Резак плазменный СА-401М2 для воздушно
реклама

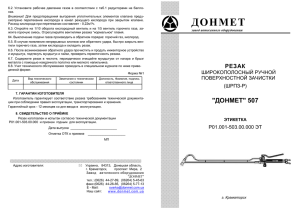
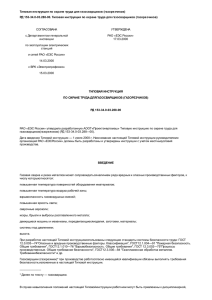
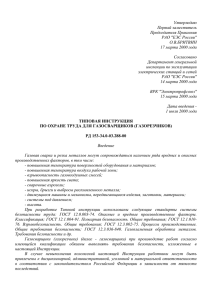
Резак плазменный СА-401М2 для воздушно-плазменной резки металлов Паспорт 1. Назначение изделия Паспорт является основным документом для изучения, наладки, эксплуатации и технического обслуживания резака плазменного, именуемого в дальнейшем «резак». 1.1. Резак предназначен для воздушно-плазменной резки электропроводных материалов толщиной от 0,1 до 5,0 мм. Коммуникации резака выполнены для его работы в комплекте с электрооборудованием источника питания СА-401М2.01.00.00.00. 1.2. Условия эксплуатации: температура окружающего воздуха от -10 до -40° С; относительная влажность воздуха до 70% при температуре 20°С; окружающая среда не взрывоопасная, не содержащая агрессивных газов и паров в концентрациях, разрушающих металлы и изоляцию. Технические характеристики 2. 2.1. Технические характеристики резака должны соответствовать значениям, указанным в табл.1. Таблица 1 № Наименование параметра Норма п./п. 1 2 3 Максимальная толщина разрезаемого металла, мм Максимальный рабочий ток, А Охлаждение резака 4 Расход воздуха при давлении в подводящей сети 0,5 МПа (5 кгс/см2), м3/ч, не менее 5 6 8 9 Плазмообразующий газ Диаметр отверстия сопла, мм Габаритные размеры, мм, не более длина (с коммуникациями) ширина высота Масса, кг с коммуникациями без коммуникаций 5 85 воздушное 10 воздух 1,4; 1,8 6000 32 106 3,0 0,5 3. Принцип работы и устройство 3.1. Резак состоит из следующих основных частей: головки - 1, токогазоподвода - 2, ручки - 3. Головка обеспечивает условия (рис. 2) для образования и стабилизации плазменной дуги и состоит из: корпуса 3, соединенного с электродом 1 с помощью завихрителя 2; втулки 5 для направления воздушного потока, зафиксированной гайкой 4; изолятора-компенсатора 6 с радиальными отверстиями и продольными пазами для прохода воздуха; мундштука 9 с отверстиями для выхода воздуха и ввернутым в него соплом 8; стакана 11, одетого на изолятор-компенсатор 6 и закрепленного с помощью втулки 7. 3.2. Изоляция электрода 1 от сопла 8 обеспечивается с помощью изолятора-компенсатора 6 и втулки 10. Ток «-» подводится от токогазоподвода к электроду 1 через корпус 3. Воздух из токогазоподвода проходит по втулке 5, обдувает электрод 1, поступает в радиальный зазор между втулкой 5 и корпусом 3, а затем через радиальные отверстия в корпусе 3 попадает в кольцевую 2 проточку изолятора-компенсатора 6. Отсюда воздух идет в двух направлениях: часть воздуха проходит через завихритель 2 для плазмообразования, остальная часть воздуха проходит через пазы в изоляторе-компенсаторе 6 и охлаждает мундштук 9, проходя через его отверстия на выход. Токогазоподвод (рис. 3) служит для подвода воздуха и тока «-» к головке и состоит из втулки 1, предназначенной для соединения токогазоподвода с ручкой, трубки 2, штуцера 3 и провода (ПЩ 6 кв.мм) 4, проходящего внутри рукава 8. Токогазоподвод заканчивается ниппелем 6 с накидной гайкой 7 для присоединения резака к источнику питания. В резаке (рис. 1) токогазоподвод 2 вставлен в ручку 3 через хвостовик 4 и зафиксирован с помощью стопора 5. Включение и выключение режущей дуги осуществляют с помощью клавиши 6, воздействующей на выключатель 7, связанный кабелем 8 через вставку 9 с источником питания. Оболочка 10 служит для изоляции места подключения резака к источнику питания. 4. Порядок работы Снять головку резака (рис. 2), отвинтить мундштук 9, снять втулку 10 и убедиться в прочном поджиме электрода 1 корпусу 3 с помощью завихрителя 2. При недостаточном поджиме с помощью державки, входящей в комплект ЗИП, подтянуть завихритель 2. Установить втулку 10, завинтить мундштук 9 и при снятом сопле 8 измерить расстояние Н между торцом электрода 1 и торцом мундштука 9. Величина этого расстояния должна быть 30.1 мм. Завинтить сопло 8 и с помощью аппарата АИИ-70 убедиться в отсутствии короткого замыкания между корпусом 3 и соплом 8. Установите головку на ручку (рис.1). Подключить резак к источнику питания, одеть оболочку резака на место подключения токогазоподвода к источнику питания. Включить подачу воздуха и посредством вентиля установить по манометру давление 4-5 кг/см2. Включить источник питания. Установить резак соплом на изделие. Нажать клавишу на ручке резака и одновременно с возбуждением режущей дуги перемещать резак вдоль линии реза. В процессе резки сопло должно опираться на изделие. Скорость перемещения резака должна быть такой, чтобы дуга успевала проплавлять металл на всю толщину и горела ровно без обрывов. Частные обрывы дуги указывают на недостаточную скорость резки. При чрезмерной скорости резки дуга не успевает проплавлять металл и выбрасывает частицы расплавленного металла на поверхность изделия. По окончании резки отпустить клавишу, не отрывая сопла от изделия. Снять резак с изделия. Резку металла толщиной до 1,6 мм рекомендуется выполнять на токе 40-50 А при использовании сопла диаметром 1,4 мм. Резку металла толщиной от 2,0 до 5,0 мм рекомендуется выполнять на токе 85 А при использовании сопла диаметром 1,8 мм. 3 Рис. 1. Плазмотрон СА401М2 (режущий блок): 1 - электрод, 2 - завихритель, 3 - корпус. 4 - гайка, 5 - втулка, 6 - изолятор-компенсатор, 7втулка, 8-сопло, 9-мундштук, 10-втулка, 11-стакан РЕКВИЗИТЫ ПОСТАВЩИКА ООО «Уралспецсталь» 620137, г. Екатеринбург, ул. Шоферов, 17-303 Тел. (343) 341-34-84; 349-20-83; 8-912-24-02-102; 8-912-288-26-74; E-mail: [email protected] ; [email protected] http://www.ursteel.ru 4