перевалке контейнеров в крупнейших
российских портах.
88
Таблица 4.
Перевалка контейнерных грузов в крупнейших портах России
Порт
2008
2009
тыс.т
тыс. TEU
тыс.т
тыс. TEU
Большой порт
18571,1
1986,9
14542,1
1341,8
Санкт-Петербурга
Новороссийск
3599,6
437,6
2847,9
307,6
Восточный
3120,2
401,1
1658,3
305,3
Владивосток
2390,8
358,2
2336,6
305,3
Калининград
993,2
222,0
588,7
94,5
Мурманск
953,7
79,0
1102,2
93,1
Архангельск
133,1
14,3
159,4
13,9
Источник: Журнал «Контейнерный бизес» [4]
Перспективы развития
На данный момент пропускная способность морских контейнерных
терминалов находится на пределе возможностей. В соответствии с
Транспортной стратегией России на 2010-2030 гг. перевалка контейнерных
грузов через морские порты должна увеличиться к 2015 году в 2,5 раза и
достигнуть 77 млн. т. К этому времени прогнозируется грузооборот
контейнеров с российскими внешнеторговыми грузами от 10 до 12млн.ТЕU.
Из всех российских портов только морской порт Санкт-Петербурга может
рассматриваться как региональный входной порт – gateway, способный
осуществлять интермодальные перевозки в больших объемах. Поэтому в
рамках Транспортной стратегии [6] предусматривается модернизация старых и
строительство новых контейнерных терминалов с созданием необходимой
портовой и транспортной инфраструктуры. В том числе:
строительство контейнерного терминала в Усть-Луге мощностью 3
млн. ТЕU с возможностью захода судов вместимостью до 6000 TEU;
строительство в новом глубоководном порту в г. Балтийск
терминала по перегрузке 5 млн. контейнеров в год с обработкой судов
вместимостью до 10000 TEU;
строительство контейнерного терминала в Новороссийском
транспортном узле мощностью 3,5 млн. TEU с возможностью обработки судов
вместимостью до 10000 TEU;
строительство контейнерного терминала в порту Восточный
мощностью 5 млн. TEU с возможностью обработки судов вместимостью до
6000 TEU;
развитие существующих контейнерных терминалов в портах СанктПетербург и Владивосток.
Некоторые из этих портов, такие как Калининград (Балтийск),
Новороссийск, Восточный, со временем в условиях растущего экономического
развития России и формирования портовой инфраструктуры могут стать
региональными узловыми портами.
89
Важной составляющей Транспортной стратегии является привлечение
для перевозки российских грузов судами под российским флагом. В связи с эти
планируется создание экономических преференций для российских судов,
пополнение флота новыми судами. В частности планируется постройка
фидерных контейнеровозов вместимостью 500 и 1700 TEU для Сахалинского и
Дальневосточного пароходств.
Изложенное показывает, что контейнерные перевозки и контейнерный
флот стали важными составляющими мировой экономической системы. Россия
широко использует эти высокоэффективные инструменты в международной
торговле. Однако имеется сильная зависимость перевозок от зарубежных
обслуживающих компаний. И если в сфере портового хозяйства намечаются
серьезные сдвиги, позволяющие устранить эту зависимость к 2020 году, то
отставание в развитии контейнерного флота сохранится, по крайней мере, и в
среднесрочной перспективе.
Литература
1.
Ассоциация
морских
торговых
портов
России//
http://www.morport.com/
2.
Логачев С. И., Чугунов В. В. Мировое судостроение: современное
состояние и перспективы развития.— СПб.: Мор Вест, 2009. — 544 с, ил.
3.
Машиностроение. Энциклопедия / Ред. совет: К. В. Фролов (пред.)
и др.— М.: Машиностроение; СПб.: Политехника. Расчет и конструирование
машин. Раздел IV. Корабли и суда. Т. IV-20. Проектирование и строительство
кораблей, судов и средств океанотехники. Кн. 2 / В. Т. Томашевский, В. М.
Пашин, В. Л. Александров и др.; Под ред. В. Т. Томашевского, В. М. Пашина.—
СПб.: Политехника, 2004.- 882 с: ил.
4.
Объем перевалки грузов в морских портах России за 2009 год.
Контейнерный бизнес. №2. 2010
5.
Транспортная группа FESCO// http://www.fesco.ru/
6.
Транспортная стратегия Российской Федерации на период до
2030 года. Распоряжение Правительства РФ от 22 ноября 2008 г. №
1734-р//
http://www.mintrans.ru/documents/
7.
Global Container Terminal Operators: 2010. Drewry Shipping
Consultants Ltd: London, 2010
8.
Review of Maritime Transport 2010. UNCTAD, New York, 2010
9.
Russian Rail, Containers, and Growth. A.T. Kearney, Inc. 2010
90
СУДОСТРОИТЕЛЬНЫЕ САПР И ИХ ИСПОЛЬЗОВАНИЕ В УЧЕБНОМ
ПРОЦЕССЕ. (В порядке обсуждения)
Н. И. Черенков, С.А Русановский., филиал
«СПбГМТУ», О. И. Казакевич, ОАО «ЦС«Звездочка»
«Севмашвтуз»
ГОУВПО
1
Состояние
применимости
САПР
на
предприятиях
судостроительной отрасли
Современный уровень развития судостроительного производства
характеризуется заменой бумажной технологии в проектировании и постройке
судов на электронный документооборот. В странах с развитым судостроением,
таких как Корея, Япония, европейские страны, основные производители уже
практически отказались от бумажных документов. В развивающихся странах,
Китай, Польша, Хорватия, идет ускоренное внедрение в производственные
процессы IT технологий. Указанные процессы требуют наличия на верфи
мощных специализированных САПР со встроенными судостроительными
модулями, позволяющими разрабатывать комплексные решения по постройке
судов от начала проектирования до спуска.
В России CAD/CAM системы внедряются в проектные и
производственные процессы уже около 40 лет, однако в отличие зарубежных
предприятий это не привело к заметному повышению производительности
труда при выпуске основной продукции. Одной из главных причин такого
положения является то, что большинство российских судостроительных
предприятий сильно ограничены в возможности самостоятельного выбора
платформы САПР, так как из-за отсутствия собственных проектных
подразделений им приходится работать в связке с проектными бюро и
институтами, которые используют удобное для себя программное обеспечение.
В связи с этим предприятие-строитель при постройке судна вынуждено
использовать аналогичные САПР. В противном случае, данные электронной
модели судна нужно будет либо передавать в нейтральном формате, либо
конвертировать при помощи программ сторонних разработчиков, либо вообще
отказаться от передачи данных моделей. Неопределенность в вопросах выбора
платформы САПР препятствует формированию эффективной IT политики и
внедрению на отечественных предприятиях современных методов
технологической подготовки производства и организации работ по постройке
судов. Передача данных в виде трехмерной электронной модели судна от
проектанта заводу-изготовителю позволяет создать непрерывную IT-цепочку
по постройке судна: технический проект – рабочий проект – производственные
подразделения предприятия и значительно сократить время и затраты на
подготовку производства в целом, т.к. конструкторский отдел предприятия
освобождается от необходимости построения собственной трехмерной модели
91
по чертежам проектанта. Эта же модель может быть использована
технологической службой предприятия-строителя для проектирования
оснастки, для написания технологии сборки и т.п. Кроме того, трехмерная
модель, выполненная в САПР, может быть использована в PDM и PLMсистемах, если таковые существуют на предприятии [1-3].
Отмеченные обстоятельства затрудняют также подготовку специалистов
для обеспечения работы систем САПР.
Решение этих вопросов позволит перейти к созданию единой для
проектных организаций и предприятий-строителей информационной системы,
используемой для передачи, проработки, изменения и управления
конструкторской и технологической документацией.
2 Выбор критериев и сравнительный анализ САПР
Широкое разнообразие работ на судостроительной верфи требует
большого разнообразия прикладного программного обеспечения, включая
САПР, при автоматизации выполнения этих работ. Имея в виду подготовку
кадрового обеспечения для работы с САПР, необходимо сразу отметить, что в
рамках вузовской программы обучения полноценное уже освоение хотя бы
одной комплексной САПР является затруднительной задачей. Поэтому более
реальным является обучение работе с 3-4 основными модулями такой системы,
изучая которые будущие специалисты могли бы получить целостное
представление об использовании САПР в постройке и проектировании судов.
Рынок САПР на сегодняшний день предлагает широкий выбор решений,
позволяющих решать проектные и производственные задачи с той или иной
эффективностью. Для обоснования выбора подходящей САПР для
использования в учебном процессе, проведем анализ применяемых в
судостроении САПР.
В качестве критериев для сравнения различных САПР, выберем те
которые, характеризуют потенциальные возможности системы и удобство
работы с ней:
1) наглядность интерфейса: определяет, насколько понятным является
интерфейс программы и представление основных элементов для человека, не
знакомого с системой ранее;
2) простота создания базовых элементов: определяет, насколько просто
в системе создавать элементарные геометрические элементы и другие базовые
объекты, сколько «кликов» мышью необходимо сделать, чтобы создать один
элемент;
3) специализация по отраслевому признаку – т.е. наличие
специализированных судостроительных модулей (приложений) в данной
САПР. Эффективность работы в контексте судостроительной отрасли
напрямую зависит от наличия судостроительных модулей в выбранной системе,
92
т.к. разработчики машиностроительных САПР обычно не учитывают
специфики данной отрасли и не предусматривают специальных инструментов;
4) наличие инструментов для импортирования и/или создания сложных
поверхностей. Судовая поверхность представляет собой комбинацию сложных
поверхностей, для создания которых необходимы специальные инструменты. В
случае их отсутствия, должна быть
предусмотрена возможность
импортирования геометрии поверхности из стороннего ПО;
5) наличие возможностей создания каталогов типовых элементов
корпусных конструкций, систем, оборудования. Большая часть элементов
корпуса представляет собой типовые узлы. Судовые системы также состоят из
стандартных элементов. Поэтому наличие в САПР инструментов для создания
каталогов типовых элементов является одним из важных критериев выбора;
6) производительность при работе с большими сборками. Судно
представляет собой сложное комплексное изделие, число деталей при этом
может составлять несколько десятков и даже сотен тысяч. Поэтому критерий
производительности также является важным;
7) использование САПР на предприятиях и в проектных организациях
отрасли. Как уже было сказано выше, выбор САПР на предприятии обусловлен
чаще всего имеющимся у проектной организации программным обеспечением.
Кроме того, нет смысла обучать студентов системе, которую они не смогут
потом использовать в профессиональной деятельности, поэтому при выборе
САПР для обучения необходимо обратить внимание на применимость этой
системы на предприятиях и в проектных организациях отрасли.
В таблице 1 на основе этих критериев проведено сопоставление
различных САПР в той или иной мере используемых на предприятиях и в
организациях отрасли.
Таблица 1
*)
Анализ САПР на базе основных критериев
Критерий
Pro
САПР T-Flex CATIA Компас Solid Engineer NX FORAN AVEVA
CAD
Works
Marine
(Creo)
Наглядность
+
+
+
+
+
+
-
1.
интерфейса
2.
Простота
создания
+
базовых элементов
3.
Наличие
-/+
специализированных
модулей (корпус/системы)
4. Наличие инструментов
для
импортирования
+//создания
судовой
поверхности
+
+
+
+
+
+/+
-/+
-/+
+/+
+/+ +/+
+/+
+/+
+/-
+/-
+/+
+/+ +/+
+/+
93
-
-
5. Наличие возможностей
создания
каталогов
+
типовых
элементов
корпусных конструкций
6.
Производительность
при работе с большимисборками
7.
Применяемость
на
предприятиях города
++
-
-
+
+
+
+
++
-
±
+
+
++
++
+
±
±
±
±
+
-
*)
Таблица составлена на основе собственного опыта авторов и литературных
источников
Ниже в таблице 2 представлен подробный анализ на основе данных
критериев двух систем автоматизированного проектирования используемых в
отрасли: FORAN и CATIA. Одна из этих систем, FORAN использовалась в
Севмашвтузе в учебном процессе достаточно долгое время, накоплен
определенный опыт. В основном, эта система использовалась при работе с
дипломниками. Вторая, CATIA, в Севмашвтузе не применялась, но широко
используется на ОАО «Центр судостроения «Звездочка».
Таблица 2
Сравнительная характеристика САПР FORAN и CATIA
Критерий
FORAN
1. Наглядность Интерфейс системы не
интерфейса
нагляден и при обучении
требует
постоянной
практики
2.
Простота Основные
создания
геометрические элементы
базовых
создаются сложнее, чем в
элементов
остальных САПР общего
профиля; для обучения
их
созданию
нужны
специальные знания
3.
Наличие Специализированная
специализиров судостроительная
анных модулей направленность является
(корпус/систем достоинством FORAN
ы)
CATIA
Интерфейс системы нагляден и прост
для обучения.
Основные геометрические элементы
создаются несколькими щелчками
мыши, каждый элемент может быть
создан
несколькими
способами
благодаря широкому функционалу
системы
В CATIA V5, начиная с 14 релиза,
присутствуют
специализированные
модули для судостроения – модуль
проектирования общего расположения,
модули
конструирования
корпуса,
модуля
размещения
оборудования и работы с судовыми
системами.
Функциональность
модулей постоянно расширяется,
добавляются новые инструменты
4.
Наличие Невозможность
импор- В системе наличествует широкий
инструментов
для
создания
тирования твердотельной функционал
для
модели из других САПР. поверхностей
любой
сложности.
94
импортировани
я
/создания
судовой
поверхности
Инструменты
для
создания сложных судовых поверхностей присутствуют. Имеются инструменты для импортирования поверхности из
сторонних приложений в
форматах IGES, STEP
5.
Наличие Инструменты создания
возможностей
параметрических типосоздания
вых элементов представкаталогов
лены широко. Кроме
типовых
того, наличие удобных
элементов
инструментов прикладкорпусных
ного программирования
конструкций
позволяет существенно
расширять возможности
ПО в части каталогов
6.
Производительность
Производитель высокая
ность
при
работе
с
большими
сборками
7.
Применяемость
на
предприятиях
города
На
предприятиях
судостроительной
отрасли
FORAN
применяется (но не так
широко, как ранее в
советский период и 90-е
годы).
Частично
используется на ОАО
«ПО«Севмаш»
95
Также присутствуют инструменты для
импортирования
поверхности
из
сторонних приложений в форматах
IGES, STEP и др. Поддерживается
импорт твердотельных моделей во
всех основных форматах.
Все
судостроительные
модули
работают на базе каталогов типовых
элементов, которые поставляются
вместе с продуктом и могут быть
дополнены собственными элементами.
Инструментарий
создания
параметрических типовых элементов
представлен в полном объеме. Кроме
того, наличие удобных инструментов
прикладного
программирования
позволяет существенно расширять
возможности ПО в части создания и
использования каталогов типовых
элементов
Производительность высокая. CATIA
может работать в режиме «кэша», при
котором в память загружаются только
те элементы, с которыми система
работает в настоящий момент,
остальные элементы представлены в
виде
упрощенных
графических
«заместителей».
Основываясь
на
собственном опыте, можно сказать,
что для системы не представляет
сложности работа с полным корпусом
судна средних размерений (порядка
50 м), насыщенным системами и
устройствами, а также оборудованием
На предприятиях судостроительной
отрасли CATIA используется в
«ОАО» Адмиралтейские верфи», ОАО
«Центр судостроения «Звездочка»,
ОАО «Центр технологии судостроения и судоремонта», ОАО «ЦКБ МТ
«Рубин», ОАО «Северное проектноконструкторское бюро», ОАО «Московский
судостроительный
и
судоремонтный
завод»,
ЗАО
«Аквамарин» и др.
3 Кадровое обеспечение судостроительных САПР
Отечественный опыт. Российские проектные организации и
судостроительные предприятия испытывают острую нехватку специалистов,
владеющих приемами навыками работы в среде специализированных
судостроительных САПР. Отечественные учебные заведения слабо нацелены
на внедрение этих САПР в учебный процесс. Во-первых, потому, что освоение
навыков профессиональной работы хотя бы с одним модулем САПР требует от
нескольких недель до нескольких месяцев интенсивной работы, которая в
рамках учебного процесса не может быть выполнена. Во-вторых, учебный
процесс подготовки инженерным кадров построен по дисциплинарному
принципу, когда основное внимание уделено фундаментальным понятиям, а
прикладной аспект носит больше иллюстративный характер, чем
инновационный, заостренный на применение современных инженерных ITтехнологий.
В Севмашвтузе имеется 10-летний опыт использования в учебном
процессе системы TRIBON и 5-летний – системы FORAN. Обе САПР показали
себя тяжеловесными, требующие постоянного системного администрирования
продуктами. Организация модульной системы у этих САПР не позволяет в
рамках отдельных дисциплин создавать достаточно завершенные этапы
проектных и технологических работ. В связи с этим с середины 2000-х годов
работа с данными системами была прекращена.
В настоящее время применение САПР в учебном процессе Севмашвтуза
по
судостроительным специальностям ограничивается применением
графических пакетов для 2-х мерных изображений (Autocad, Компас) и
специализированных САПР для моделирования обводов корпуса и получения
гидростатических и гидродинамических расчетов (дисциплины «Теория
корабля», «Автоматизация проектирования корабля») такие как FreeShip,
FastShip, Propcad, Navcad.
Один учебный год идет дисциплина «Автоматизация проектирования
корпусных конструкций», основанная на применении основ конечноэлементного анализа на базе программного комплекса ANSYS для определения
прочностных характеристик твердотельных моделей корпусных конструкций,
однако ее практическая применимость на предприятиях ГРЦАС представляется
сомнительной (только на Севмаше есть группа прочнистов, использующих
ANSYS).
В дипломном проектировании применяется большое количество САПР
различного уровня с хорошими результатами, но внедрение носит локальный
индивидуальный характер, не влияющий на общую ситуацию.
Можно отметить, что практически не охвачены САПР высокого уровня
базовые дисциплины «Конструкция корпуса», «Технология судостроения»,
«Системы и устройства». Отмеченные факты свидетельствуют об отсутствии
96
четкой логической последовательности применения САПР при подготовке
специалистов судостроительного профиля.
Зарубежный опыт. В отличие от России в зарубежных университетах
кораблестроительное образование по направлению подготовки «Naval
Architecture» строится таким образом, что на ступени бакалавриата
предпочтение отдается интегрированным курсам общетеоретической
подготовки типа “Basic Ship Theory” или “Shih Design and Construction”, с
включением в конце обучения курсов по организации и экономики
производства. Часть дисциплин имеет эксплуатационную направленность
(Палубное оснащение, Электронные системы, Основы управления и т.д.).
Кроме этого перед написанием бакалаврской работы выполняется 1-2 проекта
по специальности, в которые включаются элементы САПР с применением
пакетов схожих с применяемыми в Севмашвтузе. Это дает возможность за 3-4
года получить базовые знания по кораблестроению, необходимые для работы
по специальности на должностях среднего производственного или инженерного
звена. Обучение в магистратуре посвящено узкой специализации, связанной с
исследовательской и проектной деятельностью.
Пути решения. Для повышения актуальности и конкурентоспособности
образования необходимо внедрение САПР высокого уровня в образовательный
процесс. Ориентирами здесь могут служить авиационные вузы, достаточно
широко внедрившие Dassault Systems Catia, и тот факт, что основные «игроки»
рынка САПР обладают user-friendly интерфейсом, подходящим для
образования.
Базой для перестройки учебного процесса представляется ввод в процесс
обучения новой дисциплины «Судостроительные САПР» (части курса: базовый
курс, система управления данными и интерфейс управления данными,
твердотельное
моделирование,
оформление
рабочей
документации,
фотореалистическая визуализация, проектирование трубопроводов, систем,
оборудования, конечно-элементный анализ, технологическая подготовка
производства, плазовая подготовка производства, система учета, управления и
планирования). Продолжительность курса – 3-4 семестра.
В рамках или в связке с этой дисциплиной следует предусмотреть
выполнение
промежуточных
интегрированных
курсовых
проектов,
повторяющих базовые курсовые проекты: 1 проект (основы судна,
пространственная твердотельная модель, выпуск конструктивных чертежей), 2
проект (подготовка и выполнение технологической подготовки твердотельной
модели, выпуск на ее основе рабочей технологической документации).
Может потребоваться перемещение отдельных дисциплин или их частей
по временной шкале и укрупнение некоторых в один курс.
Анализ действующего учебного плана, исходя из специфики
применяемой в Севмашвтузе системы обучения завод-втуз, показывает, что 4, 5
97
и 9 семестры являются рабочими и обучение САПР в эти периоды
нецелесообразно (малое количество аудиторных занятий, невозможность
выполнять самостоятельною работу в необходимом объеме). Поэтому
дисциплина «САПР» может быть эффективно внедрена только в 6,7,8
семестрах, поскольку преподавание на начальных курсах не будет подкреплено
специальными дисциплинами.
4. Заключение по выбору САПР для учебного процесса
При
выборе
САПР
для
обучения
студентов
необходимо
руководствоваться данными об использовании платформ не на самих
предприятиях, т.к. порой их различные подразделения могут использовать
разные САПР, в зависимости от собственных нужд и удобства, а данными об
использовании программного обеспечения организациями-проектантами.
Конечно, обучить студентов всем системам за время получения высшего
образования не представляется возможным. Поэтому в качестве основной
задачи необходимо рассматривать ознакомление студентов с принципами
проектирования на основе САПР, доведение до обучаемых всей системы
подготовки производства на комплексной платформе на основе трехмерного
моделирования.
При обучении студентов под потребности предприятий города выбор
САПР сужается до следующего списка: Foran, Creo Elements (ex. ProEngineer),
Catia. Исходя из предложенных критериев, наиболее подходящими системами
являются CATIA, Creo Elements. Эти САПР, помимо широких возможностей
базового геометрического моделирования имеют набор специализированных
инструментов, ориентированных на применение в судостроительной отрасли;
имеют русскоязычный интерфейс, при применении в вузе могут обходиться без
жесткого администрирования.
В тоже время накопленный на Севмаше опыт работы с FORAN,
намерения предприятия внедрить ее в производство и привязка учебного
процесса в Севмашвтузе к производственному и инженерному потенциалу
базовых предприятий не исключают возможности вновь вернуться к вопросу
использования этой системы в учебном процессе. На наш взгляд это потребует
разработки новой образовательной платформы с переносом части работ по
освоению САПР в инженерные подразделения предприятия.
Выбор в качестве основной судостроительной САПР для специального
цикла подготовки того или иного специализированного IT продукта можно и
нужно совмещать с включением в учебный процесс различных
узкоспециализированных систем, например, AutoCad, при изучении
инженерной графики и основ инженерного проектирования, FreeShip при
изучении курса теории корабля и т.п.
98
Литература
1. Рафаэль де Гонгора. Применение современных средств CAD/CAM/CAE
при проектировании кораблей ВМФ. Подход компании SENER // Рациональное
Управление Предприятием. 2011. № 3. С. 68-72, №4. С. 62-66.
2. Давидович А.Н. Использование виртуального и материального цифрового
производства – будущее судостроительной отрасли // CADmaster. 2010. №2. С.
66-74.
3. Бубнов А. САПР в судостроении // САПР и графика. 2000. №5.
4. URL: http://www.catiadesign.org/_doc/catia/v5r14/
5. URL: http://aveva.ru/fileadmin/content/PDF/AVEVA-RULifecycle_Solutions.pdf
6. URL: http://www.pts-russia.com/products/creo_parametric_new_gen.htm
7. URL: http://shipcad.newmail.ru/index.htm
8. Ларссон Ян. Работа с многосистемными САПР-средами // САПР и
графика. 2011. №7. с 50-60.
9. Ведущий производитель оснастки и комплектующих добивается
конкурентных преимуществ за счет внедрения PLM //САПР и графика. 2011.
№4. c 4-8.
10. Проектная деятельность института ООО «СибНИИНП - инжиниринг» на
базе технологий AVEVA // САПР и графика. №6. с 6.
11. SolidWorks 2012: каждый найдет много полезного // САПР и графика.
2011. №9. с 78-82.
99
ПРИМЕНЕНИЕ В ОАО «ПО «СЕВМАШ» ТЕХНОЛОГИЙ СВАРКИ
КОНСТРУКЦИЙ ИЗ СПЕЦИАЛЬНЫХ МОРСКИХ ТИТАНОВЫХ
СПЛАВОВ С ИСПОЛЬЗОВАНИЕМ МОДЕРНИЗИРУЕМОЙ
УСТАНОВКИ С КОНТРОЛИРУЕМОЙ ИНЕРТНОЙ СРЕДОЙ
«АТМОСФЕРА-2»
Е. А. Бурменский, ОАО «ПО «Севмаш», инженер
С начала 60 годов XX века в ОАО «ПО «Севмаш» началось широкое
применение сплавов на основе титана в силу его особых преимуществ перед
другими конструкционными металлами, такими как: немагнитность, малый
удельный вес, высокая коррозионностойкость для изготовления сварных
корпусных конструкций, изделий машиностроения и трубопроводов.
Титан, является металлом, активно поглощающим кислород, азот из
воздуха, что приводит к его охрупчиванию.
Качество сварных соединений конструкций из титановых сплавов в
первую очередь зависит от надежности защиты от окисления не только зоны
сварки, но и нагретых выше 4000С участков сварного соединения и основного
металла.
Окисления возникают в процессе сварки титана и сплавов из-за
взаимодействия атмосферного воздуха с жидким и нагретым металлом
вследствие нарушения газовой защиты. Причиной нарушения и некачественной
газовой защиты могут служить такие факторы, как сквозняки, подсос воздуха в
сварочную ванну, использование загрязненных газозащитных приспособлений
и сварочных материалов и др.
По степени надежности способы защиты зоны сварки и околошовной
зоны сварки титана можно поделить на две группы: местная защита
нагреваемого участка при ручной аргонодуговой сварки; общая защита
соединений при сварке в камерах с инертной контролируемой средой. Первый
способ защиты малонадежен и плохо поддается контролю. Последний (при
сварке в камере) обеспечивает и высокое качество защиты и возможность
непрерывного контроля химического состава инертной среды.
При выполнении сварочных работ в условиях площадки, на заказе или на
монтаже при применении местной защиты обязательно выполнение ряда
мероприятий по обеспечению защиты околошовной зоны и зоны сварки с
помощью специальных приспособлений, подкладок, фартуков или заглушек
(см. рис. 6) при сварке трубопроводов и по исключению загрязнений
свариваемых кромок и сварочной проволоки.
Все это приводит к дополнительным материальным затратам на
изготовление
сложных
приспособлений,
увеличению
трудоемкости
изготовления и как следствие повышению стоимости изделий.
Таким образом, с повышением ответственности и конструктивных
сложностей изделий возникает острая необходимость, в создании
100
специализированных
установок
типа
«Атмосфера»
заполненной
контролируемой инертной средой.
Для изготовления крупногабаритных сварных конструкций сложной
конфигурации с большим количеством мест, где затруднена или невозможна
струйная защита металла аргоном, весьма эффективным является
использование обитаемых камер, заполненных аргоном контролируемой
высокой чистоты.
Установка «Атмосфера-2» с контролируемой инертной средой в 1972
году введена и эксплуатируемая по настоящее время в ОАО «ПО «СЕВМАШ»,
нашла широкое применение при сварке конструкций и изделий из химически
активных металлов.
При сварке в камере (рис.1) заполненной аргоном высокой чистоты,
обеспечивается всесторонняя гарантированная защита сварного шва от
окисления независимо от сложности и габаритов свариваемой конструкции, что
исключает образование в сварных швах газовых пор и окисных пленок,
являющихся недопустимыми дефектами и приводят к разрушениям
конструкций.
Рис. 1 Выполнение сварки в камере «Атмосфера-2»
Установка «Атмосфера-2» (см. рис.2) представляет собой сложное
инженерно-техническое сооружение в состав, которого кроме обитаемой
камеры (10000x5000x6000 мм) объемом 300м3 заполненной аргоном c 8
герметичными шлюзами для погрузки и выгрузки свариваемых конструкций,
входа и выхода сварщиков, входят различные системы, предназначенные для
обеспечения эффективного функционирования установки, а именно:
- система вакуумирования (система предназначена для удаления
воздуха из камеры, грузовых шлюзов, коллектора);
101
- система заполнения аргоном (для заполнения от вакуумированных
объемов, система обеспечивает раздельную подачу аргона высокой чистоты в
обитаемую камеру объемом 300м3, грузовые шлюза, шлюза тля
технологического оборудования, шлюза объемом для операторов сварщиков);
- система химической очистки (для создания и поддержания требуемой
чистоты аргона в камере). Принцип действия заключается в непрерывной
циркуляции аргона через блоки химической очистки, где он очищается от
вредных примесей таких как, кислород, азот, водород, пары воды, насыщение
которыми проходило во время сварки;
- система газового анализа (для непрерывного контроля содержания
вредных примесей кислорода, азота, водорода, паров воды и превышения
допустимой концентрации в аргоне контролируемой чистоты с сигнализацией
на ЦПУ о превышении допустимой концентрации примесей);
- система вентиляции и освещения;
- система жизнеобеспечения (предназначена для создания комфортных
условий работы персоналу, выполняющему работу в камере);
В комплекс системы входят:
- защитные гермокостюмы;
- оперативная связь (оперативная связь служит для управления
деятельностью персонала, обслуживающего внешние системы установки и для
управления деятельностью сварщиков, одетых в герметичные костюмы.
Система состоит из внешней громкоговорящей и внутренней телефонноларингофонной связи);
- система воздухоснабжения (Система воздухоснабжения предназначена
для подачи воздуха в герметичные костюмы и удаления из костюмов воздуха
загрязненного продуктами метаболического обмена человека, поддержания
комфортной температуры воздуха поступающего в костюм);
- система охлаждения водой технологического оборудования
Каждый сварщик имеет свой защитный костюм (см. рис.3) , выполненный
в виде герметичного комбинезона со шлемом, обеспечивающий безопасную
работу в камере заполненной аргоном. В лицевой части смотровое стекло,
снабженное защитным сварочным щитком.
В костюм вмонтированы коллекторы со штуцерами и герморазъемами
для присоединения к костюму шлангов, по которым подается воздух в костюм
и отсасывается воздух, загрязненный продуктами дыхания.
Перед заходом в камеру костюмы тщательно осматривают и проверяют
на герметичность внутренним давлением. Время пребывания сварщиков в
камере с инертной средой с учетом естественных потребностей
функционирования организма человека не превышает 4,5 часа.
Совокупность оборудования всех систем установки обеспечивает:
- всестороннюю защиту сварного соединения и околошовной зоны от
окисления.
- стабильно высокое качество сварных соединений независимо от
сложности и габаритов свариваемой конструкции;
102
- повышение производительности сварочных работ в 2,5-3,8 раза выше,
чем в условиях площадки.
- значительную экономию дорогостоящего защитного газа за счет его
многократного использования.
- исключение затрат на разработку, изготовление и эксплуатацию
сложных установок и приспособлений для обеспечения струйной защиты
сварного соединения.
- экологическую чистоту сварочного производства.
- высокую культуру производства.
Рис. 2. Общий вид установки
103
Рис. 3. Защитный костюм сварщика с расстегнутым лаз-распахом
В связи с тем, что установка «А-2» эксплуатируется более 36 лет,
оборудование и измерительные приборы физически и морально устарели и на
сегодня не обеспечивают всем требований заложенных к выпуску продукции.
Исходя из этих условий все оборудование, ряд нестандартных узлов и
комплектующих, специальная защита сварщиков требует своевременной
модернизации или замены.
В процессе модернизации предусмотрена замена физически и морально
устаревшего оборудования, повышение жизнеобеспечения сварщиков
работающих в камере, путем применения новых материалов для ГЗК,
механизации процесса сварки определенных изделий за счет внедрения
роботизированной техники.
Герметизируемый защитный костюм для сварщика, работающего в
аргоне, должен быть модифицирован за счет:
- сварочного щитка на жидких кристаллах (автоматически
затемняющегося под действием светового потока сварочной дуги), регулятор
затемнения светофильтра выведен в височную область шлема слева с внешней
стороны;
- ламп аварийного освещения;
Новая модификация герметизируемого защитного костюма должна
обеспечить:
- комфортные условия пребывания человека в костюме
104
- длительную безопасную работу
- снижение уровня загрязнения аргона в камере за счет применения
материалов с гладкой (без макрорифления) внешней поверхностью.
Под процессом механизации работ в камере подразумевается
внедрение комплекса оборудование (см. рис. 4) для автоматизированной сварки
с программным управлением. Весь комплекс оборудования устанавливается на
передвижной платформе, что позволяет использовать его как в камере, так и
вне камеры.
Угол поворота
стола 135
Сварочный робот
1150
Вращение изделия вокруг своей оси
Платформа для ввода оборудования в к амеру
Рис. 4. Общая схема автоматизации сварки в камере «Атмосфера-2» при
модернизации
На передвижной платформе размещается стол-манипулятор вращающий
изделие вокруг своей оси, источник сварочного тока, поворотный
универсальный сварочный робот, на раме которого монтируются, блок для
механизированной подачи сварочной проволоки и сварочная горелка (см. рис.
5).
Сварочный робот является программируемым. Программирование
производится по заданным параметрам сварочных швов, их пространственной
конфигурации и типу кривых. Единичное программирование заключается в
наведении рабочей точки на характерную линию сварного шва, например на
нижнюю кромку фаски разделки. При прямой линии требуется задать две точки
начала и окончания шва. При линии дуги окружности задаются три точки,
начало, промежуточная в районе середины и конечная. При более сложных
пространственных кривых, таких как эллипс, сплайн и т.п. задается большее
число точек.
105
Рис. 5 Программный
сварочный манипуляторробот
Рис. 6 Часть приспособлений необходимых
для сварки в условиях площадки: 1- заглушки
для
трубопроводов
(в
зависимости
от
типоразмера трубы); 2-сварочная горелка; 3вольврамовый электрод; 4-газовое сопло; 5колпачок для электрода; 6- цанга для зажима
вольф. электрода; 7-фартуки для защиты шва
аргоном при сварке трубопровода; 8-рожок для
защиты обратной стороны шва при сварке
листов и т.д.; 9- железные заглушки для защиты
трубопроводов маленьких диаметров.
На рисунке, приведенном выше, показана лишь малая часть тех
приспособлений, необходимых для сварки в условиях площадки или монтажа с
применением местной защиты, которая малонадежна и может привлечь к
окислению металла, что недопустимо.
Подводя итоги можно сказать, что:
многолетняя
эксплуатация
«Атмосфера-2»
доказывает
высокоэффективную работу всех систем и блоков установки, длительного
поддержания и контроля инертной среды, в том числе и систем
жизнеобеспечения работающих в камере, а также высокий технический уровень
проекта установки «Атмосфера-2».
- только с помощью аналогичных установок могут быть успешно
решены вопросы сварки стыков трубопроводов и ответственных по назначению
изделий сложной конфигурации из химически активных металлов и сплавов.
106
ОПЫТ ПРИМЕНЕНИЯ ТЕХНОЛОГИИ ЭЛЕКТРОННО–ЛУЧЕВОЙ
СВАРКИ В ОАО «ПО «СЕВМАШ». СОВЕРШЕНСТВОВАНИЕ
ОБОРУДОВАНИЯ ЭЛЕКТРОННО–ЛУЧЕВЫХ УСТАНОВОК
В. В. Кабин, ОАО «ПО «СЕВМАШ», инженер–технолог
Возрастающий в конце 70-х – начале 80-х годов объем
Государственного оборонного заказа по строительству корпусов атомных
подводных лодок, как из высокопрочных сталей, так и сплавов на основе титана
в толщинах свыше 100 мм, обязывал коллектив ПО «Севмашпредприятие» и
ведущих научно-исследовательских институтов Советского Союза к принятию
новых нестандартных решений в области разработки и внедрения современных
прогрессивных технологий изготовления изделий морской техники. Учитывая,
что сварка является основополагающим элементом в изготовлении корпусных
металлических конструкций, решение указанных вопросов необходимо было
искать в развитии существующего в ПО «Севмаш» сварочного производства. В
связи с этим ставились следующие задачи:
– Снижение трудоемкости выполнения сварочных операций при
обеспечении должного качества сварных соединений для возможности съема
большего объема продукции с производственных мощностей;
– Снижение расхода дорогостоящих сварочных материалов;
– Минимизация деформаций сварных конструкций для снижения
непроизводительных затрат, связанных с последующей механической
обработкой и правкой;
– Обеспечение улучшения экологической среды за счет снижения
воздействия на нее сварочного производства.
Одним из направлений в решении вышеуказанных задач явилось
предложение о внедрении на производственной базе ПО «Севмашпредприятие»
электронно-лучевой сварки.
Электронно-лучевая сварка является лучевым методом сварки металлов,
при котором в качестве источника сварочного нагрева выступает
концентрированный электронный пучок (узкий поток быстродвижущихся
электронов). Электроны, эмитированные катодом, ускоряются в электрическом
поле между катодом и анодом, а затем формируются в концентрированный
пучок диаметром менее 1 мм. При этом в результате соударения и торможения
ускоренных электронов с поверхностью свариваемого изделия их кинетическая
энергия преобразуется в тепловую, вызывая нагрев и плавление металла.
Основными, приоритетными достоинствами электронно-лучевой сварки
по сравнению с традиционными электродуговыми способами сварки (рисунок
1) являются:
– выполнение сварки по щелевому соединению, не требующему
механической обработки для приведения свариваемых кромок к сложной Vобразной и Х-образной разделке;
107
– глубокое проплавление металла, обеспечивающее выполнение сварки
соединений толщиной до 200 мм за один проход на сравнительно высоких
сварочных скоростях;
– отсутствие необходимости в использовании сварочных материалов;
– минимальные размеры зоны термического влияния, способствующие
снижению уровня сварочных деформаций;
– отсутствие необходимости в обеспечении газовой защиты расплава
сварочной ванны от окисления за счет выполнения сварки в вакуумной среде;
– минимальное воздействие сварочных аэрозолей на окружающую
природную среду и исполнителей (операторов-сварщиков).
а)
б)
Рис. 1. а) Сварное соединение, выполненное электронно-лучевым методом
сварки; б) Сварное соединение, выполненное электродуговым способом
сварки.
Электронно-лучевая сварка осуществляется при использовании
сложного, высокоточного оборудования (электронно-лучевых установок),
научной основой которого является высоковольтная электроника, электронная
оптика и вакуумная техника, а эксплуатация данного оборудования требует
специальной подготовки обслуживающего персонала.
Для реализации задач по внедрению технологии электронно-лучевой
сварки в производственных условиях ПО «Севмашпредприятие» уже в 80-х
годах были спроектированы, изготовлены и введены в эксплуатацию ряд
малогабаритных электронно-лучевых установок. Но, учитывая потребность
Минобороны в строительстве специальной глубоководной техники и,
соответственно, в изготовлении сварных
корпусных толстолистовых
конструкций цилиндрической и сферической формы, было принято решение об
оснащении производственной базы ПО «Севмаш» крупногабаритными
электронно-лучевыми установками. Одной из таких установок является
электронно-лучевой комплекс УЛ-214 (рисунок 2).
108
Установка УЛ-214 была введена в эксплуатацию в 1992 году и явилась
плодом тесного технического сотрудничества специалистов ИЭС им. Е. О.
Патона, ЦНИИ КМ «Прометей» и ПО «Севмаш».
Установка УЛ-214 предназначена для выполнения электронно-лучевой
сварки горизонтальных стыковых соединений конструкций сферической и
цилиндрической формы диаметром до 7800 мм и весом до 150 тонн.
Энергетический и электромеханический комплекс установки позволяет
выполнять однопроходную электронно-лучевую сварку стальных конструкций
толщиной свариваемых кромок до 100 мм и конструкций из титановых сплавов
толщиной до 150 мм.
Установка УЛ-214 состоит из вакуумной камеры, которая представляет
собой стальную цилиндрическую конструкцию с внутренним диаметром 10400
мм и внутренней
Высотой 9500 мм. Внутри камеры расположено поворотное устройство
(планшайба) для вращения свариваемого изделия со сварочной скоростью,
Рис. 2. Электронно-лучевая установка УЛ- Рис. 3. Принципиальная схема
214. Общий вид.
электронно-лучевой сварки в
вакуумной камере установки
УЛ-214
а также установленный на опорной колонне в виде консольной балки
манипулятор электронно-лучевой пушки, имеющий вертикальное и
горизонтальное перемещение для выставления пушки относительно
свариваемого изделия и обеспечивающий непосредственно выполнение сварки
в горизонтальной плоскости стыкового соединения. Управление процессом
сварки осуществляется из помещения пультовой, находящегося за пределами
вакуумной камеры. Принципиальная схема электронно-лучевой сварки в
вакуумной камере установки УЛ-214 представлена на рисунке 3.
Как было указано ранее, формирование сварного шва производится
только в горизонтальном положении плоскости стыка. То есть все
позиционирование электронно-лучевой пушки относительно свариваемого
изделия осуществляется лишь за счет вращения поворотного устройства с
109
заданной сварочной скоростью, что в процессе эксплуатации явилось
существенным недостатком оборудования механической системы данной
лучевой установки (рисунок 4а.). В результате чего выполнение электроннолучевой сварки при изготовлении корпусных конструкций цилиндрической и
сферической формы, а в частности вертикальных и радиальных стыковых
соединений, требовало проектирования и изготовления сложнейшей и
дорогостоящей
технологической
оснастки
(сварочных
вращателей),
обеспечивающей высокую точность позиционирования свариваемого изделия в
процессе выполнения работ или, в конечном счете прибегнуть к ручным
дуговым способам для выполнения сварки указанных соединений, что,
безусловно, влекло за собой существенные технико-экономические затраты.
Решение данной проблемы, как и некоторых других, возможно лишь
путем проведения комплексной модернизации электронно-лучевой установки
УЛ-214.
В свете передовых достижений научно-технического прогресса,
стремительного развития компьютерных технологий и робототехники, которые
все шире и шире осваиваются и внедряются практически во всех сферах
отечественного и зарубежного промышленного комплекса, в том числе и в
судостроении, а также при соответствующей финансовой поддержке в рамках
Федеральных целевых программ, подобное совершенствование оборудования
установок электронно-лучевой сварки представляется более чем возможным.
а)
б)
Рис. 4. а) Механическая система установки УЛ-214 (по проекту). б)
Механическая система установки УЛ-214 (после проведения модернизации). 1–
опорная колонна; 2 – сварочный манипулятор; 3 – свариваемое изделие; 4 –
поворотное устройство (планшайба). Vсв – задаваемая скорость сварки.
В результате чего, в настоящее время специалистами ОАО «ПО
«Севмаш» принято решение о проведении комплексной модернизации ряда
существующих в обществе электронно-лучевых установок, в том числе и
электронно-лучевого комплекса УЛ-214.
110
Таким образом, решение главной проблемы, связанной с отсутствием
системы позиционирования электронно-лучевой пушки относительно
свариваемого изделия в процессе выполнения работ, предполагается
осуществить за счет модернизации узлов механической системы (сварочного
манипулятора) и системы ЧПУ.
В результате модернизации механическая система должна представлять
собой
несущую колонну с управляемым устройством вертикального
перемещения консольной балки, на которой должен быть расположен
манипулятор электронно-лучевой пушки (рисунок 4б). Консольная балка с
устройством поворота и кареткой для крепления манипулятора электронной
пушки должна обеспечивать перемещение манипулятора в продольном
направлении относительно направляющих балки и его поворот в
горизонтальной плоскости на заданный угол.
Манипулятор электронно-лучевой пушки с пятью автоматически
управляемыми
координатами перемещения является устройством,
осуществляющим позиционирование пушки относительно свариваемого
изделия с точностью до 0,1 мм, при этом обеспечивая ее движение с заданной
сварочной скоростью. Конструктивно манипулятор должен состоять из
подвижных звеньев, приводимых в действие встроенными высокоточными
приводами, с помощью программы управления которыми должно
осуществляться перемещение электронно-лучевой пушки в вертикальной
плоскости, как по прямолинейным, так и криволинейным траекториям сварного
соединения. Управление механической системой должно осуществляться
автоматически с центрального пульта электронно-лучевой установки и быть
интегрировано с системой управления энергоблоком.
На основании вышеизложенного можно заключить, что благодаря
оснащению механической системы установки подобным, автоматически
управляемым, манипулятором, нам
представляется возможность
в
осуществлении электронно-лучевой сварки вертикальных, горизонтальных и
радиальных соединений, в том числе, имеющих сложную
криволинейную траекторию, во всех пространственных положениях. Примеры
выполнения лучевой сварки конструкций сферической и цилиндрической
формы с применением модернизированного сварочного манипулятора
представлены на рисунке 5.
В результате проводимой модернизации возможно решение и ряда
технологических проблем, обусловленных непосредственно особенностями
электронно-лучевого метода сварки. Основными из которых являются весьма
жесткие требования, предъявляемые к величине зазоров между стыкуемыми
кромками сварных соединений по причине малой ширины получаемых сварных
швов. Так, значение допустимого зазора при лучевой сварке конструкций,
толщиной стенки более 100 мм, не должно превышать 0,5 мм. Данное
технологическое требование является серьезным «камнем преткновения» при
осуществлении сборки крупногабаритных толстолистовых конструкций и
связанно с существенными затратами на выполнение механической обработки
кромок сварного соединения.
111
а)
б)
Рис. 5. Примеры выполнения лучевой сварки конструкций сферической
и цилиндрической формы с применением модернизированного сварочного
манипулятора. а) Сварка пазовых соединений «лепестков» сферической
конструкции; б) Сварка пазовых соединений цилиндрической конструкции.
Таким образом, в результате модернизации оборудования установки, а в
частности совершенствования системы ЧПУ, появляется возможность в
разработке и последующей отработке технологии электронно-лучевой сварки
по увеличенному зазору свариваемого соединения до 2 мм, что существенно
повысит эффективность применения электронно-лучевой сварки при
изготовлении крупногабаритных конструкций больших толщин.
Подводя итоги всему вышеизложенному, можно с уверенностью
заключить, что благодаря совершенствованию существующего оборудования
112
электронно-лучевых установок, на примере лучевого комплекса УЛ-214, перед
ПО «Севмаш» открываются новые возможности и горизонты в освоении
технологии электронно-лучевой сварки при изготовлении толстолистовых
сварных конструкций изделий морской техники, в том числе имеющих
сложную геометрическую форму. А возможность решения при этом некоторых
технологических проблем, характерных для лучевой сварки, как метода,
безусловно, позволит повысить статус данного метода сварки, как одного из
самых прогрессивных, обеспечивающих наивысшие производственные
технико-экономические показатели.
113
СОЗДАНИЕ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ДВИЖЕНИЯ ЧАСТИЦЫ
ТВЕРДОГО ТЕЛА В ПОТОКЕ ВЯЗКОЙ ЖИДКОСТИ
В.А. Стенин, д.т.н., Е.Г.Лебедева, аспирант, Севмашвтуз, филиал СПбГМТУ, в
г. Северодвинске
Разработка совместной модели движения частиц твердого тела в потоке
жидкости является на сегодняшний момент очень своевременной и
необходимой задачей, что связано с развитием вычислительной техники и
математических методов решения физических задач. Многие вычислительные
пакеты на сегодняшний момент используют наложение движения какого
угодно количества частиц на уже сложившуюся и сформированную картину
течения жидкости. Возникает вопрос: 1) при каких соотношениях количества
частиц в потоке жидкости появляется взаимное влияние частиц на жидкость, и
какова степень этого влияния; 2) при каких концентрациях этих частиц
уравнения движения и уравнения энергии жидкости будут не применимы для
расчета, например двухфазных сред. Таким образом, поставленные вопросы
можно объединить в один, если сформулировать его так: необходимо создать
математическую модель движения частиц твердых тел в потоке жидкости для
описания двухкомпонентных сред (например, частицы твердого тела в
жидкости).
В последнее время появился ряд работ, посвященных движению частиц
твердых тел в жидкости. Например, в [1] рассмотрены статистические модели
движения твердых частиц в турбулентном потоке. Дано сравнение лагранжева
и эйлерова подхода в применении к данному вопросу, а также возможная
область их объединения. Применительно к мелким частицам, являющимся
предметом нашего интереса, в данном источнике приведено уравнение
движения частицы в турбулентном потоке. Интересно, что при определении
слагаемого отвечающего за вязкостную составляющую, применяются данные
полученные аппроксимацией стандартных кривых сопротивления круглых тел.
Тем самым объединяются экспериментальные и теоретические данные.
Уравнения движения частиц в пульсирующем турбулентном потоке
жидкости также можно найти в [2], оно предназначено для решения плоской
одномерной задачи переноса частиц потоком жидкости. В основном же
большинство исследований прежних лет [3,4] направлено на определение
гидродинамических сил и моментов, возникающих при движении тела в
жидкости.
При современном развитии вычислительной техники и существующих
перспективах применения конечно - разностных схем аппроксимирующих
сложные уравнения типа Навье – Стокса, существует необходимость создания
новой математической модели, описывающую течение частиц в потоке. Такую
модель можно было бы применять при расчёте движения многофазных и
многокомпонентных сред. Так, например, в [5] для примера составления
конечно-разностных аппроксимаций при описании потока жидкости берется
114
стандартная система уравнений, состоящая из уравнения неразрывности,
уравнений движения и уравнения энергии.
Попробуем вывести уравнение движения и уравнения энергии частицы
твердого тела в потоке жидкости по аналогии с системой уравнений движения
вязкой жидкости.
Уравнение движения частицы в потоке жидкости будет связывать
компоненты скорости потока u x , u y , u z , компоненты скорости движения
частицы v x , v y , v z и давление р.
На частицу твердого тела действуют силы инерции, массовые и
поверхностные силы.
dFин = dF мас + dFпов .
(*)
Разобьём поверхность и объём частицы на элементы, тогда площадь
элементарной поверхности будет dS, а объем dV.
Элементарная сила инерции dFин , приложенная к частице массой
ρ част dV = ρ част dxdydz , равна
dv
.
(1)
dt
Массовые силы dF мас , действующие на частицу определяются: силой
тяжести ρ част gdV = ρ част gdxdydz , силой Архимеда ρgdV = ρgdxdydz . И в
общем случае их можно записать через ускорение массовой силы
ρdV F − ρ част dV F .
(2)
ρ част dV
Поверхностная сила dFпов на границе объема равна p n dS и по теореме
Гаусса-Остроградского [3] ее можно определить как результат суммирования
по объёму:
∂p
∂py ∂pz
x
(3)
∫ p n dS = ∫ ∂x + ∂y + ∂z dV
S
V
В случае движения частицы твердого тела в вязкой жидкости напряжения
p n определяются с учетом напряжений:
p n = р х соs (n, x) + p y cos(n, y ) + p z cos( n, z ) ,
(4)
где
px =ipxx + jpxy + kpxz,
p y = i p yx + j p yy + k p yz ,
(5)
p z = i p zx + j p zy + k p zz .
pxx, pyy, pzz – нормальные напряжения, а pyx, pyz, pzx , pzy, pxy, pxzкасательные напряжения, действующие по соответствующим площадкам.
Обозначим касательные напряжения через τ , например, τ xy = p xy , и т.д.
115
Тогда проекции напряжений, действующих в жидкости на частицу
твердого тела, например, по оси х будут: p x = i p хх + jτ xy + kτ xz . Аналогично
определяются проекции по оси у и z.
Так как напряжения связаны со скоростями деформаций в жидкости [3],
то с учетом движения частицы в движущейся жидкости можно записать:
∂ (u x − v x )
р xх = − p + 2 µ
,
∂х
∂ (u y − v y )
р yy = − p + 2 µ
,
∂y
∂ (u z − v z )
р zz = − p + 2 µ
,
∂z
∂ (u x − v x ) ∂ (u y − v y )
,
τ xy = τ yx = µ
−
(6)
∂x
∂y
∂ (u x − v x ) ∂ (u z − v z )
−
τ xz = τ zx = µ
,
∂z
∂x
∂ (u y − v y ) ∂ (u z − v z )
τ yz = τ zy = µ
−
∂
z
∂
y
Слагаемое р учитывает влияние нормального напряжения – давления, а
остальные – влияние вязкости при обтекании твердой частицы, движущейся со
скоростью v в потоке жидкости, характеризующемуся скоростью u.
Подставив в проекции напряжений для оси х значения напряжений
p хх , τ xy ,τ xz , получим:
∂ (u x − v x )
p x = i p хх + jτ xy + kτ xz = i (− p + 2µ
)+
∂х
∂ (u x − v x ) ∂ (u y − v y )
∂ (u x − v x ) ∂ (u z − v z )
+ k µ
(7)
jµ
−
−
∂
y
∂
x
∂
z
∂
x
Для получения уравнения движения твердой частицы в потоке вязкой
жидкости подставим в правую часть уравнения значения напряжений, помня
теорему (3).
И например для оси х: продифференцируем по х напряжения р xх , по у –
τ xy , по z – τ zx :
∂р х ∂
∂ (u x − v x ) ∂p ∂ 2∂ (u x − v x )
= − p + 2 µ
=
= − ∂х + ∂х µ
∂х ∂х
∂х
∂
х
∂p
2∂ 2 (u x − v x )
,
= −
+ µ
∂
х
∂
х
∂
x
∂τ xy
∂ ∂ (u x − v x ) ∂ (u y − v y )
=
= µ
−
∂y
∂y
∂y
∂x
(8)
∂ 2 (u x − v x ) ∂ 2 (u y − v y )
µ
−
,
∂
y
∂
y
∂
x
∂
y
116
(9)
∂ 2 (u x − v x ) ∂ 2 (u z − v z )
∂τ zx
∂ ∂ (u x − v x ) ∂ (u z − v z )
. (10)
=µ
−
=
µ
−
∂z
∂z
∂z
∂x
∂
z
∂
z
∂
x
∂
z
Тогда подставив (8), (9), (10) по теореме (3) получаем:
2∂ 2 (u x − v x )
∂р х ∂τ xy ∂τ zx ∂p
+
+
+
= −
+ µ
∂х
∂х
∂z
∂
х
∂
х
∂
x
∂ 2 (u x − v x ) ∂ 2 (u y − v y )
∂ 2 (u x − v x ) ∂ 2 (u z − v z )
.
+ µ
−
(11)
+µ
−
∂
y
∂
y
∂
x
∂
y
∂
z
∂
z
∂
x
∂
z
Перегруппируем правую часть равенства относительно переменных:
∂ 2 (u x − v x ) ∂ 2 (u x − vx ) ∂ 2 (u x − vx )
∂р
+
− + µ
+
+
2
2
2
∂х
∂х
∂y
∂z
∂ ∂(u − v ) ∂(u y − v y ) ∂(u z − vz )
+ µ x x +
+
(15)
∂x
∂x
∂y
∂z
Выражение в последней скобке выражает собой закон сохранения массы
(при условии что частица не деформируется), поэтому, как известно, равно 0, и
следовательно, получаем:
∂ 2 (u x − v x ) ∂ 2 (u x − v x ) ∂ 2 (u x − v x )
∂р х ∂τ xy ∂τ zx
∂р
(12)
+
+
=−
+ µ
+
+
2
2
2
∂х
∂х
∂z
∂х
∂х
∂y
∂z
Тогда подставив полученные выражения (1), (2) и (12) в (*) в проекции на
ось х, запишем:
∂τ xy ∂τ xz
dv
∂p
ρ част x = ( ρ − ρ част ) X& + ( х +
+
),
(13)
dt
∂x
∂x
∂x
то есть далее в проекции на ось х, получаем:
ρ част
∂ 2 (u x − v x ) ∂ 2 (u x − v x ) ∂ 2 (u x − v x )
dv x
∂р
.
= ( ρ − ρ част ) Х& −
+ µ
+
+
2
2
2
dt
∂х
∂
х
∂
y
∂
z
(14)
Для двух других осей можно получить аналогичные выражения. И тогда
движение частицы в потоке жидкости будет описываться системой уравнений:
ρ част
ρ част
ρ част
∂ 2 (u x − v x ) ∂ 2 (u x − v x ) ∂ 2 (u x − v x )
dv x
∂р
&
= ( ρ − ρ част ) Х −
+ µ
+
+
2
2
2
dt
∂х
∂х
∂y
∂z
∂ 2 (u y − v y ) ∂ 2 (u y − v y ) ∂ 2 (u y − v y )
∂
р
= ( ρ − ρ част )Y& −
+ µ
+
+
2
2
2
dt
∂y
∂x
∂y
∂z
dv y
∂ 2 (u z − v z ) ∂ 2 (u z − v z ) ∂ 2 (u z − v z )
dv z
∂р
= ( ρ − ρ част ) Z& −
+ µ
+
+
dt
∂z
∂х 2
∂y 2
∂z 2
Система (15) содержит шесть неизвестных, поэтому должна решаться
совместно с системой уравнений, описывающих движение вязкой жидкости и
уравнением неразрывности в дифференциальной форме.
117
Система уравнений (15) может использоваться для описания движения
частицы при условии действия массовых сил: инерции, закручивающей поток,
тяжести. Для этого значениям Х& , Y& , Z& нужно присвоить соответствующие
значения.
Из последней полученной системы (15) можно получить уравнение
энергии движущейся частицы в потоке жидкости. Для этого выполним
умножение каждого слагаемого системы уравнений (15) по координатам на dx ,
dy , dz соответственно. Например, для оси х получаем:
ρ ÷àñò dx
∂ 2 (u x − v x ) ∂ 2 (u x − v x ) ∂ 2 (u x − v x )
dv x
∂ð
dx
= ( ρ − ρ ÷àñò ) Õ&dx −
dx + µ
+
+
dt
∂õ
∂õ 2
∂y 2
∂z 2
.
dx
dy
dz
, vy =
, vz = .
dt
dt
dt
Для оси х получим:
Зная, что v x =
∂ 2 (u x − v x ) ∂ 2 (u x − v x ) ∂ 2 (u x − v x )
∂р
&
dx
ρ част v x dv x = ( ρ − ρ част ) Хdx − dx + µ
+
+
2
2
2
∂х
∂х
∂y
∂z
Аналогичные выражения получаем для двух других координат.
После этого сложим полученные выражения,
ρчаст (vx dvx + v y dv y + vz dvz ) = ( ρ − ρчаст )( Х&dx + Y&dy + Z&dz ) − (
∂p
∂p
∂p
dx +
dy +
dz ) +
∂х
∂y
∂z
∂ 2 (u x − vx ) ∂ 2 (u x − vx ) ∂ 2 (u x − vx )
dx +
+ µ
+
+
2
2
2
∂х
∂y
∂z
∂ 2 (u y − v y ) ∂ 2 (u y − v y ) ∂ 2 (u y − v y )
dy +
+ µ
+
+
2
2
2
∂x
∂y
∂z
.
∂ 2 (u z − vz ) ∂ 2 (u z − vz ) ∂ 2 (u z − vz )
dz
+ µ
+
+
2
2
2
∂
x
∂
y
∂
z
dv 2
∂р
∂p
∂p
Учитывая, что (v x dv x + v y dv y + v z dv z ) =
и dp =
dx + dy + dz ,
2
∂х
∂y
∂z
разделив предварительно на ρ част ,
dv 2 ( ρ − ρ част ) &
dp
=
( Хdx + Y&dy + Z&dz ) −
+
ρ част
ρ част
2
+
+
+
µ
ρ част
µ
ρ част
µ
ρ част
∂ 2 (u x − v x ) ∂ 2 (u x − v x ) ∂ 2 (u x − v x )
dx +
+
+
2
2
2
∂х
∂y
∂z
∂ 2 (u y − v y ) ∂ 2 (u y − v y ) ∂ 2 (u y − v y )
dy +
+
+
2
2
2
∂x
∂y
∂z
∂ 2 (u z − v z ) ∂ 2 (u z − v z ) ∂ 2 (u z − v z )
dz
+
+
2
2
2
∂x
∂y
∂z
118
(16)
Таким образом, уравнение (16) – это уравнение движения твердой
частицы, движущейся в потоке вязкой жидкости.
Данные системы уравнений можно применять для численного расчета
движения частиц в потоке жидкости и определения степени их влияния друг на
друга.
Литература:
Алипченков В.М., Зайчик Л.И. Статистические методы движения частиц
в турбулентной жидкости. - М.: Физматлит, 2007-309с.
Каминер А.А., Яхно О.М. Гидромеханика в инженерной практике. - Киев:
Технiка - 1987 – 175с.
Войткунский Я.И., Фаддеев Ю.И., Федяевский К.К. Гидромеханика. – Л.
Судостроение, 1982. – 456с.
Лойцянский Л.Г. Механика жидкости и газа. – М.: Наука, 1970 - 904с.
Годунов С.К., Забродин Ф.В., Иванов М.Я., Крайко А. Н., Прокопов Г.П.
Численное решение многомерных задач газовой динамики. Главная редакция
физико – математической литературы издательства М.: Наука, - 1976.
119
ТЕХНОЛОГИЯ ХОЛОДНОГО ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ
ОСНОВНОГО КОРПУСА ПОДВОДНЫХ КОРАБЛЕЙ
О.С.
Куклин,
В.М.
Левшаков,
ОАО «ЦТСС», г. Санкт-Петербург
В.Ю.
Шуньгин,
В.И.
Попов,
При
повышении
технико-экономической
эффективности
судостроительного производства одной из основных задач является переход на
ресурсосберегающие технологии, в частности переход от технологии горячей
гибки листовых деталей к технологии их гибки в холодном состоянии. В
настоящее время этот переход осуществляется применительно к
формообразованию толстолистовых (толщиной до 100 мм) деталей основного
корпуса подводных кораблей из высокопрочных сталей, в частности листовых
деталей оболочечных металлоконструкций осесимметричной формы, которые
расстыковываются на ряд листовых деталей: одна из деталей («донышко»)
перед гибкой представляет собой круг, а остальные («лепестки») –
симметричную трапецию с криволинейными кромками (рисунок 1).
Ранее подобные детали гнули методом штамповки в горячем состоянии
(температура нагрева детали перед гибкой до 1000°С) при помощи
специального объемного штампа, рабочая поверхность которого совпадала с
поверхностью гнутой листовой детали как по форме, так и по размерам
(нередко штамповались сдвоенные детали). На практике такой способ гибки
имеет ряд недостатков, включая большие энергозатраты (суммарная
продолжительность нагрева детали в печи до 20 часов), выгорание металла с
поверхности листовой заготовки, тяжелые условия труда гибщиков,
потребность в специальных штампах и полной термообработке листовых
заготовок после гибки, а также низкую точность гибки. Последнее приводило к
тому, что согнутые в горячем состоянии листовые заготовки необходимо было
доводить на прессе в холодном состоянии местными нажатиями при помощи
малогабаритных штампов до достижения заданных допусков.
Применение горячей гибки было связано с отсутствием проработанной
технологии гибки в холодном состоянии, ограниченной мощностью имеемого
прессогибочного оборудования, а также опасениями в части сохранности
свойств металла после холодной гибки. Однако положительный опыт доводки
листовых деталей в холодном состоянии после горячей штамповки, а также
наличие научных разработок и апробированных технологий гибки листовых
деталей в малогабаритных штампах методом последовательно-локального
деформирования (ПЛД) позволили полностью отказаться от горячей
штамповки. Переход на технологию холодной гибки методом ПЛД позволил:
– значительно сократить производственные затраты на формообразование
листовых деталей сложной формы, в т.ч. расход энергоресурсов и затраты на
изготовление дорогостоящих крупногабаритных металлоемких специальных
штампов;
– уменьшить продолжительность технологической подготовки
120
производства;
– уменьшить количество операций термообработки или исключить их;
– уменьшить объем выгораемого металла;
– обеспечить требуемую точность гибки без выполнения доводочных
операций, т.е. получать гнутые листовые детали сразу путем их гибки в
холодном состоянии, без двухступенчатой технологии сначала горячей гибки, а
затем дополнительной доводки листовой заготовки в холодном состоянии;
– выполнять формообразование листовых деталей на имеющемся
прессогибочном оборудовании относительно невысокой мощности;
– обеспечить благоприятные и менее опасные условия работы гибщиков.
а
б
Рис. 1 – Плоские листовые заготовки для формообразования листовых деталей
оболочечных металлоконструкций основного корпуса подводных кораблей: а – листовая
заготовка типа «донышко»; б – листовая заготовка типа «лепесток»
121
В частности, специалистами ОАО «ЦТСС» по запросу ОАО «ПО
«Севмаш» была рассмотрена возможность холодной гибки листовых деталей
большой толщины методом ПЛД на существующем технологическом
оборудовании вместо их штамповки в горячем состоянии с привлечением
контрагента по внутризаводской кооперации. Расчеты показали, что гибка
методом ПЛД может быть выполнена в холодном состоянии на имеющемся
оборудовании и не приведет к недопустимому изменению свойств металла.
Холодная гибка листовых деталей с двоякой кривизной поверхности
методом ПЛД выполнялась на гидравлическом прессе в малогабаритном
штампе типовой конструкции путем местных нажатий пуансоном на листовую
заготовку, лежащую на матрице, с перемещением зон деформации. Схема
гибки приведена на рисунке 2.
Рабочая поверхность пуансона и матрицы для выполнения большей части
операций имеет осесимметричную или призматическую форму, не
«привязанную» к форме листовой детали, поэтому те же пуансон и матрица
могут применяться при гибке листовых деталей разной формы.
Технологический процесс формообразования стальных листовых деталей,
в общем случае, включает следующие операции:
– гибка листовых деталей, включая операции по деформированию
листовой заготовки, а также оперативному (промежуточному) и
окончательному (приемочному) контролю формы листовой детали;
– термообработка и дефектоскопия, которые выполняются при гибке
опытных деталей или, при необходимости, при гибке штатных деталей.
Гибку детали сферической формы методом ПЛД выполняют в одном
штампе за один этап. Рабочая поверхность пуансона и матрицы штампа имеет
форму тела вращения, при этом рабочая поверхность пуансона сферическая
(рисунок 3). Подобная гибочная оснастка может также применяться при гибке
листовых деталей несферической (торосферической, эллиптической и др.)
формы для начального формообразования по сферической поверхности, а
также для дополнительной вытяжки несферических деталей на втором этапе их
формообразования.
Гибку листовой детали, часть поверхности которой имеет сферическую, а
часть торовую форму выполняется за несколько этапов (переходов) в разных
штампах, включая:
– первый этап – «гибка на сферу» для получения листовой заготовки
сферической формы с максимальным радиусом кривизны листа, которая
выполняется при помощи штампа, состоящего из сферического пуансона и
кольцевой матрицы;
– второй этап – «вытяжка» для получения требуемой двоякой (гауссовой)
кривизны в каждой точке поверхности листовой заготовки, которая также
выполняется при помощи штампа, состоящего из сферического пуансона и
кольцевой матрицы, но радиус пуансона меньше, чем на первом этапе
формообразования;
– третий этап – «подгибка по тору» для получения требуемого радиуса в
радиальном направлении лепестка (рисунок 4);
122
– четвертый этап – «калибровка», т.е. доводка листовой заготовки в
специальном объемном штампе, изготовленным по форме и размерам листовой
детали с учетом пружинения.
Гибка листовой детали торосферической формы на первом этапе ее
формообразования выполняется аналогично гибке листовой детали
сферической формы (рисунок 5). Радиус сферы рабочей части пуансона на
первом этапе формообразования должен быть равен наибольшему радиусу
вытяжки листовой детали с учетом пружинения листовой заготовки при гибке.
Рис. 2 - Схема гибки листовых деталей осесимметричных оболочечных металлоконструкций
основного корпуса подводных кораблей методом ПЛД: а - гибка листовой детали
сферической формы и вытяжка листовой детали несферической формы; б - подгибка
листовой детали несферической формы. 1 – листовая заготовка; 2 – пуансон; 3 –
кольцевая матрица; 4 – призматическая матрица
123
Рис. 3 – Штамп для гибки листовых деталей сферической формы и вытяжки листовых
деталей несферической формы
Рис. 4 – Штамп для подгибки листовых детали несферической формы
На втором этапе формообразования листовой детали несферической
формы аналогичным образом выполняется ее дополнительная вытяжка, при
которой требуется получить требуемую двоякую (гауссову) кривизну в каждой
точке поверхности гнутой листовой заготовки. После выполнения второго
этапа формообразования листовая деталь торосферической формы будет
перегнута в окружном и недогнута во втором, перпендикулярном первому,
радиальном направлении (см. рисунок 1). Поэтому на третьем этапе
формообразования следует выполнять подгибку торовой части листовой детали
в радиальном направлении без получения дополнительной вытяжки детали.
При этом деталь самопроизвольно разгибается в окружном направлении,
124
сохраняя постоянное значение двоякой (гауссовой) кривизны.
Рис. 5 – Гибка листовой заготовки на первом этапе формообразования. 1 – кольцевая
матрица; 2 – сферический пуансон; 3 – листовая заготовка
При правильном выполнении технологических операций листовая деталь
должна быть согнута после завершения третьего этапа формообразования, а
последний (четвертый) этап гибки может не выполняться, что позволяет
отказаться от проектирования и изготовления специального штампа.
При технологической подготовке производства для определения
возможности гибки на имеющемся прессогибочном оборудовании и выбора
пресса следует выполнить расчет минимально необходимого усилия для гибки
листовой детали методом ПЛД отдельно для каждого этапа формообразования
листовой детали. Фактическое усилие может превосходить расчетное до двух
раз, но не должно приводить к появлению местных искривлений листовой
детали.
Формообразование листовых деталей с двоякой кривизной поверхности
неизбежно приводит к утонению листовой заготовки, которое не должно
выходить за пределы, заданные чертежом. Как правило, утонение
ограничивается 5-6 % от номинальной толщины листовой заготовки, в
исключительных случаях допускается утонение до 10 %.
Кроме того, холодная гибка сопровождается изменением механических
свойств металла обрабатываемой листовой заготовки, в частности повышением
прочностных (предела текучести, временного сопротивления) и снижением
пластических (относительное удлинение и ударная вязкость) характеристик. В
результате значения показателей качества металла могут выйти за пределы
требуемых значений по техническим условиям (ТУ) на поставку листового
металлопроката. Кроме того, снижение пластических характеристик металла
листовой заготовки может привести к появлению трещин, что особенно опасно
125
для высокопрочных сталей, имеющих относительно малую пластичность.
Поэтому при выполнении технологической подготовки производства в
зависимости от значения интенсивности деформаций металла листовой детали
при ее формообразовании решается вопрос в отношении возможности
холодной гибки методом ПЛД и необходимости проведения дополнительных,
кроме гибки, технологических операций, включающих дефектоскопию и
термообработку.
Необходимо отметить, что наряду с наличием технической возможности,
на ОАО «ПО «Севмаш» отсутствовал положительный опыт изготовления
штампованных заготовок большой толщины методом ПЛД в холодном
состоянии, а также требовалось подтверждение требуемых механических
свойств металла листовых деталей после их формообразования. Поэтому была
выполнена гибка опытных листовых деталей. Для оперативного и приемочного
контроля гнутых листовых деталей по геометрии применялась контрольная
оснастка в виде шаблонов и каркасов. До и после гибки были измерены
толщина, а также расстояние между кернами, поставленными в узлах
радиальной сетки в радиальном и окружном направлении на растянутой
(выпуклой) поверхности лепестка торосферической формы.
Расчет радиальных и окружных деформаций, выполненный по результатам
измерений, показал следующее:
– характер распределения деформаций металла подтверждает результаты
предварительных расчетов;
– значение деформации может быть отрицательным, тогда как при
расчетах оно принимается только положительным, что сдвигает абсолютные
значения деформаций и интенсивности деформаций в безопасную сторону;
– деформации имеют небольшое значение, что не должно вызывать
недопустимого снижения пластических свойств металла.
Были выполнены работы по вырезке проб, изготовлению образцов для
испытаний механических свойств металла как в состоянии поставки листов, так
и после гибки листовых деталей, а также испытания физико-механических
свойств металла после гибки. Анализ полученных данных позволил сделать
следующие выводы:
– исходные свойства металла поставленных на завод листов находились в
пределах, допускаемых ТУ на поставку листового металлопроката, при этом
прочностные свойства находились на верхнем пределе, а минимальный запас
по относительному удлинению для всех листов составлял от 3,0 до 5,5 %;
– относительное удлинение при гибке уменьшилось на 2,0 – 2,5 %, но
находилось в пределах допускаемых по ТУ значений;
– после гибки заметно повысился предел текучести металла, но
термообработка позволила снизить его значение примерно до прежнего
допустимого уровня;
– остальные показатели изменяются незначительно.
В целом, по результатам выполненных работ можно сделать следующие
выводы:
126
– формообразование толстостенных деталей может быть выполнено в
холодном состоянии методом ПЛД и не приведет к недопустимо большим
утонениям листовых заготовок;
– проектирование и изготовление специальных штампов по размерам и
форме торосферической детали не обязательно: детали изготавливаются
методом ПЛД при помощи имеющейся на предприятии универсальной
штамповой оснастки;
– результаты опытных работ подтверждают правильность разработанной
технологии, а также методики расчетов деформаций, усилий и геометрических
параметров штампов;
– гибка методом ПЛД в холодном состоянии повышает предел текучести и
снижает относительное удлинение металла, которые при помощи последующей
термообработки могут быть уменьшены до исходного значения;
– суммарный экономический эффект от перехода с горячей штамповки на
холодную гибку может достигать 15-20 млн. руб. на один заказ.
127
О ПОДХОДАХ К УЛУЧШЕНИЮ ПОТРЕБИТЕЛЬСКИХ СВОЙСТВ
СВАРОЧНЫХ ЭЛЕКТРОДОВ НА «ПО «СЕВМАШ»
В.А. Малышевский, д.т.н., Ю.Д. Брусницын, к.т.н., ФГУП ЦНИИ КМ
«Прометей», г. Санкт-Петербург, Ю.В Аввакумов. инж., А.Н. Быков инж., ОАО «ПО
«Севмаш» г. Северодвинск
Сварочные электроды ОАО «ПО «Севмаш» издавна считались одними из
лучших в СССР. Изменения в обеспечении качественным сырьем, ослабление
технологической дисциплины, смена кадров, также как и на других
предприятиях не могли не сказаться на потребительских характеристиках
сварочных электродов.
Применение жидкого натриевого стекла повышенной плотности и
вязкости позволило электродному цеху предприятия сохранять достигнутые
ранее уровни сварочно - технологических свойств. Переход на жидкое стекло
пониженной плотности и вязкости наряду с другими объективными причинами
дестабилизировало обстановку с качеством продукции.
В этом аспекте проделанная работа в 2004-2010гг создает положительные
предпосылки при условии понимания новых подходов к улучшению
производства сварочных электродов, которым посвящается представляемый
доклад.
Потребительские свойства электродов – это прежде всего сварочнотехнологические характеристики, с которыми сталкивается в первую очередь
сварщик, позволяющие ему качественно и с наименьшей затратой труда
выполнить конкретное задание по сварке конструкции. Здесь проявляются все
негативные стороны производства сварочных электродов. Они закономерны
для России и заложены в ГОСТ 9466-75.Например, предельно высокие
значения эксцентричности покрытия предусматривают
возможность
«схватывания» обмазочной массы в цилиндре пресса. К этому можно добавить
далеко нередкие случаи полной цементации обмазочной массы с нагревом до
60º С (гидролиз), случаи самопроизвольного отделения воды и превращения
обмазочной массы в песочную смесь (синерезис). Появление трещин на
покрытии, как следствие процессов при образовании хрупких структур, также
всегда остается признаком неуправляемых процессов.
В работах 2001-2010 годов, в том числе на «ПО «Севмаш» установлено,
что причиной упомянутых явлений является взаимодействие жидкого стекла с
компонентами электродных покрытий с образованием гидроксидов и
оксигидроксидов при приготовлении обмазочной массы и далее при сушке
электродов вплоть до полного удаления жидкой фазы.
128
129
Гидроксидные соединения в данном случае являются продуктом
щелочного гидролиза [1, 2, 3] и сварочно-технологические свойства электродов
во многом определяются их свойствами: (рис 1, 2)
-высокой адгезионной способностью, легко передаваемой шлаковым
расплавам,
- разложением и удалением гидроксильных групп вплоть до температур
800-900оС;
Продукты гидролиза и оксигидроксиды являются реальными
источниками диффузионно - подвижного водорода в наплавленном металле и
прочно связанного с энергетически сильными катионами в виде ионов(OH)[2,4,5].
Гидроксидные соединения, накапливаясь в местах нарушения
сплошности зерен ферросплавов и минералов, попадая в район растущей капли
на стержне электрода взрываясь, выбрасывают ее из зоны сварочной дуги. Это
явление наблюдалось при использовании ферросилиция крупной грануляции, а
также после хранения электродов в течение двух-трех месяцев, в особенности
изготовленных на натриево - калиевом жидком стекле.
При увеличении длительности замесов, брикетирования, ожидания
опрессовки, сушки электродов неизменно снижалась работа удара
наплавленного металла при отрицательных температурах.
Из этого следует, что как минимум для понимания развития процессов в
начальной стадии производства сварочных электродов необходимо признание
неизбежности взаимодействия компонентов сварочных материалов с жидким
стеклом с образованием гидроксидных соединений.
В настоящее время для существующего производства наиболее
актуальной задачей является исключение условий способствующих
взаимодействию компонентов сварочных материалов с жидким стеклом.
Горные породы и концентраты из них не являются надежно
нейтральными компонентами в обмазочных массах. Приведенные на рисунке 3
примеры в совокупности с результатами промышленных испытаний достаточно
четко показали зависимость интенсивности взаимодействия мрамора с жидким
стеклом от прочности горных пород на сжатие, плавиковошпатовых
концентратов от активности фтора, нефелина, сынныритов, диопсида от
наличия в них примесей оксидов щелочных металлов и алюминия, глинозема и
электрокорунда, от физического состояния и способа производства сфена и
кианита, от операций химического обогащения.
Для ферросплавов (рисунок 4) оказались действенными примеси
активных металлов в т. ч. для ферросилиция - примеси кальция (0.1 - 0.2 %).
Рекомендации, представленные на рисунках 3 и 4 направлены на
максимально возможное снижение уровня взаимодействия компонентов с
жидким стеклом.
130
131
Использование в опытных работах минеральных сплавов позволило
констатировать, что минеральные сплавы - плавленые миналы являются
идеальным средством предотвращения взаимодействия компонентов с
жидким стеклом, способствуют созданию необходимых условий для
равномерного расплавления покрытия и управления свойствами шлака «на
капле», «в сварочной ванне» и при формировании наплавляемого металла.
Плавленые миналы представляют собой композиции алюмосиликатов
кальция, нефелина и сфена, диоксида титана, оксидов кальция и магния. В
некоторые композиции введены оксиды калия, железа, редкоземельных
металлов. На плавленые миналы - комплексные элементы электродных
покрытий разработаны технические условия, в которые введены составы 28
марок.
Изготовлено в ходе работ на ПО «Севмаш» 4250 кг опытных составов
сплавов и около 4 тонн избранных марочных для продолжения работ .
О работах с минеральными сплавами докладывалось в 2009г. на
конференции посвященной 70-летию создания электродов УОНИ -13 [6].
Там же сделаны доклады о перспективном для сварочных материалов сырье
Мурманской области [7,8 ].
С плавлеными миналами в покрытие электродов вводились нефелин и
сфен в количестве 5-12%. Это способствовало значительному улучшению
потребительских свойств электродов и повышению эксплуатационных
характеристик сварных швов.
Плавленые миналы позволяют вводить в покрытие компоненты,
природные аналоги которых обладают высокой химической активностью к
жидкому стеклу (глинозем, поташ, нефелин, сфен, сынныриты, оксиды РЗМ).
Помимо основной характеристики минеральных сплавов как не
вступающих в реакцию гидролиза с жидким стеклом они обладают весьма
существенным свойством – ускорять появление жидкой фазы в покрытии при
сварке и обеспечивать этим плавление покрытия по всему сечению [9],
снижая при этом потери легирующих металлов
Создание технологии получения дозируемой пористости в покрытии
электродов можно считать полезным в т.ч. и для существующих марок
электродов. Микропористое покрытие способствует снижению доли тепла
сварочной дуги необходимой для его расплавления, что весьма существенно
для предотвращения появления локальных нарушений структуры
затвердевающего металла в сварочной ванне.
В таблицах 1 и 2 представлены результаты испытаний наплавленного
металла электродами УОНИИ-13/55 и УОНИИ-13/55Р по рецептурам с
миналами и серийными партиями. Испытания выполнены с целью
подтверждения возможности повышения эксплуатационных характеристик
хладостойкости традиционных электродов.
132
Таблица 1
Результаты испытаний наплавленного металла опытно-штатных партий сварочных электродов УОНИИ-13/55 на
сварочной проволоке Св-08А Ø 4 и 5 мм, Св-08АА Ø 4 мм . ОАО «ПО Севмаш» 2010 гг.
1
УОНИИ 13/55
Св-08А Ø 4 мм
2007
Номер
плавки
минала
Доля ,
%
Минал
Сумма, %
Неф
Сфен
К2О
Na2O
6
0.0
5.8
2
3
4
5
4213
-
-
-
Ток сварки, А
Номер
партии
Характеристика наплавленного металла (разд.тип А ГОСТ 9466-75)
Покрытие
Химический
состав
наплавленного
металла, %
Si
Mn
7
8
9
-
Композиции
Варианты
покрытий
контрольных
партий
Дата изготовления
Минал
0.25
0.91
УОНИИ 13/55
-
-
-
113а
155
158
7.2
15.0
5.4
4.5
0.7
5.0
σ0.2,
МПа
δ5,
%
Ψ,
%
10
560
550
540
11
12
38
35
35
13
580
590
590
-
30
30
28
-
200
210
190
KV,Дж
при
-40 ºС
15
-
0.34
1.07
0.21
1.04
530
530
530
430
440
435
28
28
28
75
71
74
275
238
275
72
116
111
Минимальные требования НТД
0.180.45
0.801.20
≥510
≥375
≥22
-
-
47
Требования НТД
0.180.50
0.651.20
2007
-
-
КСU,
Дж/см2
+20 ºС
14
245
220
190
-
4195
0.0
5.8
σв,
МПа
Результаты
испытаний на
ударный изгиб Тисп.
165
Св-08А Ø 5 мм
Результаты испытаний
на растяжение,
Тисп. +20°С
-
Т1(Т1-3)-0 ан.изг.
Св-08АА Ø 4 мм
13.12.07
30.04.10
133
Не менее
490
375
20
-
130
Таблица 2
Результаты испытаний наплавленного металла опытно-штатных партий сварочных электродов
УОНИИ 13/ 55Р на сварочной проволоке Св-08АА Ø 4 мм. ОАО ПО «Севмаш» 2010 гг.
Покрытие
Композиция;
№ контрольной
партии
Дата
изготовления,
(Сила тока, А)
1
Т1(Т1-3)-0
32 (160)
17.03.10
Т1(Т1-3)-0
33 (160)
16.03.10
Т1(Т1-3)-0
ТО-1 001(170)
29.04.10
Т1(Т1-3)-0
ТО-2 02 (170)
30.04.10
УОНИИ13/55Р
9019
2009
Характеристика наплавленного металла (разд.тип А ГОСТ 9466-75)
Содержание, %
Результаты испытаний на растяжение, Тисп. +20°С
Si,
%
Минал
Mn,
%
Временное
Предел
сопротивление, текучести,
σв, МПа
σ0,2 МПа)
Относительное
удлинение,
Относительное
сужение,
ψ,%
№
плавки
Доля,
%
Неф/сф
2
156
158
3
14.0
10.0
4
7.9/3.0
5
0.9/4.7
6
0.25
7
0.90
8
510
530
9
450
465
δ5 , %
10
26.0
27.0
156
158
15.4
10.0
8.6/3.0
0.9/4.7
0.19
0.80
540
530
470
460
25.0
29.0
63
72
156
18.2
8.4/0.0
0.9/4.8
0.23
1.00
520
530
520
435
440
435
28.0
27.0
28.0
75
73
70
520
510
520
530
540
540
430
420
420
480
465
475
28.0
27.0
24.0
22
33
27
71
72
72
≥540
≥400
≥22
156
13.1
6.0/0.0
К2О/Nа2O
0.7/4.5
0.0/5.9
-
-
0.20
0.42
1.00
0.90
-
Максимальные требования НТД
134
11
73
72
-
Результаты
испытаний на
ударный изгиб,
Работа удара KV, Дж,
при Тисп
-20°С
-40°С
-60°С
12
128
132
124
110
32
86
185
175
98
13
100
114
100
40
48
38
183
143
137.5
14
60
64
110
38
10
14
146
152
174
126
100
71
138
105
136
-
-
-
≥47
-
В представленной работе с успехом использована расчетная программа, в
которой за основу рецептуры избраны композиция и состав расплавленного
покрытия – шлакового расплава, во многом формирующего потребительские
свойства сварочных электродов, их стабильность, управляемость и надежность
в получении требуемых эксплуатационных характеристик металла сварных
швов [10].
ЗАКЛЮЧЕНИЕ
1. В ОАО «ПО «Севмаш» отработаны технологические процессы
подготовки компонентов и изготовления сварочных электродов на
действующем оборудовании. Поскольку этого недостаточно, для повышения
потребительских характеристик выпускаемых ныне электродов необходимо
оснастить технологический процесс стержневыми мельницами, работающими в
режиме перекатывания, барабанной печки для пассивации ферросплавов и их
смесей при температурах 450-750ºС, смесителем для грануляции обмазочной
массы с последующей прокалки гранулята барабанной печи для использования
в качестве комплексных компонентов обмазочных масс и создания в покрытиях
дозированной микропористости.
2. В соответствии с итогами многолетней работы разработана
нормативно-техническая документация на
«комплексные компоненты
электродных покрытий», «Мраморизованный известняк Никитинского
месторождения», «Ферросилиций рафинированный сварочный», готовятся
НТД на «Ферротитан с марганцем» с организацией производства на ОАО
«Уралмаш».
3. Признание неизбежности взаимодействия жидкого стекла с
компонентами сварочных электродов и оценка последствий образования в
обмазочной массе продуктов щелочного гидролиза – гидроксидных соединений
позволили сделать ряд практических рекомендаций по повышению
потребительских свойств сварочных электродов, направленных на
минимизацию взаимодействия и устранение неблагоприятных последствий в
действующих на предприятиях технологических процессах.
Понимание наблюдаемых результатов изменений в качестве собственной
продукции неминуемо должно привести к повышению ее потребительских
свойств.
4. Итоги работы в целом позволяют считать ее результаты
подготовленными для первичных испытаний на других предприятиях
135
Литература
1. Химический энциклопедический словарь // Москва «Советская
энциклопедия», 1983
2. Айлер Р. Химия кремнезема ч.1, ч.2. // М. Мир, 1982, 1127с.
3. Корнеев В.Н., Данилов В.В. Жидкое и растворимое стекло // СанктПетербург, Стройиздат, 1996, 216с.
4. Годовиков А.А. Периодическая система Д.И. Менделеева и силовые
характеристики элементов // Наука. Сибирское отделение, Новосибирск, 1981,
94с.
5. Походня И.К. Сварочные материалы: состояние и тенденции развития //
Сварочное производство, 2003 № 6 с26-40
6. Брусницын Ю.Д., Кащенко Д.А., Малышевский В.А., Рыбин В.В.,
Шекин С.П., Калинников В.Т., Николаев А.И., Бураков Р.В., Быков А.Н.,
Захватаев С.В., Москалев И.Д., Харченко И.В. Отработка композиций
минеральных сплавов и промышленной технологии их изготовления с
использованием минерального сырья Кольского полуострова // Петраньевские
чтения. Сварочные материалы (к 70-летию создания электродов УОНИ-13).
Доклады международной научно-технической конференции 18-22 мая 2009
года с. 90-102.
7. Калинников В.Т., Николаев А.И., Рыбин В.В., Малышевский В.А.,
Брусницын Ю.Д., Авакумов Ю.В. Перспективы использования минерального
сырья Мурманской области производства для производства сварочных
материалов // там же с. 80-89.
8. Николаев А.И., Петров В.Б., Адкина Ю.В., Брусницын Ю.Д.,
Малышевский В.А. Природнолегированые и синтетические компоненты
сварочных материалов // там же с. 111-115.
9. Залкин В.М. Природа эвтектических сплавов и эффект контактного
плавления // Москва, Металлургия. – 1987, 152с.
10. Брусницын М.Ю., Брусницын Ю.Д., (ФГУП ЦНИИ КМ Прометей») //
Компьютерное моделирование сварочных шлаков с использованием диаграмм
фазовых равновесий неметаллических систем. Расчет состава сварочных
шлаков, электродных покрытий и флюсов // Свидетельство РОСАПО №
960442, 01.10.1996 г
136
УПРАВЛЕНИЕ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА В
СОВРЕМЕННОМ МИКРОПРОЦЕССОРНОМ СВАРОЧНОМ
ОБОРУДОВАНИИ
В.В. Мурзин, зав. каф., В.П. Дмитриенко, доцент, В.Р. Евсеев, зав. лаб., В.М.
Карпов, асс.., СПбГМТУ, г. Санкт-Петербург
Практически со времен изобретения механизированных способов сварки
делаются попытки управлять переносом электродного металла для улучшения
качества сварного соединения. Вначале, наибольшей популярностью
пользовались методы прямого воздействия на сварочную ванну и дуговой
промежуток – сообщение электродной проволоке продольных и поперечных
колебаний [1], воздействие на зону сварки электромагнитными полями,
виброобработка сварного шва и другие приемы, способные оказывать скольконибудь заметное влияние. Недостатком такого подхода является необходимость
создания сложных механических приспособлений, обычно требующих тонкой
ручной калибровки, что неизбежно приводит к существенному увеличению
себестоимости как применяемого сварочного оборудования, так и самого
процесса сварки. По этой причине, обозначенные методы, несмотря на
доказанную эффективность, не нашли широкого применения в
промышленности.
В настоящее время, уровень развития электроники, в особенности
силовой элементной базы и цифровых компонентов, открывает широчайшие
возможности косвенного воздействия на зону сварки – воздействия путем
программирования формы сварочных токов и напряжений.
Преимущества такого подхода очевидны:
– высокое быстродействие регулирующих систем;
– гибкость и адаптивность, за счет применения универсальных
компонентов и средств программирования;
– неприхотливость в обслуживании;
– легкость получения сигналов обратной связи непосредственно из
сварочного контура;
– отсутствие сложной механики вместе с необходимостью её юстировки;
На сегодняшний день, разработчики сварочного оборудования добились
впечатляющих результатов в области цифрового синтеза сварочных процессов.
Одно из таких устройств – универсальный инверторный ИП с цифровым
управлением, выпускаемый в Санкт-Петербурге фирмой ООО «Росвелд» –
используется на нашей кафедре для исследования характера переноса
электродного металла при сварке плавящимся электродом.
Из технических характеристик надо отметить следующее:
Источник питания построен по блочному принципу (рис. 1).
Через силовые модули система управления получает информацию о том,
какой в данный момент в цепи сварочный ток и напряжение на дуге. От блока
управления к силовым модулям поступает команда о том, какая по величине
137
мощность должна быть передана в нагрузку в соответствии со сварочной
программой и сигналами обратной связи. Такая схемотехника позволяет
задавать источнику питания принципиально любую внешнюю ВАХ (в пределах
конструктивной мощности) и управлять, таким образом, размерами сварочной
ванны и количеством переданной энергии (рис. 2).
Рис. 1. Структурная схема источника питания.
Быстродействие системы обратной связи позволяет оперативно
регулировать динамические характеристики, такие как амплитуду и
длительность импульсов сварочного тока, крутизну их фронтов и спадов,
динамику разгона двигателя подачи электродной проволоки и др. Время
отклика по сигналу обратной связи порядка сотых долей миллисекунд.
Для того, чтобы при помощи системы регулирования влиять на перенос
электродного металла, на стабильность и качество процесса сварки, требуется
объективный критерий оценки этого качества. Критерий, по которому система
управления сама могла бы отслеживать и поддерживать на заданном уровне
динамические параметры процесса сварки.
В свое время в результате исследования переноса металла при дуговой
сварке в защитных газах было установлено, что на интенсивность
разбрызгивания электродного металла существенное влияние оказывает то, как
быстро нарастает ток в период короткого замыкания [2, 3]. Открытие этого
факта привело к тому, что оборудование для механизированной сварки в
защитных газах традиционно имело следующую топологию: выпрямитель с
пологопадающей
ВАХ
и
последовательно
включаемый
дроссель,
ограничивающий скорость нарастания тока короткого замыкания.
Регулирование осуществлялось ручным переключением числа витков дросселя,
если была предусмотрена такая возможность. Позже, когда появились на рынке
первые тиристорные инверторы, на лицевых панелях некоторых аппаратов
появилась специальная ручка, призванная изменять «динамические параметры
138
источника питания». Поворот этой ручки позволяет в небольших пределах
изменять параметры цепи, влияя таким образом на разбрызгивание металла.
Это особенно актуально при использовании с одним аппаратом разных
комплектов сварочных кабелей. Такая настройка в цеховых условиях обычно
выполняется «на слух». Сварщик по опыту знает в каком положении должен
быть регулятор и чувствует «сильно» брызгает металл или «нормально». А
между тем, доля сварочных материалов в себестоимости процесса сварки
значительна, плюс трудоемкость механической обработки из-за неправильно
выбранных режимов сварки может увеличиться в несколько раз.
Рис. 2. Ввод в систему управления ИП комбинированной ВВАХ.
В ближайшие годы прогнозируется значительный объем внедрения
роботизированных сварочных комплексов, а робот точно не сможет
настраивать сварочный аппарат «на слух», поэтому вопрос автоматического
регулирования уровня разбрызгивания электродного металла актуален и
подлежит разработке.
С целью практического внедрения этих идей нами был поставлен
следующий эксперимент: На пластины из Ст3 толщиной 6 мм в защитной среде
углекислого газа наплавлялись валики проволокой марки Св-08Г2С диаметром
1,2 мм на режимах, соответствующих применяемым материалам.
В процессе эксперимента варьировалась скорость нарастания тока
короткого замыкания.
Регистрировались параметры режима сварки, осциллограммы тока и
напряжения и определялась величина потерь металла на угар и разбрызгивание.
Потери металла определялись путем измерения массы пластин и катушки
с электродной проволокой до и после наплавки с точностью до 3 мг (1). За раз
139
наплавлялось порядка 80 г металла. Каждая наплавка повторялась трижды, для
обеспечения статистической достоверности.
(1)
Здесь G p – масса расплавленного металла (г), Gн масса наплавленного металла
(г), ϕ – потери металла на угар и разбрызгивание (%).
По результатам эксперимента была получена зависимость (рис. 3), анализ
которой позволил установить:
1. Для приведенного режима сварки наименьшие потери металла на
разбрызгивание достигаются в диапазоне скоростей нарастания Iкз =45-55 кА/с
2. Отклонение влево от оптимума приводит к резкому увеличению потерь
из-за взрыва электродного металла на вылете, тогда как отклонение вправо
сопровождается сравнительно плавным увеличением разбрызгивания.
3. Исходя из этого, следует проводить сварку с указанными режимами на
скоростях нарастания тока короткого замыкания близких к значению 50 кА/с, а
если это невозможно, то расширять диапазон следует в сторону увеличения
dIкз/dt. Допустимые значения тока короткого замыкания лежат в интервале 40130 кА/с.
Так же в ходе эксперимента было установлено, что при скоростях
нарастания тока Iкз меньше 20 кА/с и свыше 250 кА/с процесс сварки
невозможен или сопровождается неприемлемым разбрызгиванием.
Рис. 3. Зависимость коэффициента разбрызгивания электродного металла
от скорости нарастания тока короткого замыкания.
Для автоматизации управления разбрызгиванием металла при сварке
тонкими электродными проволоками в углекислом газе предполагается
определить эмпирическим путем оптимальные величины скоростей нарастания
140
тока короткого замыкания для всех возможных режимов сварки. На основе
полученных данных создать математическую модель для управления
динамическими параметрами ИП в соответствии с принципами теории
автоматического регулирования. Возможно внесение оптимальных скоростей
dI/dt в справочные таблицы режимов сварки.
Литература
1. Патент США №3581053 от 25.V 1971.
2. Потапьевский А.Г. Сварка в углекислом газе. М.:Машиностроение, 1984
г.
3. Заруба И.И. Механизм разбрызгивания металла при дуговой сварке
//Автоматическая сварка, 1970, №11, с. 12-16.
141
ВЛИЯНИЕ ПАРАМЕТРОВ РЕЖИМА СВАРКИ НА СОДЕРЖАНИЕ
ДИФФУЗИОННОГО ВОДОРОДА В НАПЛАВЛЕННОМ МЕТАЛЛЕ.
О.В. Панченко, Санкт-Петербургский
университет, г. Санкт-Петербург
государственный политехнический
Аннотация
Проведен
эксперимент
по
определению
зависимости
содержания
диффузионного водорода в наплавленном металле от режима сварки. Выявлено
влияние изменения режима сварки на содержание диффузионного водорода в
наплавленном металле. Определены ключевые факторы режима сварки, влияющие на
содержание диффузионного водорода в наплавленном металле.
Введение
При использовании одних и тех же сварочных материалов возможна
ситуация, когда в одинаковых соединениях могут и обнаруживаются холодные
трещины водородного происхождения, и наблюдаться их отсутствие. При
условии совместной прокалки решающим фактором является выбор и
соблюдение режима сварки.
Задачей исследования являлось определение влияния изменения режима
сварки на содержание диффузионного водорода в наплавленном металле.
Основная часть
Для проведения эксперимента использовалась вакуумная методика
определения диффузионного водорода ГОСТ 23338 [1], в которую были
внесены изменения касающиеся способа наплавки и режимов наплавки.
Наплавка производилась покрытыми электродами для ручной дуговой
сварки при помощи доработанного автомата АДС-1001. В трактор автомата
была встроена направляющая электроды штанга, электроды прикреплялись
непосредственно к проволоке диаметром 6 мм, которая проходила через
токоподводы, при помощи медного зажима. Для меньшего нагрева проволоки
от токоподвода к медному зажиму был проведен дополнительный провод. На
рисунке 1 изображено приспособление, встроенное в автомат АДС -1001. При
помощи этого приспособления на автомате АДС-1001 наплавка проводилась в
автоматическом режиме, что позволило пренебречь человеческим фактором.
Для наплавки использовались электроды для ручной дуговой сварки с
основным видом покрытия диаметром 4 мм. Содержание диффузионного
водорода в наплавленном металле должно быть менее 5 см3/100 г, так как по
классификации ISO 2560 электроды имели индекс Н5 [2]. Прокалка электродов
осуществлялась на режимах рекомендованных производителем. Режимы
наплавки выбирались исходя из диаграммы планирования см. рисунок 2.
Результаты определения содержания водорода отражены в таблице 1. В
отличии от рекомендации ГОСТ 23338 испытания проводились не на четырех, а
142
на трех образцах для каждого режима сварки, соответственно среднее значение
рассчитывалось из трех результатов.
Рис. 1. Приспособление, встроенное в трактор автомата АДС – 1001.
Рис. 2. Диаграмма для выбора режимов наплавки.
Черными кругами обозначены режимы, на которых проводилась
наплавка.
Из таблицы 1 видно, что при сохранении параметров напряжения и
скорости при сварке увеличение силы тока приводит к уменьшению
содержания водорода в наплавленном металле. Аналогичная закономерность
прослеживается и в случае с увеличением погонной энергии см. рисунок 3,
которая обратнопропорциональна скорости сварки. Вероятно, это связано со
степенью перегрева жидкого металла и диффузии водорода непосредственно из
сварочной ванны (жидкого и затвердевающего металла). Чем больше вводится
143
тепла в металл, тем лучше протекают процессы диффузии водорода из горячего
металла.
Таблица 1.
Результат определения содержания диффузионного водорода.
Сила
тока, А
150
210
240
Среднее
значение
Скорость Масса
Содержание
Погонная
Напряжение,
содержан
сварки,
наплавки, водорода,
энергия,
В
ия
3
мм/с
г
см /100 г
Дж/м
водорода,
см3/100 г.
20,05
4,26
2,2
4,60
1,431818
24,58
4,62
22,21
4,92
21
5,52
5,22
5,5
5,35
0,572727
5,00
5,86
5,26
4,98
23,61
6,23
27
2,2
6,24
1,840909
24,23
6,52
24,65
5,98
16,22
4,56
25
3,3
4,52
1,590909
16,34
4,83
15,56
4,16
18,65
3,89
21
2,2
3,99
2,290909
19,35
4,32
20,15
3,76
18,93
5,64
2,2
5,58
2,945455
21,75
5,15
27
20,56
5,96
8,04
5,83
5,5
6,21
1,178182
7,89
6,24
8,15
6,56
Напряжение при сварке имеет наиболее сильное влияние на содержание
диффузионного водорода в металле. При увеличении напряжения от 21 В до 27
В происходит увеличение содержания диффузионного водорода на 1,6 см3/100
г , тогда как увеличение силы тока от 150 А до 240 А приводит к уменьшению
содержания диффузионного водорода на 0,6 см3/100 г., см. таблицу 1. Это
связано с тем, что при увеличении напряжения на дуге увеличивается ее
длинна, что приводит к ухудшению защиты металла шва от составляющих
атмосферу газов, среди которых в том или ином количестве есть влага,
являющаяся одним из источников водорода [3].
144
Рис. 3. Содержание водорода в зависимости от погонной энергии при
сварке.
Заключение
В ходе выяснения зависимости содержания диффузионного водорода в
наплавленном металле от режима сварки выяснено, что наиболее сильное
влияние на содержание диффузионного водорода имеет напряжение на дуге.
Увеличение напряжения на дуге приводит к получению завышенных
содержаний диффузионного водорода в наплавленном металле.
Влияние изменения силы тока при сварке, а также скорости сварки можно
рассматривать совместно в одном факторе - погонной энергии. Увеличение
вводимой в металл погонной энергии приводит к снижению содержания
диффузионного водорода в металле.
Результаты опытов показали необходимость строго соблюдения режимов
сварки при производстве сварных конструкций, так как при малейшем
несоответствии напряжения на дуге даже использование низководородистых
электродов не может дать гарантию, что содержание диффузионнго водорода в
наплавленном металле будет меньше 5 см3/100 г.
Литература
1. ГОСТ
23338-91. Сварка металлов. Методы определения
содержания диффузионного водорода в наплавленном металле и металле
шва. 21 C.
2. ISO 2560: 2002. Welding consumables. Covered electrodes for manual
metal arc welding of non-alloy and fine grain steels. Classification. 36 P.
3. Левченко А.М. Контроль качества покрытых электродов для
дуговой сварки (определение водорода) / Изд-во «Знание», Ленинград, 1986.
22 С.
145
РАЗРАБОТКА МОДЕЛИ СИСТЕМЫ УПРАВЛЕНИЯ ПЕРЕНОСОМ
ЭЛЕКТРОДНОГО МЕТАЛЛА НА ОСНОВЕ ДИСКРЕТНОГО ВЕЙВЛЕТ
ПРЕОБРАЗОВАНИЯ В РЕЖИМЕ РЕАЛЬНОГО ВРЕМЕНИ.
Ю.Ю. Щусь, к.т.н., В.В. Мансуров, инж.. В.В. Богданов В.В., инж.
Процесс формирования капли на торце электрода можно разделить на
следующие три стадии: первая стадия – нагрев электрода в твёрдом состоянии
до появления на торце незначительной зоны расплавленного металла; вторая
стадия – развитие зоны расплавления значительных размеров, когда диаметр
капли превышает диаметр электрода; третья стадия - формирование капли.
Обычно считают, что на перенос металла влияют следующие силы:
а) сила тяжести, направленная к изделию при сварке в нижнем положении
и препятствующая переносу в потолочном положении;
б) сжимающее действие собственного магнитного поля тока на
расплавленный металл электрода (пинч-эффект), вектор которого меняется в
зависимости от диаметра капли;
в) силы поверхностного (межфазного) натяжения. Эти силы при
существовании капли на электроде препятствуют ее переносу в любом
пространственном положении (до момента короткого замыкания);
г) давление газов, расширяющихся внутри капель. Расширение газов
приближает поверхность капли к ванне.
Действие этих сил приводить к тому, что капля начинает хаотически
колебаться, что было зафиксировано в ряде работ [1-2]. .Характер этих
колебаний практически не рассматривался. Для выяснения характера колебаний
капли, было промоделировано формирование капли с одновременной
видеосъёмкой.
а)
б)
в)
Рис.1. Характер колебания. а - моделирование формирование капли, б характер изменения напряжения на дуге, в – спектральный состав колебания
напряжения.
Из рис.1а видно, что по мере роста капли, характер колебаний меняется.
Увеличивается амплитуда колебаний и частота. На рис.2б представлено
изменение напряжения на дуге при сварки покрытым электродом.
146
Спектральный состав колебаний напряжения для этого вида сварки лежит в
области от долей Гц до 35 Гц. Исходя из этих данных, целесообразно
исследовать эти колебания в частотно-временной области.
Классический анализ Фурье основан на возможности исследования
функций во временной (и частотной областях с помощью прямого и обратного
преобразований Фурье)
f (ν ) =
+∞
∫
f ( t ) e − 2πν t dt ,
(1)
−∞
Отметим
замечательную
способность
преобразования
Фурье
фокусировать в точку "размазанную по времени информацию о периодичности
функции при переходе из временной области в частотную. Достигается это за
счет того, что ядро преобразования Фурье, т.е. функция e −i 2πνt не локализовано
во времени, но имеет предельную локализацию в частотной области. Это
обстоятельство и делает преобразование Фурье прекрасным инструментом для
изучения процессов, свойства которых не меняются со временем. Однако
именно это обстоятельство делает преобразование Фурье плохим методом для
исследования иррегулярных функций, т. е. функций, характеристики которых
эволюционируют во времени.
Для устранения этого недостатка нужно локализовать преобразование
Фурье на промежутках конечной длины. Таким приемом пользовались многие
авторы, вычисляя оценки спектра мощности не только по всей длине
временного ряда, но и по его различным частям. Формализация такого подхода
может быть описана, например, с помощью оконного преобразования Гебора
GT (ν , b,α ) =
+∞
∫
−
f (t ) e
(t − b ) 2
α2
e − i 2πνt dt ,
(2)
−∞
Здесь важно подчеркнуть, что окно преобразования Гэбора имеет
постоянную ширину, которая определяется параметром а. К этому следует
добавить, что при использовании преобразования Гэбора возникает проблема
выбора ширины окна во временной области. Слишком широкое окно может
обеспечить разумное представление низкочастотных компонентов ряда, но его
ширина будет избыточной для гармоник с высокой частотой, поскольку все
интересные нерегулярности в высокочастотной области спектра сгладятся. Наоборот, достаточно узкое окно даст возможность изучить вариации во времени
высокочастотных компонентов, но оно не будет адекватным для
низкочастотных гармоник.
Если сделать оконную функцию зависящей от частоты так, чтобы для
низких частот окно становилось шире, а для высоких - уже, то оконное
преобразование Фурье переходит в новый класс преобразований, который и
получил название вейвлет-преобразования.
147
Интегральным
выражение
W (a, b) =
1
+∞
α −∫∞
вейвлет-преобразованием
t −b
f (t )ψ •
dt ,
α
функции
f(t)
называется
(3)
Дискретные значения амплитудной вейвлет-функции вычисляются по
следующим формулам:
1
o • tk −bj
W(ai,bj ) =
x kψ
,
n(ai,bj )
a
i
1 t k − b
n ( ai , b j = ∑ exp −
B ai
k =0
N −1
(4)
2
.
(5)
В этих формулах ψ*- принятый анализирующий вейвлет Морле с
параметром α2 вида
ψ (t ) = e − t
2
/α
2
e i 2π t ,
(6)
ai=amin+∆ai, i=0,1, …, Na-1,
a
− a min
∆a = max
,
Na − 1
amin =
2∆t
α
, amax =
,
α
j = 0,1,....... N b − 1 ,
b j = bmin + ∆b j ,
∆b =
( N − 1)∆t
bmax − bmin
,
Nb − 1
bmax ≤ ( N − 1) ∆t.
Можно показать, что для вейвлет-преобразования существует аналог
равенства Парсеваля, поэтому величину не что иное, как плотность спектра
энергии, однако величина Е { а , b ) определяет спектральную характеристику не
только для заданного масштаба a, но и для параметра сдвига b. Эта
характеристика показывает распределение энергии по масштабам и является
аналогом плотности спектра энергии E ( a , b ) . Эти характеристики связаны
между собой следующим соотношением:
2
E ( a, b) = W ( a , b) .
(7)
Рассмотрим вейвлет преобразование как фильтрацию исследуемого
сигнала. Применяя к (3) преобразование Фурье по переменной b, получаем
W o (a, ω ) = aψ o (aω ) f o (aω )
(8)
Откуда видно, что передаточная функция вейвлет-преобразования имеет
вид
H ( w) = aψ * (aw)
(9)
148
Для каждого значения масштаба a>0 максимум функции H(w) лежит на
частоте
2π
ω=
(10)
a
Кроме того эффективная ширина функции H(w) убывает с ростом
масштаба a. Другими словами вейвлет-преобразование – это полосовой фильтр
с переменной шириной полосы пропускания (узкой для больших масштабов и
широкой для малых масштабов), см. рис.2.
Широкая полоса пропускания на частоте 32 Гц для масштаба a=1, фильтр
с центральной частотой 5.4 Гц соответствует масштабу a=6. Рассмотрим
выражение для спектральной мощности. Будем считать, что W(a,b) и W*(a,b)
связаны соотношением Фурье.
+∞
2
1 +∞ *
2
W
(
a
,
b
)
db
=
W
(
w
)
dw ,
(11)
∫
∫
2
π
−∞
−∞
учитывая формулы 7-9, можно записать
E ( a , b ) = H ( w )ψ * ( a , b )
2
= H ( w )ψ * ( a , b )
2
= H ( w ) f ( t ) e − i 2 π wt
2
или
2
E ( a, b) = H ( w) f (t )(cos 2πt − j sin 2πt ) .
(12)
где H(w) – фильтр, параметры которого определяются для каждого номера
масштаба из Фурье преобразования Вейвлет-функции.
Рис. 2.Фильтры для масштабов 1-6.
Уравнение (12) можно реализовать моделью, представленной на рис. 3,
для одного номера масштаба.
Частота F1 для 1 го и последующих масштабов определяется из уравнения
(10).
149
F1sinω
Re Fc
LP
∑
Fc
LP
F1cosω
Im Fc
Рис.3. Моделирование уравнения 12.
В работе [2] показано, что минимум дисперсии коэффициентов вейвлета
(при вычислении по формулам 4-6), соответствует времени, когда капля
практически сформировалась. А так как предложенная модель формирует
сигнал, пропорциональный спектральной мощности, то его можно принять за
основу. А именно, по этому сигналу в сварочном источнике формируется
импульс тока, приводящий к сбросу капли. Для проверки работоспособности
данной модели, были сформированы тестовые сигналы, рис. 4, и результаты
обработки сравнивались с вейвлет-преобразованием.
а)
б)
в)
Рис.4. Схема работы модели. а тестовый сигнал; б – дисперсия
коэффициентов вейвлет-преобразования;
в - выходной сигнал модели
150
Тестовый сигнал состоял из различных частот и амплитуды. Количество
масштабов для модели равно 4. Как видно их этих данных модель полностью
повторяет сигнал вейвлета преобразования.
Для проверки работоспособности данной модели, использовали реальный
сигнал, представленный на рис.5а.
Рис.5а. Падение напряжения на
дуге, сварка покрытым электродом
Рис.5б. Результаты расчета и
моделирования.
1-вейвлет
преобразования, 2- фильтр низких
частот, 3 – полосовой фильтр
Так как параметры фильтра для масштабов более 3 для полосового
фильтра практически реализовать сложно, то для модели (реальной схемы)
целесообразно исплдьзовать фильтры низкой частоты.
Выводы:
1.Предложена модель, реализующая преобразования вейвлета в реальном
масштабе времени.
2. Проверка модели на тестовых сигналах и реальных сигналах показала,
что она формирует выходной сигнал, так как и расчет по вейвлет
преобразованию.
3. Указанная модель может быть реализована для управления переносом,
что позволит создать источник для сварки без коротких замыканий.
Литература:
1. Мазель А.Г. Технологические свойства электросварочной дуги.
«Машиностроение» М.1969 С. 178
2. Мансуров В.В., Богданов В.В., Аввакумов Ю.В. Применение вейвлетпреобразования для исследования процесса сварки покрытыми электродами //
Сварочное производство.2006 №11
151
ИССЛЕДОВАНИЕ ВОЗМОЖНОСТИ ЗАМЕНЫ МАТЕРИАЛА
НАДСТРОЙКИ Т/Х «АЛУШТА»
Гуляев А.А. ст. преподаватель, «Севмашвтуза» г. Северодвинск
После пожара в январе 2010 г. пассажирский теплоход «Алушта»,
регистровый № 600858 выведен из эксплуатации. Среди прочих трудностей,
связанных с ремонтом судна, не последнее место занимает дороговизна
алюминиево-магниевого сплав, из которого изготовлены второй и третий ярус
рубки. Данное проектное решение связано с остойчивостью судна. Применение
более тяжелого материала приведет к увеличению аппликаты центра тяжести,
вследствие чего остойчивость судна будет недостаточной.
В этой работе исследуется возможность замены материала рубки за счет
удлинения корпуса, что приведет к увеличению момента инерции ватерлинии,
влияющей на метацентрический радиус, а также, за счет увеличения
водоизмещения, позволит принять балласт в низкорасположенные отсеки
двойного дна для компенсации увеличения аппликаты центра тяжести.
Исходные данные для расчета [1]:
Длина, м
L
57,80
Ширина, м
В
9,32
Осадка, м
Т
3,09
Высота борта, м
Н
3,65
Водоизмещение, т
D
858,6
Коэффициент общей полноты δ
0,5077
3
Плотность воды, т/м
γ
1,016
2
Площадь мидель шпангоута, м ω
24,66
Метацентрическая высота, м h
0,51
Аппликата ЦВ, м
zc
1,88
Аппликата ЦТ, м
zg
4,22
Данные соответствуют состоянию нагрузки «Судно с пассажирами и
полными запасами».
В работе принято, что в район мидель-шпангоута (49 шп.)
устанавливается цилиндрическая вставка длиной ∆L = 4,20 м (7 шпаций).
Изменения параметров остойчивости будут следующими.
1. Метацентрический радиус.
Исходный метацентрический радиус.
h = r + zc – zg
r = h – zc + zg = 0,51 – 1,88 + 4,22 = 2,85 (м).
Исходный момент инерции ВЛ
r=
где V =
Ix
V
D 858,6
3
=
= 845,1 (м ).
γ 1,016
152
Ix = rV = 2,85·845,1 = 2 408,5 (м4).
Момент инерции площади ВЛ цилиндрической вставки
∆I x =
∆L B 3
12
=
4,20 ⋅ 9,32 3
4
= 283,3 (м ).
12
Момент инерции площади ВЛ после удлинения
Ix = 2 408,5 + 283,3 = 2 691,8 (м4).
Объем цилиндрической вставки
∆V = L ω = 4,20·24,66 = 103,6 (м3).
Водоизмещение после удлинения
V = 845,1 + 103,6 = 948,7 (м3).
Метацентрический радиус
r=
2 691,8
948,7
= 2,84 (м).
2. Аппликата ЦВ.
Аппликата ЦВ цилиндрической вставки по осадку Т = 3,09 м составляет
zc∆ = 1,75 м. Общее возвышение ЦВ после удлинения
zc =
V0 z c 0 + ∆Vz c∆ 845,1 ⋅1,88 + 103,6 ⋅1,75
=
= 1,87 (м).
V
948,7
3. Возвышение ЦТ
Габариты рубки [2], [3]:
Длина второго яруса, м
Lр1 15,00;
Длина ходовой рубки, м
Lр2 10,80;
Высота второго яруса, м
Нр1 2,40;
Высота ходовой рубки, м
Нр2 2,20;
Ширина, м
Вр 6,50;
Приблизительная масса стальной рубки, определенная по статистическим
формулам [4]
Рр = 0,2 Lр В0,75 f(Вр) f(Hр),
где f(Hp) = 0,24Hр + 0,45 и f(Bp) = 0,73(Bр/В) + 0,44.
f(Hp1) = 0,24·2,40 + 0,45 = 1,026,
f(Hp2) = 0,24·2,20 + 0,45 = 0,978,
f(Bp) = 0,73·(6,50/9,32) + 0,44 = 0,949.
Рр1 = 0,2·15,00·9,320,75·0,949·1,026 = 15,6 (т),
Рр2 = 0,2·10,80·9,320,75·0,949·0,978 = 10,7 (т),
Рр = 15,6 + 10,7 = 26,3 (т).
Координаты ЦТ рубки найдем отдельно для палуб и стенок. Расстояние
от ОП до шлюпочной палубы (выше которой располагается рубка из АМг),
согласно [3] zшп = 8,20 м. Принимая, что ЦТ палуб равен их возвышению над
153
ОП, а ЦТ вертикальных стенок лежит по
следующие аппликаты ЦТ:
Палуба ходовой рубки, м
zS1
Крыша ходовой рубки, м
zS2
Стенки второго яруса, м
z ω1
Стенки ходовой рубки, м
z ω2
середине их высоты, получим
10,60;
12,80;
9,40;
11,70.
Массы перекрытий определим пропорционально их площади
Палуба ходовой рубки,
S1 = Lр1 Вр = 97,5 (м2) РS1 = 7,4 т;
Крыша ходовой рубки, м2
S2 = Lр2 Вр = 70,2 (м2) РS2 = 5,3 т;
Стенки второго яруса, м2
ω1 = 2 (Lр1+ Вр)·Hp1 = 103,2 (м2) Рω1 = 7,8 т;
Стенки ходовой рубки, м2
ω2 = 2 (Lр2+ Вр)·Hp2 = 76,1 (м2) Рω2 = 5,8 т;
Возвышение ЦТ рубки
zp =
7,4 ⋅10,60 + 5,3 ⋅12,80 + 7,8 ⋅ 9,40 + 5,8 ⋅ 11,70
= 10,93 (м).
26,3
Водоизмещение со стальной рубкой
Принимая плотность стали γст = 7,91 т/м3 и плотность АМг сплава γал =
2,70 т/м3 получим, что масса рубки до модернизации составляла
Pp 0 = 26,3 ⋅
2,70
= 9,0 (т).
7,91
Масса судна со стальной рубкой
D = 858,6 + 26,3 – 9,0 = 875,9 (т).
Аппликата ЦТ при этом
zg =
858,6 ⋅ 4,22 + ( 26,3 − 9,0) ⋅10,93
= 4,35 (м).
875,9
Масса конструкции цилиндрической вставки и ее координаты ЦТ,
согласно расчету составляют ∆Р = 30,5 т и ∆zg = 4,06 м (См. Приложение 1).
Примем, что масса оборудования МО и оборудования 4-х дополнительных
кают составляют по 8,0 т, а возвышение их ЦТ лежат по середине их высоты,
т.е. zМО = 2,33 м, zК = 5,93 м.
Масса балласта, который необходимо принять для достижения осадки Т =
3,09 м
Рб = γV – (D + ∆Р + PMO + PMO);
Рб = 1,016·948,7 - (875,9 + 30,5 + 8,0 + 8,0) = 41,4 (т).
Аппликату ЦТ балласта, размещаемого в двойном дне, примем равной zб
= 0,70 м. Тогда общий ЦТ лежит на высоте
zg =
875,9 ⋅ 4,35 + 30,5 ⋅ 4,06 + 8,0 ⋅ 2,33 + 8,0 ⋅ 5,93 + 41,4 ⋅ 0,70
= 4,18 (м),
963.8
где 963,8 = 1,016·948,7 = γV – полное водоизмещение судна с цилиндрической
вставкой при осадке Т = 3,09 м.
Метацентрическая высота судна
h = 2,84 + 1,87 – 4,18 = 0,52 (м) > 0,51 (м).
154
Заключение.
Приведенные расчеты показывают возможность модернизации т/х
«Алушта» путем установки цилиндрической вставки длиной 4,20 м. При этом:
- пассажировместимость увеличивается на 16 – 20 человек;
- появляется запас на модернизацию (установка нового главного
двигателя, дополнительного оборудования);
- появляется возможность сделать судно более комфортабельным,
соответствующим современным требованиям к пассажирским судам;
- остойчивость судна не ухудшается.
Материалы данного анализа могут быть использованы проектными
организациями при проработке технологии ремонта судна.
Литература
1. 021-050-018. Информация об остойчивости судна.
2. 021-0050-005. Общий вид т/х «Алушта».
3. 543-051-01. Мидель-шпангоут.
4. Ашик В.В. Проектирование судов. Л.: Судостроение, 1985
155
Приложение 1
12,5
12
9,5
9
10
10
9
5
1000
140
4050
3850
80
1100
45
1000
125,0
16,8
384,8
346,5
8,0
110,0
4,1
50,0
-
-
11,1
9
9
10
6
8
4
8
9
4
-
3250
742
663
9320
9048
9008
300
4 200
45
100
-
192,5
66,8
66,3
55,2
723,8
360,3
24,0
6,2
4,1
4,0
11,1
Статический
момент
Р z, кг м
5
Аппликата ЦТ
z, м
4
Масса2
Р, кг
3
Длина
l, мм
Площадь
поперечного
сечения
F, см2
2
Объем
W, см3
1
Продольный набор
Вертикальный киль
Горизонтальный киль
Обшивка днища + скула
Обшивка борта
Бортовой стрингер
Ширстрек
Ватервейс ВП
Фальшборт ВП
Планширь ВП,
полособульб 121
Настил двойного дна
Днищевой стрингер
Скуловой стрингер
Нижняя палуба
Верхняя палуба
Шлюпочная палуба
Комнгс ШП
Пруток Ø 28
Ватервейс ШП
Фальшборт ШП
Планширь ШП,
полособульб 12
Выгородка кают на НП
Наружная стенка рубки
ВП
Выгородка кают на ВП
Карлингс НП, стенка
Карлингс НП, полка
Карлингс ВП, стенка
Карлингс ВП, полка
Карлингс ШП, стенка
Карлингс ШП, полка
Скуловой киль
Пруток Ø 20
Ширина
b, мм
Наименовние связи
Толщина
s, мм
Расчет массы и координат ЦТ цилиндрической вставки
6
7
8
9
5250,0 415,3
705,6
55,8
16159,5 1278,2
14553,0 1151,1
336,0
26,6
4620,0 365,4
170,1
13,5
2100,0 166,1
467,5
37,0
12285,0 971,7
2804,8 221,9
2784,6 220,3
23486,4 1857,8
30401,3 2404,7
15133,4 1197,1
1008,0
79,7
158,6
20,5
170,1
13,5
168,0
13,3
0,500
0,059
0,466
2,913
4,955
5,400
5,891
6,450
6,855
1,000
0,629
0,834
3,653
6,229
8,336
8,150
7,980
8,222
8,801
207,6
6,6
1191,3
6707,2
263,4
3946,8
158,5
2142,8
506,9
1943,5
279,1
367,5
13572,9
29956,0
19957,6
1299,6
326,5
221,3
233,9
467,5
37,0
5 2156
107,8 4527,6
358,1
5 2338
175,4 7364,7
582,5
3 2118
10 250
12 120
9 200
20 140
9 200
11 110
10 300
-
63,5 2668,7
25,0
10,5
14,4 604,8
18,0
75,6
28,0 117,6
18,0
75,6
12,1 508,2
30,0
12,6
3,1 131,9
211,1
83,1
47,8
59,8
93,0
59,8
40,2
99,7
10,4
8269,8
7,098
7,076 2987,4
3,525 585,5
3,394 324,7
5,925 708,6
5,816 1082,0
8,263 988,2
8,158 655,9
0,785 156,5
0,657
13,7
23,7 т
4,342 103122,1
Всего продольный набор
156
687,9
9,302
4,728 3386,5
1
Поперечный
набор
и
3
местные конструкции
Флор4
Подкрепление флора
Скуловая бракета4
Пиллерс (4 шт)
Кница пиллерс (16 шт)–
двойное дно4
Кница пиллерс (8 шт) – НП4
Шпангоут, полособульб 14а
Рамный шпангоут, стенка4
Рамный шпангоут, полка
Кница НП4
Продолжение рамного шта4
Кница ВП4
Бимс НП, полособульб 10
Кница карлингса НП4
Стойка выгородки кают на
НП, полособульб 6
Бимс ВП, полособульб 10
Рамный бимс ВП, стенка4
Рамный бимс ВП, полка
Стойка фальшборта ВП4
Бимс ШП, полособульб 10
Стойка наружной стенки
рубки, ВП, полособульб 9
Стойка выгородки кают на
ВП, полособульб 6
Кница стойки, ВП4
Кница стойки, ШП4
Стойка фальшборта ШП
Кница карлингса ШП4
Подкладка под скуловой
киль
2
3
4
5
6
7
8
9
9,5
9,5
9,5
5
90
Ø 180
500
2338
21016,6
8,6
4629,0
110,0
19965,7
8,1
4397,5
26256,7
2211,0
0,9
487,0
830,8
0,624
0,721
1,057
2,194
1379,7
0,6
514,7
1822,7
6
-
-
126,3
75,8
9,6
6
8
10
9
120
200
4482
2264
200
126,3
14,05
5507,8
12,0
217,6
75,8
6297,2
4406,2
2716,8
195,8
4,8
398,5
209,1
128,9
21,7
-
2200 14,05
3091,0 146,7
9
6
200
100
200 217,6
8920 8,63
150 125,6
195,8 21,7
7698,0 426,2
75,4
8,3
-
-
2103 4,28
900,1
99,7
9
11
6
-
200
100
-
9024
9048
9008
7787,7
16272,0
9952,8
1536,6
7773,9
246,4
386,1
236,2
72,9
430,4
-
-
2250 7,03
1581,8 175,2
-
-
2074 4,28
887,7
98,3
6
6
5
6
150
150
100
-
150
150
1090
-
118,7
118,7
5,0
77,4
71,2
71,2
545,0
46,4
7,9
7,9
51,7
5,1
10
100
200
10,0
200,0
9,5
Всего поперечный набор
8,63
18080,0
11,0
2561,0
8,63
6,7 т
1,053
3,288
3,617
2,548
2,521
3,481
4,755
5,701
3,590
3,484
4,775
5,933
5,872
5,777
6,331
8,260
6,975
7,137
5,994
8,125
8,735
8,218
0,902
3,063
10,1
15,8
1441,3
532,8
325,1
75,5
697,6
123,6
1530,2
29,1
475,9
1461,9
2267,4
1364,4
461,7
3555,4
1221,8
701,6
47,3
64,1
451,9
42,2
8,6
20622,9
Всего по цилиндрической
30,5 т 4,060 123745,0
вставке
1. Площадь поперечного сечения полособульбов взята по ГОСТ 21937-76
2. Для продольного набора приведена масса на один борт, для поперечного общая масса
конструкций
3. В расчете принято, что рамные поперечные связи установлены на каждом третьем
шпангоуте. Всего в пределах цилиндрической вставки – 3 рамных шпангоута. Стойки
фальшборта и подкладки под скуловой киль установлены в плоскости рамных связей
4. Площадь поперечной связи определена для проекции на плоскость мидель-шпангоута.
157
Приложение 2
Поперечное сечение корпуса в районе цилиндрической вставки
158
XXIV Ломоносовская научно-практическая
конференция преподавателей,
аспирантов и студентов.
Секция «Кораблестроительное и
сварочное производство».
Сборник докладов
Составители: Ю.Ю. Шванева, Н.И. Черенков – филиал САФУ в г. Северодвинске,
институт судостроения и морской арктической техники
Научный редактор: к.т.н., доцент Ю.Ю. Шванева
Компьютерный набор и верстка авторов.
Подготовка к печати – Н.И. Черенков
Уч.-изд. л. 10
Подписано в печать 06.10. 2013
Электронный ресурс
Центр информационных технологий филиала САФУ в г. Северодвинске
институт судостроения и морской арктической техники
164500, г. Северодвинск, ул. Воронина, 6.
159
160