164 Испытание механических свойств подтвер-
реклама

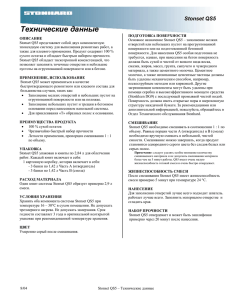
164 ИЗВЕСТИЯ ВолгГТУ Испытание механических свойств подтвердили данные металлографических исследований о положительном влиянии процесса комплексного модифицирования и фильтрационного рафинирования на свойства литейных алю- миниевых сплавов. Наиболее заметно повысились пластические свойства сплавов – на 25– 30 %. Прочностные характеристики металла возросли всего на 5–8 % (см. таблицу). Механические свойства литых алюминиевых сплавов Механические свойства * Марка сплава АК9ч АК7ч Состояние сплава Временное сопротивление разрыву, МПа Относительное удлинение, % Твердость, НВ Исходное 165 1,9 54 После модифицирования 176 2,5 52 Исходное 172 1,8 58 После модифицирования 180 2,4 56 *П р и м е ч а н и е . В таблице приведены значения результатов испытаний девяти плавок сплава АК9ч и семи плавок АК7ч. В изломах образцов из немодифицированного и нерафинированного металла визуальным осмотром выявляются отдельные неметаллические включения, которые наряду с крупнозернистой структурой α-Si эвтектики приводят к снижению механических свойств. Металл отливок после комплексной обработки модифицирующим флюсом и фильтрационного рафинирования полностью соответствовал требованиям ГОСТ 1583–93 по уровню механических свойств. Анализ брака отливок «Корпус шестеренчатого насоса» и «Крышка шестеренчатого насоса» после внедрения совмещенного процесса модифицирования и фильтрационного рафинирования показал снижение брака заготовок на 0,6 % по причине «шлаковая раковина». Выводы 1. Совмещенный процесс модифицирования и фильтрационного рафинирования литейных алюминиевых сплавов легко осуществляется в производственных условиях, обеспечивая снижение энерго- и трудозатрат. 2. Комплексная обработка сплавов Ак9ч и АК7ч модифицирующим флюсом с последующим рафинированием повышает их пластические свойства на 25…30 %. УДК 621.742.4 Н. А. Кидалов, Н. А. Осипова, В. А. Закутаев, Ю. М. Ковязина, А. А. Маликов ИССЛЕДОВАНИЕ ВЛИЯНИЯ ТЕХНОЛОГИЧЕСКИХ ДОБАВОК НА ПРИЛИПАЕМОСТЬ ФОРМОВОЧНЫХ СМЕСЕЙ К МОДЕЛЬНО-ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКЕ Волгоградский государственный технический университет (e-mail:[email protected]) В работе исследованы составы формовочных песчано-глинистых смесей (ПГС), в которые в качестве технологических добавок вводили фильтро-прессовый осадок, получаемый при очистке растительного горчичного (ФПОг) и рыжикового масел (ФПОр), кубовый остаток (КО), мазут. Приведены результаты экспериментальных исследований: предела адгезионной прочности контактной пары формовочная смесь–стальная модельно-технологическая оснастка; предела прочности смеси на сжатие во влажном состоянии. Данные показали, что при введении от 2 до 3 мас.% ФПО предел адгезионной прочности снижается до 0,0028 МПа, а также происходит улучшение физико-механических и технологических свойств смеси. Ключевые слова: формовочная смесь, технологические добавки, разделительные покрытия, адгезия, модельно-технологическая оснастка. The work investigates the compositions of molding sand - clay mixtures (SCM), in which as a technological additives provided filter-press sediment (FPS), obtained during the cleaning of vegetable mustard and saffron oils, cubic residue (CR), fuel oil. Results of experimental study of the limit of adhesion strength of a contact pair forming a mixture of steel–model-technological equipment, the tensile strength mix on compression in the wet condition. Data showed that the introduction of from 2 to 3 wt.%. The FPS tensile adhesion strength is reduced to 0,0028 MРa, as well as the improvement of physico-mechanical and technological properties of the mixture. Keywords: molding mixture, processing aids, separation of the coating, adhesion, modeling-technical snap. ИЗВЕСТИЯ ВолгГТУ Известно, что при получении разовой песчаной формы возникают проблемы с прилипаемостью формовочной смеси к модельнотехнологической оснастке. При изготовлении песчаной формы между материалом оснастки и компонентами формовочных смесей происходит адгезионное взаимодействие. В результате возникает прилипаемость, обусловленная силами связи между поверхностями оснастки и формы, которые превышают прочность влажной формовочной смеси. При этом происходит отрыв зерен и частиц компонентов смеси, разрыхление и разрушение поверхностного слоя песчаной формы [1]. На характер взаимодействия влияют физико-механические и технологические свойства контактирующих материалов. Признаком высокого качества модельной оснастки является ее минимальное взаимодействие с компонентами формовочных смесей, так как оно всегда в той или иной степени отражается на качестве литейной формы [2, 3]. Прилипаемость смеси является крайне нежелательным явлением, так как при этом ухудшается качество поверхности форм и стержней и снижается производительность труда из-за необходимости дополнительных операций по предупреждению прилипания (припыливание, смазывание разделительным покрытием и т. п.) или исправления дефектных мест форм и стержней [4, 5]. Прочность формовочной песчано-глинистой смеси зависит от адгезии глинистой пленки к поверхности кварцевых частиц и когезионной прочности самой пленки. При уплотнении глинистые оболочки деформируются, образуя контактные связи-манжеты между зернами. Прилипаемость формовочной песчано-глинистой смеси зависит от способа уплотнения, количества связующего, чистоты поверхности оснастки и формы зерен огнеупорного наполнителя, а также от применяемых добавок. Адгезию формовочных смесей можно снизить за счет применения специальных технологических добавок: если необходимо получить высокую прочность и при этом низкую прилипаемость, необходимо вводить порошкообразные дисперсные органо-минеральные добавки с алюмосиликатной минеральной природой, которые в составе добавки дополнительно связывает воду, и дисперсная часть, увеличивающая площадь контакта манжеты между песчинками. Вытесняемая органическая часть приводит к снижению адгезии к стальной оснастке и уве- 165 личивает текучесть смеси. Введение органических добавок в формовочные ПГС также приводит к снижению прилипаемости за счет расположения вытесненной неполярной части добавки на поверхности контакта смеси с оснасткой. Однако применение органических добавок приводит к снижению прочности формовочной смеси, то есть необходимо подбирать добавки, наименее снижающие прочность [6, 7, 8]. В литейном производстве наиболее распространены песчано-глинистые формовочные смеси и стальная модельно-технологическая оснастка, таким образом, целью работы являлась разработка составов песчано-глинистых смесей (ПГС), которые снижают предел адгезионной прочности к модельно-технологической оснастке и положительно влияют на качество литейной формы. Техническая новизна работы заключается в расширении ассортимента дешевых технологических добавок в ПГС на основе фильтропрессового осадка (ФПО), получаемого при очистке растительного горчичного и рыжикового масел. Практическая значимость состоит в снижении предела адгезионной прочности, повышении качества отпечатка разовой литейной формы и утилизации отхода производства горчичного и рыжикового масел. Важное значение для получения качественной литейной формы имеет величина взаимодействия, протекающего в контактной паре формовочная смесь–модель, мера которого оценивается на универсальной разрывной машине LRuTS c использованием специальной оснастки. При этом исследуется прилипаемость уплотненной формовочной смеси к вертикальной стенке модели [9]. Для исследования прилипаемости формовочной смеси к модельно-технологической оснастке использовалась методика определения адгезионной прочности формовочной смеси с материалом модели, которая заключалась в определении усилий, необходимых для извлечения образца из исследуемой формовочной смеси из стального цилиндра D = 50 мм, полученное усилие делили на площадь контакта и определяли предел адгезионной прочности, что являлось мерой прилипаемости. С помощью установки LRuTS (рис. 1) производится перемещение траверсы нагружения с закрепленным на ней пуансоном до соприкосновения с поверхностью образца, находящегося 166 ИЗВЕСТИЯ ВолгГТУ в испытательной гильзе. Далее производится испытание, при котором траверса нагружения медленно воздействует на образец с помощью пуансона, а индуктивный датчик растяжения воспринимает усилие, предаваемое ему траверсой противодавления и штоков. Рис. 1. Разрывная машина LRuTS с экспериментальной оснасткой Этот процесс моделирует взаимодействие формовочной смеси с вертикальной стенкой модельной оснастки. Для исследования прилипаемости песчаноглинистой формовочной смеси к поверхности модельно-технологической оснастки были взяты составы формовочных смесей, содержащие мас. %: 5,3–6 воды, 6–10 бентонитовой глины П1Т2 (ГОСТ 28177–96), 86–94 кварцевого песка 3К2О203 (ГОСТ 2138–93): без добавок, с новыми добавками, в качестве которых использовали ФПО горчичного и рыжикового масла, которые обладают рядом положительных свойств. Технологические добавки брались до 3 % в составах смесей. С введением в песчано-глинистые смеси фильтро-прессового осадка горчичного масла предел прочности на сжатие во влажном состоянии снижается с 0,092 до 0,045 МПа (рис. 2), а с увеличением содержания ФПО в составе смесей до 3 % происходит снижение предела адгезионной прочности к стальной модельно-технологической оснастке с 0,0061 до 0,0036 МПа (рис. 3) по сравнению со смесью без добавок. Это объясняется тем, что в составе ФПО горчичного масла содержится масляная основа, что приводит к лучшему распределению связующего в составе смесей и снижению прилипаемости. Рис. 2. Зависимость предела адгезионной прочности от количества вводимой добавки (ФПО горчичного масла) Рис. 3. Зависимость предела прочности на сжатие во влажном состоянии от количества вводимой добавки (ФПО горчичного масла) ИЗВЕСТИЯ ВолгГТУ С введением в ПГС ФПО рыжикового масла предел прочности на сжатие во влажном состоянии снижается с 0,048 до 0,045 МПа (рис. 4), а предел адгезионной прочности к стальной 167 модельно-технологической оснастке с 0,0033 до 0,0028 МПа (рис. 5), по сравнению со смесью без добавок. Рис. 4. Зависимость предела прочности на сжатие во влажном состоянии от количества вводимой добавки (ФПО рыжикового масла) Рис. 5. Зависимость предела адгезионной прочности от количества вводимой добавки (ФПО рыжикового масла) Далее приведен общий график, где показано влияние исследуемых добавок на предел адгезионной прочности формовочных смесей. Из рис. 6 видно, что ФПО рыжикового масла лучше снижает предел адгезионной прочности по сравнению с ФПО горчичного масла, при введении в смесь общеизвестных добавок, таких как мазут, КО и кек (твердый отход, получаемый при производстве присадки ДФ-11) [10], наблюдается заметное снижение предела адгезионной прочности. При введении мазута (1 мас. %) происходит снижение с 0,0061 до 0,0026 МПа, при применении в составе смесей КО (от 1 до 2 мас. %) происходит снижение предела адгезионной прочности с 0,0061 до 0,0019 МПа. Однако КО и мазут снижают предел прочности на сжатие во влажном состоя- нии, что отрицательно влияет на качество отпечатка литейной формы. Также проводили исследования по определению влияния шероховатости поверхности к стальной модельно-технологической оснастке формовочной смеси без добавки и с содержанием 3 % ФПО (рис. 7). Результаты исследований показывают, что с увеличением шероховатости поверхности (с Ra 1,6 до 9 мкм) предел адгезионной прочности при контакте смеси с добавкой 3 % ФПО увеличивается на 43 %. При контакте смеси без добавок увеличивается на 50 %. При использовании смеси 3 % ФПО происходит заметное снижение предела адгезионной прочности контакта, так на стальных гильзах Ra 1,6 мкм на 33,4 %, Ra 2,5мкм на 41 %, Ra 6,3мкм на 39 %, Ra 9мкм на 41 %. 168 ИЗВЕСТИЯ ВолгГТУ Рис. 6. Зависимость предела адгезионной прочности от количества вводимой добавки Рис. 7. Зависимость предела адгезионной прочности от шероховатости поверхности стальной модельно-технологической оснастки В заключение можно сделать следующие выводы: 1) при введении в песчано-глинистые смеси 3 % ФПОг предел адгезионной прочности к модельно-технологической оснастке снижается с 0,0061 МПа до 0,0036 МПа, при применении 3 % ФПОр происходит снижение с 0,0061 МПа до 0, 0028 МПа, при этом снижаются прочностные показатели смеси, удовлетворяющие требованиям 0,045 МПа, что оказывает влияние на снижение прилипаемости смеси и положительно влияет на качество литейной формы; 2) чем меньше шероховатость поверхности стальной модельно-технологической оснастки, тем меньше предел адгезионной прочности. На- иболее эффективно применение стальной модельно-технологической оснастки с шероховатостью поверхности Ra 1,6 мкм; 3) использование ФПО (отходов производств экстракционного масла) в составах смесей позволит снизить стоимость ПГС (1 т связующего КО, используемого в настоящее время в литейных цехах, составляет 4700 руб., мазута – 13500 руб., а 1 т ФПО – 1500 руб.); 4) таким образом, введение в состав песчано-глинистых смесей 2–3 % ФПО при одновременном снижении предела адгезионной прочности удовлетворяют и прочностным показателям. ИЗВЕСТИЯ ВолгГТУ БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. Закутаев, В. А. Взаимодействие формовочных смесей с модельно-технологической оснасткой / В. А. Закутаев, H. A. Кидалов, H. A. Осипова // Литейщик России. – 2009. – № 6. – С. 44–46. 2. Гуляев, Б. Б. Взаимодействие между модельной оснасткой и формовочной смесью / Б. Б. Гуляев, Ю. П. Кондратьев // Технологические свойства формовочных смесей. Труды 12-го совещания по теории литейных процессов. – М.: Наука, 1968. – 320 с. 3. Закутаев, В. А. Исследование влияния состава формовочных песчано-глинистых смесей на прилипаемость к модельно-технологической оснастке и способы ее снижения / В. А. Закутаев, H. A. Осипова // Материалы XI региональной конференции молодых исследователей Волгоградской области. – Волгоград: ВолгГТУ, 2006. – С. 162–163. 4. Валисовский, И. В. Технологические испытания формовочных материалов / И. В. Валисовский, Я. И. Медведев. – М.: Машгиз, 1963. – 213 с. 5. Зимон, А. Д. Коллоидная химия / А. Д. Зимон. – М.: АГАР, 2003. – 320 с. 6. Закутаев, В. А. Использование ресурсосберегающих материалов в составах песчано-глинистых смесей / В. А. Закутаев, H. A. Кидалов, H. A. Осипова // Инновационные технологии в обучении и производстве: материалы V всероссийской конференции, Камышин, 4–6 декабря 2008. В 3 т. Т. 2 / КТИ (филиал) ВолгГТУ [и др.]. – Камышин, 2008. – С. 34–36. 169 7. Закутаев, В. А. Повышение предела прочности, текучести и снижение прилипаемости песчано-глинистых смесей с помощью органоминеральной добавки / В. А. Закутаев, H. A. Кидалов, H. A. Осипова // Машиностроение: тезисы докл. VI Международной молодежной научнотехнической конференции «Будущее технической науки». – Нижний Новгород: НГТУ, 2009. – С. 118–119. 8. Закутаев, В. А. Ресурсосберегающая добавка для песчано-глинистых смесей / В. А. Закутаев, H. A. Кидалов, H. A. Осипова // Материалы XII региональной конференции молодых исследователей Волгоградской области. – Волгоград: ВолгГТУ, 2007. – С. 147–148. 9. Кидалов, Н. А. Комплексная методика оценки адгезионного взаимодействия компонентов формовочных песчано-глинистых смесей с поверхностью материала модельно-технологической оснастки / Н. А. Кидалов, Н. А. Осипова, В. А. Закутаев, Ю. М. Ковязина // Труды Нижегородского государственного технического университета им. Р. Е. Алексеева. – 2008. – № 1 (86). – С. 210–215. 10. Облицовочная смесь для литейных форм: пат. № 2397839 Российская Федерация, МПК C1 В22С 1/02 / Н. А. Кидалов, Н. А. Осипова, В. А. Закутаев; заявитель и патентообладатель Государственное образовательное учреждение высшего профессионального образования «Волгоградский государственный технический университет». – № 2009101697/02; заявл. 20.01.2009; опубл. 27.08.2010, Бюл. № 24. УДК. 621.785.533 С. А. Пегишева, К. Д. Релмасира ИССЛЕДОВАНИЕ ВЛИЯНИЯ НАСЫЩЕНИЯ УГЛЕРОДОМ И АЗОТОМ ПРИ ВЫСОКОТЕМПЕРАТУРНОЙ НИТРОЦЕМЕНТАЦИИ С ФАЗОВОЙ ПЕРЕКРИСТАЛЛИЗАЦИЕЙ НА СТРУКТУРУ И ПРОФИЛЬ КОНЦЕНТРАЦИЙ В МЕТАЛЛЕ Волгоградский государственный технический университет (e-mail: [email protected]) Предложена новая технология совместного насыщения углеродом и азотом для тяжелонагруженных шестерен с использованием схемы цементации при 930 оC. Исследование проведено на разных стадиях процесса (цементация при 930 оC , подстуживание и повторный нагрев под закалку). Получено, что профиль концентрации углерода при высокотемпературной нитроцементации глубже, что позволило сократить время насыщения и повысить производительность на 20 %. Ключевые слова: нитроцементация, цементация, азот, углерод, профиль концентраций. The new technology of co-saturation of carbon and nitrogen requirements in return for a deep layer of gears for heavy load at high-temperature carbonitriding 930 oC. Research conducting at various stages (cementation at 930 oC, cooling down to 500 oC and zone reheat). We obtain that the concentration profile of carbonitriding deeper, reduction the saturation time and increase productivity by 20 %. Keywords : carbonitriding, cementation, nitrogen, carbon, concentration profile. Известно, что азот повышает прочностные характеристики упрочненного слоя [1–3], а также насыщение углеродом в присутствии азота ускоряется. Однако технические решения по созданию нового, порой малопроизводительного, оборудования дороги. В основном изучено влияние совместного насыщения при изотермическом режиме. Использование неравновесных условий при подстуживании в обычной схеме цементации для формирования структуры и концентрационного профиля углерода и азота в металле является актуальной задачей исследования. Исследование проводилось на стали 20ХНР, упрочненной по разным режимам. В результате проведенных исследований установлено, что при совместном насыщении углеродом и азотом в изотермических условиях