012231 Область техники, к которой относится изобретение
реклама

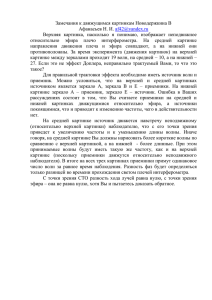
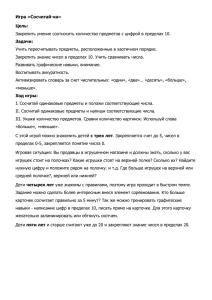
012231 Область техники, к которой относится изобретение Настоящее изобретение относится к опоке и формовочной машине для изготовления литейной формы из двух частей и линии для формования безопочной или неразъемной опочной литейной формы из двух частей с использованием опоки. Предпосылки изобретения JP-А-7-16705 раскрывает одну обычную формовочную машину. Эта машина является формовочной машиной горизонтально разделенного типа, которая содержит резервуар для выдувания формовочного песка с обращенными вниз соплами и L-образную раму, поддерживающую верхнюю полуформу на вертикальной поверхности вертикальной стороны L-образной рамы, так что верхняя полуформа перемещается вертикально и также поддерживает нижнюю полуформу на горизонтальной поверхности горизонтальной стороны L-образной рамы, так что нижняя полуформа совершает возвратно-поступательное движение между положением, находящимся напротив верхней полуформы, и другим положением, которое находится снаружи противоположного положения, в которой L-образная рама способна вращаться между положением снаружи резервуара для выдувания формовочного песка и другим положением под резервуаром. В этой обычной формовочной машине, выполненной, как описано выше, верхняя полуформа и нижняя полуформа стремятся частично расположиться друг над другом или сместиться, или между ними образуется щель, когда они расположены друг над другом, поскольку они консольно поддерживаются сторонами L-образной рамы. Это, по существу, создает проблему в том, что получается дефектная отливка, которая содержит заусенец или ему подобное. Настоящее изобретение направлено на устранение данной проблемы. Его целью является создание блока опоки, состоящего из верхней опоки и нижней опоки, которые могут совмещаться, а не частично соединяться, и которые содержат отверстие для вдувания формовочного песка на сторонах. Целью настоящего изобретения также является создание формовочной машины и линии для формования безопочной или неразъемной опочной литейной формы из двух частей с использованием блока опоки по настоящему изобретению. Блоком опоки по настоящему изобретению является блок для изготовления верхней полуформы и нижней полуформы, которые располагаются друг над другом, содержащий по меньшей мере два вертикально расположенных соединительных стержня; верхнюю опоку, установленную с возможностью скольжения на соединительных стержнях и образованную с отверстием для вдувания формовочного песка на одной из ее сторон; и нижнюю опоку, установленную с возможностью скольжения на соединительных стержнях на их нижних частях, для размещения под верхней опокой для соединения с ней и образованную с отверстием для вдувания формовочного песка на одной из ее сторон. Верхняя опока и нижняя опока блока опоки скользят по соединительным стержням, или они поддерживаются на их обоих концах, так что они непосредственно обращены друг к другу и соединяются друг с другом. Это расположение предотвращает их смещение. Кроме того, поскольку они содержат отверстия для вдувания формовочного песка, то они могут использоваться для формовочной машины такого типа, в котором предусмотрен поворот опоки. В одном аспекте формовочной машиной по настоящему изобретению является машина для формования верхней полуформы и нижней полуформы, которые располагаются друг над другом, с использованием блока опоки по настоящему изобретению, содержащего двустороннюю модельную плиту, расположенную в положении между верхней опокой и нижней опокой блока опоки и вне положения между верхней опокой и нижней опокой опоки, установленной на формовочной машине; устройство для прессования формовочного песка, с которым соединена опока с возможностью съема, позволяющий вставлять двустороннюю модельную плиту между верхней опокой и нижней опокой и обеспечивающий перемещение вперед верхнего прессового устройства и нижнего прессового устройства в этих соответствующих отверстиях верхней опоки и нижней опоки, которые не закрыты двусторонней модельной плитой и перемещение от них назад, причем устройство для прессования формовочного песка способно вращаться по часовой стрелке и против часовой стрелки между положением, в котором верхняя опока и нижняя опока, размещающие между собой двустороннюю модельную плиту, удерживаются горизонтально, и положением, в котором верхняя опока и нижняя опока, размещающие между собой двустороннюю модельную плиту, удерживаются вертикально; поворотное устройство для поворота устройства для прессования формовочного песка по часовой стрелке и против часовой стрелки; и устройство для вдувания песка для вдувания формовочного песка в вертикально удерживаемые верхнюю опоку и нижнюю опоку через их отверстия для вдувания песка. Формовочной линией по настоящему изобретению является линия для циркуляции блока опоки и для его повторного использования, содержащая формовочную машину для формования верхней полуформы и нижней полуформы, которые располагаются друг над другом, настоящего изобретения, причем блок опоки соединяется с формовочной машиной с возможностью съема; линию заливки для заливки расплавленного металла в верхнюю полуформу и нижнюю полуформу, проходящую вперед от формовочной машины; устройство для удаления формы для удаления верхней полуформы и нижней полуформы из блока опоки, залитые расплавленным металлом на линии заливки; и устройство перемещения для -1- 012231 перемещения блока опоки, из которого были удалены верхняя полуформа и нижняя полуформа, в формовочную машину для повторного использования. В другом аспекте формовочной машиной по настоящему изобретению является машина для формования безопочной верхней полуформы и безопочной нижней полуформы, которые располагаются друг над другом, с использованием блока опоки по п.1, содержащая корпус машины, причем блок опоки прикреплен с возможностью съема к корпусу машины; двустороннюю модельную плиту, расположенную в положении между верхней опокой и нижней опокой блока опоки и вне положения между верхней опокой и нижней опокой, прикрепленной к формовочной машине; устройство для прессования формовочного песка для обеспечения вставки двусторонней модельной плиты между верхней опокой и нижней опокой блока и обеспечения перемещения вперед верхнего прессового устройства и нижнего прессового устройства в этих соответствующих отверстиях верхней опоки и нижней опоки, которые не закрыты двусторонней модельной плитой, и перемещения от них назад, причем устройство для прессования формовочного песка способно поворачиваться по часовой стрелке и против часовой стрелки между положением, в котором верхняя опока и нижняя опока, вмещающие между собой двустороннюю модельную плиту, расположены горизонтально, и положением, в котором верхняя опока и нижняя опока, вмещающие между собой двустороннюю модельную плиту, расположены вертикально; поворотное устройство для поворота устройства для прессования формовочного песка по часовой стрелке и против часовой стрелки; устройство для вдувания песка для вдувания формовочного песка в вертикально удерживаемые верхнюю опоку и нижнюю опоку через их отверстия для вдувания песка; устройство удаления формы для удаления верхней полуформы и нижней полуформы из пары верхней и нижней опок, удерживающих верхнюю полуформу и нижнюю полуформу, которые расположены одна над другой и находятся в горизонтальном положении; и устройство для поворота блока опоки для периодического поворота более двух пар верхних полуформ и нижних полуформ, расположенных друг над другом в каждой паре, причем пары распределяются горизонтально между устройством для прессования формовочного песка и устройством для извлечения формы, и для поднятия верхней опоки. Краткое описание чертежей Фиг. 1 изображает вид в поперечном разрезе предпочтительного варианта блока опоки по настоящему изобретению; фиг. 2 - вид сверху блока опоки на фиг. 1; фиг. 3 - вид в плане одного варианта осуществления формовочной машины для изготовления литейной формы из двух частей настоящего изобретения, в которой используется предпочтительный вариант блока опоки; фиг. 4 - частичный вид в поперечном разрезе формовочной машины для изготовления литейной формы из двух частей на фиг. 3; фиг. 5 - вид в плане формовочной машины для изготовления литейной формы из двух частей на фиг. 3; фиг. 6 - блок-схему формовочной линии, в которой используется предпочтительный вариант блока опоки; фиг. 7 - вид в плане другого варианта осуществления формовочной машины для изготовления литейной формы из двух частей настоящего изобретения, в которой используется предпочтительный вариант блока опоки; фиг. 8 - вид сбоку по стрелкам А, А на фиг. 7, показывающий двустороннюю модельную плиту, вставленную между верхней опокой и нижней опокой; фиг. 9 - вид в плане формовочной машины для изготовления литейной формы из двух частей на фиг. 7. Предпочтительный вариант осуществления настоящего изобретения На фиг. 1 и 2 вариант блока опоки по настоящему изобретению, содержащий верхнюю опоку 3, два соединительных стержня 4, 4, на которых верхняя опока закреплена или установлена с возможностью скольжения, и нижнюю опоку 6, закрепленную или установленную с возможностью скольжения на двух соединительных стержнях 4, 4 так, что она расположена под верхней опокой 3. Верхняя опока 3 образована с отверстием 2 для вдувания формовочного песка на одной из своих сторон, и нижняя опока также образована с отверстием 5 для вдувания формовочного песка на одной из своих сторон. Один вариант осуществления формовочной машины 100 для изготовления литейной формы из двух частей по настоящему изобретению, в котором используется блок 1 опоки, установленный с возможностью съема, описан со ссылкой на фиг. 3-5. Формовочная машина 100 для изготовления литейной формы из двух частей содержит основание 101 машины, образующее в ней пространство; двустороннюю модельную плиту 105, установленную для размещения в положении между верхней опокой 3 и нижней опокой 6 блока 1 опоки или вне положения между ними при помощи передаточного устройства 104; устройство 109 для прессования формовочного песка, к которому блок 1 опоки прикреплен с возможностью съема при помощи пары зажимных устройств 128, 128, обеспечивающих вставку двусторонней модельный плиты 105 между верхней опокой 3 и нижней опокой 6 и обеспечивающих перемещение вперед верхней прессовой плиты или прессового устройства 106 и нижней прессовой плиты или прессового уст-2- 012231 ройства 107 в этих соответствующих отверстиях верхней опоки и нижней споки, которые не закрыты двусторонней модельной плитой и обеспечивающих перемещение их назад от них, причем устройство 109 для прессования формовочного песка способно поворачиваться по часовой стрелке и против часовой стрелки вокруг вала подшипника между положением, в котором верхняя опока и нижняя опока, размещающие между собой двустороннюю модельную плиту, расположены горизонтально, и положением, в котором верхняя опока и нижняя опока, размещающие между собой двустороннюю модельную плиту, расположены вертикально; два горизонтально обращенных цилиндра 110, 110 в качестве поворотного устройства для поворота устройства 109 для прессования формовочного песка по часовой стрелке и против часовой стрелки; и устройство 111 для вдувания песка для вдувания формовочного песка в верхнюю опоку и нижнюю опоку, которые установлены вертикально при помощи цилиндров 110, 110, через отверстия 2, 5 для вдувания песка. Кроме того, нижняя и верхняя части соединительных стержней 4, 4 образованы с пазами, зацепленными при помощи штырей 130 зажимных устройств 128, 128, как объясняется ниже подробно. Как показано на фиг. 5, зажимные устройства 128, 128 установлены на верхней подъемной раме 114 на ее передней и задней наружных поверхностях и оснащены парой качающихся электродвигателей 129, 129 и парой штырей 130, 130, вставленных в качающийся выходной вал каждого качающегося электродвигателя 129, так что пара штырей перемещается вперед в пазах, образованных в верхних частях соединительных стержней 4, 4, для удержания верхних частей между ними во время работы электродвигателей 129, 129. Те же самые зажимные устройства 128 также установлены на нижней подъемной раме 115 (объяснено ниже) на ее передней и задней наружных поверхностях, так что их штыри перемещаются вперед в пазах, образованных в нижних частях соединительных стержней 4, 4, для удержания нижних частей между собой. Как показано на фиг. 3 и 4, в устройстве 109 для прессования формовочного песка поворотная рама 112 установлена с возможностью поворота на валу 108 подшипника, так что она поворачивается по часовой стрелке и против часовой стрелки в вертикальной плоскости. Пара вертикально проходящих направляющих стержней 113, 113, которые расположены на расстоянии друг от друга в прямом и обратном направлениях, установлены на правой стороне поворотной рамы 112. Кроме того, верхняя подъемная рама 114, которая образована подобно перевернутой L, установлена с возможностью скольжения на направляющих стержнях 113, 113 на их верхних частях, в то время как нижняя подъемная рама 115, которая образована подобно L, установлена с возможностью скольжения на направляющих стержнях 113, 113 на их нижних частях при помощи держателей, образованных как одно целое с нижней подъемной рамой, так что она удерживается между нижними частями. Верхняя и нижняя подъемные рамы 114, 115 перемещаются друг к другу и друг от друга при выдвижении и втягивании обращенного вверх цилиндра 116 и обращенного вниз цилиндра 117, которые установлены на поворотной раме 112. Кроме того, множество цилиндров 119, 119 для перемещения вперед и назад верхней прессовой плиты 106 установлены на верхней подъемной раме 114, в то время как множество цилиндров 120, 120 для перемещения вперед и назад нижней прессовой плиты 107 установлены на нижней подъемной раме 115. Горизонтальные верхние поверхности верхней и нижней подъемной рамы имеют такие размеры, что они могут проталкивать верхнюю опоку 3 и нижнюю опоку 6. Кроме того, обращенные вверх цилиндры 122, 122 установлены на передней и задней наружных поверхностях нижней подъемной рамы 115, и рамоподобная выравнивающая рама 121 установлена на верхних концах поршневых штоков обращенных вверх цилиндров 122, 122, так что выравнивающая рама 121 установлена с возможностью скольжения на нижней прессовой плите 107. Кроме того, как показано на фиг. 3 и 4, передаточное устройство 104 для двусторонней модельной плиты 105 содержит кольцо 123, установленное с возможностью поворота на валу 108 подшипника устройства 109 для прессования формовочного песка, цилиндр 124, установленный с возможностью поворота на поворотной раме 112 указанного устройства 111 для вдувания песка с удаленным концом его поршневого штока, соединенного с возможностью поворота с частью кольца 123, так что удаленный конец перемещается вместе с кольцом, пару консольных рычагов 125, 125 с их ближними концами, прикрепленными к кольцу 123, и подвесную тележку (не показана), поддерживающую двустороннюю модельную плиту 105 для возвратно-поступательного движения вправо и влево. Следовательно, при выдвижении и втягивании цилиндра 124, пара рычагов 125, 125 поворачиваются вертикально для обеспечения перемещения тележкой двусторонней модельной плиты 105 в положение между горизонтальными верхней опокой и нижней опокой устройства 109 для прессования формы и из положения между горизонтальными верхней опокой и нижней опокой устройства 109 для прессования формы. Пара рычагов 125, 125 может перемещаться при помощи электродвигателя и подобного вместо цилиндра 124. Устройство 111 для вдувания песка расположено на левой верхней части основания 101 машины и содержит два аэрационных резервуара (не показаны). Аэрационные резервуары работают независимо, чтобы вдувать формовочный песок в верхнюю опоку и нижнюю опоку, хотя, обычно, используется только один аэрационный резервуар для вдувания формовочного песка в верхнюю опоку и нижнюю опоку. Давление сжатого воздуха для аэрации предпочтительно составляет 0,05-0,18 МПа. Кроме того, как показано на фиг. 6, блок 1 опоки, которая вмещает верхнюю полуформу и нижнюю -3- 012231 полуформу, изготовленные посредством использования формовочной машины 100 для изготовления литейной формы из двух частей, описанной выше, циркулирует в формовочной линии, т.е. она перемещается от формовочной машины 100 через линию 51 заливки, в которой верхняя полуформа и нижняя полуформа заливаются расплавленным металлом, и устройство 52 для удаления формы, в котором верхняя полуформа и нижняя полуформа удаляются из блока опоки, и затем она направляется или возвращается в формовочную машину 100 при помощи устройства 53 для направления опоки для повторного использования. Во время работы формовочной машины сначала передаточное устройство 105 перемещается в положение между горизонтальными верхней опокой и нижней окопой блока опоки при помощи передаточного устройства 104. Затем верхняя опока 3 перемещается вверх и вниз на короткое расстояние посредством выдвижения и втягивания цилиндра 116, в то время как рычаги 125 поворачиваются по часовой стрелке посредством втягивания цилиндра 124 передаточного устройства 10 для отцепления рычагов от тележки, и рычаги возвращаются. Затем обращенный вверх цилиндр 116 и обращенный вниз цилиндр 117 устройства 109 для прессования формовочного песка втягиваются, чтобы дать возможность верхней опоке 3 и нижней опоке 6 приблизиться друг к другу при помощи верхней и нижней подъемных рам 114, 115 для вставки двусторонней модельной плиты между ними. Затем пара нижних зажимных устройств 128, 128 закрепляет нижние части соединительных стержней 4, 4 между собой. Цилиндры 119, 119, 120, 120 затем выдвигаются на заданное расстояние для перемещения вперед верхней и нижней прессовых плит 106, 107 в верхней опоке 3 и нижней опоке 6 на заданное расстояние, соответственно, для образования двух формовочных пространств. Затем цилиндр 110 выдвигается для поворота устройства 109 для прессования формовочного песка по часовой стрелке вокруг вала 108 подшипника для размещения верхней и нижней опок 3, 6 в вертикальном положении и перемещения отверстий для вдувания песка вверх для соединения отверстий с нижней частью аэрационного резервуара. Затем устройство для вдувания песка вдувает формовочный песок в верхнее и нижнее формовочные пространства через отверстия для вдувания песка. Затем цилиндры 119, 119, 120, 120 выдвигаются для дополнительного перемещения вперед верхней и нижней прессовых плит для прессования формовочного песка в верхнем и нижнем формовочных пространствах. Противодействие, которое действует на цилиндры 119, 119, 120, 120 при прессовании формовочного песка в формовочных пространствах, также действует на верхние и нижние зажимные устройства 128, 128 и соединительные стержни 4, 4. Затем цилиндр 110 втягивается для возвращения верхней и нижней опок 3, 6 и двусторонней модельной плиты 105 в горизонтальное положение, в то время как нижние зажимные устройства 128, 128 расцепляются с соединительными стержнями 4, 4. Затем обращенный вверх и обращенный вниз цилиндры 106, 107 выдвигаются для перемещения верхней опоки 3 вверх и перемещения нижней опоки 6 вниз при помощи верхней и нижней подъемных рам 114, 115 для отделения верхней и нижней опок 3, 6, которые вмещают песчаные формы, полученные посредством прессования формовочного песка, от двусторонней модельной плиты 105. Нижняя опока 6 подвешивается при помощи соединительных стержней 4, 4. Затем цилиндр 124 вдвигается для перемещения двусторонней модельной плиты 105 из положения между верхней опокой 3 и нижней опокой 6 при помощи рычагов 125, 125. Затем, если необходимо, в форму устанавливается литейный стержень, и затем обращенный вверх и обращенный вниз цилиндры 106, 107 втягиваются для перемещения верхней опоки 3 вниз и перемещения нижней опоки 6 вверх при помощи верхней и нижней подъемных рам 114, 115 для наложения верхней неразъемной опоки 3 на нижнюю неразъемную опоку 6. Затем зажимные устройства 128, 128 отцепляются от соединительных стержней 4, 4, и блок 1 опоки, включающий верхнюю неразъемную опоку и нижнюю неразъемную опоку 6, удаляют из формовочной машины 100 для изготовления литейной формы из двух частей. Верхняя полуформа и нижняя полуформа в блоке 1 опоки затем заливаются расплавленным металлом на линии 54 заливки. Затем верхняя полуформа и нижняя полуформа удаляются из опоки при помощи устройства 52 для удаления формы, и блок опоки, из которого удалены формы, затем направляется от устройства 52 для удаления формы к формовочной машине 100 для изготовления литейной формы из двух частей при помощи устройства 53 для направления опоки. Хотя блок 1 опоки, используемый в формовочной машине 100 для изготовления литейной формы из двух частей по указанному варианту осуществления, предназначен для изготовления форм в неразъемных опоках, он также используется в формовочной машине для изготовления безопочной верхней полуформы и безопочной нижней полуформы, как показано в следующем варианте осуществления. То есть как показано на фиг. 7-9, формовочная машина для формования безопочной верхней полуформы и безопочной нижней полуформы содержит основание 201 машины в форме параллелепипеда, образующее в ней пространство; корпус 202 машины, снабженный съемным блоком 1 опоки; двустороннюю модельную плиту 205, размещенную в положении между верхней опокой 3 и нижней опокой 6 блока 1 опоки и вне положения между ними; устройство 209 для прессования формовочного песка для обеспечения вставки двусторонней модельный плиты 205 между верхней опокой 3 и нижней опокой 6 и обеспечения перемещения вперед верхней прессовой плиты 206 в качестве верхнего прессового устройства и нижней -4- 012231 прессовой плиты 207 в качестве нижнего прессового устройства в этих соответствующих отверстиях верхней опоки 3 и нижней опоки 6, которые не закрыты двусторонней модельной плитой 205, и обеспечения их перемещения назад от них, причем устройство для прессования формовочного песка может поворачиваться по часовой стрелке и против часовой стрелки между положением, в котором верхняя опока 3 и нижняя опока 6, размещающие между собой двустороннюю модельную плиту 205, расположены горизонтально, и положением, в котором верхняя опока и нижняя опока, размещающие между собой двустороннюю модельную плиту, расположены вертикально; горизонтально обращенный цилиндр 210 в качестве поворотного устройства для поворота устройства 209 для прессования формовочного песка по часовой стрелке и против часовой стрелки; устройство 211 для вдувания песка для вдувания формовочного песка в верхнюю и нижнюю опоки, расположенные в вертикальном положении посредством выдвижения горизонтально обращенного цилиндра 210, через отверстия для вдувания песка опок; устройство 212 для удаления формы для удаления верхней полуформы и нижней полуформы из пары верхней опоки 3 и нижней опоки 6, вмещающих верхнюю полуформу и нижнюю полуформу, которые расположены друг над другом и расположены в горизонтальном положении; и устройство 213 для поворота блока 1 опоки для поочередного и периодического поворота более двух горизонтально распределенных пар верхних полуформ и нижних полуформ, которые расположены друг над другом в каждой паре, между устройством 209 для прессования формовочного песка и устройством 212 для удаления формы, причем устройство 213 для поворота блока опоки способно подниматься при зацеплении с верхней опокой 3. Кроме того, как показано на фиг. 7, каждая верхняя опока 3 двух пар верхних опок 3 и нижних опок 6 образована с выступом 3а на центральной части ее передней и задней наружных поверхностей, и каждая нижняя опока 6 образована с выступом 6а в правом положении ее передней и задней наружных поверхностей, когда нижняя опока 6 расположена рядом с устройством 209 для прессования формовочного песка. Кроме того, как показано на фиг. 7, передаточное устройство 204 для двусторонней модельной плиты 105 содержит кольцо 215, установленное с возможностью поворота на валу 208 подшипника устройства 209 для прессования формовочного песка, цилиндр 216, установленный с возможностью поворота на устройстве 211 для вдувания песка с удаленным концом его поршневого штока, соединенного с возможностью поворота с частью кольца 215, так что удаленный конец перемещается вместе с кольцом, пару консольных рычагов 217, 217 с их ближними концами, прикрепленными к кольцу 123, и подвесную тележку 245, поддерживающую двустороннюю модельную плиту 105 для возвратно-поступательного движения вправо и влево. Следовательно, при выдвижении и втягивании цилиндра 216 пара рычагов 217, 217 поворачиваются вертикально для обеспечения перемещения тележкой двусторонней модельной плиты 205 в положение между горизонтальными верхней полуформой и нижней полуформой на устройстве 209 для прессования формы при помощи направляющих (не показаны). Посредством опускания тележки 245 на короткое расстояние при помощи верхней опоки 3 и посредством выдвижения и втягивания цилиндра 216 для вертикального поворота рычагов 217, 217, рычаги соединяются с тележкой 245 и расцепляются с ней. Как показано на фиг. 7, в устройстве 209 для прессования формовочного песка вал 208 подшипника установлен на верхней центральной части основания 201 машины, и поворотная рама 218 установлена с возможностью поворота на валу 208 подшипника, так что она поворачивается по часовой стрелке и против часовой стрелки в вертикальной плоскости. Пара вертикально проходящих направляющих стержней 219, 219, которые расположены на расстоянии друг от друга в прямом и обратном направлениях, установлены на правой стороне поворотной рамы 218. Кроме того, верхняя подъемная рама 220, которая образована подобно перевернутой L, установлена с возможностью скольжения на направляющих стержнях 219, 219 на их верхних частях при помощи держателей, образованных как одно целое с верхней подъемной рамой, так что она удерживается между верхними частями, в то время как нижняя подъемная рама 221, которая образована подобно L, установлена с возможностью скольжения на направляющих стержнях 219, 219 на их нижних частях при помощи держателей, образованных как одно целое с нижней подъемной рамой, так что она удерживается между нижними частями. Верхняя и нижняя подъемные рамы 220, 221 перемещаются друг к другу и друг от друга при выдвижении и втягивании обращенного вверх цилиндра 222 и обращенного вниз цилиндра 223, которые установлены на поворотной раме 218. Кроме того, поворотная рама 218 содержит направляющие (не показаны), установленные на ней для направления тележки 245, когда верхняя и нижняя опоки 3, 6 находятся в горизонтальном положении. Верхние опоки 3, 3 содержат направляющие (не показаны), установленные на них для направления тележки 245, причем направляющие расположены на уровне, который будет являться уровнем направляющих, установленных на поворотной раме, когда верхние опоки приподняты. Кроме того, множество цилиндров 224, 224 для перемещения вперед и назад верхней прессовой плиты 206 установлены на верхней подъемной раме 220, в то время как множество цилиндров 225, 225 для перемещения вперед и назад нижней прессовой плиты 207 установлены на нижней подъемной раме 221. Горизонтальные верхние поверхности верхней и нижней подъемных рам 220, 221 имеют размеры такие, что они могут проталкивать верхнюю опоку 3 и нижнюю опоку 6. Кроме того, устройство 211 для вдувания песка расположено на основании 201 машины на его -5- 012231 верхней левой части и также содержит два аэрационных резервуара 227, 227, которая отдельно выдуваетнаполняет формовочный песок в верхней опоке 3 и нижней опоке 6 при помощи сжатого воздуха под низким давлением (наполнение свежим воздухом). Предпочтительно низкое давление составляет 0,050,18 МПа. Кроме того, аэрационные резервуары могут соединяться с вакуумным источником и могут использовать воздух под давлением ниже атмосферного в комбинации. Аэрационные резервуары могут работать одновременно или посредством одинакового управления, вместо отдельного или независимого управления ими. В устройстве 212 для удаления формы обращенный вниз цилиндр 229 установлен на верхней части основания 201 машины, и выталкивающая пластина 228 вертикально перемещается посредством выдвижения и втягивания цилиндров 229, так что она может перемещаться вперед в верхней и нижней опоках 3, 6, которые расположены друг над другом и находятся в горизонтальном положении. Вертикально перемещаемый стол 230 для приема формы расположен сразу под выталкивающей пластиной 228 для приема верхней полуформы и нижней полуформы, извлеченных из верхней и нижней опок 3, 6. Стол 230 для приема формы вертикально перемещается при помощи пантографа 232, приводимого в действие цилиндром 231. Стол 230 для приема формы может вертикально перемещаться при помощи подъемного стола, приводимого в движение при помощи обычного цилиндра. Использование пантографа исключает наличие выемки (см. фиг. 8). В устройстве 213 для поворота формы вертикально проходящий вращательный вал 233 установлен с возможностью поворота в основании 201 машины. Верхняя часть вращательного вала 233 соединена с выходным валом электродвигателя 234, установленного на верхней части основания 201 машины. Вращательный вал 233 поворачивается на 180° по часовой стрелке и 180° против часовой стрелки при помощи электродвигателя 234. Цилиндр может использоваться вместо электродвигателя. Опорный элемент 233 прикреплен к верхней части вращательного вала 233, и две пары направляющих стержней 236, 236 подвешены от опорного элемента 233. Две пары направляющих стержней 236, 236 расположены справа и слева вокруг вращательного вала для расположения напротив друг друга. Верхний зацепляющий элемент 227, который зацепляется с выступами 3а, 3а верхней опоки 3, является гирей-противовесом, установленным для вертикального скольжения по каждой паре направляющих стержней 236, 236. Каждый зацепляющий элемент 237 соединен с верхним концом поршневого штока обращенного вверх цилиндра 238, установленного на вращательном валу 233. Каждый зацепляющий элемент 237 вертикально перемещается посредством выдвижения и втягивания цилиндра 238. Кроме того, нижний зацепляющий элемент 239 прикреплен к нижним концам двух пар направляющих стержней 236, 236 для зацепления с выступами 6а, 6а двух нижних опок 6, 6. Ссылочный номер 240 на фиг. 7 и 8 обозначает устройство для удаления формы для удаления верхней полуформы и нижней полуформы, которые были извлечены из верхней и нижней опок 3, 6 со стола 230 для приема формы. Описан способ формования безопочных верхней полуформы и нижней полуформы, начиная от состояния, изображенного на фиг. 7, с использованием безопочной формовочной машины, описанной выше. Сначала цилиндр 216 передаточного устройства 204 выдвигается для того, чтобы пара рычагов 217, 217 поместила двустороннюю модельную плиту 205 в положение между верхней и нижней опоками 3, 6, которые находятся в горизонтальном положении. Обращенный вверх цилиндр 222 и обращенный вниз цилиндр 223 устройства 209 для прессования формовочного песка, затем втягиваются для того, чтобы обеспечить сближение верхней опоки 3 и нижней опоки 6 при помощи верхней и нижней подъемных рам 220, 221 до тех пор, пока блок опоки не вместит посередине двустороннюю модельную плиту 205. Множество цилиндров 224, 224, 225, 225 устройства 210 для прессования формовочного песка затем выдвигаются на заданное расстояние для перемещения вперед верхней и нижней прессовых плит 206, 207 в верхней опоке 3 и нижней опоке 6, таким образом, образуя два формовочных пространства. Одновременно цилиндр 210 выдвигается для поворота устройства 209 для прессования формовочного песка по часовой стрелке вокруг вала 208 подшипника с целью размещения верхней и нижней опок 3, 6 и двусторонней модельной плиты 205 в вертикальном положении и перемещения вверх отверстий для вдувания песка до тех пор, пока они не зацепятся с нижними концами аэрационных резервуаров 227, 227. Вместо использования цилиндров 224 и 224 или 225 и 225 может быть использована комбинация одного большого цилиндра и направляющего штифта. Затем формовочный песок наполняется посредством вдувания в два формовочных пространства через отверстия для вдувания песка при помощи устройства 211 для вдувания песка. В то время как верхняя и нижняя опоки 3, 6 и двусторонняя модельная плита 205 возвращаются в горизонтальное положение, прессовые плиты 206, 207 перемещаются вперед для прессования формовочного песка в двух формовочных пространствах. Обращенный вверх и обращенный вниз цилиндры 222, 223 затем выдвигаются для разделения верхней и нижней подъемных рам 220, 221. Цилиндры 238 устройства 213 для поворота формы затем выдвигаются для обеспечения подвешивания верхней опоки 3, которая вмещает форму, изготовленную посредством прессования формовочного песка, от верхнего зацепляющего элемента 237 и отделения от двусторонней модельной плиты 205, причем нижняя опока 6 расположена на нижнем зацепляющем элементе 239 устройства 213 для поворота формы. Затем цилиндр 216 втягивается, чтобы пара рычагов 217, 217 смогла удалить двустороннюю мо-6- 012231 дельную плиту 205 из положения между верхней и нижней опоками 3, 6. Затем электродвигатель 234 устройства 213 для поворота формы приводится в действие для поворота вращательного вала 233 на заданную степень для перемещения верхней и нижней опок 3, 6, вмещающих форму, к устройству 212 для удаления формы. Если необходимо, то в форме устанавливается литейный стержень, и верхняя опока 3, которая вмещает форму, затем опускается посредством втягивания цилиндра 238 для размещения верхней опоки 3 на нижней опоке 6. Цилиндр 231 устройства 212 для удаления формы затем выдвигается для подъема стола 230 для приема формы для установки на него верхней и нижней опок 3, 6, вмещающих форму. Цилиндр 229 устройства 212 для удаления формы затем выдвигается для обеспечения контакта выталкивающей плиты 228 с формой в верхней опоке 3. Затем цилиндр 231 втягивается для опускания стола 230 для приема формы, в то время как выталкивающая плита 228 также опускается вместе со столом для приема формы. Следовательно, форма извлекается из верхней и нижней опок 3, 6 на стол для приема формы. Затем форма удаляется со стола для приема формы при помощи устройства 240 для удаления формы. Если необходимо установить литейный стержень в форме во время любого предыдущего этапа перед этапом поворота верхней и нижней опок 3, 6, вмещающих форму, к устройству 212 для удаления формы, то литейный стержень устанавливается в том этапе и способом, подобным способу, описанному выше, затем пара верхней и нижней опок 3, 6 располагается друг над другом, и форма удаляется. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Блок опоки для изготовления верхней полуформы и нижней полуформы, которые расположены друг над другом, содержащий по меньшей мере два вертикально расположенных соединительных стержня; верхнюю опоку, установленную с возможностью скольжения на соединительных стержнях и образованную с отверстием для вдувания формовочного песка на одной из ее сторон; и нижнюю опоку, установленную с возможностью скольжения на соединительных стержнях для расположения под верхней опокой для соединения с ней, причем нижняя опока образована с отверстием для вдувания формовочного песка на одной из ее сторон. 2. Формовочная машина для формования верхней и нижней полуформ, которые расположены друг над другом, посредством использования блока опоки по п.1, содержащая двустороннюю модельную плиту, размещаемую в положении между верхней опокой и нижней опокой блока опоки, установленного на формовочной машине, и вне этого положения; устройство для прессования формовочного песка, с которым блок опоки соединен с возможностью съема, обеспечивающее размещение двусторонней модельной плиты между верхней опокой и нижней опокой и обеспечивающее перемещение вперед верхнего прессового устройства и нижнего прессового устройства в этих соответствующих отверстиях верхней опоки и нижней опоки, которые не закрыты двусторонней модельной плитой, и вытягивание от них, причем устройство для прессования формовочного песка способно поворачиваться по часовой стрелке и против часовой стрелки между положением, в котором верхняя опока и нижняя опока, размещающие двустороннюю модельную плиту между собой, удерживаются горизонтально, и положением, в котором верхняя опока и нижняя опока, размещающие двустороннюю модельную плиту между собой, удерживаются вертикально; поворотное устройство для поворота устройства для прессования формовочного песка по часовой стрелке и против часовой стрелки и устройство для вдувания формовочного песка в вертикально удерживаемые верхнюю и нижнюю опоки через их отверстия для вдувания песка. 3. Формовочная линия для циркуляции блока опоки для повторного использования, содержащая формовочную машину для формования верхней полуформы и нижней полуформы, которые расположены друг над другом по п.2, причем блок опоки прикреплен с возможностью съема к формовочной машине; линию заливки для заливки расплавленного металла в верхнюю полуформу и нижнюю полуформу в блоке опоки, направленной от формовочной машины; устройство для удаления формы для удаления верхней полуформы и нижней полуформы из блока опоки, залитых расплавленным металлом на линии заливки; и устройство для направления блока опоки, из которого были удалены верхняя полуформа и нижняя полуформа, в формовочную машину для повторного использования. 4. Формовочная машина для формования безопочной верхней полуформы и безопочной нижней полуформы, которые расположены друг над другом, посредством использования блока опоки по п.1, содержащая корпус машины, причем блок опоки прикреплен с возможностью съема к корпусу машины; двустороннюю модельную плиту, размещенную в положении между верхней опокой и нижней опокой блока опоки, прикрепленного к формовочной машине, и вне этого положения; устройство для прессования формовочного песка для обеспечения расположения двусторонней мо-7- 012231 дельной плиты между верхней опокой и нижней опокой и обеспечения перемещения вперед верхнего прессового устройства и нижнего прессового устройства в этих соответствующих отверстиях верхней опоки и нижней опоки, которые не закрыты двусторонней модельной плитой, и перемещения назад от них, причем устройство для прессования формовочного песка способно поворачиваться по часовой стрелке и против часовой стрелки между положением, в котором верхняя опока и нижняя опока, размещающие двустороннюю модельную плиту между собой, расположены горизонтально, и положением, в котором верхняя опока и нижняя опока, размещающие двустороннюю модельную плиту между собой, расположены вертикально; поворотное устройство для поворота устройства для прессования формовочного песка по часовой стрелке и против часовой стрелки; устройство для вдувания формовочного песка в верхнюю и нижнюю опоки, расположенные в вертикальном положении, через их отверстия для вдувания песка; устройство для удаления формы для удаления верхней полуформы и нижней полуформы из пары из верхней опоки и нижней опоки, вмещающих верхнюю полуформу и нижнюю полуформу, которые расположены друг над другом и которые находятся в горизонтальном положении; и устройство для поворота блока опоки для периодического поворота более двух горизонтально распределенных пар верхних полуформ и нижних полуформ, расположенных друг над другом в каждой паре, между устройством для прессования формовочного песка и устройством для удаления формы, причем устройство для поворота блока опоки выполнено с возможностью подъема верхней опоки. Фиг. 1 Фиг. 2 -8- 012231 Фиг. 3 Фиг. 4 Фиг. 5 -9- 012231 Фиг. 6 Фиг. 7 - 10 - 012231 Фиг. 8 Фиг. 9 Евразийская патентная организация, ЕАПВ Россия, 109012, Москва, Малый Черкасский пер., 2 - 11 -