007970 - 1 - Изобретение относится к области строительства, в
реклама

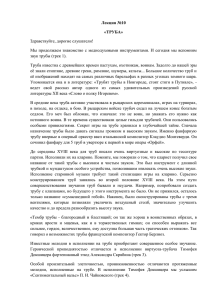
007970 Изобретение относится к области строительства, в частности к изготовлению предварительно изолированных полимерных труб. Известен способ нанесения теплоизоляции на трубопровод [1], включающий установку трубы в форму, заполнение кольцевой полости между трубой и формой термоизоляционным материалом и выдержку на его структурирование. Известен способ изготовления предварительно изолированных труб [2] из вспенивающихся материалов, включающий размещение на трубе оболочки, герметизацию торцов в кольцевой полости между трубой и эластичной оболочкой, заполнение кольцевой полости между трубой и оболочкой термоизоляционным материалом покрытия и выдерживанием его для структурирования, согласно изобретению, предварительно изготовленные диски из материала утеплителя устанавливают на изолируемую трубу, собирают наружную оболочку трубы и образовавшиеся полости между наружной поверхностью трубы, внутренней поверхностью оболочки и дисками заполняют термоизоляционным материалом покрытия и выдерживают для его структурирования. Недостатком такого способа является невозможность непрерывного процесса. Для осуществления способа необходимо предварительно изготовить дополнительные элементы. Еще одним недостатком является невозможность использования способа непосредственно в полевых условиях. Также недостатком является то, что после выполнения монтажных работ необходимо дополнительно теплоизолировать монтажные стыки. Известен также способ, включающий установку в трубы форму с размещенной на ней эластичной оболочкой с диаметром, не превышающим внутреннего диаметра формы, заполнение кольцевой полости между трубой и эластичной оболочкой термоизоляционным покрытием и выдержку времени на его структурирование, в котором перед заполнением термоизоляционным покрытием кольцевой полости между трубой и эластичной оболочкой ее торцы герметизируют [3]. Недостатком этого способа является необходимость использовать форму при изготовлении теплоизоляционного покрытия, и, кроме того, в этой форме центрировать трубу. Таким образом, основным недостатком является невозможность использования способа непосредственно в полевых условиях. Другим недостатком является то, что после выполнения монтажных работ необходимо дополнительно теплоизолировать монтажные стыки. В качестве прототипа принят способ непрерывного изготовления многослойных труб [4], заключающийся в том, что укладку, обжатие и нагрев продольных слоев осуществляют в фильере с внутренней вставкой, определяющей внутренний размер трубы, нагрев слоев предварительно пропитанных связующим, осуществляют до температуры частичной полимеризации связующего, а намотку осуществляют непосредственно при выходе трубы из фильеры, после намотки трубу направляют в следующую фильеру, где проводят укладку следующих продольных слоев, обжатие и нагрев до температуры полной полимеризации связующего, а внутреннюю вставку сохраняют протяженной в течение непрерывного изготовления трубы. Недостатками указанного способа являются сложность и трудоемкость технологии при его осуществлении: сначала необходимо уложить слои, обжать, нагреть до определенной температуры, при выходе их фильеры произвести полимеризацию, а затем направить в следующую фильеру, что делает этот процесс дорогостоящим и длительным. Задачей изобретения является создание способа, обеспечивающего возможность быстрого, простого, экономичного производства предварительно изолированной трубы с высокой степенью термоизоляции и возможность использования способа непосредственно в месте укладки труб, при этом изготовление трубопровода возможно без стыков. Поставленная задача решается тем, что в известном способе изготовления предварительно изолированных полимерных труб, при котором внутреннюю часть трубы предварительно подготавливают, наружную часть трубы экструдируют, размещают одну внутри другой и заполняют промежуток между ними теплоизолирующим вспенивающимся материалом, согласно изобретению, экструдирование наружной и протяжку внутренней труб ведут одновременно и синхронно, заполняют промежуток вспенивающимся материалом, а готовую трубу после отвердения теплоизолирующего материала укладывают на барабан или в лоток. Поставленная задача решается также и тем, что внутреннюю трубу протягивают в процессе экструдирования. Поставленная задача разрешается также и тем, что внутренняя труба выполнена гибкой металлической. Поставленная задача разрешается также и тем, что скорость процесса экструдирования и длину участка отвердения выбирают в зависимости от скорости затвердевания теплоизолирующего вспенивающегося материала. Изобретение поясняется чертежами. На фиг. 1 изображена схема реализации способа производства предварительно изолированной трубы, при этом внутренняя труба выполнена гибкой металлической. На фиг. 2 изображена схема реализации способа производства предварительно изолированной трубы при экструдировании внутренней и наружной труб. -1- 007970 На фиг. 3 изображен разрез А-А фиг 2. Внутренняя гибкая металлическая труба 1, предварительно подготовленная (очищенная, обезжиренная, отрихтованная), подается к экструдеру 2 с барабана 3 (показан условно). Экструдирование наружной трубы 4 и протяжку внутренней трубы 5 ведут одновременно и синхронно. Процесс экструдирования производят путем подачи материала под давлением посредством экструдера, из устройства для приготовления материала (смеси) 6. При экструдировании, наружную трубу 4 располагают в оправке 7 для поддержки наружной трубы, пока она еще не достаточно жестка. Одновременно и синхронно с экструдированием, через сопло 8 подают теплоизолирующий вспенивающийся материал 9. Он вспенивается и заполняет промежуток между наружной и внутренней трубами. Затем готовую трубу 10 укладывают на барабан 11 (показан условно). Для снижения коэффициента трения внутрення топравка 12 и наружная оправка 7 могут быть сделаны с выемками (разрез А-А фиг. 3) Скорость процесса и длину участка затвердевания подбирают исходя из состава материалов и окружающего климата, с тем чтобы предотвратить разрушение теплоизолирующего вспенивающегося материала до его полного затвердевания. В технологически обоснованных случаях экструдирование можно осуществлять периодически. Останавливают процесс, обеспечивая выдержку времени на структурирование вспененного материала, после отвердения процесс экструзии продолжают. Внутреннюю трубу можно получать в процессе экструдирования, одновременно с наружной. В этом случае экструдирование наружной трубы 4 в оправке 7 и внутренней трубы 5 на оправке 12 ведут одновременно и синхронно. Заполняют промежуток теплоизолирующим вспенивающимся материалом 9. Готовую трубу 10 укладывают на барабан 11 (показан условно). Скорость процесса и длину участка структурирования в этом случае также подбирают исходя из состава материалов для предотвращения разрушения теплоизолирующего вспенивающегося материала до его полного затвердевания. В результате использования способа получают готовую трубу с высокой степенью термоизоляции, при этом нет необходимости использовать специальные центраторы и торцевые заглушки. Предварительно изолированная труба получается значительной длины, что снижает стоимость ее монтажа и укладки, при этом отсутствуют стыки. Установку по изготовлению трубы можно сделать мобильной. В этом случае укладывают полностью изготовленную изолированную трубу вдоль всей трассы в лоток. Способ испытан на предприятии «Могилевские тепловые сети» и ЗАО «Завод полимерных труб» и готовится к серийному производству. Подготовлена технологическая документация и оснастка. Источники информации, принятые во внимание при экспертизе 1. Авт. св. СССР № 832235, кл. F 16 L 59/14,1981. 2. Патент ЕА № 5219. 3. Патент РФ 2136495. 4. Заявка на изобретение РФ № 2004107713 опубл. 27.09.05, бюлл. № 27 (прототип) ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления предварительно изолированных полимерных труб, при котором внутреннюю трубу предварительно подготавливают, наружную трубу экструдируют, размещают одну внутри другой и заполняют промежуток между ними теплоизолирующим вспенивающимся материалом, отличающийся тем, что экструдирование наружной и протяжку внутренней трубы ведут одновременно и синхронно, заполняют промежуток вспенивающимся материалом, а готовую предварительно изолированную трубу после отвердения теплоизолирующего материала укладывают на барабан или в лоток. 2. Способ изготовления предварительно изолированных полимерных труб по п.1, отличающийся тем, что внутреннюю трубу получают в процессе экструдирования. 3. Способ изготовления предварительно изолированных полимерных труб по п.1, отличающийся тем, что внутренняя труба выполнена гибкой металлической. 4. Способ изготовления предварительно изолированных полимерных труб по п.1, отличающийся тем, что скорость процесса экструдирования и длину участка полимеризации выбирают в зависимости от скорости структурирования теплоизолирующего вспенивающегося материала. -2- 007970 Фиг. 1 Фиг. 2 Фиг. 3 Евразийская патентная организация, ЕАПВ Россия, 109012, Москва, Малый Черкасский пер., 2/6 -3-