Буткарев А.П. Опыт эксплуатации модернизированных
реклама

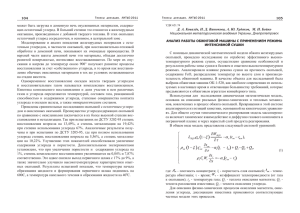
ОАО «Научно-исследовательский институт металлургической теплотехники» (ОАО «ВНИИМТ») Опыт эксплуатации модернизированных обжиговых машин ОК-306 Лебединского ГОКа и пути их совершенствования с целью повышения эффективности производства А.П. Буткарев, А.А. Буткарев (ОАО «ВНИИМТ») А.А. Бородин, С.Н. Жилин, Малявин Б.Я. (ОАО «Лебединский ГОК») В период с 1999 по 2002 г. на фабрике окомкования ОАО Лебединский ГОК была проведена реконструкция 4х обжиговых машин ОК-306 с реверсивной зоной охлаждения [1,2], которая включала в себя реализацию следующих основных технических решений: • трехсекционной зоны сушки (с низко- и высокотемпературной зонами с просасыванием теплоносителя) с изменением соотношения количества камер с продувом и просасыванием сушильного агента с 5:2 до 3:2:2 и передачей 50% площади аспирационной нулевой газовоздушной камеры (ГВК) в первую секцию сушки; • исключение реверсирования охлаждающего агента в зоне охлаждения и охлаждение окатышей по всей длине зоны с продувом теплоносителя снизу вверх; • использование нагретого (t=250-275 oC) воздуха, отходящего из второй секции зоны охлаждения, для охлаждения окатышей в первой секции зоны и на горение топлива в качестве первичного; • увеличение площади зоны рекуперации с 2х до 3х ГВК. В результате сразу же в начальный период было достигнуто коренное улучшение технико-экономических показателей работы обжиговых машин: • повышение производительности обжиговых машин на 5-10 т/час [2] (с 285 до 295 т/ч) по сравнению с машиной с реверсивной зоной охлаждения; • снижение удельного расхода топлива (природный газ) до 15,3 м3/т[3]; • снижение удельного расхода электроэнергии на 26,5% (с 68 до 50 кВт⋅ч/т); • снижение выбросов отработанных газов в атмосферу на 250 тыс. м3/ч с каждой машины [2]. В дальнейшем осуществлялось последовательное совершенствование теплотехники и технологии обжига, что позволило значительно улучшить показатели работы машин. Так ввод в эксплуатацию на обжиговой машине №4 подсистемы оптимального управления позволил, за счет оптимизации режима обжига, улучить все показатели [3,4]: • снизить удельный расход топлива на 10%; • снизить удельный расход электроэнергии на 6%; • повысить производительность обжиговой машины на 3%. Перенос технологическим персоналом режимов эксплуатации, рекомендуемых подсистемой оптимального управления, на другие машины также положительно повлиял на улучшение их показателей. Однако большие колебания нагрузки обжиговой машины (до ±18-20% от средней) [1], а также колебания влажности сырых окатышей, особенно в области высоких значений (>10,7% по ТУ – 9,3%) приводили к снижению эффективности подсистемы оптимизации. Совершенствование укладки слоя сырых окатышей и бортовой постели на обжиговые машины (а.с. ВНИИМТ [5]), а также проведенный комплекс работ в части совершенствования оборудования и технологии получения сырых окатышей, позволили достичь следующих показателей: • производительность была доведена до 320-325 т/ч; • удельный расход топлива снижен до 12,6 м3/т • удельный расход электроэнергии снижен до 44 кВт⋅ч/т. Таким образом, реконструкция обжиговых машин и совершенствование технологии позволили в целом достичь1): © ОАО «ВНИИМТ», 2013. 620137, г. Екатеринбург, ул. Студенческая, 16. Тел.:+7 (343) 374-03-80, факс:+7 (343) 374-29-23, email: [email protected], сайт: www.vniimt.ru ОАО «Научно-исследовательский институт металлургической теплотехники» (ОАО «ВНИИМТ») • увеличения производительности машин на 12,2%; • снижения удельного расхода топлива до 37%; • снижения удельного расхода электроэнергии на 35%, по сравнению с периодом до реконструкции. Однако опыт эксплуатации обжиговых машин показал, что технические решения по зоне охлаждения имеют существенные производственные недостатки: • значительное ухудшение экологической обстановки (повышенная температура, запыленность) непосредственно вблизи обжиговой машины в районе зоны охлаждения из-за вредных продувов (в количестве до 30%) нагретого (температура до ∼300 oC), запыленного воздуха через продольные уплотнения ГВК на рабочие площадки, а также выбросов газов в цех в головной части машины вследствие сокращения на 50% площади нулевой аспирационной камеры и снижения эффективности ее работы; • выход из строя подшипников обжиговых тележек и пластин продольных уплотнений ГВК вследствие их перегрева и выгорания смазки; • перегрев кожуха и металлоконструкций горна в зоне охлаждения. Кроме того, наши исследования [6,7] показали, что несмотря на экономию топлива, использование нагретого воздуха в зоне охлаждения по сравнению с холодным (атмосферным) приводит к таким недостаткам, как увеличение удельных расходов электроэнергии и охлаждающего агента на охлаждение и снижение удельной производительности зоны и обжиговой машины в целом. Поэтому целесообразность использования нагретого воздуха в зоне охлаждения необходимо оценивать комплексно на основе сопоставления дополнительных затрат электроэнергии, снижения производительности – с одной стороны и ожидаемой экономии топлива за счет достижения более высокой температуры рециркуляционных потоков воздуха, подаваемого прямым перетоком из зоны охлаждения 1 в зоны нагрева слоя окатышей – с другой. При этом, с целью минимизации энергозатрат, необходимо следовать следующим принципам[6]: • нагретый воздух необходимо подавать на начальном участке зоны охлаждения, причем относительная площадь этого участка должна быть минимальной; • перед подачей нагретого воздуха в зону охлаждения разбавлять его атмосферным воздухом нецелесообразно; • учитывать, что подача в конце зоны охлаждения даже низконагретого воздуха (t=60-80 oC) всегда вредна и приводит к существенному снижению эффективности охлаждения. В связи с этим необходимо отметить тот факт, что даже на новейших обжиговых машинах ведущих зарубежных фирм (Лурги, Даниэли Корус, Swedala и др.), в том числе самых последних разработок, например, площадью 780 м2 ф. CVRD, Бразилия, 1999г.] охлаждение нагретым воздухом не используется, что связано, по-видимому, с перечисленными недостатками, а также, как будет показано ниже, с повышенным удельным расходом электроэнергии по сравнению со схемой машины без использования нагретого воздуха (t=250-275 oC) в первой секции охлаждения и более низкой удельной производительностью зоны охлаждения. Эти машины экономичны и эффективны по удельным расходам топлива, электроэнергии и надежности работы оборудования (колосники, тележки, дымососы и др.), имеют довольно высокую удельную производительность [8,9]. В настоящее время особенности рыночной ситуации обусловили необходимость коренного увеличения производительности обжиговых машин на Лебединском ГОКе, снижения затрат на энергоресурсы (природный газ, электроэнергия) при высоком качестве готовых окатышей. © ОАО «ВНИИМТ», 2013. 620137, г. Екатеринбург, ул. Студенческая, 16. Тел.:+7 (343) 374-03-80, факс:+7 (343) 374-29-23, email: [email protected], сайт: www.vniimt.ru 2 ОАО «Научно-исследовательский институт металлургической теплотехники» (ОАО «ВНИИМТ») Для достижения этой цели авторы данной работы, с использованием производственных данных, на основе численного эксперимента с применением математической модели, адаптированной к реальному технологическому процессу [10,11] выполнили расчет модернизированной теплотехнической схемы с целью ее реализации на одной из обжиговых машин. Результаты численного эксперимента, предыдущие разработки [6,7], а также опыт эксплуатации обжиговых машин убедительно показали, что совершенствование технологии обжига на Лебединском ГОКе с целью увеличения производительности и снижения расхода энергоресурсов целесообразно вести путем: • организации процесса охлаждения окатышей холодным (атмосферным) воздухом по всей площади зоны охлаждения, что позволит увеличить ее удельную производительность, а освободившуюся площадь передать в зоны нагрева окатышей; • рационального перераспределения полезной площади обжиговой машины между технологическими зонами; • замены двухпроводных турбулентных горелочных устройств, более экономичными инжекционными горелками (например, конструкции ВНИИМТ); • совершенствования процесса загрузки слоя на обжиговые тележки. Полученные данные (рис. 1, 2) показали, что при одинаковых с базовым (существующим) режимом обжига, производительности, максимальной температуре окатышей на разгрузке (221 оС), а также нижних участков слоя (граница «слой – постель») в конце зоны рекуперации (1130 оС) и давлениях в ГВК зон нагрева и зоны охлаждения (480 даПа в первой и 270 даПа – во второй секции (предельные при 100% открытии направляющих аппаратов дымососов)) площадь зоны охлаждения может быть сокращена на 2,7 ГВК (см. рис. 2) в сравнении с охлаждением окатышей нагретым воздухом. Это соответствует увеличению удельной производительности зоны охлаждения на 18%, что при оптимальном перераспределении площадей технологических зон, соответствует увеличению производительности машины на ~8%. Следует отметить, что сравнительные расчеты были выполнены при полном (100%) открытии всех дымососов, кроме одного из группы Д3 (49%, рис. 3), т.е. резерв по интенсификации технологического процесса практически отсутствует. На основании расчетов теплообмена, газодинамики слоя и процессов горения топлива (природного газа) усовершенствована теплотехническая схема обжиговой машины (рис. 3), составлен баланс газопотоков и определены оптимальные конструктивные параметры и показатели работы машины. Ее отличительные особенности по сравнению с существующей: • увеличенные на 1 ГВК площади зон сушки 3, обжига и рекуперации, так как они ограничивают увеличение производительности зон нагрева, и уменьшенная на 1 ГВК площадь зоны подогрева; • уменьшенная на 2 ГВК площадь зоны охлаждения и, соответственно увеличенная на 2 ГВК площадь зон нагрева, что стало возможным за счет реализации технологии охлаждения атмосферным воздухом по всей длине зоны охлаждения; • длины коллекторов К3 и К4 приведены в соответствие с границей зон рекуперации и охлаждения. • между коллекторами К4 и К5, обслуживаемыми одним дымососам Д2, установлен клапан Др8, позволяющий регулировать окончание процесса охлаждения. Дымосос Д1 коллектора К5, мощностью 1250 кВт из схемы исключен (вариант 1, см. рис. 3). © ОАО «ВНИИМТ», 2013. 620137, г. Екатеринбург, ул. Студенческая, 16. Тел.:+7 (343) 374-03-80, факс:+7 (343) 374-29-23, email: [email protected], сайт: www.vniimt.ru 3 1300 1200 1100 1000 900 800 даПа Температура, oC, давление(разрежение) в ГВК, ОАО «Научно-исследовательский институт металлургической теплотехники» (ОАО «ВНИИМТ») 700 600 500 400 300 200 100 0 0 10 20 30 40 50 60 70 80 90 100 Длина, м 1 2 3 4 5 6 7 Рис. 1. Распределение температур (t) и давлений (разрежений, P) при охлаждении окатышей нагретым воздухом. 1 – давление; 2, 3 – температура теплоносителя на входе и выходе из слоя; 4,5,6,7 – температура верха, середины слоя окатышей, на границе «слой-постель» и низа постели, соответственно. Температура, oC, давление(разрежение) в ГВК, даПa 1300 1200 1100 1000 900 800 700 600 500 400 300 200 100 0 0 10 20 30 40 50 60 70 80 90 100 Длина, м 1 2 3 4 5 6 7 Рис. 2. Распределение температур (t) и давлений (разрежений, P) при охлаждении окатышей холодным (атмосферным) воздухом. 1 – давление; 2, 3 – температура теплоносителя на входе и выходе из слоя; 4,5,6,7 – температура верха, середины слоя окатышей, на границе «слой-постель» и низа постели, соответственно. © ОАО «ВНИИМТ», 2013. 620137, г. Екатеринбург, ул. Студенческая, 16. Тел.:+7 (343) 374-03-80, факс:+7 (343) 374-29-23, email: [email protected], сайт: www.vniimt.ru 4 ОАО «Научно-исследовательский институт металлургической теплотехники» (ОАО «ВНИИМТ») Рис. 3. Теплотехническая схема обжиговой машины ОК-306У. t- температура, оС; P – давление даПа; Vо – расход, тыс.нм3/ч; Д1-Д6 – дымососы; 1-34 – газовоздушные камеры; СГО, МГО – газоочистки. Несмотря на увеличение производительности машины, зона охлаждения имеет большой резерв по дутью и в тоже время обеспечивает экономию электроэнергии в связи с тем, что: • уменьшается удельных расход воздуха на охлаждение (на ~ 160 нм3/т); • обратно пропорционально соотношению абсолютных температур уменьшается фактический объем воздуха (примерно в два раза); • повышается напор, развиваемых вентилятором, что обеспечивает резерв по дутью. Для получения максимального эффекта по экономии ротор существующего дымососа Д2 должен быть модифицирован, либо дымосос должен быть заменен на другой с требуемой по расчету характеристикой. В варианте 2 коллекторы К4 и К5 имеют отдельные дымососы Д1 и Д1’ (оба типа ВДН-32Б), что более предпочтительно с точки зрения экономии электроэнергии (исключается дросселирование охлаждающего агента на дросселе Др8) и управления технологическим процессом [6]. Воздух разбавления (t=870 оС), необходимый для сжигания топлива, поступает в зоны нагрева прямым перетоком из увеличенной с 9и до 10и камер (ГВК 22-31) первой секции охлаждения, а воздух горения подается с помощью дымососа Д6 из уменьшенной с 6 до 3 камер (ГВК 32-34) второй секции охлаждения. Избыток теплоносителя (тракт дымососов Д3) в количестве 62,7 тыс. м3/ч сбрасывается в колпак первой секции сушки. © ОАО «ВНИИМТ», 2013. 620137, г. Екатеринбург, ул. Студенческая, 16. Тел.:+7 (343) 374-03-80, факс:+7 (343) 374-29-23, email: [email protected], сайт: www.vniimt.ru 5 ОАО «Научно-исследовательский институт металлургической теплотехники» (ОАО «ВНИИМТ») В результате корректировки теплотехнической схемы обжиговой машины, при одинаковом качестве готовой продукции, будут достигнуты следующие гарантированные технико – экономические показатели: База2) 322,3 1,05 13,80 493,4 44,88 Прогноз2) 340,0; 1,11; 14,07; 503,1; 41,78; • производительность обжиговой машины: -т/ч удельная, т/м2⋅ч • удельный расход природного газа, м3/т • удельный расход тепла прир. газа, мДж/т • удельный расход электроэнергии, кВт ч/т • температура окатышей на разгрузке, оС: максимальная не выше 220 220; средняя не выше 120 120. При существующем (01.2004) уровне цен на электроэнергию (0,69054 руб/кВт⋅ч) и природный газ (1,08453 руб/м3) относительное снижение затрат на энергоресурсы составит 4,02%. Основной экономический эффект достигается за счет увеличения производительности обжиговой машины. При этом затраты на модернизацию обжиговой машины составят около 4,5 млн. руб, а срок их окупаемости 0,5-0,8 года. Имеющийся резерв по зоне охлаждения в дальнейшем позволит, как показали расчеты, без ее модернизации реализовать мероприятия позволяющие: • увеличить производительность обжиговых машин до 360-370 т/час (1,18-1,21 т/м2⋅ч) за счет усиления тракта дымососа Д4 с заменой дымососа более мощным и повышения разрежения в ГВК 4-13 до 400-500 даПа в сочетании с совершенствованием укладки слоя сырых окатышей; • снизить удельный расход природного газа на 2,5-3,0м3/т за счет оборудования обжиговых машин инжекционным горелками конструкции ВНИИМТ и довести его до 11-12 м3/т при удельной производительности машин до 1,18-1,21 т/м2⋅ч; • оптимизации технологической линии производства сырых окатышей и их термообработки на конвейерной машине. Заключение На основе анализа работы обжиговых машин ОК – 306 Лебединского ГОКа, с целью модернизации, усовершенствована их теплотехническая схема. Использование атмосферного воздуха по всей длине безреверсивной зоны охлаждения, отказ на начальной стадии охлаждения от использования нагретого воздуха позволяет увеличить ее производительность на 18%, а при оптимальном перераспределении площадей технологических зон обжиговой машины - увеличить производительность обжиговой машины на 5-8% и снизить затраты на энергоресурсы. Срок окупаемости затрат на модернизацию составляет не более 0,5-0,8 года. 03.2005 г. Наши координаты ОАО «Научно-исследовательский институт металлургической теплотехники» (ОАО «ВНИИМТ») 620137, г. Екатеринбург, ул. Студенческая, д. 16 Буткарев Алексей Анатольевич Тел./факс: +7 343 383 75 81 Skype: ButkarevAlexey [email protected] © ОАО «ВНИИМТ», 2013. 620137, г. Екатеринбург, ул. Студенческая, 16. Тел.:+7 (343) 374-03-80, факс:+7 (343) 374-29-23, email: [email protected], сайт: www.vniimt.ru 6 ОАО «Научно-исследовательский институт металлургической теплотехники» (ОАО «ВНИИМТ») Литература 1. Пути снижения расхода топлива при обжиге окатышей / Абзалов В.М., Евстюгин С.Н., Селезнев В.С. и др. // Сталь. - 2002. - №4. - С. 5-7. 2. Абзалов В.М., Горбачев В.А., Евстюгин С.Н. Эффективность модернизации обжиговых машин ОК-306 и пути дальнейшего совершенствования производства железорудных окатышей в ОАО «Лебединский ГОК» // Сталь. - 2003. - №1. - С. 6-7 3. Опыт разработки и промышленного применения математических моделей для управления процессом производства окатышей на конвейерной машине / Майзель Г.М., Буткарев А.А., Буткарев А.П., Некрасова Е.В., Дощицын Н.Ф // Специализированный журнал “Горная промышленность”. – 2000. - №5. – С. 45-47. 4. Основные принципы построения эффективных АСУ технологическими процессами окускования железорудных материалов / Буткарев А.П., Некрасова Е.В., Буткарев А.А., Лисиенко В.Г., Бородин А.А., Жилин С.Н., Малявин Б.Я. // Металлургическая теплотехника. Сборник научных трудов Национальной металлургической академии Украины. Том 5. – Днепропетровск: НметАУ, 2002. – С.18-24. 5. АС № 910811. СССР Способ загрузки окатышей / Тверитин В.А., Буткарев А.П., Майзель Г.М. и др. заявл. 07.07.80., опубл. 07.03.82, Бюлл. №9. 6. Буткарев А.А., Буткарев А.П. Оптимизация параметров процесса термообработки окатышей на конвейерных машинах // Сталь. - 2000. - №4. - С. 10-15. 7. Буткарев А.А., Лисиенко В.Г. Пути совершенствования технологического процесса охлаждения окатышей на конвейерной машине // Информационные технологии и электроника: Тезисы докладов второй всероссийской студенческой научно-технической конференции, 15-16 декабря 1997 г. - Екатеринбург: Изд-во УГТУ, 1998. - С. 84-85. 8. Совершенствование технологии и производства окисленных и металлизованных окатышей на ОМК / Гончаров С.С., Серкин А.Г., Зинягин Г.А., Романенко Л.М. // Сталь. – 1995. - №9. - С. 6-136. 9. Перевезенцева Е.В. Развитие производства железорудных окатышей за рубежом. Институт «Черметинформация». (Обзорная информация. Серия – Подготовка сырьевых материалов к металлургическому переделу и производство чугуна). Вып. 3. – М., 1992г. 10.Математическое обеспечение АСУ ТП производства железорудных окатышей на конвейерных машинах / Буткарев А.П., Майзель Г.М., Некрасова Е.В., Буткарев А.А. // Сталь. - 1995. - № 4. - С. 67-75. 11.Математические модели для управления процессом производства окатышей на конвейерной машине / Буткарев А.П., Буткарев А.А., Майзель Г.М., Некрасова Е.В. // Сталь. - 2000. - №3. - С. 10-13. © ОАО «ВНИИМТ», 2013. 620137, г. Екатеринбург, ул. Студенческая, 16. Тел.:+7 (343) 374-03-80, факс:+7 (343) 374-29-23, email: [email protected], сайт: www.vniimt.ru 7