Оптимизаторы энергопотребления
реклама

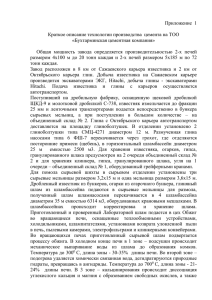
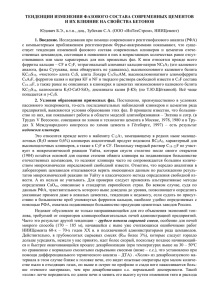
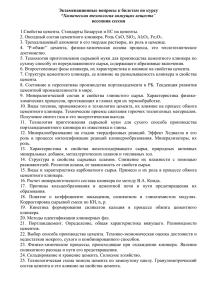
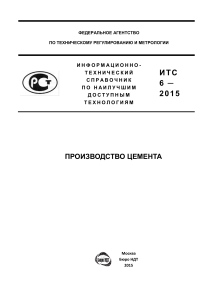
Энергоэффективность в промышленности Оптимизаторы энергопотребления Как регулировать потребление энергии при производстве цемента Матиас Боллигер, Эдуардо Галлестей, Габриэла Кросли, Михель Киенер При производстве цемента потребляется большое количество тепловой и электрической энергии и в глобальном масштабе это производство становится всё более затратным. За последние годы предпринималось немало усилий по снижению потребностей в указанных видах энергии за счёт большей энергоэффективности оборудования и замены топлива и исходного сырья для снижения затрат на производство. Эти изменения привели к определённым ограничениям, с которыми надо считаться, дабы гарантировать требуемые качество и производительность. Отыскание совокупности оптимальных рабочих параметров в пределах, определяемых этими динамически подвижными ограничениями, зависит от правильного сочетания расходов на топливо и электрическую энергию при условии, что потребление и того, и другого необходимо сократить как можно больше. В настоящей статье рассматривается ряд технических решений и прикладных программ, обеспечивающих достижение этих целей. АББ Ревю 2 /2007 53 Оптимизаторы энергопотребления Энергоэффективность в промышленности птимизация характеристик всего лишь одной установки по производству цемента требует применения определённой стратегии автоматизации всего завода. Снижение потребности в электроэнергии на всех участках производства должно сочетаться с поиском такого набора уставок технологического процесса, при котором одновременно достигаются требуемые производительность, качество и соблюдаются заданные ограничения на вредные выбросы. В помощь производителям цемента при решении производственных задач в компании АББ создана прикладная программа Knowledge Manager (KM), способная собирать информацию для использования её другой прикладной программой, Expert Optimizer (EO), предназначенной для моделирования производственного процесса и отыскания наилучшего способа управления предприятием. Регулируемые приводы как инструмент экономии электроэнергии Во время технологического процесса производства цемента мощные вентиляторы прогоняют воздух через обжиговую печь, декарбонизатор, дробилки и фильтры по направлению к дымовой трубе. Множество вентиляторов меньшей мощности подают воздух в колосниковые охладители, в которых происходит снижение температуры горячего клинкера после выхода его из обжиговой печи (рис. 1). Все эти воздушные потоки надо контролировать и регулировать, поскольку потребный расход воздуха зависит от атмосферных условий, условий протекания технологического процесса и предъявляемых к системе вентиляции требований. Выбранный способ регулирования существенно влияет на текущие эксплуатаци- 1 онные затраты. Например, перемещать печные шиберы электродвигателями постоянной скорости – худшее решение в борьбе за энергоэффективность, а использовать для этой же цели регулируемый привод (РП) – лучшее. Если быть точным, разница в экономии энергии между этими двумя вариантами зависит от потребного расхода воздуха и может доходить до 70 %. Снижение потребности в электроэнергии на всех участках производства должно сочетаться с поиском такого набора уставок технологического процесса, при котором одновременно достигаются требуемые производительность и качество. Разница в энергопотреблении между двумя приводами органов регулирования расхода воздуха наглядно показана на рис. 2. Конструкция вентиляторов такова, чтобы обеспечить экономию потребляемой энергии при квадратичной зависимости значения нагрузки от скорости её перемещения. Около 90 % номинального расхода воздуха обеспечивается мощными вентиляторами при работе в нормальном режиме, при этом резерв экономии потребляемой мощности составляет 20 %. В настоящее время РП для боль- На этом схематическом чертеже показаны подогреватель исходного сырья, печь для обжига сырья и колосниковые охладители для завершающей фазы производства клинкера. Здесь же обозначены входные данные для прикладной программы Expert Optimizer (EO). Температура в подогревателе Скорость вращения вентилятора Нормы расхода топлива в декарбонизаторе Скорость вращения Температура вторичного Температура воздуха воздуха обжиговой печи на выходе охладителя Момент Температура Расход первичного вращения в зоне обжига энергоносителя O2 CO NO SO2 CO2 Параметры, измеряемые на загрузочном Давление под конце колосниками обжиговой печи Расход воздуха через охладитель Система Multidrive – оптимизированное техническое решение для колосниковых охладителей Из общего количества электроэнергии, потребляемой при производстве одной тонны клинкера, примерно 10 % расходуется на его охлаждение. Поэтому имеет смысл хорошо продумывать выбор системы привода для подачи воздуха в охладитель. Одним из вариантов является применение системы Multidrive, которая реализует все преимущества РП и в экономическом плане устраняет многие недостатки применения одиночных приводов. В отличие от последних, для каждого из которых должны быть отдельный выпрямитель, отдельная цепь постоянного тока и отдельный инвертор, в системе Multidrive требуемое напряжение постоянного тока вырабатывается централизованно, в одном устройстве, к выходной шине постоянного тока которого подключены отдельные, независимо управляемые инверторы (рис. 3). Все преимущества одиночного привода в системе Multidrive сохранены, а выходная мощность инверторов может быть разной. Поэтому комплект системы Multidrive может состоять из приводов самых разных габаритов. Вот некоторые преимущества такой системы: ■ сокращение числа кабелей, поскольку ввод питания для всех приводов один; ■ экономия за счёт рекуперирования энергии затормаживаемых электродвигателей; ■ сокращение занимаемого пространства; ■ резкое уменьшение низковольтного распределительного оборудования по сравнению 2 Температура отработанных газов Давление в подогревателе Расчётная норма загрузки сырья ших вентиляторов обычно устанавливаются уже на всех вновь вводимых производствах. Но и на существующих предприятиях есть возможность сокращения энергопотребления путём замены вентиляторов. Температура клинкера Потребный расход энергии (в процентах) в зависимости от расхода воздуха. Регулировка расхода производится перемещением заслонки (шибера) с использованием привода постоянной или регулируемой скорости. Привод постоянной скорости Регулируемый привод Потребный расход энергии, % О 120 100 80 60 40 20 0 1 10 19 28 37 46 55 64 73 82 91 100 Расход воздуха (в % от макс.) Скорости перемещения колосников Расход воздуха охладителя вентиляторов охладителя Рабочий диапазон значений 54 АББ Ревю 2/2007 Оптимизаторы энергопотребления Энергоэффективность в промышленности с использованием отдельных приводов или двигателей с прямым пуском; ■ эффективное снижение уровня гармоник за счёт использования активного входного фильтра или схемы 12-фазного преобразователя; ■ сохранение всех достоинств одиночных РП. Текущий контроль энергопотребления с помощью прикладной программы Knowledge Manager (KM) Программа KM обеспечивает пользователя готовыми решениями и усовершенствованными программными средствами для облегчения сбора, структурирования и доведения до получателя сводной информации о размерах выпуска продукции, её качестве и энергозатратах по всему предприятию в виде передаваемых по сети отчётов, анализов имеющихся тенденций и графических материалов. Все соответствующие индикаторы ключевых характеристик (Key performance indicator, KPI) после вычисления отображаются на одной странице. Кроме того, если оператор пожелает увеличить выпуск продукции до максимума при одновременном максимально возможном использовании альтернативных топлив, программа КМ предоставляет информацию для оценочного анализа того, что в данном случае возможно, а что – нет. Программу KM можно адаптировать и расширять применительно к специфическим требованиям той или иной компании. Эта программа является частью прикладного комплекта InformIT от компании АББ, предназначенного для текущего контроля и документирования процесса производства, и чрезвычайно упрощает управление производством цемента, охватывая такие аспекты управления, как: ■ отслеживание производственного процесса и составление отчётов об этом; ■ текущий контроль и отчётность по отдельным операциям технологического процесса; ■ управление хранением материальных запасов; ■ составление отчётов по затратам энергии и вредным выбросам. 3 Схема системы приводов Multidrive. С помощью программы KM становится много проще, чем когда бы то ни было, выявлять влияние уставок технологического процесса на качество готовой продукции, полноту использования производственных мощностей, энергопотребление и выброс вредных веществ. При этом учитываются все данные, относящиеся к процессу производства, изменчивость самого процесса, индексы энергопотребления и параметры качества использования машинного времени. Всё это используется для составления всесторонних отчётов о работе оборудования, ходе производственного процесса и имеющихся в нём тенденциях. Прикладная программа Expert Optimizer сочетает традиционное управление с использованием таких современных средств, как нейронные сети, управление средствами нечеткой логики и модельно-упреждающее управление. Возможность подключения к системам планирования ресурсов предприятия (Enterprise Resource Planning, ERP), например к системе SAP, является очень существенной для перенесения данных о выпуске продукции с уровня технологической линии на уровень принятия решений по управлению предприятием. В последнем случае программа KM выступает в роли информационного посредника между процессом управления в реальном времени и производственной средой, а также системами ERP на транзактной основе. Разные участки производства потребляют разные количества энергии, при этом программа KM от4 слеживает, какое конкретно количество энергии затрачено, чтобы переработать или произвести тот или иной материал (рис. 4). Когда необходимую информацию можно получить в нужном месте, в нужное время и в нужном формате, решения на её основе принимаются более целенаправленно, что позволяет оптимизировать процесс и поднять производительность. Экономия тепловой энергии с помощью прикладной программы Expert Optimizer (EO) Производство цемента – процесс сложный и энергоёмкий. Ключевой его стадией является процесс превращения ископаемого исходного сырья (CaCO3, глины и сланца) внутри обжиговой печи в клинкер. В типовом технологическом процессе выходящие из обжиговой печи горячие газы производят предварительный подогрев сырья перед подачей последнего в обжиговую печь. Дальнейший нагрев сырья (примерно до 1500 °C) происходит уже в обжиговой печи, где исходные материалы частично расплавляются и, вступая в реакцию друг с другом, образуют клинкер. В ходе последующей обработки клинкер превращается в цемент путём добавления небольшого количества гипса (CaSO4) с последующим помолом до состояния тонкодисперсного порошка. Традиционный способ управления работой обжиговой печи требует наличия у оператора значительного опыта, поскольку ему приходится непрерывно анализировать условия процесса обжига и часто подстраивать параметры процесса по данным контроллера. Это занятие достаточно тяжелое, к тому же усложняемое соблюдением различных выдержек времени, необходимостью реагировать сразу на несколько сигналов и имеющимися взаимозависимостями между различными переменными параметрами процесса обжига. В результате при традиционном управлении обжиговой печью температура в пос- Сводный отчёт о расходовании электрической и тепловой энергии с использованием индикаторных диаграмм. Фидер среднего напряжения Общая шина постоянного тока АББ Ревю 2 /2007 55 Оптимизаторы энергопотребления Энергоэффективность в промышленности ледней поддерживается выше оптимальной, что сопровождается неоправданным перерасходом энергоресурсов. жига периодически (каждые 3-4 минуты) меняет настройки параметров, используя при этом заложенные в неё данные из практического опыта. Прикладная программа Expert Optimizer (EO) ведёт родословную от хорошо известной и с огромным успехом используемой оптимизационной системы LINKman. Программа EO сочетает традиционное управление на основе определённых правил с использованием таких современных средств, как нейронные сети, управление средствами нечеткой логики и модельноупреждающее управление (MPC) (см. вставку). Качество традиционного управления при этом повышается за счёт того, что программа EO постоянно анализирует условия обжига и формирует соответствующие управляющие воздействия. Входные и выходные сигналы в таком процессе показаны на рис. 1. Типичной является ситуация, когда управление обжиговыми печами посредством программы EO производится в течение более 80 % от их общего времени работы. Расчёты, основанные на данных измерений концентраций окиси кальция и окислов азота до и после перехода на управление обжигом посредством программы EO, показывают, что в ряде случаев экономия в пересчёте на исходное топливо приближалась в среднем к 8 % для каждой печи. Поддержание нормального, устойчивого процесса обжига позволяет снизить энергопотребление и эксплуатационные затраты, увеличить выход клинкера из обжиговой печи и поднять качество конечного продукта. Однако при оптимизации этого процесса температуру в зоне обжига1) приходится поддерживать вблизи нижней границы стабильности процесса, а это затруднительно по трём причинам: ■ непостоянство состава смеси исходного сырья; ■ сложность управления обжиговой печью; ■ большая инерционность процессов в обжиговой печи. Тем не менее, усовершенствованная система управления обжиговой печью поддерживает именно оптимальный процесс обжига, что положительно сказывается на качестве выходящего из печи клинкера, и, кроме того, обжиг происходит при более низких температурах, что позволяет снизить расход энергии и, разумеется, затраты на неё. Оптимальность обжига достигается тем, что система управления на основе регулярно обновляемой информации о ходе процесса об- 56 Сегодня, используя надёжное оборудование и проверенные технические решения, можно добиться эффективного использования энергии без всякого ущерба для качества продукции и производительности труда на предприятии. Оптимизация состава топлива для обжиговой печи В своё время появилась необходимость в прикладных программах, которые могли бы оптимизировать сочетание традиционного и альтернативных топлив при использовании в процессе обжига. В соответствии с такой потребностью прикладная программа EO была недавно усовершенствована введением в неё Модуля оптимизации применения альтернативных топлив (Alternative Fuels Optimization Module), в результате чего экономичность обжиговых печей удалось поднять ещё выше. Упомянутый модуль использует данные, собираемые посредством информационных систем (параметры оборудования, процесса, состояние рынка, результаты лабораторных анализов), для расчёта в реальном времени такого сочетания топлив, которое было бы наиболее дешёвым и в то же время удовлетворяло бы требованиям технологического процесса и ограничениям, не связанным непосредственно с процессом. Таких ограничений достаточно много, но важнейшие из них следующие: ■ тепловой баланс; ■ уровень избытка кислорода; ■ особенности химических свойств клинкера; ■ концентрация летучих веществ; ■ ПДК SO2, NOx и т.п.; ■ ограничения по конечным положениям и скорости перемещения исполнительных механизмов; ■ оперативные ограничения на расход топлива; ■ необходимость раздельно учитывать процессы горения в декарбонизаторе и в обжиговой печи; ■ наличие обязательств перед поставщиками и заказчиками. Базовым элементом оптимизационного алгоритма в данном случае является специализированная математическая модель в рамках программы EO, используемая для реализации модельно-упреждающего управления (рис. 5). С помощью данной 1) Температура в зоне обжига предопределяет качество продукции. Если она недостаточно высока, обжиг клинкера будет неполным, если чрезмерна – клинкер получится пережжённым. Модельно-упреждающее управление (МУУ) (Отрывок взят из журнала АББ Ревю 2/2004, с. 13–19) Существует несколько способов аппроксимации оптимальных решений описанных проблем. Одним из интересных и широко распространенных подходов к решению проблем управления, в которых приходится иметь дело с системами с наложенными на входы и выходы ограничениями, является модельно-упреждающее управление. МУУ основывается на так называемой философии отступающего горизонта, то есть последовательность будущих действий по оптимальному управлению выбирается в соответствии с предсказанием краткосрочной и среднесрочной эволюции системы в течение заданного времени. Когда становятся известными результаты измерений или появляется новая информация, рассчитывается новая последовательность, которая заменяет предыдущую. Задачами прогона каждой новой последовательности являются оптимизация работы системы и ее защита от выхода за пределы наложенных ограничений. АББ Ревю 2/2007 Оптимизаторы энергопотребления Энергоэффективность в промышленности модели можно оценить значения температур в охладителе, в пламени и в зоне обжига, на днище обжиговой печи и в подогревателе, а также потребный расход электроэнергии печью, уровни вредных выбросов, концентрацию летучих веществ и т.д. В оптимизационных алгоритмах могут учитываться ограничения как аппаратного, так и программного характера, что повышает надёжность и устойчивость процесса оптимизации. 5 Типичная модель обжиговой печи. Входные и выходные параметры. Температурный профиль по длине обжиговой печи Условия окружающей среды Выделение тепла Нормы расхода тепловой энергии, воздуха, исходного сырья Математическая модель обжиговой печи Химические свойства воздуха и сырья Интенсивность теплоиспускания Химические процессы получения клинкера Физические свойства воздуха и сырья Циркуляция летучих веществ Входные данные обновляются по результатам отбора проб каждые 15–30 минут, после чего производится новая серия вычислений и в модуль стратегии программы ЕО для исполнения передаются расчётные значения расхода топлива. В период между двумя отборами проб программа ЕО реализует «стандартную» стратегию, заключающуюся в поддержании устойчивости процесса обжига при оптимальных его характеристиках. 6 Типовой график работы мельниц и выпуска цемента по маркам. Мельница № 2 – недельный график, составленный с применением метода МУУ (см. вставку) 1 0.5 0 -0.5 0 Управление расходом элект1.5 рической энергии 1 Цементное производство функционирует 24 часа в сутки, а его резерв0.5 ные возможности весьма ограниче0 ны. Таким образом, большей части оборудования приходится работать -0.5 0 круглосуточно или только в дневное время, как, например, оборудованию в карьерах. «Свобода манёвра» электрической энергией достаточно ограничена и существует обычно там, где производится помол цемента. Диспетчирование работы этого участка, т.е. определение, когда, на какой именно мельнице и какой именно марки цемент выпускать, осуществляется вручную, эвристически, на основе опыта оператора. Однако мельниц, сортировочных сит и силосов много, много и различных ограничений по условиям процесса или вытекающих из обязательств перед заказчиком, так что задача эта далеко не простая. Поэтому и действия оператора слишком часто далеки от оптимальных. Ниже описывается техническое решение для оптимизации процесса диспетчирования на основе технологии MPC. Типовая последовательность включения и выключения мельниц, а также чередования выпускаемых марок цемента, позволяющая наиболее эффективно управлять расходом электроэнергии, показана на рис. 6. Используя данные об имеющихся заказах и о прогнозах цен на электрическую энергию, оптимизационный алгоритм формирует «опорный» график всего технологического процесса помола цемента, в котором определено, АББ Ревю 2 /2007 G1 G2 G3 G5 1.5 данных требуются прогнозы объёмов продаж для каждой марки выпускаемого цемента. Если обеспечить выпуском весь объём продаж невозможно, алгоритм решает задачу ранжирования (по некоторым заданным критериям) очерёдности выпуска марок цемента. ■ Особенности перемещения продукции в пределах предприятия. Независимо от способа перемещения готовой продукции в пределах производственной зоны от мельниц до бункеров могут быть ограничения, связанные с тем, что, например, мельниц для помола три, а независимых друг от друга маршрутов транспортировки продукта помола только два. Или же от нескольких одновременно работающих мельниц цемент одной и той же марки отводится по одной линии транспортировки. 20 40 60 80 100 120 140 Мельница № 2 – «опорный» график работы 20 40 60 80 100 120 140 когда и какая мельница производит цемент определённой марки. При этом моделирующий функционал воспроизводит зависимость затрат от энергопотребления и доли низкосортного цемента (последний неизбежно получается при переходе от выпуска одной марки цемента к выпуску другой). Снижение затрат на электроэнергию достигается тем, что выпуск продукции производится в те часы суток, когда действуют более низкие тарифы на электроэнергию. Снизить же выпуск низкосортного цемента можно путём применения санкций за необоснованные переходы с одной марки цемента на другую. Помимо физических ограничений, вытекающих из конечной ёмкости силосов и ограниченной производительности мельниц, необходимо учитывать ограничения и другого рода: ■ Конечное время перехода с выпуска цемента одной марки на другую, так как в этот промежуток времени приходится отводить выходящий из мельницы низкосортный цемент в отдельный бункер. ■ Наличие приоритетности в заказах. Оптимизационному алгоритму в качестве исходных Заключение Как показано выше, в процессе управления расходом электрической 160 энергии приходится иметь дело с различными аспектами процесса оптимизации, в конечном счёте приводящего к снижению потребности в электрической и тепловой энергии, а также к снижению затрат вследствие использования более дешёвых энергии и сочетаний топлив. Сегодня, исполь160 зуя надёжное оборудование и проверенные технические решения, можно добиться эффективного использования энергии без всякого ущерба для качества продукции и производительности труда на предприятии. Набор описанных в настоящей статье доступных и всеобъемлющих решений – РП, прикладных программ Expert Optimizer и Knowledge Manager – замечательный пример того, каким образом можно достичь целей, если поставлена стратегическая задача автоматизации предприятия в целом. Учитывая рост цен на энергию срок окупаемости таких проектов вполне разумный, не говоря уже об их значении для сохранения окружающей среды. Таким образом, в борьбе за главную цель – экономию – достигаются и другие, не менее важные цели. Матиас Боллигер Эдуардо Галлестей Габриэла Кросли Михель Киенер ABB Automation Technologies Баден, Швейцария [email protected] [email protected] [email protected] 57