выполняются на данный момент с ... ведения процессов обращения
реклама

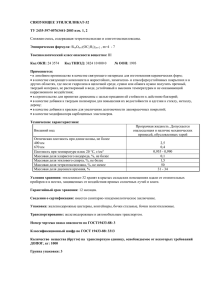
выполняются на данный момент с очень большой погрешностью, в частности ведения процессов обращения с данными, которые представляют чрезвычайную экономическую ценность. Эта ценность важна не только для предприятия, но и для всего рынка выпускаемой продукции на машиностроительных предприятиях. От подобных погрешностей так же зависит и конкурентоспособность рынка определенной продукции на мировых аренах. На данный момент большинство крупных Российских рыночных сегментов тяжелого машиностроения утратило свою способность конкурировать с другими странами, в частности из-за опоздания в освоении аспектов защиты информации в стране и как следствие утечек информации. В силу всего этого, появляется острая необходимость в оценке и доработке информационных систем машиностроительных предприятий, и их классификации как отдельных элементов информационной безопасности Российской Федерации. Список литературы 1. Острейковский В.А. Информатика: [Учебное пособие для студентов средних профессиональных заведений]/ С.В. Симонович, - М.: Высш. шк., 2001. – 319с.: ил 2. [Экономическая информатика] / под. Редакцией П.В. Конюховского и Д. Н. Колесова. – СПб.: Питер, 2000. – 560 с.: ил. 3. Молодовян А.А., Советов Б.Я. [Крпитография]. – СПб.: Издательство “Лань”, 2001. – 224с.: ил. - (Учебники для вузов, специальная литература). УДК 674:65.011.54/.56+674.815-41.002.2 СОВЕРШЕНСТВОВАНИЕ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ ПРОИЗВОДСТВА ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ PERFECTION OF MANAGEMENT BY TECHNOLOGICAL PROCESS OF PRODUCTION OF PARTICLE BOARDS Поляков С.И., к.т.н., доцент ФГБОУ ВПО «Воронежская государственная лесотехническая академия» г. Воронеж, Россия DOI: 10.12737/6183 Аннотация: Приведена обзорная информация методов и средств автоматизации и управления, отражающая современное состояние проблемы автоматизированного управления технологиями плитного производства. 371 Особое внимание уделяется проблемным технологическим участкам дозирования связующего и смешивания стружки со связующим. Рассматриваются назначение, состав и содержание автоматизированной системы управления дозированием и смешиванием связующего со стружкой. Приведены задачи программ управления процессами смешивания–дозирования связующего и стружки в производстве плит, алгоритм подпрограммы взвешивания и алгоритм подпрограммы обработки аварийных ситуаций. Summary: Provides an overview of methods and means of automation and control , reflecting the state of the art automated -consistent technology management board production . Particular attention is given to areas of concern technological dosing and mixing chip bonding with the binder . We consider the appointment, composition and content of an automated system of dispensing and by mixing a binder with the chips . Given task management programs by the processes of mixing , dosing and binder in the production of chip boards algorithm subroutine weighting algorithm routines and emergencies. Ключевые слова: управление, автоматическое дозирование, смешивание, алгоритм. Keywords: management, automatic dosing, mixing, algorithm. Рассматриваются технические средства контроля и автоматизации, а также организация АСУТП дозирования и смешивания в производстве ДСтП. Технические средства базируются на разработки и предложения ВНИИДРЕВ на приборы и автоматизацию. Предлагаемый вариант и технических средств, и структуры АСУТП ориентирован, прежде всего, на технологический процесс производства ДСтП в ОАО «Волгоградмебель». При дозировании связующего в стружку возникают два аспекта проблемы, один из которых связана с созданием автоматизированной системы управления технологическим процессом дозирования связующего в массу древесных частиц при производстве древесных плит, а другой с созданием АСУ смешиванием. Структура АСУ дозирования представлена на функциональной схеме рис. 1 и базируется на применении типового контроллера. Блочно-функциональная структура системы включает опрос состояния датчиков, состояние линии главного конвейера, управление позиционного типа «Включить-выключить», сигнализацию о работе, сигнализацию «Авария», а также работу регуляторов расхода стружки и связующего АСУ дозированием и смешиванием связующего со стружкой предназначена для стабилизации основных технологических параметров согласно 372 Главный конвейер Отбор стружки от смесителя Подача стружки в смеситель Подача связующего в смеситель Расход стружки Влажность стружки Уровень связующего в емк сти Уровень стружки в форммашине Состояние линии Питание включено Пресс Уровень стружки в бункере установленного регламента, контроля технологических параметров и автоматического управления по задаваемой программе технологическим процессом дозирования стружки и связующего, смешивания. Блок-схема АСУ смешиванием связующего со стружкой приведена на рис. 2. Технологическое оборудование по производству древесных плит содержит: бункер (бункеры) сухой стружки, расходные емкости связующего, шнековый конвейер бункера сухой стружки, бункер-дозатор (в некоторых линиях может отсутствовать), ленточный конвейер подачи сухой стружки в смеситель (весоизмерительное устройство), смеситель, ленточный или скребковый конвейер подачи осмоленной стружки из смесителя в бункер формирующей машины, бункер формирующей машины, оборудование подготовки связующего, система управления подготовкой и дозированием связующего. Нс Пр Нсм Пр Нс Пр Wсух Gстр Пр Пр Нс Пр Нсм Пр Нс Пр Wосм Пр Дискретные Аналоговые RS485 Терминал Входы Контроллер Дискретные Аналоговые RS485 Выходы Включить/выключить Отбор стружки от смесителя Смеситель Подачу стружки в смеситель АСУ подготовки связующего Сигнализация о работе Питание включено Пресса Главного конвейера Формирующей линии Регулятор расхода стружки Регулятор расхода связующего АСУ подготовки связующего Сигналицация "Авария" Дозирование выше (ниже) нормы Влажность выше (ниже) нормы Влагомеров Весов Смесителя АСУ подготовки связующего Главного конвейера и пресса АСУ подготовки связующего Рисунок 1 – Функциональная схема АСУ дозированием АСУ смешиванием связующего со стружкой содержит следующее оборудование: датчик уровня сыпучих материалов (стружки) поз.1, 2, 7, 8; 373 датчик уровня связующего поз. 3, 4, 5, 6; мотор-редуктор поз. 9, 10, 11, 12, 13, 14; влагомеры инфракрасные непрерывного действия ИВ2000М поз. 15, 16; весы конвейерные тензометрические непрерывного действия ВКТ-4, ВКТ-5 поз. 17; преобразователи частоты "Веспер" поз. 18, 19, 20; блок управления мотор-редуктором поз. 21, 22, 23; контроллер Siemens; насосно-дозирующий агрегат для связующего ДП 1600/16 поз. 24. АСУ смешиванием должна обеспечить автоматическую стабилизацию соотношения "связующее - древесные частицы" в зависимости от задания отношения массы сухого остатка смолы к массе абсолютно сухой стружки и сигналов о значении влажности сухих и осмоленных древесных частиц. АСУ смешиванием должна быть снабжена блоком управления подачей стружки и связующего в смеситель по сигналам от датчиков уровня формирующей станции. Рисунок 2 – Блок-схема АСУ смешиванием связующего со стружкой АСУ смешиванием предусматривает опрос работоспособности датчиков уровня, влагомеров, весов тензометрических, работы главного конвейера, пресса и формирующей станции, определение наличия стружки в бункерах перед смесителем и связующего в расходных емкостях, считывание 374 информации с задатчиков дозирования связующего, массового расхода стружки, плотности связующего и отношения расхода стружки для наружного слоя к общему расходу стружки, считывание информации о концентрации связующего с АСУ связующее или, при её отсутствии, задатчиков концентрации связующего, включение приводов смесителей, включение подачи стружки и связующего в смесители, измерение массового расхода стружки и ее влажности на входе в смесители, измерение расхода связующего по частоте вращения приводов дозирующих насосов, измерение влажности осмоленной стружки, контроль уровня сухой стружки в бункерах, контроль уровня стружки в бункерах формирующей станции, контроль наличия связующего в расходных емкостях, контроль работы приводов насосов– дозаторов, подачи стружки в смесители, контроль работы смесителей и конвейеров отбора стружки из смесителей, выдачу сигналов на изменение подачи стружки и связующего в смеситель, изменение задания на номинальный расход стружки для внутреннего слоя при изменении отношения расхода стружки для наружного слоя к общему расходу стружки, выдачу сигналов на останов оборудования при аварийных ситуациях. Управляющие функции автоматизированной системы управления дозированием заключаются в стабилизации значений веса дозатора, программном логическом управлении операциями дозирования с воздействием на технологическое оборудование. Информационные функции АСУ ТП дозирования заключаются в сборе, обработке и отображении информации на внешнем регистрирующем устройстве о ходе технологического процесса, возникших сбоях и нарушениях, а также о состоянии технологического оборудования. Для оператора предоставляется информация об измерении, вычислении, фактическом значении взвешиваемой стружки. АСУ смешиванием предназначена для контроля технологических параметров процесса смешивания связующего со стружкой, автоматического управления по задаваемой программе технологическим процессом дозирования связующего в массу древесных частиц при производстве плит, стабилизации отношения массы сухого остатка связующего к массе древесных частиц, приведенных к абсолютно сухому состоянию (отношение "связующее древесные частицы"), снижения расхода связующего. Предложенная функциональная структура АСУ дозированием– смешиванием, задачи программ управления, алгоритмы работ АСУ позволяют усовершенствовать управление технологическим процессом производства древесных плит в соответствии с заданными параметрами качества. 375 Список литературы 1. Справочник по производству древесностружечных плит [Текст]/ И. А. Отлев, Ц. Б. Штейнберг, Л. С. Отлева, Ю. А. Бова, Н. И. Жуков, Г. И. Конаш. – 2-е изд. перераб. и доп. – М.: Лесн. пром-сть, 1990. – 384 с. 2. Техническое задание на разработку системы управления технологическим процессом для линии смешивания волокноподобных частиц со связующим. ЗАО «ВНИИДРЕВ». – Балабаново, 2004. – 26с. 3. Поляков С.И. Автоматизация дозирования и учета расхода компонентов бетонных смесей. Диссер-я на соиск. учен. степ. канд. техн. наук. – Воронеж, 1994. – 250с. УДК 630*31-52+004.658.6 РАЗРАБОТКА МАТЕМАТИЧЕСКОЙ МОДЕЛИ ОПТИМИЗАЦИИ ТРАНСПОРТНЫХ РАСХОДОВ ПРЕДПРИЯТИЯ ЛЕСНОГО ХОЗЯЙСТВА DEVELOPMENT OF TRANSPORT COSTS MATHEMATICAL MODEL FOR FORMATION OF FORESTRY MANAGEMENT Соловей Д.Е., к.т.н., доцент, Хухрянская Е.С., к.т.н., доцент ФГБОУ ВПО «Воронежская государственная лесотехническая академия» г. Воронеж, Россия DOI: 10.12737/6184 Аннотация: предлагается математическая модель оптимизации транспортных расходов лесхоза. Summary: development is presented transport costs mathematical model for formation of forestry management. Ключевые слова: информационная система, математическая модель, линейное программирование. Keywords: information system, mathematical model, linear programming. Внедрение информационных систем на предприятиях и в учреждениях лесного комплекса призвано решать задачу управления, позволяющего эффективно адаптировать эти организации к изменяющимся условиям конкуренции и природным условиям, соответствуя требованиям рынка [1]. В работе [2] обосновывается необходимость разработки унифицированной информационной автоматизированной системы управления лесхозом. 376