СТАНКИ И ИНСТРУМЕНТЫ МЕБЕЛЬНОГО ПРОИЗВОДСТВА
реклама

В.И.ЛЮБЧЕНКО
Г.Ф.ДРУЖКОВ
СТАНКИ
И ИНСТРУМЕНТЫ
МЕБЕЛЬНОГО
ПРОИЗВОДСТВА
Допущено Министерством лесной про­
мышленности СССР в качестве учебника
для средних специальных учебных за­
ведений
МОСКВА
ЛЕСНАЯ ПРОМЫШЛЕННОСТЬ1990
'ИЧЧЪЗЧ
П Р Е Д И С Л О В И Е
У чебной д и с ц и п л и н е « С т а н к и и и н стру м ен ты м е ­
б ел ьн о го п р о и зв о д с т в а » о т в о д и тс я в а ж н о е место
в п р о ф е с с и о н а л ь н о й п о д г о то в к е т е х н и к а по с п е ц и а л ь ­
ности 0903 « М е б е л ь н о е про и зводство ». С о в р е м е н н ы е
к в а л и ф и к а ц и о н н ы е т р е б о в а н и я к в ы п у с к н и к у сре д н е го
с п е ц и а л ь н о г о учеб ного з а в е д е н и я т а к о в ы , что и з у ч е ­
ние п р о ф и л и р у ю щ е й д и с ц и п л и н ы не м о ж е т б ы ть о г р а ­
ничено п р ос ты м о п и с а т е л ь н ы м р а з б о р о м с у щ е с т в у ю ­
щ ей тех н о л о ги и и п р и м ен я ем о г о о б о р у д о в а н и я . Ч т о б ы
у ч а щ и й с я н а у ч и л с я с а м о с т о я т е л ь н о п о п о л н я ть свои
з н а н и я , о р и е н т и р о в а т ь с я в п ото ке с п е ц и а л ь н о й и н ф о р ­
м ации, н еоб хо ди м о о со бое в н и м а н и е у д е л я т ь у с в о е ­
нию о б о б щ е н н ы х сведений, ф о р м и р у ю щ и х п о н и м а н и е
с у щ е с т в а о сно вн ы х вопросов д и сц и п л и н ы , с л у ж а щ и х
основой с а м о с т о я т е л ь н о г о а н а л и з а , и в о с п и ты в а т ь
т в о р ч е с к о е о т н о ш ен и е к р е ш ен и ю п р о ф е с с и о н а л ь н ы х
з а д а ч . И с х о д я из эт ого п о л о ж е н и я , а в т о р ы б о л ь ш о е
в н и м а н и е у д е л и л и с т р у к т у р е у ч еб н и к а , к л а с с и ф и к а ­
ц и ям , об о б щ е н н о й и н ф о р м а ц и и по р а б о ч и м п р о ц е с ­
с а м д е р е в о о б р а б а т ы в а ю щ и х м аш и н , д е р е в о р е ж у щ е м у
ин стр ум енту , к он с тр ук ц и и и э к с п л у а т а ц и и м а ш и н и
оборудования.
В м е с те с тем м е б ел ьн о е п р о и зв о д с т в о по н а з н а ч е ­
нию и м н о г о о б р а зи ю видов п р од у кц и и , п о вы ш е н н ы м
т р е б о в а н и я м к ее к а ч еств у , серийн ости изд ел ий, б ы с т ­
ро м у с о в е р ш е н с т в о в а н и ю тех н о л о ги и з а н и м а е т особое
м есто сре д и д р у ги х п р о и зв о д ст в с ов ре м е н н ой д е р е в о ­
о б р а б а т ы в а ю щ е й п р о м ы ш л е н н о с т и ст р ан ы . Эти о с о ­
бенности п р е д о п р е д е л я ю т с п е ц и ф и к у р е ж у щ е г о и н ­
с т р у м е н т а , с т а н к о в и о б о р у д о в а н и я . Учет и р а с с м о т ­
рен и е этой специ ф и ки , по мнени ю а в то ро в, я в л я е т с я
в а ж н е й ш и м у с л о в и е м под готовк и у ч еб н и к а д л я к о н ­
кретн ой сп ец и аль н ости .
П р е д м е т о м учебной д и с ц и п л и н ы « С т а н к и и ин­
с т р у м е н ты м ебе л ьн о го п р о и зв о д с т в а » я в л я ю т с я т е о ­
рия, к о н стру к ц и и и э к с п л у а т а ц и я р а б о ч е г о и н с тр у ­
м ента, м а ш и н и о б о р у д о в а н и я . В у ч е б н и к е о т р а ж е н ы
с о в р е м е н н о е с о с то я н и е и п ер с п е к ти в ы р а з в и т и я т е х ­
нологии и о б о р у д о в а н и я м ебе л ьн ого п р о и зво д с т в а ,
ч клю чены с ве д е н и я о н азн а ч ен и и , т е х н о л оги ческ о м
з
при м ен ении , к о н с т р у к ц и я х и э к с п л у а т а ц и и д е р е в о о б ­
р а б а т ы в а ю щ и х и н стр ум ентов , с т а н к о в и л ини й м аш и н,
необходимые д ля практической деятельности и д а л ь ­
н ей ш его п о в ы ш е н и я к в а л и ф и к а ц и и т е х н и к а по с п е ­
ц и а л ь н о с ти 0903.
В содерж ании учебника вы делены 5 разделов: I —
р а б о ч и е п р оц ессы д е р е в о р е ж у щ и х с т ан к о в ; II — к о н ­
стр укци и, п о д г о то в к а и э к с п л у а т а ц и я д е р е в о р е ж у щ е г о
и н с тр у м е н т а ; II I — о б щ и е св е д е н и я об о б о р у д о в а н и и
предприятий
м е б е л ьн о го п р о и зв о д с т в а ;
IV — к о н ­
ст р у кц и и и э к с п л у а т а ц и я д е р е в о о б р а б а т ы в а ю щ и х м а ­
ш ин о б щ е г о н а з н а ч е н и я ; V — м а ш и н ы и о б о р у д о в а н и е
м е бе л ьн ого п р о и зв о д с т в а . Т а к а я с т р у к т у р а п о з в о л я е т
д о ст а т о ч н о четко с и с т е м а т и з и р о в а т ь б о л ьш о й и р а з ­
н о о б р а зн ы й м а т е р и а л , с о с т а в л я ю щ и й основы зн а н и й
по предм ету. С т а б и л ь н о с т ь у ч е б н и к а в у с л о в и я х б ы ­
стро го о б н о в л е н и я о б о р у д о в а н и я м ебе л ьн о го п р о и з ­
в о д ст в а о б е с п е ч и в а е т с я р а с с м о т р е н и е м п р е и м у щ е с т ­
венно ти п ов ы х ( б а з о в ы х ) м о дел ей м а ш и н и и н с т р у ­
мента.
М а т е р и а л книги с к о о р д и н и р о в а н с д р у ги м и д и с ­
циплинами
у ч еб н о го
плана
специальности
0903,
п р е ж д е всего с «Т ехнологией п р о и зв о д с т в а м ебел и»
(авт. В. И. Б у х т и я р о в , 1987 г.).
В у ч еб н и к е п ред и сл о ви е, р а з д е л ы I и II н а п и с а н ы
канд. техн. наук, д о ц е н т о м В. И. Л ю б ч е н к о , р а з д е л ы
III, IV, V — канд. техн. наук, д о ц е н т о м Г. Ф. Д р у ж ковым.
А вто ры с б л а г о д а р н о с т ь ю п р и м у т з а м е ч а н и я и
п р е д л о ж е н и я по у л у ч ш е н и ю книги от у ч а щ и х с я и п р е ­
п о д а в а т е л е й те х н и к у м о в по а д р е с у : 141001, г. М ы ­
т и щ и М о с к о в с к о й о б л а с т и , М о с ко в с к и й л е с о т е х н и ч е ­
ский институт, к а ф е д р а с т а н к о в и и н струм ентов.
Р а з д е л 1 РАБОЧИЕ ПРОЦЕССЫ
Д Е Р Е В О Р Е Ж У Щ И Х СТАНКОВ
Г л а в а 1. О БЩ И Е С ВЕД ЕН И Я О РЕ ЗА Н И И Д Р Е В Е С И Н Ы
И Д РЕ В ЕС Н Ы Х М А ТЕРИ АЛОВ
1. С ущ н о сть и тех н о л о ги ч ес к о е н а з н а ч е н и е р е з а н и я
Р е з а н и е м н а з ы в а ю т т е х н о л о ги ч е с к и й пр оц есс р а з р у ш е н и я
с в я зе й м е ж д у ч а с т и ц а м и м а т е р и а л а о б р а б а т ы в а е м о й за г о то в к и
по з а д а н н о й п оверхн ости путем в о зд е й с тв и я на з а г о т о в к у р а б о ­
чего о р у д и я с ц е л ью п о л у ч е н и я и з д е л и я т р е б у е м ы х ф о р м ы ,
р а зм е р о в , ш е р о х о в а т о с т и поверхностей. Р е з а н и е я в л я е т с я р а з ­
нов и дн остью м е х а н и ч е с ко й о б р аб о т к и .
М е х а н и ч е с к о й о б р а б о т к о й древесины принято н а ­
з ы в а т ь со во ку п н о с т ь п роц ессов, о с у щ е с т в л я е м ы х при и з г о т о в л е ­
нии и зд е л и й из д реве с и н ы , при ко т о р ы х о б р а б а т ы в а е м ы е м а т е ­
р и а л ы не и з м е н я ю т своего к а ч е с т в а в отличие, н а п р и м е р , от
хим и ческо й техно л огии, где в р е з у л ь т а т е о б р а б о т к и м е н я етс я
к а ч е с тв о в е щ е с т в а .
П р и этом в о з м о ж н о и зм е н ен и е исходной ф о р м ы , р а з м е р о в и
с о с то я н и я
по ве р х н о ст е й
за г о т о в к и ,
структуры
д рев е с и н ы ,
а т а к ж е р а з р у ш е н и е св я зей в м а т е р и а л е за г о то в к и .
В м е х ан и ч е ск о й тех н о л оги и д р е в е с и н ы р а с п р о с т р а н е н ы с л е ­
д у ю щ и е п р оц ессы : г н у т ь я , при ко т о р о м и з м е н я е т с я г л а в н ы м
о б р а з о м ф о р м а з а г о т о в к и (и зг о т о в л ен и е л ы ж ) , п р е с с о в а н и я ,
при котором и з м е н я ю т с я ф о р м а за г о т о в к и и с т р у к т у р а д р е в е ­
сины (и зг о т о в л е н и е п о д ш и п н и к о в с к о л ь ж е н и я ) , и з м е л ь ч е ­
н и я , при ко т о р о м т а к ж е н а р у ш а е т с я с т р у к т у р а д р ев е с и н ы
(и с т и р а н и е д р е в е с и н ы на в о л о к н а в п р о и зв о д с т в а х б у м а г и и
д р ев е с н о в о л о к н и с т ы х п л и т или р а з м а л ы в а н и е на п ы л е в и д н ы е ч а ­
стицы д р ев е с н о й муки в п р о и зв о д с т в е п л а с т м а с с ) , р а с к а л ы ­
в а н и я , при к о то ро м р а з р у ш а ю т с я с в я з и в д р ев е с и н е по н а ­
п р а в л е н и ю н а и м е н е е прочны х с в я зе й (п о л у ч е н и е кол отой кл епк и
в б о н д а р н о м п р о и зв о д с т в е ) и, наконец, р е з а н и я , при к ото ром
в отли чи е от р а с к а л ы в а н и я с в я зи в м а т е р и а л е р а з р у ш а ю т точно
по з а д а н н о м у н а п р а в л е н и ю , а к с о сто я н и ю о б р а з у е м ы х новых
поверхн остей п р е д ъ я в л я ю т о п р е д е л е н н ы е т е х н о л о г и ч е с к и е т р е ­
б о в а н и я (пи лен ие п и л о м а т е р и а л о в на з а г о т о в к и ) .
В п р о ц е сс а х р е з а н и я в к а ч е с т в е р а б о ч и х ор у д и й и с п о л ь з у ­
ю тся р е ж у щ и е ин струм енты . В с о в р е м е н н о й м е ха н и ч ес ко й т е х ­
нологии д р ев е с и н ы д л я всех р а зн о в и д н о с т е й и н с тр у м е н т а х а р а к ­
5
т е р н о н а л и ч и е к л и н о в и д н ы х р е ж у щ и х э л е м е н т о в — ле зв и й , н е п о­
ср е д с т в е н н о в за и м о д е й с т в у ю щ и х с за г о т о в к о й во в р е м я р е ­
зания.
Д а н н ы е с о вр е м ен н о й н а ук и п о к а з ы в а ю т , что р е з а н и е д р е в е ­
с и н ы — с л о ж н ы й п р о ц е с с о в к о торо м о д н о в р е м е н н о пр ои с х о д я т
м е ханич еские, ф и зи ч е с к и е и х и м и ч е с ки е я в л е н и я . М е х а н и ч е с к и е
я в л е н и я п р о ц е сс а р е з а н и я — это д е ф о р м а ц и и и н а п р я ж е н и я
в о б р а б а т ы в а е м о м м а т е р и а л е и л е зв и и , т р е н и е м е ж д у о б р а б а ­
т ы в а е м ы м м а т е р и а л о м и л е зв и е м , с и л ы р е за н и я . Ф и зи ч е с к и е я в ­
л е н и я п р о ц е сс а р е з а н и я п р о т е к а ю т на п о в е р х н о ст я х с к о л ь ж е н и я
д р ев е си н ы по л е з в и ю и с в я з а н ы с п р е в р а щ е н и е м з а т р а ч е н н о й на
р е з а н и е м е х анич еской эн ер ги и в д р у ги е ее виды ; это г л а в н ы м
о б р а з о м т е п л о в ы е и э л е к т р и ч е с к и е я в л ен и я . Х и м и чески е я в л е ­
н и я — это х и м и ч е с ки е р е а к ц и и на п о в е р х н о ст я х с к о л ь ж е н и я ,
в л и я ю щ и е на ск о р о с т ь изн оса р а б о ч и х поверхн остей л е зв и я , на
его за т у п л е н и е .
О п р е д е л я ю щ у ю р о л ь в р е за н и и и г р а ю т м е х а н и ч е с к и е я в л е ­
ния: на про ц есс о б р а з о в а н и я с т р у ж к и р а с х о д у е т с я б о л ь ш а я
ч ас т ь р а б о т ы р е з а н и я ; н а п р я ж е н и я на п оверхн ости к о н т а к т а
с т р у ж к и с п еред н ей п ов е рх н о ст ью л е з в и я во многом о п р е д е л я ю т
н а г р е в р е ж у щ е г о э л е м е н т а и его износ; кач е с тво и точн ость о б ­
р а б о т к и р е з а н и е м н е п о ср е д с тве н н о с в я з а н ы с м е х ан и ч е с к и м и я в ­
л е н и я м и в зо н а х с т р у ж к о о б р а з о в а н и я и к о н т а к т а с т р у ж к и с п е ­
редней п оверхн остью . О б ы ч н о м е х а н и ч е с к и м и я в л е н и я м и о г р а ­
ни ч и в а ю т с я при р а с с м о тр е н и и с ущ н ости п р оц есса р е за н и я .
Т ех н о л о ги ч е ск о е п р и м ен е н и е р е з а н и я м н о го о б р а зн о . В группе
п р о и зв о д с т в по перви чной о б р а б о т к е д р ев е с и н ы (лесопил ьное,
д е р е в я н н ы х сб о р н ы х д ом ов, слоисто й к л еено й д рев е си н ы , д р е ­
в е с н о с т р у ж е ч н ы х и д р ев е с н о в о л о к н и с т ы х плит) р е за н и е м о с у ­
щ е с т в л я ю т д е л е н и е б рев ен на доски, бруски, з а г о т о в к и или л и ­
ст о в ы е п о л у ф а б р и к а т ы (л у щ ен ы й и с т р о га н ы й ш п о н ) , о б р а б а ­
т ы в а ю т п оверхн ости п и л о м а т е р и а л о в и з а г о т о в о к д л я п р и д а н и я
им точной ф о р м ы , р а зм е р о в , необ хо ди м ого в з а и м н о г о р а с п о л о ­
ж е н и я , с н и ж е н и я у р о в н я ш ер о х о в а т о ст и , и з м е л ь ч а ю т о т р е зк и
брев ен н и зк о к а ч е с т в ен н о й д р ев е с и н ы и к у с к о в ы е о тхо ды на м е л ­
кие ч ас ти ц ы з а д а н н ы х р а з м е р о в и ф о р м ы д л я и зг о т о в л е н и я из
них пл ит или и с п о л ь з о в а н и я в ц е л л ю л о з н о - б у м а ж н о й и л е с о х и ­
м ической п р ом ы ш л ен н ости .
В группе пр о и зв о д с т в по вторичной о б р а б о т к е д р ев ес и н ы
(м е б е л ьн о е, с т о л я р н о -с т р о и т е л ь н ы х у зл о в , д е р е в я н н ы х м у з ы ­
к а л ь н ы х инстру м ентов, кор п усов и ф у т л я р о в д л я р а д и о а п п а р а ­
ту р ы и пр и б о р о в точной м ех аники, у зл о в , д е т а л е й , а г р е г а т о в и
и зд е л и й д л я о б о р у д о в а н и я с ре дс тв т р а н с п о р т а , с п о рт и вн о го и н ­
в е н т а р я и т. п.) про ц есс р е з а н и я в его р а з л и ч н ы х т е х н о л о г и ч е ­
ски х м о д и ф и к а ц и я х ш и р о к о и с п о л ь з у е т с я д л я п р е в р а щ е н и я
п р о д у кц и и п р о и зв о д с т в а первичной п е р е р а б о т к и в готов ы е и з ­
д ел и я.
6
2. Д в и ж е н и я п р о ц е с с а р е з а н и я
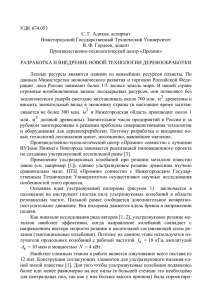
Н а сх ем е р е з а н и я (рис. 1) п о к а з а н ы п р е д м е т т р у д а до о б р а ­
б о т к и — з а г о т о в к а 9 и посл е о б р а б о т к и р е з а н и е м — д е т а л ь 7,
р е ж у щ и й э л е м е н т 1 р а б о ч е г о о р у д и я во вза и м о д е й с т в и и с з а г о ­
товкой. В п ро ц ессе р е з а н и я и с х о д н а я о б р а б а т ы в а е м а я
п о в е р х н о с т ь 2 подлежит трансформации в о б р а б о т а н ­
н у ю п о в е р х н о с т ь 3 д е т а л и . Д л я этого с за г о т о в к и д о л ж н а
б ы ть у д а л е н а ч ас т ь м а т е р и а л а — п р и п у с к 8 . Р е ж у щ и й э л е ­
м ент в о зд е й с т в у е т на з а г о т о в к у п р е ж д е всего л е з в и е м —
активным ребром клина с реж ущ ей кромкой 6 , формирую щ им
новую п ов е рх н ость в з а г о т о в к е — п о в е р х н о с т ь р е з а н и я 4.
Ч асть припуска, заклю чен н ая м еж ду двумя см еж ны м и поверхно­
с т ям и р е з а н и я , с о с т а в л я е т с р е з а е м ы й с л о й 1 0 (на рис. 1 , а
з а ш т р и х о в а н в е р т и к а л ь н ы м и л и н и я м и ) . С р е з а е м ы й слой, у д а ­
ленный с заготовки лезвием и получивший объемную д еф о р ­
м а ц и ю (и зм е н ен и е ф о р м ы и р а з м е р о в ) , н а з ы в а е т с я с т р у ж ­
к о й 5. В пр ос т ей ш е м с л у ч а е п р и п у с к с о в п а д а е т со с р е з а е м ы м
с лоем , а п о вер хн о сть р е з а н и я — с о б р а б о т а н н о й поверх н о стью
д ет а л и .
Н а п р а к т и к е , к а к п р а в и л о , п р и п у с к б о л ь ш е п р е д е л ьн о г о с р е ­
з а е м о г о сл оя, к о то ры й м о ж н о у д а л и т ь л е з в и е м з а о д н о к р а т н о е
д в и ж е н и е . В эти х с л у ч а я х п р и п у с к у д а л я е т с я постепенно, п о ­
с л о й н о (рис. 2 ). О б р а б о т а н н а я п о ве р хн ость л и б о ф о р м и р у е т с я
при по сл ед нем д в и ж е н и и р е ж у щ е г о э л е м е н т а и с о в п а д а е т с п о ­
в ерхно стью р е з а н и я (рис. 2 , а ) , л и б о о б р а з у е т с я из о т р е зк о в
многих п о с л е д о в а т е л ь н о ф о р м и р о в а в ш и х с я в пр и п у с ке поверх-,
ностей р е з а н и я (рис. 2 , 6 ) . П ро цесс, о с у щ е с т в л я е м ы й по сх ем е
2 , а и обы чно и с п о л ьзу ем ы й д л я пол у ч е н и я с т р у ж к и постоянной
то л щ и н ы ,
назы ваю т с т р о г а н и е м .
П р о ц е с с р е з а н и я по
схеме 2 , 6 — ц и л и н д р и ч е с к о е ф р е з е р о в а н и е — п ри м е­
няю т д л я пол уч ения плоских и п р о ф и л ь н ы х поверх н остей д е ­
т алей .
Послойное удаление припуска с образован ием струж ек х а ­
р а к т е р и з у е т с т р у ж е ч н о е р е з а н и е . Если з а д а н н а я п о в е р х ­
ность в з а г о т о в к е п о л у ч а е т с я без о т д е л е н и я с т р у ж е к путем н е ­
посред ственн ого р а з д е л е н и я м а т е р и а л а л е зв и е м , то т а к о й п р о ­
цесс н а з ы в а ю т б е с с т р у ж е ч н ы м
резанием.
П р и б ес с т р у ж е ч н о м р е за н и и эк о н о м н о и с п о л ьзу ю т д р ев е с н о е
с ы р ь е и п о л у ф а б р и к а т ы , т а к к а к оно я в л я е т с я по с у щ е с т в у б е з ­
отхо дн ы м. О д н а к о тех н о л о г и ч ес к и е в о зм о ж н о с т и его о г р а н и ­
чены: б е с с т р у ж е ч н ы м
р е за н и е м
(л е зв и я м и , о ф о р м л е н н ы м и
в вид е по л о совы х или д и с к о в ы х нож ей, просечек, п у ан сон ов
и т. п.) у д а е т с я р а з р е з а т ь без з н а ч и т е л ь н о г о д е ф о р м и р о в а н и я
о б р а б о т а н н о й поверх н ости т о л ь к о отно с и т е л ьн о т о н к и е д р е в е с ­
ные м а т е р и а л ы (шпон, ф а н е р у , п л и т ы ). Б е с с т р у ж е ч н о е р е з а н и е
очень ш и р о к о п р и м ен я ет с я д л я р а с к р о я син тетич еских обли цо-
а
F
Рис. 1. Реж ущ ий элемент и заготовка:
а — до начала резания; б — во взаимодействии
Рис. 2. Послойное удаление припуска:
а — строганием; б — фрезерованием; / — обработанная
поверхность;
2 — срезаемый
слой; 3 — стружка; 4 — припуск; 5 — режущий элемент; 6 — поверхность резания
вочны х м а т е р и а л о в . Б о л ь ш и н с т в о ж е с т а н о ч н ы х проц ессов р е ­
з а н и я д р ев е си н ы о т носится к с т р у ж е ч н о м у р е за н и ю .
Р а с с м о т р и м р а б о ч и е д в и ж е н и я р е з а н и я при пос л о й н о м с т р о ­
гании (рис. 3 ). Т а к а я о р г а н и з а ц и я п р о ц е сса р е з а н и я п р и м е ­
нима ка к для удален ия припуска, превы ш аю щ его предельную
т о л щ и н у с р е з а е м о г о с л оя , т а к и д л я п е р е р а б о т к и за г о т о в к и
в струж ку — полуф абри кат задан ной толщ ины и требуемого к а ­
чества ( н а п р и м е р , с т р о га н ы й ш п о н ).
8
Рис. 3. Рабочие движения при по­
слойном строгании
Л ю б о е из д в и ж е н и й п р о ­
ц есса р е з а н и я в при нци пе
м о ж е т бы ть с ооб щ е н о л и б о
л е зви ю , л и б о
за готов к е .
З д е с ь у с л ов н о все д в и ж е н и я
приданы
лезвию
(и н с т р у ­
м е н т у ),
заготовка
счита­
ется неп о дви ж н о й . П ри р а с ­
с м о трен ии ко н к р ет н ы х п р о ­
цессов р е з а н и я б удут о п и ­
саны ф актические движения
и н с тр у м е н т а и за го то в к и .
С н а ч а л а л е з в и ю с о о б щ а ю т г л а в н о е д в и ж е н и е из п о л о ж е н и я
A\D\ п о с т р е л к е 1 в п о л о ж е н и е В\С\, в р е з у л ь т а т е кото ро го о т ­
д е л я е т с я п е р вы й с р е з а е м ы й слой т о л щ и н о й cti, а на з а г о т о в к е
ф о р м и р у е т с я п о ве р хн о сть A\B\C \D i.
Т а к к а к д л я ф о р м и р о в а н и я з а д а н н о й п оверх н ости A 3 B 3 C 3 D 3
н у ж н о у д а л и т ь е щ е р я д с л о ев (на рис. 3 д в а ) л е з в и е в о з в р а ­
щ а ю т в исходное п о л о ж е н и е A \ D \ ( д в и ж е н и е в о з в р а т а по
с т р е л к е 2 ) и, с о о б щ а я ем у д в и ж е н и е п о д а ч и по с т р е л к е 3, п е р е ­
м е щ а ю т в но вое п о л о ж е н и е A 2 D 2 (л е зв и е не п о к а з а н о ) , кот о р о е
о п р е д е л я е т у р о ве н ь с л е д у ю щ е й п оверх н о сти р е з а н и я A 2 B 2 C 2 D 2
отно с и т ел ьн о п р е д ы д у щ е й A \ B \ C \ D i , т. е. т о л щ и н у с р е за е м о г о
с л о я а 2. Д а л е е , при с р е за н и и второ го и т р е ть е г о с л о ев л е зв и е
п о с л е д о в а т е л ь н о з а н и м а е т п о л о ж е н и я В 2 С2, A 2 D 2, A 3 D 3 , В 3 С 3.
Главное
д в и ж е н и е — это п р осто е д в и ж е н и е л е зв и я ,
о б е с п е ч и в а ю щ е е у д а л е н и е од но го с р е з а е м о г о слоя. Д в и ж е ­
н и е п о д а ч и — простое д в и ж е н и е л е з в и я , н е о б хо ди м о е д л я
п о с л е д о в а т е л ь н о г о у д а л е н и я р я д а с р е з а е м ы х слоев.
В р а с с м о т р е н н о м в ы ш е п р и м ер е ц и л и н д р и ч ес к о г о ф р е з е р о в а ­
ния (см. рис. 2 , 6 ) г л а в н ы м д в и ж е н и е м я в л я е т с я в р а щ а т е л ь н о е
д в и ж е н и е л е з в и я в с о с т а в е и н с тр у м ен т а в о к р у г н е п о д в и ж н о й
оси. Д е й с т в и т е л ь н о , при этом д в и ж е н и и в о к р у г оси, н а х о д я ­
щ ей ся, н а п р и м е р , в п о л о ж ен и и 0 2, л е з в и е у д а л и т один с р е з а е ­
мый слой (з а ш т р и х о в а н на р и с у н к е ). Н о чтоб ы п о с л е д у ю щ а я
поверхн ость р е з а н и я ( ц и л и н д р и ч е с к а я ) с м е с т и л а с ь о т н ос и т ел ьн о
п р ед ы д у щ ей и был у д а л е н с л ед у ю щ и й с р е з а е м ы й слой, н е о б ­
хо д им о д в и ж е н и е подачи — п о с т у п а т е л ь н о е п е р е м е щ е н и е оси
в р а щ е н и я ин с тр у м е н т а из п о л о ж е н и я 0 2 в п о л о ж е н и е 0 3. П о ­
нятно, что у д а л е н и е п р е д ы д у щ е г о с р е з а е м о г о с л о я ( з а ш т р и х о ­
в а н н о го ) о к а з а л о с ь в о з м о ж н ы м в р е з у л ь т а т е п е р е м е щ е н и я оси
в р а щ е н и я из п о л о ж е н и я 0 \ в п о л о ж е н и е О 2.
В проц ессе р е з а н и я м о ж е т б ы ть одно г л а в н о е д в и ж е н и е и
одно или не с к о л ьк о д в и ж е н и й подачи. Г л а в н о е д в и ж е н и е и дви9
ж е н и с п о д ачи с о с т а в л я ю т о снов у х о д а р е з а н и я , т. е. к о м ­
п л е к с а д в и ж е н и й л е з в и я , о б е с п е ч и в а ю щ и х о б р а з о в а н и е одной
поверх н ости р е за н и я . Д в и ж е н и я х о д а р е з а н и я (гл авн о е, по д ачи )
м огут пр о и с х о д и т ь не п р ер ы в н о или п р еры висто , о д н о в р е м е н н о
или поп ерем ен но. Е с л и о д н о в р е м е н н о с г л а в н ы м д в и ж е н и е м с о ­
в е р ш а е т с я е щ е х отя бы одно д в и ж е н и е , к а ж д а я т о ч к а л е з в и я
при р е за н и и с о в е р ш а е т с л о ж н о е д в и ж е н и е .
Д в и ж е н и е м р е з а н и я п р и н я то н а з ы в а т ь с л о ж н о е д в и ­
ж е н и е л е з в и я при о б р а з о в а н и и по вер хн о сти р е з а н и я . Н а п р и м е р ,
при ц и л и н д р и ч ес к о м ф р е з е р о в а н и и (см. рис. 2 , 6 ) д в и ж е н и е р е ­
з а н и я п о л у ч а е т с я в р е з у л ь т а т е с л о ж е н и я о д н о в р е м ен н о с о в е р ­
ш а е м ы х в р а щ а т е л ь н о г о г л а в н о г о д в и ж е н и я и п о с т у п а т ел ь н о г о
д в и ж е н и я подачи.
Д л я м н о г о к р ат н о г о по в т о р е н и я х одов р е з а н и я л е з в и е д о л ж н о
в о з в р а щ а т ь с я в п о л о ж ен и е , исх од но е д л я н а ч а л а оч еред ного
хо д а р е за н и я . С о в о к у п н о с т ь д в и ж е н и й в о з в р а т а с о с т а в л я е т х о ­
л о с т о й х о д . В п р о ст е й ш е м с л у ч а е (см. рис. 3) хол остой ход —
это д в и ж е н и е в о з в р а т а по с т р е л к е 2 .
К аж дое движение характеризуется т р а е к т о р и е й д в и ж е­
ния точки р е ж у щ е й к р о м к и и з а к о н о м д в и ж е н и я этой
точки в д о л ь т р а е к т о р и и . В п р о ц е с а х р е з а н и я д р ев е с и н ы т р а е к т о ­
р и я м и про сты х д в и ж е н и й я в л я ю т с я , к а к п р а в и л о , п р я м а я и
о кр у ж н о с т ь .
Р а з л и ч н ы е с о ч е т а н и я г л а в н о г о д в и ж е н и я и д в и ж е н и я подачи
с т а к и м и т р а е к т о р и я м и п о зв о л я ю т п о л у ч а т ь в с т а н к а х р а з н о о б ­
р а з н ы е т р а е к т о р и и с л о ж н о г о д в и ж е н и я р е з а н и я (рис. 4 ). Т ак,
т р а е к т о р и е й точки, в р а щ а ю щ е й с я в о к р у г п р я м о л и н е й н о и р а в н о ­
м ерно д в и ж у щ е г о с я це н тр а , б у д е т ц и к л о и д а (рис. 4 , а ) . Е сли
т о ч к а р е ж у щ е й к р о м к и при в р а щ е н и и р а в н о м е р н о д в и ж е т с я по
р а д и у с у к ц е н тр у в р а щ е н и я , ее т р а е к т о р и е й я в л я е т с я а р х и м е ­
д о в а с п и р а л ь (рис. 4 , 6 ) . Т о чк а, д в и ж у щ а я с я по п р я м о л и н ей н о й
Рис. 4. Траектории резания:
а — циклоида; б — спираль
D s — движение подачи
19
Архимеда;
в — винтовая
линия;
D r — главное
движение;
о б р а з у ю щ е й в р а щ а ю щ е г о с я ц и л и н д р а , имеет своей т р а е к т о р и е й
ви н тов у ю л и н и ю (рис. А, в ) .
З а к о н д в и ж е н и я о п р е д е л я е т с я х а р а к т е р о м и зм е н ен и я во в р е ­
мени с к ор ости д в и ж е н и я и в еличиной скорости. С к о р о с т ь
г л а в н о г о д в и ж е н и я с кру гов ой т р а е к т о р и е й об ы чн о п о ­
с т о я н н а во врем ени. Не в е л и ч и н у (м /с) о п р е д е л я ю т по ф о р м у л е
v - = n Z )rt = c o n s t ,
(1 )
где D — диаметр окружности траектории главного движения, м; п — частота
вращения, с-1 .
П р и в о з в р а т н о -п о с т у п а т е л ь н о м д в и ж е н и и ск о р о с т ь г л а в н о г о
д в и ж е н и я м о ж е т б ы ть постоянной или п ер ем енн ой в з а в и с и м о ­
сти от к и н е м а т и к и с о о т в ет с т в у ю щ и х м е х а н и з м о в п р и во да. Д л я
х а р а к т е р и с т и к и п ер ем енн о й ско ро сти г л а в н о г о д в и ж е н и я п о л ь ­
зу ю тс я средн ей величиной скор ости при в о з в р а т н о - п о с т у п а т е л ь ­
ном д в и ж е н и и ( м /с ) :
УСР = 2 Н п ,
(2)
где Н — длина хода лезвия, м; п — частота двойных ходов, с-1 .
С к о р о ст ь с л о ж н о г о д в и ж е н и я о п р е д е л я ю т к а к г е о м е т р и ч е ­
скую с у м м у с ко ро стей о д н о в р е м е н н о с о в е р ш а е м ы х д в и ж е н и й .
Т а к , с к о ро сть д в и ж е н и я р е з а н и я ve в б о л ь ш и н с тв е с т ан о ч н ы х
пр оц ессов с к л а д ы в а е т с я из с к ор ости г л а в н о г о д в и ж е н и я v и с к о ­
рости п о д ачи us: v e= v + v s. У ч и т ы ва я , что ск о р о с т ь г л ав н о г о
д в и ж е н и я , к а к п р а в и л о , во много р а з пр е во с х о д и т с к о р о с т ь п о ­
дач и и д р у ги х д в и ж е н и й х о д а р е за н и я , д л я п р а к ти ч е с к и х целей
м о ж н о с ч и тат ь т р а е к т о р и ю р е з а н и я с о в п а д а ю щ е й с т р а е к т о р и е й
г л а в н о г о д в и ж е н и я и п р и н и м а т ь ve ~ и, о г о в а р и в а я при этом
вноси м ую погреш ность.
Д л я х а р а к т е р и с т и к и усл о ви й р а б о т ы л е зв и я , з а в и с я щ и х от
с оо тн ош е н и я с ко ро стей г л а в н о г о д в и ж е н и я и д в и ж е н и я подачи,
с л у ж а т п о к а з а т е л и п о д ачи на о б о р о т и п о д а ч и на зуб.
Подача
н а о б о р о т S 0 — это д л и н а пути точки р е ж у ­
щ ей к р о м к и л е з в и я , пр о х о д и м о го по т р а е к т о р и и п од ачи з а в р е м я
одного ц и к л а (х о д а р е з а н и я и х о л о сто го х о д а , т. е. з а в р е м я о д ­
ного о б о р о т а или одного д во й н ого х о д а и н с т р у м е н т а ) :
So = v j n .
(3)
П о д а ч а на з у б S z — р а с с т о я н и е м е ж д у д в у м я с м е ж н ы м и
т р а е к т о р и я м и р е з а н и я , и зм е р е н н о е по н а п р а в л е н и ю д в и ж е н и я
подачи:
S z = S 0 lzH,
где г н — число зубьев, удаляющ их срезаемые слои за
резания.
(4)
время одного хода
II
3. Геометрия лезвия
П р и всем м н о г о о б р а зи и ст ан о ч н о го д е р е в о р е ж у щ е г о и н с тр у ­
м е н т а в л ю б о й к о н с тр у к ц и и м огут б ы ть в ы д ел е н ы о д н о т и п н ы е
ф у н к ц и о н а л ь н ы е части: р е ж у щ а я ч ас т ь ( р е ж у щ и е эл е м е н т ы
или р е з ц ы ) ; п р и с о е д и н и т е л ь н а я ч асть, при по м о щ и которой
ин с тр у м е н т с в я з ы в а е т с я со с т а н к о м или п ри с п о с обл ен и е м ; к о р ­
пус, с в я з ы в а ю щ и й м е ж д у собой р е ж у щ у ю и п р и с о ед и н и т е л ьн у ю
части.
П р и а н а л и з е п ро ц есса р е з а н и я д о с т а т о ч н о о г р а н и ч и т ь с я р а с ­
с м о тр е н и е м а кт и вн о й ч асти р е ж у щ е г о э л е м е н т а — л е з в и я . П о д
г ео м е тр и ей л е з в и я п о н и м а ю т с о во куп н о сть х а р а к т е р и с т и к его
ф о р м ы и р а с п о л о ж е н и я в п р о с т р а н с т ве . П у с т ь к л и н о в и д н о е л е з ­
в ие 3 п р о ш л о в з а г о т о в к е 4 н е к о то р ы й путь (рис. 5 , а ) , о б р а з у я
с т р у ж к у 2. В р е ж у щ е й ч асти к л и н а м о ж н о в ы д ел и т ь с л е д у ю щ и е
эл е м е н т ы : п ер е д н ю ю п о ве р хн ость А у , к о н т а к т и р у ю щ у ю со с р е ­
за е м ы м сл о е м 1 и с т р у ж к о й ; з а д н ю ю п ов е рх н ость А а , п р и м ы ­
каю щ ую к реж ущ ей кромке 5 и обращ енную к формируемой
в з а г о т о в к е п о в ерх н ости р е з а н и я Р „ ; р е ж у щ у ю к р о м к у 5, о б р а ­
зо в а н н у ю п е р есечен и ем перед ней и за д н е й п оверхн остей. В б о ­
л е е с л о ж н ы х с л у ч а я х п о л у з а к р ы т о г о (рис. 5 , 6 ) и з а к р ы т о г о
(рис. 5, в) р е з а н и я с л е д у е т р а з л и ч а т ь р е ж у щ и е к р о м к и : г л а в н у ю
А В и в с п о м о г а т е л ь н ы е В С и A D . С о о т в е тс т ве н н о у л е з в и я в ы ­
д е л я ю т з а д н и е повер хн о сти: г л а в н у ю , п р и м ы к а ю щ у ю к г л а в ­
ной р е ж у щ е й к ро м к е , и в с п о м о г а т е л ь н ы е , п р и м ы к а ю щ и е к в с п о ­
могательны м р еж у щ им кромкам. Г л а в н о й считается р е ж у щ а я
к р о м к а , ф о р м и р у ю щ а я б о л ь ш у ю сто р о н у се ч е н и я с р е з а е м о г о
слоя. В с п о м о г а т е л ь н ы е р е ж у щ и е
кромки
форми­
ру ю т м е н ьш и е стороны . Э л е м е н т с о п р я ж е н и я г л а в н о й и в с п о м о ­
гательной реж ущ их кром ок назы ваю т в е р ш и н о й л е з в и я
(точки Л и Б ) .
П е р е д н я я и з а д н я я по вер хн ости м огут им еть л ю б у ю ф о р м у
(вогнутую , в ы п у к л у ю или л о м а н о й л и н и и ). С о п р я ж е н и е р е ж у ­
щ их к р о м о к м о ж е т б ы ть в ы п о л н е н о р а д и у с н ы м или точечны м .
П о л о ж е н и е р е ж у щ и х к р о м о к и п о в ерх н остей л е з в и я в п р о ­
с т р а н с т в е о п р е д е л я е т у г л о в ы е п а р а м е т р ы п р о ц е сс а р е з а н и я .
Д л я определения углов установлены исходные координатны е
п лоскости: о с н о в н а я п л о с к о ст ь и п л ос кос ть р е з а н и я (рис. 5 , а ) .
Основная
п л о с к о с т ь P v — к о о р д и н а т н а я плоскость,
п р о в е д е н н а я ч ер ез р а с с м а т р и в а е м у ю т о ч к у (н а п р и м е р , п ) р е ­
ж у щ е й к р о м к и п е р п е н д и к у л я р н о н а п р а в л е н и ю с кор ости г л а в ­
ного v или р е з у л ь т и р у ю щ е г о v e д в и ж е н и я р е з а н и я в этой точке.
П л о с к о с т ь р е з а н и я Р „ — к о о р д и н а т н а я пл о с ко ст ь, к а с а ­
тельн ая к реж ущ ей кромке в рассм атриваем ой точке и перпен­
д и к у л я р н а я о сновн ой п л оско сти Р„.
Д ополнительны м и координатны ми плоскостями являю тся
г л а в н а я и н о р м а л ь н а я с е к у щ и е плоскости. Г л а в н а я с е к у 12
Рис. 5. Геометрия лезвия:
а — элементы геометрии; б — полузакрытое резание; в — закрытое резание; г — отрица­
тельный задний угол; д — отрицательный передний угол
щ а я п л о с к о с т ь Р х — к о о р д и н а т н а я плоскость, п е р п е н д и к у ­
л я р н а я л ини и п е ресечен ия основной пл оскости P v и пл оско сти
р е з а н и я Р п ■ Н о р м а л ь н а я с е к у щ а я п л о с к о с т ь Р н—
пл оскость, п е р п е н д и к у л я р н а я р е ж у щ е й к р о м к е в р а с с м а т р и в а е ­
мой т о ч к е (н а рис. 5 п лоскости Р х и Р н с о в п а д а ю т ) .
В ы д е л я ю т т а к ж е р а б о ч у ю п л о с к о с т ь P s, в которо й
р а с п о л о ж е н ы в е к т о р ы с коро стей г л а в н о г о д в и ж е н и я р е з а н и я v и
д в и ж е н и я п о д а ч и v a ( п о к а з а н а на рис. 6,(3).
У гл о в ы е п а р а м е т р ы р е з а н и я х а р а к т е р и з у ю т с я г л а в н ы м и (при
г л а в н о й р е ж у щ е й к р о м к е ) и в с п о м о г а т е л ь н ы м и (при в с п о м о г а ­
т ельн о й р е ж у щ е й кр о м к е ) у г л а м и , у гл о м н а к л о н а г л а в н о й р е ­
ж у щ е й кром ки.
13
Р а з л и ч а ю т с л е д у ю щ и е угл ы ( п о к а з а н ы на рис. 5, а д л я г л а в ­
ной р е ж у щ е й к р о м к и ) : у — п е р е д н и й у г о л — угол в с е ку щ ей
ил оско стп Р х м е ж д у пер ед ней п о верх н о стью л е з в и я А у и о с н о в ­
ной п л о с к о с т ью P v\ а — з а д н и й у г о л — угол в с е к у щ е й п л о ­
скости Р х м е ж д у з а д н е й п о ве р хн о ст ью л е з в и я А а и пл о с ко с т ью
р е з а н и я Р „ ; |3 — у г о л з а о с т р е н и я , — угол в с е к у щ е й п л о с к о ­
сти Р х м е ж д у перед ней Л? и за д н е й А а п о в е р х н о ст я м и л е зв и я .
С умма заднего угла а и угла заострения р назы вается у г ­
л о м р е з а н и я б: 6 = а + р. М е ж д у г л а в н ы м и у г л а м и с у щ е с т ­
вует п р о с т е й ш а я с в я зь:
а + Р + v = 90°.
(5)
В с л у ч а е , к о г д а з а д н я я по в е р х н о ст ь л е з в и я о к а з ы в а е т с я под
пов е р х н о ст ью р е з а н и я (т. е. ко г д а уго л а п р о ч е р ч и в а е т с я в п р е ­
д е л а х к о н т у р а л е з в и я ) з а д н и й у го л с ч и т а ю т о т р и ц а т е л ь н ы м
(рис. 5 , г ) . П е р е д н и й угол у т а к ж е с ч и та ю т о т р и ц а т е л ь н ы м , если
он п р о ч е р ч и в а е т с я в п р е д е л а х к о н т у р а л е з в и я (рис. 5,(9). С у ч е ­
том з н а к о в у гл о в а и у р а в е н с т в о а + р + у = 90° с п р а в е д л и в о во
всех с л у ч а я х .
Г л а в н ы е у гл ы м огут р а с с м а т р и в а т ь с я в и н с тр у м е н т а л ь н о й ,
с т ат и ч е с к о й и к и н ем а ти ч е с к о й с и с т е м а х к о о р д и н а т (Г О С Т
25762— 8 3 ).
Инструментальная система
к о о р д и н а т — пря­
м о у г о л ь н а я с и с т е м а к о о р д и н а т с н а ч а л о м в в е р ш и н е л е зв и я ,
о р и е н т и р о в а н н а я о т н о с и т е л ьн о г е о м етр и ч е ск и х эл е м е н т о в р е ж у ­
щ его и н с тр у м е н т а, п р и н я т ы х з а б а з у (рис. 6 , а ) . П р и м е н я е т с я
д л я о п и с а н и я к о н стр у к ц и и р е ж у щ е г о э л е м е н т а или и н с тр у м е н т а
в цел о м , н а п р и м е р при к о н с т р у и р о в а н и и и изгото вл ении .
С т а т и ч е с к а я с и с т е м а к о о р д и н а т — прямоугольная
си с т е м а к о о р д и н а т с н а ч а л о м в р а с с м а т р и в а е м о й т о ч к е р е ж у щ е й
кр ом к и, о р и е н т и р о в а н н а я о т н о с и т е л ьн о н а п р а в л е н и я скорости
г л а в н о г о д в и ж е н и я р е з а н и я v. О п р е д е л я е т г е о м е тр и ю л е з в и я и
его п о л о ж ен и е о т н о с и т ел ь н о з а г о т о в к и в с т ат и к е , т. е. б ез уч ета
п а р а м е т р о в г л а в н о г о д в и ж е н и я и д в и ж е н и я п од ачи (рис. 6 , 6 ).
Кинематическая
система
к о о р д и н а т — прямо­
у г о л ь н а я с и ст е м а к о о р д и н а т с н а ч а л о м в р а с с м а т р и в а е м о й то чк е
р е ж у щ е й кр ом к и , о р и е н т и р о в а н н а я о т н о с и т е л ьн о н а п р а в л е н и я
с кор ости р е з у л ь т и р у ю щ е г о д в и ж е н и я р е з а н и я v e (рис. 6 , в) .
Ф а к т и ч е с к и е в е л и ч и н ы у гл о в в п р оц ессе р е з а н и я н а х о д я т о т р а ­
ж е н и е т о л ь к о в к и н ем а ти ч е с к о й с и с т ем е ко о р д и н а т.
Рассмотрим кинематические углы подробнее. На рис. 6, г показано лез­
вие, перемещающееся относительно заготовки с результирующей скоростью
v e, причем вектор ve совпадает с нормалью к режущей кромке (другими сло­
вами, когда реж ущ ая кромка расположена в основной плоскости P v). Тогда
на рис. 6, г плоскость X Z совпадает с плоскостями главной секущей Р% и
нормальной секущей Р я• П оложение плоскости резания Р „ совпадает с осью
х, а положение основной плоскости P v — с осью Z. По определению находим
14
Рис. 6. Измерение главных углов резания:
а — система координат инструментальная; б — то же, статическая; а —то ж е, кинема­
тическая; г — изменение кинематических углов в нормальном сечении;д — положение
рабочей плоскости P s в процессе пиления; е — схема резания при статическом угле
наклона Я.с ф 0; ж — то же, при %с = 0 и наличии дополнительного движения со ско­
ростью i>2 / 0; з — то же, при
10 и
/ О
кинематические углы для главной режущей кромки (главные кинематические
углы ): а " — задни й , р" — заострен ия, у* — передний (буква «н» в обо­
значении напоминает о том, что
реж ущ ая кромка нормальна
векторам
ие к v) .
Связь меж ду кинематическими углами а ” , |3£, V™ и статистическими
углами а, [5, 7 устанавливаю т через угол движения фд (рис. 6, г, <5):
«к
“ “
Фд;
Т" = V + Фд :
Р = 90°
»58Шфт
,
фд = a r c t g ---------------------------- 2--------11 — ,
V
- |-
v s COS
а“
y ". (6)
.
(7 )
Фт
15
где ф т — технологический угол меж ду векторами скоростей v и v, (задан схе­
мой обработки).
При ф т = 9 0 ° формула для угла ф д упрощ ается: фд = а г ^ (V,/v).
В практике резания древесных и облицовочных материалов распростра­
нены случаи, когда вектор скорости главного v или результирующего дви ж е­
ния ve не совпадает с нормалью к режущей кромке, т. е. случаи, когда р еж у­
щ ая кромка Р К наклонена к основной плоскости P v на некоторый угол X,
(рис. 6, е, ж, з; на них заготовка и резец показаны в плане).
Угол наклона режущ ей кромки X следует определять как сумму статиче­
ского угла наклона Хс (см. рис. 6, е, з) и кинематического угла наклона Хк
(см. рис. 6, ж, з). Статический угол %с задается установкой лезвия в статиче­
ской системе координат. Кинематический угол к к появляется в схемах р еза­
ния, где скорость главного движ ения v задается как геометрическая сумма
собственно главного движения со скоростью Vi и дополнительного движения
вдоль режущей кромки со скоростью Vi (см. рис. 6, ж, з ) :
(8)
V 1 + V2 co s \|>х
О)
где -фт — технологический угол меж ду векторами скоростей Vi и v 3 (задан
схемой обработки).
При if>T= 9 0 ° формула для угла Хк упрощ ается: X„ = a rc tg ( v2/ v i).
Таким образом, в общем случае (при учете движения подачи и наклона
режущей кромки к основной плоскости) кинематические углы равны:
( 10 )
(И)
Рк = 90° — а к — у к .
( 12)
Технолог долж ен знать закономерности изменения статических углов ре­
зания при работе инструмента и уметь учитывать эти изменения при р а зр а ­
ботке требований к реж ущ ему инструменту и выборе реж има резания. З н а ­
чения наилучших углов а к, р к,
выбирают по справочной литературе. З а ­
тем по соотношениям (8. ..12) следует определить кинематические углы, при­
веденные к нормальному сечению: a " , v " , РЦ. Д алее по формулам (6) и (7)
установить статические углы лезвия а , р, у- Именно эти статические углы
контролируют измерением их в нормальной секущей плоскости Р„.
Р е ж у щ а я к р о м к а л е з в и я п р е д с т а в л я е т собой п е р е х о д ­
ную к р и ву ю п оверхн ость, с о е д и н я ю щ у ю п ер ед н ю ю и за д н ю ю
поверхности. Х а р а к т е р и с т и к и п е рехо д ной п оверх н ости о б ъ е д и ­
н я ю тс я в п о н ят и е м и к р о г е о м е т р и и л е з в и я . Р а з л и ч а ю т
п р о д о л ь н у ю (в д о л ь к р о м к и ) и п о п ер еч н ую (в н о р м а л ь н о м с е ­
чении) м ик р о гео м е т р и и . П р о д о л ь н а я м и к р о г е о м е т р и я (рис. 7, а)
х а р а к т е р и з у е т с я « ш ер о х о в а т о с т ь ю » р е ж у щ е й кром ки. П о п е р е ч ­
ная микрогеометрия х арактери зуется профилем лезвия в нор­
м а л ь н о м сечении. И д е а л ь н ы й ге о м е тр и ч ес ки й кл и н б ы л бы
и д е а л ь н о о с т р ы м (рис. 7 , 6 ) . К р о м к а р е а л ь н о г о л е з в и я , п р о р а б о ­
т а в ш е г о н е к о то р о е в р е м я , м о ж е т б ы ть п р и н я т а з а д у гу о к р у ж ­
ности р а д и у с а р (рис. 7, в ). Р а д и у с р н а з ы в а ю т р а д и у с о м
округления р е ж у щ е й кромки.
16
Рис. 7. Микрогеометрия
вия:
лез­
а — продольная; б, в, г — попереч­
ная_______________
В начальном состоя­
нии р е ж у щ и е э л е м е н т ы
ин с тр у м е н т а д л я р е з а н и я
д р ев е с и н ы
характеризу­
ю тся п о к а з а т е л я м и : ш е ­
роховатость
к ро м к и
(с р е д н я я
в ы со та
наи­
б о л ьш и х неровн остей п р о ­
ф и л я ) 4 . . . 5 мкм, р а ­
д иус
округления
2 ...
4 мкм.
Во в р е м я р е з а н и я в р е з у л ь т а т е с л о ж н ы х ф и зи к о -х и м и ч е с к и х
проц ессов про и с х о д и т износ л е зв и я , т. е. и зм е н ен и е геом етри и
и м и к р о г ео м е т р и и его эл ем е н т о в . С л е д с т в и е м и зн оса я в л я е т с я
з а т у п л е н и е л е з в и я , т. е. п о т е р я им остр оты , р е ж у щ и х свойств.
Затупление лезвия можно х арактери зовать различны ми п а р а ­
м е тра м и . В б о л ь ш и н с т в е с л у ч а е в р е з а н и я н а т у р а л ь н о й д р е в е ­
сины о г р а н и ч и в а ю т с я вел ич ино й р а д и у с а о к р у г л е н и я р, т а к к а к
это т п а р а м е т р о к а з ы в а е т г л а в н о е в л и я н и е на с и л ы р е з а н и я и
с т р у ж к о о б р а з о в а н и е . В тех с л у ч а я х р е з а н и я , когд а п ро и схо ди т
интен си вны й износ л е з в и я по з а д н е й п оверхн ости, п а р а м е т р о м
з а т у п л е н и я м о ж е т с л у ж и т ь в е л и ч и н а и зн о с а по за д н е й гр а н и —
ш и р и н а ф а с к и X (рис. 7, г).
4. М атериалы , обрабаты ваем ы е резанием
В п р о и зв о д с т в е м ебел и р е за н и е м о б р а б а т ы в а ю т н а т у р а л ь н у ю
д р е в е с и н у ( п и л о м а т е р и а л ы , за г о т о в к и , с т р о га н ы й и л у щ е н ы й
ш п о н ) , и с к усств ен н ы е м а т е р и а л ы на д р еве с н о й основе ( п р е с с о ­
ванн ую , п л а с т и ф и ц и р о в а н н у ю и к л е е н у ю с л ои сту ю д р евеси ну,
д р е в е с н о с т р у ж е ч н ы е и д р ев е с н о в о л о к н и с т ы е п л и т ы ) , си н те т и ч е ­
ски е о б л и ц о в о ч н ы е м а т е р и а л ы (пленки на основе п р о п и т а н н ы х
б у м а г или п о л и м е р о в ).
О б р а б а т ы в а е м о с т ь м а т е р и а л о в р е за н и е м за в и с и т от их с т р о е ­
ния (стр у к т у р ы ) и п о к а з а т е л е й ф и зи ч е с к и х и м е ха н и ч е с ки х
свойств.
С т р у к т у р у и с в о й с т в а д р еве с и н ы о б ы чн о с в я з ы в а ю т с п о р о ­
дой. И з у ч а ю т с т р у к т у р у д р ев е си н ы по о сновн ы м р а з р е з а м д р е ­
весного с т в о л а : по п е р еч н о м у (или т о р ц о в о м у ) , п р о д о л ь н о м у р а ­
диальном у и продольному тангенциальному.
В о л о к н и с т о -с л о и ст о е с т р о ен и е д р ев е с и н ы в ы з ы в а е т ее а н и ­
зо тр опность, т. е. р а з л и ч и е свойств в р а з л и ч н ы х н а п р а в л е н и я х .
В с т р у к т у р е д р ев е с и н ы ко л ьц е со с у д и с т ы х л и с т в е н н ы х пород,
17
а т а к ж е хвойны х с я рко в ы р а ж е н н о й р а н н ей и поздней зо н а м и
го ди чн ы х колец, в ы д е л я ю т три т а к и х в з а и м н о -п е р п е н д и к у л я р ­
ных н а п р а в л е н и я : о д н о в д о л ь в о л о к о н и д в а п о п ер ек — р а д и а л ь ­
ное (п е р п е н д и к у л я р н о е с л о я м ) и т а н г е н ц и а л ь н о е (в д о л ь с л о е в ) .
Д ревесина к ак м атериал, обрабаты ваем ы й резанием и в ц е­
л о с тн о сти в х о д я щ и й в с о с та в готового и зд е л и я , х а р а к т е р и з у е т с я
ф и зи ч е с к и м и и м е х а н и ч е с к и м и с в ойств ам и.
Ф и зи ч е с к и е с в о й с т в а д р ев е с и н ы п р о я в л я ю т с я при в з а и м о д е й ­
ствии с внеш ней с р е д о й и не с в я з а н ы с и зм е н ен и е м хим и ческого
с о с т а в а д р ев е с н о го в е щ е с т в а. К ним о т н о с я т с я цвет, б леск , т е к ­
с т у р а, п о к а з а т е л и м а к р о с т р у к т у р ы (ш и р и н а годичны х слоев,
пр оц ен т по зд ней д р е в е с и н ы ) , в л а ж н о с т ь и св ой с тв а , с в я з а н н ы е
с ее изм е н ен и е м ; плотность. С у щ е с т в е н н о е в л и я н и е на о б р а б а ­
т ы в а е м о с т ь д р ев е с и н ы о к а з ы в а е т в л а ж н о с т ь и плотность.
П о к а з а т е л и м е х а н и ч е с к и х свойств х а р а к т е р и з у ю т с п о с о б ­
ность д р ев е си н ы с о п р о т и в л я т ь с я в о зд е й с тв и ю внеш них сил. В а ж ­
не й ш и е из них, о п р е д е л я ю щ и е о б р а б а т ы в а е м о с т ь д р ев е с и н ы р е ­
за н и е м , это про ч но сть и твердо сть.
Б о л ь ш и н с т в о д р ев е с н ы х м а т е р и а л о в , о б р а б а т ы в а е м ы х р е з а ­
нием ( д р е в е с н о с т р у ж е ч н ы е и д р е в е с н о в о л о к н и с т ы е плиты , ф а ­
нера, сл о и с т ы е д р е в е с н ы е п л а с т и к и ) , и м е ет я р к о в ы р а ж е н н у ю
п а р а л л е л ь н о - с л о и с т у ю с т р укт у ру . А н и зо тр о п и я м е х а н и ч е с к и х
сво йств п р о я в л я е т с я в двух н а п р а в л е н и я х : п а р а л л е л ь н о м и п е р ­
п е н д и к у л я р н о м п л о с к о с т я м слоев.
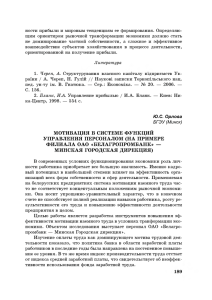
5. Г л а в н ы е и п е р е х о д н ы е вид ы р е з а н и я
В о л о к н и с т о -с л о и ст а я с т р у к т у р а д р евеси ны , д л я которой, к а к
о тм еч ен о вы ш е, х а р а к т е р н о р а з л и ч и е сво йств по т р е м в з а и м н о ­
п е р п е н д и к у л я р н ы м н а п р а в л е н и я м : А (в д о л ь в о л о к о н ) , R (п о п е ­
рек волокон в ради альном направлении, перпендикулярном
с л о я м ) и Т ( п о п ер е к во л о ко н в т а н г е н ц и а л ь н о м н а п р а в л е н и и
в д о л ь с л о е в ). П о э т о м у р а з л и ч а ю т ш есть г л а в н ы х видов р е з а н и я
(рис. 8 , а ).
Е с л и с в я зи в д р ев е си н е р а з р у ш а ю т по тор ц о в о й плоскости,
п е р п е н д и к у л я р н о й н а п р а в л е н и ю во л о ко н А , л е з в и е м о ж н о п е р е ­
м е щ а т ь вд оль осей R или Т. С о о т в е тст ве н н о б уд е т о с у щ е с т ­
в л я т ь с я р е з а н и е в тор ц о в о й пл о ско сти в т а н г е н ц и а л ь н о м 1 или
р ади альном 2 направлениях. Если связи в древесине р азруш аю т
по р а д и а л ь н о й пл оскости, п е р п е н д и к у л я р н о й п о л о ж е н и ю го д и ч ­
ных сл о е в,— н а п р а в л е н и ю Т — в о з м о ж н ы г л а в н ы е п е р е м е щ е н и я
л е з в и я в д о л ь осей А и R и соо т в ет ст ве н н о г л а в н ы е в и д ы р е з а ­
ния в д о л ь в о л о ко н в р а д и а л ь н о й пл о скости 4 и п о п е р ек во л о ко н
в р а д и а л ь н о й пл о скости 3. Е с л и с в я зи в д р е в е с и н е р а з р у ш а ю т
по т а н г е н ц и а л ь н о й пл оско сти R, п е р п е н д и к у л я р н о й р а д и у с у д р е ­
весного ст во л а , то г л а в н ы м д в и ж е н и я м л е з в и я в д о л ь осей А и Т
со о т в ет ст в у ю т г л а в н ы е виды р е з а н и я вд оль во л о ко н в танген18
Рис. 8. Схемы главных видов резания древесины:
а — для слоисто-волокнистой структуры; б — для волокнистой структуры
ц и а л ь н о й пл оско сти 5 и п о п е р ек вол о кон в т а н г е н ц и а л ь н о й п л о ­
скости 6 .
У ч и т ы в а я , о д н а к о , о т н о си т е л ь н о н е б о л ь ш о е р а з л и ч и е п о к а з а ­
те лей о б р а б а т ы в а е м о с т и д р е в е с и н ы в р а д и а л ь н о м и т а н г е н ­
ц и а л ь н о м н а п р а в л е н и я х , на п р а к т и к е р а з л и ч а ю т т о л ь к о три
г л а в н ы х в и д а р е з а н и я : торцово е, п р о д о л ь н о е и поп еречное
(рис. 8 , б ).
Т о р ц о в ы м р е з а н и е м , или р е з а н и е м в т о р е ц ( о б о з н а ч е ­
ние з н а к о м X ) , н а з ы в а ю т р е за н и е, при к отор ом п л о с кос ть р е ­
зан и я Р п и нап равлени е резани я ve перпендикулярны волокнам
д р ев еси ны . П р о д о л ь н ы м р е з а н и е м , или р е з а н и е м вд оль
в ол окон (о б о зн а ч е н и е ||), н а з ы в а ю т р е за н и е, при к ото ро м п л о ­
скость р е з а н и я и н а п р а в л е н и е р е з а н и я п а р а л л е л ь н ы в о л о к н а м
д р ев еси ны . П о п е р е ч н ы м р е з а н и е м , или р е з а н и е м по п е р ек
волокон, (о б о зн а ч е н и е
-ft-
), н а з ы в а ю т р е зан и е, при к о т о ­
ром п л о с кос ть р е з а н и я п а р а л л е л ь н а в о л о к н ам , а н а п р а в л е н и е
р е з а н и я п е р п е н д и к у л я р н о к ним.
Виды р е з а н и я , в к о т о р ы х п л о с ко с ть р е з а н и я з а н и м а е т п р о ­
м е ж у т о ч н ы е п о л о ж е н и я м е ж д у п о л о ж е н и я м и в д ву х г л а в н ы х в и ­
д ах , н а з ы в а ю т п е р е х о д н ы м и . В о з м о ж н ы п е р е х о д н ы е виды
р е з а н и я : прод о л ьн о -т о р ц о в о е , про д о л ьн о -п о п ер е ч н о е и поперечно-торцовое.
С х е м а п р о д о л ь н о - т о р ц о в о г о р е з а н и я п о к а з а н а на
рис. 9 , а. Х а р а к т е р и с т и к о й п о л о ж е н и я пл о ско сти р е з а н и я я в л я ­
ется угол фв встреч и л е з в и я с в о л о к н а м и — угол м е ж д у векто-*•
ром с к о рости р е з а н и я v e и н а п р а в л е н и е м
в о л о к н а в к о н тур е
19
Рис. 9. Схемы переходных видов резания материалов с волокнистой струк­
турой:
а — продольно-торцового;
б — продольно-поперечного;
в — торцово-поперечного
за г о т о в к и (от л е з в и я в г л у б ь м а с с и в а з а г о т о в к и ) . Угол встречи
и з м е р я ю т в г л а в н о й с е к у щ е й пл оскости Р х , п е р п е н д и к у л я р н о й
п лоскости р е з а н и я Р п и п р о х о д я щ е й ч ерез в е кто р с кор ости ve.
К а к сл е д у е т из р и с у н к а , з н а ч е н и я у г л а встреч и 0 ° и 180° с о о т в е т ­
ствую т п р о д о л ь н о м у р е за н и ю ; 0 ° < ф в< 9 0 ° — п р од ол ьн о-тор ц ово м у р е з а н и ю против в ол о кон ; 90° — т о р ц о в о м у р е з а н и ю ; 9 0 ° <
< ф в< 1 8 0 ° — т о р ц о в о -п р о д о л ь н о м у р е з а н и ю по в о л о к н а м .
П р о д о л ь н о - п о п е р е ч н о е р е з а н и е (рис. 9 , б) х а р а к ­
т е р и зу е т угол фс ск о с а в о л о ко н — угол м е ж д у ве кт о р о м скорости
р е з а н и я v e и н а п р а в л е н и е м в о л о к н а А в пл о скости р е з а н и я . Угол
Ф с и з м е н я е т с я от 0° до 90° (0° со о т в ет с т в у ет п р о д о л ь н о м у , 90° —
по п е р еч н о м у р е з а н и ю ) .
Т о р ц о в о - п о п е р е ч н о е р е з а н и е (рис. 9, в) х а р а к т е ­
ри зу ет у гол фн н а к л о н а в о л о к о н к п л о скости р е з а н и я . Угол и з ­
м е р я ю т в о сновной п л о скости P v, п е р п е н д и к у л я р н о й к п л о с к о ­
с тям р е з а н и я Р п и г л а в н о й с е к у щ е й Р х . Угол н а к л о н а фн и з м е ­
ня е т ся от 0° д о 90° (при фн = 0° р е з а н и е поперечное, при фн=
= 90° — т о р ц о в о е ) .
В п р а к т и к е о б р а б о т к и д р ев ес и н ы на с т а н к а х в с т р е ч а е т с я
с л о ж н о е п р о д о л ь н о -т о р ц о в о -п о п е р еч н о е р е за н и е, при ко тором
Рис. 10. Схемы главных и переходных видов резания слоистых материалов:
а — продольного, плоского и поперечного; б — плоско-поперечного по слою (положение
I) и против слоя (положение II); в — продольно-поперечного (вид на лезвие в плане);
г — плоско-продольного
21
ни од н а из к о о р д и н а т н ы х пл оскостей (Р п, P v, Р х ) не с о в п а д а е т
с н а п р а в л е н и е м во л око н древеси ны .
Т а к к а к д р е в е с н ы е м а т е р и а л ы им ею т с л о и с тую с т ру кт ур у,
д л я кото рой х а р а к т е р н о р а з л и ч и е свойств по д в у м в з а и м н о ­
перпендикулярны м равноценным нап равлени ям N (перпендику­
л я р н о м ) и М ( п а р а л л е л ь н о м с л о я м ) р а з л и ч а ю т три г л а в н ы х
в и д а р е з а н и я : плоское, п р о д о л ь н о е и п о п ер еч н ое (рис. 1 0 , а ) .
П л о с к о е р е за н и е, или р е з а н и е по пл оско сти слоев, п р о и с х о ­
д и т в тех с л у ч а я х , к о г д а пл о с к о с т ь р е з а н и я
П6^ '
п е н д и к у л я р н а оси N , т. е. ко гд а п л о ско с ть р е з а н и я и н а п р а в л е ­
ние р е з а н и я п а р а л л е л ь н ы п л оско сти слоя. Е сли п л о ск о с т ь р е з а ­
ния Р п(|| с) р а с п о л о ж е н а н о р м а л ь н о к оси М , а л е з в и е р е з ц а
д в и ж е т с я п а р а л л е л ь н о пл оскости слоя, пр ои с х о д и т п р о д о л ьн о е
р е за н и е , или р е з а н и е в д о л ь слоев. П р и п о п ер еч но м р е за н и и , или
р е за н и и п о п е р ек слоев, п л о с к о с т ь р е з а н и я
р
перпенди-
—►
к у л я р н а оси М , а в е кто р с ко ро сти р е з а н и я ve п е р п е н д и к у л я р е н
сл оям .
П е р е х о д н ы е виды р е з а н и я с л ои сты х м а т е р и а л о в и углы , х а ­
р а к т е р и з у ю щ и е п о л о ж е н и е п л оскости р е з а н и я и н а п р а в л е н и е
р е з а н и я о т н о с и т е л ьн о слоев, п о к а з а н ы на рис. 1 0 , б, в, г.
6 . Г еом етри я с р е з а е м о г о с л о я , с т р у ж к и и о б р аб о т а н н о й
п оверхн ости
Ф орм а и разм еры срезаемого слоя о казы ваю т реш аю щ ее
в л и я н и е на э н е р г е т и ч ес к и е х а р а к т е р и с т и к и ( р а б о т а , м ощ ность,
с и л ы ) и к а ч е с т в о р е за н и я . В с л у ч а я х , когд а с р е з а н н а я с т р у ж к а
и с п о л ь з у ет с я к а к п р о д у к т ( п о л у ф а б р и к а т ) , они стр о го з а д а ­
ю тся т е х н о л о г и ч е с к и м р е ж и м о м .
Обычно р азм еры срезаем ого слоя рассм атри ваю т в двух се­
ч ениях: поп ереч ном
(основной п л о с к о с т ью P v, н о р м а л ь н о й
—
>■
к в е к т о р у с к ор ости г л а в н о г о д в и ж е н и я v) и пр о д о л ьн о м , с о в п а ­
д а ю щ е м с п л о с к о с т ью н о р м а л ь н о г о сечен ия Р п. В поперечном
сечении и з м е р я ю т т о л щ и н у и ш и р и н у с р е з а е м о г о сл оя, в п р о ­
д о л ь н о м — то л щ и н у и д л и н у (рис. 1 1 , а ) .
Т о л щ и н а срезаемого слоя a — расстояние м еж ду п реды ­
д у щ е й и п о с л е д у ю щ ей п о в е р х н о ст я м и р е з а н и я , и зм е р е н н о е по
н о р м а л и к п о с л е д у ю щ ей поверхности. Ш и р и н а с р е з а е м о г о
с л о я b — р а с с т о я н и е м е ж д у б о к о в ы м и п о в е р х н о ст я м и с р е з а е м о г о
с л о я в п р е д е л а х ф о р м и р у е м о й поверх н ости р е з а н и я . Д л и н а
с р е з а е м о г о с л о я I — р а с с т о я н и е от то чк и в х о д а л е з в и я р е з ц а
в з а г о т о в к у до точки его вы х о д а, и зм е р е н н о е по т р а е к т о р и и р е ­
за н и я.
22
в
Рис. 11. Геометрия срезаемого слоя (а), стружки
верхности (в)
(б)
и обработанной по­
Т о л щ и н а с р е з а е м о г о с л о я м о ж е т б ы ть посто янно й или п е р е ­
менной к а к в поп ереч ном , т а к и в п р о д о л ь н о м сечениях. Д л я
х а р а к т е р и с т и к и п ер ем енн о й т о л щ и н ы с р е з а е м о г о с л о я п о л ь з у ­
ю тся п он ятием средн ей т о л щ и н ы с р е з а е м о г о с л о я а ср ( у с р е д ­
ненной по п оп ер еч н ом у и п р о д о л ь н о м у с е ч е н и я м ). В н екоторы х
23
с л у ч а я х в о з м о ж н о р е з а н и е с пе ре м е н н ой ш ирин о й с н и м а е м о г о
сл о я, т о гд а ее х а р а к т е р и з у ю т средн ей ш ирин о й ЬсР.
П л о щ а д ь поп ереч ного с ечен ия с р е з а е м о г о с л о я о п р е д е л я ю т
к а к п р о и зв е д е н и е т о л щ и н ы с л о я на его ш и р и н у : А„п = аЬ или
Апп = &срЬ ИЛИ ^4пп“ ^ср^ср* П л о щ а д ь п р о д о л ь н о г о с ечен ия в ы ч и с ­
л я е т с я к а к п р о и зв е д ен и е т о л щ и н ы с л о я на его д л и н у : А пр = а1
или Л пр = аср/.
О б ъ е м с р е з а е м о г о с л о я о п р е д е л я ю т по ф о р м у л е V = a b l =
= A „ nl при пос т о я н н ы х ш и р и н е и т о л щ и н е с р е з а е м о г о с л о я и по
ф о р м у л а м V = a cpb l = A n n l и V = a cpb cvl = A nnl — при пер ем ен н ы х
т о л щ и н е или т о л щ и н е и ш и р и н е с р е з а е м о г о слоя.
С р е з а н н а я с т р у ж к а (рис. 1 1 ,6 ) о г р а н и ч е н а с л е д у ю щ и м и
осн ов н ы м и п о в е р х н о ст я м и : л и ц ев ой , об ор о тн о й (по вер хностью
с р е з а ) и б око вы м и. Л и ц е в о й 1 с ч и та ю т п оверхн ость, о б р а з о в а н ­
ную при о б р а б о т к е , п р е д ш е с т в о в а в ш е й с р е зу д а н н о й с т р у ж к и .
О б о ротн ой 3 я в л я е т с я п ов е рх н ость с т р у ж к и , с ф о р м и р о в а н н а я
при ее срезе. Б о к о в а я п о в е р х н о ст ь м о ж е т б ы ть о б р а з о в а н а (с р е ­
з а н а ) б о к о в ы м л е з в и е м при п о л у з а к р ы т о м и з а к р ы т о м р е за н и и
5 или б ы ть н е с р е за н н о й при о т к р ы т о м р е з а н и и 2.
П р е в р а щ е н и е с р е з а е м о г о с л о я в с т р у ж к у под в озд ей ств и ем
л е з в и я с о п р о в о ж д а е т с я зн а ч и т е л ь н ы м д е ф о р м и р о в а н и е м м а т е ­
р и а л а сл оя, вс л е д с т в и е чего ге о м е тр и ч е с к и е п а р а м е т р ы с т р у ж ­
к и — т о л щ и н а а с, ш и р и н а Ьс и д л и н а /с — о т л и ч а ю т с я от с о о т ­
в е т ст в у ю щ и х п а р а м е т р о в с р е з а е м о г о слоя. Д л и н а с т р у ж к и к о ­
роче д л и н ы с л о я в с л е д с т в и е ус а д к и . В р е з у л ь т а т е поперечного
р а с ш и р е н и я с т р у ж к а им еет з н а ч и т е л ь н о б о л ьш и й р а з м е р по т о л ­
щ ине и н е зн а ч и т е л ь н о е п р и р а щ е н и е ш ир ин ы , по с р а в н е н и ю
с р а з м е р а м и с р е з а е м о г о слоя. П р и это м счи та е т с я , что о б ъ ем
с т р у ж к и о с т а е т с я р а в н ы м о б ъ е м у с р е з а е м о г о слоя.
Ф о р м а и с о с то я н и е с т р у ж е к з а в и с я т от исход ны х у с л о ви й р е ­
за н и я . Они м огут б ы ть с л и в н ы м и (ц е л ьн ы м и , н е п р ер ы в н ы м и
и н е р а з р у ш е н н ы м и ) и э л е м е н т н ы м и (с о с т о я щ и м и из о т ч е т ­
л и в о в ы р а ж е н н ы х эл е м е н т о в , с о х р а н я ю щ и х или не с о х р а н я ю ­
щ их с в я з ь м е ж д у с о б о й ). В ид и с о с то я н и е с т р у ж к и х а р а к т е р и ­
зу ю т р я д о м ге о м е тр и ч е с к и х п а р а м е т р о в : д л и н о й эл е м е н т о в
с т р у ж к и /о, р а д и у с о м з а в и в а н и я с т р у ж к и г0, гл уби ной а ' с и у г ­
л о м н а к л о н а е т р е щ и н 4 в с т р у ж к е и др.
О бработанная
п ов е рх н ость — это
реальная
поверхность,
с ф о р м и р о в а н н а я на за г о т о в к е , котор ой в о тли чи е от н о м и н а л ь ­
ной г е о м етр и ческо й поверхности, з а д а н н о й тех н и ч еской д о к у ­
м ен т а ц и е й на и зд ел ие, х а р а к т е р н ы о т к л о н е н и я от з а д а н н о й
ф о р м ы и неро вн ости в виде вы ступ ов и в п а д и н пр о ф и л я .
О т к л о н е н и я от з а д а н н о й ф о р м ы изд е л и я , или неровн ости о б ­
р а б о т а н н о й п оверх н ости б о л ьш о го ш а г а , х а р а к т е р и з у ю т т о ч ­
ность о б р а б о т к и р е за н и е м на ст ан к е , нер овн ости м а л о го ш а г а
о п р е д е л я ю т ш е р о х о в а т о с т ь (г л а д к о с т ь ) поверхности. Е с л и на
точн ость о б р а б о т к и о п р е д е л я ю щ е е в л и я н и е о к а з ы в а ю т ф а к т о р ы ,
24
от н о с я щ и е с я к ин с тр у м е н т у и с т а н к у в целом , то на ш е р о х о в а ­
тость п оверхн ости — проц есс р е за н и я .
Н е р о в н о с т и на о б р а б о т а н н о й п оверхн ости, о п р е д е л я ю щ и е
ш е р о х о в а т о с т ь , им ею т р а з л и ч н о е пр о и с х о ж д е н и е . А н а т о м и ч е ­
с к и е неровн ости п овер хн ости д р ев е си н ы , о б р а з о в а н н ы е в с к р ы ­
т ы м и п о л о с т я м и сосудов т а к ж е , к а к и с т р у к т у р н ы е неровн ости
поверхн остей м а т е р и а л о в из д р е в е с н ы х ч а с т и ц (н а п р и м е р , д р е ­
весностружечных плит), обусловленные формой, р азм ерам и и
р а с п о л о ж е н и е м ч ас т и ц в поверх н о стном слое, не с в я з а н ы с п р о ­
цессом р е за н и я . Н е п о с р е д ст в е н н о ж е от о р г а н и з а ц и и про ц есса
р е з а н и я з а в и с я т неровности с л е д у ю щ и х видов: к и н е м а ти ч е с к и е
в виде п о в т о р я ю щ и х с я с очетан и й вы ступ о в и впадин, о б у с л о в ­
л е н н ы е к и н е м а т и к о й п р оц есса р е з а н и я (рис. 1 1 ,в, поз. 6 и 7),
в и б р а ц и о н н ы е , о б у с л о в л е н н ы е о т н о с и т е л ьн ы м и к о л е б а н и я м и з а ­
готовки и и н с тр у м е н т а в н а п р а в л е н и и п е р п е н д и к у л я р н о м в е к ­
т о р у с ко ро сти под ачи ; неровн ости упр у го го в о с с т а н о в л е н и я
(рис. 11, в, поз. 9 ) , о б у с л о в л е н н ы е р а з л и ч и е м вел ич ин в о с с т а ­
н о в л ен и я по сл е п о д м я т и я л е з в и е м у ч а с т к о в п ов ер хн о стн ого с л о я
д р е в е с и н ы с р а з л и ч н ы м и п л о тн остью и тве р д о с т ью ; риски
(рис. 1 1 , в, поз. 8 ) — сл е д ы неровностей р е ж у щ е й кр о м к и , к о п и ­
р у е м ы е п о ве р х н о ст ью р е з а н и я ; нер овн о сти р а з р у ш е н и я в вид е
в ы р ы в о в ч а с т и ц или с к о л о в д р ев е си н ы в м е с та х в ы х о д а го д и ч ­
ного с л о я на о б р а б о т а н н у ю поверхность.
К а ч е с т в о о б р а б о т а н н о й п оверхн ости о п р е д е л я е т т а к ж е г л у ­
б и н а п о в ер хн о стн ого с л о я с о с т а т о ч н ы м и д е ф о р м а ц и я м и и с к р ы ­
т ы м и р а з р у ш е н и я м и ( т р е щ и н а м и ) , о б р а з о в а н н ы м и при ре за н и и .
З ад ач ей резан и я является, таким образом , получение о б р аб о ­
т а н н ы х п ов ер хн остей не т о л ь к о с вы со ко й г л а д к о с т ь ю (м а л о й
ш е р о х о в а т о с т ь ю ) , но и с м и н и м а л ь н о й гл у б и н о й д е ф о р м и р о в а н ­
ного слоя.
В С С С Р и с т р а н а х — ч л е н а х С Э В п а р а м е т р ы ш ер о х о в а т о с т и
древесины и древесных м атери алов реглам ен ти рован ы с т ан д а р ­
том Г О С Т 7016— 82 (С Т С Э В 3503— 8 1 ) . У с т а н о в л е н о не ск о л ьк о
п а р а м е т р о в , о д н а к о д л я о ц е н ки к а ч е с т в а о б р а б о т к и р е за н и е м
и с п о л ьзу ет с я п р а к т и ч е с к и о д ин — R m max — ср ед н е е а р и ф м е т и ч е ­
с кое вы со т о т д е л ь н ы х н а и б о л ь ш и х неровн остей на п оверхн ости:
i? « u = (i/» )Z w
i=i
m i(1
(13)
где Н m axi — расстояние от высшей до низшей точки i-й наибольшей неров­
ности; п — число наибольших неровностей (не менее 5).
Д в а т и п а неровн остей поверх н ости д е т а л е й из д р ев е с и н ы и
д р е в е с н ы х м а т е р и а л о в — м ш и сто сть (н а л и ч и е п учков волокон,
не по л н о с т ью о т д е л е н н ы х от о б р а б о т а н н о й поверхн ости) и в о р ­
систо сть ( н а л и ч и е о т д е л ь н ы х не пол но стью о т д е л е н н ы х воло25
к о п ) — не им ею т численной х а р а к т е р и с т и к и , в Д окум ентаци и
р е г л а м е н т и р у е т с я т о л ь к о н а л и ч и е их или отсутствие.
М ет о д ы о п р е д е л е н и я ш ер о х о в а т о с т и поверх н ости д рев еси н ы
и д р ев е с н ы х м а т е р и а л о в с т а н д а р т и з о в а н ы (Г О С Т 15612— 85 ).
В п р а к т и к е р а с п р о с т р а н е н т а к ж е м ето д в и зу а л ь н о й оценки ш е ­
р о х о в а т о ст и поверхн ости путем с р а в н е н и я ее с о б р а з ц а м и ш е ­
р о х о в а т о ст и ( э т а л о н а м и ) . О б р а з ц ы д о л ж н ы б ы ть и зго т о в л е н ы
из того ж е м а т е р и а л а и тем ж е вид ом р е з а н и я , что и о ц е н и в а е ­
м а я д е т а л ь , а ш е р о х о в а т о с т ь их и зм е р е н а то ч н ы м и пр и б о р а м и .
7. С илы ре за н и я
В н ед ре н и е р е ж у щ е г о эл е м е н т а в о б р а б а т ы в а е м ы й м а т е р и а л
с о п р о в о ж д а е т с я их си л ов ы м в за и м о д е й с т в и е м . С и л о в о е в з а и м о ­
дей ств и е п р о я в л я е т с я в вид е р а с п р е д е л е н н о й н а г р у зк и по по­
в е р х н о с т я м л е з в и я , с о с т о я щ е й из сил н о р м а л ь н о г о д а в л е н и я и
к а с а т е л ь н ы х сил тр ен и я . Д л я р е ш е н и я п р а к ти ч е с к и х з а д а ч , с в я ­
за н н ы х с р а с ч е т а м и эн ер г о е м к о ст и п р оц есса р е з а н и я , прочности
и ж е с т к о с т и эл е м е н т о в р е ж у щ е г о и н с тр у м е н т а и с т а н к а , п а р а ­
м етр ов р е ж и м а р е з а н и я , р а с п р е д е л е н н у ю н а г р у з к у на о б р а б а ­
т ы в а е м ы й м а т е р и а л з а м е н я ю т со средоточен но й р е зу л ь т и р у ю щ е й
(р а в н о д е й с т в у ю щ ей , с у м м а р н о й ) силой р е з а н и я F и оп е р и р у ю т
ее с о с т а в л я ю щ и м и — п р о ек ц и я м и на к о о р д и н а т н ы е оси X, Y, Z
(рис. 1 2 ).
Н а п р а в л е н и е к о о р д и н а т н ы х осей д л я с о с т а в л я ю щ и х с ил ы р е ­
з а н и я в ы б р а н о с учетом п р а к т и ч е с к и х потр ебн о стей , в том числе
у д о б с т в а и зм е р е н и я : н а п р а в л е н и е X с о в п а д а е т с н а п р а в л е н и е м
в е к т о р а скор ости г л а в н о г о д в и ж е н и я v (с к а с а т е л ь н о й к т р а ек тории г л а в н о г о д в и ж е н и я ) , ось Y н о р м а л ь н а в е к т о р у v и л е ж и т
в пл оско сти р е з а н и я , ось Z н о р м а л ь н а пл оско сти р е з а н и я и, с л е ­
д о в а т е л ь н о , н о р м а л ь н а к о с я м X и У. С о с т а в л я ю щ и е силы F, ее
п р оек ц и и на к о о р д и н а т н ы е оси, им ею т н а з в а н и я : / ^ — к а с а ­
т е л ь н а я сил а, F z — н о р м а л ь н а я с и л а , F у — б о к о в а я сила.
Б о к о в а я с и л а f y = 0, если р е ж у щ а я к р о м к а р а с п о л о ж е н а
—
►
п е р п е н д и к у л я р н о в е к т о р у v, т. е. при у г л е н а к л о н а Х = 0. К а с а ­
тельная сила
при всех у сл о в и я х р е з а н и я п о л о ж и т е л ь н а .
Нормальная сила
в за в и с и м о с т и от исх од ны х условий
р е з а н и я м о ж е т б ы ть н а п р а в л е н а в стор ону с т р у ж к и , т о г д а ей
п р и п и с ы в а ю т з н а к «м инус» и н а з ы в а ю т с и л о й з а т я г и в а ­
н и я (рис. 1 2 , 6 ), или в сто р о н у за г о т о в к и , т о гд а ей п р и п и с ы ­
в а ю т з н а к «плю с» и н а з ы в а ю т с и л о й о т ж и м а (рис. 1 2 , в ).
Р е з у л ь т и р у ю щ у ю си л у р е з а н и я F сл е д у е т р а с с м а т р и в а т ь к а к
в е к т о р н у ю су м м у сил, д ей с тв у ю щ и х со сто ро ны о т д е л ь н ы х э л е ­
м ентов л е з в и я : р е ж у щ е й к р о м к и F K, перед ней поверхн ости F n и
з а д н е й п оверхн ости F 3. Эти с ил ы в свою о ч ер е д ь м огут б ы ть
п р е д с т а в л е н ы к о о р д и н а тн ы м и с о с т а в л я ю щ и м и . С в я з ь м е ж д у си26
Рис. 12. Силы резания:
а — координатные F F y , F^\ 6, в — нормальная Р% соответственно в условиях отжима
и затягивания заготовки; г — координатные по зонам лезвия
л ой р е з а н и я F и ее к о о р д и н а т н ы м и с о с т а в л я ю щ и м и , с одной с т о ­
роны , и си л а м и , д е й с т в у ю щ и м и со стороны о т д е л ь н ы х э л е м е н ­
т о в л е зв и я , и их к о о р д и н а т н ы м и с о с т а в л я ю щ и м и , с д р у го й с т о ­
роны, в ы р а ж а е т с я со от н о ш ен и я м и :
F = F n + F K+ F 3\
Fy = Fn у
FK у
F x = F n X + FK X + F 3X\
F3 y <
Fz — Fn z~\~ FKz F 3z-
(14)
О чеви дн о, что в о зд ей с тв и е л е з в и я на з а г о т о в к у силой р е з а ­
ния F в ы з ы в а е т р е а к ц и ю — с и л у со п р о т и в л е н и я р е з а н и ю F', д е й ­
с т в у ю щ у ю со с то ро ны з а г о т о в к и на л е зв и е . О б ы чн о с ил ы F и F'
р а в н ы по а б с о л ю тн о й в ел и ч и н е и п р о т и в о п о л о ж н ы по н а п р а в ­
лению .
В р а с ч е т а х про ц ессо в р е з а н и я и сп о л ьзу ю т с л е д у ю щ и е п о к а ­
за т е л и , с в я з а н н ы е с с и л а м и р е за н и я : еди ничную с и л у р е з а н и я ,
у д ел ь н у ю с и л у р е за н и я , у д ел ь н у ю р а б о т у р е за н и я.
27
Е д и н и ч н о й с и л о й р е з а н и я F i (Н ) н а з ы в а ю т сил у
р е з а н и я , н е о б хо ди м у ю д л я у д а л е н и я с р е з а е м о г о с л о я ш ириной
1 мм:
Fx = F/b.
(15)
П о а н а л о г и и с еди ничной силой р е з а н и я п о л ь зу ю т с я е д и н и ч ­
ными к о о р д и н а т н ы м и с и л ам и :
F x l = F x lb-,
F Y 1 = F Yl b ;
F z l = F z lb.
(16)
П р и этом ис х о д я т из о б ы чн о н а б л ю д а е м о й п р я м о й п р о п о р ц и о ­
н а л ьн о с т и силы р е з а н и я ш и р и н е с р е з а е м о г о слоя.
У д е л ь н а я с и л а р е з а н и я F yR ( Н / м м 2) — это к а с а т е л ь ­
н а я с и л а , н е о б х о д и м а я д л я у д а л е н и я с р е з а е м о г о с л о я сечением
1 м м 2:
F m ^ F x /(ab),
(17)
где а и b — соответственно толщина и ширина срезаемого слоя.
П р и нал и ч и и с п р а в о ч н ы х с в еден и й о ч исл ен ны х зн а ч е н и я х F yn
к а с а т е л ь н а я с и л а F x о п р е д е л я е т с я просто по р а з м е р а м п о п е р еч ­
ного с ечен ия с р е з а е м о г о слоя.
Удельная
работа
резания
К ( Д ж / с м 3) — р а б о т а
ка с а т е л ь н о й силы , н е о б х о д и м а я д л я п р е в р а щ е н и я в с т р у ж к у
1 с м 3 п р и п у с ка :
K = ( F Kl)/(abl),
(18)
где F x l — работа касательной силы на длине срезаемого слоя; (a b I) — объем
срезаемого слоя.
У д е л ь н а я р а б о т а К числ ен но р а в н а у д е л ь н о й с и л е р е з а ­
ния F yR.
В о б щ е м с л у ч а е в п ро ц ессе р е з а н и я пер и о д и ч е с ки с р е з а е т с я
с т р у ж к а пе р е м е н н ой т о л щ и н ы , в сл е д с т в и е чего ве л и ч и н а с ил ы
р е з а н и я в т ечени е о д ного ц и к л а р е з а н и я не о с т а е т с я п о с т о я н ­
ной. Д л я ее х а р а к т е р и с т и к и п о л ь зу ю т с я л и б о х а р а к т е р н ы м и
м гн о вен н ы м и зн а ч е н и я м и (н а п р и м е р , м а к с и м а л ь н о й с и л о й ),
либо усредненными значениями.
Контрольные вопросы
1. Д айте определение процесса резания. Почему при изучении этого про­
цесса главное внимание уделяется механическим явлениям? 2. Какими п ара­
метрами характеризую т главное движение резания и движение подачи?
3. И зобразите лезвие и заготовку во взаимодействии. Обозначьте на схеме
основные координатные плоскости и углы лезвия для главной режущей
кромки. 4. В чем состоит различие меж ду кинематическими и статическими
углами лезвия? 5. Н азовите главные виды резания древесины и древесных
материалов слоистой структуры. Какими показателями характеризую т пере­
ходные виды резания? 6. Перечислите принятые в СССР параметры ш ерохо­
28
ватости древесины и древесных материалов. Каким из них пользуются чаще
и почему? 7. Чем характеризую т силовое взаимодействие лезвия с обрабаты ­
ваемой заготовкой? Какими координатными силами пользуются для его опи­
сания? Что такое удельная сила резания? 9. Что такое удельная работа ре­
зания?
Г л а в а 2. О СН О В Н Ы Е ЗА КО Н О М ЕРН О С ТИ РЕ ЗА Н И Я
8. И сходны е и оценочные характеристики резания
Р е з а н и е — очен ь с л о ж н ы й процесс. П р и ч и н н о -с л е д с т в ен н ы е
с в я зи м е ж д у у с л о в и я м и п р о т е к а н и я п р о ц е сс а и его р е з у л ь т а ­
т а м и , ко гд а не и зв естен в н у тренн ий м е х а н и зм п р о т е к а н и я п р о ­
цесса, и зу ч а ю т на ки б е р н ет и ч е с к и х м о д е л я х . Н а п о м н и м , что к и ­
б е р н е т и к а — это н а у к а об о б щ и х з а к о н о м е р н о с т я х п о л у ч ения,
х р а н е н и я , п е р е д а ч и и п е р е р а б о т к и и н ф о р м а ц и и , м о д ел ь — это
о б р а з , о п и сан ие, схем а.
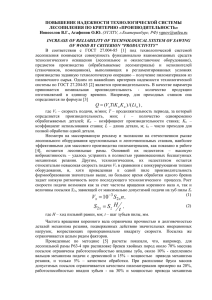
С х е м а т и ч е с к а я м о де л ь п р о ц е сс а р е з а н и я п о к а з а н а на рис. 13.
В нутр ен н и й м е х а н и зм п р о т е к а н и я п р о ц есс а (с и стем а з а к о н о ­
мерностей, о п и с ы в а ю щ а я в за и м о д е й с т в и е р е з ц а с д р ев ес и н о й и
со п у т ств у ю щ и е я в л е н и я ) с о д е р ж и т с я в п р я м о у г о л ьн и к е , с и м в о ­
л и з и р у ю щ е м ки б е р н ет и ч е с ки й «черн ы й я щ и к » . У сл овия п р о т е к а ­
ния п р о ц есс а о п р е д е л я ю т с я т р е м я с о в о к у п н о с т я м и п р и зн а к о в :
и д е н т и ф и к а т о р а м и Z ь Z 2, . . . ,
вн е ш н и м и в о зд е й с т в и я м и W i,
W 2 , . . . , Wi\ в х о д н ы м и п е р е м е н н ы м и Х\, Х 2,
Х т. Р е з у л ь т а т ы
п ро ц есса р е з а н и я о п и с ы в а ю т с я с ов о ку п н ос т ью в ы х о д н ы х х а р а к ­
т е р и с т и к Уи У2 , • • ■, УпИ д е н т и ф и к а т о р ы Z\, Z 2 ......... Zu — это к а ч е с т в е н н ы е х а р а к т е ­
ристики, о п р е д е л я ю щ и е п р е д м е тн у ю р а зн о в и д н о ст ь п р о ц е сс а р е ­
з а н и я . С о во к у п н о с т ь и д е н т и ф и к а т о р о в д а е т в о з м о ж н о с т ь о д н о ­
з н а ч н о вы д ел и т ь и с с л ед у е м ы й про ц есс р е з а н и я среди других.
Д л я п р о ц е сса р е з а н и я д р ев е с и н ы у с т а н о в л е н ы с л е д у ю щ и е
и д е н т и ф и к а т о р ы : 1 — д р ев ес и н ы (п оро д а, при н еоб ходи м о сти
у к а з а н и е места р а с п о л о ж е н и я в стволе, м еста п р о и з р а с т а н и я
д е р е в а и д р .) ; 2 — о б р а б а т ы в а е м о г о м а т е р и а л а (б ревн а , б русья,
з а г о т о в к и ) ; 3 — те х н о л о г и ч е с к о го с л у ч а я р е з а н и я (п и ле н и е р а м ­
ными, л е н т о ч н ы м и , к р у г л ы м и п и л а м и ; ф р е з е р о в а н и е ц и л и н д р и ­
ческое, т о рц о в ое, т о р ц ов о -кон и ч ес к о е , па зо во е , с в е р л ен и е ; т о ч е ­
ние; с т р о га н и е; л у щ е н и е . . . ) ; 4 — в и д а р е з а н и я (про д о л ьно е,
т орцовое, поперечное, вид п е рех од н о го р е за н и я , п ро д ольно-торц о в о -п о п е р е ч н о е ) ; 5 — н а п р а в л е н и я подачи от н ос и т е л ьн о г л а в ­
ного д в и ж е н и я (встречное, п о п у т н о е ); 6 — м а т е р и а л а и к о н ­
с т р у к т и в н ы х особен ностей р е ж у щ е г о и н с тр у м е н т а (р е ж у щ и й
э л е м е н т из м ало-, средне-, в ы с о к о л е г и р о в а н н о й , б ы с т р о р е ж у щ е й
ст а л и , о с н а щ е н н ы й п л ас т и н о й из т в е р д о г о с п л а в а , зу б ь я пилы
р а зв е д е н н ы е , п л ю щ е н ы е или со свесом п л а с т и н на сторону, н о ж
со с т р у ж к о л о м а т е л е м
или без н е г о ); 7 — к о н с тр у к ти в н ы х
29
Внешние в оз д е а с т в ия
W, Wa
Wi
• • •
У
*
Процесс
резания
древгсины
• • •
Рис. 13. Кибернетическая модель процесса резания древесины
особен ностей д е р е в о о б р а б а т ы в а ю щ е г о с т а н к а (с в а л ь ц о в о й , к о н ­
вейерной подачей, н е п р ер ы вн о й или п е ри оди ч е ско й подачей,
с о д ним р е ж у щ и м ин стр у м е н т о м или п о с т а в о м из н е с к о л ь ­
ких. . . ) .
В н еш н и е в о зд е й с т в и я W u W 2, . . . , W i — это н е у п р а в л я е м ы е и
н е к о н т р о л и р у е м ы е величины , о п р е д е л я ю щ и е в о з м о ж н о е в л и я ­
ние о к р у ж а ю щ е й ср е д ы на п р о т е к а н и е п р о ц есс а р е з а н и я (п о ­
м е х и ): к о л е б а н и я т е м п е р а т у р ы и в л а ж н о с т и о к р у ж а ю щ е й среды ,
в и б р а ц и я п о л а п р о и зв о д с т в е н н о г о п о м ещ е н и я , к в а л и ф и к а ц и я
о п е р а т о р а и др. В л и я н и е вн е ш н и х в о зд ей стви й д о л ж н о б ы ть
сведен о к м и н и м у м у путем с в о е в р е м ен н о г о их в ы я в л ен и я , к о н ­
т р о л я и с т а б и л и за ц и и .
В х о д н ы е п е р е м е н н ы е Х\, Х 2 ......... Х т — се м е й с тв а к о н т р о л и ­
р у е м ы х и у п р а в л я е м ы х или т о л ь к о к о н т р о л и р у ем ы х п р и зн а к о в ,
о п р е д е л я ю щ и х у с л о в и я п р о т е к а н и я п р о ц е сс а р е з а н и я . Д р у г и м и
с л о в а м и , это и схо д н ы е ф а к т о р ы п р о ц е сс а р е з а н и я . В х о д н ы е п е ­
р е м е н н ы е п р оц есса р е з а н и я я в л я ю т с я м н о гом е рн ы м и , т. е. х а ­
р а к т е р и з у е м ы м и н е с к о л ьк и м и к о л и ч е с т в ен н ы м и п р и з н а к а м и .
Н а п р и м е р , п е р е м е н н а я « С в о й с т в а о б р а б а т ы в а е м о й д р ев е с и н ы »
х а р а к т е р и з у е т с я с л е д у ю щ и м и ко л и ч е с т в ен н ы м и п р и з н а к а м и :
плотностью , ч ислом годовы х сл оев в 1 см, п р е д е л а м и прочности
при р а з л и ч н ы х в и д а х н а г р у ж е н и я о т н о с и т е л ьн о вол око н , моду30
ЛяМи упругости, в л а ж н о с т ь ю , т е м п е р а т у р о й . Т а к ж е м но го м ерны
д р у ги е в хо д ны е п е ре м е н н ы е: р а з м е р ы о б р а б а т ы в а е м о г о м а т е ­
риала, св о й с т ва и н с т р у м е н т а л ь н о г о м атериала, к о н с тр у к ти в н ы е
п а р а м е т р ы р е ж у щ е г о э л е м е н т а и инструмента в д ел о м , п а р а ­
м е тр ы п о д готов к и и у с т а н о в к и р е ж у щ е г о и н с тр у м е н т а , п а р а ­
м етры р е ж и м а р е з а н и я ; качество системы станок — и н с т р у ­
м е н т — д е т а л ь ; п а р а м е т р ы з а т у п л е н и я инструмента.
В ы х о д н ы е х а р а к т е р и с т и к и Y u Y 2 .........Yn — с е м е й с тв а м н о г о ­
м е рн ы х величин, ко л и ч е с т в ен н ы х и р е ж е к а ч е с тв е н н ы х п р и з н а ­
ков (о д н о м е р н ы х в ы х о д н ы х х а р а к т е р и с т и к ) . В ы х о д н ы м и х а р а к ­
т е р и с т и к а м и ки б е р н ет и ч е с к о й м одел и могут б ы ть с и л ы р е з а н и я ,
э н е р г о з а т р а т ы на о с у щ е с т в л е н и е п ро ц есса р е з а н и я , ш е р о х о в а ­
то сть о б р а б о т а н н о й по вер хн о сти, точн ость о б р а б о т к и , с тойкость
р е ж у щ е г о и н с тр у м е н т а , н а д е ж н о с т ь п р о ц е сс а р е з а н и я . Д р у г и м и
с л о в а м и , это и зв ес т н ы е о ц е н очн ы е х а р а к т е р и с т и к и п р о ц е сс а р е ­
з а н и я — с и л о в ы е (эн ер ге т и ч е ск и е ) и к а ч ес тв е н н ы е , а т а к ж е д о ­
п о л н и те л ь н ы е: с то й кость р е ж у щ е г о и н с т р у м е н т а и н а д е ж н о с т ь
п р о ц е сс а — и н т е г р а л ь н а я с п е ц и ф и ч е с к а я х а р а к т е р и с т и к а .
Т ехн и к-техн ол ог, з а н я т ы й р а з р а б о т к о й , о р г а н и з а ц и е й или
ко н т р о л е м тех н о л о ги ч е с к о го п р о ц е сс а м ех а н и ч ес ко й о б р а б о т к и
м е б е л ь н ы х д е т а л е й и сбор о ч н ы х единиц, д о л ж е н хо р о ш о з н а т ь
и у ч и т ы в а т ь в сво их р е ш е н и я х в л и я н и е о с н ов н ы х исх од ны х
ф а к т о р о в п р о ц есс а р е з а н и я на оц е н о чн ы е х а р а к т е р и с т и к и . П о ­
д р о б н о эт о т в о п р о с р а с с м о т р е н в п о с л е д у ю щ и х п а р а г р а ф а х .
9. С т р у ж к о о б р а з о в а н и е
О бщие полож ения. Законом ерности о б разован и я струж ек со­
с т а в л я ю т р а з д е л н ау к и о р е за н и и — т е о р и ю с т р у ж к о о б р а з о в а н и я. П р и к л а д н о й ц е л ь ю и зуч ени я с т р у ж к о о б р а з о в а н и я я в л я ­
ется у п р а в л е н и е про ц ессо м р е з а н и я д л я д о с т и ж е н и я н е о б х о д и ­
м ого те х н и ч е с ко го или тех н о л о ги ч е с к о го э ф ф е к т а : с н и ж е н и я
эн ер г о е м к о ст и п р о ц е сса р е з а н и я , п о в ы ш е н и я гл а д к о ст и о б р а б о ­
т а н н ы х п о верхн о стей з а г о т о в о к , у л у ч ш е н и я п о к а з а т е л е й к а ч е ­
ства струж ки -полуф абриката.
Н а б л ю д е н и я п р о ц е сс а р е з а н и я д р е в е с и н ы и д р е в е с н ы х м а т е ­
р и а л о в п о к а з ы в а ю т , что бесконеч но б о л ь ш о е число в о з м о ж н ы х
к о м б и н а ц и й исход ны х усл о ви й р е з а н и я п р и в о д и т к д в у м т и п а м
п р оц есса с т р у ж к о о б р а з о в а н и я : у с т а н о в и в ш е м у с я или неустанов и в ш е м ус я.
Установившийся процесс ст р у ж к о о б р а зо в а ­
н и я п р о т е к а е т неп реры в н о, не с о п р о в о ж д а е т с я р а з р у ш е н и е м
зоны с т р у ж к о о б р а з о в а н и я в о б р а б а т ы в а е м о м м а т е р и а л е и х а ­
р а к т е р и з у е т с я о б р а з о в а н и е м с л ив ной с т р у ж к и в вид е цельной
л е н т ы или сп и р ал и .
Для н е у с т а н о в и в ш е г о с я п р о ц е с с а с т р у ж к о о б ­
р а з о в а н и я х а р а к т е р н ы пери одичность, в ы з ы в а е м а я р а з р у ш е ­
31
нием зоны с т р у ж к о о б р а з о в а н и я , и о б р а з о в а н и е эл ем ен тн о й
с т р у ж к и , с о с то я щ е й из о т д е л ь н ы х о т четл и в о в ы р а ж е н н ы х э л е ­
ментов, с о х р а н я ю щ и х или не с о х р а н я ю щ и х с в я з ь м е ж д у собой.
Н а рис. 14 п о к а з а н а т и п и ч н а я ф о р м а с т р у ж е к , х а р а к т е р н а я
д л я т р е х г л а в н ы х в ид ов р е з а н и я д р ев е с и н ы : п оп еречного
(рис. 14, а ) , п р о д о л ьн о го (рис. 14, б) и т о р ц о в о г о (рис. 14, в ) .
Все р а зн о в и д н о ст и о т н о с я тс я к о д н о м у из д в у х типов с т р у ж к и :
с л ив ной или элем ентной.
С тр уж к ообразован и е при резании поперек волокон. П р и д е й ­
ствии сил п о п ер ек во л о ко н д р е в е с и н а с л а б е е всего с о п р о т и в л я ­
ется р а с т я ж е н и ю и сдв и гу ( с к а л ы в а н и ю ) . Т а к и м о б р а з о м , вид
струж кообразования
определяет
касательные
напряж ения
с д в и г а т или н о р м а л ь н ы е н а п р я ж е н и я р а с т я ж е н и я сгр по п л о ­
скости с т р у ж к о о б р а з о в а н и я .
К о г д а г л а в н у ю р о л ь и г р а ю т н а п р я ж е н и я т, с т р у ж к а м о ж ет
п о л у ч а т ь с я л и б о с л ивной (в в и д е л е н т ы или с п и р а л и без в н у т ­
ренних тре щ и н , рис. 14, а, п , 1 ) , л и б о эл е м е н т н о й из о т д е л ь н ы х
эл ем ен то в, с о х р а н я ю щ и х или не с о х р а н я ю щ и х с в я з ь м е ж д у с о ­
бой (рис. 14, а, п. 2. . .4).
В пер вом с л у ч а е н а п р я ж е н и я т, при к о т о р ы х о б р а з у е т с я
с т р у ж к а , не д о с т и г а ю т п р е д е л а прочности м а т е р и а л а при сдви ге
п о п е р ек волокон, с т р у ж к а не р а з р у ш а е т с я , а п ов ер хн ость р е з а ­
ния ф о р м и р у е т с я г л а д к о й . Н о у с л о в и я р е з а н и я , при к о т о р ы х о б ­
р а з у е т с я т о н к а я с л и в н а я с т р у ж к а ( р е з а н и е в л а ж н о й или п р о ­
в арен н ой д р е в е с и н ы ) , редки. О б ы чн о с т р у ж к а о б р а з у е т с я при
н а п р я ж е н и я х т, д о ст и г а ю щ и х п р е д е л а прочности д р ев е с и н ы при
с к а л ы в а н и я п о п е р ек волокон. П о л у ч а е т с я э л е м е н т н а я с т р у ж к а
с к а л ы в а н и я , с о с т о я щ а я из эл е м е н т о в , с к о л о т ы х под угл о м к п о ­
верхности р е з а н и я (рис. 14, а, п. 2 ) . К а ч е с т в о поверхн ости р е з а ­
ния м о ж е т б ы ть д о ст а т о ч н о вы со ки м , если при этом не д о б а в ­
л я ю т с я д р у ги е виды р а з р у ш е н и я , н а п р и м е р т р е щ и н а , б е г у щ а я
вперед и р е зц а (рис. 14, а, п. 4 ) . О чевидно, что т а к о й процесс
не пригоден д л я п о л у ч ения с т р у ж к и - п о л у ф а б р и к а т а , но он
вп о л н е м о ж е т им еть место, н а п р и м ер , при у д ал е н и и пр и п у ска
за г о т о в к и п о п ер еч ны м ф р е зе р о в а н и е м .
Д л я поп ер еч но го р е з а н и я типи чн ы сл у ч а и , когд а вид с т р у ж ­
кообразования определяю т нормальные напряж ения растяж ения
по пл о скости с т р у ж к о о б р а з о в а н и я nti\. Е сли они не д о ст и г а ю т
п р е д е л а прочности к том у моменту, когд а у с т а н о в и т с я д л и н а
зо н ы к о н т а к т а с т р у ж к и с перед ней г р а н ь ю р е зц а , р а з р у ш е н и я
в с т р у ж к е не п р о и зойд ут, она будет сливной.
В н а и б о л е е р а с п р о с т р а н е н н ы х с л у ч а я х п оп еречного р е з а н и я
д р ев е си н ы (с т р о г а н и е и л у щ е н и е ш п о н а ) н а п р я ж е н и я р а с т я ж е ­
ния по пл оско сти пп\ д о ст и г а ю т п р е д е л а прочности д рев еси ны .
Э то м у м ом ен ту соо т в ет с т в у е т о б р а з о в а н и е т р е щ и н ы в т о ч к е п.
Т р е щ и н ы в о з н и к а ю т через о п р е д е л е н н о е р а с с т о я н и е ( ш а г t ) , и
им ею т о д и н а к о в ы й уго л н а к л о н а к поверхн ости с т р у ж к и .
32
ж
Рис. 14. С тружкообразование:
а — типичная форма стружек при поперечном резании; 6 — то же, при продольном
резании; в — то же, при торцовом резании; I, 5, 7 — сливная стружка пластического
сдвига или изгиба; 2, 8 — элементная стружка скалывания; 3 — элементная стружка
изгиба; 4 — элементная стружка отрыва; 6 — элементная стружка отслоения с изло­
мом; г — схема образования элемента стружки при продольном резании; д — неров­
ности разрушения при продольном резании против волокон; е — схема образования
подстружки при резании по волокнам; ж — схема резания с подпором; з — схема ре­
зания со стружколомателем; и — схема образования элементной стружки при тор­
цовом резании
С т р у ж к а п о л у ч а е т с я эл е м е н т н о й — л е н т о о б р а з н о й с в н у т р е н ­
ними т р е щ и н а м и (см. рис. 14, а, п. 3 ) . Т р е щ и н ы в ш поне
(с т р у ж к е - п о л у ф а б р и к а т е ) о т р и ц а т е л ь н о с к а з ы в а ю т с я на м е х а ­
нической прочности и вн е ш н е м вид е изделий. З а д а ч а состоит
в том, чтобы у л у ч ш и т ь проц есс с т р у ж к о о б р а з о в а н и я , п р е д о т в р а ­
ти т ь о б р а з о в а н и е тр ещ и н . Р а с с м о т р и м один из путей ее р е ­
ш ения.
33
Ч т о б ы у н и ч т о ж и ть или свести к м и н и м у м у в р е д н ы е р а с т я г и ­
в а ю щ и е н а п р я ж е н и я в п лоскости tin 1 и, с л е д о в а т е л ь н о , в о с п р е ­
п я т с т в о в а т ь п о я в л е н и ю тре щ и н , н у ж н о п р и л о ж и т ь к с т р у ж к е
нек о то рую вн еш н ю ю с ж и м а ю щ у ю с и л у F, д е й с т в у ю щ у ю в д о ль
с т р у ж к и по н а п р а в л е н и ю к ее основани ю . Д л я пол уч ен и я т а ко й
с и л ы м о ж н о, н ап р и м е р , пр оп у сти ть с т р у ж к у ч ерез щ ел ь м е ж д у
но ж о м и с п е ц и а л ь н о й п р и ж и м н о й л и н е й ко й Л , т. е. и с п о л ь з о ­
в а т ь в ы р а б о т а н н ы й п р а к т и к о й способ о б ж и м а с т р у ж к и (ш иро ко
п р и м е н я е т с я при в ы р а б о т к е л у щ е н о го и с т р о га н о го ш п о н а ).
Т а к к а к просвет щ ел и а щ н еск ольк о м е н ьш е н о м и н а л ьн о й т о л ­
щ и н ы с т р у ж к и а, при п р о х о ж д е н и и ее ч ер е з щ ел ь в о зн и к а е т
с и л а т р е н и я Т л м е ж д у с т р у ж к о й и ли н ей ко й и д о п о л н и т е л ь н а я
с и л а тр е н и я Тп м е ж д у с т р у ж к о й и перед ней п оверхн остью
н о ж а , в с у м м е д а ю щ и е н ео б х оди м у ю с ж и м а ю щ у ю силу F.
С т р у ж к о о б р а з о в а н и е при р е за н и и в д о л ь волокон . П р и р е з а ­
нии в д о л ь во л о ко н п о л о ж е н и е плоскости, в к ото рой р а з р у ш а ­
ется д р е в е с и н а при о б р а з о в а н и и с т р у ж к и , п р е д о п р е д е л е н о н а ­
п р а в л е н и е м волокон. Т а к о й пл о с ко ст ью б уд е т с а м а пл о скость
волокон , пот о м у что п е р п е н д и к у л я р н о к ней д р ев е с и н а с л а б е е
всего с о п р о т и в л я е т с я д е й с тв у ю щ и м с ил ам .
Н а б л ю д а ю т д в е ф о р м ы с т р у ж к и : сл и в н у ю с п и р а л ь н у ю и
э л е м е н т н у ю м ногоугольную . С п и р а л ь н а я с т р у ж к а п о л у ч а е т с я
обы чно при м а л о й ее т о л щ и н е (не б о л е е 0,2 м м ) . М о ж н о п о л у ­
чить с п и р а л ь н у ю с т р у ж к у и б о л е е то лсту ю , но при о собы х у с л о ­
виях р е з а н и я : м а л о м у г л е р е з а н и я б и р е з а н и я сы рой или п р о в а ­
ренной древеси ны . К а к п р а в и л о , при Л > 0 , 1 . . . 0,2 мм п о л у ч а ­
ется м н о г о у г о л ь н а я с т р у ж к а .
С и л а F пг (им енн о эта с о с т а в л я ю щ а я с ил ы F n н а и б о л е е
о п а с н а , т а к к а к д ей с тв у е т п е р п е н д и к у л я р н о в о л о к н а м ) н а р а ­
с т а е т п р о п о р ц и о н а л ь н о вн е д ре н и ю х л е з в и я в д р ев е с и н у
(рис. 1 4 ,г ). Э то н а р а с т а н и е з а к а н ч и в а е т с я о т р ы в о м с т р у ж к и от
за г о т о в к и и о б р а з о в а н и е м о п е р е ж а ю щ е й т р ещ и н ы , р а с п р о с т р а ­
н я ю щ е й с я п ер е д л е з в и е м с б о л ьш о й скор остью . У б е г а я , т р е щ и н а
д о с т и г а е т д л и н ы 1Э, при которой и зг и б а ю щ и й м о м е н т M = F nzla
л о м а е т с т р у ж к у в сечении rt, о б р а з у я э л е м е н т с т р у ж к и . Д а л е е
до точки г л е з в и е п р о д в и г а е т с я при н е б о л ь ш о м со п ро ти в л ен и и
м а т е р и а л а , п о д ч и щ а я о б р а з о в а н н у ю п оверхн ость, а з а т е м н а ч и ­
нается образован и е следую щ его элем ента стружки.
О б р а з о в а н и е м н о гоу гол ьн о й с т р у ж к и х а р а к т е р и з у е т с я н и з ­
ким к а ч е с тв о м п оверхн ости. В р е з у л ь т а т е н е с о в п а д е н и я п о в е р х ­
ности р е з а н и я с п о л о ж е н и е м во л о ко н о п е р е ж а ю щ и е т р е щ и н ы
на у ч а с т к а х р е з а н и я п ро тив во л о ко н м огут у х о д и т ь в т о л щ у м а ­
т е р и а л а и при и зл о м е эл е м е н т о в с т р у ж к и п о л у ч а ю т с я н е р о в н о ­
сти, п о к а з а н н ы е на рис. 14,(3. Н а у ч а с т к а х р е з а н и я по в о л о к н а м
поверх н ость п о л у ч а ет с я г л а д к о й в р е з у л ь т а т е с н я т и я тонкой
п о д с т р у ж к и при п р о д в и ж е н и и р е з ц а по сл е о б р а з о в а н и я э л е ­
м ента о сновной с т р у ж к и (рис. 14, е).
34
З н а я п р о и с х о ж д е н и е неровностей на о б р а з о в а н н о й п о в е р х н о ­
сти, м о ж н о у к а з а т ь способ их у м е н ь ш е н и я : н а д о т а к изм ен ить
у с л о в и я с т р у ж к о о б р а з о в а н и я , чтобы д л и н а эл е м е н т о в с т р у ж к и
б ы л а м ин и м а л ьн о й . П р и д л и н е эл е м е н т о в /э= О п о л у ч а е т с я с л и в ­
н а я с т р у ж к а . Н а п р а к т и к е з а д а ч а р е ш а е т с я у м ен ьш е н и е м г л у ­
бины с р е з а е м о г о слоя, а т а к ж е п р и м ен ен и ем с п е ц и а л ь н ы х у с т ­
ройств: по д п о р о в П и с т р у ж к о л о м а т е л е й С (рис. 14, ж , з ) .
П о д п о р д ей с тв у е т на д р е в е с и н у в зо н е р е з а н и я , н е п о с р е д ­
ствен но п р е п я т с т в у я о б р а з о в а н и ю и р а з в и т и ю о п е р е ж а ю щ е й
т р ещ ин ы . С т р у ж к о л о м а т с л ь , у с т а н а в л и в а е м ы й в б л и зи л е з в и я
р е з ц а со с тор оны п еред н ей по вер хн о сти и спо с о б с тв у ю щ и й к р у ­
тому з а г и б а н и ю и н а д л а м ы в а н и ю с т р у ж к и с р а з у после ее о б р а ­
з о в а н и я л е зв и е м , в ы п о л н я е т т у ж е ра б о т у , что и подпор, но
д ей с тв у е т на зо н у р е з а н и я п ер ед л е з в и е м не н еп осредствен но,
а ч ер ез с т р у ж к у .
С труж к ообразован и е при резании в торец. К а к и при р е з а ­
нии в д оль во л окон , п о л о ж е н и е пл о ско сти р а з р у ш е н и я д р ев е с и н ы
при о б р а з о в а н и и с т р у ж к и в этом с л у ч а е п р е д о п р е д е л е н о н а ­
п р а в л е н и е м вол окон : эл е м е н т ы с т р у ж к и о б р а з у ю т с я по п л о с к о ­
сти, с о в п а д а ю щ е й с н а п р а в л е н и е м волокон, где с в я зи в д р е в е ­
сине н а и б о л е е сл а б ы .
С л и в н у ю с т р у ж к у в м ом е н т р е за н и я , ко гд а о н а очень н е ­
проч на и р а з р у ш а е т с я у ж е при п о п ы тк е сн я т ь ее с пер ед ней
п оверхн ости л е з в и я , м о ж н о пол уч ить при р е за н и и в л а ж н о й д р е ­
весины с п ол уч ением с т р у ж к и м а л о й т о лщ ин ы .
Д о с т а т о ч н о т о л с т а я с т р у ж к а то р ц о в о го р е з а н и я — это т и ­
п и ч н ая э л е м е н т н а я с т р у ж к а с к а л ы в а н и я (рис. 1 4 ,и ) . О н а с о ­
стоит из эл е м е н т о в п р и б л и зи т е л ь н о т р а п е ц и е в и д н о й ф орм ы ,
ин о гд а с л а б о с в я з а н н ы х м е ж д у собой по п л о скости с к а л ы в а н и я .
И з - з а б о л ьш и х усилий р е з а н и я и с р а в н и т е л ь н о с л а б о г о с о п р о ­
т и в л ен и я д р ев е с и н ы на с ж а т и е п о п е р ек во л о ко н (в н а п р а в л е н и и
силы F n x ) с т р у ж к а п р е т е р п е в а е т зн а ч и т е л ь н у ю у с а д к у . Э то з н а ­
чит, что ф а к т и ч е с к а я д л и н а с т р у ж к и ( с у м м а р н а я д л и н а э л е ­
м ентов) м еньш е, чем д л и н а с р е з а е м о г о слоя.
Ч а с т о о б р а з о в а н и е эл е м е н т о в с т р у ж к и с о п р о в о ж д а е т с я о б ­
р а з о в а н и е м т р е щ и н ы в о б р а б а т ы в а е м о й з а г о т о в к е под п о в е р х ­
ностью р е за н и я . П р и ч и н о й о б р а з о в а н и я этих т р е щ и н я в л я е т с я
н а л и ч и е в д р е в е с и н е под п ов ер хн остью р е з а н и я зон с ж а т и я (п е ­
р е д л е зв и е м ) и р а с т я ж е н и я (за л е з в и е м ) , на г р а н и ц е ко тор ы х
р а з р у ш а ю т с я с л а б ы е с в я з и м е ж д у в о л о к н ам и . К а ч е с т в о п о в е р х ­
ности, п олученной при о б р а з о в а н и и эл е м е н т н о й с т р у ж к и с р а с ­
сл оением д р ев е с и н ы под п ов е рх н ост ью р е з а н и я , невы сокое.
В п р о ц е сса х с л о ж н о г о р е з а н и я на с т а н к а х п р ак ти ч ес к и
в с е г д а в с т р е ч а ю т с я п е р ех о д н ы е виды р е за н и я . Ч т о б ы у л у ч ш и т ь
п роцесс р е з а н и я , н а д о в к а ж д о м о т д е л ь н о м с л у ч а е р а з о б р а т ь с я ,
при к а к о м вид е с т р у ж к о о б р а з о в а н и я и на к а к и х у ч а с т к а х п о ­
верхности р е з а н и я (отн о си тел ьн о во л о ко н ) п о л у ч а ю т с я н а и ­
2*
35
б о л ь ш и е д е ф е к т н ы е места на о б р а б о т а н н о й поверхности или
в с т р у ж к е , а з а т е м у л у ч ш и т ь о р г а н и з а ц и ю р е з а н и я на этих
у ч ас т к а х .
10. В л и я н и е осно вн ы х и схо д н ы х у словий р е з а н и я
н а о цен очны е п о к а з а т е л и п р о ц е сс а
В л и я н и е п о род ы д р еве с и н ы . Н а о б р а б а т ы в а е м о с т ь , т. е. на
с и л о в ы е и к а ч е с т в е н н ы е п о к а з а т е л и п р оц есса р е з а н и я , в л и я ю т
с т р у к т у р а и м е х а н и ч е с к и е с в о й с т в а о б р а б а т ы в а е м о й д р евеси ны ,
к о т о р ы е р а з л и ч н ы у д р ев е с и н ы р а з н ы х пород. В л и я н и е с т р у к ­
т у р ы т р у д н о о цен ить коли чествен но. М е ж д у п о к а з а т е л я м и м е ­
ха н и ч е с к и х свойств д р ев е с и н ы и с и л а м и р е з а н и я им е е тс я н е ­
п о с р е д с т в е н н а я связь.
П р а к т и ч е с к и й и н тер ес п р е д с т а в л я е т з а в и с и м о с т ь с и л ы р е з а ­
ния от пл о тно сти д р ев ес и н ы , т а к к а к известно, что м е х а н и ч е ­
ски е п о к а з а т е л и с в я з а н ы с плотностью . В п р о с т е й ш ем с л учае,
п о л а г а я , что и м е е т с я п р я м а я п р о п о р ц и о н а л ь н о с т ь м е ж д у у д е л ь ­
ной си л ой р е з а н и я F yK и п л о тн остью рд, у д е л ь н у ю с и л у р е з а н и я
д р ев е с и н ы д а н н о й п о р о д ы м о ж н о п р и б л и ж е н н о о п р е д е л и т ь по
ее п л о тн ос ти путем э к с т р а п о л я ц и и и м е ю щ и х с я д а н н ы х о п л о т ­
ности и у д ел ьн о й с и л е р е з а н и я д р е в е с и н ы д в у х д р у ги х по ро д
или по г р а ф и к у на рис. 15, а.
В р а с ч е т а х р е з а н и я в л и я н и е п ор од ы на к а с а т е л ь н у ю сил у
о ц е н и в а ю т в от н о си т е л ьн ы х еди ниц ах , п р и н и м а я з а е ди ниц у
сил у р е з а н и я д р е в е с и н ы сосны в о п р е д е л е н н ы х у сл ов и я х. П р и ­
м е р н ы е з н а ч е н и я от н о си т е л ьн ой с ил ы р е з а н и я в р а с ч е т а х и с ­
п о л ь зу ю т с я к а к п о п р а в о ч н ы е м н о ж и т е л и , у ч и т ы в а ю щ и е п о ро д у
древеси ны .
З н а ч е н и я п о п р а в о ч н о г о м н о ж и т е л я а пф Р х / Р х сосны д л я р е ­
з а н и я д р е в е с и н ы р а з л и ч н ы х по р о д пр и ве д е н ы ниже.
............................................... 0,8
Липа
Осина
........................................... 0,85
Е ль
............................................... 0,95
С о с н а ............................................... 1,00
Ольха
........................................... 1,05
Лиственница
............................... 1,10
Береза
............................................ 1,25
Бук
................................................ 1,40
Дуб
................................................ 1,55
Ясень
............................................ 1,75
В л и я н и е в л а ж н о с т и . П р и увел и ч ен и и в л а ж н о с т и до пр е д е л а
ги гроскоп ичности ( № = 3 0 % ) с н и ж а ю т с я п о к а з а т е л и м е х а н и ч е ­
ской прочности д р ев е с и н ы и, с л е д о в а т е л ь н о , у м е н ь ш а е т с я сила
р е за н и я.
П р и о т к р ы т о м р е за н и и д р евеси ны , им ею щ ей в л а ж н о с т ь в ы ш е
п р е д е л а гигроскопичности, с в о б о д н а я в л а г а п о п а д а е т на п о в е р х ­
ности л е з в и я и д ей с тв у е т к а к с м а з к а . П р и этом у м е н ь ш а е т с я к о ­
э ф ф и ц и е н т т р е н и я и в конечном счете д о п о л н и т е л ь н о у м е н ь ш а ­
ется с и л а р е з а н и я .
П р и з а к р ы т о м р е за н и и (п и л е н и и ), когда а кти в н о в з а и м о д е й ­
ствую т с др евеси но й з а д н и е поверхности в с п о м о г а т ел ь н ы х л е з ­
вий (б о ко в ы е п оверхн ости зу б ьев ) и д а ж е поверхности ко р п у са
зв
0J 5
0.50
0,65
0,80
Плот ност ь/^, г/см 3
ос
у
*
i
«о ч*>
*х>
■го
О
+20 +40 *80
Т е м п е р а т у р а Т, °С
У го л р е з а н и я S', град.
0.1 0.4 0,6 0,8 1.0
Т ол щи н а с р е з а е м о г о
с л о я о., м м
г
Толщина, срезаемого
СЛОЯ а . м м
д
Рис. 15. Влияние различных факторов на силу резания:
а — плотности древесины (толщина срезаемого слоя 0,05 мм, лезвие острое, зависи­
мость приближенная); б — температуры древесины (сосна, влажность 80%, толщина
срезаемого слоя 0,1 мм, передний угол лезвия 35°; задний угол 10е); в — угла резания
(береза, влажность 10 %, толщина срезаемого слоя 0,1 мм, лезвие острое, задний угол
10е); г и д — толщины срезаемого слоя (сосна, открытое резание, влажность 10. . . 15%,
задний угол лезвия 10°, скорость резания 0,01 м/с); / — резание в торец; 2 — то же,
вдоль волокон; 3 — то же, поперек волокон
и н с тр у м е н т а (по л о т н а п и л ы ) , в л и я н и е в л а ж н о с т и д р ев е с и н ы
п р о я в л я е т с я п о-д ругом у: при у вел ич ен ии в л а ж н о с т и п о в ы ш а ­
ются у п ру ги е св ой ств а д р еве с и н ы , у с и л и в а е т с я « з а щ е м л е н и е »
л е з в и я в п ро п и л е, у в е л и ч и в а е т с я с и л а р е за н и я .
37
Е с л и п р и н я ть за е ди ниц у
весины ( в л а ж н о с т ь ю
= 1 0
иной в л а ж н о с т и F X w м о ж н о
п р а во ч н ы й м н о ж и т е л ь aw- a w
Очень сухая ( W = 5
С ухая ( W = 10 . . .
Полусухая ( W = 25
Сырая ( W = 50 . . .
Мокрая (проваренная
сил у р е з а н и я F x w = ю сухой д р е ­
% ) , то силу р е з а н и я д р ев е с и н ы
получить, у м н о ж а я F X w^= ю на п о ­
= F X w l F x w = i o п р и ведены ниже.
. . . 8 %)
.................................................................1,10/0,90
15 %) ......................................................................... 1,00/1,00
. . . 30
%)
.............................................0,95/1,05
70 %) ......................................................................... 0,90/1,10
W более 70 %)
....................................................0,80/—
П р и м е ч а н и е . В числителе данные для открытого резания, в знаменателе —
для закрытого резания.
Влияние т е м п е р а ту р ы . П р о ч н о с ть древеси ны , особенно в л а ж ­
ной, при н а г р е в а н и и у м е н ь ш а е тс я . Это в ы з ы в а е т у м ен ь ш ен и е
силы р е з а н и я . Н а рис. 15, б п р е д с т а в л е н а з а в и с и м о с т ь удельн ой
силы р е з а н и я от те м п е р а ту р ы . Г р а ф и к и п о к а з ы в а ю т , что в у с ­
л о в и я х о п ы та, н а п р и м е р при р е за н и и в д о л ь волокон, с и л а р е ­
за н и я у м е н ь ш и л а с ь на 40 % при повы ш ении т е м п е р а т у р ы от
— 15° до + 6 0 °С. С к а ч о к силы при 0 °С о б ъ я с н я е т с я р а зл и ч и е м
сил р е з а н и я з а м о р о ж е н н о й д р ев е с и н ы при 0 °С (в п роц ессе о т ­
т а и в а н и я ) и н е з а м о р о ж е н н о й д р ев е с и н ы при 0 °С (в процессе
з а м о р а ж и в а н и я ) . В р а с ч е т а х в л и я н и е т е м п е р а т у р ы др евеси ны
на силу р е з а н и я у ч и т ы в а ю т п о п р ав о чн ы м м н о ж и т ел е м а т=
= F XT/ F XT= го, п р и веденн ы м ниже.
Температура Т, °С
. —20
Поправочный
мно­
1,4
житель а т .................
— 10
0
+10
+20
+30
+40
+50
+60
1,3
1,2
1,1
1,0
0,9
0,8
0,7
0,6
Влияние вида резания. С ила резания д ля трех главны х ви­
дов р а з л и ч н а : н а и м е н ь ш а я си л а т р е б у е т с я д л я поп ереч ного р е ­
за н и я , д л я п р о д о л ьн о г о р е з а н и я в тех ж е у с л о в и я х она б о л ь ш е
пр и м ер н о в 2 р а з а , д л я то р ц о в о го — в 5 . . . 6 раз.
П ереходны е виды резания характеризую тся п ром еж уточ­
ными зн а ч е н и я м и сил д л я с о о т в ет ст в у ю щ и х г л а в н ы х видов.
В р а с ч е т а х в л и я н и е вид а р е з а н и я у ч и т ы в а е т с я с о о т в е т с т в у ю ­
щ и м и п о п р а в о ч н ы м и м н о ж и т е л я м и оф : н а угол встречи а Ф(в) =
= F Xy lFx ^ д л я п р о д о л ь н о -т о р ц о в о г о р е з а н и я ; на угол скоса
Яф(с) = F x<(/ F x и д л я про д о л ьн о -п о п е р е ч н о го р е з а н и я ; на угол н а ­
кл о н а a<p(n) = F X 4>lF Xi . — д л я поп ер еч н о-тор ц ов ого р е за н и я , п р и ­
в е д е н н ы м и ниже.
. 0; 180
1,0
фв> град
Яфв . . . .
фс. град
.
а Фс • • • •
фн. град
.
а Фн ■ • • .
38
15; 165
1,35
30; 150
1,65
45; 135
1,94
60; 120
2,18
75; 105
2,41
90
2,59
0
1,00
15
0,96
30
0,88
45
0,75
60
0,62
75
0,54
90
0,50
0
1,00
15
1,40
30
2,00
45
2,95
60
4,00
75
4,90
90
5,35
1. Поправочный множитель ag на угол резания 6 для продольно-торцового
резания
Множитель a6= F х 6/ F х 6=60° Для углов
резания б, град
Угол встречи фв, град
0
30
60
90
50
55
60
65
70
75
80
85
0 ,8 0
0 ,7 9
0 ,7 7
0 ,7 5
0 ,8 6
0 ,8 6
0 ,8 5
0 ,8 5
1,00
1,00
1,00
1,00
1,13
1,15
1,17
1,20
1,30
1,32
1,36
1,40
1,50
1,54
1,58
1,65
1,70
1,76
1,85
2 ,0 0
1,95
2 ,0 3
2 ,1 5
2 ,3 0
П р и п е р е х о д е от одного в и д а р е з а н и я к д р у г о м у и зм е н я ет с я
и ка ч е с тв о о б р а б о т к и . Т а к , при п р я м о л и н ей н о м п р од ол ьн о-тор цовом р е за н и и (сосна, W = 20 %> 7 = 15°, а = 0,1 мм) ув е л и ч ен и е
срв от 0° до 4 5 . . . 60° (про тив во л о кон ) в ы з ы в а е т в о з р а с т а н и е н е ­
ровностей R m щах на п оверх н ости р е з а н и я б о л ее чем в 2 р а з а (от
500 до 1100 м к м ) . П р и д а л ь н е й ш е м у в ел ич ен ии срв до 90° (фв =
= 90° соо т в ет с т в у ет т о р ц о в о м у р е за н и ю ) гл у б и н а неровностей
с н и ж а л а с ь до 400 мкм.
В л и я н и е у г л а р е з а н и я . Угол р е з а н и я б (или п еред ний у го л у,
т а к к а к y = 90°— 6) о п р е д е л я е т п о л о ж е н и е перед ней п оверхн ости
л е з в и я о т н о с и т е л ьн о п л оскости р е за н и я . Его в ел и ч и н а в л и я е т на
сил у р е з а н и я по перед ней по вер хн о сти л е з в и я , а с л е д о в а т е л ь н о ,
и на о б щ у ю сил у р е з а н и я (рис. 15, в ) . В л и я н и е у г л а р е з а н и я
н а и б о л е е з а м е т н о п р о я в л я е т с я при п р о д о л ьн о м и п р о д о л ь н о - т о р ­
цовом ре за н и и . В с и л о вы х р а с ч е т а х оно у ч и т ы в а е т с я п о п р а в о ч ­
ным м н о ж и т е л е м а 6 (таб л . 1 ).
И з м е н е н и е у г л а р е з а н и я с к а з ы в а е т с я и на п о к а з а т е л я х к а ч е ­
с тва п о л у ч а е м о й п оверхн ости. У м е н ьш е н и е у г л а р е з а н и я с 75°
до 30° д а е т с н и ж е н и е вы со ты неровностей R m mах на п о в е р х н о ­
сти с 1000 до 200 мкм. П р и этом т о л щ и н а п о в ер хн остн о го сл о я
со с л е д а м и р а з р у ш е н и й т а к ж е у м е н ь ш а е т с я п р и м ер н о с 600 до
200 мкм. О д н а к о при у г л а х б < 3 0 ° п о к а з а т е л и к а ч е с т в а у х у д ш а ­
ю тся: л е з в и е с м а л ы м у гл о м з а о с т р е н и я (Р = 8 — а) не о б л а д а е т
до ст а т о ч н о й ж е с т к о с т ь ю , и его изгиб о т р а ж а е т с я на п а р а м е т р а х
ш е р о х о в а т о с т и повер хн ости р еза н и я.
В л и я н и е з а д н е г о у г л а . В л и я н и е з а д н е г о у г л а н а си л о в ы е
(эн ер ге т и ч е ск и е) х а р а к т е р и с т и к и ин тен си вно п р о я в л я е т с я при
а < 5 . . . 10°, ко г д а з а м е т н о у в е л и ч и в а е т с я п л о щ а д ь к о н т а к т а з а д ­
ней п о верх н о сти л е з в и я с за г о то в к о й : у д е л ь н а я с и л а р е з а н и я
.РУд, н о р м а л ь н а я F z и к а с а т е л ь н а я F x си л ы ин тен си вно в о з р а с ­
т а ю т с п р и б л и ж е н и е м к нулю.
Р е з а н и е с н у л е вы м или о т р и ц а т е л ь н ы м за д н и м угл ом н е д о ­
пустимо, за и с к лю че н и е м сл у ч а е в , к о г д а -л и б о д л и н а ко н та к тн о й
п л о щ а д к и по з а д н е й п оверх н о сти л е з в и я р е зк о о г р а н и ч е н а (т о н ­
кий р е ж у щ и й эл е м е н т , у з к а я ф а с к а по за д н е й поверхн ости с ну39
л е в ы м за д н и м у г л о м ) , л и б о по у с л о в и я м р е з а н и я нео б х оди м о
с о зд а н и е з н а ч и т е л ь н о й о т ж и м а ю щ е й н о р м а л ь н о й силы на з а д ­
ней п оверхн ости, н а п р и м е р , при л у щ е н и и толсто го ш пона.
У вел и ч ен и е а с в ерх 5 . . . 1 0 ° не с к а з ы в а е т с я на с и л а х р е з а ­
ния неп осред ствен но , о д н а к о при. а > 1 5 . . . 2 0 ° л е з в и е с н е б о л ь ­
ш им угл ом р е з а н и я б м о ж е т у т р а т и т ь ж е с т к о с т ь , а его изгиб
при р е з а н и и д а с т тот ж е эф ф е к т , что и у в е л и ч ен и е у г л а р е з а ­
ния: силы н а ч и н а ю т в о з р а с т а т ь , с н и ж а е т с я к а ч е с тв о р е за н и я .
В л и я н и е остр оты л е з в и я ( р а д и у с а о к р у г л е н и я
режущ ей
кр о м к и р ) . С и л а , к о т ор ую нео б х о д и м о п р и к л а д ы в а т ь к л е з в и ю
д л я о с у щ е с т в л е н и я р е з а н и я , д о л ж н а у в е л и ч и в а т ь с я по м ере з а ­
т у п л е н и я (у в е л и ч ен и я р) р е ж у щ е й кро м к и. К а с а т е л ь н у ю силу
резания Fx в любой текущ ий момент резани я можно определить
к а к п р о и зв е д е н и е сил ы р е з а н и я л е з в и е м с острой (т о л ь к о что
з а т о ч е н н о й ) р е ж у щ е й к р о м к о й F x нач на п о п р а в о ч н ы й м н о ж и ­
т е л ь сi j , , в е л и ч и н а котор ого з а в и с и т от р а д и у с а о к р у г л е н и я р р е ­
ж у щ е й к р о м к и к д а н н о м у моменту:
— a p F X иач-
В свою о ч ер е д ь р о п р е д е л я е т с я с у м м а р н о й д ли н ой пути р е з а н и я
^рез, пр ой ден н ого р е ж у щ е й кр о м к о й в д реве с и н е , или в ре м е н е м
р а б о т ы л е з в и я Т по с л е заточк и .
В ел и ч и н у пути р е з а н и я L pe3, км, р а с с ч и т ы в а ю т по ф о р м у л е
1 Ре з = / л Г 1 0 - в,
(19)
где I — длина срезаемого слоя, мм; п — частота срезания слоев одним л ез­
вием, мин-1 ; Т — длительность последовательного резания слоев, мин; 10~в —
переходной множитель.
В т а б л . 2 п р и ве д е н ы о р и ен ти р о в о ч н ы е з н а ч е н и я п о п р а в о ч ­
ного м н о ж и т е л я на з а т у п л е н и е л е з в и я (п р о д о л ьн о -т о р ц о в о е
2. Поправочный множитель ар
на
остроту
режущей
кромки для
продоль
Множитель Ор для
Угол
встречи,
Фв . град
5
10
20
15
Открытое
1,14/1,12
1,18/1,14
1,20/1,16
1,25/1,18
0; 180
30; 150
60; 120
90
1,27/1,22
1,31/1,24
1,37/1,30
1,43/1,35
1,35/1,30
1,44/1,35
1,52/1,42
1,61/1,49
1,43/1,36
1,54/1,44
1,65/1,53
1,76/1,62
Закрытое
60 . . . 90
I
1,28/1,22
I
1,50/1,40
I
1,70/1,55
I
П р и м е ч а н и я : 1. Д л я пути резания L pe3 = 0 ор = 1,00. 2.
весины мягких пород.
40
1,83/1,70
В числителе
I
р е з а н и е д р е в е с и н ы в д и а п а з о н е у гл о в встречи от 0 ° д о 180° л е з ­
в и я м и из и н ст р у м е н т а л ь н о й л е г и р о в а н н о й с т а л и при с р едн их
п р о и зв о д с т в ен н ы х зн а ч е н и я х т о л щ и н ы с р е з а е м о г о с л о я ) .
З а т у п л е н и е л е з в и я п р и в о д и т к у в е л и ч ен и ю н ер ов н о стей на
по вер хн о сти р е з а н и я . У ст а н о в л е н о , что з а т у п л е н и е о стро го л е з ­
вия на пути р е з а н и я Lp e 3 = 6 км п р и в о д и т к у ве л и ч ен и ю вы соты
м а к с и м а л ь н ы х неровн остей R mmах с 420 до 1070 м км при т о л ­
щ и н е с р е з а е м о г о с л о я а = 0,1 мм, с 660 до 1380 мкм пр и а —
= 0,2 мм и с 1000 до 1500 м км при а = 0 , 4 мм. П р и это м со о т ­
ветственн о у в е л и ч и в а е т с я т о л щ и н а п о в ер хн о стн о го с л о я д р е в е ­
син ы со с л е д а м и в н у т р е н н и х р а з р у ш е н и й : со 100 до 500 м км
при а = 0,1 мм, с 200 до 900 м км при а = 0,2 мм, с 850 до
1 1 0 0 м км при а = 0,4 мм.
В л и я н и е т о л щ и н ы с р е з а е м о г о с л оя . И зв е с т н о , что с и л а р е з а ­
ния F и ее с о с т а в л я ю щ и е — к а с а т е л ь н а я F x и н о р м а л ь н а я F Y—
с к л а д ы в а ю т с я из сил, д е й с т в у ю щ и х со с тор оны о т д е л ь н ы х
э л е м е н т о в л е з в и я : р е ж у щ е й кр о м к и , п еред н ей и з а д н е й п о в е р х н о ­
стей. Е д и н и ч н ы е с ил ы на р е ж у щ е й к р о м к е и за д н е й п о в е р х н о ­
сти не з а в и с я т от т о л щ и н ы с р е з а е м о г о с л о я (их с у м м а с о с т а в ­
л я е т си л у по поверхн ости р е з а н и я F n. р)) . С и л а на перед ней п о ­
в ерхно сти п р а к т и ч е с к и д л я всех с л у ч а е в с т ан о чн ого р е з а н и я
( 0 , 1 м м < а < 1 , 0 мм) п р я м о п р о п о р ц и о н а л ь н а т о л щ и н е с р е з а е ­
мого с л о я а, т. е. F x m ^ K n C i , где Кп — к о э ф ф и ц и е н т п р о п о р ц и о ­
н а л ьно сти. Т а к и м о б р а з о м , у р а в н е н и е д л я к а с а т е л ь н о й сил ы F X \
з а п и с ы в а е т с я в вид е
F x l = F n. pl + K na.
(20)
Г р а ф и к эт ого у р а в н е н и я (см. рис. 15, г) — п р я м а я ли н и я , н а ­
к л о н е н н а я к оси а б с ц и с с (т ан г е н с у г л а н а к л о н а р а в е н Кп) и
но-торцового резания
пути резания £ р е з , км
25
30
35
40
45
1,55/1,46
1,68/1,59
1,83/1,70
1,96/1,81
1,59/1,51
1,73/1,64
1,90/1,77
2,05/1,90
1,62/1,55
1,78/1,69
1,95/1,83
2,11/1,97
—/1,58
—/1,73
—/1,88
—/2,04
2,22/1,95
—/2,07
- /2 ,2 0
резание
1,50/1,41
1,62/1,52
1,74/1,63
1,87/1,72
резание
2,05/1,83
!
данные для резания древесины твердых пород, в знаменателе — для резания дре-
41
о т с е к а ю щ а я на оси о р д и н а т отрезо к, со о т в ет с т в у ю щ и й силе по
поверхн ости р е з а н и я F„. р1.
Удельная сила резани я
т а к ж е за в и с и т от т о л щ и н ы с р е ­
за е м о г о слоя:
F yA = F x /(ab) = F x i b/(ab) = F x i / a =
— {Fn. pi -f- KnO,)/CL = Kn “b Fn. pi/я.
(21)
Н а г р а ф и к е (рис. 15, д) п о к а з а н х а р а к т е р этой за ви с и м ос т и :
у д е л ь н а я с и л а р е з а н и я F ya у м е н ь ш а е т с я по м ере у в е л и ч ен и я т о л ­
щ ины слоя. С л е д о в а т е л ь н о , с эн ер ге т и ч е с ко й точки зр е н и я, э к о ­
ном н ее у д а л я т ь техн ол о ги ческ и й пр и п у ск за г о т о в к и , с н и м а я т о л ­
с ты е слои за о д н о к р а т н ы й п р о х о д л е зв и я . П р и этом надо, о д ­
нако, пом нить, что у в ел и ч ен и е т о л щ и н ы с р е з а е м о г о сл оя обы чно
о т р и ц а т е л ь н о с к а з ы в а е т с я на ка ч е с тв е о б р а б о т к и . Э то о б ъ я с ­
н я е т с я и зм е н ен и е м х а р а к т е р а с т р у ж к о о б р а з о в а н и я : с т р у ж к а
п р и о б р е т а е т все б олее в ы р а ж е н н у ю эл ем е н т н о с т ь, на п о в е р х н о ­
сти р е з а н и я у г л у б л я ю т с я неровн ости р а з р у ш е н и я .
Н о р м а л ь н а я с и л а р е з а н и я F z т а к ж е за в и с и т от т о л щ и н ы с р е ­
з а е м о г о слоя. П р и очень м а л ы х з н а ч е н и я х а ( а < 0 , 1 • • - 0 , 2 мм)
о н а п р о я в л я е т с я к а к с и л а о т ж и м а ( + F Z). С у в е л и ч ен и е м а
об ы чн о н о р м а л ь н а я с и л а м е н я е т зн ак , п е р ехо д и т в с и л у з а т я г и ­
в а н и я (— F z ). О д н а к о в ел и ч и н а н о р м а л ь н о й с ил ы за в и с и т от
м ногих исходны х условий р е з а н и я , в р е з у л ь т а т е чего в л и я н и е
т о л щ и н ы с р е з а е м о г о сл оя п р о я в л я е т с я не од н озн ач н о.
Д л я р а с ч е т о в п р о ц е сс а р е з а н и я н ео б х оди м ы чи сл ен н ы е з н а ­
чения к а с а т е л ь н о й и н о р м а л ь н о й еди ничны х сил р е з а н и я , у д е л ь ­
ной р а б о т ы р е з а н и я , а т а к ж е п а р а м е т р о в ш е р о х о в а т о с т и о б р а б о ­
т а н н о й по вер хн о сти д л я р а з л и ч н ы х т о л щ и н с р е за е м о г о слоя.
Т а к и е д а н н ы е п р и в о д я т с я д л я к о н к р е т н ы х п ро ц ессов с т ан о чн о го
р е з а н и я в с о о т в ет с т в у ю щ и х п а р а г р а ф а х .
В л и я н и е ско ро сти р е з а н и я . У ве л и ч е н и е ско ро сти р е з а н и я
в с т а н к а х с 4 0 . . . 50 м/с д о 100 м/с м о ж е т в ы з в а т ь у в е л и ч ен и е
с и л ы р е з а н и я на 3 0 . . . 40 %. С ч и т ае т с я , что это п р и р а щ е н и е
сил ы с в я з а н о с п р е о д о л е н и е м ин ерции с т р у ж к и , по в ы ш е н и е м
пр оч ностны х сво йств д р ев е с и н ы в у с л о в и я х б о л ьш и х скоростей
н а г р у ж е н и я ( р е з а н и я ) , и зм ен ен и ем у с л о ви й т р е н и я д р ев ес и н ы
о л е з в и е и в л и я н и е м д р у ги х ф а к т о р о в . В п р а к т и ч е с к и х р а с ч е т а х
сил в л и я н и е скор ости р е з а н и я у ч и т ы в а ю т п о п р а в о ч н ы м и м н о ж и ­
т е л я м и a v, н а й д е н н ы м и д л я к о н к р е т н ы х п р оц е сс ов с л о ж н о г о р е ­
з а н и я по р е з у л ь т а т а м э к с п е р и м е н т о в и п р и в ед е н н ы м и ниже.
К а ч е с т в о о б р а б о т к и с у в е л и ч ен и е м с коро сти р е з а н и я п о в ы ­
ш ае т с я .
У вел и ч ен и е с к о ро сти р е з а н и я в л ечет за собой по в ы ш ен и е
п р о и зв о д и те л ь н о с т и с т а н к а , т. е. я в л я е т с я о дним из путей р е ш е ­
ния в а ж н о й п р а к ти ч е с к о й за д ач и .
42
Скорость
резания
t;e, м / с ..........................
Поправочный множитель а0 = F х о!F Хо—м>
20
30
40
50
60
1,10/1,07
1,04/1,08
1,00
1,00/0,98
1,06/1,02
Продолжение
Скорость резания ve,
м/с
..............................
70
Поправочный множи­
тель а0 = F Xv i F x v ^ i n 1,17/1,06
80
90
100
1,25/1,16
1,33/1,23
1,42/1,34
П р и м е ч а н и е В числителе — данные для открытого резания, в знамена­
теле — для закрытого резания.
В ы воды . Н а п р о т е к а н и е про ц есса р е з а н и я и его оцен очны е
х а р а к т е р и с т и к и о к а з ы в а ю т в л и я н и е многие исх од ны е у сл овия.
Т е х н и к -т ех н о л о г д о л ж е н з н а т ь и у ч и т ы в а т ь в п р а к ти ч е ск о й р а ­
б оте степ ень в л и я н и я этих ф а к т о р о в , или их в а ж н о ст ь . Т а к,
если о степени в л и я н и я исходны х условий р е з а н и я на с ил ы р е ­
з а н и я м о ж н о с у д и ть по вел и ч и н е п о п р а в о ч н ы х м н о ж и т ел е й , то
по в л и я н и ю на ка ч е с тв о о б р а б о т к и г л а в н ы е из них м о ж н о р а с ­
п о л о ж и т ь в с л е д у ю щ е й п о с л е д о в ат е л ьн о с т и : угол встречи с в о ­
л о к н а м и фв (в и д р е з а н и я ) , т о л щ и н а с р е з а е м о г о слоя, р а д и у с о к ­
ру г л е н и я р е ж у щ е й к р о м к и р и угол р е з а н и я б.
Контрольные вопросы
1. По каким оценочным характеристикам сравниваю т разные технологи­
ческие случаи резания или разные режимы одного и того ж е процесса реза­
ния? 2. Какими путями можно добиться повышения качества струж ки при
поперечном резании? Как уменьшить шероховатость обработанной поверхно­
сти при переходном продольно-торцовом резании? 3. Почему влияние в л аж ­
ности древесины на касательную силу резания по-разному проявляется в от­
крытом и закрытом резании? 4. Какие параметры используют для оценки
остроты режущей кромки лезвия? К ак изменяются силы резания и качество
обработки по мере затупления режущей кромки? К ак определить момент, когда
следует прекратить резание и восстановить режущ ие свойства лезвия или
заменить его? 5. К ак влияет толщина срезаемого слоя на оценочные характе­
ристики резания? 6. Что мож но сказать о влиянии скорости резания на силы
резания и качество обработки?
Г л а в а 3. О СН О В Н Ы Е П РОЦ ЕССЫ
В М Е БЕ Л ЬН О М П РО И ЗВ О Д С Т В Е
СТАНОЧНОГО
РЕЗА Н И Я
11. К л а с с и ф и к а ц и я пр оц ессов стан о чн ого р е за н и я
и у к а з а н и я к их изучению
В с о ответств ии с те х н о л о ги ч е с к и м и ц е л я м и все
з а н и я (рис. 16) м о ж н о р а з д е л и т ь на три группы :
весины и д р е в е с н ы х м а т е р и а л о в ; п о в е р х н о с т н а я
у д а л е н и е тех н о л о ги ч е с к и х п ри пусков; г л у б и н н а я
п ревр ащ ен и е, ч исто вы х з а г о т о в о к в готов ы е д е т а л и
п р оц ессы р е ­
д ел е н и е д р е ­
обработка —
обработка —
изделий.
43
Рис. 16. Классификация процессов станочного резания
В к а ж д у ю гр уппу вхо д ит н е с к о л ь к о процессов. Т от ф а к т , что
один и тот ж е п р оц е сс в х о д и т в р а з н ы е группы , г ов ор и т о его
у н и в е р с а л ь н о с т и и ш и р о к о м р ас п р о с т р а н е н и и .
В к л а с с и ф и к а ц и и в ы д е л е н ы под гру п п ы , п о к а з ы в а ю щ и е п р и ­
н а д л е ж н о с т ь п р о ц есс о в к с т р у ж е ч н о м у или б ес с т р у ж е ч н о м у р е ­
за ни ю , причем с т р у ж е ч н о е р е з а н и е п р е д с т а в л е н о д в у м я п р и н ц и ­
п и а л ь н о р а з л и ч н ы м и под гр у п п а м и . Э то с о с т а в л я е т сп е ц и ф и ку
проц ессов, на к о т о р у ю с л е д у е т о б р а т и т ь в н и м а н и е при изучении:
д л я с т р у ж к и - о т х о д а не у с т а н а в л и в а ю т с я к а к и е - л и б о о г р а н и ч е ­
ния по ка ч е с тву , п ро ц е сс р е з а н и я д о л ж е н б ы ть н а п р а в л е н на
об есп ечен и е з а д а н н ы х т р е б о в а н и й к о б р а б о т а н н о й п оверхн ости;
в с л у ч а я х п о л у ч е н и я с т р у ж к и - п о л у ф а б р и к а т а (или готового п р о ­
д у к т а ) ее р а з м е р ы и п о к а з а т е л и и м ею т п е р во с т еп е н н о е з н а ч е ­
ние, т а к к а к им енно п о л у ч ение с т р у ж к и я в л я е т с я ц е л ью р е ­
за н и я.
С х е м ы п ро ц ессов с т ан о чн о го р е з а н и я , п о я с н я ю щ и е к л а с с и ф и ­
кац и ю , п о к а з а н ы на рис. 17. Ч т о б ы х о р о ш о р а з о б р а т ь с я в п р о ­
цессе р е з а н и я , н а д о и зу ч ат ь его по о п р ед ел ен н о й системе.
П р е ж д е всего на д о в ы д е л и т ь о б щ и е све де н и я : н а и м е н о в а н и е
п р о ц е сс а р е з а н и я и его место в о б щ е й к л а с с и ф и к а ц и и ; о п р е д е ­
л е н и е п р оц есса р е з а н и я ; т е х н о л о г и ч ес к о е н а з н а ч е н и е п ро ц есса и
его особен ности; п о н ят и е о р е ж у щ е м ин струм енте, о с у щ е с т в л я ю ­
щ ем про ц есс р е з а н и я на стан ке. Н е к о т о р ы е п р оц ессы с л о ж н о г о
44
Рис. 17. Схемы станочного резания:
а — пиления; б — поверхностного фрезерования; в — глубинного фрезерования; г —
точения; д — шлифования; е — долбления; ж — сверления; з — разрезания; и — штам­
пования; к — строгания; л — лущения; м — измельчения
р е з а н и я м огут им еть с у щ е с т в е н н о о т л и ч а ю щ и е с я разн о в и д н о ст и .
В этом с л у ч а е с л е д у е т в ы я в и т ь особен ности всех р а зн о в и д н о ст е й
п р оц есса, у точн ить их те х н о л о г и ч е с к и е п а р а м е т р ы (в ы соту п р о ­
пила, глубину сверления и фрезерования, разм еры удаляем ого
п р и п у с к а на о б р а б о т к у и т. п.).
З а т е м н еоб хо ди м о р а з о б р а т ь с я в к и н е м а т и к е и зу ч а е м о го п р о ­
цесса: в ы д ел и т ь г л а в н о е д в и ж е н и е и д в и ж е н и е под ачи ; у с т а н о ­
вить, ч ем у с о о б щ е н о г л а в н о е д в и ж е н и е — р е ж у щ е м у и н с т р у ­
м енту или за г о т о в к е , к а к у ю л и н и ю п р е д с т а в л я е т собой т р а е к ­
т о р и я г л а в н о г о д в и ж е н и я (п р я м у ю , о к р у ж н о с т ь и т. п .); если
гл а в н о е д в и ж е н и е ци к л и ч е с к о е , то к а к о в а ч ас т о т а ц и к л о в и
45
а м п л и т у д а д в и ж е н и я ; в ы чи сл и ть велич ину ско рости гл а вн о го
д в и ж е н и я (если она пер е м е н н а, то найти п р е д е л ы изм е н ен и я и
ср е дн ее з н а ч е н и е ); у с т ан о в и т ь а н а л о г и ч н ы е х а р а к т е р и с т и к и
д в и ж е н и я подачи.
П о с в ед е н и я м о г л а в н о м д в и ж е н и и и д в и ж е н и и п о д а ч и п о л у ­
чаю т дан ны е о результирую щ ем движ ении резания: определяю т
ф о р м у т р а е к т о р и и р е з а н и я , в е л и ч и н ы ско рости р е з а н и я , подачи
на о д ин ц и к л (о б о ро т) и один р е зе ц (н о ж , з у б ) .
И з п а р а м е т р о в к и н е м а ти к и о п р е д е л я ю т х а р а к т е р и с т и к и ге о­
м етрии с р е з а е м о г о слоя: кон тур с р е з а е м о г о с л о я в про д о л ьн о м
и п оп ереч ном сечениях, его т о л щ и н у (п р е д е л ы изм ен ен и я , т е к у ­
щ ее и с р е д н е е з н а ч е н и я ) , ш и ри н у и длину.
В а ж н о й х а р а к т е р и с т и к о й п р о ц е сс а р е з а н н я я в л я е т с я г е о м е т ­
р и я р е зц а . З д е с ь над о у м е т ь о п р е д е л и т ь с т ат и ч е с к и е у гл ы
(в н о р м а л ь н о м сечении) у, б и а при основной и в с п о м о г а т е л ь ­
ной р е ж у щ и х к р о м к а х , к и н е м а ти ч е с к и е у г л ы y k, б к и а к (и з м е ­
р ены в с и стем е к о о р д и н а т, п р и в я з а н н о й к в е к т о р у скор ости р е ­
з а н и я ие) при о сновн ом и б о ко вы х л е з в и я х , у с т а н о в и т ь способ
у ш и р е н и я п р о п и л а и вел и ч и н у у ш и р е н и я (д л я п и л е н и я ) , число
л е зв и й и ве л и ч и н у ш а г а м е ж д у ними (д л я м н о го л е зв и й н о го и н ­
с т р у м е н т а ) ; типи чн ый х а р а к т е р и зн оса ле зв и й , п р е д е л ь н у ю в е ­
л и ч и н у р а д и у с а о к р у г л е н и я р е ж у щ е й к р о м к и л е з в и я или ш и ­
рин у ф а с к и по за д н е й поверхности.
В а ж н о о б р а т и т ь в н и м а н и е на осо бен но сти с т р у ж к о о б р а з о в а ния в д а н н о м п р о ц е сс е р е з а н и я , в ы б р а т ь пути у п р а в л е н и я
с т р у ж к о о б р а з о в а н и е м д л я с н и ж е н и я эн ер го е м к о ст и или повы
ш ен и я к а ч е с т в а п р оц есса р е за н и я , с ф о р м у л и р о в а т ь т р е б о в а н и я
к к о н с тр ук ц и и р е ж у щ е г о его и н стр у м е н т а , в ы т е к а ю щ и е из а н а ­
л и з а п р о ц е сс а р е з а н и я .
З н а я у к а з а н н ы е х а р а к т е р и с т и к и п ро ц есса р е з а н и я , техникт е х н о л о г м о ж е т по с п р а в о ч н ы м т а б л и ц а м най ти все н е о б х о д и ­
мые дан ны е д ля назначения правильного реж и м а резания
в к о н к р е т н ы х у с л о в и я х о б р а б о т к и з а г о т о в о к на ст ан к а х .
12. П и л е н и е л енто чн ой пилой
О б щ и е сведен и я о пилении. О т л и ч и т е л ь н ы м п р и з н а к о м п р о ­
ц есса п и ле н и я я в л я е т с я о б р а з о в а н и е в р а з д е л я е м о й з а г о т о в к е
пр о п и л а . П р о п и л — это щ ел ь, о б р а з у е м а я р е з ц а м и и н с т р у ­
м е н т а в р е з у л ь т а т е с р е з а н и я и у д а л е н и я у зк и х с т р у ж е к ( о п и ­
л о к ) . Е с л и про ц есс п и л е н и я не за ко н ч е н , в п р о п и л е м о ж н о в ы ­
д ел и ть д н о и б о к о в ы е п оверхн ости — с т е н к и .
Ч т о б ы ф о р м и р о в а т ь пропил, р е зц ы и н с тр у м е н т а д о л ж н ы
им еть три р а б о ч и х л е з в и я (по ч и сл у по вер хн о стей п р о п и л а ) .
В о т л и ч и е от п ростого од н о л е зв и й н о г о о т к р ы т о г о р е з а н и я р е ­
з а н и е при пилении я в л я е т с я т р е х л е зв и й н ы м , з а к р ы т ы м . П и л е ­
ние на с т а н к а х о с у щ е с т в л я е т с я м н о г о р е зц о в ы м и ( зу б ч а т ы м и )
46
Рис. 18. Элементы и характеристики
пилы:
1
2
3
ас — главное лезвие; аЪ и cd — боковые
лезвия; г — радиус межзубной впадины
инструментами — п и л а м и ,
с о с то я щ и м и
из
следую щих
эл е м е н т о в : т е л а 1 , зу б ь е в 2 ,
м е ж зу б н о й в п а д и н ы 3 (рис.
18 ).
п и л е н и е — это
Итак,
про ц есс
закрытого
резания
г ------- ------м н о го р езц о в ы м
инструм ентом
(пилой) с ц ел ью д е л е н и я о б р а б а т ы в а е м о г о о б ъ е к т а на о б ъ ем н о
н е д е ф о р м и р о в а н н ы е ч асти с п р е в р а щ е н и е м в с т р у ж к у м ин и­
м а л ь н о г о о б ъ е м а д р евеси ны , р а с п о л о ж е н н о г о м е ж д у этим и ч а ­
стями.
Виды пи лен и я р а з л и ч а ю т по ф о р м е пильного и н стр у м ен та
(пи лен ие полосовой, н ап р и м ер , р а м н о й пилой, пи лен ие л е н т о ч ­
ной пилой, пи лен ие диско во й пилой и др.) и по р а с п о л о ж е н и ю
пр о п и л а о тно сител ьно во л о ко н д р ев еси н ы (п р о д о л ь н о е пиление,
при котором стенки п р о п и л а п а р а л л е л ь н ы в о л о к н ам ; поперечное
пиление, при котором стенки п р о п и л а п е р п е н д и к у л я р н ы в о л о к ­
нам; с м е ш а н н о е пи лен ие — п р о м е ж у т о ч н о е м е ж д у пр о д о л ь н ы м
и поперечны м ; кри волинейн ое, ко гд а стенки п р оп илов — кр и в ы е
п о в ер х н о сти ). П и л е н и е р а м н ы м и п и л а м и (р а с к р о й б р евен на
б р у сь я и п и л о м а т е р и а л ы ) м о ж е т бы ть т о л ь к о пр о д о л ь н ы м ; п и ­
л ен и е д и с к о в ы м и (к р у гл ы м и ) п и лам и — п р о д о л ьн ы м , п о п е р еч ­
ным и с м е ш а н н ы м ; в ы п и л и в а н и е з а г о т о в о к к р и во л инейн о го к о н ­
т у р а м о ж н о о су щ еств и ть то ль ко узкой л енточной пилой. В а ж н о
т а к ж е не п у т а т ь п р о д о л ь н о е и п оп еречное пи лен ие с о д н о и м е н ­
ными г л а в н ы м и в и д а м и простого р е з а н и я ; о виде р е з а н и я м о ж н о
говорить т о л ь к о д л я к а ж д о г о о тдел ьно го л е з в и я зу б а пилы.
Особенности пиления к а к з а к р ы т о г о р е з а н и я . З а к р ы т ы й х а ­
р а к т е р р е з а н и я т р е б у е т со и зм е р е н и я н а з н а ч а е м о й п о д ачи на зуб
с о б ъ е м о м м е ж з у б н о й в п а д и н ы пилы. Д е й с т в и т ел ь н о , с р е з а н н ы е
зу б о м пилы с т р у ж к и (опилки) м огут р а с п о л а г а т ь с я и с к л ю ч и ­
т ельн о (если п р ен еб р ечь « п р о с а ч и в а н и ем » их м е ж д у тело м пилы
и стенкой п р о п и л а ) в м е ж з у б н о й впадине. Н о то гд а е м ко сть в п а ­
д ины д о л ж н а бы ть д о стато чн о больш ой, чтобы не о г р а н и ч и в а т ь
пр о и зв о д и те л ь н о с т ь пр о ц есса пи лен ия, а ее п р о ф и л ь с п о со б ств о ­
в а т ь н а и б о л ь ш е м у уп л о тн ен и ю с р е за н н о й с т р у ж к и и з а п о л н е ­
нию о б ъ е м а впад ины .
У сл о вия р а б о т ы м е ж з у б н о й в п а д и н ы о ц е н и в а ю т к о э ф ф и ц и е н ­
том н а п р я ж е н н о с т и в п а д и н ы о:
47
О б ъ е м в п а д и н ы о п р е д е л я е т с я ш ирин о й с р е з а е м о г о с л о я Ь,
ш аг о м зу б ье в t 3 и к о э ф ф и ц и е н т о м е м ко сти в п а д и н ы 0 :
где произведение Qt32 = f B— площ адь впадины; величина 9 для стандартных
профилей зубьев известна, например, для ленточных пил 0 = 0 ,2.. .0,35.
О бъем срезаем ого слоя
Vc = b S zt,
где S i — подача на один зуб; t — высота пропила; S zt = f c — площ адь срезае­
мого слоя.
П о д с т а в и в в ф о р м у л у д л я о в ы р а ж е н и я д л я V B и Vc, п о л у ­
чаем
а = b $ ? J { bS zt) = Qtl/(Szt) = f j f c.
( 22)
Э то в а ж н а я д л я т е х н о л о г а ф о р м у л а : из нее п о л у ч а е т с я ф о р ­
м у л а д л я р а с ч е т а н а и б о л ь ш е й д о п у с к а е м о й п од ачи на зуб
S Z(max), исходя из у с л о в и я п р е д ел ь н о г о з а п о л н е н и я о п и л к а м и
впадины м еж ду зубьями:
5 г (ш ах ) — 0 ^ s /( O m ln O -
(23)
В з н а м е н а т е л е д о л ж н о бы ть м и н и м а л ь н о е д о п у с ти м о е з н а ­
чение о, чтобы п ол уч и ть м а к с и м а л ь н о е з н а ч е н и е S z. У с т а н о в ­
лено, ЧТО Д Л Я П И Л е Н И Я Л еН Т О ЧН О Й ПИЛОЙ ( T ( m i n ) = 0,9 . . . 1,2.
У с т о й ч и в а я р а б о т а пи лы в п р о п и л е в о з м о ж н а , если у с т р а ­
нено т р е н и е б о к о в ы х п о верх н о стей зу б ь е в и т е л а (п ол отн а ,
ленты , д и с к а ) о стенки. У ш и р е н и е п р о п и л а д о с т и г а е т с я р а з в о ­
дом или п л ю щ е н и е м зуб ье в , а т а к ж е к о н с т р у и р о в а н и е м пил
с р е ж у щ е й ч ас т ь ю зу б ь е в ш ирин о й, п р е в ы ш а ю щ е й т о л щ и н у т е л а
п и лы (н а п р и м е р , пил с п л а с т и н а м и из т в е р д о г о с п л а в а ) .
Р а з в о д з а к л ю ч а е т с я в поо ч ер едн о м о т ги б а н и и в р а з н ы е
сто р о н ы ко н чи ко в зу б ьев, на в е л и ч и н у не б о л е е '/г в ы соты h 3
(см. рис. 18). П р и п л ю щ е н и и ко н чи к зу б а у ш и р я е т с я в обе с т о ­
роны, п р и о б р е т а я ф о р м у л о п а т о ч к и . П л ю щ е н и е зу б ь е в пил
им еет р я д п р е и м у щ е с т в п е р е д р а з в о д о м : п и л а п р и о б р е т а е т
б о л ь ш у ю у сто йчи во сть в п оп ереч ном н а п р а в л е н и и , п о я в л я е т с я
в о з м о ж н о с т ь р а б о т а т ь с м ен ьш и м у ш и р е н и е м п р о п и л а , зу б ь я
м е н ьш е и з н а ш и в а ю т с я .
О т сп ос об а по д го товк и зу б ь е в д л я у ш и р е н и я п р о п и л а з а в и ­
сит ф о р м а поп ереч ного ( н о р м а л ь н о г о к т р а е к т о р и и р е з а н и я ) с е ­
чения с р е з а е м о г о с л о я (рис. 19).
В с в я зи с тем, что при р а з в о д е зу б ь я о т г и б а ю т с я п о п е р е ­
м енно на об е ст о р о н ы по л о т н а , на к а ж д ы й зуб у стен ки п р о ­
п и л а п ри х оди тс я у д в о е н н а я п о д а ч а , а с л е д о в а т е л ь н о , и у д в о е н ­
н а я т о л щ и н а с р е з а е м о г о сл о я 2а (рис. 19, а ). Н а о с т ал ь н о й ч а ­
сти ш ир ин ы т о л щ и н а с л о я р а в н а а. С р е д н е е з н а ч е н и е т о л щ и н ы
48
Рис. 19. Форма поперечного сечения срезаемого слоя при уширеиии пропила:
а — разводом зубьев;
сторону
б — плющением зубьев; в — напайкой
пластины
со свесом
на
с р е з а е м о г о с л о я по сечен ию при пилении пилой с р а з в е д е н н ы м и
зубьям и Асеч.Л вы числяется по ф орм уле
сеч А — f J b — (1/b) [2a2f>!-f a ( b — 2 ^ ) ] —
— a ( b - \ - 2 b 1)/b = (B„plb) a,
(24)
где / с — площ адь поперечного сечения слоя, мм2; b — ширина срезаемого слоя,
равна толщине зуба пилы В, мм; а — кинематическая толщина срезаемого
слоя (в продольном сечении), мм; bi — уширение пропила (развод, плющение,
свес зуба) на сторону; Впр — ширина пропила, мм.
П р и пи лен ии п л ю щ е н ы м и з у б ь я м и (рис. 19, б) т о л щ и н а с л о я
по сечению а се ч А
пос т о я н н а
и с о в п а д а е т с к и н е м а ти ч е с к о й
т о л щ и н о й а, т. е. с р а с с т о я н и е м м е ж д у с м е ж н ы м и т р а е к т о р и ­
я м и зубьев, кот о р о е о п р е д е л я е т с я к и н е м а ти к о й проц есса;
асеч
А- а •
(25)
Д л я ф о р м ы зу б а , п о к а за н н о й на рис. 19, в, с р е д н я я т о л щ и н а
с р е з а е м о г о с л о я по сечен ию а ССч ~ 2 а при ш и р и н е Ь=«0,5 В „р.
Ш и р и н а п р о п и л а во всех с л у ч а я х р а в н а В пр = В + 2 Ь х.
Т ехн ол оги ч еск ое н а з н а ч е н и е п р о ц е сс а п и лен ия л енточн ой пи­
лой. П и л е н и е л енточн ой пилой — рабоч ий процесс л енточн о49
пи ль н ы х стан ков . Р е ж у щ и м и н стр ум ен том в это м проц ессе р е ­
з а н и я я в л я е т с я п и л а в в и д е б есконечной тонко й л е н т ы с з у б ь ­
я м и по р а б о ч е й к ро м к е . Б л а г о д а р я м а л о й т о л щ и н е л е н т ы и с о ­
о т в етс т в е н н о м и н и м а л ь н о м у у ш и р е н и ю зу б ье в на сто р о н у ш и ­
ри н а п р о п и л а п о л у ч а е т с я в 1 . 5 . . . 3 р а з а м еньш ей, чем при
пилении д р у ги м и п и л ам и , а з н а ч и т в ы х о д п и л о п р о д у к ц и и —
б ольш им .
П р и п ри м ен е н и и у зк и х ( 1 0 . . . 6 0 мм) пил м о ж н о в ы п и л и в а т ь
из п и л о м а т е р и а л о в или щ и т о в ч ер н о в ы е за г о т о в к и к р и в о л и н е й ­
ного п р о ф и л я , что необ х о д и м о в п р о и зв о д с т в е многих изд е л и й
мебели.
П р о ц е с с п и ле н и я л енточн ой пилой п р е д н а з н а ч е н д л я в ы п о л ­
н ения с л е д у ю щ и х тех н о л о ги ч е с к и х о п е р а ц и й : р а с п и л и в а н и я
к р у г л ы х б р еве н и б ру сь ев при б о льш о й в ы со те п р оп и л ов на т я ­
ж е л ы х б р е в н о п и л ь н ы х с т а н к а х в л е с о п и л ь н о м п р ои зво дстве;
д е л е н и я ( р е б р о в о г о ) т о л с т ы х д о с о к и о б а п о л а н а ср едн их д е ­
лительных стан ках в лесопильном и деревообрабаты ваю щ ем
п р о и зв о д с т в а х ; п р я м о л и н е й н о г о п р о д о л ьн о г о р а с п и л и в а н и я п и ­
л о м а т е р и а л о в и в ы п и л и в а н и я к р и в о л и н ей н ы х з а г о т о в о к на л е г ­
ких с т о л я р н ы х с т а н к а х п р е и м у щ ес т ве н н о в м еб е л ьн о м п р о и з ­
водстве.
К и н е м а т и к а п ро ц есса, ге о м е тр и я с р е з а е м о г о сл о я и о б р а б о ­
т а н н о й поверхности. С х е м а п и ле н и я л ен т о ч н о й пилой п о к а з а н а
на рис. 20, а. Р а б о ч а я ч асть пи лы д в и ж е т с я в в е р т и к а л ь н о й
п лоскости, а ш к и в ы (ни ж н и й — при водн ой, верх ни й — холостой )
р а с п о л а г а ю т с я один н а д д руги м .
Главное
движение
D r — прямолинейное
движение
л е н т ы на р а б о ч е м у ч а с т к е (в зон е о б р а б а т ы в а е м о г о м а т е р и а л а ) .
С к о р о ст ь г л а в н о г о д в и ж е н и я v, м/с, п осто я н н а:
v = я й шп/(60 • 1 0 0 0 ),
(26)
где £>ш — диаметр пильного шкива, мм; п — частота вращения шкива, мин-1 .
б
Рис. 20. Схема пиления ленточной пилой (а) и геометрия срезаемого слоя (б)
50
Д в и ж е н и е п о д а ч и — п р я м о л и н е й н о е (за и склю чен ием
в ы п и л и в а н и я к р и в о л и н е й н ы х за г о т о в о к ) р а в н о м е р н о е н а д в и г а ­
ние р а с п и л и в а е м о г о м а т е р и а л а на п и лу со с к о р о с т ью v s (м /м и н )
при по м ощ и пр и в о д н ы х устройств.
Р а с с м о т р и м ге о м е тр и ю с р е за е м о г о с л о я (рис. 20, б ) . П у с т ь
в д а н н ы й м ом е н т зуб / д в и ж е т с я вниз со с к о р о с т ью v и в п р а в о
со ско р о с т ью v s/ 60. Д в и ж е н и е за г о т о в к и пер енесено на зуб, а в е ­
л ич ины в е к т о р о в п р и в е д е н ы к одной р а з м е р н о с т и — м/с. С л о ж е ­
ние в е кто ро в д а е т ск о р о с т ь р е з а н и я v e.
В е к т о р ы v и us/ 60 все в р е м я п осто янны по вел и ч и н е и н а ­
п р а в л е н и ю , с л е д о в а т е л ь н о , не и зм е н я е т с я и вектор v e, а это з н а ­
чит, что т р а е к т о р и е й зу б а 1 в п р оп и л е б у д е т п р я м а я 1 — 1 '.
А н а л о г и ч н о п о л у ч а ю т с я т р а е к т о р и и зу б ье в I I — 2 — 2 ' и д р у ­
гих зубьев. К а к видим , т р а е к т о р и и зу б ь е в в п р о п и л е — п а р а л ­
л е л ь н ы е п р я м ы е линии, р а с с т о я н и е м е ж д у ко торы м и по н а п р а в ­
л ен и ю п о д а ч и р а в н о п о д а ч е на зу б S z. Т о л щ и н а с р е з а е м о г о сл оя
( к и н е м а т и ч е с к а я ) a = S z cos\|), где ^ = a r c tg [ y s/( 6 0 y ) ] — угол н а ­
к л о н а т р а е к т о р и и зу б а к л ини и ве р ш и н зубьев.
У ч и т ы в а я способ у ш и р е н и я п р о п и л а и м а л у ю величину
у г л а г|з, п р а к т и ч е с к и т о л щ и н у с л о я в ы ч и с л яю т по с л е д у ю щ и м
формулам:
д л я плю щеных зубьев
а \ = a = S z cos гЬ да S z;
д
д л я разведенных зубьев = (В пр/ В ) а да (В пр/ В ) S z.
(27)
(28)
П о д а ч у на зуб S z при пилении л ен т о ч н о й пилой в ы ч и с л яю т
по о с н о вн о м у к и н е м а т и ч е с к о м у с оо тн ош ен и ю д л я этого п р о ­
цесса. И з м а л о го з а ш т р и х о в а н н о г о т р е у г о л ь н и к а (рис. 20, б)
следует, что t g ^ = S z/ t 3, но в то ж е в р е м я (из б о л ь ш о г о т р е ­
у г о л ь н и к а ) t g i|) = y s/ 6 0 t \ П р и р а в н и в а я п р а в ы е ч асти ра ве н ств ,
п о л у ч а ем соотнош ен ие:
S J t 3 = vs/ ( m v ) ,
(29)
S t = vttJ{Wv)-
( 2 9 ')
из ко то ро го с л е ду е т
Ш е р о х о в а т о с т ь по вер хн ости п р о п и л а при л ент о ч н о м пилении
т а к ж е за в и с и т в о сновном от вел и ч и н ы подачи на зуб S z
(таб л . 3 ).
В ы б р а в п о д а ч у на зу б S z по т а б л . 3, на д о пр овери ть, не п р е ­
в ы ш а е т ли она вел и ч и н у 5 г(шах), к о т ору ю м о ж н о д оп усти ть из
у сл о в и я н о р м а л ь н о г о з а п о л н е н и я о п и л к а м и в п а д и н м е ж д у
з у б ь я м и (23).
С илы и м о щ н о с ть р е з а н и я . К а с а т е л ь н у ю и н о р м а л ь н у ю силы
на од ном зу б е F x и F z о п р е д е л я ю т по с п р а в о ч н ы м э к с п е р и м е н ­
т а л ь н ы м д ан н ы м .
В т а б л . 4 п р и в ед е н ы з н а ч е н и я единичной к а с а т е л ь н о й силы
Fx 1 д л я о п р е д е л е н н ы х т а б л и ч н ы х усл о в и й р е з а н и я (таб л и ч 51
3. Максимально допустимая подача на зуб, мм, при различной заданной
шероховатости поверхности пропила при пилении ленточными пилами
на делительных станках
Высота неровностей
Плющеные зубья
R m m ax. мкм, не более
1600
800
500
320
200
100
Разведенные зубья
2,0/2,5
1,5/2,0
1,0/1,2
0,6/0,6
0,3/0,4
0,15/0,2
1,4/1,8
1,0/1,2
0,65/0,8
0,40/0,55
0,20/0.25
0,10/0 15
П р и м е ч а н и е . В числителе — при пилении древесины сосны,
т е л е — при пилении древесины дуба.
в знамена­
ное зн а ч е н и е еди ничной к а с а т е л ь н о й с ил ы о б о зн а ч е н о F x т),
а т а к ж е т а б л и ч н о й у д ел ьн о й р а б о т ы К т п и лен ия л енточн ой
пилой.
Д л я в ы ч и с л ен и я к а с а т е л ь н о й сил ы на зу б е F x величину
F x т по т а б л . 4 н а д о у м н о ж и т ь на ш и р и н у с р е з а е м о г о с л о я b
и об щ и й п о п р а в о ч н ы й м н о ж и т е л ь й ПОпр, р а в н ы й п р о и зв е д е н и ю
по п р а в о ч н ы х м н о ж и т ел е й , у ч и т ы в а ю щ и х исхо д ны е у с л о в и я п и ­
л е н и я (см. п. 10 и г л а в у 4 ) . Н о р м а л ь н у ю сил у на з у б е в ы ч и с ­
л я ю т ч ерез к а с а т е л ь н у ю :
F z = F x m,
где m — переходный множитель
= 0,6.. .0,7 — для тупы х).
(30)
( т = 0 ,2 5 . . .0,30 — для
острых зубьев,
т=
4. Табличные касательная сила F x т и удельная работа К Т процесса продольно­
го пиления ленточной пилой при различной средней толщине срезаемого
слоя (сухая хвойная древесина; зубья пилы острые, шаг t 3 = 20 мм,
передний угол у = 20°)
аср. мм
F X t , Н/мм, при высоте
пропила t, мм
50
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
0,60
52
9,35
12,6
14,1
15,2
16,3
17,1
17,5
18,8
19,8
20,5
21,5
22,8
100
150
200
10,5
13,9
15,2
16,4
17,5
18,0
18,6
19,6
20,7
21,5
22,0
24,3
11,7
15,2
16,2
17,4
18,5
18,9
19,3
20,0
21,2
22,0
22,6
24,0
13,0
16,3
17,3
18,0
19,3
19,5
19,6
20,4
21,6
22,5
23,1
24,0
*т
Дж /см 3, при высоте
пропила t, мм
50
100
150
200
187
126
94
76
65
57
50
47
44
41
39
38
209
139
234
152
108
87
74
63
55
50
47
44
41
40
259
163
115
90
77
65
56
51
48
45
42
40
101
82
70
60
53
49
46
43
40
39
М о щ н о с т ь р е з а н и я р а с с ч и т ы в а ю т с ц ел ью в ы б о р а при во да
г л а в н о г о д в и ж е н и я в с т а н к е (д л я н а и б о л е е т я ж е л ы х усл о ви й о б ­
р а б о т к и ) или оценки и с п о л ь з о в а н и я у с т ан о вл ен н о й м ощ ности
(при к о н к р е т н ы х у с л о в и я х о б р а б о т к и ) .
И с п о л ь з у ю т д в а сп ос об а р а с ч е т а . П о п е р в о м у п о с л е д о в а ­
те л ьн о в ы ч и с л я ю т с л е д у ю щ и е величины :
к а с а т е л ь н у ю си л у на о д н ом зу б е F x
F х — F xi^nonp b,
(31)
где F x i и апопр — по справочным таблицам, b — по условию расчета.
к а с а т е л ь н у ю сил у (с р е д н ю ю за цикл гл а в н о го д в и ж е н и я ) на
всех р е ж у щ и х зу б ь я х , н а х о д я щ и х с я в п роп иле, Fx ц
F X * = F х^реж,
где Zpem = llta\ I — длина срезаемого слоя (для пиления ленточной пилой / »
«
0
;
м ощ ность р е з а н и я Р р
Р р = F x до,
(32)
где v — скорость главного движения.
П о в т о р о м у способ у п о л ь зу ю т с я о б ъ е м н о й ф о р м у л о й м о щ ­
ности
Р р = К У г = Ктйпопр (Bnp^s/60),
(33)
где К — удельная работа пиления ленточной пилой в расчетных условиях,
Д ж /см 3; К = К ч 0.поп9 \ Кт, ашоар — по справочным таблицам;
Vi — се ку н д н ы й о б ъ е м с р е з а е м о г о сл о я, с м 3 /с:
V, - B„ptvs№ ,
где
В„р и t в мм;
в м/мин.
М о щ н о с т ь п од ачи д л я п и лен ия л енточн ой пилой м о ж е т б ы ть
о п р е д е л е н а по ф о р м у л е
Р$ = F z uPJGO,
(34)
где F z ц — нормальная сила резания на пиле, Н; F z n . = F x n , m (т — переход­
ной множитель — см. выше).
П ри в ы б о р е р е ж и м а р е з а н и я п р и х о д и тс я р е ш а т ь о б р а т н у ю
з а д а ч у : н а х о д и т ь н а и б о л ь ш у ю с коро сть п о д ачи v S(p) по и з в е с т ­
ной м ощ ности р е з а н и я Р р.
П о р я д о к вы чи сл ен и й с л едую щ и й . П о изв е ст н ы м Р р и и с х о д ­
ным у с л о в и я м р е з а н и я в ы ч и с л я ю т н а и б о л ь ш у ю в о з м о ж н у ю т а б ­
л и ч н у ю сил у F x т, и с п о л ь з у я п р е о б р а з о в а н н у ю о б ъ е м н у ю ф о р ­
мулу
F л т — Р ptj(cinonpbtv),
(35)
где Яр — мощность резания, Вт; Ь — ширина срезаемого слоя, мм, для пилы
с разведенными зубьями Ь равна толщине пилы В; для пилы с плющеными
зубьями Ь = В Цр.
53
П о вы чи слен ной силе 17х г и з а д а н н о й вы соте п р о п и л а t по
т а б л . 4 н а х о д я т н а и б о л ь ш у ю д о п у с к а е м у ю т о л щ и н у с р е за е м о г о
с л о я а = а ср. П о н ай денн ой в ел и ч и н е с р е з а е м о г о с л о я а о п р е д е ­
л я ю т п о д а ч у на зуб: д л я п л ю щ е н ы х зу б ь е в S z ^ a , д л я р а з в е д е н ­
ных S z ~ ( В / В „ Р)а. П о S z в ы ч и с л я ю т с к о р о ст ь п од ачи v S(p), д о ­
п устим у ю по м ощ ности г л а в н о г о д в и ж е н и я Р р:
v s (р) = S zQ0v/t3.
(36)
13. П ил ени е кру гл о й пилой
П р о д о л ь н о е пиление. О б щ и е с в еден ия. П р о д о л ь н о е пи ление
д р ев е с и н ы к р у г л о й пилой — с л о ж н ы й п р оц е сс р е з а н и я м н о г о р е з ­
цовы м в р а щ а ю щ и м с я ин стр у м е н т о м в ф о р м е д и с к а (кругл ой
п и л о й ), при к о торо м в е ктор с к о ро сть подачи с о в п а д а е т с н а ­
п р а в л е н и е м во л о ко н д р ев е с и н ы и, с л е д о в а т е л ь н о , пл о скости п р о ­
п и л а п о л у ч а ю т с я п а р а л л е л ь н ы м и в о л о к н ам .
П р о д о л ь н о е п и л е н и е я в л я е т с я р а б о ч и м про ц ессом б о л ьш о й и
р а з н о о б р а з н о й г руппы к р у г л о п и л ь н ы х с т ан к о в , п р е д н а з н а ч е н ­
ных д л я д е л е н и я по ш и р и н е и т о л щ и н е в тех н о л о ги ч е с к о й о п е ­
р а ц и и пр о д о л ьн о го р а с к р о я бревен, брусьев, досок, о б а п о л а ,
б р у ск о в и реек. В м е б е л ьн о м п р о и зв о д с т в е на одно- и м н о г о ­
п и льны х с т а н к а х в ы п о л н я ю т п р о д о л ьн ы й р а с к р о й п и л о м а т е р и а ­
л о в и к р а т н ы х з а г о то в о к .
П р и п р о д о л ь н о м пи лен ии г л а в н а я ( к о р о т к а я ) р е ж у щ а я
к р о м к а зу б а п е р е р е з а е т в о л о к н а д р е в е с и н ы и ф о р м и р у е т дно
пропила, а боковые реж ущ и е кромки участвую т в ф о р м и р о ва­
нии с т ен о к пр о п и л а . Т а к о е р а с п р е д е л е н и е ф у н к ц и й п р е д о п р е д е ­
л я е т т р е б о в а н и я к гео м е тр и и зу б ь е в п и лы д л я пр о д о л ьн о го
р а с п и л и в а н и я : к о р о т к а я р е ж у щ а я к р о м к а д о л ж н а б ы ть в ы д в и ­
ну т а в п е р е д по ход у в р а щ е н и я о т н о с и т е л ьн о п еред н ей п о в е р х ­
ности за счет п о л о ж и т е л ь н о г о у г л а у. П р и этом в о л о к н а б удут
п е р е р е з а н ы п р е ж д е , чем они н а ч н у т о т д е л я т ь с я пер ед ней п о ­
верхностью , б л а г о д а р я чем у п р е д о т в р а щ а е т с я н е о р г а н и з о в а н ­
ный вы р ы в вол око н . П р и п ов ы ш е н н ы х т р е б о в а н и я х к к а ч е с тв у
поверх н ости п р о п и л а у б о ко вы х р е ж у щ и х к р о м о к д о л ж е н быть
с о з д а н п о л о ж и т е л ь н ы й п ер ед ний угол з а счет косой з а т о ч к и по
п еред н ей г р а н и (у б о к = ф 1 ). Т а к к а к з у б ь я ф о р м и р у ю т д в е стен ки
п р о п и л а , к о с а я з а т о ч к а д о л ж н а бы ть в ы п о л н е н а ч ер ез зуб:
четны х зу б ье в — в о д н у сторону, нечетны х — в другую .
К и н е м а т и к а пр о ц е сс а . В с т а н к а х п и л а 3 м о ж е т н а х о д и т ьс я
отно с и т ел ьн о за г о т о в к и в в ер хн ем или н и ж н е м п о л о ж е н и и
(рис. 2 1 ).
П о схеме, и з о б р а ж е н н о й на рис. 21, а, центр пи лы О н а х о ­
д и т ся в ы ш е б аз о в о й п оверхн ости 1 , по кото ро й п е р е м е щ а е т с я з а ­
г ото вк а 2. Р а с с т о я н и е h от ц е н т р а пи лы до п оверх н о сти 1 н е ­
с к о л ь к о м ен ьш е р а д и у с а п и лы R. П о схем е на рис. 2.1, б центр
54
Рис. 21. Кинематика и геометрия
срезаемого слоя при продольном пи­
лении круглой пилой:
а — схема
пиления с верхним располо­
жением
пилы относительно заготовки;
б — то же, с нижним положением; в —
толшина срезаемого слоя кинематическая
пи лы О р а с п о л о ж е н н и ж е б а з о в о й п оверхн ости 1 на ве л и ч и н у h.
Т о л щ и н а з а г о т о в к и t (м м ) я в л я е т с я вы сотой пр о п и л а . П и л а
им еет z зу б ье в, ф о р м а к о т о р ы х о п р е д е л я е т с я , в ч астности, в е ­
личиной у г л а р е з а н и я б и ш а г а зу б ь е в t 3. Ш а г зуб ьев, мм, в ы ­
ч и с л я ю т к а к д л и н у д у ги м е ж д у в е р ш и н а м и соседних зуб ьев:
t 3 - 2 nR / z .
(37)
Д и а м е т р р е з а н и я D = 2R, мм ( г л а в н а я х а р а к т е р и с т и к а и н ­
с т р у м е н т а — д и а м е т р п и л ы ) , в а н а л и з е п р о ц е сс а п р и н и м а е т с я
о д и н а к о в ы м д л я всех зубьев. Ч а с т о т а в р а щ е н и я пи лы п, мин-1,
с ч и та е т с я постоянной . Т о г д а с к о ро сть г л а в н о г о д в и ж е н и я V, м/с,
будет
v = nDnl(№-\000).
(38)
В с р е д н е м v на с т а н к а х к о л е б л е т с я от 40 до 80 (м а к с и м у м
до 1 0 0 — 1 2 0 ) м/с.
Д в и ж е н и е п о д ач и п р и д а е т с я , к а к п р а в и л о , за г о то в к е . С к о ­
р ость м е х а н и ч е с к о й п о д а ч и v s в с т а н к а х д о с т и г а е т 1 0 0 м /м и н и
более.
П о д а ч у на один о б о р о т п и лы S 0 и на о д ин зуб S z, мм, о п р е ­
д е л я ю т по ф о р м у л а м :
(39)
S 0 = 1000ys/n;
1 0 0 0 us/(nz).
(40)
55
Р а з л и ч а ю т п и л е н и е со встречной подачей, когд а п р о е к ц и я
в е к т о р а скор ости г л а в н о г о д в и ж е н и я v на н а п р а в л е н и е подачи
и в е ктор с к о ро сти п о д ачи з а г о т о в к и v s н а п р а в л е н ы н а в с т р е ч у
д р у г д р у гу , и с поп утн ой под ачей , когд а они с о в п а д а ю т по н а ­
п р а вл е н и ю .
П р и п р о д о л ь н о м пилении п о п у т н а я п о д а ч а и сп о л ьзу ет с я
редко, т а к к а к при ней в о з м о ж н о з а т я г и в а н и е д р ев е с и н ы пилой,
что пр и в о д и т к н е р а в н о м е р н о й с ко ро сти подачи, п е р е г р у з к е д в и ­
г а т е л е й м е х а н и з м о в г л а в н о г о д в и ж е н и я и под ачи , т. е. к а в а р и й ­
н ом у п о л о ж ен и ю . П о п у т н а я п о д а ч а ч ас т о в с т р е ч а е т с я при п о ­
переч ном п и лен ии при н еп о д в и ж н о й заготовке- Н а рис. 21, а , б
п о к а з а н о п и л е н и е со встречной подачей. И з м е н е н и е н а п р а в л е ­
ния в е к т о р а v a б уд е т с о о т в е т с т в о в а т ь с х ем е п и л ен и я с попутной
подачей.
Т р а е к т о р и я г л а в н о г о д в и ж е н и я — в р а щ е н и я пи лы в о круг
оси — п р е д с т а в л я е т собой о к р у ж н о с т ь р а д и у с а R, на которой
р а с п о л о ж е н ы в е р ш и н ы зуб ьев. Т р а е к т о р и я д в и ж е н и я п од ачи
за г о т о в к и (или оси в р а щ е н и я пилы, если ей п р и д а н о д в и ж е н и е
п о д а ч и ) — п р я м а я л и н и я . Т р а е к т о р и я д в и ж е н и я р е з а н и я —■п е ­
р е м е щ е н и я в е р ш и н ы з у б а пи лы от н ос и т е л ьн о р а с п и л и в а е м о й
древесины — получается в результате слож ения двух одновре­
м енно п р о и с х о д я щ и х д в и ж е н и й : г л а в н о г о и подачи. С к ор ость
р е з а н и я v e при п и лен ии кр у г л о й пилой в ы ч и с л я ю т к а к г е о м е т ­
ри ч е с кую с у м м у с ко ро стей v и v s'.
где ф — угол меж ду векторами v и v ,.
У всех с о в р е м е н н ы х к р у г л о п и л ь н ы х с т а н к о в с к о р о с т ь г л а в ­
ного д в и ж е н и я v во много р а з п р е в ы ш а е т ск ор ость подачи v s,
т а к что векто р с кор ости р е з а н и я v e по в е л и ч и н е и н а п р а в л е н и ю
м а л о о т л и ч а е т с я от с кор ости г л а в н о г о д в и ж е н и я . В р а с ч е т а х их
о б ы чн о п р и н и м а ю т р а в н ы м и , д о п у с к а я при этом н е з н а ч и т е л ь ­
ную погр еш ность:
уе да v = n D n !(60 • 1000).
(41)
Г ео м етр и я с р е з а е м о г о с л о я . С л ой (рис. 21, в) с р е з а е т с я но
д у ге А В , к о т ор ую н а з ы в а ю т ду го й к о н т а к т а з у б а с древеси ной.
Т о ч к а А я в л я е т с я т очк ой в х од а, т о ч к а В — точко й в ы х о д а зу б а
из д реве с и н ы . С р е д н я я т о ч к а С д е л и т д у гу к о н т а к т а п о п олам .
О т м еч е н н ы м т о ч к а м со о т в ет с т ву ю т угол в х о д а фвх, уго л вы х о д а
фвьгх и сре д н и й уго л фор, к о т о р ы е о т с ч и т ы в а ю т от н о р м а л и к н а ­
п р а в л е н и ю п о д а ч и пп. В ел и ч и н ы у г л о в фвх и ф вых о п р е д е л я ю т с я
р а с с т о я н и е м h, р а д и у с о м пи лы R и вы сотой п р о п и л а t, ко т о р ы е
о п р е д е л я ю т с я по с л е д у ю щ и м ф о р м у л а м :
56
д л я встречной п од ачи при вер хнем п о л о ж е н и и пи лы о т н о с и ­
те л ьн о за г о т о в к и
фвх — arccos (h/R)\
фвых = arccos
то ж е , при н и ж н е м п о л о ж е н и и пи лы от н ос и т е л ьн о за г о т о в к и
h+ t
фвх = arccos — ^ — ;
Фвых = arccos (h / R ),
д л я попутной п о д а ч и при верх нем п о л о ж е н и и п и лы о т н о с и ­
т ельн о за г о т о в к и
h—t
фвх = a r c c o s ------------ ;
R
фвых = arccos (h/R),
то ж е , при н и ж н е м п о л о ж е н и и п и лы о т н о си т е л ьн о за г о т о в к и
фвх = arccos (h/R)-,
h+ t
фвых = arccos — ^ — .
Угол, со о т в ет с т в у ю щ и й д у ге р е з а н и я , или д л и н е с р е з а е м о г о
слоя, н а з ы в а ю т угл о м к о н т а к т а фконт:
фконт = фвых — фвх.
(42)
Т е к у щ и й угол ф, о п р е д е л я ю щ и й п о л о ж е н и е з у б а на д у ге р е ­
за н и я , в о з р а с т а е т р а в н о м е р н о , п р о п о р ц и о н а л ь н о вр ем ени, п о ­
эт о м у о с р е д н е м у г л е фср м о ж н о гово рить к а к о х а р а к т е р и с т и к е
р е ж и м а пи лен ия:
фср = (ф ВХ+ ФВ Ы ! )/2.
(43)
П р и п р о д о л ь н о м пи лен ии угол фср с о отв етс тву е т с ре дн е м у
у гл у встречи г л а в н о й д в и ж у щ е й к р о м к и з у б а с в о л о к н ам и д р е ­
веси н ы (поз. 4 н а рис. 22, а, б ) :
Фср = фв. ср.
(44)
Д л и н а с р е з а е м о г о с л о я I в ы ч и с л я е т с я к а к д л и н а дуги к о н ­
такта
/ = (2 я Я /3 6 0 ) фконт,
(45)
где фконт и з м е р я е т с я в гра д.
В с л е д с т в и е н а л и ч и я д в и ж е н и я п о д ачи д в а соседн их зу б а
ф о р м и р у ю т р а з н ы е поверх н ости д н а п р о п и л а : п р е д ы д у щ и й з у б —
п ов е рх н ость со с л е д о м A " C ' D ' , по с л ед у ю щ и й зуб — п овер хн ость
со сл е д о м А С В . Р а с с т о я н и е м е ж д у этим и п о в е р х н о ст я м и по
57
н а п р а в л е н и ю подачи р а в н о S z. Р а с с т о я н и е по н о р м а л и — к и н е ­
м а т и ч е с к а я т о л щ и н а с л о я а — р а зл и ч н о .
Т е к у щ е е з н а ч е н и е к и н е м а ти ч е с к о й т о л щ и н ы с р е з а е м о г о сл о я
в ы ч и с л я ю т по ф о р м у л е
a — S z sin <р.
(46)
Ч астн ы е значения толщ ины слоя:
м и н и м а л ь н а я ( о т р е з о к А А ' , при п о л о ж ен и и
вх о д а)
^ m ln
= ^bx = S z sitl
зуба
в то ч к е
ф вх!
(4 7 )
м а к с и м а л ь н а я (о т р е з о к D D ' , п р и м ер н о р а в н ы й В В ' — р а с ­
ст о ян и ю м е ж д у с м е ж н ы м и т р а е к т о р и я м и зу б ь е в в то ч к е в ы ­
хо д а)
Ощ ах Л* Явых —
S z S in
ф вы х!
(4 8 )
с е р е д и н н а я ( о т р е з о к С С ' на с е р е д и н е дуги к о н т а к т а )
Ясеред — 5 г з т ф ср.
(49)
В ел и ч и н у а серед м о ж н о о п р е д е л и т ь по п л о щ а д и боковой п о в е р х ­
ности с л о я f cn:
асеред = / с л / / = S z t l l .
(5 0 )
О б е ф о р м у л ы д л я а серед д а ю т б л и зк и е р е з у л ь т а т ы , т а к что с д о ­
стат о ч н о й д л я п р а к т и к и т очн остью м о ж н о с чи тать
Ясеред :
S z Sin
ф ср
S ztll •
В сечении, п р о х о д я щ е м ч ер ез ось в р а щ е н и я п и лы ( п о п ер е ч ­
н о м ), г е о м е тр и я с р е з а е м о г о с л о я , к а к о т м е ч а л о с ь ранее, за в и с и т
от способ ов у ш и р е н и я п р о п и л а : с р е д н я я т о л щ и н а с л о я по с е ч е ­
нию в с е р е д и н е д у ги к о н т а к т а р а в н а
flcp к = ( В т р / Ь ) а серед.
а Ср А = а серед
( 55)
Ш и р и н а с л о я т а к ж е за в и с и т от с п особ а у ш и р е н и я п р о п и л а :
ЬА = В > Ь^ = В пр
(56)
Геометрия поверхности пропила. К и н е м а т и к а п р о ц е сс а п и л е ­
ния п р е д о п р е д е л я е т н а л и ч и е на п оверхн ости п р о п и л а с и с т е м а ­
тич еск их неровн остей — рисок, о с т а в л я е м ы х з у б ь я м и (рис. 2 2 ,
а, б ).
М о ж н о р а с с ч и т а т ь в ы со ту ки н е м а ти ч е с к и х неровн остей у, н а ­
п р и м ер д л я пи лы с р а з в е д е н н ы м и зу б ья м и . И з г еом етри чески х
с о отнош ен ий схем ы , п о к а з а н н о й на рис. 2 2 , в, сл е д у е т , что у =
= 2 atgA,p, где а — т о л щ и н а с р е з а е м о г о сл о я, Хр — угол р а з в о д а
58
Рис. 22. Неровности на поверхности пропила:
а, б — обработочные
ровностей
риски;
в — схема к определению
глубины
кинематических
не­
( t g ‘kp = b l/ h p\ bi и /ip«s0,5 /13 могут быть з а м е р е н ы н е п о с р е д ­
с твен но на п и л е ) . Д л я о ц е н ки ш е р о х о в а т о с т и по вер хн о сти по
п а р а м е т р у R m m ax т р е б у е т с я в ы ч и с л и ть н а и б о л ь ш е е зн а ч е н и е
к и н е м а т и ч е с к и х неровн остей у т а х :
R m max — {/max — 2 0 m ax t g A,p — 2 S z S it! фвых t g A,p.
(53)
Р а с ч е т ы R mmax по ф о р м у л е д а ю т за н и ж е н н ы й р е з у л ь т а т
(и н о гд а в н е с к о л ь к о р а з ) . Э то о б ъ я с н я е т с я тем, что при п и л е ­
нии на с т а н к е на ш е р о х о в а т о с т ь поверхн ости п р о п и л а о к а з ы ­
в а ю т д о п о л н и т е л ь н о е в л и я н и е неточности у ш и р е н и я зу б ьев,
к о н т а к т с з у б ь я м и н е р а б о ч е й зо ны пилы, уп р у го е в о с с т а н о в л е ­
ние в о л о ко н д р ев е с и н ы и уп р уги й отгиб зуб ье в , з а т у п л е н и е
р е ж у щ и х к р о м о к и ве р ш и н зу б ьев, т р е н и е с т р у ж е к о стен ки
п р о п и л а , биение д и с к а п и лы в р а д и а л ь н о м и п о п ер еч но м н а ­
п р а в л е н и я х , в и б р а ц и я пилы, с м е щ е н и е за г о т о в к и во в р е м я р а с ­
п и л и в а н и я и м ногие д р у г и е причины.
Д о с т а т о ч н о точн ы й прогно з о ж и д а е м о й ш е р о х о в а т о с т и п о ­
в ерхно сти п р о п и л а м о ж н о п ол уч и ть на о сн ов ан и и оп ы т н ы х д а н ­
ных, в кот о р ы х в ы с о та неровн остей R mmах с в я з а н а с в а ж н е й ­
ш и м и исход ны м и у с л о в и я м и пи лен ия: н а и б о л ь ш е й т о л щ и н о й
с р е з а е м о г о с л о я (через п а р а м е т р ы S z и фвых) и способом у ш и ­
р е н и я п р о п и л а ( т аб л . 5 ).
С илы и м ощ н о с ть р е з а н и я . П р и пи лен ии к ру гл о й пилой
в процессе р е з а н и я о д н о в р е м е н н о у ч а с т в у е т г р у п п а зу б ье в
59
Рис. 23. Силовое воздействие группы зубьев на заготовку
круглой пилой:
при пилении
а — касательные F х (!) и нормальные Р% (i) силы; 6 — равнодействующая касательных
и нормальных сил 2F ; в — то же касательных сил
г — то ж е нормальных сил
ZFZ; д — то же боковых сил для зубьев пилы в пропиле S F y
(рис. 23, а ) , по э то м у о б щ е е во зд е й с тв и е п и лы на з а г о т о в к у о п ­
р е д е л я е т с я с у м м и р о в а н и е м к о о р д и н а т н ы х к а с а т е л ь н ы х (рис. 23,
в ) , н о р м а л ь н ы х (рис. 23, г ) , к а с а т е л ь н ы х и н о р м а л ь н ы х (рис. 23,
б ) , а т а к ж е б о ко в ы х (рис. 23, д ) сил по всем з у б ь я м , н а х о д я ­
щ и м с я в пропиле.
5. Максимальная подача на зуб, мм, при различной заданной шероховатости
поверхности пропила для продольного пиления
Разведенные зубья
Высота неровностей
^ т шах' мкм>
не более
ВО
Зубья с радиальным
поднутрением
(строгальные)
при угле выхода фВЫх» град
20. . .50
1200
800
500
320
200
100
60
32
Плющеные зубья
1,2
1,0
0,8
0,3
0,1
0,1
—
■**"
60.
.70
1,2
0,8
0,5
0,1
0,1
—
—
—
20 . . .50
60 . . .70
20 . . .50
60 . . .70
1,8
1,5
1,2
0,45
0,15
0,15
1,5
1,2
0,75
0,15
0,15
—
—
—
—
—
—
—
—
—
—
0,3
0,15
0,07
—
0,3
0,15
0,07
—
В п р а к т и ч е с к и х р а с ч е т а х э н е р г о з а т р а т на проц есс п и лен ия
при п р о е к т и р о в а н и и п р и в о д а к р у г л о п и л ь н ы х ст ан к о в , о п р е д е л е ­
нии с и л о в ы х в о зд ей стви й на ин с тр у м е н т и э л е м е н т ы с т а н к а в ы ­
ч и с л я ю т ср е д н ю ю ц и к л о в у ю к а с а т е л ь н у ю силу.
Средняя цикловая касательная
с и л а — это у с ­
л о в н а я п о с т о я н н а я к а с а т е л ь н а я с и л а FXll, к о т о р а я , д е й с т в у я на
пути, р а в н о м д л и н е о к р у ж н о с т и пи лы 2 л/? (один о б о р о т — ци кл
гл а в н о г о д в и ж е н и я ) , с о в е р ш а е т ту ж е р а б о т у , что и с р е д н я я
к а с а т е л ь н а я с и л а на зу б е F x ср з а один о б о р о т пилы:
F Xu2 n R = F Xcvlz,
где z — число зубьев пилы (за один оборот пилы каждый зуб пройдет через
пропил, соверш ая работу, равную F x ср/).
И з р а в е н с т в а следует.
F x ц = F ](Ср =
F хср т
- F Хср2реж,
где г реж — число одновременно режущ их зубьев
ная, не округляемая до целых единиц).
(54)
(величина средневзвеш ен­
С р е д н я я к а с а т е л ь н а я с и л а на зу б е F x ср — это у с л о в н а я п о ­
с т о я н н а я к а с а т е л ь н а я си л а , к о т о р а я , д е й с т в у я на пути, р а в н о м
д л и н е с р е з а е м о г о с л о я /, с о в е р ш а е т ту ж е р а б о т у , что и ф а к т и ­
ч е с к а я п е р е м е н н а я к а с а т е л ь н а я с и л а на пути, р а в н о м ф а к т и ч е ­
ской д уге к о н т а к т а р е з ц а с древеси ной.
С и л а F x ср от н е се н а к средн ей то ч к е дуги к о н т а к т а С (см. на
рис. 22, в ) , п о л о ж е н и е котор ой о п р е д е л я е т уго л срСр. В ел и ч и н у ее
р а с с ч и т ы в а ю т по ф о р м у л е
F хср = F хт^Япопр,
(55)
где Fx-t — табличное значение касательной силы для процесса продольного
пиления круглой пилой, взятое для толщины срезаемого слоя а сР в средней
точке дуги контакта, Н/мм (табл. 6 ); Ь — ширина срезаемого слоя, мм;
Опопр — общий поправочный множитель, учитывающий отличие расчетных ус­
ловий пиления от табличных.
П о средн ей ц и к л о в о й силе в ы ч и с л я ю т м ощ ность р е з а н и я Р р,
Вт:
Рр — F XvP-
(56)
М о щ н о с т ь р е з а н и я м о ж е т бы ть в ы ч и с л ен а т а к ж е по о б ъ е м ­
ной ф о р м у л е
Рр = KxGnonpBnptvJGO,
(57)
где Л'т — табличное значение удельной работы продольного пиления круглой
пилой (табл. 6), Д ж /см 3; а ЦОпр — общий поправочный множитель, учитываю­
щий отличие расчетных условий от табличных,
61
6. Табличная касательная сила F х т и удельная работа Кт для продольного
пиления круглой пилой (сосна, W = 10 . . . 1 5 % , ^ = 50 мм, фв = 60°;
V — 40 м/с; зубья острые, б — 60°)
аср . мм
Fх т , Н/мм
Кт, Д ж /см 3
аср. мм
Fх т- Н/мм
К т, Д ж /см 3
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
9,5
12,0
14,2
16,0
18,0
19,3
21,0
22,5
95
80
71
64
60
55
52,5
50,0
0,50
0,60
0,80
1,00
1,20
1,40
1,60
2,00
23,8
26,4
31,2
36,0
40,8
44,8
48,8
56,0
47,5
44,0
39,0
36,0
34,0
32,0
30,5
28,0
Н а и б о л ь ш у ю с к о ро сть п о д ачи Ощр), д о п у с ти м у ю по у сл о вию
полного и с п о л ь з о в а н и я з а д а н н о й м ощ ности р е з а н и я Р р, р а с с ч и ­
т ы в а ю т ио п р е о б р а з о в а н н о й о б ъ е м н о й ф о р м у л е
гл
г хт
pj
60* 1000 sin фср
г р --------------- —---------- .
/с о \
а попр *btlZ
П о т а б л . 6 н а х о д я т зн а ч е н и е ср едн ей т о л щ и н ы с р е з а е м о г о
с л о я а ср, с о о т в ет с т в у ю щ е е в ы чи сл ен ной т а б л и ч н о й си л е F x т.
З а т е м по а ср п о с л е д о в а т е л ь н о в с оо тв етствии с ф о р м у л а м и 51,
49, 40 о п р е д е л я ю т а СереД, S z и ys:
Ясеред а = ^ср ( Ь / В пр )|
= Осеред/sin фср;
— ^ ср ’>
Vs = S zznl 1000.
О собен ности п оп еречного п и ле н и я д р е в е с и н ы кру гл ой пилой.
П ри поп еречном пи лен ии (рис. 24) у с л о в и я р а б о т ы р е ж у щ и х
к р о м о к иные, чем при п р о д о л ь н о м пи лении: п е р е р е з а е т в о л о к н а
и ф о р м и р у е т с т ен к у п р о п и л а б о к о в а я к р о м к а , а к о р о т к а я р е ж у ­
щ а я к р о м к а и п е р е д н я я п оверх н ость с к а л ы в а ю т п е р е р е з а н н ы е
в о л о к н а , ф о р м и р у я д но пр о п и л а . Э то о п р е д е л я е т с л е д у ю щ и е
т р е б о в а н и я к геом етр и и зубьев. Б о к о в а я к р о м к а д о л ж н а п е р е ­
р е з а т ь в о л о к н а п р е ж д е , чем в к о н т а к т с ними вступит п е р е д н я я
поверхность. Д л я этого он а д о л ж н а б ы ть в ы д в и н у т а в п е р е д по
ходу пилы о т н о с и т е л ьн о ко р о т к о й к р о м к и з а счет о т р и ц а т е л ь ­
ного (или ну л ево го) ко н ту рн ого пер е д н е го у г л а ( у < 0 °) и им еть
п о л о ж и т е л ь н ы й пе ре д н и й у го л увок за счет косой зато чк и .
О б ы ч н о к о с а я з а т о ч к а в ы п о л н я е т с я по п ер ед н ей и за д н е й п о ­
в е р х н о с т я м зуб а.
П р и п о п ер еч но м р е за н и и р а с ч е т сил р е з а н и я с л о ж н е е . С р е д ­
н я я к а с а т е л ь н а я с и л а на зу б е /*'л-ср ис ч и сл я ет с я ч ер ез т а б л и ч н у ю
к а с а т е л ь н у ю сил у Fx т (таб л . 7 ) , отнесенну ю к е д и н и ц е ш ирин ы
п р о п и л а , а не ф а к т и ч е с к о г о с р е з а е м о г о с л о я , и в ы б и р а е м у ю
62
ВидА
Рис. 24. С труж кообразование при пилении древесины поперек волокон:
1 — з а д н я я п оверхность зу б а ; 2 — п ер е д н яя п оверхность зу б а ; 3 — б оков ая р е ж у щ а я
к р о м к а; 4 — к о р о т к а я р е ж у щ а я кр о м к а; 5 — л е в а я стен ка п роп и л а; 6 — левы й зу б ;
7 — правы й зу б ; 8 — п р а в а я стен ка
п р о п и л а; 9 — поверхность с к а л ы ва н и я эл ем ен та
струж ки
в за в и с и м о с т и от ки н е м ати ч е ск о й , а не средн ей по сечен ию т о л ­
щ ины с т р у ж к и на с е р е д и н е дуги к о н т а к т а :
F хср
=
F хт^прЯ попр-
(5 9 )
В этой ж е т а б л и ц е п р и в ед е н ы т а б л и ч н ы е зн а ч е н и я у д ел ьн о й р а ­
боты поп ер еч но го п и л е н и я КтП р и в ы б о р е м а к с и м а л ь н о д о п у с ти м ы х под ач на зу б S z при
за д а н н о й ш е р о х о в а т о с т и повер хн ости п р о п и л а д л я поперечного
пиления м ож но пользоваться данны м и табл. 8 .
О собен н ости п и ле н и я д р е в е с н ы х м а т е р и а л о в . Д л я п и ле н и я
древесностружечных
плит
(Д С тП ) общий характер
за в и с и м о с т и к а с а т е л ь н о й и н о р м а л ь н о й сил р е з а н и я и ш ерохо7. Значения F хт и Кт Для поперечного пиления древесины круглой пилой
(сосна, W = 15 % , зубья острые)
“ серед
V in 4 V
мм
0,01
0,02
0,03
0,04
0,05
0,10
0,15
0,25
F j j T ' Н / мм , д л я ш и р и н ы
п р о п и л а ^ Пр> мм
К т , Д ж /с м 3, д л я ш и ри н ы
п р о п и л а # Пр , мм
2,5
3,5
5,0
2,5
3 ,5
5,0
1,0
1,8
2,5
3,2
3,7
6,7
9,6
12,2
0,9
1,6
2,1
2,6
3,0
5,2
7,5
9,8
0,7
1,2
1,6
2,0
2,3
3,5
4,9
6,4
105
92
84
79
75
67
64
61
90
78
70
65
61
52
50
49
75
62
55
49
45
35
33
32
63
8. Максимальная подача на зуб, мм, при различной заданной шероховатости
поверхности пропила для поперечного пиления (средние производственные
условия резания, зубья острые)
Рбок
Высота неровностей
^ m m ax . мкм, не более
800
5 00
3 20
10 при
Р б о к = 60° ПРИ
7 = —35°
7 = -5 ’
7 = —35°
7 = -5 °
> 0 ,2
0 ,2
0 ,0 5
> 0 ,2
0 ,0 5
—
> 0 ,2
0 ,1 5
0 ,0 5
0 ,2
0 ,0 5
---
ва т о ст и о б р а б о т а н н о й по вер хн о сти от средн ей т о л щ и н ы с р е з а е ­
мого с л о я о с т а е т с я тем ж е, что и д л я п и ле н и я древеси ны .
В т а б л . 9 п р и в е д е н ы о р и е н ти р о в о ч н ы е д а н н ы е по пилению
Д С т П к р у гл о й пилой.
К а ч е с т в о р а с п и л и в а н и я Д С т П х а р а к т е р и з у е т с я величиной
с кол ов на к р о м к е ( и з м е р я е т с я по п л а с т и п л и ты в н а п р а в л е н и и
п е р п е н д и к у л я р н о м пл оскости п р о п и л а ) и ш ер о х о в а т о с т ь ю п о ­
верхности п р о п и л а (г л а в н ы м о б р а з о м вел ич ино й неровностей
р а з р у ш е н и я и в о р с и с т о с тью ). С к о л ы я в л я ю т с я сл е д с т в и е м о т ­
сл о е н и я повер х н о ст н ы х ч ас т и ц плиты под си л о вы м возд е й с тви е м
зу б ь е в на вх од е в м а т е р и а л или на в ы х о д е из него. В ел и ч и н а
с к о л о в м о ж е т б ы ть с в е д е н а к м и н и м у м у з а счет п р а в и л ь н о г о в ы ­
б о р а гео м е тр и и зу б ь е в пи лы (перед него у г л а и у г л а косой з а ­
т о ч к и ) , о б есп е ч е н и я н а д л е ж а щ е г о п о д п о р а по п л а с т и пл иты
вблизи кромки пропила, исключения возможности работы з а ­
т у п л е н н ы м и н стру м ен том . Ш е р о х о в а т о с т ь поверх н о сти п р о п и л а
в зн а ч и т е л ь н о й м ере за в и с и т от средн ей т о л щ и н ы с р е за е м о го
9. Значения F x т и Кт Для пиления древесностружечной плиты круглой пилой
(количество связующего 8 % , зубья острые, v = 40 м/с, В пр = 3 мм,
В = 1,7 мм, фср = 35°)
° с р , мм
0 ,0 2
0 ,0 4
0 ,0 6
0 ,0 8
0 ,1 0
0 ,1 2
0 ,1 4
0 ,1 6
0 ,1 8
0 ,2 0
0 ,2 2
64
F х т , Н/мм, при плотности
плиты, кг/м 3
К т , Д ж /см 3, при плотности
плиты, кг/м 3
500
700
900
500
1,6
2 ,2
2 ,6
3 ,0
3 ,4
3 ,9
4 ,5
5 ,2
5 ,8
6 ,4
7 ,0
2 ,5
3 ,4
4,1
4 ,6
5 ,3
6,1
7,1
8,1
9 ,0
10,0
11,0
3 ,3
4 ,7
5 ,6
6 ,3
7 ,2
8 ,3
9 ,6
11,0
12,3
13,6
14,9
7 8 ,6
5 4 ,4
4 3 ,5
37,1
3 3 ,9
3 2 ,7
3 2 ,4
3 2 ,2
32,1
3 2 ,0
3 1 ,9
700
900
123,0
8 5 ,0
6 8 ,0
5 8 ,0
5 3 ,0
5 1 ,0
5 0 ,6
5 0 ,4
5 0 ,2
5 0 ,0
4 9 ,8
167,0
117,0
9 2 ,5
7 8 ,9
7 2 ,0
6 9 ,4
6 8 ,9
6 8 ,5
6 8 ,2
6 8 ,0
6 7 ,8
Рис. 25. Виды пилепия Д С П
S
слоя
(по д ачи на р е з е ц ) . П р и
это м п о к а з а т е л и ш ер о х о в а т о с т и
ухудш аю тся
с
у м ен ьш е н и е м
плотности пл ит и с о д е р ж а н и я
с в я зу ю щ его .
Д л я пол у ч ен и я у д о в л е т в о р и ­
т е л ьн о г о
к а ч е с т в а поверхности
пропила рекомендую тся следую ­
щ и е п о д ачи на зуб пилы : 0,03 . . .
0,05 мм д л я п л и т п л о тн остью
700 к г /м 3 и с с о д е р ж а н и е м с в я ­
з у ю щ е г о м енее 8 % ; 0,05. ..01 мм
д л я пл ит п л отн о стью 900 к г / м 3 и с с о д е р ж а н и е м с в я зу ю щ е г о
8 . . . 12 % ; 0,15 . . . 0,25 мм д л я пл ит пл о т н о с т ью с в ы ш е 900 к г /м 3
и с с о д е р ж а н и е м с в я зу ю щ е г о с в ы ш е 1 2 %.
П р и пи лен ии Д С т П , о б л и ц о в а н н ы х д е к о р а т и в н ы м п л а с т и к о м ,
п р е д ъ я в л я ю т с я п о в ы ш е н н ы е т р е б о в а н и я в отнош ен ии с к о л о в по
поверх н ости о б ли ц о в к и . О п р е д е л е н ы у с л о в и я чистового пи ления,
при ко т о р ы х д л и н а ск о л о в не п р е в ы ш а е т 50 м км : п и л а м и н и ­
м а л ь н о г о д и а м е т р а с зу б ь я м и , о с н а щ е н н ы м и п л а с т и н а м и т в е р ­
д о го с п л а в а , у = — 10°, а = 1 5 ° , р = 70°, рб о к< 1 3 мкм, у = 4 0 . . .
. . . 50 м/с, S z < 0 , 0 3 мм. Д С т П , о б л и ц о в а н н ы е ш поном , м о ж н о
р а с п и л и в а т ь п о п е р ек в о л о к о н о б л и ц о в к и тем и ж е п и л а м и при
н е с к ольк о б о л ьш е й п о д а ч е на зуб: 5 г < 0 , 0 5 мм.
Н а и б о л е е ч ас т о п и лен и ем о б р а б а т ы в а ю т д р е в е с н ы й с л о ­
и с т ы й п л а с т и к Д С П - Б , в к отор ом ч ере з к а ж д ы е 10 . . . 20
п а р а л л е л ь н ы х слоев ш п о н а один слой р а с п о л о ж е н под угл о м
90° к ним.
С т р у к т у р а п л а с т и к а (рис. 25) п р е д о п р е д е л я е т и с п о л ь з о в ан и е
с л е д у ю щ и х в и д о в п и л е н и я : п о п ер ек в о л о к о н а и в д о л ь во л о ко н
в н а п р а в л е н и и п р е с с о в а н и я б, п е р п е н д и к у л я р н о н а п р а в л е н и ю
10. Удельная работа пиления ДСП круглой пилой, Дж/см3
Продольн эе пиление
Подача на зуб
S 2, мм
0,025
0,05
0,10
0,15
0,20
0,30
0,50
3
З а к а з № 2049
Поперечное пиление
(рис. 26, а)
500
340
250
210
200
180
150
(рис. 26, б, д)
(рис. 26, в, г)
560
430
340
295
260
260
260
400
305
250
205
180
150
140
65
11. Рекомендуемые углы зубьев пилы и величина подачи на зуб
Пиление
Углы зуба с ломано-линейной задней
поверхностью, град
а
Поперечное (рис. 26, а)
Продольное (рис. 26, б,
V
Подача на зуб
S ,, мм
Рбок
15
15
. . 20
. . 20
0 ... 5
15
75
75
0,15 . . . 0,20
0,20
15
. . 20
15 . . . 20
90
0,15 . . . 0,20
(до 0,3)
д)
Продольное (рис. 26, в
г)
п р е с с о в а н и я в, п а р а л л е л ь н о к л е е в ы м с л о я м г и в д о ль вол окон
с п е р е р е з а н и е м их в т о р е ц <3. В е л и ч и н а у д ел ьн о й р а б о т ы и р е ­
к о м е н д у е м ы е п а р а м е т р ы п и ле н и я Д С П к р у гл о й пилой п р и в е ­
д ен ы в т а б л . 1 0 и 1 1 .
14. Б е с с т р у ж е ч н о е д ел е н и е
О б щ и е све д е н и я . П и л е н и е к а к пр оц есс д е л е н и я им еет с у ­
щ е с т в е н н ы е н е д о с та т к и — з н а ч и т е л ь н ы е потери д р ев ес и н ы при
пи лен ии на о б р а з о в а н и е про п ил о в, а т а к ж е на п о с л е д у ю щ и х
о п е р а ц и я х вс л е д с т в и е п о гре ш н о с тей ф о р м ы ( н е в ы с о к а я т о ч ­
ность) и ш е р о х о в а т о с т и в ы п и л е н н ы х д о с о к и ч ер н о вы х з а г о т о ­
в ок н еоб хо ди м о у с т а н а в л и в а т ь б о л ь ш и е п ри п у ски на у с т р а н е ­
ние д е ф е к т о в пи лен ия. П о э т о м у д л я п р о и зв о д с т в а п р е д с т а в л я ю т
ин терес про ц ессы б езотх од н ого (б ес с т р у ж е ч н о г о ) д е л е н и я д р е ­
весины и д р е в е с н ы х м а т е р и а л о в .
И д е а л ь н ы м п ро ц ессом д е л е н и я д р ев ес и н ы п р е д с т а в л я е т с я р е ­
з а н и е л е зв и е м , в ы п о л н е н н ы м в виде за о с т р е н н о й по одной
к р о м к е п л а с т и н ы . Т а к а я п л а с т и н а д о л ж н а б ы ть очень ж е с т к о й ,
чтобы п р о т и в о с т о я ть си л а м , о т к л о н я ю щ и м п л а с т и н у от з а д а н ­
ного н а п р а в л е н и я р е за н и я , и д о ст а т о ч н о тонкой , чтобы н а п р я ­
ж е н и я в за г о т о в к е , в ы з в а н н ы е вн е д р е н и е м л е з в и я - п л а с т и н ы , не
п ри в оди ли к ее р а с т р е с к и в а н и ю п е р е д л е зв и е м .
П о в ы ш е н н а я ж е с т к о с т ь р е з ц а - п л а с т и н ы при прочих о д и н а ­
ковы х у с л о в и я х д о с т и г а е т с я при ее м и н и м а л ьн о й дли не. Н о п р и ­
м енени е п л а с т и н ы м а л о й д л и н ы в о з м о ж н о т о л ь к о при м а л о й
вел ич ине ее х о д а во в р е м я р е за н и я . О т с ю д а в о з н и к а е т идея д е ­
л е н и я д р ев е си н ы тонко й за о с т р е н н о й н а т я н у т о й пл астиной , с о ­
в е р ш а ю щ е й в о з в р а т н о -п о с т у п а т е л ь н о е ( к о л е б а т е л ь н о е ) д в и ж е ­
ние с м а л ы м ходом (двойной а м п л и т у д о й ) и с б о л ьш о й частотой
к о л е б а н и й , — с х е м а в и б р а ц и о н н о г о р е за н и я . О д н а к о в н а с т о я ­
щ ее в р е м я п р о б л е м ы б е с с т р у ж е ч н о г о в и б р а ц и о н н о г о д е л е н и я
е щ е не р еш ен ы п р и м ен и т е л ь н о к п р о и зв о д с т в ен н о й техно л огии
д е л е н и я д р е в е с и н ы и д р еве с н ы х м а те р и а л о в .
66
Рис. 26. Схема лазерной установки
листовых древесных материалов
для
раскроя
Перспективным
является
п ри м ен ен и е
д л я р е з а н и я д р ев е с и н ы и д р ев е с н ы х м а т е ­
р и а л о в уст р о й с тв на основе оптических
к в а н т о в ы х г е н е р а т о р о в -л а з е р о в .
В о б щ е м с л у ч а е л а з е р состоит из а к т и в ­
ного в е щ е с т в а , п о м е щ е н н о го в оптический
р е зо н а т о р , и и сточн ик а в о з б у ж д е н и я . В а к ­
т и в н о м в е щ е с т в е п ро и схо ди т п р е о б р а з о в а ­
ние эн ерги и, п о с т у п а ю щ е й от исто чн ик а
в о з б у ж д е н и я , в м о н о х р о м а т и ч ес к о е (с н е ­
изм ен ной д ли н ой в о л н ы ) ко ге р е н т н о е (со­
г л а с о в а н н о е по ф а з е ) изл у ч е н и е светового
д и а п а з о н а , а в о п ти ч еско м р е з о н а т о р е —
н а к о п л е н и е световой э н ер ги и и ф о р м и р о в а ­
ние у з к о н а п р а в л е н н о г о изл у ч е н и я . В р е з у л ь т а т е и с п о л ь з о в ан и я
с войств л а з е р н о г о л у ч а в о з м о ж н о о с у щ е с т в л я т ь у зк о л о к а л и з о ­
в а н н ы й н а г р е в о б р а б а т ы в а е м о г о м а т е р и а л а до очень вы соких
т е м п е р а т у р , в ы з ы в а я в нем р а з р у ш е н и е . Д р е в е с и н а и д р ев е с н ы е
м а т е р и а л ы в зо н е в о зд е й с т в и я л а з е р н о г о л у ч а п р е в р а щ а ю т с я
в н а г р е т ы е газы .
С х е м а техн о л о ги ч е с к о й л а з е р н о й у с т ан о в к и д л я р а с к р о я л и ­
с товых д р ев е с н ы х м а т е р и а л о в п о к а з а н а на рис. 26. Г а з о в ы й ( а к ­
ти в н о е в е щ е с т в о — С 0 2) л а з е р 1 м ощ н остью 200 В т о б р а з у е т
пучок лучей 2 д и а м е т р о м 15 мм, ко то ры й с п о м о щ ь ю системы
з е р к а л 3 и л и н з 4 ко н ц е н т р и р у е т с я и н а п р а в л я е т с я на о б р а б а ­
т ы в а е м у ю за г о т о в к у 5. Д л я б ы стр ого у д а л е н и я п р о д у к т о в с г о р а ­
ния о б р а б а т ы в а е м о г о м а т е р и а л а из зо н ы р е з а н и я ч ер е з с о п л о 6
с б о льш ой с к о р о с т ью в ы б р а с ы в а е т с я ин ер тн ы й газ, п о д а в а е м ы й
ч ерез ш туц ер 7. П е р е м е щ е н и е л а з е р н о г о л у ч а ( р е ж у щ е г о и н ­
с т р у м е н т а ) о т н о с и т е л ьн о за г о то в к и о с у щ е с т в л я е т с я а в т о м а т и ч е ­
ски по п р о г р а м м е .
Т ех н о л о г и ч е ск и е в о з м о ж н о с т и у с т а н о в о к д л я л а з е р н о г о р е ­
з а н и я х а р а к т е р и з у ю т потери д р е в е с и н ы (ш и р и н а о б р а з у е м о й
щ ел и ) и п р о и зв о д и т е л ь н о с т ь р е з а н и я (скор ость п е р е м е щ ен и я
л у ч а от н ос и т е л ьн о м а т е р и а л а ) . Д л я то н ки х л и с т о в ы х м а т е р и а ­
л о в ш и р и н а щ ел и с о с т а в л я е т 0 , 3 . . . 0 , 4 мм, д л я ф а н е р ы т о л щ и ­
ной 18 мм — 0,7 мм. П о с к о л ь к у л а з е р н ы й луч п р и о б р е т а е т с п о ­
собность р а з д е л е н и я д р е в е с и н ы л и ш ь в зоне ф о к у с а , д ел е н и е
то л с т ы х о б р а з ц о в (50 см и б олее) за т р у д н е н о . В о зм о ж н о , п о ­
т р е б у е т с я м н о г о к р а т н ы й п р ох од л у ч а ч ер ез м а т е р и а л по а н а л о ­
гии с п о с л е д о в а т е л ь н ы м у г л у б л е н и е м зу б ье в п и лы в д но п р о ­
пи ла. Д а н н ы е по п р о и зв о д и те л ьн о с т и л а з е р н о г о д ел е н и я , пог.
м /м ин, р а з л и ч н ы х д р ев е с н ы х м а т е р и а л о в (м о щ н о с ть л а з е р а
240 Вт) п р и в ед е н ы ниже.
3*
67
Д ревесина мягких пород толщииой, мм:
6.35
........................................................................................................................ 3,15
12.70
........................................................................................................................ 1,27
25.40
........................................................................................................................ 0,56
Древесина твердых пород толщиной, мм:
6.35
........................................................................................................................ 2,82
12.70
........................................................................................................................ 1,18
25.40
......................................................................................................................... 0,44
Фанера на основе фенольных смол толщиной 12,70 мм ...............................0,51
........................................... 0,41
Древесностружечные плиты толщиной 12,70 мм
Древесноволокнистые плиты твердые закаленные толщиной 12,70 мм . . . 0,33
П р и п ри м ен е н и и л а з е р а д л я р а с к р о я л и с т о в ы х и п л итны х
д р е в е с н ы х м а т е р и а л о в о б е с п е ч и в а ю т с я вы с о ко е к а ч е ств о п о в е р х ­
ностей к р о м о к и м и н и м а л ь н ы е потери м а т е р и а л а на р а з д е л е н и е
при по лучении ч и с тов ы х д е т а л е й р а з л и ч н о й к о н ф и г у р ац и и (без
п р и п у ско в на д а л ь н е й ш у ю о б р а б о т к у ) . О тходы в вид е т в е р д ы х
о п и л о к о тсутств у ю т, у с т р а н я е т с я ш ум и в ы д ел е н и е пы ли, р а с ­
ш и р я ю т с я в о з м о ж н о с т и а в т о м а т и з а ц и и тех н о л о ги ч е с к о й о п е р а ­
ции. С л едует, о д н а к о , у ч и т ы в а т ь б о л ь ш у ю эн е р г о е м к о с т ь п р о ­
ц есса л а з е р н о г о д е л е н и я (зн а ч и т е л ь н о б о льш у ю , чем л езв и й н о г о
р е з а н и я ) , д о р о г о в и зн у о б о р у д о в а н и я , о г р а н и ч е н н у ю с ф е р у т е х ­
нол огич еско го п р и м ен ен и я и д р у ги е нед ос та т ки . С п е ц и а л и с т ы и
уч ен ы е ст р а н -ч л е н о в С Э В п р е д п о л а г а ю т р а с ш и р и т ь т е х н о л о г и ­
ч еск ое п р и м ен е н и е л а з е р н о й те хн и к и в д е р е в о о б р а б о т к е .
В с о в р е м е н н о м м е б е л ьн о м п р о и зв о д с т в е б ес с т р у ж е ч н о е д е ­
л е н и е п ол уч ил о р а с п р о с т р а н е н и е в о п е р а ц и я х р а с к р о я л и с т о в ы х
д р е в е с и н н ы х м а т е р и а л о в ( д р е в е с н о с т р у ж е ч н ы х плит, ф а н е р ы ,
ш п о н а ) р а з р е з а н и е м или ш т а м п о в а н и е м .
Р а з р е з а н и е — это пр оц есс д е л е н и я м а т е р и а л а с п ом о щ ью
н о ж н и ц — д в у х п л оски х или д и с к о в ы х н ож ей, при с м ы к а н и и к о ­
то р ы х их р е ж у щ и е к р о м к и п р о х о д я т ч ер ез о б щ у ю п л ос кос ть р е ­
за н и я .
П рактически всегда м еж ду лезвиям и существует зазор s по­
р я д к а 0 , 1 . . . 0 , 3 мм (рис. 27, а ) , о т р и ц а т е л ь н о с к а з ы в а ю щ и й с я
на ка ч е с тв е р а з р е з а . З а д н и е п о вер хн о сти л е з в и й с о с т а в л я ю т
угол а = 2 ° с пл о с ко с т ью р е з а н и я , б л а г о д а р я ч ем у у м е н ь ш а е т с я
трение. У глы з а т о ч к и л е зв и й : п о д в и ж н о г о н о ж а Pi = 30°; н е п о д ­
в и ж н о г о н о ж а Р2 = 75° и л и 90°.
Р а з л и ч а ю т с л е д у ю щ и е сх ем ы р а з р е з а н и я : пл оски м и н о ж н и ­
цами с параллельны м и реж ущ им и кромками и подвижным но­
ж о м , д в и ж у щ и м с я п е р п е н д и к у л я р н о р е ж у щ е й к р о м к е (рис. 27,
б ) ; то ж е, но с п о д в и ж н ы м н ож ом , д в и ж у щ и м с я не п е р п е н д и к у ­
л я р н о р е ж у щ е й к р о м к е (рис. 27, е ) ; п л оски м и н о ж н и ц а м и с н е ­
п а р а л л е л ь н ы м и к р о м к а м и (рис. 27, г ) ; д и с к о в ы м и н о ж н и ц а м и
(рис. 27, д ) .
П о с х е м а м , п о к а з а н н ы м на рис. 2 7 , 6 и 27, в, р е з а н и е п р о и с ­
ходит о д н о в р е м е н н о по всей д л и н е / за г о т о в к и , при н а к л о н н ы х
н о ж а х — на д л и н е x — t ! tgtp, где t — т о л щ и н а за г о т о в к и , <р— угол
68
3
и
к
л
Рис. 27. Схемы бесстружечного деления:
а— разрезание ножницами; б, в— разрезание плоскими ножницами с параллельными
кромками; г— то же, с непараллельными кромками; д— то же, дисковыми нож ни­
цами; е— то же, тонким диском при касании диском опорной плоскости; ж —
обрезка без подпора срезка; з— штампование при просечке с прижимом заготовки;
и— то же, без прижима заготовки; к— штампование при пробивке; л— то же, при
вырубке; / — подвижный нож (диск, м атрица); 2 — заготовка, 3 — опорная плоскость
(неподвижный нож, пуансон); 4 — срезок с заготовки
н а к л о н а л е зв и я . Д и с к и (рис. 27, д) в р а щ а ю т с я в н а п р а в л е н и и
подачи v s, о б е с п е ч и в а я з а т я г и в а н и е р а з р е з а е м о г о м а т е р и а л а .
М а к с и м а л ь н о е у си л и е р а з р е з а н и я F x , Н , о п р е д е л я ю т по с л е ­
дующим формулам:
при п а р а л л е л ь н ы х н о ж а х
F x = F yatl,
(60)
при н а к л о н н ы х н о ж а х :
F x = F yAt x ^ F ynt*l tgq>,
(61)
где Fуд — удельная сила разрезания, Н /мм2.
У д е л ь н а я си л а р а з р е з а н и я за в и с и т от у г л о в за т о ч к и Pi и (52
л езв ий нож ей, вид а и т о л щ и н ы п е р е р е з а е м о г о м а т е р и а л а и
сх ем ы р е за н и я . П р и р а з р е з а н и и д р е в е с н о в о л о к н и с т ы х
плит
плотностью 0,85 г /с м 3 на н о ж н и ц а х с н а к л о н н ы м и (ср = 5°) к р о м ­
69
к а м и F yA= 6 ,l Н / м м 2 при т о л щ и н е пл ит 5,6 мм и F yK = 4,3 Н / м м 2
при т о л щ и н е п л и т 3,55 мм. П р и р а з р е з а н и и б ер е зо в о г о ш п о н а
т о л щ и н о й 1,15 мм л е з в и е м с у гл о м за т о ч к и 25° п а р а л л е л ь н о в о ­
л о к н а м F yfl= 2 , 4 3 Н / м м 2, п е р п е н д и к у л я р н о в о л о к н а м F yR—
= 10,7 Н / м м 2.
Р е з а н и е д и с к о в ы м и н о ж н и ц а м и — п ерс п е к ти в н ы й процесс
п р я м о л и н е й н о й о б р а б о т к и п л итны х д р ев ес н ы х м а т е р и а л о в ,
в к л ю ч а я д р е в е с н о с т р у ж е ч н ы е плиты б л а г о д а р я р я д у д остоин ств:
в ы с о к о е к а ч е с т в о поверх н ости р е за , о тсу тств и е ш у м а и пыли
при р а б о т е и н с тр у м е н т а , про с т о т а кон стру к ц и и , н а д е ж н о с т ь и
п ро стота э к с п л у а т а ц и и дисков. В п р и н ц и п е пр и м ен е н и е д и сков
в о з м о ж н о на о п е р а ц и я х р а с к р о я и о б р е з к и ( у д а л е н и я п р и п у с ­
ков) пл и т н ы х м а т е р и а л о в .
Т о н к и м и д и с к а м и (толщ и н о й 1 , 0 . . . 1,7 мм) м огут б ы ть р а с ­
кро ен ы (рис. 27, е) д р е в е с н о с т р у ж е ч н ы е п л и ты т о л щ и н о й до
16 мм, о д н а к о к а ч е с т в о р е з а н и я н и зко е (н е п р я м о л и н е й н о с т ь
р е за , м ш и стость и с ко л ы по п л асти п л и т ы ). С посо б м о ж е т бы ть
п ри м ен ен д л я чер н о в ого р а с к р о я м а т е р и а л о в м а л о й плотности.
П р и ли н ей н ой ско ро сти на л е зв и и д и с к а v = 5 м /м ин и скорости
д в и ж е н и я о б р а б а т ы в а е м о г о м а т е р и а л а us = 5 м /м и н (отнош ен ие
v / v s = l ) , у г л е за т о ч к и д и с к а р = 33° пр оц есс р е з а н и я х а р а к т е ­
р и зу е т с я с и л а м и на диске: г о р и зо н т а л ь н о й F r = 6 0 0 Н и в е р т и ­
к а л ь н о й F B= 2200 Н.
П р и о б р е з к е п л и т н ы х д р ев е с н ы х м а т е р и а л о в без по д п о р а
с р е з к а (рис. 27, ж) н а и л у ч ш е е к а ч е с тв о о б р ез к и п о л у ч а ет с я при
п оп утн ом р е за н и и , с кор ости д в и ж е н и я м а т е р и а л а 1 0 м /м и н и с о ­
о тно ш ен ии ско ро стей v / v s = 3 . . .5, ш и р и н е с р е з к а Ь = 2 . . . 5 мм
и в ы ступ е д и с к а за к р о м к и опо рн о й п оверхн ости не м енее 4 мм.
П р и о б р е з к е п л и ты т о л щ и н о й 21 мм на д и с к е д ей с тв у ю т с л е ­
д у ю щ и е силы : г о р и з о н т а л ь н а я F r « — 250 Н (д ей с тв у е т в с торону
д в и ж е н и я м а т е р и а л а ) , в е р т и к а л ь н а я F B= 950 Н и б о к о в а я
(в сто р о н у с р е з к а ) F б ~ 5 0 0 Н.
Ш тампование (п р о се ч к а , п р о б и в к а , в ы р у б к а ) — процесс,
т а к ж е п о с тр оенны й на пр и н ц и п е р а б о т ы н о ж н и ц (рис. 27, з, и,
к, л ) . О со бе н н ос тью п р о ц е сс а ш т а м п о в а н и я за г о т о в к и я в л я е т с я
в за и м о д е й с т в и е д вух л е зв и й з а м к н у т о г о к о н т у р а — п у а н со н а 1
и м а т р и ц ы 3 (н е п о д в и ж н ы й и н с т р у м е н т ). В сх ем е просечки п у ­
ансон в з а и м о д е й с т в у е т с д ер е в я н н о й , резин овой или свинцовой
п о д к л а д к о й , в ы п о л н я ю щ е й р о л ь м атр и цы .
Угол за т о ч к и верх него л е з в и я (3i = 2 5 . . . 30°, н и ж н е г о л е з в и я
fb = 6 0 . . . 75°, з а з о р м е ж д у н о ж а м и не д о л ж е н п р е в ы ш а т ь 3 %
от т о л щ и н ы р а з р е з а е м о г о м а т е р и а л а .
Н аи больш ее усилие ш там пования
F x = F yAt S ,
где S — периметр образуемого контура, мм;
•Руд — удельная сила ш тампования, Н /м м 2.
70
(62)
t — толщина
материала,
мм;
У д е л ь н а я с и л а ш т а м п о в а н и я ф а н е р ы т о л щ и н о й 4 . . . 5 мм из
сосны с о с т а в л я е т 5,5 Н / м м 2; то ж е из б ер езы — 6,4 Н / м м 2, то
ж е из д у б а — 7,2 Н / м м 2; д р е в е с н о в о л о к н и с т ы х п л и т т о л щ и н о й
4,2 мм но с х е м а м п р о б и в к и и в ы р у б к и (рис. 39, в, г ) — 9,0 Н / м м 2.
Ш т а м п о в а н и е я в л я е т с я п р о гр е с с и в н ы м те х н о л о ги ч ес к и м п р о ­
цессом пол уч ен и я д е т а л е й с л о ж н о й к о н ф и г у р а ц и и или с к в о з ­
ных отвер стий р а з н о о б р а з н о й ф о р м ы в з а г о т о в к а х из д р е в е с н о ­
в о л о к н и с ты х пл ит и ф а н е р ы в п р о и зв о д с т в а х мебели, д е р е в я н ­
ных к о рп у сов р а д и о - и т е л е в и зи о н н о й а п п а р а т у р ы , ф у т л я р о в
ч асов и д р у ги х приборов.
15. Ф резерование
О б щ и е св еден ия. Ф р е з е р о в а н и е м н а з ы в а ю т про ц е сс
р е з а н и я в р а щ а ю щ и м и с я р е з ц а м и , в ко т о р о м т р а е к т о р и е й р е з а ­
ния я в л я е т с я ц и к л о и д а . Т а к у ю к р и в у ю о п и с ы в а е т то ч к а р е ж у ­
щ ей к р о м к и в р е з у л ь т а т е с л о ж е н и я д ву х д в и ж е н и й : в р а щ а ­
те льн о го и п р я м о л и н е й н о г о по с т у п а т е л ь н о го . В с т а н к а х , где
р а б о ч и м про ц ессо м я в л я е т с я ф р е з е р о в а н и е , в р а щ а т е л ь н о е г л а в ­
ное д в и ж е н и е п р и д а н о ин стру м енту, д в и ж е н и е п од ачи — з а г о ­
товке.
П р о ц е с с ф р е з е р о в а н и я очень п о х о ж на про ц есс п и л е н и я к р у г ­
лой пилой: они им ею т о д и н а к о в у ю ки н е м ати к у . Р а з л и ч и я м е ж д у
ними (к о н с тр у к ц и и р е ж у щ е г о э л е м е н т а и и н с тр у м е н т а в целом ,
р е ж и м о в р е з а н и я , эн ер ге т и ч е с к и х и к а ч е с тв е н н ы х п о к а з а т е л е й )
о б у с л о в л е н ы п р е ж д е всего р а з л и ч н ы м те х н о л о ги ч е с к и м н а з н а ­
чением.
Т е х н о л о г и ч е ск о е п р и м ен е н и е ф р е з е р о в а н и я -многообразно:
1 ) о б р а б о т к а по вер хн о стей ч ерн овы х з а г о т о в о к д л я с н и ж е н и я
их ш е р о х о в а т о с т и и п р и д а н и я д е т а л я м по п ер еч но го сечен ия
т р е б у е м о й ф о р м ы и р а з м е р о в ; при этом в основном ф р е з е р у ­
ю тся пл оски е поверхн ости б р у ск о в ы х д е т а л е й или щ итов,
р е ж е — п р я м ы е п р о ф и л ьн ы е ; 2 ) о б р а б о т к а п р о ф и л ь н ы х и н е ­
п р о ф и л ь н ы х кр и вы х поверхн остей и о б ъ е м н о е ко п и р о ва н и е;
3) ф о р м и р о в а н и е на к о н ц а х д е т а л е й п р и с о ед и н и т ел ьн ы х э л е ­
ментов (ш и п ов и п р о у ш е к ) ; 4) и зм е л ьч е н и е д р ев е с и н ы в т е х н о ­
л о ги ч ес к у ю щ еп у и с т р у ж к у ; 5) в ы р а б о т к а п а з о в и гнезд ( п а ­
зов ое ф р е з е р о в а н и е ) .
В п р и ве д е н н о м переч не пози ции 1, 2 и 3 о т н о с я тс я к п о в е р х ­
ностной о б р а б о т к е за г о т о в о к , 4 — к д ел е н и ю д р ев е с и н ы , 5 —•
к гл уби н н ой о б р аб о т к е . Т а к и м о б р а з о м , процесс ф р е з е р о в а н и я
я в л я е т с я у н и в е р с а л ь н ы м по т е х н о л о г и ч е с к о м у назн а че н и ю .
П р о ц е с с ы ф р е з е р о в а н и я к л а с с и ф и ц и р у ю т по р я д у п р и зн а ко в .
1.
П о р а с п о л о ж е н и ю л е зв и й р е ж у щ е г о и н с т р у м е н т а о т н о с и ­
т ельн о оси в р а щ е н и я и ф о р м е поверхностей, о п и с ы в а е м ы х л е з ­
в и я м и в пр о с т р а н с т ве , р а з л и ч а ю т ц и л и н д р и ч е с к о е (рис. 28, а)
ф р е зе р о в а н и е , при ко тором л е зв и я п а р а л л е л ь н ы оси в р а щ е н и я
и н с тр у м е н т а и при в р а щ е н и и о п и с ы в а ю т ц и л и н д р и ч ес к и е по71
Рис. 28. Фрезерование:
а — ц и л и н др и ческо е; б — кон ическое; в — торцовое; г — то р цово-кон ич еское; д — то р ц о ­
во-ц и лин дри ческое; е — ц ил и ндр о -ко ни ческо е;
ж— ц н л и н д р о-торц ово-коии ческое; з —
п роф ильное; и — пр о до л ьно е, со встречной п о дач ей ; к — п оперечное с попутной п о д а ­
чей; л — в то р ец за го т о в к и ; м — о ткр ы то е; н — п о л у зак р ы то е ; о — за к р ы то е
в ерхности; кон и ч е ск о е (рис. 28, б) ф р е з е р о в а н и е , при ко тором
л е з в и я н а к л о н е н ы к оси в р а щ е н и я и н с тр у м е н т а на неко тор ы й
угол и о п и с ы в а ю т при в р а щ е н и и к он и ч еск и е поверхн ости; т о р ­
цо во е (рис. 28, в) ф р е з е р о в а н и е , при к ото ром л е з в и я р а с п о л о ­
ж е н ы п е р п е н д и к у л я р н о к оси в р а щ е н и я и н с тр у м е н т а и о п и с ы ­
в а ю т при в р а щ е н и и п л о с к и е поверх н ости к о л ь ц а или кру га.
С о ч е т а н и я о сновн ы х видов — ц и ли н д р и ч ес к ого , конического
и т о р ц о в о го — д а ю т ш и р о к о в с т р е ч а ю щ и е с я в п р а к т и к е р а з н о ­
видности: т о р ц о в о -к о н и ч ес к о е (рис. 2 8 , г ) , т о р ц о в о -ц и л и н д р и ческое (рис. 28, д ) , ц и л и н д р о -к о н и ч е с к о е (рис. 28, е) и ци ли ндро -т о р ц о в о -к о н и ч е с к о е (рис. 2 8 , ж) . О с н о вн ы м и в и д а м и ф р е з е ­
р о в а н и я п о л у ч а ю т пл о ски е о б р а б о т а н н ы е п о верхн о сти д ет а л е й .
С о ч е т а н и е м ос н о вн ы х видов в одном ин с тр у м е н т е (рис. 28, г— ж)
о б е с п е ч и в а е т с я п ол уч ение с л о ж н ы х поверхностей, п р о ф и л ь по­
перечного с ечен ия ко тор ы х с о с та в л е н из о т р е зк о в п р я м ы х л и ­
ний. В ид ф р е з е р о в а н и я , при к отор ом р е ж у щ и е к р о м к и л е зв и й
им ею т кр и в о л и н е й н ы й п р о ф и л ь и при в р а щ е н и и ин с тр у м е н т а
о п и с ы в а ю т с л о ж н у ю п о вер хн ость в р а щ е н и я (рис. 28, з ) , обы чно
считаю т самостоятельны м и н азы ваю т профильным ф р езер о ­
в а н и ем .
2. П о п о л о ж е н и ю о б р а б о т а н н о й по верх н о сти и н а п р а в л е н и ю
п о д а ч и о т н о с и т е л ьн о во л о ко н д р е в е с и н ы р а з л и ч а ю т ф р е з е р о в а ­
ние в д о л ь во л око н (рис. 28, и ) , при к отор ом о б р а б о т а н н а я п о ­
вер х н о с т ь и н а п р а в л е н и е подачи п а р а л л е л ь н ы
волокнам;
п о п е р ек во л о ко н (рис. 2 8 , к ) , при к отор ом о б р а б о т а н н а я п о в е р х ­
ность п а р а л л е л ь н а в о л о к н а м , а н а п р а в л е н и е п од ачи п е р п ен д и ­
к у л я р н о им; в т о р е ц (рис. 2 8 , л ) , при к отор ом о б р а б о т а н н а я п о ­
в ер хность и н а п р а в л е н и е подачи п е р п е н д и к у л я р н ы н а п р а в л е н и ю
волокон.
3. П о н а п р а в л е н и ю п о д ачи за г о т о в к и о т н о с и т е л ьн о напраг.
л е н и я в р а щ е н и я и н с тр у м е н т а ф р е з е р о в а н и е м о ж е т б ы ть в с т р е ч ­
ным (рис. 28, и ) и л и п о п у тн ы м (рис. 28, к ) . П о п у т н о е ф р е зе р о 72
Рис. 29. Схема цилиндрического ф резе­
рования со встречной подачей заготовки
в а н и е не п ол уч и л о ш и р о к о г о р а с ­
п р о с т р а н е н и я и з-за п ов ы ш ен н о го
расхода
эн ерги и
на
резание
(в 1 , 5 . . . 2 р а з а б о льш е, чем при
в стреч н о м ) и о п асн о сти н е к о н т ­
ро л и р у е м о й « с а м о п о д а ч и » з а г о ­
т овки под д ей ств и ем с и л ы р е з а ­
ния.
4. П о числу р е ж у щ и х к р о м о к
лезвия различаю т ф резерование
I
■ --------------------------------j
отк р ы т о е (рис. 28, м ) , п о л у з а ­
кр ы то е (рис. 28, н) и з а к р ы т о е (рис. 28, о ).
Н и ж е р а с с м а т р и в а е т с я основной вид — ци л и н д р и ч ес к о е ф р е ­
зе р о в а н и е (рис. 2 9 ). Ц и л и н д р и ч е с к о е ф р е з е р о в а н и е иногда н а з ы ­
в аю т плоским , т а к к а к в р е з у л ь т а т е о б р а б о т к и у д е т а л е й ф о р м и ­
р у ю тся п л о ски е поверхности.
К и н е м ат и к а . Г л а в н о е д в и ж е н и е ф р е з е р о в а н и я — это в р а щ а ­
т ель н о е д в и ж е н и е , при котором к а ж д а я то ч к а л е з в и я о п и с ы в а е т
окр у ж н о с т ь . Д в и ж е н и е подачи — р а в н о м е р н о е д в и ж е н и е с п р я ­
молинейной тр а ек т о р и е й . О сно вн ы е ки н е м а ти ч е с к и е со о т н о ш е ­
ния те ж е,
что и д л я
пи ления
кр у гл о й
пилой: v =
= 2 n R n / ( 6 0 • 1000); S o= 1 0 0 0 u s/n ; S 2 = S 0 /z; где v — скорость
гл авно го д в и ж е н и я , м/с; R — р а д и у с о к р у ж н о с т и р е з а н и я , мм;
п — ч ас т о т а в р а щ е н и я инстр у м ента, мин- 1 ; v s — с корость п о ­
д ач и; м/мин; S 0 — п о д а ч а на оборот, мм; S z — по д а ч а на зуб
(л е з в и е ) , мм.
Ч и с л е н н ы е з н а ч е н и я v на ф р е з е р н ы х с т а н к а х с о с т а в л я ю т
в средн ем 20 . . . 70 м/с, v s — 10 . . . 40 м/мин.
Геометрия срезаем ого слоя и ф резерованной поверхности.
Н а рис. 29 с п р а в а от р е з ц а п о к а з а н а н е ф р е з е р о в а н н а я п о в е р х ­
ность д ет а л и , сл е в а и несколько н и ж е — ф р е з е р о в а н н а я п о в е р х ­
ность (п л о с ко с т ь ). Р а з н и ц а уровней н е ф р е зе р о в а н н о й и ф р е з е ­
р о ванн о й поверхностей с о с т а в л я е т у д а л я е м ы й при пуск или г л у ­
бину ф р е з е р о в а н и я t (обычно t = 2 . . A м м ). Д у г а м и о к р у ж н о ­
стей, о п и сан н ы х п р е д ы д у щ и м л е з в и е м из ц е н тр а С i и по с л е д у ю ­
щим л е зв и е м из ц ен тр а С 2, в п р е д е л а х ко н ту р а за го то в к и по­
к а з а н ы сл еды д ву х с м е ж н ы х поверхностей, о г р а н и ч и в а ю щ и х
с р е з а е м ы й слой (частично з а ш т р и х о в а н го р и зо н та л ь н о й ш т р и ­
хо в к о й ).
-- —
П о л о ж е н и е р е з ц а (точки п ) на д у ге р е з а н и я о п р е д е л я ю т
угл о м п оворота р е зц а <р, о т с ч и т ы в а е м ы м от д и а м е т р а о к р у ж ­
ности р е за н и я, пер п ен д и к у л я р н о го н а п р а в л е н и ю подачи. Углы
Ф, со о тв етств у ю щ и е то чкам входа ф11Х и вы х о д а фвых р е з ц а , опр е д е л я ю т д я из геом етр и чески х соотнош ений;
73
фвх = arc sin ( S ZI2R)\
ф вы х
= arc cos [ ( R — t )!R].
П р и с р е д н е п р о и зв о д с т в е н н ы х
фвых= 15 . . . 20 ; у го л к о н т а к т а
Г е о м е тр и ч е с к и е п а р а м е т р ы
толщ ина. Д л и н а I совпадает с
готовкой:
(63)
(64)
в е л и ч и н а х R и t уго л фвх~ 0 ;
фк 0 нт = фвх4- фвыхя::;фвыхс р е з а е м о г о слоя: дли на, ш и р и н а,
д ли н ой дуги к о н т а к т а р е зц а с з а ­
I = 2 n R (фвых/360).
(65)
Ш ирина слоя b (разм ер в направлении перпендикулярном пло­
скости р и с у н к а ) при о т к р ы т о м ф р е з е р о в а н и и р а ве н ш и р и н е о б ­
р а б а т ы в а е м о й за го то вк и .
Т о л щ и н а с л о я а и з м е р я е т с я по н о р м а л и к по с л е д у ю щ ей
т р а е к т о р и и в д ан н о й то ч к е (т. е. по р ад и ус у , про в е д е н н о м у
в д а н н у ю т о ч к у ) . С в я зь м е ж д у т о л щ и н о й с л о я и угл о м ф в ы ­
р а ж а е т с я за в и с и м о с т ь ю а = 5 г в т ф . С р е д н я я т о л щ и н а с р е з а е ­
мого с л о я в ы ч и с л я е т с я л и б о к а к т о л щ и н а в средн ей т о ч к е при
ф — фконт/2, л и б о путем д е л е н и я п л о щ а д и с р е з а е м о г о сл оя S zt
в пр од о л ьн о м сечении (в пл оско сти рис. ЗТ)) на д л и н у с л о я /:
а Ср — S z sin (фконт/2) да
(66)
М а к с и м а л ь н у ю т о л щ и н у с р е з а е м ы й слой им е е т в б л и зи точки
в ы х о д а при ф ^ф в ы х, т. е. а тях= S Zs in фвых m S z sin ф копт. С р а в ­
н и в а я в ы р а ж е н и я д л я а сР и а т ах, п о л у ч а е м а т а х » 2 а Ср.
Н а ш е р о х о в а т о с т ь п оверхн ости, полученной ф р е з е р о в ан и е м ,
о п р е д е л я ю щ и м о б р а з о м в л и я ю т к и н е м а т и ч е с к и е неровн ости
(в ол н ы на п оверхн ости, о б у с л о в л е н н ы е к и н е м а т и к о й ф р е з е р о ­
в а н и я ) и нер овн ости р а з р у ш е н и я (за к о н ы , отщ еп ы , в ы р ы в ы
ч ас т и ц д р е в е с и н ы ) .
П р и ф р е з е р о в а н и и м н огол езви й н ой н о ж е в о й гол ов ко й п р а к ­
тич ески не у д а е т с я д а ж е при т щ а т е л ь н о й у с т а н о в к е д о б и т ь с я
р а в е н с т в а р а д и у с о в р е з а н и я л е зв и й (неточн ость у с т а н о в к и т =
= / ? m a x — / ? m l n = 0 , 0 2 . . .0,1 М М ) .
В о б щ е м с л у ч а е н е р а в е н с т в о р а д и у с о в р е з а н и я п ри води т
к с р е за н и ю р а з л и ч н ы х по о б ъ е м у с т р у ж е к и ф о р м и р о в а н и ю на
поверхн ости д е т а л и волн р а зл и ч н о й д ли ны . Н а рис. 30, а п о ­
к а з а н п р о ф и л ь ф р е з е р о в а н н о й п оверхн ости д л я ч астн ого с л у ч а я ,
ко гд а она с ф о р м и р о в а н а д в у м я л е з в и я м и : п ер во е л е зв и е , и м е ю ­
щ ее б ольш и й р а д и у с р е з а н и я R ь с р е з а е т б о л ь ш и е слои и о с т а в ­
л я е т б о лее д л и н н ы е в о л н ы { e i > e 2). В с у м м е д л и н н а я и к о р о т ­
к а я в о л н ы с о с т а в л я ю т ве л и ч и н у п од ачи на оборот: в\ + е 2 =
= 2 S Z= S„. Г л у б и н а в о л н ы в ы ч и с л я е т с я по се длине. Д л я о ценки
74
S z , mm
S
iph град
Рис. 30. Неровности на фрезерованной поверхности:
а — кинематические волны при г = 2 и Ri—Ri—x; 6 — зависимость глубины неровностей
разрушения R m max от подачи на зуб S z и угла встречи фв (сухая сосна 6=55°,
£>= 180 мм; а=15°, резцы острые); 1 — Rm max=500 мкм; 2 — R m ma X=320; 3 — R m max=
=200 мкм; 4 — Rm max = 100 мкм; 5 — Rm maX =60 мкм; 6 —m max -3 2 мкм
ш ер о х о в а т о с т и по ки н е м а ти ч е с к и м н е ров н остя м о п р е д е л я ю т н а и ­
б о л ь ш у ю гл у б и н у волны , т. е. у\\
Rmmax = y i — eil8R-
(67)
П р е и м у щ е с т в о м н о г о р е зц о в о г о и н с тр у м е н т а п е р е д одно- и
д в у х р е з ц о в ы м — в ы с о к о е ка ч е с тво о б р а б о т а н н о й поверхн ости
при его п р и м ен ении — п р о я в л я е т с я в полной м ере т о л ь к о в том
с л у чае, ко гд а у д а е т с я о б есп ечить р а в н о е у ч а с т и е всех л е зв и й
в р а б о т е , т. е. р а в е н с т в о р а д и у с о в всех ле зв и й . Т о гд а д л и н а волн
на поверхн ости будет р а в н а S z, а не 5 0, к а к при п р и м ен ении
одно- или д в у х л е зв и й н о г о с б о л ьш о й неточн остью у с т ан о в к и
л е зв и й , что, н а п р и м е р , д л я р е з а н и я ш ес т и зу б о й ф р е зо й д а е т
волны в 36 р а з м еньш ей глуби ны , чем при ф о р м и р о в а н и и п о ­
в ерхно сти од ним , н а и б о л е е в ы с т у п а ю щ и м л е зв и е м . О бесп ечени е
вы со кой точности р а с п о л о ж е н и я л е зв и й на о к р у ж н о с т и р е з а ­
ния м о ж е т б ы ть д ост и гн уто в р е з у л ь т а т е их п ри ф у г о в к и при р а ­
бочем в р а щ е н и и ин стр у м е н т а , т. е. путем с р е з а н и я а б р а з и в н ы м
и н стр ум ен том — о с е л к о м н е о д и н а к о в ы х вы ступ о в л е зв и й на в е ­
л и ч и н у пр и м ер н о ср е д н и х зн а ч е н и й т.
Н а д о с т р е м и т ь с я к том у, чтобы д л и н а волн е с о о т в е т с т в о ­
в а л а п о д а ч е м а т е р и а л а на один зу б S z, а в е л и ч и н а S z б ы л а
в о з м о ж н о м и н и м а л ьн о й . П е р в о е у с л о в и е о б е с п е ч и в а е т с я т щ а ­
тельн ой у с т а н о в к о й р е ж у щ и х эл е м е н т о в в и н с тр у м е н т е и п о с л е ­
д у ю щ е й п р и ф у го в к о й ле зв и й . П у ти вы п о л н е н и я втор ого у с л о в и я
о п р е д е л я ю т с я ф о р м у л о й S z = 1 0 0 0 v s/ ( n z ) .
П о л у ч и т ь к а к м о ж н о м е н ьш ее з н а ч е н и е S z, не с н и ж а я в е л и ­
чины v s м о ж н о, у в е л и ч и в а я число л е зв и й z в ф р е з е р н о м и н с тр у ­
м енте и (или) у в е л и ч и в а я ч ас т о т у в р а щ е н и я и н с тр у м е н т а п.
В о зм о ж н о с т и у в е л и ч ен и я z и п л и м и т и р у ю т с я к о н с тр у к ти в н ы м и
о с о б ен н о с т ям и ин с тр у м е н т а , ф и зи к о -м е х а н и ч е с к и м и с в ой ств ам и
м а т е р и а л а ин стр у м е н т а , т р е б о в а н и я м и техник и б езопасно сти.
75
12. Предельно Д о п у с ти м ая Д лин а в о л н , м м , н а о б р а б о т а н н о й п о в е р х н о с т и Длй
з а д а н н о й в ы с о т ы н е р о в н о с т е й п ри п р о д о л ь н о м ф р е зе р о в а н и и
Высота неровностей
R m max- мкм’
не более
16
32
60
100
20 0
Диаметр резания D, мм
100
120
140
160
180
200
2,7
3,7
5,2
6,7
9,5
2,9
4,0
5,6
7,3
10,3
3,2
4,3
3,4
4,7
3,8
5,2
7,4
9,5
13,6
6 ,2
6 ,6
7,9
8,5
3,6
4,9
7,0
9,0
11,0
12,0
12,6
И н с т р у м е н т ы , п р и м е н я е м ы е д л я пл о ско го п р о д о л ьн о г о ф р е з е р о ­
в а н и я, об ы чно и м ею т z — 2 . . . 6 (м а к с и м у м 1 2 . . . 18) и р а б о т а ю т
при п = 300 0.. .6000 (м а к с и м у м 12 000) м ин-1 .
К и н е м а т и ч е с к и е неровн ости о п р е д е л я ю т ш е р о х о в а т о с т ь о б ­
р а б о т а н н о й поверхн ости т о л ь к о при п р о д о л ь н о м (угол встречи
фв = 0 °) или п р о д о л ьн о -т о р ц о в о м ф р е з е р о в а н и и по в о л о к н а м
(фв> 9 0 ° ) . В т а б л . 12 п р и в ед е н ы з н а ч е н и я п р е д е л ь н о д о п у с т и ­
мой д л и н ы во л н на о б р а б о т а н н о й п оверхн ости д л я з а д а н н о г о
у р о в н я ш ер о х о ва т о с т и .
П р и п р о д о л ь н о -т о р ц о в о м ф р е з е р о в а н и и против во л о ко н
(угол встреч и ф в м е ж д у 0° и 90°) к а ч е с тв о о б р а б о т к и о п р е д е ­
л я е т с я не к и н е м а ти ч е с к и м и н ер ов н остя м и , а н е р о в н о ст я м и р а з ­
р у ш ен и я , не п о д д а ю щ и м и с я расчету. Н а и б о л ь ш а я п о д а ч а на
р е з е ц S z, при которой о б ес п е ч и в а е т с я з а д а н н ы й у р о в е н ь вы соты
неровн остей R mmах, в этом с л у ч а е о п р е д е л я е т с я по опы тны м
д а н н ы м (рис. 3 0 , 6 ) . Ч т о б ы о п р е д е л и т ь д о п у с к а е м у ю п о д а ч у на
зуб, о б е с п е ч и в а ю щ у ю п о л у ч ение ф р е з е р о в а н н о й п оверхн ости, н а ­
п р и м ер 1 0 0 мкм при у г л е встречи ф ц = 2 0 °, н ео б х оди м о от точки
на оси а б с ц и сс ф„ = 2 0 о п о д н я т ьс я до пе р е се че н и я кр и в ой 1 0 0 мкм
(п о зи ц и я 4 ) . З а т е м , д в и г а я с ь от точки п ересечен и я в л ево по г о ­
р и зо н т а л и , на оси о р д и н а т пр очесть вел и ч и н у S z = 0,5 мм.
С ил ы и м о щ н о с ть ф р е з е р о в а н и я . Н а д у ге к о н т а к т а р е зц а
с д р ев е си н о й д ей с тву ю т п е р е м е н н ы е к а с а т е л ь н а я F x и н о р ­
м а л ь н а я F z с и л ы р е з а н и я (рис. 3 1 ). В р а с ч е т а х о п р е д е л я ю т
с редн ю ю к а с а т е л ь н у ю си л у на д у ге к о н т а к т а л е з в и я с з а г о т о в ­
кой F x ср и ср е д н ю ю ц и к л о в у ю (за ци кл г л а в н о г о д в и ж е н и я —
один о б о ро т и н с тр у м е н т а ) Fx-a,:
F х ср = F х Ф — F х тДпопрЬ;
(68)
F х ц = F х ср^реж)
(69)
где F x i = F x xflnonp — единичная касательная сила, Н/мм; 6 — ширина сре­
заемого слоя (равная ширине заготовки), мм; F x т — табличная касательная
76
Fz
Рис. 31. Силы резания при цилиндрическом фрезеровании со встречной по­
дачей заготовки
сила, Н/мм (табл. 1 3 ); а Попр — общий поправочный множитель, учитываю­
щий условия резания; z pew — число одновременно режущ их лезвий;
2реж =
UU — lz/2nR,
(7 0 )
где I — длина срезаемого слоя, мм; t3 — шаг лезвий, мм; t 3= 2nRlz-, г — число
лезвий в инструменте, шт.
У гол в с т р е ч и
<рвп р и ф р е з е р о в а н и и в ы ч и с л я е т с я к а к
сум м а
угловподачи
фп ( м е ж д у н а п р а в л е н и е м в о л о к о н в з а г о т о в к е и
вектором
~
скорости
подачи v , и среднего
угла
фСр = ф к о н т / 2 л :
ф в ы х /2 .
фв = фп +
ф ср .
(7 1 )
13. Значения F x т и К т для продольно-торцового цилиндрического фрезерования
(сосна, W = 10 . . . 15 %, v = 20 . . . 40 м/с, резец острый, б = 55 . . . 60°)
Средняя
толщина
срезаемого
слоя,
аСр. мм
0,025
0,05
0,1
0,2
0,3
0,4
0,5
0,6
0,7
Fх т . Н/мм
при углах встречи
ф„. град
Значения К т, Д ж /см ’, при углах
встречи фв, град
0
15
30
45
90
0
15
30
45
90
0,9
1,7
2,5
3,4
3,9
4,6
5,3
6,0
7,0
1,1
2,0
3,3
4,4
5,1
5,8
7,0
7,8
9,2
1,4
2,5
4,1
5,6
6,6
7,6
8,5
10,2
11,4
1,6
2,9
4,6
6,6
8,1
9,6
10,5
12
14
2,4
3,5
6,0
8,8
10,8
12,8
15,0
16,8
18,8
37
33
25
17
13
11,5
10,5
10,0
10,0
43
39
33
22
17
14,5
14,0
13
13
54
50
41
28
22
19
17
17
16
65
57
46
33
27
24
21
20
20
97
79
60
44
36
32
30
28
27
77
М о щ н о с т ь р е з а н и я о п р е д е л я ю т по ц и кл о во й к а с а т е л ь н о й силе
и скор ости г л а в н о г о д в и ж е н и я или по о б ъ е м н о й ф о р м у л е
Рр — F x ц»;
Рр — ^СтОпопр (bt vJS 0),
(72)
(73)
где Кт — табличное значение удельной работы (см. табл. 13).
Н а и б о л ь ш у ю с ко рость п од ачи yS(P), д о п у с ти м у ю по у с л ов и ю
полного и с п о л ь з о в а н и я з а д а н н о й м ощ ности р е з а н и я Р р, р а с ­
сч и т ы в а ю т по п р е о б р а з о в а н н о й о б ъ е м н о й ф о р м у л е
р
р
60- 1 ООО•sin срср
anonpbtnz
(74)
где F x т — табличная сила фрезерования, Н /мм2.
П о т а б л . 13 по н ай ден н о й F x т и и зв е с т н о м у фв н а х о д я т с о ­
о т в е тс т в у ю щ у ю им ср е д н ю ю т о л щ и н у с р е з а е м о г о с л о я а ср. П о
а ср в ы ч и с л я ю т S 2 = a cp/ s i r ^ Cp и a s ~ S zz « / 1 0 0 0 .
О собен ности ф р е з е р о в а н и я д р е в е с н ы х м а т е р и а л о в . Д р е в е с ­
н о с т р у ж е ч н ы е п л и ты ф р е з е р у ю т г л а в н ы м о б р а з о м по к р о м к е
с ц е л ью п о л уч ения точной и г л а д к о й пл оско й или про ф и л ьн ой ,
п р я м о л и н ей н о й или к р и во л и н е й н ой поверхности, при год но й д л я
о б л и ц о в ы в а н и я , п р и к л е й к и о б к л а д о к , у с т ан о в к и р е е к и т. п
В ел и ч и н ы F x t и Кт д л я ф р е з е р о в а н и я д р е в е с н о с т р у ж е ч н ы х
п л ит п р и в е д ен ы в т а б л . 14. П р и п о л ь зо в а н и и т а б л и ч н ы м и д а н ­
ными р е а л ь н ы е у с л о в и я ф р е з е р о в а н и я с л е д у е т у ч и т ы в а т ь в в е ­
д ен ием с о о т в ет с т в у ю щ и х п оп ра в ок. У д е л ь н а я р а б о т а ф р е з е р о ­
в а н и я по п л а с т и пр и м ер н о в 2,7 р а з а м еньш е, чем по кр ом к е.
У д е л ь н а я р а б о т а ф р е з е р о в а н и я п р е д е л ь н о за т у п л е н н ы м и л е з ­
ви я м и п р и м ер н о в 3 р а з а б о л ь ш е т а б л и ч н ы х д а н н ы х . У в е л и ч е ­
ние или у м е н ь ш ен и е у г л а р е з а н и я от 75° в ы з ы в а е т с о о т в е т ­
ствен но у в е л и ч ен и е или у м е н ь ш е н и е у д ел ьн о й р а б о т ы с ин тен­
сивностью , п р и м ер н о в 8 % на к а ж д ы е 1 0 ° и зм е н ен и я угла.
Д л я м ассо вого ф р е з е р о в а н и я Д С т П т р е б у е т с я п р и м ен ен и е
т в е р д о с п л а в н о г о ин стр у м е н т а . Р е к о м е н д у е т с я с л е д у ю щ а я ге о ­
м е тр и я л е зв и й : а = 2 0 . ..25°; 6 = 60. ..6 5° д л я ф р е з е р о в а н и я пл ит
пл отностью 600 к г / м 3 и м енее и 6 = 7 5 . . . 8 5 ° д л я ф р е з е р о в а н и я
пл ит пл отностью бо лее 600 к г / м 3.
К а ч е с т в о ф р е з е р о в а н н о й п оверхн ости Д С т П х а р а к т е р и з у ю т
глубиной неровностей р а з р у ш е н и я и ворсистостью . А б со л ю тн ы е
зн а ч е н и я в ы соты неровностей з а в и с я т от у г л а р е за н и я , п л о т н о ­
сти плит, к о л и ч е с т в а с в я зу ю щ е г о , степени з а т у п л е н и я и н с тр у ­
мента, т о л щ и н ы с р е з а е м ы х слоев (п од ачи на р е з е ц ) . П о с л е д н и й
из пе р е ч и с л е н н ы х п а р а м е т р о в л е г к о р е г у л и р у е т с я в проц ессе
о б р а б о т к и на с т а н к а х . С ч и т а е т с я , что у д о в л е т в о р и т е л ь н о е к а ­
чество о б р а б о т а н н о й ф р е з е р о в а н и е м к р о м к и Д С т П д о с т и г а е т с я
при с л е д у ю щ и х в ел и ч и н а х S z, мм: 0 ,2 . . . 0 , 3 при о б р а б о т к е плит
п л о тн остью м енее 700 м г /м 3 с с о д е р ж а н и е м с в я зу ю щ е г о менее
78
14. Значения F x т и К т для фрезерования по кромке древесностружечных плит
из резаной стружки (б = 76°, резцы острые, t = 2 мм, D — 120 мм)
Средняя толщина
срезаемого слоя
аср' мм
0,03
0,04
0,05
0,06
0,07
0,08
0,09
0,10
0,11
0,12
0,13
FX т Н/мм, при плотности
плиты, кг/м3
К т. Д ж /см 3, при плотности
плиты, кг/м3
500
700
900
500
700
900
5,7
5,7
5,8
5,9
6,0
6,2
6,3
6,5
6,5
6,7
7,0
11,4
11,3
11,6
12,0
12,1
12,4
12,6
13,0
13,2
13,2
13,8
21,0
20,8
21,3
21,6
21,7
22,4
22,9
23,0
23,6
24,0
24,7
190
142
116
98
86
77
70
65
59
56
54
380
284
232
200
172
155
140
130
120
110
106
700
520
425
360
310
280
255
230
215
200
190
8 % ; 0 , 5 . . . 0,7 при о б р а б о т к е плит п л о тн остью 700 . . . 900 к г / м 3
с с о д е р ж а н и е м с в я з у ю щ е г о 8 . . . 1 2 % ; 0 , 7 . . . 1 при о б р а б о т к е
п л и т п л отн остью б о л е е 900 к г / м 3 с с о д е р ж а н и е м с в я зу ю щ е г о
б о л е е 1 2 %. П р и ф р е з е р о в а н и и п л а с т и п о д а ч а на р е зе ц д о л ж н а
б ы ть в п р е д е л а х 0 , 4 . . . 0 , 6 мм.
С и л о в ы е за к о н о м е р н о с т и при ф р е з е р о в а н и и п рессо ванн о й
д р ев е си н ы в к а ч е с тве н н о м о тно ш ен ии соо т вет с т в у ю т з а к о н о м е р ­
ностям ф р е з е р о в а н и я н а т у р а л ь н о й д р евеси ны . П р о с л е ж и в а е т с я
п р о п о р ц и о н а л ь н а я з а в и с и м о с т ь вел ич ин к а с а т е л ь н о й с ил ы и
м ощ ности р е з а н и я от плотности п рессо ван н ой д рев еси ны . В ы ­
сота неровн остей на о б р а б о т а н н о й поверхности ни ж е, чем при
о б р а б о т к е н а т у р а л ь н о й д ревеси ны , в с л е д с т в и е о т су тств и я н е­
ровностей р а з р у ш е н и я и с о с т а в л я е т д л я поперечного ф р е з е р о ­
в а н и я при о с т р ы х р е з ц а х и под ач е на р е зе ц в д и а п а з о н е 0 , 0 3 . . .
. . . 0,7 мм всего 5 . . . 19 мкм.
П р и ф р е з е р о в а н и и слоистой клееной д р ев е с и н ы у с т а н о в л е н ы
те ж е , что и при о б р а б о т к е цел ьно й д рев еси ны , за к о н о м е р н о с т и
и зм е н ен и я к а с а т е л ь н о й и н о р м а л ь н о й сил р е за н и я . О п т и м а л ь ­
н ая по м и н и м ал ьн о й эн ер г о е м к о ст и р е з а н и я г е о м е тр и я р езц ов
из т в е р д о г о с п л а в а х а р а к т е р и з у е т с я у г л а м и а = 1 5 ° и у = 1 5 . . .
. . . 2 5 ° . С к о р о ст ь р е з а н и я р е к о м е н д у е т с я в д и а п а з о н е 3 0 . . .
. . . 3 5 м/с, а в е л и ч и н а п од ачи на р е зе ц S z = 0,6 мм.
Ф р е з е р о в а н и е д р ев е сн ы х м а т е р и а л о в с о п р о в о ж д а е т с я п о в ы ­
ш ен ны м по с р а в н е н и ю с ф р е з е р о в а н и е м н а т у р а л ь н о й д р ев е с и н ы
износом р е ж у щ и х эл е м е н т о в и н стр у м е н т а , с н и ж е н и е м п ер и ода
его стойкости. Ч тобь! с о х р а н и т ь э ф ф е к т и в н ы й пе р и о д стойкости
и н с тр у м е н т а , д л я и зг о т о в л е н и я и н с тр у м е н т а п р и м е н я ю т все б о ­
л е е и зн о со сто й кие м а т е р и а л ы , р е ж и м ы р е за н и я , о п т и м а л ь н ы е
по кри те р и ю н а и б о л ь ш е й стойкости и н стру м ен та. Но, к с о ж а ­
79
лению , д л я б о л ь ш и н с т в а проц ессов р е з а н и я д р ев е с и н ы и д р е в е с ­
ных м а т е р и а л о в т а к и е р е ж и м ы п о к а не р а з р а б о т а н ы .
Прочие виды ф резерования. П о л у з а к р ы т о е и з а к р ы т о е ф р е ­
з е р о в а н и е о т л и ч а е т с я у ч ас т и е м в р е за н и и , к р о м е г л а в н о й р е ж у ­
щ ей к р о м к и од ной или д вух в с п о м о г а т е л ь н ы х к р ом ок . В п р а к ­
тических у с л о в и я х р е з а н и я , к о г д а ш и р и н а с р е з а е м о г о сл о я во
много р а з б о л ь ш е его то л щ и н ы , в л и я н и е в с п о м о г а т ел ь н ы х л е з ­
вий на к а с а т е л ь н у ю с и л у и м о щ но сть р е з а н и я о чень невел ико
( п о к а з а т е л и у в е л и ч и в а ю т с я на 3 . . . 8 %) . Э ти м в л и я н и ем м о ж н о
п р е н еб р еч ь и п о л ь з о в а т ь с я д а н н ы м и д л я о т к р ы т о г о ц и л и н д р и ­
ч еского ф р е зе р о в ан и я .
Т ор цово е, т о р ц о в о -к о н и ч ес к о е и ко н ич еск ое ф р е з е р о в а н и е
д л я поверх н остной о б р а б о т к и д р е в е с н ы х м а т е р и а л о в п р и м ен я ю т
редко. Р а с п р о с т р а н е н н о е в м еб е л ьн о м п р о и зв о д с т в е п р о ф и л ь н о е
ф р е з е р о в а н и е т р е б у е т ко н к р е т н о г о а н а л и з а ф о р м и р у е м о го п р о ­
ф и л я (с р а з б и в к о й на х а р а к т е р н ы е у ч а с т к и ) и р а с ч е т о в сил и
м ощ ности по о т д е л ь н ы м у ч а с т к а м с и с п о л ь з о в а н и е м з а к о н о м е р ­
ностей ц и л и н д р и ч еск о г о ф р е з е р о в ан и я .
16. Точение
О бщ ие сведения. Т е х н о л о г и ч е с к а я цел ь п ро ц есса т очени я —■
и зго т о вл е н и е д е т а л е й с п о в е р х н о ст я м и т ел в р а щ е н и я : ц и л и н д ­
рической, конической, с л о ж н о й . О чеви дн о, что в п р оц ессе т о ч е ­
ния р е зе ц д о л ж е н п е р е м е щ а т ь с я от н о си т е л ьн о за г о т о в к и в с о о т ­
ветствии с вид ом о б р а з у ю щ е й .
П о н а п р а в л е н и ю п о д ачи о т н о с и т е л ьн о оси в р а щ е н и я р а з л и ­
ч аю т п р о д о л ьн о е (осевое) и по п ер еч но е точение.
П ри п р о д о л ь н о м (осевом ) точении (рис. 3 2 , а ) в р а щ а т е л ь н о е
д в и ж е н и е р е з а н и я п о л у ч а е т з а г о т о в к а , д в и ж е н и е п о д а ч и вд оль
оси в р а щ е н и я п р и д а е т с я резцу. П р и это м с р е з а е т с я н е п р е р ы в ­
ный слой по стоянного сечения, о г р а н и ч ен н ы й в и н тов ы м и п о в е р х ­
ностями.
П о п е р е ч н о е точени е им еет д в е р а зн о в и д н о ст и : р а д и а л ь н о е
и т а н г е н ц и а л ь н о е . Р а д и а л ь н о е то чени е п о л у ч а е т с я при по д а ч е
р е з ц а п е р п е н д и к у л я р н о оси в р а щ е н и я по н а п р а в л е н и ю р а д и у с а
(рис. 3 2 , 6 ) . А б с о л ю т н а я т р а е к т о р и я точки л е з в и я р е з ц а в д р е ­
весине п р е д с т а в л я е т собой а р х и м е д о в у сп и р ал ь, р а с с т о я н и е
м е ж д у в и т к а м и с п и р а л и — т о л щ и н а с р е з а е м о г о с л о я а, мм, в е ­
л и ч и н а п о с т о я н н а я , а = 1 0 0 0 v s/n, где п — ч а с т о т а в р а щ е н и я з а ­
готовки, мин- 1 .
Т а н г е н ц и а л ь н о е точени е (рис. 32, в) о с у щ е с т в л я е т с я при п о ­
перечной п о д а ч е р е з ц а по хорде. Т р а е к т о р и я р е з а н и я — с п и р а л ь
с п е р е м е н н ы м р а с с т о я н и е м м е ж д у в и т к а м и . С о отв етс тв е н н о
м е н я е тс я т о л щ и н а с р е з а е м о г о слоя, причем , что очень в а ж н о
д л я о б есп ечен и я к а ч ес тв е н н о й о б р а б о т к и , она у м е н ь ш а е т с я
к ко н ц у процесс?).
Р9
Рис. 32. Виды точения:
а — продольное (осевое); б — по­
перечное радиальное; в — попереч­
ное тангенциальное
Т окарн ы е станки в н а ­
стоящ ее врем я мало р а с ­
пространены,
так
как
в с о в р е м е н н ы х и зд е л и я х
из д р ев е с и н ы п р е о б л а ­
даю т
детали
плоской
формы и прямоугольного
сечения. О д н а к о новы е
тен ден ц и и в к о н с т р у и р о ­
вани и м е б е л и п о зв о л я ю т
предположить
расшире­
ние о б ъ е м о в т о к а р н о й о б ­
р а б о т к и в б у дущ ем .
П родольное
точение.
С х е м а п р о д о л ьн о го то ч е н и я п о к а з а н а на рис. 33. Л е з в и я д л я
чистового то ч е н и я им ею т п р я м о л и н е й н у ю г л а в н у ю р е ж у щ у ю
к р ом к у , р а с п о л о ж е н н у ю под угл о м 4 0 . . . 50° к оси в р а щ е н и я
за г о т о в к и ( г л а в н ы й угол в п л а н е срПл) и в с п о м о г а т е л ь н у ю р е ­
ж у щ у ю к р о м к у под угл о м ф/пл = 2 . . . 5°.
Г е о м е тр и ю л е зв и я , в е р ш и н а ко то ро го р а с п о л о ж е н а на у ро вн е
оси в р а щ е н и я , х а р а к т е р и з у ю т к р о м е у г л о в в плане, у г л ы в г л а в ­
ной с ек у щ е й пл оскости п — п, п е р п е н д и к у л я р н о й про ек ц и и г л а в ­
ного л е з в и я на осно вн у ю пл оско сть
(пл о скость ч е р т е ж а ) :
задний
а = 1 0 . ..12°; з а о с т р е н и я
р = 2 5 . ..40°; п еред ний у =
= 55. ..40°;
р е з а н и я б=>а + р = 3 5 . . .50° и угол с к о с а
(на­
к л о н а ) е = 3 . . . 5 ° г л а в н о г о л е з в и я от н ос и т е л ьн о р а д и у с а в р а ­
щ ен и я , п р ов ед ен н ого ч ер ез в е р ш и н у ре зц а .
Г л у б и н у т о чени я (п ри п ус к) t и р а з м е р ы по п ер еч но го с е ч е ­
ния с р е з а е м о г о с л о я а и b о п р е д е л я ю т по с л е д у ю щ и м г е о м е т р и ­
ч еским со от н о ш е н и я м :
t = R x — R2,
а = 5о 8 Ш ф пл;
b = tl э т ф п л ,
где Ri — радиус заготовки, мм; R 2 — радиус обработанной детали, мм.
К и н е м а т и ч е с к и е нер овн о сти на поверхности, о б р а б о т а н н о й
точени ем (рис. 3 3 , 6 ) , п р е д с т а в л я ю т собой с л е д ы в ви д е ч е р е ­
д у ю щ и х с я в ы ступ ов и в п а д и н (« р е з ь б ы » ), В п р о д о л ьн о м с е ч е ­
нии поверхн ости м о ж н о н а б л ю д а т ь волны , по ф о р м е к о п и р у ю ­
щ ие в е р ш и н у р езц а . Д л и н а в ол н ы е р а в н я е т с я по д ач е на один
о б о р о т So, г л у б и н а в ол н ы у р а с с ч и т ы в а е т ся по с л е д у ю щ и м
формулам;
81
Вид Н
--------
/
V
Рис. 33. Продольное точение:
а — геометрия срезаемого
слоя;
б — неровности
на обработанной
поверхности
д л я р е зц а , в е р ш и н а которого не им еет за к р у г л е н и я :
у = So - - е-Фпл tg
;
(75)
tg Фпл + ^ Фпл
д л я р е з ц а с за к р у г л е н н о й верш и н ой
у та S l/ 8 r,
(76)
где г — радиус закругления лезвия.
В о б щ е м с л у ч а е д л я пол у ч е н и я на о б р а б о т а н н о й п о ве р х н о ­
сти к и н е м а ти ч е с к и х во л н с м и н и м а л ь н о й гл у б и н о й ц е л е с о о б ­
р а з н о н а з н а ч а т ь в о з м о ж н о м е н ьш и е вел и ч и н ы п од ачи на о б ор от
S 0 и у гл о в фпл и ф'пл, а р а д и у с з а к р у г л е н и я в е р ш и н ы р е з ц а по
в о зм о ж н о с т и ув е л и ч и т ь
(при ч истовом точении до 3 мм) .
В п р а к т и к е ч ерн ов ое точени е в ы п о л н я ю т при S 0 = l , 6 . ..2 ,0 мм,
ч истовое — при S 0 не б о л е е 0 , 8 мм.
С и л у во зд е й с тв и я р е зц а на за г о т о в к у F при п р од ол ьн ом
точении п р е д с т а в л я ю т т р е м я с о с т а в л я ю щ и м и : к а с а т е л ь н о й Fx ,
р а д и а л ь н о й R и осевой А (рис. 3 3 , а ) . Д л я у г л а скоса гл а вн о й
реж ущ ейкромки
е = 0° р а д и а л ь н у ю R и о севую А с ил ы м о ж н о
р а с с м а т р и в а т ь к а к с о с т а в л я ю щ и е н о р м а л ь н о й с ил ы F z:
32
R — F z cos фпл = m F х cos фпЛ;
(77)
Л=
(78)
sin фпл = t n F x sin ф„л.
15. Значения F x т и
Для процесса продольного точения (береза, W = 10 %;
резец острый, а = 12°, а — 45°; v — 10 м/с)
Толщ ина
срезаемого
слоя а, мм
0,1
0 ,2
0 ,3
0 ,4
0 ,5
0 ,6
Н/мм, при главном угле
в плане фп л , град
К т , Д ж /см 3, при главном
угле в плане фп л . град
30
45
60
75
30
45
60
75
4 ,2
6 ,0
6 ,6
7 ,6
8 ,5
9 ,6
4 ,7
6 ,8
7 ,8
8 ,8
10,0
11,4
5 ,0
7 ,6
9 ,0
10,4
11,5
13,2
5 ,3
8 ,2
9 ,9
11,6
13,0
15,0
42
30
22
19
17
16
47
34
26
22
20
19
50
38
30
26
23
22
53
41
33
29
26
25
Н и ж е п р и в е д е н ы з н а ч е н и я m в за в и с и м о с т и от т о л щ и н ы с р е ­
за е м о г о сл о я д л я сре д н и х р е ж и м о в чистового то чения:
............................................................ 0,1
Толщина слоя а, мм
Множитель m
....................................................................... 0,42
0,2
0,24
0,3
0,17
0,4
0,15
К а с а т е л ь н у ю сил у F x в ы ч и с л я ю т по т а б л и ч н ы м з н а ч е н и я м силы
F x т ( т аб л . 15 ) :
F х ~ F х тЬаполр.
М о щ н о с т ь р е з а н и я Р р, Вт, р а с с ч и т ы в а ю т по в е л и ч и н е к а с а ­
т е л ьн о й с ил ы F x , Н, и средн ей скор ости г л а в н о г о д в и ж е н и я
Vcp, м/с:
Р р = F x vср;
уср = 2 n R Cpti (60 • 1 000),
где R Cp = (/?i + R 2)l2.
М о щ н о с т ь р е з а н и я при осевом точении м о ж е т б ы ть о п р е д е л е н а
т а к ж е по о б ъ е м н о й ф о р м у л е
Рр = /СтЯпопрЯ {R 2i — R l) VS/6Q,
(79)
где Кт — табличное значение удельной работы осевого точения, Д ж /см 3
(см. табл. 15); а „ о п р — общий поправочный множитель, учитывающий р ас­
четные условия точения; и* — скорость осевой подачи, м/мин.
17. Ш л и ф о в а н и е
О б щ и е св е д е н и я . В з а в е р ш а ю щ е й с т ад и и т ех н о л оги ческ о го
п ро ц есса д е т а л и из д р ев е с и н ы и д р е в е с н ы х м а т е р и а л о в , а т а к ж е
л а к о к р а с о ч н ы е п о к р ы ти я , о б р а б а т ы в а ю т а б р а з и в н ы м и (с о с к а б ­
л и в а ю щ и м и ) м а т е р и а л а м и или и н с тр у м е н т а м и . А б р а з и в н у ю
о б р а б о т к у м о ж н о вести н е з а к р е п л е н н ы м и з е р н а м и (сво бод ны м и
а б р а з и в а м и ) или а б р а з и в н ы м и з е р н а м и , с в я з а н н ы м и в одно ц е ­
л о е тело, н а з ы в а е м о е
абразивным
и н с т.;Р(У м е н т о м.
Процесс абразивной обработки с преобладанием резания н азы ­
вают ш л и ф о в а н и е м ,
с преобладанием ис т ира ния — п о ­
83
л и р о в а н и е м . В м ебел ьн ом п р о и зв о д с т в е д р еве с и н у , д р е ­
в есны е м а т е р и а л ы и л а к о в ы е п о к р ы т и я ш л и ф у ю т а б р а з и в н ы м и
и н с т р у м е н т а м и в в и д е ш к у р о к , п о л и р у ю т п о верх н о сти с в о б о д ­
н ы ми а б р а з и в а м и в в и д е п а с т — смесей а б р а з и в н ы х зе р е н
с к о м п о н е н т а м и ж и д к о й ф а з ы (водой, керо си ном , м а с л а м и
и др .).
Д о л г о е в р е м я ш л и ф о в а н и е и с п о л ь з о в а л и ис к л ю ч и те л ьн о д л я
у д а л е н и я с п оверхн ости и з д е л и я н ер ов н о стей и п р и д а н и я ей
н а д л е ж а щ е й г л а д к о ст и . Н е о б х о д и м о с т ь этой о п е р а ц и и в ы з ы в а ­
е тся тем, что при п р е д ш е с т в у ю щ е й о б р а б о т к е ( ф р ез е р о в а н и е м ,
точени ем ) н е в о зм о ж н о пол уч ить т а к у ю ш е р о х о в а т о с т ь о б р а б о ­
т а н н ы х повер хн о стей, к о т о р а я т р е б у е т с я д л я к а ч е с тв е н н о г о п р о ­
т е к а н и я п о с л е д у ю щ и х т е х н о л о ги ч е с к и х о п е р а ц и й с к л е и в а н и я
или отдел ки .
В п о сл ед н и е годы с п о я в л е н и е м новы х ти п ов ш л и ф о в а л ь н ы х
ш курок и специальных станков широкое распространение полу­
ч а е т п ро ц е сс ч ерн ового ш л и ф о в а н и я к р у п н о зе р н и с т ы м и а б р а ­
зи в н ы м и и н с т р у м е н т а м и с ц е л ью точной о б р а б о т к и д е т а л е й
в р а з м е р . Ч е р н о в о е ш л и ф о в а н и е , н а п р и м е р , п р е д п о ч ти те л ь н е е
ф р е з е р о в а н и я на р е й с м у с о в ы х с т а н к а х при сн я ти и провесов
у с т о л я р н о -с т р о и т е л ь н ы х сбо р о ч н ы х ед и н и ц или щ итов, н а б р а н ­
ны х из д е л я н о к , к а л и б р о в а н и и д р е в е с н о с т р у ж е ч н ы х плит
с ц ел ью у с т р а н е н и я их р а зн о т о л щ и н н о с т и .
В ы р а в н и в а н и е поверхн остей с д о в ед ен и ем их д о п л оского
с ос то я н и я (о б р а б о т к а под п л о ско с ть) м о ж е т б ы ть с а м о с т о я ­
т е л ьн о й техн о л о ги ч е с к о й ц е л ью п р о ц е сса ш л и ф о в а н и я в о т л и ­
чие, н а п р и м е р , от к а л и б р о в а н и я , где о д н о в р е м е н н о с в ы р а в н и ­
в а н и ем по вер хн остей ф о р м и р у е т с я р а з м е р д е т а л и по т олщ и н е.
Ш л и ф о в а н и е т а к ж е ш и р о к о и с п о л ь з у ет с я к а к п р о м е ж у т о ч ­
н а я о п е р а ц и я э т а п а в те х н о л о ги и о т д е л к и . П р о ц е с с ы ш л и ф о в а ­
ния к л а с с и ф и ц и р у ю т по геом етри ческо й ф о р м е зоны к о н т а к т а
а б р а з и в н о г о и н с тр у м е н т а с о б р а б а т ы в а е м о й д е т а л ь ю (рис. 3 4).
Р а з л и ч а ю т ш л и ф о в а н и е с пл о ской зоной к о н т а к т а и н с тр у м е н т а
и о б р а б а т ы в а е м о й д е т а л и (рис. 3 4 , а , б , в , г ) \ ш л и ф о в а н и е с ц и ­
л и н д р и ч е с к о й зоной к о н т а к т а (рис. 34, д, е ) \ ш л и ф о в а н и е с п р о ­
ф и л ь н о й зоной к о н т а к т а (рис. 3 4 , ж , з , и , к ) .
Основные
характеристики
процесса.
Ш лифовальную
ш к у р к у (рис. 3 5 , а ) м о ж н о р а с с м а т р и в а т ь к а к м н ого л езви й н ы й
ин с тр у м е н т с б о л ь ш и м числом р е ж у щ и х к р о м о к а б р а з и в н ы х з е ­
рен. З е р н а / из э л е к т р о к о р у н д а , к а р б и д а к р е м н и я или д р у ги х
а б р а з и в н ы х м а т е р и а л о в с п о м о щ ью с в я з к и 2 (ж и в о т н о го клея,
к а р б а м и д н о й или ф ен ол ьн ой с м о л ы ) с оеди нены д р у г с д р у го м
и основой ш к у р к и 3 (б у м а г о й , т к а н ь ю , ф и б р о й или к о м б и н а ­
цией этих м а т е р и а л о в ) .
Зернистость
ш л и ф о в а л ь н о г о м а т е р и а л а и ин с тр у м ен т а
х а р а к т е р и з у е т с я ном ер ом зерн и стости . Н о м е р зер н и стости о п р е ­
д е л я е т к р уп н о с ть зе р е н основной ф р а к ц и и (ча с т и ) зер н о во го
84
Рис. 34. Схемы процесса шлифования:
а — лентой с неподвижной опорой-столом; б — лентой с нажимом на нее плоским
утюжком; в — свободной лентой; г — торцовой поверхностью диска; д — лентой со
шкивной рабочей частью; е — цилиндром; ж — лентой с нажимом на нее профильным
утюжком; з— эластичным (воздушным) цилиндром; и— щеточной головкой; к— про­
фильным диском; / — инструмент; 2 — деталь;
3 — стол;
4 — контактный прижим
(утюжок)
с о с та в а д а н н о г о но м е р а зер ни сто сти: д л я ш л и ф з е р н а и ш ли ф п ор о ш к о в он с о о тветс тву е т р а з м е р у с то роны ячейки сита (в сотых
д о л я х м и л л и м е т р а ) , на котором з а д е р ж и в а ю т с я зер н а основной
ф р а к ц и и ; д л я м и к р о п о р о ш к о в и тон ки х м и к р о п о р о ш к о в он равен
н а и б о л ь ш е м у л и н е й н о м у р а з м е р у в поп ереч н и ке зерен основной
ф р а к ц и и (в м и к р о м е т р а х ) . Н а п р и м е р , зе р н и с то с т ь № 40 о з н а ­
чает, что о с н о в н а я ф р а к ц и я зерен б у д е т з а д е р ж и в а т ь с я на сите
с р а з м е р о м ст о р о н ы я ч е й ки 0,40 мм и п ро хо д и ть ч ерез сито со
стороной ячей ки 0,50 мм, где 0,50 мм — р а з м е р непро хо дно й
ячей ки сита д л я п р е д ы д у щ е г о б о л ьш е го р а з м е р а зерни стости
(№ 50). З е р н и с т о с т и № 28 со о т в ет с т ву ю т зе р н а основной ф р а к ­
ции р а з м е р а м и 2 8 . . . 2 0 мкм.
Параметры р еж им а ш лифования. О с н о вн ы м и п а р а м е т р а м и
р е ж и м а ( д л я ш к у р к и в ы б р ан н о й зе р н и с то с т и ) я в л я ю т с я у д е л ь ­
ное д а в л е н и е на ш л и ф у е м о й поверхности, н а п р а в л е н и е ш л и ф о ­
в а н и я о т н о с и т е л ьн о во л о ко н д р евеси ны , с к оро сть р е з а н и я , с к о ­
рость подачи, д л и н а к о н т а к т а ш к у р к и с древесиной.
85
Рис. 35. Характеристики процесса шлифования:
а — поперечное сечение шлифовальной шкурки; б — угол скоса (вид в плане) для
продольного шлифования с дополнительным (осциллирующим) движением шлифоваль­
ного цилиндра; в — то же, при несовпадении направления волокон древесины с на­
правлением подачи; г — силы резания; / — абразивные зерна; 2 — связка (двуслой­
ная); 3 — основа шкурки
Удельное
давление
q в зо н е к о н т а к т а ш л и ф о в а л ь ­
ного и н с тр у м ен т а с о б р а б а т ы в а е м ы м м а т е р и а л о м в л и я е т на
число а к т и в н ы х ( р е ж у щ и х ) зерен. П ри уве л и ч ен и и ч и с л а р е ж у ­
щ их зе р е н п о в ы ш а е т с я п р о и зв о д и те л ь н о с т ь ин стр у м е н т а . О д ­
н а к о у в е л и ч ен и е у д ел ьн о го д а в л е н и я м а л о в л и я е т на с редн ю ю
т о л щ и н у с р е з а е м о г о сл оя и, с л е д о в а т е л ь н о , на ш е р о х о в а т о с т ь
ш л и ф о в а л ь н о й поверхности. П о о п ы тны м д а н н ы м , в о з р а с т а н и е
у д ел ьн о го д а в л е н и я в 50 р а з п р и в о д и т к у в е л и ч ен и ю т о л щ и н ы
с т р у ж е к всего на 5 . . . 1 4 % . Р е к о м е н д у е м ы е вел и ч и н ы у д е л ь ­
ного д а в л е н и я q, к П а , д л я основн ы х схем ш л и ф о в а н и я п р и в е ­
дены ниже.
Лентой с неподвижным с т о л о м ...................................
Лентой с контактным прижимом
.................................
.........................................................................
Цилиндром
Диском ..................................................................................
1,5
5
50
5
.. .
.. .
.. .
.. .
4,0/1,0 . . .
20/2 . . . 5
200/20 . . .
57/—
2,5
50
П р и м е ч а н и е . В числителе приведены данные для чернового шлифования
шкуркой зернистостью 80 . . . 50, в знаменателе — для чистового шлифования
шкуркой зернистостью 25 . . . 10.
Направление
шлифования
относительно волокон
х а р а к т е р и з у е т с я углом ско са <рс (рис. 3 5 ,6 , в ) . П ри чистовом
ш л и ф о в а н и и н а и л у ч ш е е к а ч еств о поверхности д о ст и г а е т с я при
фс = 0°, т. е. при ш л и ф о в а н и и в д о л ь волокон. У величени е у г л а
скоса, или пер ех о д от пр о д о л ьно го ш л и ф о в а н и я к поперечному,
сп о собствует повы ш ению п р о и зв о ди тел ьн о сти процесса, о д н а ко
кач ество о б р а б о т к и у х у д ш а е т с я в р е з у л ь т а т е п о я в л е н и я ворса
86
и р езк о го в ы я в л е н и я с л едо в (р и с о к ) , о с т а в л я е м ы х а б р а з и в н ы м и
зе р н а м и при несов п а д е н и и эти х следов с н а п р а в л е н и е м в о л о ­
кон д р евеси ны . П р и чистовом ш л и ф о в а н и и поверхн остей, п р е д ­
н а зн а ч е н н ы х д л я в ы с о к о к а ч е с т в ен н о й о тде л ки , д о п у с к а е т с я угол
с коса не б о л е е 15°. П р и у г л е скоса б о л ь ш е 15°, н а п р и м е р при
о б р а б о т к е щ ито в, о б л и ц о в а н н ы х «в е л ку» или «в ромб», т р е б у ­
ется т щ а т е л ь н о е ш л и ф о в а н и е до пол у ч ения поверхн остей с м и к ­
р о н е р о в н о ст я м и вы сотой не б олее 6 . . . 8 м км , т о л ь к о при в ы п о л ­
нении это го у с л о в и я с л е д ы от зер ен б уду т п р а к т и ч е с к и н е з а ­
метны.
Скорость
резания
v e при ш л и ф о в а н и и в ы ч и с л я е т с я
с о г л ас н о с х е м а м про ц есса к а к о к р у ж н а я ск ор ость v на п о в е р х ­
ности ц и л и н д р а , д и с к а или ш к и в а , п р и в о д я щ е го в д в и ж е н и е
ленту: v e^ v .
Д в и ж е н и е подачи при ш л и ф о в а н и и н еоб ходи м о во всех с л у ­
ч ая х, ко г д а п л о щ а д ь о б р а б а т ы в а е м о й поверхн ости и зд е л и я п р е ­
в ы ш а е т п л о щ а д ь еди н о в р е м е н н о го к о н т а к т а ее с ин струм енто м .
С к о р о ст ь п о д ачи v s д л я з а д а н н ы х у с л о ви й ш л и ф о в а н и я д о л ­
ж н а б ы ть н а з н а ч е н а в за в и с и м о с т и от гл у б и н ы ш л и ф о в а н и я t:
чем б о л ь ш е гл у б и н а , тем м ен ьш е с к ор ость подачи и н а о б ор от.
П р и л енточн о м ш л и ф о в а н и и зе р н а м и ш к у р к и м о ж е т бы ть
с р е за н о и унесено с поверхн ости и зд е л и я л и ш ь т а к о е к о л и ч е ­
ство с т р у ж к и , ко т о р о е р а з м е с т и т с я в м е ж з е р н о в о м п р о с т р а н ­
стве. П р и д о ст а т о ч н о б ольш ой д л и н е
к о н т а к т а стружка
постепенно з а п о л н я е т все сво б о д н о е п р о с т р ан с т в о м е ж д у з е р ­
нам и и о т те с н я е т ш к у р к у от и зд е л и я , съ е м д р ев е с и н ы с о к р а ­
щ ае т с я , а з а т е м совсем п р е к р а щ а е т с я . О п т и м а л ь н а я д л и н а к о н ­
т а к т а (по н а п р а в л е н и ю в е к т о р а v) не з а в и с и т от ско ро сти
ш л и ф о в а н и я , н е зн а ч и т е л ь н о за в и с и т от уд ел ьн о го д а в л е н и я и по­
род ы д р еве с и н ы , но о п р е д е л я ю щ и м о б р а з о м за в и с и т от з е р н и ­
стости ш кур к и . Д л я зерн и стости ш к у р к и 32; 16 и 10 о п т и м а л ь ­
н а я д л и н а к о н т а к т а ( у т ю ж к а ) , соответственно, р а в н а 125; 100
и 65 мм.
Д л я н о р м а л ь н о й р а б о т ы ш л и ф о в а л ь н о й л е н т ы в а ж н о ее н а ­
т я ж е н и е . О п т и м а л ь н ы м , н ап р и м е р , д л я ш к у р к и на т к а н е в о й
основе будет н а т я ж е н и е 7,5 Н на 1 см ш и р и н ы ленты .
К а чество о б р а б о т к и . О ж и д а е м а я г л у б и н а неровн остей па
ш л и ф о в а н н о й п оверхн ости д л я з а д а н н ы х условий о б р а б о т к и
м о ж е т б ы ть р а с с ч и т а н а по эм п и р и ч еск ой ф ор м у л е :
tfmm a x = ( 1 1 0 ± 2 0 H / Pf
(80)
где di — размер зерен шкурки, мм; р — плотность древесины, г/см3; знак « + »—
для острой шкурки, «—» — для тупой.
П р о и зв о д и т е л ь н о с т ь ш л и ф о в а н и я . П о л н а я п р о и з в о д и т е л ь ­
ность п р о ц есс а ш л и ф о в а н и я Л п, с м 3 /м ин, о ц е н и в а е т с я по н о м и ­
97
нальному объему м атери ала, удаляем ого с обработанной
верхности (п л о щ а д и к о н т а к т а ) за 1 мин:
Ап —
по­
(® 0
где в ш — удельная производительность шлифовальной шкурки, см3/(с м 2-см);
ve — скорость резания, см/мин, v e= v + v , при встречной подаче и v e = v— v,
при попутной; В и /к — ширина и длина площ адки контакта соответетвенно,
см.
У д ел ьн у ю п р о и зв о д и те л ь н о с т ь
эм п и р и ч е ск о й ф о р м у л е :
а ш=
1.1 2
шкурки
ат определяю т
- 1 0 ~в ( ql p) *fdi- aMa„ap,
по
(82)
где q — удельное давление, кП а; р — плотность древесины, г/см3; di — размер
зерен основной фракции данного номера зернистости, мм; а„ — поправочный
множитель, учитывающий влияние материала абразива (электркорун д— 1;
крем ень— 1,3); а„ — поправочный множитель, учитывающий способ нанесения
абразивных зерен на основу (гравитационны й— 1; электростатический —
1,25); ар — поправочный множитель, учитывающий остроту шкурки (острая —
1,4; средней остроты — 1; тупая — 0,7).
С ил ы и м о щ н о с ть ш л и ф о в а н и я . П р и ш л и ф о в а н и и р а з л и ч а ю т
к а с а т е л ь н у ю F x , н о р м а л ь н у ю F z и осевую F Y ( н а п р и м е р , при
о с ц и л л я ц и и и н с тр у м е н т а ) с ил ы (рис. 3 5 , г ) , п о л у ч а ю щ и е с я от
с л о ж е н и я соо т в ет с т ву ю щ и х сил на всех р е ж у щ и х а б р а з и в н ы х
зерн ах.
В ра с ч е т н ы х ф о р м у л а х к а с а т е л ь н у ю с и л у п ри н я то п р е д с т а в ­
л я т ь к а к сил у тр ения. Э то о п р а в д а н о ф и зи ч е с к о й су щ н о с тью
ш л и ф о в а н и я (о п р е д е л я ю щ е й р о л ь ю про ц есса т р е н и я ) , а т а к ж е
тем о б ст о я т е л ь с т в о м , что н о р м а л ь н а я си л а р е з а н и я F z п р а к т и ­
чески з а д а е т с я р е ж и м о м ш л и ф о в а н и я ( с у м м а р н а я с и л а н о р ­
м а л ь н о г о д а в л е н и я по п л о щ а д и к о н т а к т а / к). Т а к и м о б р а з о м
F х — F zfvi\
F z = 0 , l q f K,
(83)
где f ш — коэффициент шлифования, величина безразмерная; g — удельное
давление по площади контакта, кП а; f K= B l K— площ адь контакта, см2.
К о э ф ф и ц и е н т ш л и ф о в а н и я / ш за в и с и т, г л а в н ы м о б р а з о м , от
з ерн и стости и степени з а т у п л е н и я ш к у р к и , а т а к ж е сво йств о б ­
рабаты ваем ого м атериала:
fni = (0,425 + 0 , \9d°i’5) апар,
(84)
где ап — поправочный множитель на породу древесины (б е р е за — 1, сосна —
0,95; дуб — 0,85); а р — поправочный множитель на степень затупления
шкурки (о с т р а я — 1,3; средней остроты — 1; тупая — 0,8).
Д л я о б р а б о т к и д р е в е с н о с т р у ж е ч н ы х пл ит / ш = 0 , 7 5 . . . 0,45
(б о л ь ш и е з н а ч е н и я при зерн и стости ш к у р к и № 40 и в ы ш е и
з н а ч и т е л ь н ы х п р и п у с к а х на о б р а б о т к у ) .
М о щ н о с т ь ш л и ф о в а н и я о п р е д е л я е т с я с учетом особенностей
схем ы ш л и ф о в а н и я . Т а к, д л я ш л и ф о в а н и я л е н т о й с учетом.
т р е н и я об ор о тн о й стор оны л е н т ы по «постели»
т р е н и я / = 0 , 3 . . . 0,4).
(к о э ф ф и ц и е н т
Рр = 0, l qfK(/ш + /) > ,
(85)
д ля ш лифования цилиндром
Рр = о, \qf4mV.
(86)
Р а с ч е т ско ро сти п од ачи и гл у б и н ы ш л и ф о в а н и я . У с т а н о в ­
лено, что д о с т а т о ч н ы м п р и п ус ком на ш л и ф о в а н и е я в л я е т с я слой
м а т е р и а л а глуби ной, р а в н о й средн ей в ы соте м а к с и м а л ь н ы х м и к ­
р о н ер ов н остей на исходной поверхн ости
(iRm max по
ГОСТ
7016— 8 2 ). П р и это м о б щ а я п л о щ а д ь п оп еречного с ечен ия у д а ­
л я е м о г о м а т е р и а л а с о с т а в и т % от п л о щ а д и п р я м о у г о л ь н и к а ,
в ы со та которого р а в н а р а зн о с т и величин м а к с и м а л ь н ы х м и к р о ­
неровн остей до и посл е о б р а б о т к и . О т с ю д а п р и в е д е н н а я
глу­
б ина ш л и ф о в а н и я ( т о л щ и н а с н и м а е м о г о с л о я ) за о д ин п р о х о д
равна
^ =
( “з”) ^ m m a x ( i - l )
ша х « ) Ь
(® ^ )
где R m m ai(o — средняя величина максимальных микронеровностей после об­
работки; R m m ar(f-i) — то же, до обработки.
З н а я г л у б и н у ш л и ф о в а н и я /,• и в ы чи сл ив п р е д в а р и т е л ь н о п о л ­
ную п р о и зв о д и т е л ь н о с т ь про ц есса А п д л я и зв е с т н ы х п а р а м е т р о в
ш л и ф о в а н и я , с к о р о с т ь п о д ач и v 3 (с м /м и н ) м о ж н о о п р е д е л и т ь
по ф о р м у л е
v s = A„/(Bti) = а шье1кВ / ( B t {) = а шие (l j t c),
(8 8 )
где Ап — полная производительность процесса шлифования, см3/мин; Bti —
площ адь нормального к направлению подачи поперечного сечения удаляемого
припуска, см2; В — ширина контакта, см.
Г л у б и н а с о ш л и ф о в ы в а е м о г о з а один п р о х о д п р и п у с к а , см,
по з а д а н н о й с к о ро сти п од ачи и известны м х а р а к т е р и с т и к а м и н ­
с т р у м е н т а о п р е д е л я е т с я из той ж е з а в и с и м о ст и :
U = A„/(Bv6) =- a mvel KB I( Bv s) = а ш1к (ve/vs).
(89)
П р и отсутствии д в и ж е н и я подачи гл у б и н а ш л и ф о в а н и я р а в н а
tt = - 4 * - Т =
l KB
W s b d L Т = amveT ,
l KB
(90)
где T — время шлифования, мин.
18. С в е рл е н и е
О б щ и е с в е д е н и я о процессе. С у щ н о с т ь с в е р л ен и я состоит
в р е за н и и л е з в и я м и , р а с п о л о ж е н н ы м и по т о р ц у ци ли н д р и ч ес к о го
т е л а ин стр у м е н т а. П ри этом точки р е ж у щ и х кр о м о к п е р е м е щ а89
6
Рис. 36. Сверление:
а — конструкция сверла; б — схема сверления вдоль волокон; в — то же, поперек во­
локон; г — геометрия режущей части сверла для продольного сверления; д — то же,
для поперечного сверления
ются о т н ос и т ел ьн о д р е в е с и н ы по т р а е к т о р и я м в вид е вин тов ы х
линий.
Т ех н о л о ги ч е ск о е н а з н а ч е н и е п ро ц есса — п о л у ч е н и е с к в о зн ы х
отв е рсти й или н ес к в о зн ы х г н е зд к р у г л о г о сечения. Н а з н а ч е н и е
отвер стий и г н е зд в д е т а л я х и у з л а х из д р е в е с н ы х м а т е р и а л о в
р а зл и ч н о : д л я в с т а в к и к р у г л ы х ш ипов ( ш к а н т о в ) , п р о п у с к а н и я
д е т а л е й м е т а л л и ч е с к и х кр еп лен и й (болтов, с т я ж е к ) , в в и н ч и в а ­
ния ш урупов, а т а к ж е у д а л е н и я д е ф е к т н ы х м ест за г о т о в к и с п о ­
с л е д у ю щ е й з а д е л к о й о тв е рсти й про б ка м и .
Г л а в н о е д в и ж е н и е в р а щ е н и я в сегда п р и д а е т с я и н струм енту;
м е х а н и зм п о д а ч и м о ж е т н а д в и г а т ь в р а щ а ю щ е е с я све р л о вд оль
оси в р а щ е н и я на н е п о д в и ж н у ю з а г о т о в к у или п о д а в а т ь з а г о ­
т о в ку на сверло.
С в е р л о (рис. 36, а ) им еет х в ос т о в и к 4, с л у ж а щ и й д л я з а ­
к р е п л е н и я и н с тр у м е н т а в ра б о ч е м ш п и н д е л е с т а н к а , и р а б о ч у ю
ч асть, несущ ую по т о р ц у л е з в и я 1 и боковой поверх н ости н а ­
п р а в л я ю щ и е к а н а в к и 2. К а н а в к и п р е д н а з н а ч е н ы д л я в ы в о д а
с т р у ж к и из зоны р е за н и я . Б о к о в ы е (ц и л и н д р и ч ес к и е ) п о в е р х ­
ности с в е р л а п р о ш л и ф о в а н ы на н е б о л ь ш у ю глубину, з а и с к л ю ­
чением у зк и х л е н т о ч е к 3, ко т о р ы м и свер л о 1 б а з и р у е т с я на с ф о р ­
м и р о в а н н о й поверхн ости отверстия.
П о н а п р а в л е н и ю оси о т в е р ст и я о т н о с и т е л ьн о во л о ко н д р е ­
весины р а з л и ч а ю т св е р л е н и е п р о д о л ь н о е (в т о р е ц д е т а л и ) и по90
16. Значения Fx т и Кт Для сверления (сверла острые, сосна, глубина
сверления t ^ 5D)
Толщина
срезаемого
слоя а,
мм
К т, Д ж /см 1, для диаметра
сверления D, мм
F x т . Н/мм, для диаметра
сверления D, мм
10
5
15
20
5
25
10
15
20
25
Сверло с центром и подрезателями для поперечного сверления
0,1
0,5
1,0
2,0
154
190
235
324
43
55
70
100
20
26
34
50
11
16
23
36
1540
380
235
162
9
12
16
24
430
110
70
50
196
53
34
32
113
33
23
18
88
24
16
12
Сверло с конической заточкой для продольного сверления
0,1
0,5
1,0
1,5
222
550
930
1275
76
125
220
292
40
60
110
150
26
40
70
90
2220
1100
930
850
15
30
45
60
760
250
220
195
400
120
110
100
260
80
70
60
150
60
45
40
пер еч ное (в п л а с т ь ) (рис. 3 6 , б , в ) . О собен ности этих видов с в е р ­
л е н и я о б у с л о в л и в а ю т т р е б о в а н и я к к он с тр ук ц и и сверл.
П о к а з а т е л я м и сил ово го в з а и м о д е й с т в и я с в е р л а с за г о т о в к о й
я в л я ю т с я к р у т я щ и й м о м ент и о с е в а я сил а. К р у т я щ и й м о ­
м е н т М кр о п р е д е л я е т с я к а к п р о и зв е д е н и е к а с а т е л ь н о й ц и к л о ­
вой с ил ы Р Хц на р а д и у с с в е р л а . В свою о ч еред ь с и л а F Xn п о л у ­
ч а е т с я к а к с у м м а ср е д н и х сил на z л е з в и я х с в е р л а , п р и в е д е н ­
ных к р а д и у с у с в е р л а R:
M KV = F Xu,R\
Касательная
д ан н ы м :
си л а
F Xtl = F x ( R I 2 ) z / R = F x z/2.
на л е з в и и
определяется
(91)
по т а б л и ч н ы м
F х — F хтЬйпопр,
где F x т определяется по табл. 16.
О севу ю сил у в ы ч и с л я ю т по п р и веденн о й о к р у ж н о й :
Foe = triocFхи,
(92)
где mac — переходный множитель (справочная величина).
М о щ н о с т ь р е з а н и я при сверл ен ии н а х о д я т по к а с а т е л ь н о й
ц и кл о в ой с и л е F x n и м а к с и м а л ь н о й скорости г л а в н о г о д в и ж е ­
ния v или по о б ъ е м н о й ф о р м у л е :
Рр = F хиу ;
Рр = /СтДпопряЯЧ/бО,
(93)
где Кт— табличное значение удельной работы сверления (табл. 16), Д ж /см 3;
V, — скорость осевой подачи, м/мин.
91
Ш е р о х о в а т о с т ь п оверхн ости, полученной св е р л ен и е м , х а р а к ­
т е р и зу е т с я вы сотой неровностей /?,„ тах = 320 . . . 60 мкм д л я п о ­
д а ч и на один о б о р о т с в е р л а 5 0 = 2,2 . . . 0,7 мм при с ве р л ен и и
м ягкой д р ев ес и н ы и 0 , 5 . . . 0 , 1 мм при с в е р л ен и и т в е р д о й д р е ­
весины.
Вы бор к о н с тр у к ц и и с в е р л а . П р и п р о д о л ь н о м с в е р л ен и и р а с ­
п о л о ж е н и е г л а в н ы х р е ж у щ и х к р о м о к по т о р ц у и н с тр у м е н т а
в плоскости, п е р п е н д и к у л я р н о й оси в р а щ е н и я н е ж е л а т е л ь н о : они
р е ж у т в торец. Л у ч ш е и с п о л ь з о в а т ь с в е р л а с конической з а т о ч ­
кой р е ж у щ е й ч асти (рис. 3 6 , г ) , у кот о р ы х р е ж у щ и е к р о м к и 1
н а к л о н е н ы к оси в р а щ е н и я на уго л ф (угол при в е р ш и н е у с т а н ­
д а р т н о г о с в е р л а 2ф = 85°) и при р а б о т е о с у щ е с т в л я ю т п о п е р еч ­
н о-торцовое р е за н и е . Б л а г о д а р я с о в п а д е н и ю н а п р а в л е н и я п о ­
д ач и с в е р л а с н а п р а в л е н и е м во л о ко н д р е в е с и н ы и о д и н а к о в ы м
у с л о в и я м ф о р м и р о в а н и я о б р а б о т а н н о й по вер хн о сти по п е р и ­
м етру о к р у ж н о с т и р е з а н и я (по п ереч но е р е з а н и е ) не тр е б у е т с я
ввод ить в ко н с тр у к ц и ю с в е р л а д о п о л н и т е л ь н ы е эл е м е н т ы , с т а ­
б и л и зи р у ю щ и е его п о л о ж е н и е при р а б о т е или о б е с п е ч и в а ю щ и е
н а д л е ж а щ е е к а ч е с тв о о б р а б о т к и .
П е р е д н и е п оверхн ости 4 л е зв и й с в е р л а — это в и н то вы е по­
верхности к а н а в о к 3\ з а д н и е п оверхн ости 5 о б ы чн о я в л я ю т с я
ч а с т я м и кон ических поверхн остей с осям и, п е р е с е к а ю щ и м и с я
с осью с в е р л а под не к о то р ы м угл ом (этим о б ес п е ч и в а е т с я п о ­
л о ж и т е л ь н ы й з а д н и й угол р е з ц о в ) . Г л а в н ы е р е ж у щ и е к ром к и
1 сверла можно считать прямыми линиями. В результате пере­
сечен ия з а д н и х поверхн остей о б р а з у е т с я к р о м к а 6, н а з ы в а е м а я
перемычкой.
Г л а в н о е л е з в и е р е зц а с кон ической за т о ч к о й с р е з а е т с д н а
о т в е р ст и я слой, р а з м е р кото рого в д о л ь оси с в е р л а р а ве н под аче
на один р е зе ц S z, т о л щ и н а a = S z sin ф, ш и р и н а b = R / в ш ф . П ри
этом в р а б о т е на у ч а с т к е 1— 2 п р и н и м а ю т у ч а с т и е в с п о м о г а ­
т е л ь н а я р е ж у щ а я к р о м к а , о б р а з о в а н н а я пересечен ием передней
поверх н ости и л ен точк и 2. Э та к р о м к а ф о р м и р у е т поверхн ость
отверстия.
П р и поп еречном с ве р л ен и и у с л о в и я р а б о т ы эл е м е н т о в с в е р л а
другие. Г а с п о л о ж е н и е г л а в н ы х р е ж у щ и х к р о м о к в плоскости,
п е р п е н д и к у л я р н о й оси в р а щ е н и я , ж е л а т е л ь н о : оии б у дут в ы ­
п о л н я т ь п р е и м у щ е с т в ен н о п о п е реч н о -п р од ол ьн ое р е за н и е . О д ­
н а к о у с л о в и я р а б о т ы в с п о м о г а т е л ь н о й р е ж у щ е й к р о м к и б удут
н е б л а г о п р и я т н ы м и : почти на по л о вин е пути за о б о р о т с в е р л а
она будет о с у щ е с т в л я т ь п р о д о л ьн о -т о р ц о в о е р е з а н и е против
в олокон с с а м ы м ни зки м к ач еств ом о б р а б о т к и при прочих р а в ­
ных у с л о в и я х . К р о м е того, при с в ер л ен и н д р ев е с и н ы в п л а с т ь
или б оковую к р о м к у за г о т о в к и с у щ е с т в у е т о п а с н о с т ь о т к л о н е ­
ния оси с в е р л а от з а д а н н о г о н а п р а в л е н и я подачи, с н и ж е н и я
точности в ы п о л н е н и я оп ер а ц и и . Т а к и м о б р а з о м , у с л о в и я р е з а ­
ния д и к т у ю т т р е б о в а н и я к к о н с тр у к ц и и с в е р л а ; его необ хо ди м о
92
с н а б д и т ь э л е м е н т а м и д л я ц е н т р и р о в а н и я и п о вы ш е н и я к а ч е ­
с тва о б р аб о т к и . Т а к и м т р е б о в а н и я м о т в е ч а е т с т а н д а р т н о е с п и ­
р а л ь н о е с в е р л о с н а п р а в л я ю щ и м ц е н тр о м
и подрезателями.
С в ер л о д л я п оп еречного с в е р л е н и я (рис. 3 6 , д) им еет г л а в ­
ны е р е ж у щ и е к р о м к и / , р а с п о л о ж е н н ы е в пл оскости, п е р п е н ­
д и к у л я р н о й оси в р а щ е н и я , н а п р а в л я ю щ и й цен тр 7 и подрезате л и 8. Г л а в н а я к р о м к а с р е з а е т слой т о л щ и н о й a ^ S z, п р е д в а ­
р и т е л ьн о о т д ел е н н ы й от б око вой по вер хн о сти о т в е р с т и я впереди
и д у щ и м п о д р е за т е л е м . Н а п р а в л я ю щ и й цен тр, ось к о т о р о г о с о в ­
п а д а е т с осью с в е р л а , о б е с п е ч и в а е т д о п о л н и т е л ь н о е ( к л е н т о ч ­
к а м ) ц е н т р и р о в а н и е с в е р л а . В итоге в с л о ж н ы х у с л о в и я х п о п е­
речного с в е р л е н и я п о л у ч а ю т с я т о чн ы е по ф о р м е и р а з м е р а м
о т в е р с т и я с м и н и м а л ь н ы м и н е р о в н о ст я м и поверхности.
Г л а в н ы е н о м и н а л ь н ы е у г л ы л е з в и я с т ан о чн о го цен трового
сверла
об ы чно
составляю т
га = 2 0 . . . 2 5 ° ,
р = 3 5 ...4 0 °,
б=
= 5 5 . . . 70°.
О собенности сверления древесны х м атериалов. П р о и з в о д и ­
т е л ь н о е и ка ч е с тв е н н о е с в е р л е н и е Д С т П о б е с п е ч и в а е т с я и с п о л ь ­
зо в а н и е м с в ер л с н а п р а в л я ю щ и м ц ен тром и п о д р е за т е л я м и . Это
с о о т в ет с т в у е т т р е б о в а н и я м к к о н с тр у к ц и и св е р л д л я д р е в е ­
сины, т а к к а к при св е р л ен и и в п л а с т ь Д С т П у с л о в и я р а б о т ы
с в е р л а б л и зк и к у с л о в и я м с в е р л е н и я д р ев е с и н ы п о п е р ек в о л о ­
кон. П р е д п о ч т и т е л ь н ы с л е д у ю щ и е у г л о в ы е п а р а м е т р ы сверл:
а » 1 8 . . . 25°, 6 = 4 5 . . . 60°. Ч а с т о т а в р а щ е н и я с в е р л а р е к о м е н д у ­
е тся в п р е д е л а х 2 5 0 0 . . . 3500 м ин-1 . П л о т н ы е плиты н у ж н о о б ­
р а б а т ы в а т ь с в е р л а м и из б ы с т р о р е ж у щ и х с т а л е й или с п л а с т и ­
н ам и из т в е р д о г о с п л а в а .
К ачество сверления определяется свойствами Д С т П (плот­
ностью и ко л и ч е с т в о м с в я зу ю щ е г о ) и р е ж и м о м с в е р л е н и я (т о л ­
щ иной с р е з а е м о г о слоя, по д а ч е й на р е з е ц ) . П о к а з а т е л и к а ч е ­
ств а, у д о в л е т в о р я ю щ и е те х н о л о ги ч е с к и м т р е б о в а н и я м , п о л у ч а ­
ю тся при с о б л ю д е н и и с л е д у ю щ и х вел ич ин п о д ачи на р езец
5 Z= 0 , 1 5 . .. .0,5 мм д л я с в е р л е н и я пл ит пл о т н о с т ью менее
700 к г /м 3 с с о д е р ж а н и е м с в я зу ю щ е г о м енее 8 % ; 0 . 2 5 . . . 0 , 7 5 мм
д л я с в е р л е н и я п л и т п л отн о стью б олее 700 к г / м 3 с с о д е р ж а н и е м
с в я зу ю щ е г о б о л е е 8 %. П р и с в ер л ен и и о тв е рсти й под ш к а н т ы
(к р у г л ы е в с т а в н ы е ш и п ы ) в д р е в е с н о с т р у ж е ч н ы х п л и т а х п л о т ­
ностью 650 . . . 750 к г / м 3 S z = 0 , 7 . . . 0,8 мм.
Д р е в е с н о в о л о к н и с т ы е п л и ты ( Д В П ) т а к ж е часто о б р а б а т ы ­
в а ю т с в ер л ен и ем . О с н о в н ы е п р о б л е м ы с в е р л ен и я т в е р д ы х Д В П :
б ы строе з а т у п л е н и е и н с тр у м е н т а и д е ф е к т о б р а б о т к и в виде
зн а ч и т е л ь н о г о п о д н я т и я во л о ко н в о к р у г в ы с в е р л ен н о г о о т в е р ­
стия.
Д л я сверления Д В П целесообразно использовать твер до ­
с п л а в н ы е с п и р а л ь н ы е с в е р л а с кон ической за т о ч к о й р е ж у щ е й
ч асти (угол при в е р ш и н е 2 ср= 170°), ч ас т о т а в р а щ е н и я при
св ер л ен и и 3 0 0 0 .. .4000 мин-1,
93
19. Г н е з д о о б р а з о в а н и е
П азовое ф резер ован и е концевой ф резой . Т е хн о л о ги ч еск о е
н а з н а ч е н и е — в ы р а б о т к а в д е т а л я х из д р е в е с и н ы п а зо в и п р о ­
д о л г о в а т ы х г н е зд м етод ом ф р е з е р о в а н и я . И н ст р у м е н т , конс ольно з а к р е п л я е м ы й в с тан ке, и м е е т л е з в и я по б око вой и т о р ­
цовой п ов ер хн о стям . Г н е зд о ф о р м и р у е т с я по одной из с л е д у ю ­
щ их схем.
1. С н а ч а л а в ы р а б а т ы в а ю т д в а к р у г л ы х г н е зд а по к р а я м б у ­
д у щ е г о п а з а при осевой п о д а ч е ysoc и н с тр у м е н т а . П р и этом
г л а в н у ю р о л ь в ы п о л н я ю т т о р ц о в ы е л е з в и я и н стр у м е н т а ; с р е з а ­
ется слой постоянной т о л щ и н ы , a 0Cx S z ос, з а к л ю ч е н н ы й м е ж д у
с м е ж н ы м и в и н то в ы м и п о в е р х н о ст я м и р е з а н и я (рис. 3 7 , а ) . З а ­
тем п р о м е ж у т о к м е ж д у д в у м я к р у г л ы м и г н е з д а м и у д а л я е т с я
м етод ом ф р е з е р о в а н и я при боковой по д а ч е за г о т о в к и со с к о ­
р остью Vs бок (рис. 3 7 , 6 ) .
2. П а з ф о р м и р у е т с я и н стр ум ен том при о д н о в р е м е н н о о с у ­
щ е с т в л я е м ы х осевой и боковой п о д а ч а х (рис. 3 8 ), причем б о к о ­
в а я п о д а ч а з а д а е т с я к а к в о з в р а т н о -п о с т у п а т е л ь н о е б о к о в о е д в и ­
ж е н и е и н с тр у м е н т а с пер е м е н н ой ско р о с т ью (кри во ш и п н о-п олзу нн ы м м е х а н и з м о м ).
3. П а з ф о р м и р у е т с я по п р е д ы д у щ е й схеме, но б о к о в а я п о ­
д а ч а з а д а е т с я к а к к а ч а т е л ь н о е д в и ж е н и е и н с тр у м е н т а с п е р е ­
менной скоростью .
—| —
Рис. 37. Схема формирования гнезда концевой фрезой при последовательно
осуществляемых заглублении (а) и боковой подаче (б) инструмента
94
Рис. 38. Схема формирования гнезда концевой фрезой при одновременно
осуществляемых осевой и боковой подачах (боковое движение возвратно­
___
поступательное)
В р а с ч е т а х пр оц есс п а зо в о г о ф р е з е р о в а н и я с во д и тс я к ц и ­
линдрическому фрезерованию . П еременны е парам етры геомет­
рии с р е за е м о г о с л о я з а м е н я ю т с я ср е д н и м и з н а ч е н и я м и . С р е д ­
н я я т о л щ и н а с р е з а е м о г о с л о я о п р е д е л я е т с я по ф о р м у л а м :
д л я сх е м ы 1
а ср. бок ==
бок sin 4 5
0 , 7 1 S 2 бок»
д л я схем 2 и 3:
Яср. бок ==
Sz бок. ср
vs бок. с р =
бок. ср s i n 4 5 ■,
— Ю ООгл-бок. cP/ ( z n ) ;
2
(L — D)
П б о к /1 0 0 0 ,
где L — длина гнезда, мм; D — диаметр резания, мм; п — частота
концевой фрезы; п 6ок — частота бокового движения, мин-1.
(9 5 )
(9 6 )
(9 7 )
вращения
95
Ш и р и н а с р е з а е м о г о с л о я при боковой под а ч е в схем е 1
пос т о я н н а н р а в н а гл уби н е п а з а , b = t. В с х е м а х 2 и 3 вел ич ина
Ь н еп реры вн о м еняется, д в а ж д ы з а д войной хо д д о с т и г а я м а к ­
симума:
b m ax — 1 0 0 0 у 5 о с/^ б о к
- ^ 2 x ос»
(98)
где 6 m a i — максимальная ширина срезаемого слоя, мм; vs о с — скорость осе­
вой подачи, м/мин; S 2* о с — подача на двойной ход инструмента, мм.
С р е д н е е з н а ч е н и е Ь:
(99)
С ред н и й угол встреч и <рв. Ср р е з ц а с в о л о к н а м и д р ев е с и н ы
у с т а н а в л и в а ю т с уч етом н а п р а в л е н и я боковой п о д а ч и uS 6 oK о т ­
н оси тельно в ол окон ; при их сов п а д е н и и ф п. Ср = 45°.
З н а я а ср. бок, b или йср и ф в . с р . по с п р а в о ч н ы м д а н н ы м д л я
ц и л и н д р и ч ес к о го ф р е з е р о в а н и я м о ж н о вы ч и с л и ть с ил ы и м о щ ­
ность р е з а н и я б о к о в ы м и (г л а в н ы м и ) л е зв и я м и к о н цево й ф р е зы ,
а т а к ж е р е ш и ть о б р а т н у ю з а д а ч у о п р е д е л е н и я с ко ро сти подачи
v soc по з а д а н н о й м ощ ности р е за н и я . П р и к а ч а т е л ь н о м боковом
д в и ж е н и и к он цевой ф р е з ы д но г н е зд а п о л у ч а е т с я с ф о р м и р о ­
в а н н ы м по д у ге о к р у ж н о с т и ( з а г л у б л е н и е с е р е д и н ы г н е з д а о т ­
н о си тел ьно к р а е в с о с т а в л я е т о к о л о 2,5 мм на д л и н е гн е зд а
1 0 0 м м ) , а на т о р ц о в ы х с т е н к а х о с т а ю т с я с ту п ен ьк и — к и н е м а ­
т ич еск ие нер овн ости гл уби ной г / с т ^ О Л ^ г * ос.
Д о л б л ен и е гнездовой ф резой. Г н е з д о в а я
ф р е з а (рис. 39, а )
п р е д с т а в л я е т собой м н о го л е зв и й н у ю пл о ску ю п л а с т и н у , н е с у ­
щ ую л е з в и я (з у б ь я ) с д в у х сторон: тор ц о во й и боковой. Г н е з ­
д о в а я ф р е з а я в л я е т с я м е р н ы м р е ж у щ и м и н стр ум ен том , т. е. ее
р а з м е р о м по т о л щ и н е Ь о п р е д е л я е т с я ш и р и н а в ы р а б а т ы в а е м о г о
г н езд а.
Д о л б е ж н а я г о л о в к а с т а н к а (рис. 3 9 , 6 ) состои т из к о р о м ы с л а
7 с гнезд ово й ф р е зо й (д о л б я к о м ) 8 , т яги 5, ш а р н и р н о с в я з а н ­
ной с к о р о м ы с л о м и с и д я щ е й на оси 4, в а л а 3 с э к с ц е н т р и к о м
6 и э л е к т р о д в и г а т е л я 1, п р и в о д я щ е го во в р а щ е н и е в а л 3 ч ерез
м у ф ту 2. П р и в р а щ е н и и в а л а с эк с ц е н т р и к о м 6, с в я з а н н ы м
с к о р о м ы с л о м д о л б я к а , по сл ед ний п о л у ч а е т в и б р а ц и о н н о е д в и ­
ж е н и е по з а м к н у т о й т р а е к т о р и и , к о т о р а я я в л я е т с я г л а в н ы м
д в и ж е н и е м п р оц есса р е за н и я . Д в и ж е н и е п о д а ч и п р и д а е т с я з а ­
готовке (в м е с те со сто лом с т а н к а ) или д о л б е ж н о й головке.
Г л а в н о е д в и ж е н и е и н с тр у м е н т а D r (рис. 39, б) по з а м к н у т о й
кри вой (эллип су, о к р у ж н о с т и ) х а р а к т е р и з у е т с я ср едн ей с к о ­
ростью п е р е м е щ е н и я в е р ш и н ы з у б а по т р а е к т о р и и р е з а н и я иср.
Д в и ж е н и е п од ачи п р я м о л и н е й н о е с п о стоянной с к о р о с т ью v s.
Нижние
зу б ь я
ф резы — режущ ие,
боковые — удаляю щ ие
с т р у ж к у из гн езд а. П р и ч ас т о т е ц и к л о в г л а в н о г о д в и ж е н и я п,
м и н -1 , с к ор ости п од ачи v s, м /м ин, п о д а ч а на один ци кл S 0
р а в н а м а к с и м а л ь н о й т о л щ и н е с р е з а е м о г о слоя, flmax = \ 0 0 0 v s/n.
96
а
Рис. 39. Долбление:
a — гнездовая фреза; б — головка долбежного станка; в — схема работы гнездовой
фрезой; г — головка цепнодолбежного станка; д — схема работы цепной фрезой пилы
4
З а к а з Кч 2049
Д л и н а п о л у ч а ем о г о п а з а L, мм, о п р е д е л я е т с я по ф о р м у л е
L, = Z-фр
2г,
(ЮО)
где Z-фр — ширина фрезы, мм; г — горизонтальная амплитуда колебания фрезы
при главном движении, мм.
П р и д о л б л е н и и гн е зд ов ой ф р е зо й п о л у ч а ю т г н е зд а с п л о ски м
дном при м а л о й их ш и р и н е ( 6 min = 3 м м ) . К а ч е с т в о о б р а б о т к и
х а р а к т е р и з у е т с я вы со кой т о чн о стью р а з м е р о в , ш ер о х о в а т о с т ь ю
ст ен о к не б о л е е R m m ax=32 мкм.
Д о л б л ен и е цепной ф резой . Ц е п н а я ф р е з а 1, или ф р е з е р н а я
це п о ч к а, п о к а з а н а на рис. 39, г. О н а у с т а н о в л е н а на г о л о в к е 2
цепнодолбежного
станка.
Процесс
формирования
г н е зд а
(рис. 3 9 , 5 ) при осевой п о д а ч е i w а н а л о г и ч е н п а з о в о м у ф р е ­
зе р о в а н и ю , при б оково й п о д а ч е — пи лен и ю л е н т о ч н о й пилой.
В м еб е л ьн о м п р о и зв о д с т в е ц е п н о д о л б е ж н ы е с т а н к и не п р и м е ­
н я ю т ш и р о к о вс л е д с т в и е н евы соко го к а ч е с т в а п о л у ч а е м ы х гнезд.
Контрольные вопросы
1.
Выведите зависимость для определения кинематической толщины сре­
заемого слоя при пилении ленточной пилой. К ак влияет развод зубьев на тол­
щину срезаемого слоя, среднюю по поперечному сечению? 2. Напишите объем­
ную ф ормулу мощности резания для процесса продольного пиления круглой
пилой. Как, пользуясь справочными таблицами, установить величину удель­
ной работы резания для заданных условий пиления? 3. Н а схеме с нижним
расположением пилы относительно заготовки покаж ите углы входа и выхода
лезвия, длину и среднюю толщину срезаемого слоя, вектор цикловой (окруж ­
ной) касательной силы. 4. В чем состоят особенности поперечного пиления
древесины? 5. К ак мож но оценить перспективы лазерной обработки древе­
сины? 6. У каж ите операции в технологии мебели, где используются процессы
бесстружечного резания. 7. Какими путями можно добиться значительного
снижения высоты кинематических неровностей при цилиндрическом ф резеро­
вании? 8. Как, пользуясь справочными данными, назначить наибольшую ско­
рость подачи, при которой неровности разрушения на обработанной поверх­
ности не превысят установленного уровня (на примере цилиндрического фре­
зерования)? 9. К ак влияет удельное давление при шлифовании на произво­
дительность и качество обработки? 10. Н азовите основные правила выбора
конструкции сверла для заданных условий сверления.
Г л а в а 4. РАСЧЕТЫ Р Е Ж И М О В РЕ ЗА Н И Я НА СТАНКАХ
20. Реж им резания и порядок его назначения
Под
режимом
резания
п о н и м а ю т си с т е м у п р ав и л,
м е р о п р и я т и й и н о р м а т и в о в , в ы п о л н е н и е к о т о р ы х п ри в од и т к д о ­
с т и ж е н и ю цели. Р е ж и м о б р а б о т к и на д е р е в о р е ж у щ е м с т а н к е —
р е ж и м р е з а н и я — р е г л а м е н т и р у е т с о во куп н о сть у с л о в и й п р о т е ­
к а н и я п р оц есса р е з а н и я д р ев е с и н ы или д р ев е с н о го м а т е р и а л а .
98
Р е ж и м р е з а н и я д о л ж е н х а р а к т е р и з о в а т ь с я геом етр и чески м и
(ф орм ой , р а з м е р а м и , ч ислом л е зв и й , у г л а м и , остр ото й ) и стойко стны м и ( м а т е р и а л о м , пре д е л ьн ой и зн о со сто й ко стью л е зв и й )
п а р а м е т р а м и и н с тр у м е н т а , в за и м н о й о р и е н та ц и е й и н с тр у м е н т а
и о б р а б а т ы в а е м о й за г о т о в к и (ср едн им у г л о м п е р е р е з а н и я в о ­
л окон , угл о м в п л а н е ) и п а р а м е т р а м и к и н е м а т и к и п ро ц есса
(скор остью р е з а н и я и п о д а ч и ) .
Р е з а н и е на с т а н к е им еет ц е л ью по л у ч ение п р о д у к ц и и (д е ­
т а л и ) с з а д а н н ы м и с в о й с т в а м и к а ч е с т в а (точностью ф о р м ы и
р а з м е р о в , ш е р о х о в а т о с т ь ю п о ве р х н о с т е й ). В этом п л а н е р е ж и м
р е з а н и я д о л ж е н б а з и р о в а т ь с я на ф и зи к о -те х н о л о г и ч е с к и х в о з ­
м о ж н о с т я х п роц ессов, у с т а н а в л и в а е м ы х тео р и е й и опы том .
Н о в п р о и зв о д с т в е в се г д а в а ж н о , к а к д о ст и гн уто н е о б х о д и ­
мое к а ч е с тв о п р од укц ии, во что о б о ш л а с ь т е х н о л о г и ч е с к а я о п е ­
р а ц и я . В это м п л а н е р е ж и м р е з а н и я д о л ж е н б ы ть эк о н о м и ч е с ки
оптимальным. О п т и м а л ь н ы м р е ж и м о м считается такой
р е ж и м , при к о то ро м д о с т и г а е т с я н а и л у ч ш ее с точки зр е н и я о б ъ ­
ективн о го к р и т е р и я с о ч е т а н и е п а р а м е т р о в р е з а н и я . Р а з р а б о т к у
оптимальных режимов резания назы ваю т о п т и м и з а ц и е й .
К р и т е р и е м при э к о н о м и ч е с к о й о п т и м и за ц и и р е ж и м а д о л ж е н
б ы ть м ин им ум з а т р а т на п р о и зв о д с т в о д а н н о й п ро д у кц ии, н а ­
п р и м ер м и н и м а л ь н а я себес т о и м о с т ь о б р аб о т к и .
Р азр аб о тк а оптимальны х реж имов является сложной з а д а ­
чей. Е е р е ш а ю т о т р а с л е в ы е н а у ч н о -и с с л е д о в а т е л ь с к и е о р г а н и ­
за ц и и . Д л я р я д а п р оц ессов и исх од ны х у сл о в и й р е з а н и я о п т и ­
м альны е реж и м ы р азр аб отан ы и со дер ж атся в руководящ их
т ехн и ч ески х м а т е р и а л а х ( Р Т М ) .
О д н а к о в п ро и зв о д с т в е н н о й п р а к т и к е м е б е л ь н ы х п р е д п р и я ­
тий обы чно п о л ь зу ю т с я не о п т и м а л ь н ы м и , а т а к н а з ы в а е м ы м и
те х н о л о ги ч е с к и м и р е ж и м а м и . П р и р а з р а б о т к е т а к о г о р е ж и м а
т е х н о л о г д л я к о н к р е т н ы х п р о и зв о д с т в е н н ы х у сл о ви й о б р а б о т к и
на д е р е в о р е ж у щ и х с т а н к а х р а с ч е т н ы м путем у с т а н а в л и в а е т
зону т ехнич ески в о з м о ж н ы х р е ж и м о в р е з а н и я и в ы б и р а е т в этой
зоне п а р а м е т р ы р е ж и м а , с о о т в ет ст в у ю щ и е н а и б о л е е вы сокой
п р о и зво д и те л ьн о с т и с т а н к а . Точное с о б л ю д е н и е технол огическ их
р е ж и м о в , н е с м о т р я на их н е д о с тат о ч н у ю э к о н о м и ч е ск у ю о б осн о­
в анн о сть, д а е т о щ у т и м ы й те х н и к о -эко н о м и ч е с к и й эф ф е к т , г а р а н ­
т и р у е т п ол уч ение п р о д у к ц и и т р е б у е м о г о к а ч е с тв а .
П орядок назначения технологического р еж им а. 1. В ы б о р
с т а н к а и и н с т р у м е н т а . Н и к а к о й о п т и м а л ь н ы й р е ж и м не
м о ж е т и с п р а в и т ь о ш и б ки в в ы б о р е с о ч ет а н и я с т а н о к — и н с т р у ­
мент. Е с л и это со ч е т а н и е неэк оно м ич но , то при о п т и м и за ц и и б у ­
д е т н а й д е н всего л и ш ь л у ч ш и й из п лохих в а р и а н т о в р е ж и м а .
Э ко н о м и ч е ск и ц е л е с о о б р а з н о о р и е н т и р о в а т ь с я на б о л е е полное
и с п о л ь з о в а н и е п а р а м е т р о в с т а н к а . Н а и б о л е е полное и с п о л ь з о ­
в а н и е в о з м о ж н о с т е й и н с тр у м е н т а т а к ж е очень в а ж н о , но эта
ц е л ь эк о н о м и ч е с к и п о д чи н е н а первой.
4*
99
В д е й с т в у ю щ и е Г О С Т ы , н о р м а л и и тех н и ч е ски е у с л о в и я на
ин с тр у м е н т ы з а л о ж е н ы с о ч е т а н и я г е о м е тр и ч е с к и х п а р а м е т р о в ,
н а и б о л е е полно у д о в л е т в о р я ю щ и е т р е б о в а н и я м п ро ц есса р е з а ­
ния. П р а к т и ч е с к и з а д а ч а в ы б о р а и п о д д е р ж а н и я п а р а м е т р о в
и н с тр у м ен т а в п р о ц е сс е р е з а н и я сво д и тс я к с т р о го м у в ы п о л н е ­
нию т р е б о в а н и й с т а н д а р т о в , р у к о в о д я щ и х м а т е р и а л о в и и н ­
с т р у кц и и по э к с п л у а т а ц и и инстру м ентов. Э то в свою о ч еред ь
т р е б у е т н е п р ер ы в н о го с о в е р ш е н ст в о в а н и я и н с т р у м е н т а л ь н ы х х о ­
зя й с т в п р е д пр иятий .
2. Н а з н а ч е н и е с к о р о с т и р е з а н и я . С к о р о ст ь р е з а ­
н ия (ч а с т о т а в р а щ е н и я р а б о ч и х ш п и н д е л е й ) на д е р е в о о б р а б а ­
т ы в а ю щ и х с т а н к а х об ы чн о не р е гу л и р у е тс я , х отя эт о т ф а к т о р
о к а з ы в а е т в л и я н и е на п р о и зв о д и те л ь н о с т ь п роц ессов, стойкость
и н с тр у м е н т а, с е б е с т о и м о с т ь о б р а б о т к и . О б о с н о в а н н о е и з м е н е ­
ние с к о ро сти р е з а н и я при м о д е р н и за ц и и с т а н к о в м о ж е т д а в а т ь
о п р е д е л ен н ы й э ф ф ек т .
3. Н а з н а ч е н и е
скорости
подачи.
С к о р о ст ь п о ­
д а ч и — в а ж н е й ш и й п а р а м е т р р е ж и м а р е з а н и я . П о д х о д к ее н а ­
зн а ч е н и ю состоит в с л е д у ю щ е м . П о с п р а в о ч н ы м д а н н ы м р а с ­
с ч и ты в а ю т н а и б о л ь ш у ю ск о р о с т ь п од ачи из с л е д у ю щ и х у с л о ­
вий: пол ного и с п о л ь з о в а н и я м о щ но сти п р и в о д а м е х а н и з м а р е ­
з а н и я i»S(P)max; о б ес п еч е н и я з а д а н н о г о у р о в н я ш е р о х о в а т о с т и о б ­
р а б о т а н н ы х поверх н о стей v S(r)max; р а б о т о с п о с о б н о с т и и н с тр у ­
м ента ( н а п р и м е р , п и лы из у с л о в и я н о р м а л ь н о г о з а п о л н е н и я е м ­
кости м е ж зу б н о й В П а д И Н Ы ) Os (o)m axД о л ж н а р е к о м е н д о в а т ь с я м и н и м а л ь н а я из пол уч ен н ого р я д а
р а с ч е т н ы х зн а ч е н и й в е л и ч и н а ск о р о с т и подачи. Р а з у м е е т с я , н а ­
значенная скорость подачи v s до лж н а находиться в пределах
ки н е м а т и ч е с к и х в о з м о ж н о с т е й с т а н к а
v s mIn-^Us^S^smax> ГДе
m in . . . Us max — д и а п а з о н ско р о с т е й п о д а ч и с т ен к а по паспорту.
Е с л и ск о р о с т ь п о д ачи о г р а н и ч и в а е т с я т о л ь к о к и н е м а ти к о й
с т а н к а , м о ж е т о к а з а т ь с я ц е л е с о о б р а зн о й м о д е р н и з а ц и я м е х а ­
н и зм а подачи.
Т е х н и к а р а с ч е т о в д л я у с т а н о в л е н и я тех н о л о ги ч е с к о го р е ­
ж и м а р е з а н и я о п и с а н а н и ж е (п. 2 2 , п р и м е р 2 ).
21. Типовые расчетные задачи и общ ие алгоритмы
их реш ения
В р а с ч е т а х , с в я з а н н ы х с м о д е р н и за ц и е й и ко н с тр у и р о в а н и е м
м е х а н и зм о в р е з а н и я д е р е в о о б р а б а т ы в а ю щ и х ст ан к о в , о б о сн о ­
в а н н ы м в ы б о р о м т е х н о л о ги ч е с к и х р е ж и м о в р е з а н и я д р ев ес и н ы
и д р ев е с н ы х м а т е р и а л о в , р е ш а ю т с я с л е д у ю щ и е ти п о в ы е з а ­
д ач и: 1 ) о п р е д е л е н и е м ощ н о с ти р е з а н и я (о б ы ч н о д л я о п р е д е ­
л е н и я м ощ ности п р и в о д а г л а в н о г о д в и ж е н и я в с т а н к е или п р о ­
вер ки з а г р у ж е н н о с т и у с т а н о в л е н н о г о д в и г а т е л я ) ; 2 ) р а с ч е т к о ­
о р д и н а т н ы х сил р е з а н и я : к а с а т е л ь н о й F x , н о р м а л ь н о й Fz , бо100
копой F y , об ы чно в ы с т у п а ю щ и х п ка ч е с тв е исход ны х н а г р у зо к
в про ч ностны х р а с ч е т а х р е ж у щ е г о и н с тр у м е н т а , м е х а н и зм о в
подачи, б а з и р у ю щ и х и ф и к с и р у ю щ и х у ст р о й с тв д е р е в о р е ж у щ и х
с тан ков ; 3) п р о г н о з и р о в а н и е ка ч е с тв а стан о чн ой о б р а б о т к и р е ­
з а н и е м по и схо д ны м у с л о в и я м о б р а б о т к и ; 4) р а с ч е т н а и б о л ь ­
шей д оп у с ти м ой с ко ро сти п од ачи v S(P) ( п р о и зв о д и те л ь н о с т и м а ­
ш ины ) из у с л о в и я по л ного и с п о л ь з о в а н и я з а д а н н о й м ощ ности
гл а в н о го д в и ж е н и я ; 5) р а с ч е т н а и б о л ь ш е й д опусти м о й с к о р о ­
сти п о д ачи v S(R) по з а д а н н о м у у р о в н ю к а ч е с т в а о б р а б о т к и
(об ы ч но п а р а м е т р у ш е р о х о в а т о с т и 'о б р а б о т а н н о й п о в е р х н о ­
с т и ); 6 ) р а с ч е т н а и б о л ь ш е й д оп у с ти м ой с коро сти п о д ачи v S (0)
по п р е д е л ь н ы м в о з м о ж н о с т я м р е ж у щ е г о и н с тр у м е н т а (п р о ч н о ­
сти или ж е с т к о с т и р е ж у щ е г о э л е м е н т а , ем кости т р а н с п о р т и ­
р у ю щ и х с т р у ж к у у ст р о й с тв и д р .).
С л о ж н ы е (к о м п л е к с н ы е ) р а с ч е т н ы е з а д а ч и по с у щ е с т в у я в ­
л я ю т с я к о м б и н а ц и е й пе р е ч и с л е н н ы х пр осты х з а д а ч . Т а к , н а ­
при м ер , р а с ч е т те х н о л о ги ч ес к о го р е ж и м а р е з а н и я на с т ан к е
в ы п о л н я е т с я к а к п о с л е д о в а т е л ь н о е р е ш е н и е з а д а ч 4, 5 и 6 и
а н а л и з п ол у ч е н н ы х р е зу л ь т а т о в .
А л г о р и т м о м н а з ы в а е т с я кон ечн ы й н а б о р п р а в и л , п о з в о ­
л я ю щ и й ч исто м е х а н и ч е с ки р е ш а т ь л ю б у ю з а д а ч у из нек оторо го
класса однотипных задач.
Р а зр а б о тк а нуж ны х алгоритмов является, таким образом,
в а ж н е й ш и м т в о р ч е с к и м э л е м е н т о м р а с ч е т о в по п р о ц е с с а м р е з а ­
ния. С а м и в ы ч и сл ен и я по с о с т а в л е н н о м у а л г о р и т м у т р е б у ю т
л и ш ь в н и м а н и я и при их б о л ь ш о м о б ъ е м е п р и м ен е н и я в ы ч и с л и ­
т е л ьн о й техники.
С о с т а в л е н и е а л г о р и т м а д л я з а д а н н о й р ас ч е т н о й з а д а ч и п р о ­
в о д и т ся в с л е д у ю щ е й п о с л е д о в ат е л ь н о с т и : 1 ) о д н о зн а ч н о у я с ­
нить ц е л ь р а с ч е т а и в ы б р а т ь (по см ы с лу , п а м я т и , у ч еб н и к у или
с п р а в о ч н и к у ) кон ечн ую р а с ч е т н у ю ф о р м у л у и о п и с ан и е ее с и м ­
в олов; 2 ) н а м е т и т ь путь р е ш е н и я з а д а ч и и, а н а л и з и р у я его,
уб ед и т ьс я , что и з б р а н н ы й путь в п о л н е о д н о зн а ч е н ; 3) четко
у с т а н о в и т ь д л я к а ж д о г о ш а г а дей стви й, что изв е с т н о и что
д о л ж н о с т а т ь р е зу л ь т а т о м .
Н а п о м н и м здесь, что о б щ и й п о п р а в о ч н ы й м н о ж и т е л ь а Попр
к в е л и ч и н а м К т или F x т, у ч и т ы в а ю щ и й ко н к р е т н ы е у с л о в и я
р а с ч е т а , о п р е д е л я е т с я к а к п р о и зв е д е н и е п о п р а в о ч н ы х м н о ж и ­
телей, у ч и т ы в а ю щ и х в л и я н и е о т д е л ь н ы х ф а к т о р о в р е за н и я :
^попр = апа гс,лтя та ра да ,я ,я е,
(1 0 1 )
где а п — поправочный множитель на породу древесины; a w — то же, на
влаж ность древесины; а т —то ж е на температуру древесины;
— то же, на
угол встречи лезвия со структурными элементами обрабатываемого материала
(например, волокнами древесины); Яр— то же, на затупление лезвия; я в —
то же, на угол резания; а„ — то же, на скорость резания; a t — то же, на глу­
бину обработки (для процессов закрытого резания, например, п и л е н и я );а е —
то же, на угол скоса лезвия.
101
Ч и с л о у ч и т ы в а е м ы х п о п р а в о ч н ы х м н о ж и т е л е й з а в и с и т от
степени изученн ости п р о ц е сс а р е з а н и я д а н н о г о о б р а б а т ы в а е ­
мого м а т е р и а л а . О б ы чн о при вы чи сл ен ии а попр о г р а н и ч и в а ю т с я
м н о ж и т е л я м и , у к а з а н н ы м и ниж е.
Р асчетны е ф орм улы д ля общего поправочного множ ителя.
П и л е н и е л енточн ой пилой
^попр —
П и л е н и е к р у гл о й пилой
#попр = ClnClypClpCltp.iflf.
Ф р е з е р о в а н и е ц и л и н д р и ч ес к о е
Апопр = QnQtyCtpCl(jClu.
Ф р е з е р о в а н и е п а зо в о е
йпопр =
а-ла у?/С1pdfiCifjCif.
Т очен ие п р о д о л ь н о е
&попр “ tinfl
'
Сверление
#попр = Яп^р22. Примеры расчетов
Пример 1. Определить мощность Яр при продольном фрезеровании на
фуговальном станке с автоподачей.
Условия
р е з а н и я : порода обрабатываемы х заготовок — береза,
влаж ность № = 1 2 % , ширина ф резерования 6 = 1 5 0 мм, глубина фрезерования
t = 3 мм; инструмент и станок: число ножей z = 2, частота вращения ножевого
в ала я = 5 1 0 0 мин-1 ; диаметр вала 2 ^ = 1 2 8 Jmm, угол резания ножей 6 = 6 0 °;
радиус округления реж ущ их кромок лезвий р соответствует времени работы
ножей после заточки Г = 1 2 0 мин, скорость подачи v , = 12 м/мин.
Р е ш е н и е п р и м е р а 1. У станавливается тип расчетной задачи и об­
щие указания к составлению рабочего алгоритма расчета: согласно цели
расчета, тип задачи.
2. Р азрабаты вается рабочий алгоритм расчета, составленный конкретными
расчетными формулами для процесса цилиндрического фрезерования. Алго­
ритм изображ ается графически, стрелками указы вается порядок расчета,
шифр необходимого справочного материала записывается рядом с формулой,
для которой он требуется, а заданные условием исходные данные берутся
в круж ок (рис. 40).
3. В ы ч и с л е н и я .
3.1. По «цепочке» Кт‘S z = 1000os/(nz) = 1000 -12/(5100.2) = 1,176 мм;
ф ср
= (1/2) argcos [(Л — 0 /Я ] = (1/2) arccos[(64 — 3)/64] = 9°;
фв = фп + Фср = 0 + 9 = 9°;
аср = S 2 sin фср = 1 , 176 sin 9° = 0,18 мм;
К -г = 22 Дж/см* для а = 0,18 и фв = 9°.
102
Pp'Mi
н *и та П0Пр
ЧГ-?сеч ( v t / W ) =b t vs / 6 0
*
--------------------л у ' f (аср, Y f )
Ш 11
O-nonp ~
Q-cp ' S z S in Yep
V i ' t n + tcp
t
Sz
*
nxA
a-n
V
§10
aw
§ io
<*8-
§10
x
1000 vs / С п г ) 9cp
*
0.5 a r c cos [ ( H )/ R ]
E
©
©
&w Qj> && Q-v
*------------------------------
♦
Од
av
§/0
t
©
L * I n • T - 10 ~s
§ro
"4 .....
4 0
V
'2 f R n / ( 6 0 - 1 0 0 0 )
1
i • г * я ( 9b ,,,/ 360)
&
I
®HI
<b
(b
У щ ~~ a r c c o s П # - 0 /Я - 7 ~\г - ( 7 )
Рис. 40. Рабочий алгоритм решения задачи «расчет мощности резания» для
продольного цилиндрического фрезерования
3.2. По «цепочке» a Uonv‘
аа = 1,25 для березы
a w = 1,0 для W = 12 % ;
аа = 1,0 для б = 60°;
av = 1,02 для ц = 2 я /? п /(6 0 -1000) = 2 я - 64-5100/(60-1000) = 35 м/с;
в р = 1 , 3 для L = 1пТ ■10- в = 2 n R (фВЫх/360) п Т • 10_6 = 2 -3,14 -64 (18/360) X
X 5100-120- 1 0 -в = 12,3 км;
фв = 9°; по ш кале твердых пород;
^п о п р =
U(fCLffCip =
1 ,2 5* 1,0* 1,0" 1 ,0 2* 1,3 —
1 ,6 6.
3.3. Мощность резания:
К = К таПОпр = 22-1,66
- 36,52 Дж/см*;
Ух = biVs/60 = 150-3-12/60 = 90 см8/с;
Р р = K V 1 = 36,52-90 = 3286 Вт.
Пример 2. Н азначить скорость подачи v „ при продольном раскрое пило­
материалов на заготовки на круглопильном станке ЦДК4-3.
Условия
резания.
Распиливаемый
материал — порода — бук,
влаж ность древесины U 7 = 1 5 % , температура древесины — 20 °С, толщина
заготовки /*=44 мм. Инструмент — пила диаметром D = 4 0 0 мм, толщиной
5 = 2 мм, частота вращ ения п = 2 9 1 0 мин-1 (скорость главного движения
103
-
s (>)
iz S * n
1000
~
$Z 'O
-ctptiA/$m Yep
~ r ------&/&np
a ce?e3A ' a cp &/&
mzz
I
a C P ' f (f* t)
-© ©—
©© Z
(T p )
SO Mwo
O -■Sin
9 cp
ш 9ro
Q
§10
Ч
§10
О.у
§10
a v aJ> a t
§21
Q
F* T ’ Pp ~ O-nonp t В n z
/*
4
_
& nonp ' &n B-w
<fSx * a rc c o s (h/и)
t
§ю
aw
&np 1 & +?1>i
Таб/t. 6
<fcp x( <
tSA+ W
а„
b
dj>
t
\
L '& * [ ( * * ,* ' % ) №
d) d) d)
§10
'» T
a*
) 0 ' s
§10
— I
Рис. 41. Рабочий алгоритм расчета скорости подачи по заданной мощности
резания для пиления круглой пилой
и « 6 1 м/с), число зубьев 2 = 3 2 , угол заточки зуба 6 = 60°, зубья острые
(длительность работы пилы Т = 0 ) , способ уширения пропила — развод
зубьев (&i = 0,5 мм ), расстояние от оси пилы (пила над столом) до стола
станка Л = 197 мм; станок: мощность резания Р р = 1 2 350 Вт (мощность дви ­
гателя главного движения 13 ООО. Вт, К П Д = 0 ,9 5 ; Р р = 13 0 0 0 X 0 ,9 5 = 12 350).
Требования к шероховатости поверхности обработанных заготовок R m mai =
= 320 мкм.
Р е ш е н и е п р и м е р а . 1. По содержанию задача комплексная: требу­
ется последовательно решить задачи 4, 5, 6 и по результатам назначить
рабочую скорость подачи v s.
2. Расчет скорости подачи ч,(Р) по заданной мощности резания.
2.1. Составляется рабочий алгоритм расчета.
2.2. Вычисления по цепочке <рср (рис. 47):
Фвых = arccos [(Л — t)IR] = arccos [(197 — 44)/200] = 40°;
фвх = arccos (h/R) — arccos (197/200) = 10°,
Фср = (Фвых + Фвх)/2 =
(Ю + 40)/2 = 25°.
2.3. Вычисления по цепочке ап0пр:
а„ = 1,4 для бука;
a w = 1,0 для пиления при W = 1 5 % :
Яб = 1)0 для 8 = 60°;
104
av — 1,02 для o = 61 м/с;
ар = 1,00 для Z, = 0 км (по условию 7' = 0, следовательно L = 0);
= 0,97 для / = 4 4 мм.
апопр = anawabacdpat = 1.4 ■1,0-1 ,0 -1 ,0 2 -1 ,0 -0 ,9 7 = 1,39.
2.4. Вычисления о«(р>:
Рхт =
60-1000-sin фСр _
anonptBm
1235
60- 1000-sin 25°
1 .3 9 -4 4 -2 .2910-32
: 2,73 Н/мм;
а с р = 0 ,6 4 мм по табл. 6 (интерполяция данных таблицы для F j г т = 27,3);
Bnp = B + 2 6 i = 2 + 2 • 0 ,5 = 3 мм;
f lс е р е д Л = а с р В / В п р = 0 , 6 4 - 2 / 3 = 0 , 4 3 м м
'^ z — а с е р е д л /
.
s i n срс р = 0 , 4 3 / s i n 2 5 ° = 1 , 0 1 м м .
z H= z = 3 2 ;
v , ( p ) = S zz Bnl 1000= (1,01 • 32 • 2910)/1 0 0 0 = 9 4 м/мин.
3.
Расчет скорости подачи и ,(д) по заданной ш ероховатости обработан­
ной поверхности.
3.1.
Составляется рабочий алгоритм расчета (рис. 42). Д л я процесса
пиления круглой пилой учитываются только неровности разрушения — опре­
деляется o f y f i .
Рис. 42. Рабочий алгоритм расчета скорости подачи по заданной шерохо­
ватости обработанной поверхности для пиления круглой пилой
105
Рис. 43. Рабочий алгоритм расчета скорости подачи по заполнению емкости
меж зубных впадин пилы для пиления круглой пилой
3.2. Вычисляется и.(в):
Фвых = 40° (см. 2.2).
S* д а = 0,3 мм для R m шах = 320 мкм, фв = 40°, разведенные зубья;
z„ = z = 3 2 шт;
vs
= уР ^Р = SP® ^zHft/l ООО = 0 ,3 • 32 • 2910/1000=28 м/мин.
4. Расчет скорости подачи us ^ по возмож ностям инструмента (коэфф и­
циент напряженности межзубной впадины).
4.1. С оставляется алгоритм расчета (рис. 43).
4.2. Вычисляется v 5
/тах = /= 4 4 мм; /З= я 0 / г = 3 ,14 • 4 0 0 /32= 39,25 мм;
Sz = 0<37(cTmiJmax) = 0 ,3 5 • 39,25г/(3 • 44) = 4 ,0 8 для 0 = 0,35; a mu = 3;
vs(a) =
— 4,08-32-2910/1000 = 380 м/мин.
5. А н а л и з р е з у л ь т а т о в .
Рекомендуемая к назначению скорость подачи v , долж на удовлетво­
рять всем ограничениям, накладываемым на режим, т. е. долж на равняться
минимальному из полученных расчетных значений: t;,=min{t>«(.P); и.<л);
t>S(„)} = m in {94; 28; 380} = 28 м/мин.
П р о в е р к а . Рекомендуемая скорость подачи долж на быть в пределах
кинематических! возможностей станка. Д л я станка Ц Д К 4-3 v , = 8 . . . 60 м/мин
(бесступенчатое регулирование), т. е. кинематических ограничений нет.
В ы в о д . Н азначается и, = 28 м/мин.
Контрольные вопросы
Рекомендуются упражнения по решению типовых задач
предлагаются преподавателем).
106
(условия задач
Р а з д е л 2. К О Н С Т Р У К Ц И Я , П О Д Г О Т О В К А К РА БО ТЕ
И ЭКСПЛУАТАЦИЯ Д Е РЕ В О РЕ Ж У Щ Е ГО
И Н С ТРУ М ЕН Т А
Г л а в а 5. О БЩ И Е С В Е Д Е Н И Я О Д Е Р Е В О Р Е Ж У Щ Е М
ИНСТРУМ ЕНТЕ
23. Требования к инструменту. К лассификация,
индексация и технические характеристики инструмента
Г е ж у щ и й и н с тр у м е н т в с т а н к е о с у щ е с т в л я е т н е п о с р е д с т ­
венно процесс ц е л е с о о б р а з н о г о и зм е н ен и я п р е д м е т а т р у д а —
п р оц е сс р е з а н и я . С л е д о в а т е л ь н о , от п р а в и л ь н о г о в ы б о р а его
кон стр ук ции , к а ч е с т в а и п р а в и л ь н о й э к с п л у а т а ц и и во многом
з а в и с я т п р о и зв о д и те л ь н о с т ь с т а н к а , к а ч е ств о в ы п у с к а е м о й п р о ­
д у кц и и и эко н о м и ч н о с т ь в ы п о л н е н и я т е хн ол о ги ческ ой о п е р а ­
ции. Д л я д о с т и ж е н и я вы соко го у р о в н я этих п о к а з а т е л е й по
п р е д п р и я т и ю в цел о м н е о б х о д и м а р а ц и о н а л ь н а я о р г а н и з а ц и я
всего и н с т р у м е н т а л ь н о г о х о з я й с т в а .
У ск ор енны й т ехнич еский п ро гресс в д е р е в о о б р а б а т ы в а ю щ е й
п р о м ы ш л ен н о с т и , а в т о м а т и з а ц и я и и н т е н с и ф и к а ц и я т е х н о л о г и ­
ческих п роц ессов, а т а к ж е по вы ш е н и е т р е б о в а н и й к к а ч е с т в у
о б р а б о т к и д р ев е с и н ы п р е д ъ я в л я ю т к р е ж у щ е м у ин с тр у м е н т у
все б о л е е вы соки е т р е б о в а н и я . И н с т р у м е н т о п т и м а л ь н о й к о н ­
с т р у кц и и д о л ж е н о б е с п е ч и в а т ь в ы сокую п р о и зв о д и те л ь н о с т ь и
ка ч е ств о о б р а б о т к и (точность д е т а л е й и ш е р о х о в а т о с т ь их п о ­
в е р х н о с т е й ), б ы ть изн о состой ким и б е з о п а с н ы м в р аб о т е , им еть
д л и т е л ь н ы й с р о к с л у ж б ы , по д го то в к а к р аб о т е , у с т а н о в к а в с т а ­
нок и и зг о т о в л е н и е его д о л ж н ы б ы ть просты и о б ес п е ч и в а т ь
точность.
У д о в л е тв о р е н и е у к а з а н н ы х т р е б о в а н и й в основном д о с т и г а ­
ется п р а в и л ь н ы м вы б о ро м м а т е р и а л а , те р м и ч е с к о й о б р а б о т к и ,
угл ов ы х и л и н е й н ы х п а р а м е т р о в л е зв и й и к о н с тр у к ти в н ы х ф о р м
р е ж у щ е г о ин с тр у м е н т а. О с о бое в н и м ан и е всегда д о л ж н о у д е ­
л я т ь с я б ез о п а с н о й р а б о т е и н с тр у м е н т а , с н и ж е н и ю с о з д а в а е ­
мого им п р о и зв о д с т в ен н о го ш у м а . В а ж н ы м и я в л я ю т с я и э к о н о ­
м ические п о к а з а т е л и : с то и м о сть и зг о т о в л е н и я и с р о к с л у ж б ы
( д о л г о в е ч н о с т ь ).
И н с т р у м е н т , п р и м е н я ю щ и й с я в м еб е л ьн о м п ро и зв одс тве ,
м о ж н о р а з д е л и т ь на с л е д у ю щ и е группы по его н а зн а ч е н и ю :
стан очн ы й р е ж у щ и й ин с тр у м е н т д л я м е ха н и ч ес ко й о б р а б о т к и ;
ручной р е ж у щ и й и н с тр у м е н т д л я ручной о б р а б о т к и ; в с п о м о г а ­
т ельн ы й и н с тр у м ен т д л я з а к р е п л е н и я р е ж у щ е г о и н с т р у м е н т а
в с т ан к е ; р а б о ч и й ин с тр у м е н т д л я под готовк и р е ж у щ е г о и н с т р у ­
м ента к р а б о т е ; к о н т р о л ь н о -и зм е р и т е л ь н ы й ин с тр у м е н т д л я
107
к о н т р о л я о п е р а ц и й по по д го то в к е р е ж у щ е г о и н с тр у м е н т а к р а ­
боте.
Р а с с м о т р е н и е о сновн ы х к о н стру к ц и й и э к с п л у а т а ц и и с т а н о ч ­
ного д е р е в о р е ж у щ е г о
и н с тр у м е н т а
является
содерж анием
д а н н о г о р а з д е л а у ч еб н и ка. П а р а л л е л ь н о по м ере н е о б х о ­
д и м о с ти
затрагиваю тся
во пр осы
и н с тр у м е н т о в
остальных
групп.
С т а н о ч н ы й д е р е в о р е ж у щ и й и н с тр у м е н т р а з д е л я е т с я на две
подгруппы : 1 ) и н с тр у м е н т о б щ е г о н а з н а ч е н и я (ш и р о к о п р и м е ­
н я е т с я во всех д е р е в о о б р а б а т ы в а ю щ и х п р о и з в о д с т в а х ) ; 2 ) с п е ­
ц и а л ь н ы й инструм ент.
К л а с с и ф и к а ц и я и н стр у м е н т а о б щ е г о н а з н а ч е н и я п о зв о л я е т
пр о с л е д и т ь с в я з ь м е ж д у вид ом и н с тр у м е н т а и проц ессо м р е з а ­
ния, с од ной стороны , и типом с т а н к а , на ко т о р о м и с п о л ьзу ет с я
ин струм ент, с д р у го й стороны .
К л а с с и ф и ц и р у ю т с т ан о ч н ы й д е р е в о р е ж у щ и й и н с тр у м е н т о б ­
щ ег о н а з н а ч е н и я по п р о ц е с с а м р е з а н и я , в к о т о р ы х он и с п о л ь ­
зуе т с я. В ы д ел е н н ы м т и п а м и н с тр у м е н т а соо т вет с т в у ю т группы
с т ан к о в м е б е л ьн о го п р о и зв о д с т в а , на к о т о р ы х этот ин с тр у м е н т
п р и м ен я ет с я .
1. П р о ц е с с р е з а н и я : п и лен ие.— Типы и н с тр у м е н т а: п и л ы
п о л о с о в ы е (р а м н ы е , л о б з и к о в ы е ) , л е н т о ч н ы е ,
круг­
л ы е . — С т а н к и , на к о т о р ы х ин с тр у м е н т п р и м е н я е т с я : л е ­
с о п и л ь н ы е р а м ы и л о б з и к о в ы е , л е н т о ч н о п и л ьн ы е , к р у г л о ­
пильны е.
2. С т р о г а н и е (со бственн о ст р о га н и е, л у щ е н и е , и з м е л ь ч е ­
н и е ).— Н о ж и д л я с т р о г а н и я: ш п о н о с т р о г а л ь н ы е , л у щ и л ь ­
ные, с т р у ж е ч н ы е и р у б и л ь н ы е .— С т а н к и ш п о н о с т р о г а л ь н ы е , л у ­
щ и л ьн ы е , д и с к о в ы е с т р у ж е ч н ы е с т ан к и и д и с к о в ы е р у б и л ь н ы е
м аш и ны .
3. Б е с с т р у ж е ч н о е р е з а н и е .— Н о ж и
для разрезания,
режущие
диски,
ш т а м п ы . — Гильотинные
н ож н и ц ы ,
с т ан к и д л я р а з р е з а н и я р у л о н н ы х м а т е р и а л о в , с п е ц и а л ь н о е о б о ­
ру д ов ан и е .
4. Ф р е з е р о в а н и е .— Н о ж и
для
; фрезерования,
фрезы, ф р е з е р н ы е
ц е п о ч к и . — С т а н к и п р о д о л ь н о -ф р е ­
з е р н ы е (ф у го в а л ь н ы е , р ейсм у совы е, ч ет ы р е х с то р о н н и е ) и ш и ­
п о резн ы е; ф р е зе р н ы е, п а з о в а л ь н ы е и ко п и р о в а л ь н ы е ; ц е п н о д о л ­
б еж н ы е .
5. Т очение.— Р е з ц ы
т о к а р н ы е . — Станки токарны е и
круглопалочные.
6 . Ш л и ф о в а н и е .— Ш л и ф о в а л ь н ы е
ш к у р к и . — Станки
ш лифовальные.
7. С в е р л е н и е .— С в е р л а.— С т а н к и с в е р л и л ьн ы е .
8 . Д о л б л е н и е .— Д о л о т а . — С т а н к и д о л б е ж н ы е .
Д л я у п о р я д о ч е н и я п р о и зв о д с т в а , п р а в и л ь н о й о р г а н и з а ц и и
п л а н и р о в а н и я и о б р а щ е н и я в п р о и зв о д с т в е к а ж д о м у и н с тр у ­
108
м енту п р и с в а и в а е т с я у с л о вн о е о б о зн а ч е н и е ( и н д е к с ) , т. е. п р о ­
вод ится и н д е к с а ц и я ин с тр у м е н т а . Д е р е в о р е ж у щ и й ин стр у м е н т
об щ е го н а з н а ч е н и я р а з д е л е н на по д группы , и м е ю щ и е о п р е д е ­
л ен н ы й ном ер: П о д г р у п п а 31. Н о ж и и и н с тр у м е н т резц о вы й .
П о д г р у п п а 32. И н с т р у м е н т ф р е зер н ы й . Ф р е з ы н а с а д н ы е и к о н ­
цевые. П о д г р у п п а 33. И н с т р у м е н т св е р л и л ьн ы й . С в е р л а , з е н ­
керы , д о л б я к и и ф р е з е р н ы е цепочки. П о д г р у п п а 34. П и л ы р а м ­
ные, л ен точн ы е, кр угл ы е.
К а ж д о м у т и п о р а з м е р у (р а зн о в и д н о с т и и н с тр у м е н т а , о т л и ­
ч аю щ е й с я хо тя бы о д ним п а р а м е т р о м ) в ы п у с к а е м о г о и н с тр у ­
м ента при своен индекс, п е р в ы е д в е ц и ф р ы котор ого у к а з ы в а ю т
п од гр уп п у и н с тр у м е н т а, д а л ь н е й ш и е — его в и д ы и р а з н о в и д н о ­
сти, п р о ф и л и и р а з м е р н ы е д а н н ы е в с о отв етств ии с н о м е р а м и
технич еской д о к у м е н т а ц и и на эт о т ин струм ент. Н а п р и м е р , и н ­
д ек сом 3420-0170 о б о з н а ч е н а п и л а к р у г л а я п л о с к а я д л я р а с п и ­
ливания древесины типа 1 — для распили ван ия с п арам етрам и
3 1 5 X 5 0 X 2 , 0 X 4 8 мм
( д и а м е т р X д и а м е т р пос а д о ч н о го отверс т и я Х т о л щ и н а д и с к а Х ч и с л о з у б ь е в ) ; ин дексом 3420-0171 т а к а я
ж е п и л а с п а р а м е т р а м и 3 1 5 x 5 0 x 2 , 2 x 4 8 ; ин дексом 3421-0170
т а к а я ж е п и ла, но т и п а 2 — д л я п оп еречного р а с п и л и в а н и я
с п а р а м е т р а м и 4 5 0 X 5 0 X 2 , 5 X 7 2 и т. п.
К осн ов н ы м т е хн и ч ески м х а р а к т е р и с т и к а м д е р е в о р е ж у щ е г о
и н с тр у м е н т а о т н о с я тс я : р а з м е р ы , о п р е д е л я ю щ и е т е х н о л о г и ч е ­
ски е п а р а м е т р ы о б р а б о т к и ; г е о м е тр и я р е ж у щ и х э л е м е н т о в , о п ­
р е д е л я ю щ а я ка ч е с тв о о б р а б о т к и и э н е р г е т и ч е с к и е х а р а к т е р и ­
стики р е з а н и я ; м а т е р и а л и вид т е р м о о б р а б о т к и , о п р е д е л я ю щ и е
и зн осо сто й ко сть и н стр ум ен то в; н о р м а т и в ы по то чн ости и к а ­
честву и зго тов л ения.
24. И н с т р у м е н т а л ь н ы е м а т е р и а л ы и их в ы бор
Д е р е в о р е ж у щ и е и н с тр у м е н т ы р а б о т а ю т при в е сьм а вы соки х
ско р о с т я х р е з а н и я (до 1 0 0 м /с ) , а л е з в и я их р е ж у щ и х э л е м е н ­
тов (зубьев, нож ей, р е зц о в ) и м ею т о т н о с и т е л ьн о м а л ы е у гл ы
з а о с т р е н и я ( 2 0 . . . 60°) и в ы со кую о ст р о ту (м а л ы й р а д и у с о к ­
р у г л е н и я р е ж у щ и х к р о м о к ) . В свя зи с эт и м и осо б е н н о с т ям и
р а б о т ы и н с тр у м е н т а п р е д ъ я в л я ю т с я п о в ы ш е н н ы е т р е б о в а н и я
к их м а т е р и а л а м .
М а т е р и а л ы с о в р е м е н н ы х д е р е в о р е ж у щ и х и н с тр у м е н т о в д о л ­
ж н ы о б л а д а т ь : в ы со ко й прочностью , п р е д о т в р а щ а ю щ е й по­
л о м к и ; д о ст а т о ч н о й тв е рд ос тью , о б е с п е ч и в а ю щ е й х о р о ш у ю с о ­
п р о т и в л я е м о с т ь износу; н ео б х оди м ой п л асти чн о стью , что б ы
ин с тр у м е н т ы м огли п р о т и в о с т о я ть у д а р н ы м н а г р у з к а м при р а ­
боте; хор ош ей о б р а б а т ы в а е м о с т ь ю (п р е ж д е всего способ но стью
з а т а ч и в а т ь с я до вы сокой о стро ты р е ж у щ и х к р о м о к ) .
Твердость
м атери ала является важ нейш им показателем
его свойств. В д е р е в о р е ж у щ и х и н с тр у м е н т а х она х а р а к т е р и з у ­
109
ется числом т в е р д о с т и по м е то д у Р о к в е л л а Н Я С Э. П о э т о м у м е ­
тоду в п ов е рх н о сть и н с тр у м е н т а на с п е ц и а л ь н о м п р и б о р е —
тв е р д о м е р е Т Р в д а в л и в а е т с я а л м а з н ы й конус, и г л у б и н а в н е д ­
р е н и я о т с ч и т ы в а е т с я по и н д и к а т о р у п р и б о р а . О б ы чн о при и с п ы ­
т а н и я х о б щ а я н а г р у з к а на кон ус с о с т а в л я е т 1500 Н . П о к а з а н и я
о т с ч и т ы в а ю т с я по ш к а л е Сэ, по э то м у р я д о м с числом т в е р д о ­
сти у к а з ы в а е т с я м е то д и зм е р е н и я H R C 3 (Г О С Т 9013— 59,
Г О С Т 23677— 79 ).
И спользую т
углеродистые
инструментальные
с т а л и У 8 А, У9А, У10А (Г О С Т 1435— 7 4 ) — д л я и з г о т о в л е ­
ния д е р е в о р е ж у щ е г о и н с тр у м е н т а д л я о б р а б о т к и д р ев е с и н ы
м я гк и х пор од или при р а б о т е на м а л ы х с к о р о с т я х р е з а н и я , н а ­
при м ер , ручной; л е г и р о в а н н ы е
инструментальные
стали
9ХФ, 9Х 5В Ф , Х 6 ВФ, Х 12Ф1, 8 Х 4 В 4 Ф 1 ( Р 4 ) и др.
( Г О С Т 5950— 7 3 ) — д л я м ассо во й о б р а б о т к и на с т а н к а х н а т у ­
р а л ь н о й д р еве с и н ы ; б ы с т р о р е ж у щ и е с т а л и Р 6 М З, F9,
Р 1 8 (Г О С Т 19265— 7 3 ) — д л я р а б о т ы с ин тен си вн ы м н а гре в ом
при р е з а н и и или д л я о б р а б о т к и кл е е н ы х д е т а л е й ; т в е р д ы е
сплавы
м е т а л л о к е р а м и ч е с к и е на основе к а р б и д а в о л ь ф р а м а
В К 15, ВК. 8 , В К 6 (Г О С Т 3882— 7 4 ) — д л я о б р а б о т к и д р е в е с ­
ных и о б ли ц о в о ч н ы х м а т е р и а л о в (д р е в е с н о с т р у ж е ч н ы х плит,
п рессо ван н ой и м о д и ф и ц и р о в а н н о й д р ев е с и н ы , д р ев есн о- и б у ­
м а ж н о -с л о и с т ы х п л а с т и к о в и т. д . ) ; с в е р х т в е р д ы е м а т е р и а л ы
(С Т М ) на осн ов е а л м а з а или н и тр и д а б о р а , если к ин с тр у м е н т у
п р е д ъ я в л я ю т с я т р е б о в а н и я с в е р х вы с о к о й стойкости (м а с с о в о е
к а л и б р о в а н и е д р е в е с н о с т р у ж е ч н ы х плит, р е з а н и е ц е м е н т н о ­
с т р у ж е ч н ы х п л и т и т. п .). Д л я п о в ы ш е н и я и зн осостой ко сти
с т а л ь н о г о пи льного и н с тр у м е н т а (л е н т очн ы х и к р у г л ы х пил)
и с п о л ьзу ю т т а к ж е л и т ы е т в е р д ы е с п л а в ы на к о б а л ь т о в о й о с ­
нове (с т е л л и т ы ) и на ж е л е з и с т о й основе ( с о р м а й т ы ) . М е т о д а м и
эл е к т р о д у го в о й или г а зо в о й с в а р к и их н а п л а в л я ю т н а з у б ь я
пил, б л а г о д а р я ч ем у изн о с о с то й ко ст ь р а б о ч и х к р о м о к у в е л и ч и ­
в а е т с я в 3 . . . 7 раз.
25. П о д го т о в к а и э к с п л у а т а ц и я и н с тр у м е н т а
на м е б ел ьн о м п р е д п р и я т и и
К
подготовке
и н с тр у м е н т а о т н о с я т тех н о л о г и ч е с к и е
процессы , о б е с п е ч и в а ю щ и е о п т и м а л ь н ы е р а б о ч и е п а р а м е т р ы
этого и н с тр у м е н т а при м и н и м а л ь н ы х т р у д о з а т р а т а х . Т е х н о л о г и ­
ческие про ц ессы по д го товк и и н с тр у м е н т а д о л ж н ы в ы п о л н я т ь с я
в соответствии с р е ж и м а м и , к о т о р ы е р а з р а б о т а н ы о т р а с л е в ы м и
н а у ч н о -и с с л е д о в а т е л ь с к и м и о р г а н и з а ц и я м и : Ц е н т р а л ь н ы м н а ­
у ч н о - и с с л е д о в а т е л ь с к и м и н сти ту том м е х а н и ч ес к о й о б р а б о т к и
д р ев е с и н ы ( Ц Н И И М О Д ) , В сесо ю зн ы м н а у ч н о - и с с л е д о в а т е л ь ­
ским
и н сти тутом
деревообрабаты ваю щ ей
п р о м ы ш л ен н о с т и
( В Н И И д р е в ) , В се с о ю зн ы м н а у ч н о -и с с л е д о в а т е л ь с к и м и н с тр у ­
110
м е н т а л ь н ы м ин сти тутом ( В Н И И И ) и д ру ги м и . Т е х н о л о г и ч е ­
ски е р е ж и м ы с о д е р ж а т с в е д е н и я о со ста в е , тех н и ч е с ки х с р е д ­
с т в ах и р е ж и м а х в ы п о л н е н и я о п е р а ц и й по по д го то вк е р е ж у ­
щ его и н с тр у м е н т а.
П о д г о т о в к а р е ж у щ е г о и н с тр у м е н т а к р а б о т е в к л ю ч а е т с л е ­
д у ю щ и е т е х н о л о г и ч ес к и е э т а п ы : п о д г о то в к у к о рп у сов (п о л о т е н ),
под го то в к у р е ж у щ и х э л е м е н т о в (зу б ьев, л е з в и й ) , у с т а н о в к у и н ­
с т р у м е н т а в ст ан о к, р е м о н т и н с тр у м е н т а (по н е о б х о д и м о с ти ).
К а ж д ы й из э т а п о в в свою о ч ер ед ь со сто и т из р я д а оп е р ац и й ,
д л я в ы п о л н е н и я кот о р ы х т р е б у е т с я о б о р у д о в а н и е , п р и с п о с о б л е ­
ния и р а б о ч и й и н стр ум ент, стр ого о т в е ч а ю щ и е т р е б о в а н и я м
с т а н д а р т о в , т е х н и ч ес к и х у с л о в и й или ч ер т е ж е й . Н а к а ж д о й о п е ­
р а ц и и у с т а н о в л е н ы н о р м а т и в ы , по к о т о р ы м п р о в е р я е т с я п р а ­
ви л ьн о ст ь ее вы п о л н е н и я и д о п у с к а е м ы е о т к л о н е н и я о т этих
но р м а т и во в .
Д л я того, что б ы об ес п е чи т ь е д и н о о б р а з и е и в ы с о к о е к а ч е ­
ство п о д гото вк и р е ж у щ е г о и н с тр у м е н т а , на всех д е р е в о о б р а б а ­
ты ваю щ их предприятиях отраслевы м
м и н и стерство м у т в е р ­
ж д е н ы о б я з а т е л ь н ы е д л я и н ж е н е р н о -т е х н и ч е с к и х р а б о т н и к о в и
р а б о ч и х с л е д у ю щ и е т е х н о л о г и ч е с к и е р е ж и м ы п од го то вк и р е ж у ­
щ его и н с тр у м е н т а ( Р И ) : Р И 01-00. П о д г о т о в к а р а м н ы х пил;
Р И 02-00. П о д г о т о в к а пил д л я т а р н ы х л е с о п и л ь н ы х р а м ; Р И
03-00. П о д г о т о в к а у з к и х л е н т о ч н ы х пил; Р И 04-00. П о д г о т о в к а
д е л и т е л ь н ы х л ен то чн ы х пил; Р И 05-00. П о д г о т о в к а л е н т о ч н ы х
пил д л я р а с п и л о в к и б р ев е н и бру сьев; Р И 06-00. П о д г о т о в к а
к р у г л ы х пл о ски х пил; Р И 07-00. П о д г о т о в к а кон ич еских к р у г ­
л ы х пил; Р И 08-00. П о д г о т о в к а с т р о г а л ь н ы х к р у г л ы х пил;
Р И 09-00. П о д г о т о в к а к р у г л ы х пил с п л а с т и н а м и из тв е р д о го
с п л а в а ; Р И 10-00. П о д г о т о в к а
н ож ей р у б и л ь н ы х м аш и н ;
Р И 11-00. П о д г о т о в к а н о ж е й д л я ф р е з е р о в а н и я ; Р И 12-00. П о д ­
го то вк а д е р е в о р е ж у щ и х ф р е з; Р И 13-00. П о д го т о в к а д е р е в о р е ­
ж у щ и х свер л ; Р И 14-00. П о д г о т о в к а и н с тр у м е н т а д л я д р е в о ­
ш ер с т н ы х с т ан к о в ; Р И 15-00. П о д г о т о в к а к о р о с н и м а т е л е й о к о ­
роч ны х с т а н к о в ; Р И 16-00. Н а п л а в к а зу б ь е в р а м н ы х , л е н т о ч ­
ных и к р у г л ы х пил изн о с о с то й ки м и с п л а в а м и . П о д г о т о в к а и
э к с п л у а т а ц и я ; Р И 17-00. П о д г о т о в к а н о ж е й д л я л у щ и л ь н ы х
с т ан к о в ; Р И 18-00. П о д г о т о в к а п и льны х цеп ей п ер ен о сн ы х м о ­
то р н ы х пил. В н а с т о я щ е е в р е м я , н а ч и н а я с 1987 г., р е ж и м ы п е ­
р е р а б а т ы в а ю т с я и п о л у ч а ю т новы е и н д е к сы — Р П И — и ном ера.
В понятие э к с п л у а т а ц и и
и н с тр у м е н т а в х о д я т в опросы
об ес п е ч е н и я ин с тр у м е н т о м р а б о ч и х м ест (с в о е в р е м ен н о е п р и ­
обретени е, а н а л и з с о с то я н и я з а п а с а ин стр у м е н т а , д о с т а в к а на
п р о и зв о д с т в е н н ы е у ч а с т к и и р а б о ч и е м еста, в о з в р а т в и н с тр у ­
м е н т а л ь н у ю р а з д а т о ч н у ю к л а д о в у ю ) и т е х н и ч ески й н а д зо р за
эк с п л у а т а ц и е й р е ж у щ е г о и н с тр у м е н т а (к о н тр о л ь за с о б л ю д е ­
нием р е ж и м о в р е з а н и я , а н а л и з причин п р е ж д е в р е м е н н о г о и з ­
носа или пол о м ки, к о н т р о л ь к а ч е с т в а под готовк и и н с т р у м е н т а ).
111
В опросы э к с п л у а т а ц и и и н с тр у м е н т а р е г л а м е н т и р у ю т с я д е й с т ­
в у ю щ и м о т р а с л е в ы м П о л о ж е н и е м по о р г а н и з а ц и и и н с т р у м е н ­
т а л ь н о г о х о зя й с т в а п р е д п р и я т и я .
П р а в и л ь н а я э к с п л у а т а ц и я и н с тр у м е н т а св о д и тс я п р е ж д е
всего к с о б л ю д е н и ю р е ж и м о в р е з а н и я на с т а н к а х . Р е ж и м ы д о л ­
ж н ы в ы б и р а т ь с я д л я усл ов и й о б р а б о т к и (тех н о л о ги ч е с к о й о п е ­
р а ц и и , п а р а м е т р о в з а г о т о в о к и м одел и с т а н к а ) по р у к о в о д я щ и м
те хн и ч е с ки м м а т е р и а л а м ( Р Т М ) , о б я з а т е л ь н ы м д л я п р е д п р и я ­
тий о т р а сл и . Т а к и м и Р Т М я в л я ю т с я , н а п р и м е р , «Т е х н о л о г и ч е ­
с ки е р е ж и м ы д е р е в о о б р а б о т к и ( Р Д ) » , р а з р а б о т а н н ы е В Н И И д р ев ом .
Е с л и не о б х о д и м ы й р е ж и м отс у тс т в у ет в Р Т М или в о з н и к а е т
н еоб х о д и м о сть п р о в е р к и и у т о ч н ен и я п р и н я то г о р е ж и м а , т е х ­
нол ог или к в а л и ф и ц и р о в а н н ы й с т а н о ч н и к д о л ж е н с ам , п о л ь ­
зу я с ь с п р а в о ч н и к о м ( н а п р и м е р , [4]), у с т а н о в и т ь г л а в н ы й п о к а ­
з а т е л ь р е ж и м а — ск о р о с т ь п о д а ч и или с о п р я ж е н н ы е с нею в е л и ­
ч ины (п о д а ч у на д войной х о д S 2x, или п о д а ч у на о б о р о т S 0,
или п о д а ч у на зу б S z). К а к это с д е л а т ь , п о к а з а н о на п р и м ер е
п и л е н и я кр у г л о й пилой.
26. О б о р у д о в а н и е и и н с тр у м е н т д л я по д го товк и
деревореж ущ его инструмента
О б о р у д о в а н и е . С р е д и о п е р а ц и й по по д го то в к е д е р е в о р е ж у ­
щ его и н с тр у м е н т а к р а б о т е н а и б о л е е р а с п р о с т р а н е н а з а ­
т о ч к а — во с с т а н о в л е н и е р е ж у щ е г о и н с тр у м е н т а после з а т у п л е ­
ния его при р е з а н и и в р е з у л ь т а т е и зн о са л е зв и й . П о я с н и м и с ­
п о л ь з о в а н н ы е т ерм и ны .
Износом
н а з ы в а ю т и зм е н ен и е м и к р о г ео м е т р и и л е з в и я
в р е з у л ь т а т е с л о ж н ы х ф и зи ч е с к и х и х им и ч е с ки х я в л ений, п р о ­
исх о д я щ и х при тр ении п ов ер хн остей л е з в и я о с т р у ж к у и з а г о ­
т о в к у во в р е м я р е з а н и я .
З а т у п л е н и е — это
и зм е н ен и е
(ух у д ш е н и е)
режущ их
свойств л е з в и я в с л е д с т в и е и зн о са его поверхностей.
Заточкой
н а з ы в а ю т те х н о л о г и ч е с к у ю о п е р а ц и ю в о с с т а ­
н о в л е н и я п е р в о н а ч а л ь н о й м и к р о г ео м е т р и и л е з в и я м ето д о м а б ­
р а з и в н о й о б р а б о т к и ( ш л и ф о в а н и е м ) с ц е л ью в о з в р а щ е н и я л е з ­
вию исходной р е ж у щ е й способности.
В а ж н ы м п о к а з а т е л е м к а ч е с т в а и н с тр у м е н т а , с в я з а н н ы м с и з ­
носом и за т у п л е н и е м , я в л я е т с я с т о й к о с т ь
и н с тр у м е н т а —
д л и т е л ь н о с т ь р е з а н и я (в м и н у та х ) новы м или в о с с та н о в л е н н ы м
и н с тр у м е н т о м от н а ч а л а р е з а н и я д о о т к а з а по к р и те р и ю з а т у п ­
л ен и я . П р и это м о т к а з о м по к р и те р и ю з а т у п л е н и я обы чно
с ч и т а ю т м ом е н т в рем ени, ко гд а д о с т и г а ю т с я п р е д е л ь н ы е з н а ч е ­
ния п а р а м е т р а и зн о с а л е з в и я (н а п р и м е р , р а д и у с а о к р у г л е н и я
р е ж у щ е й к р о м к и ) , м ощ ности р е з а н и я ( н а п р и м е р , в о з р а с т а н и е
м ощ ности р е з а н и я в 1,5 р а з а по с р а в н е н и ю с м о щ н о с тью р е з а ­
112
ния о стр ы м ин с тр у м е н т о м ) или у с т а н о в л е н н ы х т е хн о л о ги ческ и х
о гран и ч ен и й ( н а п р и м е р , д о п у с ти м ы х ш е р о х о в а т о с т ей о б р а б о ­
т а н н о й поверхн ости или д е ф е к т о в с р е за н н о й с т р у ж к и ) .
Т а к к а к с той кость д е р е в о р е ж у щ е г о и н с т р у м е н т а с р а в н и ­
т е л ьн о н е в е л и к а (ин стр ум ентов , и зг о т о в л е н н ы х из и н с т р у м е н ­
т а л ь н о й л е г и р о в а н н о й с т а л и , о б ы чн о 2 4 0 .. .480 мин) и все и н ­
с т р у м е н т ы п ери о ди ч ески п о д в е р г а ю т с я за т о ч к е , з а т о ч н ы е р а ­
б оты им ею т н а и б о л ь ш и й о б ъ е м , а з а т о ч н ы е с т а н к и с о с т а в л я ю т
основн ое о б о р у д о в а н и е и н с тр у м е н т а л ь н о г о ц е х а или м а с те р с к и х
п р е д п р и я т и я . О б щ е е п р е д с т а в л е н и е о н о м е н к л а т у р е и о с н ов н ы х
п а р а м е т р а х з а т о ч н ы х с т а н к о в д а н о в т а б л . 17.
Д р у г у ю кр у п н у ю гру ппу о б о р у д о в а н и я и н с т р у м е н т а л ь н о г о
ц еха с о с т а в л я ю т с т а н к и и у с т а н о в к и д л я п о д го то в к и пол отен и
зу б ь е в пил. О б ы ч н о это о б о р у д о в а н и е у с т а н а в л и в а е т с я на с п е ­
ц и а л ь н о в ы д ел е н н о м у ч а с т к е цеха. С в е д е н и я об о сновн ы х м о д е ­
л я х этого о б о р у д о в а н и я т а к ж е п р и в е д е н ы в т а б л . 17.
С л е д у е т отм етить, что в с о с та в о б о р у д о в а н и я и н с т р у м е н ­
т а л ь н о г о ц ех а в х о д я т т а к ж е с п е ц и а л ь н ы е с тен ды и п р и б о р ы д л я
у р а в н о в е ш и в а н и я (б а л а н с и р о в к и ) , к о н т р о л я к а ч е с т в а п о д г о ­
т ов ки и то чн ости у с т ан о в к и и н с тр у м е н т а и т. п. О них будет
у п о м и н а т ь ся осо бо при р а с с м о тр е н и и к о н к р е т н ы х видов и н с тр у ­
м ента.
А б р а з и в н ы й и н с тр у м е н т д л я з а т о ч к и и п р а в к и р е ж у щ е г о
и н стр ум ен та. К а к отм еч ено вы ш е, в о с с т а н о в л е н и е п е р в о н а ч а л ь ­
ной геом етр и и и м и к р о г ео м е т р и и л е зв и й р е ж у щ е г о и н с тр у м е н т а
д о с т и г а е т с я а б р а з и в н о й о б р а б о т к о й : за т о ч к о й и доводкой.
При заточке ш лиф овальным и кругами удаляется мини­
м а л ь н о н е о б х о д и м ы й д л я в о с с т а н о в л е н и я м и к р о г ео м е т р и и слой
м а т е р и а л а , о д н а к о не о б ес п е ч и в а е т с я п р а в и л ь н а я м и к р о г е о м е т ­
р и я и т р е б у е м а я о с т р о та ле зв и й . О к о н ч а т е л ь н о е ф о р м и р о в а н и е
р е ж у щ и х л е зв и й д о с т и г а е т с я то нкой а б р а з и в н о й о б р а б о т ­
кой — д о во дк о й м е л к о зе р н и с т ы м и к р у г а м и , б р у с к а м и ил'и п а ­
стам и.
А б р а з и в н ы е и н с тр у м е н т ы п о д р а з д е л я ю т по а б р а з и в н о м у м а ­
т е р и а л у , зе р н и с то ст и , с в я зк е , т в ердо сти , стр у кт у р е , ф о р м е и р а з ­
м ерам .
По а б р а з и в н о м у м а т е р и а л у различаю т ш лиф оваль­
ны е кр уги и б р уск и э л е к т р о к о р у н д о в ы е , к а р б и д к р е м н и е в ы е , а л ­
м а з н ы е и эл ь б о р о в ы е . Д л я д о в о д к и т в е р д о с п л а в н ы х и н с т р у ­
м ентов и с п о л ь з у ю т п о р о ш к и и п а с т ы из к а р б и д а бора.
Зернистость
и н с тр у м е н т а
о п р е д е л я е т с я зе р н и с то ст ью
ш л и ф о в а л ь н ы х м а т е р и а л о в (по Г О С Т 3647— 80) и а л м а з н ы х
ш л и ф о в а л ь н ы х п о р о ш к о в (по Г О С Т 9206— 8 0 ). Ч е м м ен ьш е н о ­
мер зерн и стости и с п о л ьзу ем о г о ин стр у м е н т а , тем м е н ьш е будет
ш ер о х о в а т о с т ь о б р а б о т а н н о й поверхности.
С в я з к а д л я и зг о т о в л е н и я а б р а з и в н ы х , а л м а з н ы х и эльборо вы х к ру гов м о ж е т б ы ть ке р а м и ч е с к о й ( К ) , б а к е л и т о в о й ( Б )
113
— 17. Характеристика оборудования для подготовки дереворежущего инструмента
Наибольший размер
инструмента (длина,
ширина, диаметр), мм
Наименование
Скорость
продольной
подачи, м/мин
Мощ­
ность,
кВт
Масса, т
Станки для заточки ножей
П олуавтомат для заточки плоских ножей с прямолинейной
режущей кромкой:
ТчН31-5
ТчН21-5
ТчН13-5
ТчН6-5
П олуавтомат для заточки ножей с пластинами из твердого
сплава ВЗ-157
длина 3150
»
2120
»
1320
»
670
1320 (длина); до 200
(ширина)
0,5
2,0
0,5
0,5
4,0
..
..
. .
..
..
.
.
.
.
.
12,0
12,0
12,0
12,0
12,0
7,0
7,0
4,0
4,5
3,3
2,7
2,2
1,5
1,0
1,5
30; 60*
30; 55
20; 40; 80
20; 40; 80
5 . . . 30
3,0
2,0
1,1
1,0
0,6
0,6
1,55
0,7
Станки для заточки пил
Полуавтоматы для заточки круглых^пил:
ТчПК22-2
ТчПК16-2
ТчПК8-2
ТчПК4-2
П олуавтомат для заточки твердосплавных круглы х пил
ТчПТ-4
Полуавтомат для глубинной заточки твердосплавных к р у г­
лых пил ТчПТб-Гл
П олуавтомат для многопроходной и глубинной заточки
твердосплавных круглы х пил ТчПТ6-2
Станок для боковой заточки зубьев твердосплавных круглы х
пил ТчП КБ
Полуавтомат для заточки и развода зубьев ленточных сто­
лярны х пил ТчЛ6-2
Полуавтомат для заточки ленточных пил ТчЛ35-2
2200 (диаметр)
1600
»
1000
400
»
630
»
Станок для заточки круглы х, рамных и ленточных пил
ТчПА-6
Станок для заточки рамных, круглы х пил и плоских ножей
630
»
5 . . . 30
1,6
0,7
630
»
5 . . . 30
2,4
0,8
15
1,6
0,4
100
0,5
0,3
35: 70
1,5
0,7
630
7 . . . 60 (ширина)
50 . . . 350
180 . . . 1000 (диаметр)
80 . . . 200 (ширина)
200 . . . 1250 (диаметр);
80 . . . 200 (ширина)
до 640 (длина ножа)
35; 40; 80
U
0,8
35; 54
1,35
0,6
3,3; 4,5
1,1
Станки для заточки фрез и сверл
Полуавтомат для заточки стальны х и твердосплавных на­
садных цельных и сборных фрез ТчФА-2
П олуавтомат для заточки стальны х и твердосплавных кон­
цевых фрез, а такж е сверл и фрезерных цепочек
Универсальные заточные станки
ЗМ642
ЗМ642Е
80 . . . 180 (диаметр)
до 200 (ширина)
до 40 (диаметр)
0,5 . . . 4,0
--
0,3
0,5
--
1,5; 1,1
1,6
350 (ширина)
10**
1,1
0,6
900
800
6,0
350
10
40
50
10
1,2
0,6
3,0
2,0
0,7
0,45
до 200 (диаметр фрез);
до 630 (диаметр пил);
до 200 (длина ножей)
Оборудование для подготовки зубьев и полотен пил
Полуавтомат для холодного плющения и формования зу ­
бьев ленточных пил П Ф Х Л-2
То ж е, круглы х пил ПХФК.8-2
Полуавтомат для развода зубьев круглы х пил Р П К 8
Станок для обрезки и насечки зубьев пил ПШ6
Станок для вальцевания рамных, круглы х и ленточных пил
ПВ35-2
Установка для припайки пластин твердого сплава к зубьям
пил НПЭ-05У
Установка для электроконтактной закалки зубьев круглы х
пил Э КЗК-З
— * Число двойных ходов в минуту.
SI ** Число подготавливаемых зубьев в минуту.
(диаметр)
(диаметр)
(толщина)
(ширина)
100 . . . 800 (диаметр)
100 . . . 800 (диаметр)
—
—
1,1
0,4
и в у л к а н и т о в о й ( В ) ; а л м а з н ы е и э л ь б о р о в ы е круги м огут б ы ть
т а к ж е на м е т а л л и ч е с к о й с в я з к е (М ).
Т в е р д о с т ь а б р а з и в н о г о и н с тр у м е н т а х а р а к т е р и з у е т с п о ­
собн ость с в я зк и у д е р ж и в а т ь а б р а з и в н ы е зе р н а от в ы к р а ш и в а н и я
под д ей ств и ем вн е ш н и х сил. Г О С Т 18118— 79 и Г О С Т 19202— 80
установлена следую щ ая ш к а л а твердости абразивного инстру­
м ента: м я гки й ( M l , М2, М 3 ) , с р е д н е м я г к и й (С М 1, С М 2 ) , с р е д ­
ний (С 1, С 2 ), с р е д н е т в е р д ы й (СТ1, СТ2, С Т З ) , т в е р д ы й (Т1,
Т 2 ), в е с ь м а т в е р д ы й (ВТ1, В Т 2 ) , ч р е з в ы ч а й н о т в е р д ы й (ЧТ1,
Ч Т 2 ) . Ц и ф р ы 1, 2, 3 х а р а к т е р и з у ю т т в е р д о с т ь в п о р я д к е ее в о з ­
р а с т а н и я . С в я з к а , прочно у д е р ж и в а ю щ а я з е р н а в круге, х а р а к ­
те р и зу е т к ру г к а к тв е рды й , с л а б о у д е р ж и в а ю щ а я — к а к м ягкий.
С т р у к т у р а (строен ие) а б р а з и в н о г о и н с тр у м е н т а х а р а к ­
т е р и зу е т с я к о л и ч е с т вен н ы м со о тн ош ен и ем о б ъ е м а а б р а з и в н ы х
зерен, с в я зк и и в о зд у ш н ы х п р о м е ж у т к о в (п о р ). О б о з н а ч а ю т
с т р у к т у р у н о м е р а м и , при чем с т р у к т у р е № 1 с о о т в ет ст в у е т о б ъ ­
ем ное с о д е р ж а н и е а б р а з и в н ы х зе р е н 60 %. С по в ы ш ен и е м н о ­
м ер а с т р у к т у р ы на ед и н и ц у это с о д е р ж а н и е у м е н ь ш а е т с я на
2 % . С т р у к т у р ы № 1 ...4 н а з ы в а ю т з а к р ы т ы м и или пл отны м и;
№ 5 .. . 8 — ср е д н и м и , № 9. ..1 2 — от к р ы т ы м и .
К о н ц е н т р а ц и я — х а р а к т е р и с т и к а а л м а з н о г о и эл ьб о р о вого ин стр у м е н т а , о п р е д е л я ю щ а я с о д е р ж а н и е а л м а з а или эльб о р а по м ас с е в е д и н и ц е о б ъ е м а а л м а з о н о с н о г о (эл ьб о роно сного) слоя. З а 100 % -н ую к о н ц е н т р а ц и ю п р и н я то с о д е р ж а н и е
а л м а з а ( э л ь б о р а ) в ко л и ч е с т в е 4,4 к а р а т а в 1 с м 3 с л о я (1 кар а т = 0,2 г). Ч е м в ы ш е к о н ц е н т р а ц и я , тем в ы ш е р е ж у щ а я с п о ­
собность, п р о и зв о д и те л ьн о с т ь, с р о к с л у ж б ы и сто и м ость и н с т р у ­
м ента.
Ф о р м а и о с н о в н ы е р а з м е р ы ш л и ф о в а л ь н ы х к р уго в
с т а н д а р т и з о в а н ы . О с н о в н ы е д а н н ы е о кр у г а х , п р и м е н я е м ы х д л я
з а т о ч к и д е р е в о р е ж у щ е г о и н с тр у м ен т а , п ри в еден ы в т а б л . 18 и
на рис. 44.
Б р у с к и ш л и ф о в а л ь н ы е (о сел ки ) п р и м е н я ю т д л я д о в о д к и д е ­
р е в о р е ж у щ и х и н стру м ен то в: ими у с т р а н я ю т за у с е н ц ы с л е з ­
вий, за т о ч е н н ы х ш л и ф о в а л ь н ы м кругом , п р и д а ю т б о л ь ш у ю о с т ­
р от у р е ж у щ и м к р о м к а м и г л а д к о с т ь р а б о ч и м п о в е рх н остя м . Д л я
п р а в к и д е р е в о р е ж у щ и х и н с тр ум е н т ов м огут п р и м е н я т ь с я б руски
плоские, к в а д р а т н ы е или т р е х гр а н н ы е .
В с оотв етствии с т р е б о в а н и я м и т е хн и к и б езо п а сн о с т и п еред
у с т ан о в к о й на з а т о ч н о й с т а н о к все а б р а з и в н ы е круги т щ а т е л ь н о
осматриваю т. Внутренние трещ ины вы являю т простукиванием
кр уга д е р е в я н н ы м м ол отк ом : ц е л ьн ы й к р уг и з д а е т чистый звук,
с трещиной — дребезж ащ ий .
К р у ги д и а м е т р о м 150 мм и более (в ы с о к о с к о р о ст н ы е круги
д и а м е т р о м 30 мм и б о л е е ) о б я з а т е л ь н о и с п ы т ы в а ю т на п р о ч ­
ность при ско ро сти на 50 % п р е в ы ш а ю щ е й д о п у с к а е м у ю при
р а б о т е ( у к а з а н н у ю на к р у г е ). Э то и с п ы т а н и е пр о в о д и т с я на
116
IS. Характеристики шлифовальных кругов для заточки дереворежущего инструмента
Основные размеры, им
Шлифовальный круг
Н (для алмаз­
ных Ь)
D
Назначение
й
Д л я заточки стального инструмента (ГОСТ 2424—83)
П лоские прямого
(поз. 1 рис. 44)
профиля
ПП
150 . .
250
250
Плоские конического профиля ЗП
(поз. 2, 3 рис. 44)
Кольцевые К (поз. 4 рис. 44)
Чашечные цилиндрические Ч Ц
(поз. 5 рис. 44)
Чашечные конические Ч К
Тарельчатые Т (поз. 6 рис. 44)
2,5 . . . 6,0
32; 51; 76; 127
25 .
. 50
32; 76; 127
. 20
20; 32; 51
80 . .
150
6 .
250 . .
200 . .
150 . .
300
300
300
6 .
80 .
40 .
. 13
. 160
. 100
76; 127
76; 160; 203
32; 51; 76; 127
150 . . . 300
40 .
. 150
32; 150
80 . . . 150
8 .
. 16
13; 20; 32
Заточка ленточных пил, фрез, резка
металла
Заточка ножей с прямолинейной ре­
жущей кромкой
Заточка сверл, концевых фрез, мелко­
го инструмента
Заточка пил
Заточка ножей
Заточка ножей и фрез по задней поверх­
ности
Заточка ножей и фрез по задней по­
верхности
Заточка фрез малого диаметра
Д л я заточки и доводки твердосплавного инструмента (алмазные)
Плоские прямого профиля 1А1
(ГОСТ 16167—80) (поз. 7 рис. 44)
80 . . . 300
3 .
Плоские с выточкой 6А2 (ГОСТ
16170—80) (поз. 8 рис. 44)
Чашечные конические с углом 45°
12А2 (ГОСТ 16172—80) (поз. 9
рис. 44)
Тарельчатые конические с углом
20 12А2 (ГОСТ 16175—81) (поз. 10
рис. 44)
50 . . . 300
3 .
50 . . . 250
2 . . . 20
50 . . . 150
3 . . . 10
.
. 60
20; 32; 51; 76
. 60
16; 20; 32; 76;
127
16; 20; 32; 51;
76
10; 16; 20; 32
К руглое наруж ное шлифование фрез,
фрезерных головок, сверл, поднутре­
ние круглы х пил, шлифование ножей
и пил
Чистовая заточка и доводка фасок но­
ж ей, боковых поверхностей зубьев пил
Чистовая заточка и доводка фасок но­
жей, фрез, сверл, боковых поверхно­
стей зубьев пил
Ч истовая заточка и доводка сверл,
передних поверхностей зубьев фрез,
пил
Рис. 44. Ш лифовальные круги для заточки и доводки деревореж ущ его ин­
струмента:
а — абразивные: б — алмазные и эльборовые
с п е ц и а л ь н о м стан ке, у с т а н о в л е н н о м в и зо л и р о в а н н о м п о м е щ е ­
нии и н а д е ж н о о г р а ж д е н н о м с т а л ь н ы м з а щ и т н ы м к о ж у х о м на
с л у ч а й р а з р ы в а кру га. И с п ы т а т е л ь н ы й с т а н о к п о з в о л я е т бесс т у п е н ч а то р е г у л и р о в а т ь ч а с т о т у в р а щ е н и я к р у г а и к о н т р о л и ­
р о в а т ь его по п о к а з а н и ю т а х о м е т р а . П р о д о л ж и т е л ь н о с т ь и с п ы ­
т а н и я к р у га на п ро ч н ость — 5 .. . 8 мин.
К р у г нео б х о д и м о у с т а н а в л и в а т ь т а к , чтоб ы его пл оско сть
б ы л а п е р п е н д и к у л я р н а оси ш п и н д е л я . М е ж д у ф л а н ц е м и к р у ­
гом у с т а н а в л и в а ю т п р о к л а д к и из эл а с т и ч н о г о м а т е р и а л а (п л о т ­
ный к а р т о н , р е зи н а и т. п.) т о л щ и н о й 0 ,5 .. .3 мм в за в и с и м о с т и
от д и а м е т р а кр у га . П р о к л а д к и д о л ж н ы п е р е к р ы в а т ь всю з а ­
ж и м н у ю п о вер хн о сть ф л а н ц а и в ы с т у п а т ь н а д ней на 4 .. .5 мм.
Д и а м е т р з а ж и м н ы х ф л а н ц е в д о л ж е н бы ть не м енее 7 з д и а ­
м е тр а кру га. Н е л ь з я д о п у с к а т ь ч р е з м е р н о го з а т я г и в а н и я кр уга
м е ж д у ф л а н ц а м и , т а к к а к эт о м о ж е т при вести к п о я в л е н и ю
трещ ин .
Ч и с т к у и п р а в к у ш л и ф о в а л ь н ы х к ру гов в ы п о л н я ю т п е р и о д и ­
чески д л я в о с с т а н о в л е н и я их р е ж у щ и х свойств, к о т о р ы е с н и ­
ж а ю т с я в с л е д с т в и е з а с а л и в а н и я или з а т у п л е н и я зерен, и п е р ­
в о н а ч а л ь н о г о п р о ф и л я р а б о ч е й части, к отор ы й и з м е н я е т с я в р е ­
з у л ь т а т е изн оса кру га.
К о н т р о л ь н о -и зм е р и т е л ь н ы й ин струм ент, п р и б о р ы и п р и с п о ­
со бл ен и я . Т ехн и ку -т ех н о л о гу п р и х о д и тс я к о н т р о л и р о в а т ь л и н е й ­
ны е и у г л о в ы е п а р а м е т р ы и н с тр у м е н т а , п р о в е р я т ь ин с тр у м е н т
на соо т в ет с т в и е п р е д ъ я в л я е м ы м т р е б о в а н и я м . Д л я этого н е о б ­
ход и м о п р а в и л ь н о в ы б р а т ь и н с тр у м е н т или пр и бо р, и схо д я из
х а р а к т е р и с т и к о б ъ е к т а к о н т р о л я и н еоб хо ди м о й точности и з м е ­
рений, и с о б л ю д а т ь т е х н и к у изм ер е н и й : п р а в и л ь н о б а з и р о в а т ь
и н с тр у м е н т о т н о с и т е л ьн о и зм е р я е м о г о э л е м е н т а , не д о п у с к а т ь
118
ч р ез м е р н ы х и з м е р и т е л ь н ы х уси л и й (чтобы не вносить д о п о л н и ­
т е л ь н ы е п о г р е ш н о с т и ), в н и м а т е л ь н о и точно с ч и т ы в а т ь п о к а ­
за н и я.
Д л я к о н т р о л я к а ч е с т в а по д го товк и д е р е в о р е ж у щ е г о и н с тр у ­
м ента к р а б о т е п о л ь зу ю т с я у н и в е р с а л ь н ы м к о н т р о л ь н о - и з м е р и ­
т е л ь н ы м ин с тр у м е н т о м и с п е ц и а л ь н ы м и п р и б о р а м и и п р и с п о с о б ­
лениями.
Л и н е й н ы е п а р а м е т р ы и н с тр у м е н т а п р о в е р я ю т р у л е т ­
к а м и Р32, Р35, Р 3 1 0 (по Г О С Т 7502— 8 0 ), л и н е й ко й и з м е р и ­
тельной, ш т а н г е н ц и р к у л е м , м и к р о м ет р о м , л и н е й ко й поверочной
и н а б о р о м щ упов, ш а б л о н а м и р а д и у с н ы м и , у г л о в ы е п а р а ­
м е т р ы — у н и в е р с а л ь н ы м и у г л о м е р а м и типов П и У Н и у г л о м е ­
ром с нониусом УМ. У ш и р ен и е зу б ь е в пил на стор ону и з м е р я ю т
с т р ел о ч н ы м р а з в о д о м е р о м к о н с тр ук ц и и Ц Н И И М О Д .
Д л я оцен ки ш е р о х о в а т о с т и п о верх н остей и н с тр у м ен т а в п р о ­
изв о д с т в ен н ы х у с л о в и я х п о л ь зу ю т с я о б р а з ц а м и ш ер о х о в ат о с т и
по Г О С Т 2789— 73. А н а л о г и ч н о о ст р о ту л е зв и й и н с тр у м е н т а
оценивают сравнением с образцам и правильно заточенных и
за т у п л е н н ы х л езвий.
П р и п о д г о то в к е пил н е п р ям о л и н е й н о с т ь п ол отн а пи лы у с т а ­
н а в л и в а ю т с п о м о щ ью п и л о п р а в н ы х л и н е е к П И -4 4 , П И -45 ,
П И -46 , П И -4 7 , П И - 4 8 к о н стру к ц и и Ц Н И И М О Д , повер оч но й л и ­
нейки и н а б о р а щ уп о в № 4 ( Г О С Т 882— 7 5 ). Н е п л о с к о с т н о с т ь
д и с к а к р у гл о й пи лы с л е д у е т в ы в е р я т ь на с п е ц и а л ь н о м п р и бор е
П Н с и н д и к а т о р о м ч ас о во го типа.
Степень в а л ь ц е в а н и я (п р о к о в ки ) пил т а к ж е в ы я в л я ю т на
специальных
приборах:
круглых
п и л —-н а
приборе
ПСП
с и н д и к а т о р о м часово го типа, л ен точн ы х пил — на п р и с п о ­
соблен ии д л я и зги б а п и лы л и н е й ко й с и н д и к а т о р о м часово го
ти п а
к о н с трук ц и и А р х а н г е л ь с к о г о л е с о те хн и че с к ого и н с ти ­
тута.
С т а т и ч е с к у ю б а л а н с и р о в к у н о ж е й в ы п о л н я ю т на б а л а н с и р о ­
вочны х ве с а х П И - 6 и П И - 12, пил или ф р е з в с б о р е — на п р и ­
бо ре П Б к о н с тру к ц и и А р х а н г е л ь с к о г о л есо те х н и ч е с к о го ин сти ­
т у та.
П р и у с т а н о в к е р е ж у щ и х эл е м е н т о в в к о рп у с с ъ е м н о г о и н ­
с т р у м е н т а и у с т а н о в к е р е ж у щ е г о и н стр у м е н т а в с т а н о к и с п о л ь ­
зу ю т у н и в е р с а л ь н ы й и н стр у м е н т (и н д и к а т о р ч асо в о го т и п а , з а ­
к р е п л е н н ы й на ш т а т и в е с м а г н и т н ы м о с н о ва н и е м , отвес с у с ­
п ок ои телем , л и н е й к у
и зм е р и те л ьн у ю , л и н е й к у п оверочную
с н а б о р о м щ уп о в) и с п е ц и а л ь н ы е пр и с п о с о б л е н и я к о н с тру к ц и и
С в с р д Н И И д р е в : П Н С — д л я у с т ан о в к и н о ж е й в с ъ е м н ы х н о ж е ­
вых г о л о в к а х и ф р е з а х , П Н Ш — д л я у с т а н о в к и н о ж ей ш и п о р е з ­
ного ин с тр у м е н т а , П Н Ф — д л я у с т а н о в к и н ож ей в н о ж е в ы х в а ­
л а х ф у г о в а л ь н ы х с т ан к о в , а т а к ж е п р и с п о со б л е н и е д л я оценки
то рц о в ого биения д и с к а к р у гл о й п и лы по и н стру к ц и и Ц Н И И ­
М О Д и др.
119
Реком ендуется контролировать толщ ину пи лом атериалов и
з а г о т о в о к п р е д е л ь н ы м и к а л и б р а м и , а ш и ри н у с п е ц и а л ь н о й л и ­
нейкой д л я к о н т р о л я ш и р и н ы к о н с тру к ц и и Ц Н И И М О Д .
Д л я к о н т р о л я ш е р о х о в а т о с т и о б р а б о т а н н ы х по вер хн о стей
д р ев е си н ы и д р е в е с н ы х м а т е р и а л о в и с п о л ь з у ю т и н д и к а т о р н ы й
гл у б и н о м е р и пр и б о р Т С П - 4 М к о н с тр у к ц и й М Л Т И , м ик р оско п
М И С -11, п р о ф и л о г р а ф - п р о ф и л о м е т р 201 з а в о д а « К а л и б р » .
Контрольные вопросы
1.
Поясните состав твердого сплава марки ВК15. Чем различаю тся
сплавы ВК15 и ВК6? 2. Н азовите типы станочного деревореж ущ его инстру­
мента. К ак связаны типы инструмента с процессами резания и типами стан­
ков, на которых этот инструмент применяется? 3. Поясните понятия «подго­
товка инструмента» и «эксплуатация инструмента». 4. К акое оборудование
долж но быть установлено в инструментальном цехе предприятия?
Г л а в а 6. К О Н СТРУ КЦ ИЯ И ПОДГОТОВКА ПИЛ
27. К о н с т р у к ц и я л е н т о ч н ы х пил
Л е н т о ч н ы е пи лы д л я р а с п и л и в а н и я д р е в е с и н ы в м ебел ьн ом
п р о и зв о д с т в е и с п о л ьзу ю т на с т о л я р н ы х и д е л и т е л ь н ы х л е н т о ч ­
н о п ил ьны х с т а н к а х . Н а с т о л я р н ы х с т ан к а х , к а к п р а в и л о , з а г о ­
т овки к р и в о л и н е й н ы х д е т а л е й п о л у ч а ю т у зк и м и п и л ам и , на д е ­
л и т е л ь н ы х ш и р о ки м и п и л а м и д е л я т т о л с т ы е п и л о м а т е р и а л ы и
з а г о т о в к и на т он ки е ( р а с п и л и в а н и е м «на р е б р о » ).
Рис. 45. Ленточные пилы:
а — профиль зубьев пил узких типа 1; б — то же, широких типа 2; в — схема изгиба
пильной ленты на шкиве
120
И з г о т а в л и в а ю т с я л е н т о ч н ы е пи лы в с оо тв етствии с Г О С Т
6532— 77 « П и л ы л е н т о ч н ы е д л я р а с п и л о в к и д р евеси ны ». П р е д ­
п р и я т и я м п о с т а в л я ю т с я пи лы д ву х типов: тип 1 — узкие,
тип 2 — ш и р о к и е с з у б ь я м и н о р м а л ь н о г о п р о ф и л я (рис. 45).
М а т е р и а л пил — и н с т р у м е н т а л ь н а я л е г и р о в а н н а я с т а л ь м а р к и
9ХФ. У з к и е пи лы м огут б ы ть и зг о т о в л е н ы из и н с тр у м е н т а л ь н о й
угл е р о д и с т о й с т а л и м а р к и У10А. Т в е р д о с т ь пил Н Р С 0= 4 0 .. .44.
О с н о в н ы е п а р а м е т р ы л ен т о ч н ы х пил д л я р а с п и л и в а н и я д р е ­
весины п р и ве д е н ы ни ж е.
Тип 1
Размеры ленты, мм:
длина ленты L .................................................... 4000; 6000
.......................................... 10 . . . 60
ширина ленты а
толщина ленты В
........................................... 0,6 . . . 0,9
Ш аг зубьев ta, мм
.................................................... 6 . . . 12
Радиус закругления впадины г, мм
................. 1,5 . . . 3,0
Высота зубьев Л3, м м ................................................3 . . . 6
Статические углы главного лезвия, град:
передний у ............................................................
5
заострения р ........................................................
50
задний а .................................................................
35
резания 6
............................................................
85
Тип 2
7000; 8500; 9000
85 . . . 175
1,0 . . . 1,4
30 . . . 50
5
10 . . . 13
20; 30
50; 45
20; 15
70; 60
П илы , п о д го то в л ен н ы е к р або те, д о л ж н ы о тв е ч а ть те х н и ч е ­
ским т р е б о в а н и я м по точности лин ей н ы х и у гл о вы х п а р а м е т р о в ,
а т а к ж е ш ер о х о в а т о с т и поверхн остей л енты и зубьев. У с т а н о в ­
лены следую щ ие требования:
Предельное отклонение размера, мм:
по длине (для типов пил 1 и 2), не б о л е е ...........................................
по толщине
...........................................................................± 0 ,0 6 /0 ,0 7
по ширине пилы
................................................................................. ± 1
по шагу зубьев
.................................................................. ± 0 ,0 3 /0 ,0 5
Допускаемое отклонение от прямолинейности кромок пилы (откло­
нение кромок от прямой на 1000 мм длины пилы), мм .................
Допускаемое отклонение уширения вершин зубьев на сторону, мм .
Допускаемое отклонение угловых параметров зубьев, град . . . .
Шероховатость, мкм (не более):
боковых поверхностей ленты R a
....................................................
заточенных поверхностей зубьев R z ...............................................
Примечание.
пил типа 2.
± 100
0,3/0,4
± 0 ,0 5
±1
1,25
20
В числителе данные для пил типа 1, в знаменателе — для
П р о в е р к а на со о тв етств и е техническим т р е б о в а н и я м я в л я ­
ется в а ж н е й ш е й ц е л ь ю входного к о н тр о л я р е ж у щ е г о и н с тр у ­
мента, п о д л е ж а щ е г о у с т а н о в к е в станки.
Л е н т о ч н а я пи ла по ср а в н е н и ю с д руги м и п и лам и имеет н а и ­
м еньш у ю то лщ и н у , в р е з у л ь т а т е чего п о л у ч а ю т с я н а и б о л е е у з ­
кий пропил и э к о н о м и я д р ев еси н ы при р аскр о е. Г ео м етр и я
зу б ь е в л ен то чн ы х пил о т в е ч а е т т р е б о в а н и я м пр а к ти ч е с ки д л я
121
л ю б о г о ви д а р е з а н и я по от н о ш ен и ю к во л о к н а м , уго л р е з а н и я 6
ко л е б л е т с я в ш и р о к о м д и а п а з о н е — 6 0 .. .85°.
В ы б о р т о л щ и н ы л е н т о чн ой п и лы В о б у с л о в л е н н а п р я ж е н н ы м
с о сто я н и ем ее в п р оц ессе р а б о т ы . О б ы чн о н а з н а ч а ю т В »
« ( 0 ,0 0 1 ...0 ,0 0 0 7 ) й ш.
С у м м а р н ы е н а п р я ж е н и я в п и л е д о ст и г а ю т 3 5 0 .. .400 М П а .
С л е д у е т т а к ж е учесть, что н а п р я ж е н и я п у л ь с и р у ю т (н а ш к и в е —
н а г р у з к а ц и к л и ч е с к а я с н е с и м м е т р и ч н ы м ц и к л о м ) . Это о б с т о я ­
т е л ьс т в о с к а з ы в а е т с я на у с т а л о с т и м е т а л л а и м о ж е т привести
к р а з р ы в у ленты . Н а проч ность л е н т ы в л и я е т т а к ж е число
сп а е в : если их б о л ее 5, п и л а б ы ст р о рве т ся .
28. Конструкции круглых пил
К р у г л а я п и л а х а р а к т е р и з у е т с я ф о р м о й д и с к а в поперечном
сечении, д и а м е т р о м , ч ислом зу б ье в, их п р о ф и л е м и к о н с т р у к т и в ­
ны м и о с обе н н о с тям и . П о виду б о к о в ы х п о верх н остей п и льного
д и с к а (ф о р м а п оп еречного сечен и я ) р а з л и ч а ю т плоские, к о н и ч е ­
ски е и с т р о г а л ь н ы е (с п о д н у т р е н и е м б о ко в ы х п оверх н о стей)
к р у г л ы е пилы.
Плоские пилы стальные. К о н с т р у к т и в н ы е х а р а к т е р и с т и к и пил
р е г л а м е н т и р у ю т с я Г О С Т 980— 80 « П и л ы к р у г л ы е пл о с ки е д л я
р а с п и л о в к и д ревеси ны » .
П и л ы д л я р а с п и л и в а н и я д р е в е с и н ы (рис. 46) и зг о т о в л я ю т
д в у х типов: тип 1 — д л я п р о д о л ьн о го р а с п и л и в а н и я , тип 2 — д л я
по п ер еч но го р а с п и л и в а н и я . И с п о л ь з о в а н и е пил в п р о и зв о д с т в е
с а м ы х р а з л и ч н ы х изд е л и й из д р ев е с и н ы , в к л ю ч а я м ебель, т р е ­
б ует б о л ьш о г о р а з н о о б р а з и я их т и п о р а з м е р о в : т о л ь к о Г О С Т
9 80— 80 п р е д у с м а т р и в а е т с в ы ш е 230 т и п о р а зм е р о в .
П и л ы ти п а 1 (рис. 46, а) д л я п р о д о л ьн о г о р а с п и л и в а н и я в ы ­
п у с к а ю т с я в д ву х и с п олн е н и я х: и с п о лн ение 1 — с л о м а н о л и н е й ­
ной з а д н е й п о ве р хн о ст ью зу б ь е в и и с п олн ение 2 — с п р я м о л и ­
нейной з а д н е й п ов ер хн остью зубьев. П и л ы т и п а 1 и с п о л н е ­
ния 2 д и а м е т р о м 125. ..2 5 0 мм с ув е л и ч ен н ы м числом зубьев
п р и м е н я ю т в основн ом в э л е к т р и ф и ц и р о в а н н о м р учном и н с т р у ­
м енте,
на
б ы то в ы х
деревообрабаты ваю щ их
и ф р е зе р н ы х
с т ан к а х .
П и л ы т и п а 2 (рис. 4 6 , 6 ) д л я поп ереч ного р а с п и л и в а н и я
т а к ж е и м ею т д в а и сп олн ения: ис п олн е н и е 1 — с пе р ед н и м углом
р а в н ы м нулю и исп о лн ен и е 2 — с о т р и ц а т е л ь н ы м п еред н и м у г ­
л ом . П и л ы и с п о лн е н и я 1 п р и м ен я ю т на к р у г л о п и л ь н ы х с т а н к а х
с н и ж н и м р а с п о л о ж е н и е м ш п и н д е л я , и с п о лн е н и я 2 — на с т а н к а х
с верх ни м р а с п о л о ж е н и е м ш п и н д е л я о т н о с и т е л ьн о р а с п и л и в а е ­
мого м а т е р и а л а .
Д и а м е т р пил 125. ..15 00 мм, т о л щ и н а д и с к а 1,0. ..5 ,5 мм,
число зу б ь е в 2 4 .. .72 у пил т ипа 1 и 36. ..12 0 у пил ти п а 2. У глы
зу б ь е в у с т а н о в л е н ы с учетом р а з л и ч н ы х усл о ви й р а б о т ы глав122
с „
Исполнение!
Исполнение1
^
Число эуоьеВг
Число зцбьеб z
—
^
Ц ентр
пилы
пилы
Нспомнечие2
Число зцбьебz
U
Число зубьеВ
~
дополнение 2
t 3.
Ц е н тр
пилы
А -А поде рн уто
■Рбок/
Рис. 46. Круглые плоские стальные пилы:
а — типа 1 для продольного распиливания; б — типа 2 для поперечного распиливания;
в — боковая (косая) заточка зуба пилы типа 2 (угол косой заточки <р)
ной (к о р о т к о й ) и в с п о м о г а т е л ь н ы х (б о к о вы х ) р е ж у щ и х к р о ­
м ок зу б а при п р о д о л ьн о м и поп ереч ном пи лен ии ( т аб л . 19).
П р и в ы б о р е р а з м е р о в д и с к а и зу б ь е в пил с л е д у е т р у к о в о д ­
с т в о в а т ь с я с л е д у ю щ и м и зав и с и м о с т я м и .
123
19. Углы зубьев круглых плоских пил, град (ГОСТ 980—80)
Передний
V
Пила
Заостре­
ния 3
Задний
а
Резания
6
Боковой
заточки
Рбок
Тип 1
Исполнение 1
Исполнение 2
35
20
Исполнение 1
Исполнение 2
0
—25
40
40
15
30
55
70
_
50
65
90
115
50
50
—
Тип 2
40
50
Н а и м е н ь ш и й д и а м е т р D min, мм, пи льн ого д и с к а о п р е д е л я е т с я
толщ иной распиливаем ого м атери ала и диам етром ф лан ц а для
з а к р е п л е н и я пи лы на ш п и н д е л е с т а н к а :
д л я пил с р а с п о л о ж е н и е м ш п и н д е л я н а д р а с п и л и в а е м ы м м а ­
териалом
D m|n = 2 ( / + < y 2 + A3);
(102)
д л я пил с р а с п о л о ж е н и е м ш п и н д е л я под р а с п и л и в а е м ы м м а ­
териалом
Anin = 2 (Л -f-1+ Лз),
где t — высота пропила, мм; й ф — диаметр заж имного ф ланца, мм; h — наи­
меньшее расстояние от оси пилы до стола станка, мм; й3 — наименьший вы ­
ход пилы из пропила, примерно равный высоте зуба пилы, мм.
Н а ч а л ь н ы й д и а м е т р д и с к а D с л е д у е т в ы б и р а т ь б о льш е, чем
м и н и м а л ь н ы й : D = Z ) mln+ 2 A , где Д — з а п а с по р а д и у с у на износ,
м м ( А « 3 5 . ..5 0 м м ) .
Т о л щ и н а пи льн о го д и с к а в ы б и р а е т с я в за в и с и м о с т и от д и а ­
м е тр а :
Ь = (0,08 . . . 0,15) д / 5 -
(103)
П р о ч и е р а з м е р ы п р о ф и л е й зу б ь е в в ы ч и с л я ю т по ф о р м у л а м :
ш а г зу б ь е в t 3, мм при т о л щ и н е д и с к а Ь, мм:
/3
= (10 . . . 18)6
ta =
(8
...
10)
b
д л я пил типа / ;
(104)
д л я пил типа 2\
в ы с о та з у б а Л3, мм:
Лз = (0,45 . . . 0,50) t3
Л, = (0,6 . . . 0,9) t,
124
д л я пил типа / ;
д л я пил ти п а 2;
(105)
число зу б ье в z, шт.
= (0,32 . . . 0 , l $ ) D / b
2
2
= (0,3 . . . 0,4) D / b
д л я пил типа /;
д л я пил типа 2;
(106)
р а д и у с в п а д и н ы г, мм
г = (0,15 . . . 0,2) t3.
(107)
И з г о т о в л я ю т к р у г л ы е п и лы из и н с тр у м е н т а л ь н о й л е г и р о в а н ­
ной с т ал и 9ХФ в с оо тв етствии с т р е б о в а н и я м и с т а н д а р т а по
у т в е р ж д е н н о й техн и ч еско й д о к у м е н т а ц и и . П и л ы п о д г о т а в л и в а ю т
к р а б о т е на д е р е в о о б р а б а т ы в а ю щ и х п р ед п р и я т и я х . С ч и т ае т с я ,
что пи ла п р и го д н а к э к с п л у а т а ц и и , если в ы п о л н я ю т с я с л е д у ю ­
щ и е о с н о в н ы е те х н и ч е с ки е т р е б о в а н и я :
Допускаемое отклонение от прямолинейности торцовых поверх­
ностей пилы, мм, не более, для пил диаметром, мм:
до 450 ............................................................................................................
0,1
450 . . . 800
...............................................................................................
0,2
800 . . . 1000 ...............................................................................................
0,3
Допускаемая разница шагов зубьев у одной пилы, мм, не более, для
шагов зубьев, мм:
до 1 0 ................................................................................................................
0,2
10 . . . 20
...................................................................................................
0,3
20 . . . 40
...................................................................................................
0,5
Допускаемая разница величин передних углов и углов заострения,
г р а д .........................................................................................................................
±2
Допускаемая разница радиусов пилы (радиальное биение), мм, для
незаточенных пил диаметром, мм:
360 ....................................................................................................................
0,2
360 . . . 630
...............................................................................................
0,3
630 . . . 1000 ...............................................................................................
0,6
Ш ероховатость, мкм:
торцовых поверхностей пил, R a ........................................................ не более 2,5
передних и задних поверхностей зубьев, R z ..............................
20
П л о с к и е пи лы с т в е р д о с п л а в н ы м и п л а с т и н а м и (рис. 47, а)
применяю т преимущ ественно для распили ван ия древесных м а ­
т е р и а л о в (д р е в е с н о с т р у ж е ч н ы х и д р е в е с н о в о л о к н и с т ы х плит,
слоистой кл е е н о й д р еве с и н ы , о б л и ц о в а н н ы х п л и т и щ и то в) и
ц ел ьн о й д р ев е си н ы на а в т о м а т и ч е с к и х и п о л у а в т о м ат и ч е с к и х
лини ях.
Р е ж у щ и е п л а с т и н ы зу б ь е в пи лы и з г о т а в л и в а ю т из м е т а л л о ­
ке р а м и ч е с к о г о с п л а в а к а р б и д а в о л ь ф р а м а и к о б а л ь т а В К 6 ,
В К 16, а к ор п ус пи лы — из и н с тр у м е н т а л ь н о й л е г и р о в а н н о й с т ал и
50Х Ф А или 9ХФ. Г О С Т 9769— 79 « П и л ы д и с к о в ы е с т в е р д о ­
с п л а в н ы м и п л а с т и н а м и д л я о б р а б о т к и д р ев е с н ы х м а т е р и а л о в »
п р е д у с м а т р и в а е т в ы п у с к д ву х типов пил: т и п а 1 — с н а к л о н о м
п еред н ей и за д н е й п о верх н о стей зу б а за счет косой за т о ч к и
(рис. 4 7 ,6 , в) и т и п а 2 — без н а к л о н а перед ней и з а д н е й п о ­
в ерх ностей зу б ь е в (рис. 4 7 , г ) . У гл о в ы е п а р а м е т р ы зу б ье в, град,
к р у г л ы х пил с т в е р д о с п л а в н ы м и п л а с т и н а м и п р и в е д ен ы ниже.
125
Рис. 47. К руглая плоская пила с твердосплавными пластинами:
а — общий вид; б, в — зубья пилы типа 1; г — то же, типа 2
Тип 1 с одно­ Тип 1 с разно­ Тип 2 без на­
сторонним на­ сторонним на­ клона поверх'
клоном задней клоном перед­ ностей зубьев
ней и задней
поверхности
зубьев
поверхностей
зубьев
Задний угол
......................
Угол заострения
. . . .
Передний угол
.................
Угол косой заточки: . . .
по передней поверхности
по задней поверхности
Угол поднутрения:
радиального .................
тангенциального . . .
126
15
65
10
15
75; 95
0; —20
15
65; 65
10; 20
0
15
0; 15
15
0
0
1,5
2,5
1,5
2,5
1,5
2,5
Т а к а я к о н с т р у к ц и я зу б ь е в о п р е д е л я е т те х н о л о ги ч е с к о е п р и ­
м енени е пил: п и л ы т и п а 1 с о д н о с то р о н н и м н а к л о н о м за д н и х
пове р х н о ст е й зу б ь е в р е к о м е н д у е т с я п р и м е н я т ь д л я о б р е з к и к р о ­
м о к щ итов и п л и т н ы х м а т е р и а л о в ; п и л ы т и п а 1 с о т р и ц а т е л ь ­
н ы м пе р е д н и м угл о м и р а з н о с т о р о н н и м н а к л о н о м п е р е д н е й и
з а д н е й п ов ерх н остей зу б ь е в с л е д у е т п р и м е н я т ь д л я п оп еречного
р а с п и л и в а н и я ц ел ьн о й и кл е е н о й д р ев е с и н ы н е б о л ьш о й т о л ­
щ ины , щ ито в, о б л и ц о в а н н ы х ш поном , ф а н е р ы при п о вы ш е н н ы х
т р е б о в а н и я х к к а ч е с т в у р а с п и л и в а н и я ; п и л ы т ипа 2 у н и в е р ­
с а л ь н ы по п р и м ен ению , т. е. п р и го д н ы д л я б о л ь ш и н с т в а о п е р а ­
ций д е л е н и я д р е в е с н ы х м а т е р и а л о в и ц е л ь н о й древеси ны .
П и л ы в ы п у с к а ю т д и а м е т р о м 100.. .450 мм (с д и а м е т р а м и п о ­
с а до ч н о го о т в е р с т и я 32; 50; 80 ил и 130 м м ) , с ч ислом зу б ь е в 24;
36; 48; 56 или 72. Т о л щ и н а к о р п у с а пил 2 .. .2,8 мм, т о л щ и н а
зу б ч а т о г о в е н ц а (с уч етом р а з м е р а т в е р д о с п л а в н ы х п л а с т и н ) —
2 ,8 .. .4,1 мм.
П илы с твердосплавны м и пластинам и д олж ны отвечать сле­
д у ю щ и м т е х н и ч ески м т р е б о в а н и я м :
Предельные отклонения толщин корпусов пил, мм, изготовлен­
ных из холоднокатаной тонколистовой стали толщиной, мм:
д с 2 ,0
...................................................................................................
± 0 ,1 2
до 2,4
...................................................................................................
± 0 ,1 4
2,6; 2,8; 3 , 0 ..........................................................................................
± 0 ,1 5
Предельные отклонения углов зубьев, град:
...........................................
± 1 ,5
переднего, заднего, косой заточки
поднутрения
......................................................................................
± 0 ,5
прочих
...................................................................................................
± 2 ,0
Разность двух любых шагов зубьев, мм (не более), для шага, мм:
10 . . . 1 8 ...............................................................................................
0,6
18 . . . 3 0 ...............................................................................................
0,7
более 30
...............................................................................................
0,8
Отклонение от прямолинейности на каждой стороне пильного
диска, поставленного в вертикальное положение, мм, для пил
диаметром, мм:
до 400 ........................................................................................................
0,10
свыше 400
...........................................................................................
0,15
Торцовое биение вершин зубьев, мм (не более), для пил диамет­
ром, мм:
до 400 ........................................................................................................
0,20
свыше 400
...........................................................................................
0,25
Радиальное биение вершин зубьев, мм
................. ..........................не более 0,15
Шероховатость заточенных поверхностей твердосплавных плас­
тин, R z, мкм
...............................................................................................не более 1,6
Средний период стойкости (время между переточками), ч, для пил
диаметром, мм:
100 . . . 250 ..........................................................................................
17
315 . . . 355 ..........................................................................................
25
400 . . . 450 ..........................................................................................
15
В послед ние го ды с о з д а ю т с я пилы, зу б ь я ко то р ы х о с н а щ е н ы
п о л и к р и с т а л л а м и (д и а м е тр о м 4 .. . 6 мм и высотой 3 .. . 6 мм)
све р х тв е р д ы х м а т е р и а л о в на основе кубического н и тр и да бора.
127
Рис. 48. К руглая кони­
ческая пила:
а — двусторонняя; б — левоконическая; в — правокони­
ческая
1
Т а к и е п и лы при о б р е з к е о б л и ц о в а н н ы х щ и т о в ы х д е т а л е й из д р е ­
в е с н о с т р у ж е ч н ы х п л и т о к а з ы в а ю т с я в 8 . . . 1 0 р а з б о л е е изн о с о ­
стойкими, чем с т а н д а р т н ы е пи лы с т в е р д о с п л а в н ы м и п л а с т и ­
нами.
П ил ы к р у г л ы е ( д и с к о в ы е ) конические. К о н и ч е с ки е пилы
(рис. 48) п р и м е н я ю т д л я р е б р о в о г о р а с п и л и в а н и я п и л о м а т е р и а ­
л о в на т о н ки е д о щ е ч ки . К о л и ч е с тв о о тходо в д р ев е с и н ы в опи лки
м еньш е, чем при пилении п л о с ки м и п и лам и , т а к к а к ш и р и н а
п р о п и л а почти вд в о е меньш е. Т о л щ и н а о т п и л и в а е м ы х д о щ е ч е к
д о л ж н а бы ть не б о л ь ш е 1 2 . ..1 8 мм, и н аче д и с к не с м о ж е т о т г и ­
б а т ь их в с т о р о н у и п р о и зо й д е т з а к л и н и в а н и е пи лы в пропиле.
Д л я неси м м е т р и ч н о го р а с п и л и в а н и я и с п о л ьзу ю т од но с то р о н н и е
кон и ч е ск и е пи лы (лево- и п р а в о к о н и ч е с к и е ), д л я с и м м е три чн ого
р а с п и л и в а н и я — д вустор онн ие. И з г о т о в л я ю т о д н о с то р о н н и е к о ­
нические пи лы по н о р м а л я м Г о р ь к о в ск о г о м е т а л л у р г и ч е с к о г о
з а в о д а , а д в у ст о р о н н и е — по т е х н и ч ески м у с л о в и я м
(ТУ)
Ц Н И И М О Да.
Х а р а к т е р и с т и к и од н о сто рон н и х кон ических пил п р и веден ы
ниже.
Диаметр, мм
............................................................................................... 500 . . .
Толщина, мм:
центральной части д и с к а ..............................................................3,4
...
1,0 . . .
у з у б ь е в ......................................................................................
Число зубьев
...............................................................................................
100
Диаметр посадочного отверстия, мм
...............................................
50
Углы зубьев пил, град:
задний
...................................................................................................
25
з а о с т р е н и я ...............................................................................................
40
передний
...............................................................................................
25
800
4,4
1,4
П илы к р у г л ы е ( д и с к о в ы е ) с тр о га л ь н ы е . У с т р о г а л ь н ы х пил
(рис. 49) б о к о в ы е поверхн ости имею т по д н у т р е н и е от п е р и ф е ­
рии к ц ен тр у под угл ом 0 ° 3 0 '.. .0°45'. В с л е д с т в и е этого отпа128
Рис. 49. К руглая (дисковая) строгальная пила:
а — одноконусная; б — двухконусная; в — профиль зубьев для
вания; г — профиль зубьев для поперечного распиливания
продольного распили­
д а е т н е о б х о д и м о с ть у ш и р е н и я р е ж у щ е г о вен ц а путем р а з в о д а
или п л ю щ е н и я зубьев.
В с п о м о г а т ел ь н ы е (б око вы е) р е ж у щ и е к р о м к и зу б ь е в с т р о ­
г а л ь н о й пилы, ф о р м и р у ю щ и е поверхн ости пр о п и л а , р а с п о л о ­
ж е н ы в од ной плоскости. П и л ь н ы й д и с к с по д н у т р е н и е м о т л и ­
ч ае т с я у стой чи в остью в р а б о т е , в р е з у л ь т а т е чего кач е с тво
распиливания характеризуется малы ми величинами кинем ати­
ческих и в и б р а ц и о н н ы х неровностей. П о в е р х н о с т и п р о п и л а по
ш е р о х о в а т о с т и п р и б л и ж а ю т с я к с т р о г а н ы м (отсю д а и н а з в а н и е
пил).
П р и м е н я ю т с т р о г а л ь н ы е пи лы д л я ч истового р а с п и л и в а н и я
сухой д р е в е с и н ы ( в л а ж н о с т ь ю не б о л е е 2 0 % ) в л ю б о м н а п р а в ­
л е н и и о т н о с и т е л ьн о волокон. Р а з м е р ы пил и п р о ф и л и зуб ьев
с т а н д а р т и з и р о в а н ы (Г О С Т 18479— 7 3 ). П о ф о р м е с ечен ия р а з ­
л и ч а ю т п и лы одно- (рис. 49, а) и д ву х к о н у с н ы е (рис. 49, б ).
П р о ф и л и зу б ь е в (рис. 49, в, г) п р ед у с м о тр е н ы д л я п род ол ьн о й
и поперечной р а с п и л о в к и .
В с т р о га л ь н о й пи ле м а с с а м е т а л л а н а р а с т а е т к п ер и ф ери и
д и с к а ; при зн а ч и т е л ь н ы х д и а м е т р а х д и с к а и б о л ьш о й ч асто те
в р а щ е н и я в д и с к е м огут в о з н и к а т ь о п а с н ы е р а з р ы в а ю щ и е н а ­
п р я ж е н и я от ц е н т р о б е ж н ы х сил. П о э т о м у д и а м е т р ы этих пил
не п р е в ы ш а ю т 400 мм ( 1 6 0 . . . 4 0 0 м м ). Т е х н и ч е с ки е т р е б о в а ­
ния к с т р о г а л ь н ы м п и л а м р е г л а м е н т и р у ю т с я т е х н ол оги че с к и м
р е ж и м о м Р И 08-00.
29. П о д го т о в к а л е н т о ч н ы х пил
П р и п о д г о то в к е л е н т о ч н ы х пил к р а б о т е в ы п о л н я ю т с л е ­
д у ю щ и е о п е р а ц и и : вы б ор р а з м е р о в пильной ленты , с в а р к у
или с п а й к у пил, р а з в о д или п л ю щ е н и е зу б ьев, з а т о ч к у и
д о в о д к у зу б ье в, п р а в к у , в а л ь ц е в а н и е пи льного п о л отн а, о б ­
р е з к у и н а се ч к у зуб ьев, с в е р л е н и е отверстий , о г р а н и ч и в а ю ­
щ их р а с п р о с т р а н е н и е
трещин
в
ленте,
у с т а н о в к у пилы
в стан ок.
129
В ыбор р а з м е р о в л енточн ой пилы о п р е д е л я е т с я ко н с трук ц и е й
л ен т о ч н о п и л ьн о г о с т а н к а и типом пилы:
^-тах — я О ш -)- 2/тах -|- 15;
а СТ< 2 , 8 '\ / ^ к р ^ 1 ;
^дел r
6 < 0 ,0 0 1 D m;
jB ui
(108)
~Ь Л3>
где Z-mai — начальная длина ленты (при нарезке от рулона), мм; D m — д и а­
метр пильного шкива, мм; /щах — наибольшее расстояние меж ду осями пиль­
ных шкивов, мм; 15 мм — припуск на пайку внахлестку; Ь — толщина пиль­
ной ленты, мм; а ст — начальная ширина столярной ленточной пилы, мм;
Rv\> — наименьший радиус кривизны пропила, мм;
— развод зубьев на сто­
рону, мм; а д е л — начальная ширина делительной ленточной пилы, мм; В ш —
ширина обода пильного шкива, мм; h 3 — высота зуба пилы, мм.
С в а р к а ( с п а й к а ) — о п е р а ц и я со еди н ен и я кон цо в о т р е з к а л е н ­
точной пи лы д л я по л у ч ен и я н еп р ер ы в н о й л енты , у с т а н а в л и в а е ­
мой в стан ок. С в а р к а кон цов л е н т ы в ст ы к состоит из с л е д у ю ­
щ их при ем ов: о б р е з к и и в ы р а в н и в а н и я концов, с в а р к и , отпуска
и з а ч и с тк и ш ва. К о н ц ы л е н т ы при с в а р к е д о л ж н ы б ы ть о б р е ­
з а н ы точно под угл о м 90° к к р о м к е пилы. О с а д к а м еста сты к а,
н а гр етого до п л а с т и ч е с к о г о со с то я н и я м е т а л л а , д о л ж н а с о с т а в ­
л я т ь 3 .. .7 мм.
С п а й к а кон цо в л е н т ы в н а х л е с т к у в к л ю ч а е т с л е д у ю щ и е
при ем ы : р а з м е т к у ш в а и о б р е з к у концов, с к а ш и в а н и е кон цов
(сн я ти е ф а с о к ) , за ч и с т к у ф а со к , с пайк у, з а к а л к у , о т п у с к и о п и ­
л и в а н и е (за ч и с тк у ) ш в а. Ш и р и н а ф а с о к ( ш в а ) д о л ж н а бы ть
у с т о л я р н ы х пил 8 . ..10, у д е л и т е л ь н ы х 10. ..1 5 мм. К о н ц ы л е н т
необ ходи м о с к а ш и в а т ь на клин в п р е д е л а х ш и р и н ы ш ва, чтобы
при н а л о ж е н и и кон цов т о л щ и н а ш в а р а в н я л а с ь т о л щ и н е пилы.
Д л я с п а й к и п р и м е н я ю т с е р е б р я н ы е (П С р-45, П С р -6 5 ) и м е д ­
н о ц и н к о вы е (П М -4 2, Л -6 2) припои. С п а й к у п р о в о д я т в у с л о ­
в и я х хим и ческой очистки с т ы к а — под сл оем ф л ю с а . П р и с п а й к е
с т ы к н а г р е в а ю т до р а с п л а в л е н и я припоя, в л о ж е н н о г о м е ж д у
с к о ш е н н ы м и к о н ц ам и л енты , посл е чего о б ж и м а ю т с п е ц и а л ь ­
ным у с тро й ство м д л я з а к а л к и ш ва. П р и о т п у с к е место с пайк и
н а г р е в а ю т до к о р и ч н ев о -к р а сн о г о ц в е т а п о б е ж а л о с т и . З а ч и щ а я
шов, н а п и л ь н и к п е р е м е щ а ю т в д оль к р о м о к п ол отн а пилы. О к о н ­
ч а т е л ь н а я т о л щ и н а ш в а д о л ж н а б ы ть р а в н а т о л щ и н е л е н т ы или
м е н ьш е ее на 0 , 1 . . . 0 , 2 мм.
С в а р к а кон цов л енточн ой пи лы д а е т б о л е е прочны й шов, чем
с п а й к а . К р о м е того, о п е р а ц и я с в а р к и п р о щ е и п р о и з в о д и т е л ь ­
нее. Д л я соеди н ен и я кон цов л енточн ой пи лы м етод ом сты к ов о й
с в а р к и п р и м ен я ю т с п е ц и а л ь н ы е а г р е г а т ы А С Л П 1 8 или А С Л П 2 3
д л я пил ш ирин ой до 175 и 230 мм с оответственно.
Д л я со еди н ен и я сп а й к о й нео б х о д и м ы с т а н о к д л я с к а ш и в а ­
ния кон цо в л енточн ой пи лы с ф р е зо й или со ш л и ф о в а л ь н ы м к р у ­
гом, п р и сп особл ен и е д л я с н я т и я ф а с о к в ру ч н ую н а п и л ьн и к о м ,
а п п а р а т д л я с п а й к и л ен точн ы х с т о л я р н ы х пил П Л 6 ; пресс с п а ­
130
я л ь н ы м и б р у ск а м и , при с п о с о б л е н и е д л я за ч и с т к и ш в а после
спайки (вы пуклая опора с з а ж и м ам и ).
Р а з в о д и п л ю щ е н и е зу б ь е в — о п е р а ц и и ,
о б есп е ч и в а ю щ и е
у ш и р е н и е р е ж у щ е г о в е н ц а о т н о с и т ел ьн о т о л щ и н ы пилы. С п о ­
соб и в е л и ч и н а у ш и р е н и я зу б ь е в о п р е д е л я е т с я типом пил и х а ­
р а к т е р и с т и к а м и р а с п и л и в а е м о й д реве с и н ы . Н и ж е п р и в о д я т с я
вел ич ины у ш и р е н и я д л я р а з л и ч н ы х с л у ч а е в пиления.
Пиление узким пчлами (с разводом) в направле­
нии:
продольном
........................................................
..........................
смешанном прямолинейном
к р и в о л и н е й н о м ....................................................
Пиление делительными пилами (плющеными зу ­
бьями) ..............................................................................
0,25 . . . 0,30/0,20 . . . 0,25
0,30 . . . 0,35/0,25 . . . 0,30
0,30 . . . 0,55/0,25 . . . 0,55
0,45 . . . 0,55/0,30 . . . 0,40
П р и м е ч а н и е . В числителе — при пилении древесины мягких пород, в зн а­
менателе — при пилении древесины твердых пород и фанеры.
Д л я у ш и р е н и я р е ж у щ е г о в е н ц а л е н т о ч н ы х пил р а зв о д о м
зу б ье в п р и м е н я ю т с л е д у ю щ е е о б о р у д о в а н и е и пр и с п о с о б л е н и я :
п о л у а в т о м а т д л я за т о ч к и и р а з в о д а зу б ь е в л е н т о ч н ы х с т о л я р ­
ных пил Т ч Л 6 -2 и п р и с п о с о б л е н и е д л я ручного р а з в о д а л е н т о ч ­
ных с т о л я р н ы х пил. Д л я в ы п о л н ен и я о п е р а ц и и п л ю щ е н и я и с ­
п о л ьзу ю т п о л у а в т о м а т д л я хол одн о го п л ю щ е н и я и ф о р м о в а н и я
зу б ье в л е н т о ч н ы х пил П Х Ф Л - 2 или ру ч н ы е п л ю щ и л к у и ф о р ­
мовку.
Т очн ость р а з в о д а и п л ю щ е н и я к о н т р о л и р у ю т и н д и к а т о р н ы м
р а з в о д о м е р о м или ш а б л о н о м . Д о п у с к а е м ы е о т к л о н е н и я в е л и ­
чины
развода
или п л ю щ е н и я о т д е л ь н ы х зу б ье в пилы —
± 0 , 0 5 мм.
З а т о ч к у зу б ье в л е н т о ч н ы х пил п р о и з в о д я т на с т а н к а х - п о л у ­
а в т о м а т а х Т ч Л б -2 и Т ч Л 3 5 -2 ко р у н д о в ы м и к р у г а м и плоского
45°-ного кон ич еского п р о ф и л я с угл о м 45° ( З П ) , зе р н и с тос тью
40 . . . 25 на б а к е л и т о в о й ( Б ) с в я зк е , т в е р д о с т ь ю С 1 . . . С Т 1 . В е ­
л и ч и н а т о л щ и н к р у га в ы б и р а е т с я 0 , 2 . . . 0,33 от ш а г а зубьев. Х о­
р о ш ее ка ч е с тв о о б ес п е ч и в а е т с я при с л е д у ю щ е м р е ж и м е з а ­
точки:
О круж ная скорость вращения круга, м / с ......................
20 . . . 25
.......................... 0,02 . . . 0,06 (до 0 ,!)
Подача врезания за один проход, мм
Число п р о х о д о в .........................................................................
4 . . . 6 (до 7)
Д о в о д к а зу б ье в з а к л ю ч а е т с я в п о д ш л и ф о в к е передней и з а д ­
ней поверхн остей зу б ье в м е л к о зе р н и с ты м осел ко м , з а к р е п л е н ­
ным в с п е ц и а л ь н о й д е р ж а в к е . С то й к о ст ь пи лы с д о вед е н н ы м и
з у б ь я м и у в е л и ч и в а е т с я на 15. . . 2 0 % . В ы п о л н я ю т д о в о д к у с по­
м ощ ью ручного п р и способл ени я.
П р а в к а п и л ы — о п е р а ц и я у с т р а н е н и я д е ф е к т о в п о л о тн а у д а ­
р а м и п р а в и л ь н о г о м о л о т к а по пи ле на н а к о в а л ь н е .
5*
131
Д е ф е к т ы о б н а р у ж и в а ю т с я в про ц ессе р а б о т ы пи лы — п о с б е г ан и ю л е н т ы со ш к и в а и биению ее в п роп иле, в св обо д н о м с о ­
с то ян ии — по световой щ ел и м е ж д у п ол отн о м и поверо ч но й л и ­
нейкой по с к р у ч и в а н и ю (на в о с ь м е р к у ) .
Вальцевание — о п е р а ц и я , в р е з у л ь т а т е к о то ро й в полотне
пи лы п р е д в а р и т е л ь н о (до у с т ан о в к и в с т а н о к ) с о з д а ю т с я п о ­
л е з н ы е в н у т р е н н и е н а п р я ж е н и я д л я у в е л и ч ен и я поперечной
ж е с т к о с т и пилы, с о з д а в а е м о й н а т я ж е н и е м ее на ш к и в а х с т а н к а .
В а л ь ц е в а н и е з а к л ю ч а е т с я в п р о к а т к е л енточн ой пи лы (по
всей д л и н е ) м е ж д у б о ч к о о б р а зн ы м и р о л и к а м и в ал ьц о в о ч н о г о
с т а н к а под д а в л е н и е м . П о ср едн ей ч асти п о л о т н а н ан о си тс я
1 ...3 с л е д а в а л ь ц е в а н и я (д л я новы х пил н а и б о л ь ш е е число 5).
В р е з у л ь т а т е п р о к а т к и м е т а л л в зон е с л е д а п о л у ч а е т ост ат о ч н о е
удли нени е, отчего с а м а п о л о с а о к а з ы в а е т с я уп ру го с ж а т о й ,
а соседние н е в а л ь ц о в а н н ы е ч асти п ол отн а, в том числе и п р и ­
л е ж а щ и е к к р о м к а м , п о л у ч а ю т у п р у го е р а с т я ж е н и е . В н утрен н и е
н а п р я ж е н и я , с о з д а н н ы е в пи ле в а л ь ц е в а н и е м , д о б а в л я ю т с я к н а ­
п р я ж е н и я м от н а т я ж е н и я пи лы на ш к и в а х с т а н к а и тем с а м ы м
с п о с об с тв ую т п ов ы ш ен и ю ж е с т к о с т и пи лы в н а и б о л е е о т в е т ­
ств ен н ы х м естах : у зу б ь е в и у за д н е й кром ки.
П и л ы ш ирин ой б о л е е 3 0 .. .40 мм в а л ь ц у ю т си м м е т р и ч н о или
на конус. П р и си м м е т р и ч н о м в а л ь ц е в а н и и 3 .. .5 д о р о ж е к пров а л ь ц о в ы в а ю т по ш и р и н е п и лы от с е р е д и н ы к к р о м к а м : к р а й н и е
д о р о ж к и — на р а с с т о я н и и 10. ..1 5 мм от л ини и в п а д и н зу б ь е в и
от за д н е й (т ы л ьн о й ) к р о м к и пилы . П р а в и л ь н о с т ь с и м м е т р и ч ­
ного в а л ь ц е в а н и я к о н т р о л и р у ю т по по п е р еч н о м у и с к р и в л е н и ю
( с т р е л е п р оги б а на ш и р и н е л е н т ы ) с п е ц и а л ь н ы м ш а б л о н о м .
С т р е л а п р о ги б а н о р м а л ь н о п р о в а л ь ц о в а н н о й пилы с о с та в л я е т :
д л я ц и л и н д р и ч ес к и х ш ки в о в с т а н к а 0,15. ..0,3, д л я б о ч к о о б р а з ­
ных 0 ,4 .. .0,6 мм (б о л ь ш и е з н а ч е н и я о т н о с я т с я к б о л е е тонки м
и ш и р о к и м п и л а м ) . В а л ь ц е в а н и е на конус н а ч и н а ю т с р а с с т о я ­
ния 15. ..2 0 мм от з а д н е й к р о м к и ленты . Д е л а ю т 3 .. .5 д о р о ж е к ,
причем н а ж и м р о л и к о в у в е л и ч и в а ю т по м ере п р и б л и ж е н и я
к з а д н е й кро м к е. П р а в и л ь н о с т ь в а л ь ц е в а н и я на конус к о н т р о ­
л и р у ю т по и с к р и в л е н и ю за д н е й к р о м к и пилы : с т р е л а в ы п у к л о ­
сти з а д н е й к р о м к и д о л ж н а с о с т а в л я т ь 0 ,3 .. .0,5 мм на 1 м
д л и н ы ленты .
В с о с та в о б о р у д о в а н и я , п ри спо собл ени й и и н с тр у м е н т а д л я
вальцевани я входят станок для вальц еван и я рам ны х и д ел и ­
т е л ьн ы х л е н т о ч н ы х пил П В 20 , с п е ц и а л ь н ы й в е р с т а к , п р и с п о с о б ­
л ен и е д л я и зг и б а пилы, ко н тр о л ьн ы й ш а б л о н (д л я с и м м е т р и ч ­
ного в а л ь ц е в а н и я ) , л и н е й к а с и н д и к а т о р о м д л я к о н т р о л я в а л ь ­
ц е в а н и я на конус.
Сверление отверстий д и а м е т р о м 2 . . .2,5 м м в л е н т е в ы п о л ­
няют, чтобы о г р а н и ч и т ь р а с п р о с т р а н е н и е т р е щ и н , д л и н а к о т о ­
ры х не п р е в ы ш а е т 0 ,1 ...0 ,1 5 ш и р и н ы ленты . Нели п и л а имеет
б о л ее д л и н н у ю т р е щ и н у , у ч а с т о к л е н т ы с т р е щ и н о й вы р е за ю т ,
132
а концы с п а и в а ю т . Д л я вы п о л н е н и я о п е р ац и и п р и м е н я ю т н а ­
с т о льн ы й с в е р л и л ь н ы й стан ок.
П р и у с т а н о в к е пилы в с т а н о к нео б х о д и м о с о б л ю д а т ь у к а з а ­
ния тех нич еского р у к о в о д с т в а по э к с п л у а т а ц и и ст а н к а .
В и н с т р у м е н т а л ь н о м ц ехе (м а с т е р с к о й ) м ебе л ьн о го п р е д ­
п р и я т и я п о д г о то в к а л е н т о ч н ы х пил д о л ж н а пр о в о д и т ься по р е ­
ж и м а м Р И 03-00 и Р И 04-00 или по т е хн ол оги че с к и м к а р т а м ,
разработанным
на о с н о в а н и и этих р е ж и м о в пр и м ен и т е л ь н о
к к о н к р е т н ы м у с л о в и я м и н с т р у м е н т а л ь н о г о х о зя й с т в а и у т в е р ж ­
ден н ы м г л а в н ы м и н ж ен е р о м или г л а в н ы м т е хн ол ого м п р е д п р и ­
ятия. Т е х н о л о г о сно вн ы х цехов, э к с п л у а т и р у ю щ и х р е ж у щ и й и н ­
струм ен т, д о л ж е н хо р о ш о зн а т ь т р е б о в а н и я к к а ч е ств у п о д г о ­
товки и н с т р у м е н т а и у м е ть его к о н т р о л и р о в а т ь , с л е д и ть за
со б л ю д е н и е м п р а в и л у с т а н о в к и и н стр у м е н т а в с т ан к и и н а з н а ­
ченны х р е ж и м о в р е за н и я.
30. П о д го т о в к а кр у гл ы х пл о ски х пил
О сн ов н ы м и о п е р а ц и я м и п од готовки к р а б о т е к р у г л ы х пил
я в л я ю т с я о б р е з к а и н а с е ч к а зубьев, п р а в к а , в а л ь ц е в а н и е или
п р ок ов ка, за т о ч к а , р а з в о д или п л ю щ е н и е зубьев, у с т а н о в к а
пи лы на стан ок.
Д л я о б р ез к и и насечки зу б ь е в и с п о л ьзу ю т с п е ц и а л ь н ы е
с т ан ки — п и л о ш т а м п ы П Ш П - 2 ( о б р а б о т к а пил д и а м е т р о м 4 0 0 . . .
1500 мм, т о л щ и н о й до 5,5 м м ) и П Ш - 6 (о б р а б о т к а пил д и а м е т ­
ром до 1500 мм и т о л щ и н о й до 6 м м ) . П и л о ш т а м п ы с н а б ж е н ы
д е л и т е л ь н ы м и м е х а н и з м а м и , п о зв о л я ю щ и м и н а с е к а т ь з у б ь я без
п р е д в а р и т е л ь н о й р а зм е тк и .
На
пилош тампе
ф ормируется
предварительный
контур
зубьев. О к о н ч а т е л ь н а я ф о р м а ( т р еб у е м ы й п р о ф и л ь) зу б ь е в д о ­
с т и г а ет с я за т о ч к о й их на пи лоточ ны х с т ан к а х . П р и этом с т а ­
ч и в а е тс я слой м е т а л л а с д е ф е к т а м и , о б р а з о в а в ш и м и с я при
ш та м п о в к е.
П р а в к о й (рис. 50) и с п р а в л я ю т м естн ы е и о б щ и е д е ф е к т ы
ф о р м ы п о л о т н а пилы. Д л я о б н а р у ж е н и я д е ф е к т о в ф о р м ы п о ­
л о т н а у с т а н а в л и в а ю т п и лу в г о р и зо н т а л ь н о м п о л о ж ен и и на три
опоры и п р о в е р я ю т ее кор откой поверочной л и н е й к о й с двух
сторон. У с т а н о в л е н н ы е гр а н и ц ы д е ф е к т о в о ч ер ч и в а ю т мелом.
С пособ п р а в к и за в и с и т от т ипа д е ф е к т а . С л а б ы е м е с та С (на
рис. 50, а, поз. I) и с п р а в л я ю т у д а р а м и про к ово чн ого м о л о тк а
с кру гл ы м б ойком в о к р у г д е ф е к т а с по степенн ы м о с л а б л е н и е м
у д а р о в по м ерс у д а р е н и я от него. У д а р ы н а н о с я т с обеи х с т о ­
рон пилы. Т угие места Т (там ж е , поз. I I ) и с п р а в л я ю т у д а р а м и
про к овочн ого м о л о т к а вн у т р и зоны д е ф е к т а , н а ч и н а я от г р а ­
ниц и ко н ч а я в середине. У д а р ы н а н о ся т с обеих сто ро н пилы.
В ы пучин у В (поз. I I I ) и с п р а в л я ю т у д а р а м и пр ок о вочн о го
м о л о тк а со с то роны выпучины. Ч т о б ы не изм ен и ть об щ его
133
Рис. 50. Обнаружение и устранение дефектов формы полотна круглой пилы:
а — схемы обнаружения дефекта проверкой с двух сторон; б — расположение ударов
молотка при исправлении дефектов; в — приспособление для проверки качества правки
пилы
н а т я ж е н и я п ол отн а, м е ж д у пилой, п о л о ж ен н о й вы пучиной вверх,
и наковальней помещ ают
ка р т о н н у ю
или
кожаную
про­
кладку.
И з г и б пи лы И — с к л а д к и у з у б ч а т о й кр ом к и , отогн уты е
у ч ас т к и кро м к и , го р б а т о с т ь и од н о с то р о н н ю ю к р ы л о в а т о с т ь д и ­
с к а — исправляю т ударам и правйльного молотка с п родолгова­
ты м бойком л и б о по с а м о м у х р е б т у и зги ба, либо, если р а з м е р ы
д е ф е к т а зн а ч и т е л ьн ы , от к р а е в и зги б а к х р е б т у со с тор оны в ы ­
пуклости. Ось б о й ка д о л ж н а с о в п а д а т ь с н а п р а в л е н и е м оси
изгиба.
К а ч е с т в о п р а в к и пилы р е к о м е н д у е т с я п р о в е р я т ь на с п е ­
ц и а л ь н о м при сп о со бл ен и и (рис. 5 0 , в ) . В этом с л у ч а е п р о в е р к а
про и сх одит в усл ов и я х, п р и б л и ж е н н ы х к э к с п л у а т а ц и о н н ы м
(в е р т и к а л ь н о е п о л о ж е н и е д и с к а , д и с к в ц е н тр е з а ж а т ш а й ­
б а м и ) . К р и т е р и е м кач е с тв а п р а в к и с л у ж и т н а и б о л ь ш е е о т к л о ­
нение поверхности пи лы (в п е ри ф е ри й н ой ч асти ) от плоскости
торцовой п оверхн ости коренной ш а й б ы 1, у к а з ы в а е м о е и н д и к а ­
тором 2.
П е р е д н а ч а л о м изм ер ен и й и н д и к а т о р о р и е н ти р у ю т о т н о с и ­
т ельн о плоскости, п р о х о д я щ е й ч ерез то р ц о ву ю п о верх н о сть к о ­
ренной ш ай б ы . Д л я этого на п овер хн ость корен ной ш а й б ы и
н о ж к у и н д и к а т о р а н а к л а д ы в а ю т п оверо ч ную линей ку. Н у л е в у ю
о т м е т к у ц и ф е р б л а т а п о д в о д я т к б ольш о й с т р ел к е и н д и к а т о р а .
П р и о п р е д е л ен и и неп ло скостн о сти пилу 3 у с т а н а в л и в а ю т на вал
4, з а ж и м а ю т ш а й б о й 5 и м ед л е н н о в р а щ а ю т за р у к о я т к у 6.
134
П и л а сч и та ет с я в ы п р а в л е н н о й , если о т к л о н е н и я , мм, от п л о ­
скости — т о р ц о в о е биение — на к а ж д о й с т о р о н е п и льного д и с к а
не п р е в ы ш а ю т у с т а н о в л е н н ы х п р е д е л ь н ы х знач ений . Н а п р и м е р ,
д л я с т а л ь н ы х п л о с к и х пил: 0 , 1 мм д л я пил д и а м е т р о м до
450 мм; 0,2 мм д л я пил д и а м е т р о м 450 . . . 800 мм. О т к л о н е н и е
от п р я м о л и н ей н о с т и то р ц о в о й поверхн ости пи лы в зон е ф л а н ­
цев не д о л ж н о п р е в ы ш а т ь 0,05 мм.
В а л ь ц е в а н и е пил п р о и зв о д и тс я д л я с о з д а н и я н а ч а л ь н ы х н а ­
п р я ж е н и й , не о б х о д и м ы х д л я ко м п е н с а ц и и т е м п е р а т у р н ы х н а ­
п р я ж е н и й , в о з н и к а ю щ и х при н е р а в н о м е р н о м н а г р е в е д и с к а пилы
в проц ессе пи лен ия, и у м е н ь ш е н и я о пасности в о зн и к н о в е н и я р е ­
зо н а н с н ы х с остоян ий и н стру м ен та. С у щ н о с т ь в а л ь ц е в а н и я з а ­
к л ю ч а е т с я в п р о к а т к е пи льн ого д и с к а м е ж д у д в у м я р а б о ч и м и
р о л и к а м и под д а в л е н и е м . П р о в а л ь ц о в а н н а я п и л а п р и о б р е т а е т
поп ереч ную у с той чи в ость з у б ч а т о г о в е н ц а при р а б о т е , т. е. с п о ­
собн о сть п р о т и в о с т о я ть н е у р а в н о в е ш е н н ы м б о к о в ы м си л а м , д е й ­
ст ву ю щ и м на д и с к при пилении, и о б ес п е ч и в а т ь тем с а м ы м
п р я м о л и н е й н о с т ь п ро п ил а.
В а л ь ц е в а т ь п и лу с л е д у е т по од ной о к р у ж н о с т и р а д и у с о м
(0,7.. .0,8) R, (где R — р а д и у с пи лы без зу б ье в ) в т ечени е 3 .. .4
о б о ротов п и лы под д ей с тви е м р ол и к о в . С и л а п р и ж и м а р о л и ­
ков при в а л ь ц е в а н и и новы х н е п р о к о в а н н ы х п и л по од ной о к р у ж ­
ности у с т а н а в л и в а е т с я в за в и с и м о с т и от д и а м е т р а и т о л щ и н ы
д и ск а . Т а к , если д л я д и с к а д и а м е т р о м 315 мм и толщ и н ой
1,8 мм т р е б у е т с я п р и ж и м р о л и к о в с силой 18,1 кН , то с у в е л и ­
чением д и а м е т р а до 800 мм и т о л щ и н ы д и с к а до 3,6 мм си л а
п р и ж и м а д о л ж н а бы ть у в е л и ч е н а до 25,4 кН .
П р а в и л ь н о п р о в а л ь ц о в а н н а я п и л а при р а с п о л о ж е н и и в г о р и ­
зо н т а л ь н о й пл о скости на т р е х р а в н о м е р н о р а с п о л о ж е н н ы х т о ­
чечных о п о рах, н а х о д я щ и х с я внутри о к р у ж н о с т и в п а д и н зуб ьев
на р а с с то я н и и 3 .. .5 мм от нее, при с в обо д н о м п р ов и сан и и с р е д ­
ней части д о л ж н а п р и о б р е т а т ь р а в н о м е р н у ю вогнутость (тар е л ь ч а т о с т ь ) . В ел и ч и н ы вогнутости п р о в а л ь ц о в а н н ы х пил, р а б о ­
т а ю щ и х со с к о р о с т я м и р е з а н и я 4 0 .. .60 м/с, и зм е р е н н ы е с обеих
сторон в т р е х т о ч к а х на о к р у ж н о с т и р а д и у с о м 50 мм с ц ен тр ом
на оси пилы, д о л ж н ы с о о т в ет с т в о в а ть в е л и ч и н а м , у к а з а н н ы м
в с т а н д а р т е на пилы. Н а п р и м е р , д л я к р у г л ы х пл о ски х пил н о р ­
м а т и в н а я вел и ч и н а п р оги б а п р о в а л ь ц о в а н н о г о д и с к а и зм е н я е т с я
от 0,15 до 0,9 мм с у ве л и ч ен и е м д и а м е т р а пи лы от 250 до 710 мм
(при с о о т в ет с т в у ю щ е м у ве л и ч ен и и т о л щ и н ы д и с к а ) . П о с л е в а л ь ­
ц е в а н и я п р о в о д я т о к о н ч а т е л ь н ы й к о н тр о л ь п л оско стности и при
необ ходи м ости д о п о л н и т е л ь н о п р а в я т к о рп у с пилы.
О б о р у д о в ан и е , п ри бо ры и ин с тр у м е н т ы д л я в а л ь ц е в а н и я
к р у г л ы х пил: с т а н о к д л я в а л ь ц е в а н и я пил П В -3 5 (о с в а и в а е т с я
П В -35 -2) или П В -20 с пр и с тав к о й , о б ес п е ч и в а ю щ е й в а л ь ц е в а ­
ние пил д и а м е т р о м до 800 мм; прибор д л я к о н тр о л я степени
про к овки или в а л ь ц е в а н и я кру гл ой пилы с и н д и к а т о р о м часо135
а.
5
6
Рис. 51. П роверка круглой пилы:
а — расположение ударов при первичной проковке (точки); б — то же. при вторичной
проковке (крестики); в — правильное состояние диска после проковки
вого т и п а (д и а м е т р пил до 710 м м ) ; л и н ей ки п ов е ро ч н ы е д л я
п и л о п р а в н ы х р а б о т , н а б о р щ упов.
О п е р а ц и я п р о к о вк и в ы п о л н я е т с я с той ж е целью , что и
в а л ь ц е в а н и е , п р е д с т а в л я е т собой н е м е х а н и зи р о в а н н ы й способ
с о з д а н и я в д и с к е п и лы т р е б у е м о г о н а п р я ж е н н о г о со сто ян ия.
З а к л ю ч а е т с я п р о к о в к а (рис. 51) в н ан есен и и у д а р о в п р о к о ­
вочны м м о л о тк о м по ц е н т р а л ь н о й ч асти пилы, л е ж а щ е й на н а ­
к о в а л ь н е. П е р е д п р о к о в к о й д е л а ю т р а з м е т к у п и лы д л я о п р е д е ­
л е н и я т о ч е к н а н е с е н и я у д а р о в : п р о в о д я т 1 2 . ..1 6 р а д и у с о в , р а в ­
ном ер но д е л я щ и х диск, и 6 .. . 8 к о н ц е н т р и ч е с к и х о к р у ж н о с т е й на
р а в н о м р а с с т о я н и и д р у г от д р у г а , при чем н а р у ж н а я о к р у ж н о с т ь
отстои т на 2 0 . . . 30 мм от о к р у ж н о с т и в п а д и н зуб ьев, а в н у т р е н ­
н я я — на 3 0 .. .40 мм о т о к р у ж н о с т и д и а м е т р а з а ж и м н ы х ф л а н ­
цев. У д а р ы м о л отк ом н а н о ся т с о д и н а к о в о й силой по всей п о ­
верхности пи лы с р а д и у с о м от п е р и ф е р и и к ц е н тр у в т о ч к а х пе­
р есечен и я р а д и у с о в с о к р у ж н о с т я м и (рис. 5 1 , а ) . В том ж е
п о р я д к е и по тем ж е т о ч к а м п и лу пр о к о в ы в а ю т с д р у го й стороны .
С т еп е н ь о с л а б л е н и я средн ей ч асти пилы п р о в е р я ю т т а к ж е , к а к
и в с л у ч а е в а л ь ц е в а н и я (н о р м а т и в ы те ж е ) . Е с л и с р е д н я я часть
о с л а б л е н а нед остаточн о , п р о к о в к у п о втор я ю т, н ан о ся у д а р ы
м е ж д у м е с т а м и у д а р о в первой п р ок ов ки (рис. 5 1 , 6 ) .
З а т о ч к а зу б ь е в — это о п е р а ц и я п о д го то вк и пи лы , целью к о ­
торой я в л я е т с я в о с с т а н о в л е н и е р е ж у щ е й способности л езвий,
у т р а ч е н н о й в р е з у л ь т а т е з а т у п л е н и я р е ж у щ и х кром ок, путем
у д а л е н и я ш л и ф о в а н и е м с р а б о ч и х поверхн остей зу б ь е в сл о я м е ­
т а л л а т олщ ин ой, д о ст ат о ч н о й д л я во с с т а н о в л е н и я п р а в и л ьн о й
ф о р м ы зу б ье в и остр оты р е ж у щ и х кром ок.
С х е м а за т о ч к и пил на с т а н к а х - п о л у а в т о м а т а х п о к а з а н а на
рис. 52. А б р а з и в н ы й и н с тр у м е н т (рис. 52, а ) в вид е п л оского
ш л и ф о в а л ь н о г о к р у г а конического п р о ф и л я у с т а н а в л и в а е т с я т а ­
ким о б р а з о м , чтобы его б о к о в а я п о вер хн о сть с о с т а в л я л а угол
с перед ней п ов ер хн остью л е з в и я з у б а о к о л о 2°. Д л я это го ось
136
Рис. 52. Заточка зубьев пил на станках:
а — установка круга; 6 — последовательные положения круга, зубьев и подающей
собачки; в — схема заточки зуба, оснащенного пластиной из твердого сплава
в р а щ е н и я н а к л о н я ю т на уго л у + 2°. Д в и ж е н и е к р у г а вв е р х -в н и з
про и схо ди т с тр ого в д оль п ер ед н ей п оверхн ости под у гл о м у
к в е р т и к а л и , где у — п ер ед ний угол л е з в и я зу б а .
Н и ж н ее полож ение круга долж но соответствовать некото­
ро м у з а г л у б л е н и ю в м е т а л л в п а д и н зу б а , ве р х н е е п о л о ж е н и е
к р у г а — н е ск о л ь к о в ы ш е в е р ш и н ы зу б а , чтоб ы об ес п е чи т ь п е ­
р е м е щ е н и е пи лы д л я за т о ч к и с л е д у ю щ е г о зуб а.
Д в и ж е н и е к р у г а вни з — з а т о ч к а перед ней по вер хн ости —
п р ои сх оди т при н е п о д в и ж н о й пиле. Д в и ж е н и е к р у г а в в ерх ис­
по л ь зу е т с я д л я за т о ч к и з а д н е й поверхности. О д н о в р е м е н н о
с ним п е р е м е щ а е т с я пила. О б а д в и ж е н и я , п о д ъ е м к р у г а со с к о ­
ро стью v ai и п од ачи пи лы со с ко ро стью v S2 д а ю т истинную т р а ­
е к т о р и ю п е р е м е щ е н и я к р у г а о т н о с и т е л ьн о зу б а пи лы точно
в д о л ь за д н е й повер хн ости со с кор остью ys. П р и этом с за д н ей
поверхности с н и м а е т с я нео б х оди м ы й слой м е т а л л а .
П е р и о д и ч е с к а я п о д а ч а пи лы на в е л и ч и н у ш а г а зу б ь е в о с у ­
щ е с т в л я е т с я на с т а н к а х с п о м о щ ь ю п о д а ю щ е й со бач ки , в о з ­
в р а т н о -п о с т у п а т е л ь н о е или к а ч а т е л ь н о е д в и ж е н и е ш л и ф о в а л ь ­
ного к р у г а — с п о м о щ ью с у п п о р та или р ы ч а г а , н есущ и х ш л и ­
ф о в а л ь н у ю головку. П о с л е д о в а т е л ь н ы е в з а и м н ы е п о л о ж е н и я
ш л и ф о в а л ь н о г о кр у га , зу б ь е в пилы и п о д а ю щ е й с о б а ч к и п о к а ­
з а н ы на рис. 5 2 ,6 . П р и кр а й н е м верх нем п о л о ж е н и и к р у г а с о ­
б а ч к а д в и ж е т с я н а з а д 1. Ш л и ф о в а л ь н ы й круг, д в и г а я с ь вниз,
з а т а ч и в а е т зу б по пер ед ней п оверхн ости, с о б а ч к а при это м п р и ­
ход и т в к р а й н е е п р а в о е п о л о ж е н и е 2. П р и о п у с к а н и и к р у га
в к р а й н е е н и ж н е е п о л о ж е н и е з а т а ч и в а е т с я о с н о в а н и е в п ад ины ,
с о б а ч к а п е р е м е щ а е т с я вперед, д о с т и г а я перед ней п оверхн ости
с л е д у ю щ е г о зу б а 3. О д н о в р е м е н н о с д в и ж е н и е м к р у г а вверх
137
с о б а ч к а д в и ж е т с я вперед, п ро и схо ди т з а т о ч к а з а д н е й п о в е р х н о ­
сти 4. П р и п р и б л и ж е н и и кру га к к р а й н е м у в е р х н е м у п о л о ж е ­
нию с о б а ч к а н а х о д и т с я в к р а й н е м п ер ед н ем п о л о ж ен и и 5. З а т е м
ц и к л п ов тор я е тс я .
З а к о н о м е р н о с т ь и зм ен ен и я с ко ро стей ysl и u s 2 з а один д в о й ­
ной хо д з а д а е т с я с п е ц и а л ь н ы м и э л е м е н т а м и ( к у л а ч к а м и , э к с ­
ц е н т р и к а м и или ш а б л о н а м и ) в м е х а н и з м а х подачи пилы и хода
ш л и ф о в а л ь н о й головки.
С т а н о к с м е х а н и з и р о в а н н ы м проц ессом за т о ч к и в ы п о л н я е т
три о сно вн ы х р а б о ч и х д в и ж е н и я : г л а в н о е д в и ж е н и е р е за н и я
(в р а щ е н и е ш л и ф о в а л ь н о г о к р у г а ) , п о д а ч у пилы на ш а г зу б ьев и
в о з в р а т н о -п о с т у п а т е л ь н о е или к а ч а т е л ь н о е д в и ж е н и е ш л и ф о ­
в а л ь н о й головки. П о с л е д н и е д в а д в и ж е н и я с о с т а в л я ю т п р о д о л ь ­
ную подачу. П о д а ч а р е з а н и я (п о п ер е ч н а я ) т а к ж е п о д р а з д е л е н а
на д в е с о с т а в л я ю щ и е . П о д а ч а в р е з а н и я по за д н е й поверхности
и в п а д и н е в ы п о л н я е т с я п ери оди ч ески м п е р е м ещ ен и е м ( о п у с к а ­
нием) ш л и ф о в а л ь н о г о кру га после про х о д а всех зубьев. О на
о с у щ е с т в л я е т с я а в т о м а т и ч е с к и (в с т а н к а х - п о л у а в т о м а т а х ) или
в ру ч н ую о п е р а т о р о м . П о д а ч а в р е з а н и я по перед ней поверхности
в сегда с о в е р ш а е т с я а в т о м а т и ч е с к и : п о д а ю щ а я с о б а ч к а с т а в и т
п е р е д н ю ю п о в ер хн о сть зу б а п ри м ерн о в одно и то ж е п о л о ж е ­
ние по от н о ш ен и ю к ш л и ф о в а л ь н о м у кр у гу н е за в и с и м о от п р е д ­
ш ес т в у ю щ е г о с ъ е м а м е т а л л а с этой поверхности. Р е г у л и р о в а т ь
п о д ач у в р е з а н и я по пер ед ней п оверхн ости м о ж н о и зм ен ен и ем
п еред него п о л о ж е н и я п о д а ю щ е й со б а ч ки о т н о с и т е л ьн о круга.
К а к п р а в и л о , п и лу з а т а ч и в а ю т за 4 .. .5 про хо д о в ш л и ф о ­
в а л ь н о г о к р у г а при с о ш л и ф о в ы в а н и и за один п ро хо д с л о я т о л ­
щ иной не б о л е е 0,6 мм. З а к а н ч и в а ю т за т о ч к у , д е л а я д в а . . .три
л е г к и х пр о х о д а с в р е з а н и е м к р у га на гл у б и н у не более 0 , 0 2 мм.
З а у с е н ц ы с б оковы х поверх н остей зуб ьев с н и м а ю т м е л к о з е р н и ­
сты м ш л и ф о в а л ь н ы м бруском .
П и л а с ч и т а е т с я п р а в и л ь н о заточенн о й, если об ес п е че н ы з а ­
д ан н ы й с т а н д а р т н ы й п р о ф и л ь зуб ьев, д о с т а т о ч н а я о с т р о та р е ­
ж у щ и х кр ом о к, р а с п о л о ж е н и е в е рш и н зу б ье в на одной о к р у ж ­
ности, о тсутстви е за в о р о т о в , н а д л о м о в , за у с е н ц е в и зас и н ен и я
в е р ш и н зубьев, п л а в н о е з а к р у г л е н и е д н а м е ж з у б о в ы х впадин.
Ч т о б ы д о б и т ь с я р а с п о л о ж е н и я ве р ш и н и б о ковы х поверхн остей
зуб ьев соо т в ет с т ве н н о на одной о к р у ж н о с т и и в одной п л о с к о ­
сти, р е к о м е н д у е т с я п р и ф у г о в ы в а т ь зуб ья. П р и ф у г о в к у в ы п о л ­
н я ю т по в ы соте зу б ь е в и по ш и р и н е г л а в н о й р е ж у щ е й к р о м к и
(с боков ) с п о м о щ ь ю ф у гу ю щ и х п р и спо собл ени й, у с т а н а в л и ­
в а е м ы х на с т а н к е ил и вне его, а т а к ж е на з а т о ч н ы х с т а н к а х .
П р и ф у г о в к у на в а л у с т а н к а о с у щ е с т в л я ю т м е л к о зе р н и с т ы м
ос е л к о м (зе рн и сто сть 5. ..1 0 ) при в р а щ е н и и п и лы в н а п р а в л е ­
нии о б р а т н о м р а б о ч е м у и м а л о й ч ас т о т е в р а щ е н и я . П р и ф у г о в к у
по в ы со те зу б ье в сл е д у е т с ч и та т ь за кон чен н ой , если 3/ 4 их б удут
в ы р ов нены . В е л и ч и н а п р и ф у г о в а н н о й п оверхн ости (ф а с к и ) при
138
5 том д о л ж н а б ы ть не более 0 ,1 ... 0 ,3 мм. С бо ков зу б ь я п р и ф у ­
г о в ы в а ю т при м и н и м а л ь н о й п о д ач е о с е л к а (еди н и ч н ы е и с к р ы ).
О п е р а ц и ю с л е д у е т с ч и т а т ь за ко н ч е н н о й , если ‘/з зу б ь е в бу дет
им еть с л е д ы п ри ф у говк и. Д о п у с к а ю т с я п р и ф у г о в а н н ы е п л о ­
щ ад к и не б о л е е 0,0 5.. .0,15 мм.
Д л я з а т о ч к и к р у г л ы х с т а л ь н ы х пил и с п о л ьзу ю т об ы чн о ш л и ­
ф о в а л ь н ы е круги из э л е к т р о к о р у н д а бел о го (а б р а з и в н ы й м а т е ­
р и а л 23А, 24А, 25А) зе р н и с то с т ью 40 и 25, т в е р д о с т ью СТ на
б а к е л и т о в о й с вя зке . З а т о ч к у п р о в о д я т на с т а н к а х - п о л у а в т о м а ­
т а х д л я за т о ч к и к р у г л ы х пил ТчПК.4-2 (пи лы д и а м е т р о м 1 0 0 ...
400 м м ) , Т ч П К 8 -2 (пилы д и а м е т р о м 200. ..1 00 0 м м ), а т а к ж е
на с т а н к а х д л я за т о ч к и кругл ы х , л е н т о ч н ы х н р а м н ы х пил
Т ч П А - 6 , д л я за т о ч к и пил и н о ж е й Т ч П Н - 6 и др. П р и к о н тр о л е
к а ч е с т в а за т о ч к и и с п о л ь з у ю т ш аб л о н ы , к о п и р у ю щ и е с т а н д а р т ­
ны е п р оф и л и зуб ьев, у н и в е р с а л ь н ы й у г л о м ер , к о н т р о л ь н о -и з м е ­
р и т е л ь н ы е п р и б о р ы д л я и зм е р е н и я ш ер о х о в а т о с т и за т о ч ен н ы х
поверхностей.
У ш и р ен и е р е ж у щ е й ч асти д и с к а к р у г л ы х п л о ски х с т а л ь н ы х
пил д о с т и г а е т с я р а з в о д о м или п л ю щ е н и е м зубьев. Р а з в о д к а к
более п ро стую и п р о и зв о д и те л ь н у ю о п е р а ц и ю и сп о л ьзу ю т чащ е,
чем п л ю щ е н и е (зу б ь я пил д л я п оп еречного п и ле н и я т о л ь к о р а з ­
во д ят ) .
Р азв о д (рис. 53, а ) з а к л ю ч а е т с я в о т ги б е ко н чи ко в зуб ьев
поочередн о в п р а в у ю и л е в у ю сто ро ны на вы соте Лр ( ‘/з или ‘/г
вы соты зу б а h 3) по линии и зг и б а И — И, п е р п е н д и к у л я р н о й б и с­
сект р и с е у г л а з а о с т р е н и я р. В е л и ч и н а р а з в о д а зу б ье в Ь\ н а ­
зн а ч а е т с я в за в и с и м о с т и от ф и зи к о -м е х а н и ч е с к и х свойств р а с ­
п и л и в а е м о г о м а т е р и а л а , к а ч е с т в а п р а в к и пил и р е ж и м а р е з а ­
ния. П р и р а с п и л и в а н и и в л а ж н о й д р е в е с и н ы м я г к и х по р о д и
н евы соко м к а ч е с т в е п р а в к и в е л и ч и н а р а з в о д а д о л ж н а б ы ть
больш ей, при м а л ы х с к о р о с т я х п од ачи (м а л о й п о д ач е на зуб )
в о зм о ж е н м еньш ий р а зв о д . В ел и ч и н а р а з в о д а зу б ье в к р у г л ы х
п лоских пил д л я р а з л и ч н ы х типов к р у г л о п и л ь н ы х с т а н к о в к о ­
л е б л е т с я в и н т е р в а л е 0 , 3 . . . 1,2 мм, в за в и с и м о с т и от д и а м е т р а
и т и п а пил, пород ы и в л а ж н о с т и р а с п и л и в а е м о г о м а т е р и а л а .
С х е м а м е х а н и з и р о в а н н о г о р а з в о д а зу б ь е в к р у г л ы х пил на
с п е ц и а л ь н о м с т а н к е п о к а з а н а на рис. 53, б. З у б пи лы 2, з а щ е м ­
л е н н ы й з а ж и м о м 4 у о с н ов а н и я , с в о бод н о и зг и б а е т с я в п о ­
перечном н а п р а в л е н и и р а з в о д н ы м и ш т ы р я м и 1 и 3, п о л у ч а ю ­
щ им и осевое п е р е м е щ е н и е от ры чагов, с в я з а н н ы х с к у л а ч к о м
р а с п р е д е л и т е л ь н о г о в а л а с т а н к а . О с обен н ость сх ем ы состоит
в том, что зу б п е р в о н а ч а л ь н о р а з в о д я т на вел и ч и н у б ольш ую ,
чем b и в о зд ей с тв у я , н а п р и м е р , ш ты р е м 1, а з а т е м в о з в р а щ а ю т
в о б р а т н о е п о л о ж е н и е до величины Ь\ д р у ги м ш т ы р е м 2. П р и
этом д о с т и г а е т с я в ы с о к а я точн ость р а з в о д а , о т к л о н ен и е от з а ­
д ан н о й вел ич ины у ш и р е н и я на сто р о н у b , не п р е в ы ш а е т
± 0 , 0 5 . . .0,08 мм.
139
;
г
j
,4
5
\7
Рис. 53. Уширение режущей части диска стальных круглых пил:
а — р азвед ен н ы й зу б ; б — сх ем а м ех ан и зи р о ван н о го р а зв о д а зу б ь еа на стан ке; в —
сх ем а плю щ ен и я зу б а ; г —• ф о р м а плю щ ен ого зу б а ; д — сх ем а ф орм ован и я зу б а ; е —
з у б после п лю щ ен и я, ф о р м о ван и я и за то ч к и ; 1 и <3 — р азво д н о й ш ты рь; 2 — зу б пилы ;
4 — з а ж и м ; 5 — н ак о в а л ь н я ; 6 — ва л и к ; 7 — п лаш ка
Д л я р а з в о д а зу б ь е в пи лы и с п о л ь з у ю т с л е д у ю щ е е о б о р у д о в а ­
ние, п р и с п о с о б л е н и я и и н с тру м ен ты : п о л у а в т о м а т д л я р а з в о д а
зу б ье в к р у г л ы х пил Р П К 8 (д и а м е т р пил до 800 м м ) ; ру ч ны е
р а з в о д к и т и п а П И -3 9 ; тиски д л я з а ж и м а пи лы при р а з в о д е
зуб ье в ; р а з в о д о м е р и н д и к а т о р н ы й или ш а б л о н ы д л я к о н тр о л я
то чн о сти р а з в о д а .
Сущ ность плю щения
(рис. 53, в) з а к л ю ч а е т с я в том, что
к кон чи ку зу б а 2 со с тор оны за д н е й поверхности п р и ж и м а ю т
упор ( н а к о в а л ь н ю ) 5, а со с тор оны п ер ед н ей п о вер хн о сти п о д ­
в о д я т п р о ф и л и р о в а н н ы й п л ю щ и л ь н ы й в а л и к 6. П р и пово ро те
в о к р у г оси п л ю щ и л ь н ы й в а л и к в н е д р я е т с я в м а т е р и а л зу б а ,
р а с п л ю щ и в а я и т а к и м о б р а з о м у ш и р я я его кончик. В ид зу б а
посл е п л ю щ е н и я со с тор оны з а д н е й п оверхн ости п о к а з а н на
рис. 53, г. З а т е м п л ю щ е н ы й зуб ф о р м у ю т — п р и д а ю т ем у п р а ­
в и л ьн у ю ф о р м у путем б о кового о б ж а т и я т в е р д ы м и з а к а л е н ­
ными п л а ш к а м и 7 (рис. 5 9 , 5 ) . О к о н ч а т е л ь н у ю ф о р м у п л ю щ е ­
ный и ф о р м о в ан н ы й зуб п о л у ч а е т после за т о ч к и (рис. 53, е ).
П л ю щ е н и е зу б ь е в пил д л я п р о д о л ьн о го р а с п и л и в а н и я п р е д ­
поч т и т ел ьн е е р а з в о д а зубьев. В ел и ч и н а у ш и р е н и я зу б а на с т о ­
рону при п л ю щ е н и и м о ж е т б ы ть п р и н я т а на 1 0 % м еньш е, чем
при р а зв о д е. Ч и с л о зу б ье в пи лы м о ж е т б ы ть у м е н ь ш е н о в 1 ,5 ...
1 , 8 р а з а , что при со х р а н е н и и ка ч е с тв а о б р а б о т к и п о з в о л я е т на
1 2 . ..1 5 %
сн и зи ть з а т р а т ы эн ерги и на р е з а н и е (вспом ни те, что
у д е л ь н а я р а б о т а р е з а н и я у м е н ь ш а е т с я с у в е л и ч ен и е м средней
140
а
6
Q
Рис. 54. Установка пил на станке:
а — кон стру кц и я цен трирую щ и х ф л ан ц ев;
схем а устан о вки н ап р авл я ю щ и х ди ск а
б — у стан о вка
р аск ли н и в аю щ его
нож а;
в —
т о л щ и н ы с р е з а е м о г о с л о я или подачи на з у б ) . П л ю щ е н и е р е к о ­
м е н д у е тс я в п е р в у ю о ч ер е д ь д л я пил м но го п и л ьн ы х и ре б р о вы х
кр у г л о п и л ь н ы х стан ков.
Д л я п л ю щ е н и я и ф о р м о в а н и я зу б ь е в к р у г л ы х пл оски х пил
п р и м е н я ю т с л е д у ю щ и е о б о р у д о в а н и е и п ри с п ос об л е н и я : п о л у ­
а в т о м а т д л я х ол одн о го п л ю щ е н и я и ф о р м о в а н и я зу б ь е в кр у гл ы х
пил П Х Ф К 8 - 2 (д и а м е т р пил до 900 м м ) ; р у ч н а я п л ю щ и л к а типа
П К Ц ; р у ч н а я ф о р м о в к а ти п а Ф К Ц ; п р и с п о с о б л е н и е д л я у с т а ­
новки пи лы при п л ю щ ен и и и ф о р м о в ан и и .
П р и у с т а н о в к е п и лы на с т а н к е т р е б у е т с я с о б л ю д е н и е о п р е ­
д ел ен н ы х п р а в и л . П и л у у с т а н а в л и в а ю т на в а л у т а к, чтобы
цен тр д и с к а с о в п а д а л с осью ш п и н д е л я . Э то т р е б о в а н и е о б е с ­
п е ч и в а е т ся точн ым с оответствием д и а м е т р а п о сад очн ого о т в е р ­
стия п и лы д и а м е т р у ш п и н д е л я с т а н к а (д о п у с к а е м ы й з а з о р не
бо л е е 0 , 1 мм) или п ри м ен ен и ем с а м о ц е н т р и р у ю щ е г о ф л а н ц а
д л я к р е п л е н и я пи лы (см. рис. 5 4 , а ) . О п о р н ы е по верх н о сти к р е п ­
л е н и я ф л а н ц е в д о л ж н ы б ы ть стр ого п е р п е н д и к у л я р н ы оси ш п и н ­
д ел я . Д о п у с к а е т с я т о р ц е в о е биение ко рен н ого ф л а н ц а не б о ­
л е е 0,01 мм на р а д и у с е 50 мм.
Д л я н а д е ж н о г о з а к р е п л е н и я пи лы д и а м е т р ф л а н ц а в ы б и ­
р а ю т из с о о т н о ш е н и я с/ф > 5 д / D , где D — д и а м е т р п и лы в мм.
З а ж и м н а я г а й к а д о л ж н а им еть ре зьб у , о б р ат н у ю в р а щ е н и ю
пилы , и б ы ть з а т я н у т а д о ст а т о ч н о сильно; на к р е п я щ и х п о в е р х ­
ностях ф л а н ц е в не д о л ж н о б ы ть н и к а к и х вы ступов.
Д л я з а к р е п л е н и я пил д и а м е т р о м более 400 мм у с т а н а в л и ­
ваю т боковые направляю щ ие, ограничиваю щ ие отклонение и
з а р е з а н и е п и лы при с л у ч а й н ы х н а г р у з к а х . Н а п р а в л я ю щ и е у с т ­
р ой ств а о б ы ч н о п р е д у с м о тр е н ы в к о н с тр у к ц и и к р у гл о п и л ьн о го
с т а н к а . Ш т и ф т ы - н а п р а в л я ю щ и е и з г о т а в л и в а ю т из т е к с т о л и та ,
ф т о р о п л а с т а и д р у ги х п о д о бн ы х м а т е р и а л о в . З а з о р м е ж д у п и ­
лой и н а п р а в л я ю щ и м и д о л ж е н б ы ть р а в е н п о л о в и н е т орц е во го
б иения п и лы плю с 0,1 мм. Н а п р а в л я ю щ и е у с т а н а в л и в а ю т у п е ­
ри ф ер и й н о й зоны пилы. П р и э к с п л у а т а ц и и пил п о н и ж е н н о й тол141
щ ины р е к о м е н д у е т с я п р и м ен я ть д в е п а р ы н а п р а в л я ю щ и х : в е р х ­
ние 1 и н и ж н и е 2 (рис. 54, в ) .
П ри п р о д о л ьн о м р а с п и л и в ан и и з а пилой о б я з а т е л ь н о у с т а ­
н а в л и в а ю т р а с к л и н и в а ю щ и й н о ж (рис. 5 4 , 6 ) . П е р е д н я я в о г н у ­
т а я и з а т о ч е н н а я на кл и н к р о м к а н о ж а д о л ж н а о т с то я т ь от о к ­
р у ж н о с т и ве р ш и н зу б ь е в пи лы не д а л е е 10. ..1 5 мм. Т о л щ и н а
н о ж а у з а д н е й к р о м к и д о л ж н а б ы ть б о л ь ш е ш и р и н ы п р о п и л а на
0 ,2 .. .0,3 мм. П о в ы со те н о ж у с т а н а в л и в а ю т на о дном ур ов не
с р а б о ч е й ч аст ь ю пилы.
П р и р а б о т е с о д н о стор он н и м и ко н ич еским и п и л а м и р а с к л и ­
н и в а ю щ и е н о ж и у с т а н а в л и в а ю т т а к , что б ы У4 у г л а з а о с т р е н и я
п р и х о д и л а с ь со стороны пл о ской ч асти пилы , а 3Д — с к о н и ч е ­
ской. О б щ а я т о л щ и н а н о ж а в этом с л у ч а е на 3 .. .4 мм б о л ь ш е
т о л щ и н ы ц е н т р а л ь н о й ч асти пилы.
31. О со бен но сти п од готовки пил с т в е р д о с п л а в н ы м и
п л а с т и н а м и , ко н ич еских и с т р о г а л ь н ы х
О с н о вн ы м и о п е р а ц и я м и по д го то вк и д и с к о в ы х пил с п л а с т и ­
н ам и из т в е р д о г о с п л а в а к р а б о т е я в л я ю т с я п р и п а й к а т в е р д о ­
сплавны х пластин (рем онтная оп ерац и я), заточка и доводка
зубьев.
П рипайка твердосплавных
пл а с т и н .
Сначала
выбирают
м а р к у тве р д о го с п л а в а и п о д г о т а в л и в а ю т корп ус пи лы и п л а ­
стины, а з а т е м в ы п о л н я ю т п ри пайк у.
П л а с т и н ы д л я д е р е в о р е ж у щ и х пил с т а н д а р т и з о в а н ы . В ы б ор
м а р к и т в е р д о го с п л а в а о п р е д е л я е т с я видом о б р а б а т ы в а е м о г о
м а т е р и а л а , но т а к ж е за в и с и т и от усл о ви й р а с п и л и в а н и я и т р е ­
б уем ы х у гл о в ы х п а р а м е т р о в зубьев. Ч а щ е п р и м е н я ю т т ве р д ы е
с п л а в ы В К 1 5 и В К 6 . П л а с т и н а м и из с п л а в а В К 1 5 р е к о м е н д у ­
ется о с н а щ а т ь пилы, п р е д н а з н а ч е н н ы е д л я р а с п и л и в а н и я с п о ­
в ы ш ен н ы м и т р е б о в а н и я м и к к а ч е с тв у о б р аб о т к и . П р и м е н е н и е
п л а с т и н из с п л а в а В К 6 п р е д п о ч ти те л ьн е е в тех с л у ч а я х , когд а
необ хо ди м о о б ес п ечи ть н а и б о л ь ш у ю с то й кость и н стру м ен та.
П о д г о т о в к а ко р п у с а пилы с в о д и тс я к ф р е з е р о в а н и ю п а зо в
(гн езд ) под п л астины . О п о р н ы е п оверхн ости п а з о в д о л ж н ы
б ы ть п лоски м и, не им еть з а у с е н ц е в и п е р е д п а й к о й т щ а т е л ь н о
за ч и щ е н ы и о б е з ж и р е н ы . П о д го т о в к а п л а с т и н з а к л ю ч а е т с я
в т щ а т е л ь н о й их п р о в е р к е на отс у тс т в и е ко р о б л е н и я и трещ ин ,
о ч и стк е и про м ы вк е.
Д л я п р и п а й к и п л асти н р е к о м е н д у ю т с я припои с е р е б р я н ы е
П С Р 4 0 и м е д н о ц и н к о в ы е Л 6 2, М Н М ц -6 8 -4 -2 и др. в вид е ф оль ги
или то нкой про вол оч ки. В к а ч е с т в е ф л ю с а п р и м е н я ю т п р о к а ­
л е н н ую (о б е з в о ж е н н у ю ) б у р у в вид е м е л к о г о п о р о ш к а . С пособ
н а г р е в а при п а й к е о п р е д е л я е т с я и м е ю щ и м с я о б о р у д о в а н и е м :
э л е к т р о к о н т а к т н ы й — на эл е к т р о с в а р о ч н ы х а п п а р а т а х с п р и сп о ­
с о б л е н и я м и ; т о ко м вы со кой ч а с т о т ы — на у с т а н о в к а х , о б о р у д о ­
в а н н ы х г е н е р а т о р о м Т В Ч ; а ц е т и л е н о -к и с л о р о д н ы м п л а м е н е м —
142
газов ой го рел кой и др. П р о ч н о с ть п р и п а й к и п р о в е р я ю т и с п ы т а ­
нием пилы в р а щ е н и е м при о к р у ж н о й с кор ости у зу б ь е в не менее
100 м/с. П ри этом н е у р а в н о в е ш е н н о с т ь (д и с б а л а н с ) пилы не
д о л ж н а п р е в ы ш а т ь 25 г - с м д л я д и а м е т р а 250 мм и 60 г - с м д л я
д и а м е т р а 400 мм.
З а т о ч к у и д о в о д к у зу б ь е в с п л а с т и н а м и т в е р д о г о с п л а в а о с у ­
щ е с т в л я ю т а б р а з и в н ы м и ' (к а р б о р у н д о в ы м и ) к р у г а м и , а л м а з ­
ными к р у г а м и или к о м б и н и р о в а н н о : п р е д в а р и т е л ь н у ю (грубую )
з а т о ч к у в ы п о л н я ю т а б р а з и в н ы м и к р у г а м и , а чистовую з а т о ч к у
и д о в о д к у — а л м а з н ы м и . Д л я эк он ом и и т в е р д о г о с п л а в а и ш л и ­
ф о в а л ь н ы х кругов осно вн у ю з а т о ч к у с л е д у е т вести по д ли не
пл а с т и н ы — по з а д н е й поверхности, а в с п о м о г а т е л ь н у ю — по
передней (см. рис. 5 2 , в ).
З а т о ч к а по за д н е й поверхности 4 состои т из за т о ч к и по
с т ал ь н о й ч асти зу б а 1 под угл о м а + 6 °, чистовой з а т о ч к и по
п л а с т и н е 2 т в е р д о го с п л а в а п о д угл ом а + 2 °, д о во д к и части
п л астины , п р и л е г а ю щ е й к р е ж у щ е й к р о м к е под угл ом а. З а ­
точка по пер ед ней поверхн ости 3 (при н ео б х оди м ости ) состоит
из п р е д в а р и т е л ь н о й за т о ч к и по всей п о вер хн ости под угл ом п р и ­
пай ки п л а с т и н ы на зу б 7 1 и о к о н ч а т е л ь н о й по перед ней по­
верхности под угл о м у ( ПРИ чистовой з а т о ч к е и д о в о д к е ) .
З а т о ч к а и д о в о д к а д о л ж н ы вестись при н е п р ер ы в н о м и н тен ­
сивном о х л а ж д е н и и . Д л я а л м а з н ы х к р у г о в на б ак е л и т о во й
с в я з к е д о п у с к а е т с я р а б о т а б ез о х л а ж д е н и я . О с н о в н ы е п р а в и л а
а л м а з н о й з а т о ч к и и д о во д к и : з а т о ч к у п р о и зв о д и ть т о л ь к о по
п л а с т и н е т в е р д о г о с п л а в а (под у гл о м у + 2 °), м а к с и м а л ь н ы й
при пуск на за т о ч к у — не б о л е е 0 , 2 мм; д о в о д к у в ы п о л н я т ь
то л ь к о по д угл ом (по ф а с к е ) , п ри п у ск — не б о л е е 0,05 мм.
О п е р а ц и и по по д го то вк е к р а б о т е д и с к о вы х кон ических пил
м а л о о т л и ч а ю т с я от с о о т в ет ст ву ю щ и х о п ер а ц и й по д го товк и к р а ­
боте пил с пл оски м диском .
У с т а н а в л и в а т ь в с т а н о к н еу р а в н о в е ш е н н ы е д и ски не д о п у ­
с к а е т с я , т а к к а к это м о ж е т в ы з в а т ь си л ьн ое биение в а л а , по­
терю устойчивости п и ль н ы м д иском во в р е м я ра б о т ы , н е у д о в ­
л е т в о р и т е л ь н о е ка ч е с тво р а с п и л и в а н и я , б ы стры й износ п о д ш и п ­
ников пи льн ого в а л а . Н е у р а в н о в е ш е н н о с т ь д и ско в всл е д с т ви е
не р а в н о м е р н о й их т о л щ и н ы в ы я в л я ю т с п о м о щ ью сп е ц и а л ь н о г о
пр и с п о с о б л е н и я д л я стат и ч е с ко й б а л а н с и р о в к и (рис. 55). У с т р а ­
няю т н е у р а в н о в е ш е н н о с т ь (д и с б а л а н с ) д и с к а п е р е ш л и ф о в к о й
конических поверхн остей д ис ка . П р и этом в о с с т а н а в л и в а ю т
г л а в н о е д о сто и н ство кон ической пилы (м а л у ю ш и р и н у п р о ­
п и л а ) , кот о р о е у т р а ч и в а е т с я по м ере у м е н ь ш е н и я д и а м е т р а
пилы в р е з у л ь т а т е переточек.
О с н о в н ы е т р е б о в а н и я к в ы п о л н е н и ю о п е р а ц и й под гото вк и
к р а б о т е д и с ко в ы х кон ических пил и у с т а н о в л е н н ы е н о р м а т и в ы
сл еду ю щ и е. 1. В р е з у л ь т а т е с т ат и ч е с к о й б а л а н с и р о в к и н е у р а в ­
новеш енность д и с к а ( д и с б а л а н с ) д л я пил м ал о го и ср едн его
143
Рис. 55. Приспособление для стати­
ческой балансировки пил:
I — о п р ав к а ; 2 — п и л а;
ж и ); 4 — стойки
Л — п ризм ы
(но­
д и а м е т р а не д о л ж н а п р е в ы ­
ш а т ь 2 5 . . . 60 г - с м . 2. П о с л е
п р а в к и д и с к а о т к л о н е н и я не
д о л ж н ы п р е в ы ш а т ь от п р я м о ­
л и ней но сти по пл оской с т о ­
ро н е д и с к а 0 , 2 мм, н е р о в н о ­
сти (вы пучины , в п а д и н ы ) на
конической с то ро не д и с к а , п о с т ав л ен н о г о в в е р т и к а л ь н о е п о л о ­
ж ен и е, 0,15 мм. 3. П и л у с л е д у е т в а л ь ц е в а т ь в зоне, о г р а н и ч е н ­
ной о к р у ж н о с т я м и с р а д и у с а м и 0 ,6R и 0,7/?, где R — р а д и у с
пи лы (без з у б ь е в ) . Ч и с л о с л е дов в а л ь ц е в а н и я ( д о р о ж е к ) в п р е ­
д е л а х о б р а б а т ы в а е м о й зоны д о л ж н о б ы ть 2 .. .4. 4. П е р е ш л и ­
ф о в ы в а ю т ко н ич еск ие п оверх н ости пи лы в с я ки й р а з, когд а и з­
нос д и с к а с о с тав и т 10 % п е р в о н а ч а л ь н о г о д и а м е т р а . 5. З у б ь я
о д н остор он н и х пил д о л ж н ы р а з в о д и т ь с я с кон ической стороны
д и с к а на 0 , 1 мм б ольш е, чем с плоской, зу б ь я д в у ст о р о н н и х —
од и н а к о в о.
Д л я под готовк и к р у г л ы х кон ических пил и с п о л ь з у ет с я с п е ­
ц и а л ь н о е о б о р у д о в а н и е : пр и с п о с о б л е н и е д л я с т ат и ч е с к о й б а л а н ­
сировк и ( п а р а л л е л ь н ы е н о ж и ) и р а зн о в е с ы к нему, с п е ц и а л ь н о
п о д г о то в л е н н ы е и п р о т а р и р о в а н н ы е , д л я п е р е ш л и ф о в к и к о н и ч е­
ски х п о верх н о стей д и с к а — ш л и ф о в а л ь н ы й с т а н о к к а р у с е л ь н о г о
т ипа с ш л и ф о в а л ь н о й головкой, у с т а н а в л и в а е м о й по у г л у к о н у с ­
ности пилы.
Д и с к о в ы е с т р о г а л ь н ы е пи лы с в ы со кой ж е с т к о с т ь ю в п о ­
переч ном н а п р а в л е н и и не н у ж д а ю т с я в пр ок о вке. З у б ь я их не
р а з в о д я т и не п л ю щ а т . О с н о в н а я о п е р а ц и я п од го тов к и их к р а ­
б о т е — за т о ч к а . Е е с л е д у е т в ы п о л н я т ь о собен но т щ а т е л ь н о .
Контрольные вопросы
1. И зобразите профили зубьев пил для продольного и поперечного пиле­
ния. В чем их основные различия? 2. Чем объясняется высокое качество
пиления круглой строгальной пилой? 3. В чем состоит операция вальцевания
ленточной пилы, какая при этом достигается цель? Сравните операции валь­
цевания ленточной и круглой пил. 4. К ак организована заточка зубьев пил
на станках? 5. Перечислите операции подготовки к работе круглых пил, ос­
нащенных пластинами твердого сплава. К ак затачиваю т зубья таких пил?
144
Г л а в а 7. КОН С ТРУ КЦ И Я И ПОДГОТОВКА Н О Ж ЕЙ , Ф РЕЗ,
ТОКАРНЫ Х Р Е ЗЦ О В , С В Е Р Л И Л Ь Н О Г О , Д О Л Б Е Ж Н О Г О
И А БРА ЗИ В Н О ГО ИНСТРУМ ЕНТА
32. К о н с т р у к ц и я и п о д г о то в к а н о ж ей
К о н с т р у к ц и я но ж е й . Р а з л и ч а ю т н о ж и д л я с т р о г а н и я и ф р е ­
з е р о в а н и я . Н о ж д л я с т р о г а н и я — и н с тр у м ен т д л я о с у щ е ­
с т в л е н и я п р о ц есс а с т р о га н и я , д л я котор ого х а р а к т е р н о с р е з а н и е
с л о ев п о стоянной т о л щ и н ы при в о зв р а т н о -п о с т у п а т е л ь н о м или
пл оско м кру гов ом д в и ж е н и и л е зв и я . К этой гр уп п е и н стру м ен та
сл е д у е т отнести н о ж и ш п о н о с т р о г а л ь н ы е , л у щ и л ь н ы е , р у б и л ь ­
ные (д л я д и с к о в ы х р у б и л ь н ы х м аш и н , и з м е л ь ч а ю щ и х д р ев е с и н у
в щ е п у ) , с т р у ж е ч н ы е (д л я д и с к о в ы х с т р у ж е ч н ы х ст ан ко в, и з ­
мельчаю щ их древесину в струж ку).
Н о ж и д л я с т р о г а н и я (рис. 56, а ) им ею т в и д п л а с т и н плоской
ф о р м ы , с л е з в и я м и , с ф о р м и р о в а н н ы м и в д о л ь одной из д л и н н ы х
кр ом о к. В од них с л у ч а я х это с а м о с т о я т е л ь н ы й ин с тр у м е н т
(ш п о н о с т р о г а л ь н ы й н о ж ) , в д р у ги х — с ъ ем н ы й р е ж у щ и й э л е ­
м ент с борн ого и н с тр у м е н т а ( н а п р и м е р , м н о г о н о ж е в о го д и с к а
ст р у ж е ч н о го с т а н к а ) .
В кач е с тв е п р и м е р а к он с тр ук ц и и н о ж а д л я б ес с т р у ж е ч н о го
д е л е н и я на рис. 5 6 , 6 п о к а з а н н о ж д л я ги л ьо ти н н ы х н о ж н и ц
Н Г18-1. К о н с т р у к т и в н ы е р а з л и ч и я н о ж е й д л я с т р о га н и я и бес-
Рис. 56. Ножи:
а — д л я стр о ган и я (ш п о н о стр о гал ьн ы й );
ный к стан ку НГ18-1)
б — для
бесстр у ж ечн ого
д ел ен и я
(ги л ьоти н ­
145
4 0 *2 "
3 4
S
Рис. 57. Ножи и ножевые валы для фрезерования:
а — нож типа 1 без прорезей ; б — н о ж ти п а 2 с п рорезям и; в — кв ад р а т н ы й н ож евой
вал (го л о в к а ); г, д — кр у гл ы е н о ж евы е вал ы (го ло в ки ); е — с расп о л о ж ен и ем н ож ей
по винтовой линии; / — поверхность н о ж а то р ц о в ая ; 2 — то ж е . п ер е д н яя ; 3 — то ж е,
н и ж н яя ; 4 — то ж е, з а д н я я ; 5 — то ж е, о п о р н а я ; 6 — р е ж у щ а я кром ка
с т р у ж е ч н о го р е з а н и я о т н о с я тс я к р а з л и ч и я м у гл о вы х п а р а м е т ­
ров, эл е м е н т о в у с т а н о в к и и з а к р е п л е н и я в с т а н к а х .
Н о ж и и зг о т о в л я ю т по ТУ 14-1-679— 73 (ш п о н о с т р о г а л ь н ы е ),
ТУ 14-1-3099— 81 (ги л ьо т и н н ы е н о ж н и ц ы ) и т. п. Н о ж и д л я ф р е ­
з е р о в а н и я плоских п о верх н о стей (рис. 57) и зг о т о в л я ю т по
Г О С Т 6567— 75, кото ры й р а с п р о с т р а н я е т с я на н о ж и , у с т а н а в л и ­
в а е м ы е д л я о б р а б о т к и д р ев е с и н ы на ф у г о в а л ь н ы х , р е й с м у с о ­
вых, ч ет ы р е х сто р о н н и х п р о д о л ь н о -ф р е зе р н ы х и д р у ги х ф р е з е ­
ру ю щ их с т а н к а х . П о технич еским у с л о в и я м и зг о т о в л я ю т нож и
д л я ш и п о р е зн ы х и р я д а д р у ги х р а бот. Н о ж и т и п а 1 — б ез п р о ­
р езей (рис. 57, а) им ею т с л е д у ю щ и е р а з м е р ы : д л и н а L 2 5 . . .
1610 мм, ш и р и н а В 2 5 . . . 40 мм, т о л щ и н а 5 3 мм; н ож и т ипа
2 с п р о р е зя м и (рис. 57, б ) : д л и н а 60. ,.3 1 0 мм, ш и р и н а 100;
110 и 125 мм; т о л щ и н а 10 мм,
146
Основные технические требования к плоским ножам с прямолинейной режущей
кромкой для фрезерования древесины
Разнотолщинность, мм, для ножей толщиной, мм, неболее:
3 ..........................................................................................
0,05
1 0 ..........................................................................................
0,1
Неравномерность ширины ножа, м м .............................. не более 0,1/100 мм дли­
ны ножа
О тклонения от прямолинейности режущей кромки
ножа, мм
.................................................................................. 0,025/100 мм
длины
ножа
П оказатели шероховатости поверхностей ножей, мкм,
не более:
передней и задней R a
................................................
1,25
опорной R a .........................................................................
2,5
остальных R z .....................................................................
40
Продольная и поперечная непрямолинейность перед­
ней поверхности ножей, м м ............................................... 0,1 на 100 мм длины
Крыловатость ножей
............................................................ не допускается
Разность массы парных ножей,
% .............................. 0,5 от массы одного ножа
(точность
взвешива­
ния — 0,5 г)
Н о ж и д л я ф р е з е р о в а н и я я в л я ю т с я с м ен н ы м и р е ж у щ и м и и н ­
с т р у м е н т а м и н о ж е в ы х г о л о в о к и ва л о в . Н о ж е в а я г о л о в к а , п р е д ­
н а з н а ч е н н а я д л я о б р а б о т к и у зк и х п р о ф и л е й , к р е п и т с я на р а б о ­
чем ш п и н д е л е кон сольно. П р и за т у п л е н и и н о ж ей ее м о ж н о
л е г к о за м е н и т ь . Н о ж е в о й в а л и з г о т а в л и в а ю т ц е л ь н ы м с ц а п ­
ф а м и д л я по д ш и п н и ков , при з а м е н е н о ж е й его со с т а н к а не
с н и м аю т. П о ф о р м е по п ер еч но го сечения н о ж е в ы е в а л ы и го­
л о в к и б ы в а ю т к в а д р а т н ы е и круглы е.
К в а д р а т н ы е в а л ы и го л о в к и (рис. 57, в) п р и с п о с о б л е н ы д ля
к р е п л е н и я б о л т а м и 4 с г а й к а м и 5 д в у х или ч еты р ех то лсты х
н о ж ей 2. П о у с л о в и я м б езо п а с н о с т и их р а з р е ш а е т с я п р и м ен я ть
т о л ь к о в с т а н к а х с м е х а н и ч е с к о й п о д ачей за г о т о в о к при н а л и ­
чии о г р а ж д е н и я оп асн о й зо ны к ож ух ом .
Н а к р у г л ы х в а л а х ( г о л о в к а х ) м о ж н о у с т а н а в л и в а т ь 2 . . . 12
то нки х н о ж е й (очень р е д к о б о л е е ) . К р е п л е н и е тонки х н ож ей
(рис. 5 7 , г, д ) ц е н т р о б е ж н о -к л и н о в о е : в н ер а б о ч е м п о л о ж ен и и
н о ж 2 у д е р ж и в а е т с я кл и н ов ой п л а н к о й (к л и н о м ) 3, п о д ж и м а е ­
мой б о л т а м и 4; во в р е м я в р а щ е н и я в а л а ц е н т р о б е ж н ы е силы,
д е й с т в у ю щ и е на клин, п р и в о д я т к в о з р а с т а н и ю у д е р ж и в а ю щ и х
н о ж сил т р е н и я по п о в ер х н о ст я м ко р п у с а 1 и кл и н а 3.
Д л я точной у с т а н о в к и н о ж е й с л у ж а т р е г у л и р о в о ч н ы е винты
7 с упорной п л а н к о й 6. В кон стру к ц и и , п о к а за н н о й на рис. 57, д,
н о ж в ы д в и г а ет с я из п а з а п р у ж и н о й 8 при о с л а б л е н и и б о лто в 4.
Э то уд обн о при у с т а н о в к е н о ж е й по у п о р а м п р и сп о со бл ен и я ,
б а з и р у ю щ е г о с я на б оково й п ов ер хн ости ко р п у с а в а л а 1.
В а ж н о е п р е и м у щ е с т во им еет в а л с р а с п о л о ж е н и е м н ож ей по
винтовой л ини и (рис. 57, е). Т о н к и е пл о ски е с е р п о в и д н ы е нож и
п р и о б р е т а ю т ф о р м у п а з а в н о ж е в о м в а л у при з а к р е п л е н и и их
147
1
ОС ф
,
N.
2
3
4
Ф ------- 1
/
^snp
Ы И
I
sпоп I
1:2
г
з
$Z7777777TJ?7777
-о—
cr^
f "
-777777777777777777777^
г
-1
2
X
'3
-П А
ж
А
9 '// 'А '/> У' /Л
\\5...8
п
р
А
в и н т о о б р а зн ы м и к л и н ь я м и и б о л т ам и . П ри у с т а н о в к е т а к о г о
в а л а на р ей см у сов о м с т а н к е с н и ж а ю т с я ш е р о х о в а т о с т ь о б р а б о ­
та н н ы х п ов ерх н остей и ш ум при р а б о т е с т а н к а .
П о д го т о в к а н ож ей. О сн ов н ы м и о п е р а ц и я м и п од го тов к и к р а ­
боте я в л я ю т с я з а т о ч к а и у с т а н о в к а в стан ок. Н о ж и д л я ф р е з е ­
р о в а н и я , к р о м е того, б а л а н с и р у ю т и у р а в н о в е ш и в а ю т , а после
у с т ан о в к и в н о ж е в о й в а л или го л о вку — ф угую т.
Цель
балансировки
ножей — добиться
совпадения
ц е н т р а м а с с ы н о ж а с середи ной его д ли ны . Если к о м п л е к т н ы е
н о ж и им ею т о д и н а к о в у ю массу, но ц е н тр ы м ас с ы их н а х о д я т с я
на р а з н ы х р а с с т о я н и я х от т о р ц а н о ж е в о го в а л а , посл ед ний при
в р а щ е н и и б у д е т и с п ы т ы в а т ь в и б р а ц и и и п ерекосы . О собенно
в а ж н а сбалансированность и уравновеш енность толстых ножей
(тип 2 по Г О С Т 6567— 75) б о льш о й м ассы , и м е ю щ и х прорези .
У р а в н о в е ш и в а н и е нож ей, т. е. п о п а р н а я ( к о м п л е к т ­
н а я ) п о д г о то в к а их по массе, необ х о д и м о д л я того, чтобы при
в р а щ е н и и н о ж е в о го в а л а не в о з н и к л а н е у р а в н о в е ш е н н а я ц е н ­
тр о беж н ая сила, которая м ож ет вы звать вибрацию вала.
Б а л а н с и р о в к у и у р а в н о в е ш и в а н и е в ы п о л н я ю т с п о м о щ ью
с п е ц и а л ь н ы х б а л а н с и р о в о ч н ы х весов (рис. 58, а ) в с л е д у ю щ е м
п о ря д ке . Н о ж к о м п л е к т а у к л а д ы в а ю т на п л о щ а д к у к о р о м ы с л а
2 т о рцев ой п ов е рх н ост ью вп л о т н у ю к у п о р у 4. П е р е м е щ а я п р о ­
тиво весы 5 и р е гу л и р о в о ч н ы й г р у з и к 3, с т р е л к у - у к а з а т е л ь с о ­
в м е щ а ю т с н у л е в ы м д ел е н и е м ш к а л ы (рис. 5 8 , 6 ) . З а т е м к л а д у т
н о ж к у п о р у д р у ги м ко н цом и о п р е д е л я ю т б о л е е т я ж е л ы й кон ец
но ж а . Д о б и в а ю т с я с о в м е щ е н и я ц е н т р а м а с сы н о ж а с его ге о ­
м етри ческой с ереди ной путем с т а ч и в а н и я м е т а л л а с т я ж е л о г о
ко н ца по ф а с к е м е ж д у то р ц е в о й и опор н о й п о в е р х н о ст я м и но ж а .
О т б а л а н с и р о в а н н ы е н о ж и у р а в н о в е ш и в а ю т п оп арно. П р и ис­
п о л ь зо в а н и и б а л а н с и р о в о ч н ы х весов н о ж у к л а д ы в а ю т р е ж у щ е й
кр ом к о й в п л о т н у ю к у п о р у (рис. 58, в ) . Б о л е е т я ж е л ы й н о ж
у р а в н о в е ш и в а ю т с п а р н ы м нож о м , р а в н о м е р н о с н и м а я с него
слой м е т а л л а в вид е ф а с к и по р е б р у н и ж н е й п о вер хн о сти или
по за д н е й грани. У р а в н о в е ш и в а н и е н о ж е й с ч и та е т с я з а к о н ч е н ­
ным, если р а з н о с т ь м ассы п а р н ы х нож ей, у с т а н а в л и в а е м ы х на
п р о т и в о п о л о ж н ы х ко н ц а х д и а м е т р а н о ж е в о го в а л а , не п р е в ы ­
ш а е т 0,5 % от м а с с ы о д ного но ж а .
Д л я п р о в е д е н и я б а л а н с и р о в к и и у р а в н о в е ш и в а н и я н ож ей
н еоб хо ди м ы весы т е х н и ч е с к и е (точность в зв е ш и в а н и я 0,5 г),
д л я с т ат и ч е с к о г о б а л а н с и р о в а н и я н о ж е й ( м а к с и м а л ь н а я д л и н а
н ож ей 619 и 1 2 1 0 мм) б а л а н с и р о в о ч н ы е весы со отв етств ен н о
Рис. 58. П одготовка ножей:
а— балансировочные весы; б — положение нож а при балансировке; в— то же, при
уравновешивании; г — схема станка с кареткой для заточки ножей; д — положение
шлифовального круга при плоской заточке задней грани нож а; е— то же, при вогну­
той заточке; ж — приспособление дл я установки ножей в ножевую головку; з — схема
динамической фуговки ножей
149
П И -6 и П И - 12. Т он к и е ко р о т к и е нож и (тип 1 по Г О С Т
6567—7 5 ) м о ж н о не б а л а н с и р о в а т ь , д о ст а т о ч н о п о п а р н о у р а в н о ­
весить.
Н о ж и с п р я м о л и н е й н ы м и л е з в и я м и з а т а ч и в а ю т на с п е ц и а л и ­
зи р о в а н н ы х с т а н к а х . В про ц ессе за т о ч к и с за д н е й п оверхн ости
з а т у п л е н н о г о н о ж а с о ш л и ф о в ы в а ю т слой м е т а л л а , д о с т а т о ч ­
ный д л я в о с с т а н о в л е н и я ф о р м ы л е з в и я и остр оты р е ж у щ е й
кром ки. Д л я м е х а н и з и р о в а н н о г о вы п о л н е н и я о п е р а ц и и н е о б х о ­
д и м ы три д в и ж е н и я р а б о ч и х о р г а н о в с т а н к а : г л а в н о е д в и ж е н и е
р е з а н и я D ?, п р о д о л ь н а я п о д а ч а D snp и п о д а ч а в р е з а н и я D snon
(рис. 5 8 , г ).
Главны м движением является вращ ен ие ш лифовального
кру га. П р о д о л ь н а я п о д а ч а о б е с п е ч и в а е т съ е м м е т а л л а по всей
д л и н е з а т а ч и в а е м о й за д н е й п оверхн ости н о ж а . П о д а ч а в р е з а ­
н и я — пер и о д и ч е с ко е п о п ер еч н ое п е р е м е щ е н и е ш л и ф о в а л ь н о г о
кру га (или н о ж а ) в н а п р а в л е н и и , п е р п е н д и к у л я р н о м з а т а ч и в а е ­
мой п оверхн ости — о б ес п е ч и в а е т п о с л е д о в а т е л ь н о е с о ш л и ф о в ы в а н и е слоев м е т а л л а до с н я т и я необ хо ди м о го при пу ска.
Н а и б о л е е р а с п р о с т р а н е н ы н о ж е т о ч и л ь н ы е с т ан к и с к а р е т к о й
(рис. 5 8 , г ). К а р е т к а 3 несет на себе с у п п о р т 2 и ш л и ф о в а л ь ­
ную го л о вку 1. С о в е р ш а я в о з в р а т н о -п о с т у п а т е л ь н о е д в и ж е н и е
по н а п р а в л я ю щ и м стан и н ы , о н а в ы п о л н я е т п р о д о л ь н у ю п о д а чу
D s „р ш л и ф о в а л ь н о г о к р у г а в д о л ь н о ж а 4, за к р е п л е н н о г о на
ст о ле 5.
П ри з а т о ч к е торцем ч аш е чн ого к р у г а о б р а б о т а н н а я п о в е р х ­
ность п о л у ч а е т с я плоской (рис. 58, д) или вогнутой (рис. 58, е).
В о г н у т а я п оверхн ость, п о л у ч а е м а я при н а к л о н е оси ш л и ф о ­
в а л ь н о й головки на угол 5 . . . 8° к в е р т и к а л и , о б л е г ч а е т д о во д к у
з а д н е й поверхности л е з в и я но ж а .
Н а м е б ел ьн ы х п р е д п р и я т и я х д л я за т о ч к и н о ж е й и с п о л ьзу ю т
оте чес т вен н ы е п о л у а в т о м а т ы Т ч Н 6 -5 ( н а и б о л ь ш а я д л и н а с т а л ь ­
ных нож ей 670 м м ) , Т чН 1 3-5 ( н а и б о л ь ш а я д л и н а 1320 м м ) ,
Т чФ А -2 (с т а л ь н ы е и т в е р д о с п л а в н ы е нож и, у с т а н о в л е н н ы е в н о ­
ж е в ы х г о л о в к а х — сбо рн ы х ф р е з а х , д л и н а н о ж ей до 200 мм, д и а ­
метр кор п уса и н с т р у м е н т а до 180 мм) , а т а к ж е с т а н к и п р о и з ­
вод ства и н о с тр а н н ы х ф ирм.
П о с л е за т о ч к и и д о в о д к и н о ж и с п р я м о л и н ей н о й р е ж у щ е й
кр о м к о й д о л ж н ы о т в е ч а т ь те хн и ч е с ки м т р е б о в а н и я м , п р и в е д е н ­
ным выше. Р а д и у с о к р у г л е н и я р е ж у щ е й к р о м к и д о л ж е н бы ть
не более 5 .. .7 мкм.
П р и у с т а н о в к е н о ж е й в н о ж е в ы е в а л ы и гол о вки л'езвие
н о ж а д о л ж н о в ы с т у п а т ь з а к р о м к у с т р у ж к о л о м а т е л я (г у б к у ),
н о ж ев о го в а л а или з а ж и м н о г о к л и н а не б о л е е чем на 0 , 7 5 . ..
1 мм, о п т и м а л ь н ы й вы ступ д л я по л у ч ен и я н а и б о л е е г л а д к о й п о ­
в е р х н о с т и — 0,5 мм; все точки р е ж у щ и х к р о м о к всех нож ей,
у к р е п л е н н ы х в н о ж е в о м в а л у , д о л ж н ы н а х о д и т ь с я на о д и н а к о ­
вых по д л и н е р а д и у с а х р е з а н и я ( д о п у с к а е м о е о т к л о н е н и е 0 , 0 4 ...
150
0,06 мм) ; в ы в е р е н н ы е нож и д о л ж н ы бы ть н а д е ж н о з а к р е п л е н ы
на в а л у ; з а з о р м е ж д у н о ж а м и и о п о р н ы м и п о в е р х н о с т я м и не
д о п у с к а ет с я.
Д л я д о с т и ж е н и я п е р е ч и с л е н н ы х п о к а з а т е л е й точн ости у с т а ­
новки н о ж е й и с о к р а щ е н и я з а т р а т вр е м е н и на о п е р а ц и ю н е о б ­
хо д им о и с п о л ь з о в ат ь с п е ц и а л ь н ы е пр и с п о с о б л е н и я (рис. 5 8 , ж).
К о р п у с ф р е з ы 3 н а д е в а ю т на о п р а в к у 2 п ри с п о со б л е н и я . В п а зы
ко р п у с а в с т а в л я ю т з а т о ч е н н ы е н о ж и и к л и н ь я и сл-егка з а к р е п ­
л я ю т их р а с п о р н ы м и б о л т а м и . С п о м о щ ью рег у л и р о в о ч н ы х в и н ­
тов н о ж е в о й гол о вки з а г л у б л я ю т п ервы й н о ж 6 в к о рп у с так,
чтобы р е ж у щ а я к р о м к а не в ы с т у п а л а н а д кр о м к о й кл и н а. З а ­
тем у с т а н а в л и в а ю т ф р е з у в п о л о ж е н и е А (сечение / — I под и н ­
д и к а т о р о м 1), ф и к с и р у ю т п о к а з а н и е и н д и к а т о р а при к а са н и и
и зм е р и т е л ь н ы м н ак о н еч н и к о м к ро м к и к л и н а и, в р а щ а я л е вы й
регу л и р о во ч н ы й винт, д о б и в а ю т с я т р е б у е м о й в ы с та в к и л е зв и я
н а д кр о м к о й кли на. П е р е м е с т и в ф р е з ы в п о л о ж е н и е Б (сечение
I I — I I под и н д и к а т о р о м ), в р а щ е н и е м п р а в о г о р е г у л и р ов очн ого
в ин та д о б и в а ю т с я п а р а л л е л ь н о с т и р е ж у щ е й к р о м к и н о ж а 6
оси о п р а в к и . П р и это м п о к а з а н и я и н д и к а т о р а при к а с а н и и р е ­
ж у щ е й к р ом к и в обоих сечен иях д о л ж н ы бы ть о д и н а к о в ы м и .
О кончательно закреп ляю т нож 6 распорными болтами, вы вин­
ч и в а я их из кли на. А н а л о ги ч н о р е г у л и р у ю т второй н о ж 5 и по­
сл е д у ю щ и е нож и.
Д л я о б р а б о т к и д р ев ес и н ы со с к о р о с т я м и п од ачи с в ы ш е
20 м /м ин о б я з а т е л ь н а д и н а м и ч е с к а я (при в р а щ е н и и и н с т р у ­
м е н т а с н о р м а л ь н о й р а б о ч е й с ко ро стью ) ф у г о в к а н о ж е й с б о р ­
ного и н с тр у м ен т а (рис. 5 8 , з ) . С у щ н о с т ь ф у г о в к и —- в ы р а в н и в а ­
ние р а д и у с о в р е з а н и я всех нож ей, у с т а н о в л е н н ы х в н о ж е в о м
в ал у . Э то п о з в о л я е т с у щ е с т в е н н о сн и зи ть ш е р о х о в а т о с т ь ф р е з е ­
ро в а н н о й п оверхн ости или у в е л и ч и т ь п р о и зв о д и те л ь н о ст ь с т а н к а
без с н и ж е н и я к а ч е с т в а о б р аб о т к и .
Ф у г о в а т ь н ож и н у ж н о а б р а з и в н ы м б р уск о м из э л е к т р о к о ­
ру н д а бел ого зе р н и с то с т ью М 2 8 и т ве р д о с т ь ю С1 на к е р а м и ч е ­
ской с в я з к е по с л е д у ю щ е м у р е ж и м у .
Р еж и м ф у г о в а н и я н о ж ей сб о р н ы х ф р ез
Подача бруска:
продольная, м/мин
.........................................................................
1 ... 2
................................................................
0,005
поперечная, мм/дв. ход
Ширина фаски при заднем угле лезвия 15°, мм .............................. 0,15 . . . 0,2
П о д р о б н ы е инструкции по подготовке н о ж ей д л я ф р е з е р о в а ­
ния с о д е р ж а т р у к о в о д я щ и е технические м а т е р и а л ы Р И 11-00.
33. К о н с тр у кц и я и п о д го то в к а ф р е з
К онструкц ии ф р е з м но го о б р а зн ы . Это о б ъ я с н я е т с я п р и м е н е ­
нием ф р е з д л я многих видов р а б о т (п л о ско е и п р о ф и л ь н о е ф р е ­
з ер о в ан и е, ш и п о р е зн ы е о пер аци и, в ы р а б о т к а п а зо в и гнезд,
151
к о п и р о в а н и е ) на р а з л и ч н ы х с т а н к а х ( п р о д о л ь н о -ф р е зе р н ы х ,
ф р е зе р н ы х , ш и п о р е зн ы х , п а з о в а л ь н ы х , к о п и р о в а л ь н ы х ) .
П о способу к р е п л е н и я в с т а н к е р а з л и ч а ю т ф р е з ы н а с а д н ы е
и концевы е. Н а с а д н ы е ф р е з ы и м ею т ц е н т р а л ь н о е о тверстие, к о ­
т о р ы м ф р е з а н а с а ж и в а е т с я на р а бо ч и й ш п и н д е л ь с т а н к а , к о н ц е ­
в ы е — х во с то в и к д л я к р е п л е н и я в со о т в ет с т в у ю щ е м о твер стии
ш п и н д ел я .
П о цел ьности и н с тр у м е н т а , т. е. по том у, к а к с в я з а н ы р е ж у ­
щ ие э л е м е н т ы с корп усом и н с тр у м е н т а , ф р е з ы п о д р а з д е л я ю т на
ц е л ьны е, с б о р н ы е и составн ы е.
Ц е л ь н ы е ф р е з ы и зг о т о в л я ю т из одной за г о т о в к и м е ­
т а л л а (л е ги р о в ан н о й с т а л и ) , поэто м у они х а р а к т е р и з у ю т с я в ы ­
сокой точн остью и х о рош ей у р а в н о в е ш е н н о с т ь ю , что п о зв о л я е т
э к с п л у а т и р о в а т ь их при вы соко й ч ас т о т е в р а щ е н и я ш пин делей.
Ц е л е с о о б р а з н о п р и м е н я т ь т а к и е ф р е з ы при м ассовой о б р а б о т к е
н о р м а л и з о в а н н ы х п р о ф и л е й д ет а л е й .
Ц е л ь н ы е ф р е з ы б ы в аю т з а т ы л о в а н н ы е (с кри вой за д н е й п о ­
в ерх ностью зу б ье в ) и н е з а т ы л о в а н н ы е (с п р я м о й з а д н е й п о в е р х ­
н о стью ). П р е и м у щ е с т в о м з а т ы л о в а н н ы х ф р е з я в л я е т с я с т а б и л ь ­
ность п р о ф и л я о б р а б о т к и и у гл ов л е з в и я при у м е н ьш е н и и д и а ­
м етр а ф р е з ы в р е з у л ь т а т е заточек.
П о н а зн а ч е н и ю ц е л ь н ы е ф р е з ы п о д р а з д е л я ю т на ц и л и н д р и ­
ч еск ие д л я о б р а б о т к и пл оски х к р о м о к за г о т о в о к , п а з о в ы е д л я
в ы р а б о т к и п а з о в или четверти, п р о р е зн ы е (ф р е з ы -к р ю ч ь я ) д л я
ф о р м и р о в а н и я р а м н ы х и я щ и ч н ы х ш ипов, п р о ф и л ь н ы е д л я п о ­
л у ч е н и я п р я м о л и н е й н ы х или к р и в о л и н е й н ы х к р о м о к ф и гур н ого
с ечен ия (рис. 59, а, б, в ) .
З у б ь я ц е л ь н ы х ф р е з могут б ы ть о с н а щ е н ы п л а с т и н а м и из
т в е р д о го с п л а в а или и зн осо сто й ких и н с т р у м е н т а л ь н ы х с т а л е й
(например, Р6М 5).
С о с т а в н ы е ф р е з ы (рис. 59, г) сос то я т из дву х и б о лее
ц е л ь н ы х ф р е з д л я о б р а б о т к и с л о ж н ы х д в у ст о р о н н и х п р оф ил ей,
ко т о р ы е им ею т у ч астки , л е ж а щ и е в пл оско сти в р а щ е н и я
ф ре зы .
С б о р н ы е ф р е з ы (рис. 59, д, е) с о с то я т из ко р п у с а из
кон с тр ук ц и о н н ой с т а л и и в с т а в н ы х (см енны х ) н о ж е й из ценной
л е г и р о в а н н о й ст ал и , т. е. в пр и н ц и п е не о т л и ч а ю т с я от н о ж е в ы х
головок. Н а и б о л ь ш е е р а с п р о с т р а н е н и е пол уч ил и с о в р е м е н н ы е
к о н с тру к ц и и сб о р н ы х ф р е з д л я п р о д о л ь н о -ф р е з е р н ы х ( с т р о г а л ь ­
ных) с т а н к о в с ц а н го в ы м к р е п л е н и е м на ш пин дел е. С м е н н ы е
но ж и сбо рн ы х ф р е з м огут б ы ть о с н а щ е н ы п л а с т и н а м и из т в е р ­
дого с п л а в а .
Н а с а д н ы е ф р е з ы о б щ е го н а з н а ч е н и я п р и м е н я ю т во всех д е ­
р е в о о б р а б а т ы в а ю щ и х п р о и зв о д с т в а х , особен но ш и р о к о в м е ­
бельном . К р о м е ф р е з о б щ ег о н а з н а ч е н и я п р о м ы ш л е н н о с т ь в ы ­
п у с к а ет н а с а д н ы е ф р е з ы с п е ц и а л ь н о г о н а з н а ч е н и я д л я о б р а ­
ботки д е т а л е й с т а н д а р т н ы х п р о ф и л е й ( з а т ы л о в а н н ы е ф р е з ы д л я
152
Рис. 59. Н асадные фрезы:
а — цельная
пазовая дисковая незатылованная с твердосплавными пластинами; б —
прорезная для обработки зубчатых клиновых шипов; в — профильная затылованная
для обработки погонажных изделий; г — составная затылованная для обработки пря­
моугольного гребня; д — сборная цилиндрическая с непосредственной посадкой на
шпиндель; е — сборная для обработки проушек с резцами, оснащенными пластинами
из быстрорежущей стали
о б р а б о т к и ш п у н т о в и г р е б н е й ), д е т а л е й и у зл о в окон н ы х п е р е ­
пл ето в и д в е р н ы х полотен, п а р к е т а , л ы ж , к а б л у к о в и др.
В п р а к т и к е р а б о т ы т е х н и к а -т е х н о л о г а не р е д ко в о з н и к а е т не­
обходимость конструирования нестандартной фрезы для в ы р а ­
ботки н уж н ого п р о ф и л я в за г о то в к е . Н а и б о л е е в а ж н ы м и при
153
Рис. 60. Элементы конструирования фрез:
а — схема к обоснованию затылования фрез: б — построение профиля зуба по про­
филю детали; в — радиальное поднутрение зуба; г — косая боковая обточка зуба
к о н с тр у и р о в а н и и ф р е з я в л я ю т с я вопр осы о ф о р м л е н и я за д н е й
поверхности зу б а , с о о т в ет ст ви я п р о ф и л я зу б а п р о ф и л ю д ет а л и ,
об есп ечен и я н о р м а л ь н ы х у словий р а б о т ы тех у ч а с т к о в кон тур а
л е з в и я зу б а, к о т о р ы е л е ж а т в пл о ско сти в р а щ е н и я ф р е з ы ( н о р ­
м а л ьн о й к оси в р а щ е н и я ) или б л и зк и к ней.
Оформление задней
поверхности
(затылка)
з у б а (рис. 60, а ) . С а м о е п ростое р е ш е н и е — это с д е л а т ь з а д ­
нюю п ов е рх н ость зу б а ф р е з ы пл о с ко й со с л е д о м n i m l, з а д н и м си
и пер е д н и м yi у г л а м и . П о м ере и зн оса ф р е з ы п е р е т а ч и в аю т . З а ­
т а ч и в а т ь ф р е з у с л е д у е т т а м , где м ед л е н н е е он а ра с х о д у е т ся .
Е сли з а т а ч и в а е т с я з а д н я я г р а н ь п а р а л л е л ь н ы м и с л о я м и (с н и ­
м а е т с я слой м е ж д у п.\пц и « 2 m 2), после у д а л е н и я м е т а л л а в ы ­
сота зу б а у м е н ь ш а е т с я { R 2 < R \ ) , и р е з а н и е пр о в о д и т с я к а к бы
другой ф р езо й нового р а д и у с а R 2С р а в н и в а я у гл ы р е з а н и я новой ф р е з ы после пер еточки с и с ­
ход ны м и у г л а м и , н е тр удн о уб ед и т ься , что Y2 > Y i (внеш ний угол
Y2 т р е у г о л ь н и к а П\Спч б о л ь ш е вну т р е н н его у г л а 7 1 , не с м е ж н о г о
с н и м ); 6 2 < 6 i, т а к к а к б 2 = 90°— уг> a 8 i = 90 ° — 7 1 при у г > Yi- Т ак
к а к u = 90°— р, a p = c o n st по ус л о в и ю за т о ч к и , ti 2 < a i .
Т а к и м о б р а з о м , если у ф р е з ы з а д н я я п о ве р хн ость зу б а п л о с ­
к а я и з а т о ч к а п р о и зв о д и т с я по этой з а д н е й по верх н о сти п а р а л ­
л е л ь н ы м и сл о я м и , по м ере и зн о са зу б а его з а д н и й угол а у м е н ь ­
ш а е т с я и при д о ст а т о ч н о б о л ьш о м числе п е р е т о ч е к м о ж е т с т ат ь
нед о пу стим о м а л ы м . М о ж н о з а т а ч и в а т ь зу б по пл оскости з а д ­
ней п оверхн ости, с о х р а н я я ве л и ч и н у а, но это п р и в е д е т к у м е н ь ­
ш ен и ю у г л а з а о с т р е н и я р с потерей прочности ре зц а. А н а л о г и ч ­
ны е р е з у л ь т а т ы д а е т а н а л и з за т о ч к и по пер ед ней поверхности.
Р е ш е н и е з а д а ч и о б есп е ч е н и я п о с т о я н с т в а а з а к л ю ч а е т с я в п р и ­
д а н и и з а д н е й поверхн ости к р и во л и н е й н о го к о н ту р а по одной из
154
трех кри вы х : а р х и м е д о в о й сп и р ал и , л о г а р и ф м и ч е с к о й сп и р ал и ,
д уге о к р у ж н о с т и , про в е д е н н о й из см е щ е н н о г о цен тра.
Соответствие профиля зуба проф и л ю ф р е з е ­
р у е м о й д е т а л и . Ф резерование профильных деталей с боль­
ш ой вы сотой п р о ф и л я м о ж е т б ы ть т о л ь к о с п о м о щ ью це л ьн ы х
или с о с та вн ы х ф р е з: т о н к и е в с т а в н ы е н о ж и не пр и го д н ы д л я
р а б о т ы с б о л ь ш и м в ы л е том , а п р и м ен е н и е т о л с т ы х н о ж ей на
к в а д р а т н ы х г о л о в к а х о г р а н и ч и в а е т с я п р а в и л а м и те х н и к и б е з ­
опасности.
Н а и б о л е е ч ас т о в с т р е ч а ю щ и е с я п р о ф и л и д е т а л е й о б р а з о в а н ы
о т р е з к а м и п р я м ы х или кр и в ы х линий. П р о ф и л ь з у б а — это
т р а н с ф о р м и р о в а н н ы й п р о ф и л ь и зд е л и я . П у с т ь (рис. 60, б) А А —
плоскость, п е р п е н д и к у л я р н а я п л а с т я м и п а р а л л е л ь н а я узк о й
стороне д ет а л и . П о л о ж е н и е т о ч е к п р о ф и л я 1— 4 м о ж н о о т с ч и ­
т ы в а т ь от этой п р о и зв о л ь н о в ы б р ан н о й плоскости. Р а з н о с т ь р а с ­
стоян ий от к р а й н и х п ов ер хн остей п р о ф и л я я в л я е т с я глубиной
п р о ф и л я д е т а л и Ад. П р о ф и л и с ч и т а ю т с я гл у б о к и м и при /гд>
> 1 0 мм. П р и построении п р о ф и л я з у б а н аи б о л е е г л уб ок у ю
точку п р о ф и л я д е т а л и р а с п о л а г а ю т на в е р т и к а л и , п р о х о д я щ е й
ч ерез т о чк у п — н а и б о л е е в ы с т у п а ю щ у ю т о чк у зу б а . Н а и б о л ь ­
ш ий д и а м е т р ф р е з ы D я в л я е т с я н о м и н а л ь н ы м д и а м е т р о м .
И з схем ы видно, что в ы с о та з у б а h 3, и з м е р е н н а я по п е р е д ­
ней поверхности, б о л ь ш е вы со ты п р о ф и л я д е т а л е й /гд при у с л о ­
вии y > 0 ° , причем и с к а ж е н и е зу б а будет тем б ольш е, чем
б о л ь ш е у гол у. У глы р е з а н и я ф р е з ы (н о м и н а л ь н ы е ) б у дут д е й ­
ст ви т ел ьн ы д л я у ч а с т к а п р о ф и л я л е з в и я 1— 2, д л я у ч а с т к а 3 — 4
они не ск о л ьк о д р у ги е в с л е д с т в и е у м е н ь ш е н и я р а д и у с а , о д н а к о
это изм е н ен и е несу щ ественн о, но на у ч а с т к е 2 — 3 в плоскости
п е р п е н д и к у л я р н о й оси в р а щ е н и я з а д н и й угол б у д е т р а в е н 0°,
чего н е л ь з я д опустить. З а д н и й угол д л я т а к и х у ч а с т к о в п р о ф и л я
(или угол боко во го з а з о р а ) с о зд а е т с я косой боковой о бточкой
з а т ы л к а зу б а т а н г е н ц и а л ь н ы м п о д н утр ен и ем на угол т = 5 . . . 7 °
(рис. 60, г) или р а д и а л ь н ы м по д н у т р е н и е м на 0°30/ . . . Г , к а к
у зу б ь е в ст р о га л ь н о й пи лы (рис. 60, в ) .
К о н ц е в ы е ф р е з ы (рис. 61) им ею т х в ос то ви к д л я з а ­
к р е п л е н и я в п а т р о н е или ш п и н д е л е с т а н к а . Р а з л и ч а ю т ко н ц ев ы е
ф р е зы по числу л е зв и й (зу б ье в ) о д н о з у б ы е и д в у зу б ы е ; по
о ф о р м л е н и ю за д н е й п оверх н ости р е ж у щ е г о эл е м е н т а — за т ы л о в а н н ы е и н е з а т ы л о в а н н ы е ; по м а т е р и а л у р е ж у щ е й ч асти —
с т а л ь н ы е и т в е р д о с п л а в н ы е ; по ц ел ьн о сти — ц е л ь н ы е и с наи ай ным хвостовиком .
Н е з а т ы л о в а н н ы е ф р е з ы (рис. 61, а) д о л ж н ы у с т а н а в л и в а т ь с я
в п а т р о н а х , у к о тор ы х ось о т в е р ст и я д л я ф р е зы с м е щ е н а о т н о ­
с и тел ьн о оси х в о с т о в и к а с а м о г о п а т р о н а на эк с ц е н т р и с и т е т г
д л я того, чтоб ы о б р а з о в а т ь п о л о ж и т е л ь н ы й за д н и й угол р е з а н и я
з у б а ф р е зы . П р и эт о м р а з м е р о б р а б о т к и Ь (рис. 61, д) п о л у ч а ­
ется б о л ь ш е д и а м е т р а ф р е з ы D.
155
8
д
Рис. 61. Концевые фрезы:
а — незатылованная для фрезерования по контуру (однолезвийная); б — затылованная
для фрезерования по контуру (однолезвийная); в — затылованная для выборки гнезд
(двухлезвийная); г — для обработки ящичных шипов ласточкин хвост; д — незатыло*
ванная однолезвийная фреза в патроне; / — фреза; 2 — патрон; 3 — заготовка; z —
эксцентриситет (смещение оси фрезы относительно оси вращения шпинделя); в —
размер обработки (ширина паза, диаметр отверстия)
Рис. 62. Заточка фрез:
а — цельной затылованиой по передней поверхности; в — цельной незатыловашюй по
задней поверхности чашечным кругом; в — то же, плоским кругом; г — сборной с про­
фильными ножами
П о д го т о в к а ф р е з. П о д г о т о в к а к р а б о т е всех типов ф р е з з а ­
кл ю ч а е т с я в за т о ч к е , б а л а н с и р о в к е и у с т а н о в к е их в стан ок.
При з а т о ч к е д о лж н ы обеспечиваться стабильность про­
ф и л я о б р а б о т к и , угл ов р е з а н и я и р а в е н с т в о р а д и у с о в о д н о и м е н ­
ных л езвий. М н о г о о б р а з и е к о н с тр у к ц и й ф р е з т р е б у е т и с п о л ь з о ­
в а н и я р а з л и ч н ы х схем за т о ч к и р е ж у щ и х эл е м е н т о в (рис. 62).
1. Н а с а д н ы е ц е л ь н ы е и с о с та в н ы е з а т ы л о в а н н ы е ф р е з ы з а ­
т а ч и в а ю т по п ер ед н ей поверх н ости с с о х р ан е н и ем в е л и ч и н ы п е ­
редн его у г л а у (рис. 62, а ) . Д л я этого ось ф р е з ы д о л ж н а бы ть
с м е щ е н а от н ос и т е л ьн о р а б о ч е й п лоскости ш л и ф о в а л ь н о г о кр уга
на р а с с т о я н и е Hi = R s i n y , где R — р а д и у с ф р е зы .
2. Н а с а д н ы е ц е л ь н ы е и с о с та в н ы е н е з а т ы л о в а н н ы е ф р е зы
(с п р я м ы м з а т ы л к о м зу б ь е в ) з а т а ч и в а ю т по п ер ед н ей и за д н е й
п о в е рх н остя м . З а т о ч к у по п еред н ей по вер хн о сти в ы п о л н я ю т т а к
ж е, к а к и з а т о ч к у з а т ы л о в а н н ы х ф р ез. З а т о ч к а по з а д н е й п о ­
в ерхно сти д о л ж н а о б есп ечить с т а б и л ь н о с т ь з а д н е г о у г л а а
(рис. 62, б ) . Д л я этого при ч аш е ч н о м ш л и ф о в а л ь н о м к р у г е л е з ­
вие ф р е з ы д о л ж н о б ы ть у с т а н о в л е н о верш и н ой н и ж е оси ф р е зы
на в ел ич ину H 2 = R s m a . П р и отсутствии ч аш е ч н о г о к р у г а д о п у с ­
к а е т с я з а т о ч к а п л оски м кр у го м б о л ьш о го д и а м е т р а (рис. 62, в ) .
З д е с ь ось к р у г а р а д и у с а R K д о л ж н а б ы ть р а с п о л о ж е н а в ы ш е оси
ф р е зы на р а с с т о я н и е Н^ = R Ksina.
3. Н о ж и н а с а д н ы х сб о р н ы х ф р е з з а т а ч и в а ю т у к р е п л е н н ы м и
на к о рп усе ф р е з ы (рис. 62, г) или отдел ьно . Ф а с о н н ы е п р оф и л и
н о ж е й з а т а ч и в а ю т на с п е ц и а л ь н о м или у н и в е р с а л ь н о м о б о р у ­
дован ии.
4. У ко н ц е в ы х ф р е з б о к о в ы е л е з в и я з а т а ч и в а ю т по передней
п о вер хн о сти с с о х р а н е н и е м ве л и ч и н ы п е ред н его у г л а у. Т о р ц е ­
вы е л е з в и я з а т а ч и в а ю т по за д н е й г р а н и с посто янно й величиной
за д н е г о у г л а а. П р и ф о р м и р о в а н и и то р ц е во й к р о м к и н а д о у ч и ­
т ы в а т ь п о д н у т р е н и е т о р ц е в о й поверхн ости ф р е з ы к ц е н тр у на
1 . . . 2 °.
К а ч е с т в о за т о ч к и о п р е д е л я е т с я с оо тветствием п а р а м е т р о в
за т оче н н ой ф р е з ы у с т ан о в л е н н ы м н о р м а т и в а м . Д о п у с к а ю т с я
с л е д у ю щ и е п р е д е л ь н ы е о т к л о н е н и я п а р а м е т р о в ф р е з (н о р м а т и в
в ч и с л и т ел е д л я ф р е з н а с а д н ы х , в з н а м е н а т е л е — д л я к о н ц е ­
вых) :
Радиальное биение зубьев, мм
....................................................не более 0,05/—
Торцовое биение боковых поверхностей зубьев на сторону, мм
0,04/—
Продольный изгиб, мм
.....................................................................
—/0,05
Отклонения контурных действительных углов резания от но­
минальных, град, для лезвий:
торцовых
......................................................................................
—/± 0 ,0 5
боковых
..........................................................................................
± 1 /± 1
Отклонения углов поднутрения и косой боковой обточки при
± 0 ,5 /—
затыловании от номинальных, г р а д ...............................................
Ш ероховатость заточенных передних задних и боковых по­
верхностей зубьев R a , мкм
............................................................ не более 1,25/1,25
157
а
Рис. 63. Общий вид (а) и кинематическая схема
ного станка
6
(б)
универсального заточ­
С т а н к и д л я за т о ч к и ф р е зе р н о г о и н с тр у м е н т а б ы в а ю т у н и ­
в е р с а л ь н ы е или с п е ц и а л и зи р о в а н н ы е . О с о б е н н о ст ью л ю б о г о у н и ­
в е р с а л ь н о г о с т а н к а (З М 64 2, З М 6 4 2 Е и д р.) я в л я е т с я в о з м о ж ­
ность п е р е м е щ е н и я з а т а ч и в а е м о г о и н с т р у м е н т а отн о си тел ьн о
ш ли фовального круга в трех взаимно перпендикулярны х н а ­
п р а в л е н и я х : в е р т и к а л ь н о м (это д в и ж е н и е об ы чн о п р и д а е т с я
к р у г у ),
г о р и зо н т а л ь н о м
п оп ереч ном
(п р и д а е т с я
су пп орту
с т а н к а ) и г о р и з о н т а л ь н о м п р о д о л ьн о м (п р и д а е т с я с то лу с т а н к а ) .
К р о м е того, ш л и ф о в а л ь н а я г о л о в к а м о ж е т п о в о р а ч и в а т ь с я в о ­
к ру г в е р т и к а л ь н о й оси.
К о н с т р у к ц и я за т о ч н о го с т а н к а п о к а з а н а на рис. 63. С т а ­
нина 1 в ви д е чугунной т у м б ы им е е т н а п р а в л я ю щ и е , по к ото ры м
п е р е м е щ а е т с я с у п п ор т 2. П о п р о д о л ь н ы м н а п р а в л я ю щ и м с у п ­
п о рта м о ж е т п е р е д в и г а т ь с я стол 3. С тол состоит из д в у х частей:
вер хней и ниж ней. В е р х н я я ч ас т ь с т о л а 4 — п о в о р о т н а я — с л у ­
ж и т д л я у с т а н о в к и п еред н ей и за д н е й б аб о к , а т а к ж е р а з л и ч н ы х
при сп осо бл ен и й д л я з а к р е п л е н и я з а т а ч и в а е м о г о и н струм ен та.
Бы строе продольное перемещ ение стола вы полняется с по­
м ощ ью р у к о я т к и 5, а м е д л е н н о е — в р а щ е н и е м м а х о в и ч к а 6. Д л я
п е р е к л ю ч е н и я с ко ро стей п е р е м е щ е н и я с т о л а с л у ж и т к н о п к а 7.
П о п е р е ч н о е п е р е м ещ ен и е с т о л а в ы п о л н я е т с я в р а щ е н и е м м а х о ­
в и ч к а 8, д л я у д о б с т в а о б с л у ж и в а н и я р а с п о л о ж е н н ы х по обе с т о ­
роны с тола. В е р т и к а л ь н о е п е р е м е щ ен и е ш л и ф о в а л ь н о й г о ­
л о в к и 9 п рои схо ди т при в р а щ е н и и м а х о в и ч к а 10. Д л я п ов ор ота
ш л и ф о в а л ь н о й г о л о вки в о к р у г в е р т и к а л ь н о й оси с л у ж и т р у к о ­
я т к а 11. Угол п о в о р о т а о т с ч и т ы в а ю т по ш к а л е на колон ке. К.он158
ст р у к ц п я ш п и н д е л я гол овки п о зв о л я е т з а к р е п и т ь од н о вр е м е н н о
д в а ш л и ф о в а л ь н ы х кр у га , по од н о м у с к а ж д о й стороны. П у с к и
о с т а н о в к а э л е к т р о д в и г а т е л я о с у щ е с т в л я е т с я н а ж а т и е м кн о по к
12 и 13. С т а н о к к о м п л е к т у е т с я п р и с п о с о б л е н и я м и д л я в ы п о л н е ­
ния р а з л и ч н ы х р або т. Н а у н и в е р с а л ь н ы х с т а н к а х м о ж н о з а т а ­
ч и в а ть ф р е з ы д и а м е т р о м до 250 мм с д л и н о й р е ж у щ и х кр о м о к
до 630 мм.
Группу специализированны х станков составляю т п олуавто­
м а т д л я за т о ч к и с т а л ь н ы х и т в е р д о с п л а в н ы х н а с а д н ы х ц е л ьны х
и сб о р н ы х ф р е з Т чФ А -2 (д и а м е тр ф р е з 8 0 . . . 180 мм, н а и б о л ь ­
ш а я д л и н а р е ж у щ е й к р о м к и 200 м м ) , п о л у а в т о м а т д л я за т о ч к и
с т а л ь н ы х и т в е р д о с п л а в н ы х ко н ц е в ы х ф р е з Т ч Ф К Т (д и а м е тр
ф р е з до 40 м м ) ; р а з л и ч н ы е з а т о ч н ы е с т ан к и п р о и зв о д с т в а и н о ­
с т р а н н ы х ф ирм .
Балансировка
ф р е з — это о п е р а ц и я у с т р а н е н и я не­
у р а в н о в е ш е н н о с т и ин стр у м е н т а . П р и ч и н о й н е у р а вн о ве ш ен н о с т и
м огут б ы ть неточности и зг о т о в л е н и я и сбор к и, и зм е н ен и я ф о р м ы
и р а з м е р о в и н с тр у м е н т а в п ро ц ессе э к с п л у а т а ц и и . С л е д с т в и е м
н е у р а в н о в е ш ен н о с т и и н с тр у м е н т а я в л я е т с я в и б р а ц и я и п о в ы ­
ш ен ны й ш ум при р а б о т е с тан ко в, п р е ж д е в р е м е н н ы й в ы х о д их
из строя. Р а з л и ч а ю т б а л а н с и р о в к у с т ат и ч е с к у ю и д и н а м и ч е ску ю .
С т а т и ч е с к у ю б а л а н с и р о в к у в ы п о л н я ю т без в р а щ е ­
ния ф р е з ы с р а б о ч е й ч астотой, т. е. в с тати к е. Е ю о г р а н и ч и в а ­
ю тся д л я у зк и х ф рез, у к о торы х о т н о ш ен и е д л и н ы L к д и а м е т р у
D не п р е в ы ш а е т 0,2.
Нели в н е у р а в н о в е ш е н н о м и н с тр у м е н т е (рис. 64, а) центр
м ассы т с м е щ е н от н ос и т е л ьн о оси в р а щ е н и я на р а с с т о я н и е г,
то при в р а щ е н и и и н с тр у м е н т а с угл о во й с кор остью со ( н а п о м ­
ним, что ш = 2 л «/60, где п — ч ас т о т а в р а щ е н и я ф р е зы , м и н ^ 1)
будет в о з н и к а т ь н е у р а в н о в е ш е н н а я с и л а ин ерции / г = т га » 2.
Ч т о б ы у р а в н о в е с и т ь эту силу, нео б х оди м о искусственн о с о з д а т ь
сил у F у, р а в н у ю F, но н а п р а в л е н н у ю в п р о т и в о п о л о ж н у ю с т о ­
рону. Э того м о ж н о д об и т ьс я , у с т а н о в и в по л ини и д е й с тв и я силы
I
I
F
ш
?
I
з
I
а
Д
F
6
Рис. 64. Схемы уравновеш ивания фрезерного инструмента:
а — статического; б — динамического
159
F (по д р у гу ю стор ону от оси в р а щ е н и я ) п р оти в ов ес массой т у
на р а с с то я н и и г у от оси в р а щ е н и я , п о д о б р а в вел и ч и н ы т у и гу
т а к и м о б р а з о м , чтоб ы с о б л ю д а л о с ь р а в е н с т в о тга)2 = т угуау1.
Н а п р а к т и к е с т ат и ч ес к у ю б а л а н с и р о в к у в ы п о л н я ю т с л е д у ю ­
щ и м о б р а з о м (рис. 64, а ) . Ф р е з у 1 н а с а ж и в а ю т на о п р а в к у 2 и
у с т а н а в л и в а ю т на г о р и з о н т а л ь н ы е п р и з м а т и ч е с к и е п а р а л л е л и
(н о ж и ) 3 п р и сп о с о б л е н и я , т очн о у с т а н о в л е н н о г о в г о р и з о н т а л ь ­
ной плоскости. П о с л е н е ск о л ь к и х к а ч а н и й и н с тр у м е н т с о п р а в ­
кой о с т а н а в л и в а е т с я в п о л о ж ен и и , ко г д а ц е н тр м ассы р а с п о л а ­
г а е т с я внизу. В верх ней (б олее л е г к о й ) ч асти ф р е зы , на в е р т и ­
кальном ди ам етре к корпусу фрезы прикрепляю т
г р у зи к
(обы чно к усоч ек п л а с т и л и н а ) и сно в а п р о в е р я ю т у р а в н о в е ш е н ­
ность. О п е р а ц и ю п о в т о р я ю т не с к о л ьк о р а з, д о б и в а я с ь т а к о г о с о ­
стоян и я , к о г д а ф р е з а с о п р а в к о й о с т а н а в л и в а е т с я на п а р а л л е ­
л я х в л ю б о м п р о и зв о л ь н о м п о л о ж ен и и . П о с л е это го грузи к и
сн и м а ю т с ко р п у с а ф р е з ы и в зв е ш и в а ю т . П р о и з в е д е н и е м ассы
гр у зи к о в т г на р а д и у с их п р и к р е п л е н и я гг о п р е д е л я е т велич ину
д и с б а л а н с а ( н е у р ав н о в е ш е н н о с т и ф р е з ы ) :
D = m rrr.
(109)
У р а в н о в е ш и в а ю т ф р е з у у д а л е н и е м (с та ч и в а н и е м , в ы с в е р л и
в а н и е м ) м е т а л л а с т я ж е л о й ч асти ф р е з ы в н е р а б о ч е й зо н е иЛ
у с т а н о в к о й п р о т и в о в е с а (н а п р и м е р , в в и н ч и в а н и е м сп е ц и а л ь н о г о '
в и н т а ) в л е гк о й ч асти ф р е зы . В об о их с л у ч а я х з а д а ю т с я р а с ­
с т о ян и е м гу, на к отор ом б уд е т у с т а н о в л е н а д о п о л н и т е л ь н а я или
у д а л е н а и з л и ш н я я м а с с а , а з а т е м в ы ч и с л я ю т эт у у р а в н о в е ш и ­
в а ю щ у ю м ассу
tny — D l r y .
(110)
Д о б и т ь с я и д е а л ь н о г о у р а в н о в е ш и в а н и я ф р е з ы п р а к ти ч е с к и
нев о зм о ж н о . Д о п у с к а е т с я о с т ат о ч н ы й д и с б а л а н с ф р е з д и а м е т ­
ром 1 2 0 . . . 180 мм вел ич иной 3 . . . 5 г - с м ( 3 0 . . . 50 г - м м ) . Д л я
п р о в е д е н и я ст ат и ч е с ко й б а л а н с и р о в к и нео б х оди м при бор П Б
(м а к с и м а л ь н ы й д и а м е т р и н с тр у м е н т а 400 м м ).
К о н ц е в ы е ф р е зы , о собен н о н е з а т ы л о в а н н ы е , т р е б у ю щ и е э к с ­
цен тр и чно го з а к р е п л е н и я от н ос и т е л ьн о оси ш п и н д е л я , д о л ж н ы
т щ а т е л ь н о б а л а н с и р о в а т ь с я в м есте с п атр он ом .
Д и н а м и ч е с к о й б а л а н с и р о в к е долж ны подвергаться
ф р е зы , у кот о р ы х о т н о ш ен и е д л и н ы
кд и а м е т р у
б о л ь ш е 0,2.
В т а к о м и н с тр у м е н т е н е у р а в н о в е ш е н н ы е
м ассы м огут
нахо­
ди ться в нес к о л ьк и х п л о ск о с т я х (поп ер еч ны х сечен иях ф р е з ы ) .
Н а рис. 64, б п о к а з а н ин струм ент, в с ечен и я х / и / / которого
р а с п о л о ж е н ы н е у р а в н о в е ш е н н ы е м ассы т, о д и н а к о в ы е по в е л и ­
чине и у д а л е н н ы е на о д и н а к о в ы е р а с с т о я н и я г, но в р а з н ы е с т о ­
роны от оси в р а щ е н и я . Т а к о й и н стр у м е н т у р а в н о в е ш е н с т а т и ч е ­
ски, силы инерции в ы д е л е н н ы х м а с с б удут в з а и м н о п о г а ш а т ь с я .
Н о этот и н с тр у м е н т не у р а в н о в е ш е н д и н а м и ч е с к и в отнош ен ии
100
м о м ента, с о з д а в а е м о г о с и л а м и инерции M = F l . Н е у р а в н о в е ш е н ­
ный м ом е н т сил ин ерции т а к ж е, к а к и н е у р а в н о в е ш е н н ы е силы,
я в л я е т с я источн иком в и б р а ц и и и ш ум а.
Л ю б о е число т а к и х н е у р а в н о в е ш е н н ы х м асс в и н с тр ум е н те
м о ж е т б ы ть у р а в н о в е ш е н о в дву х п р о и зв о л ь н о в ы б р а н н ы х п л о с ­
к о стях (с е ч е н и я х ), н а з ы в а е м ы х п л о с к о с т я м и и с п р а в л е ­
н и я . В ы я в и т ь д и н а м и ч е с к у ю н е у р а в н о в е ш е н н о с т ь в эти х п л о с ­
ко стя х м о ж н о т о л ь к о во в р е м я в р а щ е н и я и н с тр у м е н т а на
с п е ц и а л ь н о й б а л а н с и р о в о ч н о й м а ш и н е : ве л и ч и н у и у г л о в о е п о ­
л о ж е н и е у р а в н о в е ш и в а ю щ и х гру зов в п л о с к о с т я х и с п р а в л е н и я ,
в к а ч е с т в е к о т о р ы х об ы чно в ы б и р а ю т т о р ц е в ы е по вер хн о сти и н ­
стр у м е н та.
Д л я б а л а н с и р о в к и д е р е в о р е ж у щ е г о и н с тр у м е н т а и с п ользу ю т
б а л а н с и р о в о ч н ы е м а ш и н ы 9712 (м а с с а и н с тр у м е н т а 0 , 3 . . . 3 , 0 кг,
ч ас т о т а в р а щ е н и я 2 0 0 0 . . . 4000 м ин- 1 ), 9713 ( 0 , 1 . . . 10 кг, 1 0 0 0 . . .
4000 мин- 1 ), 9 7 1 5 Р ( 1 . ..1 0 0 кг, 6 0 0 .. .3200 мин- 1 ). П р и п р о ­
ведении д и н а м и ч е с к о й б а л а н с и р о в к и н еоб хо ди м о п о л ь з о в а т ь с я
тех нич еским о п и с ан и е м или ин струк ц и ей по э к с п л у а т а ц и и к о н ­
кретной м аш и ны .
П р и е м ы у с т а н о в к и ф р е з в с т а н к а х о п р е д е л я ю т с я ви>м ф р е зе р н о г о и н с тр у м ен т а , ко н с тр у к ц и е й и н с тр у м е н т а и
а н к а . О с н о в н ы е т р е б о в а н и я к у с т ан о в к е : п р о с т о т а о пера,ии, точн ость ц е н т р и р о в а н и я ин стр у м е н т а , н а д е ж н о с т ь з а к р е п ­
л ения.
С п осо б ы к р е п л е н и я ф р е зе р н о г о р е ж у щ е г о и н с тр у м е н т а на
ш п и н д е л я х с т а н к о в п о к а з а н ы на рис. 65.
П р и н е п осред ствен н ой п о с а д к е на ш п и н д е л ь (рис. 65, а)
ф р е з а 3 у п и р а е т с я в б у р т и к ш п и н д е л я 1 и з а ж и м а е т с я г а й к о й 5.
Д л я и зм е н ен и я п о л о ж е н и я ф р е з ы по вы со те и с п о л ьзу ю т простановочны е к о л ь ц а 2, п р о к л а д к и или ш а й б ы 4.
Е сли д и а м е т р пос а д о ч н о го о т в е р ст и я б о л ь ш е д и а м е т р а ш п и н ­
д ел я , п р и м е н я ю т п о с а д к у на ш п и н д е л ь ч ер ез в т у л к у ( р и с . 6 5 , б ) .
Ф р е з у с н а ч а л а з а к р е п л я ю т на в т у л к е 6 г ай к о й 7, а з а т е м в т у л к у
у с т а н а в л и в а ю т на ш п и н д е л ь и к р е п я т з а т я ж н о й гайкой.
В с л у чае, ко гд а ш п и н д е л ь не имеет р е зь б ы д л я к р е п л е н и я
ф ре зы , и с п о л ьзу ю т ц а н го в у ю о п р а в к у (рис. 65, в ) . О п р а в к а
им еет в н утрен н ю ю кон у сн у ю р а з р е з н у ю 8 и н а р у ж н у ю 9 втулки.
Ф р е зу у с т а н а в л и в а ю т на н а р у ж н у ю в т у л к у и к р е п я т гайкой.
З а т е м о п р а в к у с ин стр у м е н т о м у с т а н а в л и в а ю т на ш п и н д е л ь и
за к р е п л я ю т , в р а щ а я в е рх н ю ю з а т я ж н у ю гайку. П р и этом н а ­
р у ж н а я в т у л к а с м е щ а е т с я по в нутренн ей конической, в р е з у л ь ­
т а т е чего р а з р е з н а я ее ч ас т ь плотно о х в а т ы в а е т ш пин дел ь.
Е сли ш п и н д е л ь с т а н к а не им еет осевого регу л и р о во ч н о го пе­
р е м е щ е н и я , ф р е з а м о ж е т к р еп и т ься в у с тан ов очн ой головке,
с н а б ж е н н о й у ст р о й с тв о м д л я р е г у л и р о в а н и я п о л о ж е н и я ф р е зы
от н ос и т ел ьн о р а б о ч е й поверхн ости с т о л а (рис. 65, г ) . П о л о ж е ­
ние го л о вки 11 с ф р е зо й р е г у л и р у ю т при о с л а б л е н н о й внутрен161
Рис. 65. Способы крепления фрезерного режущ его инструмента на шпинде­
лях станков:
а — непосредственной посадкой; 6 — посадкой через переходную втулку; в — цанговой
оправкой; г — в установочной головке; д — двумя короткими конусными цангами; е —
гидропластмассовым устройством; ж — в специальном эксцентричном патроне
ней в т у л к е в р а щ е н и е м винта 10, которы й у п и р а е т с я в т о р е ц
ш н ин дел я.
Р а с п р о с т р а н е н о с т а н д а р т н о е к р е п л е н и е (рис. 65, д) н ож ев ой
гол ов ки на г о р и зо н т а л ь н о м ш п и н д е л е д в у м я ко р о т к и м и к о н у с ­
н ы ми ц а н г а м и 13, з а ж и м а е м ы м и г а й к а м и 15. Ш т и ф т ы 12 в к о р ­
пусе г ол ов ки в х о д я т в п р о р е зи ц ан г, п р е д о т в р а щ а я их поворот.
Н а п р а в л я ю щ и й винт 14 при в в и н ч и в а н и и вх од ит в ш поноч ны й
п а з ш п и н д е л я и с л у ж и т д л я ф и к с и р о в а н и я го л о в к и и у в е л и ч е ­
ния н а д е ж н о с т и п е р е д а ч и к р у т я щ е г о м ом ента.
В з а р у б е ж н ы х м о д е л я х с т а н к о в по л у ч ил и р а с п р о с т р а н е н и е
г и д р о п л а с т м а с с о в ы е у с т р о й с тв а д л я з а к р е п л е н и я ф р е з на ш п и н ­
д е л я х (рис. 65, е). Т о н к о с т е н н а я в т у л к а 2 з а п р е с с о в а н а в к о р ­
пус ф р е з ы 3. В н у т р е н н я я поверхн ость вт у л к и о д н о в р е м ен н о я в ­
л я е т с я ц е н тр и р у ю щ е й и з а ж и м а ю щ е й . В пол ость м е ж д у вту лкой
и ф р е зо й под д а в л е н и е м н а г н е т а е т с я г и д р о п л а с т м а с с а 4. Д а в л е ­
ние с о з д а ю т в р а щ е н и е м в и н т а - п л у н ж е р а 5. Д л я о т к р е п л е н и я
ф р е з ы д а в л е н и е в полости у м е н ь ш а ю т , в ы в и н ч и в а я в ин т 6.
К р е п л е н и е о б ес п е ч и в а е т п о в ы ш ен н у ю точн о сть ц е н т р и р о в а н и я
ф р е з ы на ш п и н д е л е 1.
К о н ц е в ы е ф р е з ы з а т ы л о в а н н ы е к р е п я т в ц а н го в ы х п а т р о н а х ,
незаты лованны е — в специальны х патронах с эксцентриситетом
г оси о т в е р с т и я под ин с тр у м е н т о тно с и т е л ьн о оси х в о с т о в и ка
п а т р о н а (рис. 65, ж). Ф р е з а 1 у д е р ж и в а е т с я в кор п усе п а т р о н а 2
винтом 7. Х в о с т о в и к 5 п а т р о н а у с т а н а в л и в а ю т в кон у сное о т в е р ­
стие ш п и н д е л я 6 и з а т я г и в а ю т га й к о й 4. В ко р п у с е п а т р о н а и м е ­
ется 6 о т в е р ст и й д л я в в и н ч и в а н и я б а л а н с и р о в о ч н ы х винтов.
34. Конструкция и подготовка токарных резцов
Р е ж у щ и й и н с тр у м е н т т о к а р н ы х с т а н к о в д л я о б р а б о т к и д р е ­
весины — ру ч ны е и с т ан о ч н ы е т о к а р н ы е резцы , к р у г л о п а л о ч н ы х
с т а н к о в — с м е н н ы е н о ж и н о ж е в ы х г о л о в о к (рис. 66).
Ручные токарные резцы при р а б о т е у с т а н а в л и в а ю т на с п е ­
ц и а л ь н о м п о д р у ч н и к е и у д е р ж и в а ю т р ука м и .
Д л я ч ерн ового то ч е н и я п р и м е н я ю т о б д и р о ч н ы е р е зц ы с п о л у ­
к р у г л ы м л е з в и е м (на рис. 66, а, поз. I) в вид е ж е л о б ч а т о й п л а ­
стины с ф аск ой . Ш и р и н а р е з ц а 3 . . . 5 0 мм, угол за о с т р е н и я
30 . . . 35°. Т а к и м и р е з ц а м и м о ж н о р а б о т а т ь с п од ачей на о б оро т
до 3 мм при гл у б и н е т о чени я не б о л е е 5 мм.
Д л я чистового то ч е н и я и с п о л ь з у ю т р е зц ы с косым л е зв и е м
( I I ) . Ш и р и н а чисто вы х р е зц о в (к о с я к о в ) 6 . . . 5 мм, угол з а о с т р е ­
ния л е з в и я 2 0 . . . 30°, скос л е з в и я о тн оси тел ьн о про д о л ьн о й оси
р е з ц а 7 0 . . . 80°. Э ти м и р е з ц а м и м о ж н о р а б о т а т ь с п од ачей на
об о р о т 0 , 5 . . . 1,5 мм при г л у б и н е т очени я 1 . . . 2 мм.
Д л я об то ч ки вн утрен н и х поверхностей п р и м ен я ю т р а с то ч н ы е
р е зц ы
( к р ю ч к и ), часто и м е ю щ и е к р и в о л и н ей н у ю р е ж у щ у ю
к р о м к у ( I I I — V ) , д л я н а р е з к и р е зь б ы — р е зц ы гре бе н ки ( V I ) .
6»
163
а
6
Рис. 66. Реж ущ ий инструмент для точения древесины:
а — токарные ручные резцы: / — с полукруглым лезвием для чернового точения; II —
с прямым лезвием для чистового точения; III—VI — для фигурного точения; б — то­
карный станочный проходной резец для чистового точения; в — ножевая головка круг­
лопалочного станка; / — корпус; 2 — резцедержатель; 3, 5 — болты; 4 — нож
Т о л щ и н а пл о с ко й ч асти ру ч ны х т о к а р н ы х р е зц о в 3 . . . 4 мм,
д л и н а р а б о ч е й ч асти 1 1 0 . . . 1 3 0 мм, о б щ а я д л и н а с р у к о я т к о й
265 мм. П р и р а б о т е с по д р у ч н и к о м ве р ш и н у л е з в и я р а с п о л а г а ю т
не с к о л ьк о в ы ш е оси ц е н тр ов т о к а р н о г о с т а н к а , п р и д а в а я р е зц у
т а к о й у клон , чтоб ы п о д д е р ж и в а л с я угол р е з а н и я п о р я д к а
4 5 . . . 50°.
С т а н о ч н ы е т о к а р н ы е р е зц ы з а к р е п л я ю т в суп п о рте с т ан к а .
В за в и с и м о с т и от н а з н а ч е н и я они подобно р уч ны м р е з ц а м им ею т
р а з л и ч н у ю г е о м е тр и ю р е ж у щ е й части. Н а рис. 66, б в ка ч е с тв е
п р и м е р а п о к а з а н п рох од ной чистовой р езец. Н а и л у ч ш и е у г л о ­
в ы е п а р а м е т р ы г л а в н о г о л е з в и я с т ан очн о го т о к а р н о г о р е зц а :
а = 8 . . . 15°, р = 30 . . . 40°, v = 4 5 . . . 5 5 ° .
Р е зц ы к р у г л о п а л о ч н ы х го л о в о к - это с м енны е н о ж и н о ж е ­
вы х г о л о в о к к р у г л о п а л о ч н ы х ст ан к о в , п р е д н а з н а ч е н н ы х д л я и з ­
го то в л е н и я д е т а л е й ц и л и н д р и ч ес к о й ф о р м ы или с п л а в н о и з м е ­
н я ю щ и м с я по д л и н е д е т а л и д и а м е т р о м . П о с у щ е с т в у нож и
кр у г л о п а л о ч н ы х с т а н к о в я в л я ю т с я р а зн о в и д н о с т ь ю с т ан очн ы х
т о к а р н ы х р езцо в. Они з а к р е п л я ю т с я в го л о в к е (рис. 66, в) б о л ­
та м и . Р е ж у щ а я к р о м к а со сто р о н ы в х о д а за г о т о в к и им еет з а ­
к р у г л е н н у ю ч ас т ь д л я п л а в н о г о в р е за н и я .
Р уч н ы е т о к а р н ы е р е зц ы и з г о т о в л я ю т из у гл е р о д и с т ы х и н ­
с т р у м е н т а л ь н ы х с т а л е й У10А, У12, д л я и зг о т о в л е н и я стан очн ы х
164
р езц ов п р и м е н я ю т л е г и р о в а н н ы е (Х В Г, IJIX I5) или б ы с т р о р е ­
ж у щ и е (Р 6 М 5 , Р 9 ) стал и . Р у ч н ы е т о к а р н ы е р е зц ы с одной ф а с ­
кой з а т а ч и в а ю т по за д н е й п оверхн ости, с д в у м я ф а с к а м и — по
перед ней и з а д н е й п ов е рх н ост я м . С т а н о ч н ы е т о к а р н ы е резцы
(проход ны е, о т р е з н ы е и др.) з а т а ч и в а ю т со с тор оны з а д н е й и
перед ней п оверхн остей. Д л я за т о ч к и т о к а р н ы х р е зц о в п р и м е ­
няю т ш л и ф о в а л ь н ы е круги зе рн и стос тью 2 0 . . . 4 0 , т в е р д о ст ью
СМ 1. П о с л е за т о ч к и р е зц ы д о в о д я т на д о в одоч н ом с т а н к е или
в ручную оселком . Н о ж и к р у г л о п а л о ч н ы х г о л о в о к з а т а ч и в а ю т по
передней ф а ск е . О б ы чн о и с п о л ьзу ю т у н и в е р с а л ь н ы е з а т о ч н ы е
станки. П р а в и л ь н о с т ь за т о ч к и о ц е н и в а ю т по ф о р м е л е з в и я (к о н ­
т р о л и р у е т с я ш а б л о н о м ) и о с тр оте р е ж у щ е й кром ки.
35. К о н с т р у к ц и я и п о д г о то в к а с в е р л и л ь н о г о
и д о л б е ж н о г о и н с тр у м е н т а
К о н с т р у к ц и я сверл и зен к е р о в . К о н с т р у к ц и я с в е р л а о п р е д е ­
л я е т с я его те х н о л о ги ч е с к и м н а зн а ч е н и е м : видом о б р а б а т ы в а е ­
мого м а т е р и а л а , н а п р а в л е н и е м с в е р л е н и я о т н о с и т е л ьн о вол окон
д р ев е с и н ы или пл оско сти плиты (в п л а с т ь или в к р о м к у ) , р а з ­
м е р а м и о т в е р ст и я или гн езд а.
З е н к е р ы по п ри н ц и п у р а б о т ы я в л я ю т с я с в е р л и л ь н ы м и н с тр у ­
м ентом , п р и м е н я е м ы м д л я частич но го р а с с в е р л и в а н и я о тверстий
(н а п р и м е р , д л я в ы б о р а у г л у б л е н и я под г о л о в к у в и н та ) или ф о р ­
м ирования фасонных выемок в деталях. Конструкции сверл и
з е н к е р о в п о к а з а н ы на рис. 67.
С в е р л а о п и р а л ь н ы е с це н тр о м и п о д р е з а т е л я м и ( с т а л ь н ы е по
Г О С Т 22053— 76 и т в е р д о с п л а в н ы е по Т У 2-035-631— 78, Т У 2035-962— 84)
им ею т т и п о р а з м е р ы с д и а м е т р о м с в е р л е н и я
4 . . . 32 мм и д л и н о й с в е р л а 6 0 . . . 200 мм. С в е р л а ц и л и н д р и ч е ­
ские с п и р а л ь н ы е с кон ической за т о ч к о й д л я с в е р л е н и я в д о л ь в о ­
л о ко н (с т а л ь н ы е по Г О С Т 22057— 76) и з г о т а в л и в а ю т ко р о т к и е
(д ли но й 4 5 . . . 145 мм при д и а м е т р е 2 . . . 12 мм) и д л и н н ы е
(д л и н а 130 . . . 210 мм при д и а м е т р е 5 . . . 20 м м ).
С в е р л а ч а ш е ч н ы е д л я в ы с в е р л и в а н и я су чк ов (с т а л ь н ы е и
т в е р д о с п л а в н ы е по Т У 2-035-594— 77, Т У 2-035-787— 80 и др.)
им ею т д и а м е т р ы 1 5 . . . 40 мм и д л и н у 6 0 . . . 150 мм. С в е р л а ц и ­
л и н д р и ч е с к и е пу с т о т ел ы е с в ы т а л к и в а т е л я м и д л я о б р а б о т к и
п р о б о к (по ТУ 2-035-862— 82) в ы п у с к аю т с я д и а м е т р о м 20 . ..
45 мм. З е н к е р ы ц и л и н д р и ч ес к и е и конические, к о м б и н и р о в а н н ы е
со с п и р а л ь н ы м и с в е р л а м и , при д и а м е т р а х с в е р л а 3 . . . 12 мм о б ­
р а з у ю т у г л у б л е н и я д и а м е т р о м 8 . . . 22 мм.
С в е д е н и я об и н с т р у м е н т а х д л я в ы р а б о т к и п р о д о л г о в а т ы х
г н е зд и п а зо в (ко н ц е в ы х ф р е з а х и гн е зд о в ы х ф р е з а х ) б ы л и п р и ­
ведены ранее.
П о д го т о в к а и н с тр у м е н т а . З а т о ч к а р а зл и ч н ы х типов сверл и
з е н к е р о в т р е б у е т вы п о л н е н и я р а з л и ч н ы х прием ов, а т а к ж е
165
Рис. 67. Сверла и зенкеры:
а — спиральное сверло с центром и подрезателями для сверления поперек волокон
древесины; 6 — спиральное сверло с конической заточкой для сверления вдоль воло­
кон; в — чашечное сверло для высверливания сучков; г — цилиндрическое пустотелое
сверло с выталкивателем для обработки пробок; д — комбинированный со сверлом ци­
линдрический зенкер; е — конический зенкер
п р и м ен е н и я п р и сп осо бл ен и й и ш л и ф о в а л ь н ы х к р уго в (п о д ро бн о
технология заточки излож ен а в руководящ их м атери алах Р И
13-00).
С в е р л а с н а п р а в л я ю щ и м ц е н тр о м и п о д р е з а т е л я м и з а т а ч и ­
в а ю т с з а д н е й сто р о н ы о с н о вн ы х л е зв и й и в н у тре н н ей стороны
п о д р е з а т е л е й и по г р а н я м п и р а м и д ы це н тр а . П р а в и л ь н о з а т о ­
ченное с в е р л о д о л ж н о им еть н а п р а в л я ю щ и й цен тр с с и м м е т ­
рично р а с п о л о ж е н н ы м и г р а н я м и и осью с в е р л а , осно в н ы е л е з ­
вия, р а с п о л о ж е н н ы е на о дном ур овне, и п о д р е з а т е л и о д и н а к о в о й
ф о р м ы . П р и ко н ич еск о й з а т о ч к е р е ж у щ е й ч асти обе р е ж у щ и е
к р о м к и д о л ж н ы б ы ть о д и н а к о в о й д л и н ы и с о д и н а к о в ы м угл ом
н а к л о н а к оси с в е р л а.
С р е д н я я ч ас т ь п оп еречного р е б р а
(п е р е м ы ч к и )
сверла
д о л ж н а с о в п а д а т ь с осью в р а щ е н и я , д л и н а п е р е м ы ч к и не
д о л ж н а п р е в ы ш а т ь 1 , 5 . . . 2 мм. Т о р ц е в ы е повер хн ости с в е р л а
(за д н и е поверхн ости л е зв и й ) д о л ж н ы б ы ть за т о ч е н ы по д углом
а = 1 5 . . . 2 5 ° к п оверх н ости в р а щ е н и я , о п и с ы в а е м о й р е ж у щ и м и
к р о м к а м и с в е р л а . О т к л о н е н и я у гл о в л е з в и я от н о м и н а л ь н ы х
зн а ч е н и й не д о л ж н ы п р е в ы ш а т ь 1°.
Д л я заточки применяю тся следую щ ие оборудование и при­
с п о с о б л ен и я : у н и в е р с а л ь н о -з а т о ч н ы й ст ан о к , п р и с п о со б л е н и я
д л я за т о ч к и свер л , к о н т р о л ь н ы е ш а б л о н ы д л я п р о в е р к и п р а ­
в и л ьн ости заточк и .
П р и у с т а н о в к е в с т а н о к с в е р л а с ц и л и н д р и ч ес к и м х в о с т о в и ­
ком з а к р е п л я ю т в п а т р о н а х р а з л и ч н ы х кон стру к ций . Н а и б о л е е
166
распространены в практике деревообработки самоцентрирующ и е двух- и т р е х к у л а ч к о в ы е п атрон ы ( д и а м е т р ы хв остовиков
с в ерл до 1 5 . . . 20 м м ). Д л я з а к р е п л е н и я с в ер л с постоянны м
д и а м е т р о м х в о с т о в и к а р е ко м е н д у е т с я п р и м е н я ть ц а н го в ы е п а т ­
роны , о б е с п е ч и в а ю щ и е в ы со к у ю точн ость и н с тр у м е н т а (со ос­
нос т ь). С в е р л а с к он ич еск им и х в о с т о в и к а м и з а к р е п л я ю т в ко н и ­
ческих в т у л к а х , я в л я ю щ и х с я ч а с т я м и ш пин делей.
Ш пиндели современных
м н о г о ш п и н д е л ьн ы х с в е р л и л ь н ы х
с т а н к о в в ы п о л н я ю т с я с р е зь б о в ы м и о т в е р ст и я м и . П е р е д у с т а ­
новкой в с т а н о к с в е р л о с н а ч а л а у с т а н а в л и в а ю т в перех од но й
в т у л к е и з а к р е п л я ю т в и н та м и , у п и р а ю щ и м и с я в л ы с к и х в о с т о ­
в ика, з а т е м в т у л к у со с в е р л о м в в и н ч и в а ю т в о т в е р ст и е ш п и н ­
д е л я г а е ч н ы м клю чом .
Г н е зд о в ы е ф р е з ы при у с т а н о в к е в с т ан к и б а з и р у ю т по с п е ц и ­
а л ь н о м у п а з у на к о р о м ы с л е д о л б е ж н о й г ол ов ки и з а к р е п л я ю т
б олт а м и .
36. К о н с т р у к ц и я и п о д г о т о в к а а б р а з и в н о г о и н с тр у м е н т а
д л я ш л и ф о в а н и я д р ев е с и н ы и о т д е л о ч н ы х покры ти й
Д л я о б р а б о т к и д р е в е с и н ы и д р ев е сн ы х м а т е р и а л о в п р и м е ­
няю т ш ли ф овальн ы е шкурки. Ш ли ф овальную ш курку изготов­
л я ю т н ан есен и ем на б у м а г у или т к а н ь с п о м о щ ью к л е я щ и х в е ­
щ еств (с в я зк и ) р а в н о м е р н о г о с л о я а б р а з и в н ы х зерен. С в я з к у
а б р а з и в н ы х зе р е н в ы б и р а ю т в за в и с и м о с т и от усл ов и й р а б о т ы
ш к у р к и : при р а б о т е всухую — к о л л а г е н о в ы й клей, с о х л а ж д е ­
н и е м — см олы . А б р а з и в н ы е з е р н а н а с ы п а ю т на основу по с в я з к е
ре д к о или плотно.
А б р а з и в н ы е ш к у р к и х а р а к т е р и з у ю т с я видом а б р а з и в н о г о
м а т е р и а л а и р а з м е р а м и зе р е н (зе р н и ст о с т ь ю ). Н а и б о л е е часто
из пр и р о д н ы х а б р а з и в н ы х м а т е р и а л о в п р и м е н я ю т крем ень, г р а ­
нит, к в а р ц , из и ск усств ен н ы х — э л е к т р о к о р у н д н о р м а л ь н ы й и
белы й, к а р б и д к р е м н и я зе л е н ы й и черный. Ш л и ф о в а л ь н у ю
ш к у р к у п о с т а в л я ю т в р у л о н а х ( Р ) и л и с т а х ( J I) . Р а з м е р ы и з е р ­
нистость ш л и ф о в а л ь н ы х ш к у р о к д л я сухого ш л и ф о в а н и я с м а с ­
л я н ы м , к ероси н ов ы м или у а й т -с п и р и то в ы м о х л а ж д е н и е м на б у ­
м а ж н о й о сн о в е о п р е д е л е н ы Г О С Т 6456— 82, на т к а н е в о й основе
Г О С Т 5009— 82.
Ш к у р к у во д о ст о й к у ю на б у м а ж н о й о сн ов е д л я ш л и ф о в а н и я
с в о д я н ы м или к е р о с и н о в ы м о х л а ж д е н и е м ( Г О С Т 10054— 82)
в ы п у с к а ю т в л и с т а х д ли н о й 310 мм, ш ирин ой 230; 240 и 275 мм.
Д л я л е н т о ч н о го ш л и ф о в а н и я из р у л о н а ш к у р к и в ы р е з а ю т
л ен т у н ео б х оди м ой д л и н ы и ш ирины . С к л е и в а ю т кон цы л е н т ы
в с т ы к под угл о м 45° к к р о м к е (рис. 68, а) или в н а х л е с т к у под
п р я м ы м угл о м к к р о м к е (рис. 68, б ) . В первом с л у ч а е концы
ш к у р к и н а к л е и в а ю т на п о л о т н я н у ю л е н т у ш ириной 1 0 0 . . .
200 мм. Во вто ро м с л у ч а е на о дном из с к л е и в а е м ы х концов
167
..г
100
Рис. 68. П одготовка шлифовальных шкурок:
а — соединение ленты встык; б — то же, внахлестку; в — положение ленты на шкиве;
1 — правильное; 2 — неправильное
го рячей водой у д а л я ю т а б р а з и в н ы е з е р н а на д л и н е 5 0 . . . 80 мм,
на о с в о б о ж д е н н у ю о снов у н а н о с я т клей и н а к л а д ы в а ю т д р угой
кон ец л е н ты , ш ов з а ж и м а ю т и в ы с у ш и ва ю т . Н а д е в а ю т л е н т у на
ш к и в ы т а к , чтобы н а р у ж н ы й кон ец в ш в е бы л по х о д у д в и ж е ­
ния л е н т ы (рис. 68, в ) . С пособ на в и вки и з а к р е п л е н и я л е н т ы на
ш л и ф о в а л ь н ы х ц и л и н д р а х о п р е д е л я е т с я их кон струкцией .
20. Зернистость шкурок для различных операций шлифования
Шлифование
Объект обработки шлифованием
Древесностружечные плиты:
для
облицовывания
строганым
шпоном
для облицовывания бумагой или
отделкой печатью
Столярные плиты
Фанера
Щиты, облицованные шпоном
Рамочные конструкции столярно-строи­
тельных изделий
Лакокрасочные покрытия:
нитролаковые
1 J полиэфирные
168
первое
второе
третье
40
40
40
40
40
40
40
25
25
16
16
12
80
80
25
40
16
16
16
12
16
12
16
12
12
10
40
25
16
25
5
4
4
3
—'
12
—
—
—
2
—
—
8
6
25
20
_
Р е к о м е н д а ц и и по вы б о р у зерн и сто сти ш к у р к и п р и ведены
в т аб л . 20. М а р к и ш л и ф о в а л ь н ы х ш к у р о к на б у м а ж н о й основе
о п р е д е л я ю т с я с в о й с т в а м и б у м а ги -ос н о вы : 0-140 ( П 1), 0-200
( П 2 ) , 0-210 ( П З ) , 0-235 ( П 4 ) , . . . , Б Ш -2 0 0 (П 7 ) , Б Ш -2 4 0 ( П 8 ) .
Ц и ф р о в а я ч ас т ь м а р к и у к а з ы в а е т м а с с у 1 м 2 б у м а г и в г р а м м а х .
Н а п р и м е р , 0-210— б у м а г а , м а с с а 1 м 2 кото ро й с о с т а в л я е т 2 1 0 ±
± 10 г. Ч е м б о л ь ш е ц и ф р а в у с л о в н о м о б о зн а ч е н и и б у м а ги , у к а ­
з а н н о м в с к о б к а х , тем в ы ш е проч ность б у м а г и ( р а з р ы в н а я н а ­
г р у з к а ) в п р о д о л ь н о м и п оп ер еч но м н а п р а в л е н и я х и м е н ьш е у д ­
л и н е н и е при р а зр ы в е .
Ш к у р к и на т к а н е в о й основе в д е р е в о о б р а б о т к е п р и м е н я ю т
р е ж е , чем ш к у р к и на б у м а ж н о й основе: они д о р о ж е , имею т
б о л ь ш е е о с т а т о ч н о е у д л и н е н и е ( н е д о с т а т о к при э к с п л у а т а ц и и ) ,
х о т я и б о л е е прочны.
37. Расчет п отребного числа реж ущ его инструмента
И з п р а к т и ч е с к и х з а д а ч по и н с т р у м е н т а л ь н о м у д е л у т е х н о л о гу
н а и б о л е е ч а с т о п р и х о д и тс я р а с с ч и т ы в а т ь р а с х о д н ы й фонд, т. е.
н е о б хо д и м ое на год число р е ж у щ е г о ин стр у м е н т а . Э ти р ас ч е т ы
в ы п о л н я ю т с я по у т в е р ж д е н н ы м н о р м а м р а с х о д а д л я к а ж д о г о
в и д а и н с т р у м е н т а (д л я м е б е л ьн о го п р о и зв о д с т в а — это Р Т М 13319-642— 80 « О п р е д е л е н и е потребн о сти в стан очн ом д е р е в о р е ­
ж у щ е м инстру м енте» . М., В П К Т И М , 1980).
В с л у ч а я х , д л я кот о р ы х нор м ы р а с х о д а и н с тр у м ен т а не р а з ­
р а б о т а н ы , р а с х о д н ы й ф о н д у с т а н а в л и в а е т с я р а с ч е т о м по с л е ­
дующим ф орм улам :
R = ------- ЮОГгодг------(alb) < + ( 1 0 0 - К ) ’
Т год = 1тТсмп,
Д
(111)
V
'
где R — расход инструмента данного типоразмера на один станок в год, шт.;
Т'год — число часов работы инструмента в год; г — число одинаковых инст­
рументов в комплекте на один станок, шт.; а — величина допускаемого ста­
чивания рабочей части реж ущ его инструмента, мм; Ь — величина уменьше­
ния рабочей части инструмента за одну переточку (а/6 — возмож ное число
переточек за срок службы инструмента), мм; t — продолжительность работы
инструмента меж ду двумя переточками; К — процент на поломку и непред­
виденные расходы инструмента; I — число рабочих дней в году; m — число
смен; Тен — продолжительность смены, ч; п — коэффициент использования
времени (загрузки станка).
Контрольные вопросы
1. Н а схеме ножеточильного станка укаж ите движения резания. 2. С к а ­
кой целью задние поверхности профильных фрез заты лую т по спирали Архи­
меда? В каких случаях выполняется косое затылование? 3. К ак добиваются
уравновешенности фрезы в статике? В каких случаях необходима динами­
ческая балансировка фрезерного инструмента? 4. Расш ифруйте маркировку
шлифовального круга (взятого наугад в мастерской, в инструментальном
16!)
21. Данные для расчета расходного фонда дереворежущего инструмента
Продолжительность работы инструмента
без переточки t, мин, при обработке
древесины
твердых
лиственных
пород
древесно­
стружечных
плит
Величина
уменьшения
рабочей части
инструмента
за одну
переточку Ь,
мм
60
—
130
0,5 . . . 0,7
0,2 . . . 0,3
20 . . . 50
6 . . . 7
15
25
40
__
__
0,3 . . . 0,4
5 . . . 50
40
210
140
__
0,2 . . . 0,3
12 . . . 15
5
_
_
90
0,15 . . . 0,20
8 . . . 10
10
180
120
.
0,2 . . . 0,3
15 . . . 20
8
_
.
100
0,15 . .
0,25
3 . . . 10
15
150
100
_
0,15 . .
0,20
1 . . . 2
20
__
__
30
0,15 . .
0,20
1 . . . 2
25
110
80
._.
0,2 . .
0,3
15 . . . 20
10
_
_
30
0,15 . .
0,25
3 . . . 4
15
90
_
_
0,2 . .
0,3
6 . . . 8
5
__
__
20
0,2 . .
0,3
4 . . . 6
10
120
—
—
0,20
2 . . . 3
12
Инструмент
древесины
хвойных
пород
Пилы круглы е из инструментальной стали
Пилы дисковые, оснащенные пластинами
из твердого сплава
Пилы ленточные для распиловки древе­
сины
Ножи плоские для фрезерования древе­
сины из инструментальных сталей
Ножи сборных фрез, оснащенные пласти­
нами из твердого сплава
Фрезы цельные и составные (насадные)
из инструментальной стали
Фрезы цельные и составные оснащенные
пластинами из твердого сплава
Фрезы концевые из инструментальной
стали
Фрезы концевые, оснащенные пластинами
из твердого сплава
Сверла спиральные из инструментальной
стали
Сверла спиральные, оснащенные пласти­
нами из твердого сплава
Сверла чашечные из инструментальной
стали
Сверла чашечные, оснащенные пласти­
нами из твердого сплава
Цепочки фрезерные
90
—
0,15
Величина
допускае­
мого
стачивания
инструмента
а, мм
Процент
на поломку
и непредви­
денные
расходы К
цехе на предприятии). 5. Какие задачи решает инструментальное хозяйство
предприятия? 0. К ак мож ет быть организовано снабжение инструментом р а ­
бочих мест на предприятии? 7. Напишите формулу расчета потребного р еж у­
щего инструмента на год. К ак пользоваться при выполнении расчета справоч­
ными данными?
Р а з д е л 3. О Б Щ И Е С В Е Д Е Н И Я О Б О Б О Р У Д О В А Н И И
П РЕ Д П РИ Я Т И Й М ЕБЕЛ ЬН О ГО П РОИЗВОДСТВА
Г л а в а 8. ТЕХ Н И К О -ЭК О Н О М И Ч ЕС К И Е ПОКАЗАТЕЛИ
РАБОЧИХ МАШИН
38. О п р е д е л ен и е и к л а с с и ф и к а ц и я м аш и н
М а ш и н а — это устр ойство, в ы п о л н я ю щ е е м е х а н и ч е с к и е д в и ­
ж е н и я д л я п р е о б р а з о в а н и я эн ерги и, м а т е р и а л о в , и н ф о р м а ц и и ,
а т а к ж е д л я в ы п о л н е н и я по л езно й р а б о т ы . П о в ы п о л н я е м ы м
ф у н к ц и я м м а ш и н ы м о ж н о р а з д е л и т ь на с л е д у ю щ и е кл а с с ы :
эн е р г е т и ч е с к и е м а ш и н ы , п р е о б р а з у ю щ и е л ю б о й в и д эн ерги и
в м е х а н и ч е с к у ю (м а ш и н ы -д в и г а т е л и , м а ш и н ы -г е н е р а т о р ы , т у р ­
бины и т. д .) ; р а б о ч и е м а ш и н ы , с л у ж а щ и е д л я п р е о б р а з о в а н и я
ф о р м ы , свойств и п о л о ж е н и я м а т е р и а л а ; и н ф о р м а ц и о н н ы е м а ­
ш ины , п е р е р а б а т ы в а ю щ и е и н ф о р м а ц и ю , и к и б е р н ет и ч е с к и е м а ­
ш ины з а м е н я ю щ и е или и м и т и р у ю щ и е м ех а н и ч е с ки е , ф и з и о л о г и ­
ческие или б и о л о ги ч ес к и е процессы , п р и с у щ и е ч е л о в е к у или
ж и в о й природе.
Р а б о ч и е м а ш и н ы р а з д е л я ю т с я на т р а н с п о р т н ы е и т е х н о л о г и ­
ческие. Т р а н с п о р т н о й м а ш и н о й н а з ы в а е т с я р а б о ч а я м а ­
ш и н а, п р е д н а з н а ч е н н а я д л я и зм е н ен и я п о л о ж е н и я п е р е м е щ а ю ­
щ его о б ъ е к т а . В т е х н о л о г и ч е с к о й м а ш и н е п р е о б р а з о ­
в а н и е м а т е р и а л а состоит в изм ен ен ии его ф орм , сво йств и
п о л о ж ен и я . В с я к а я р а з в и т а я р а б о ч а я м а ш и н а состоит из д в и г а ­
тельн о го , п е р е д а то ч н о г о и и сп о лн и тельн ого м ех а н и зм о в. И с п о л ­
ни тел ьны й м е х а н и зм я в л я е т с я основны м , которы й о п р е д е л я е т
т ех н о л о г и ч е с к и е
в о зм о ж н о с т и
машины,
пр ои зво д и те л ьн о с т ь,
степ ень у н и в е р с а л ь н о с т и и к а ч ес тв о о б р аб о т к и .
П о ф у н к ц и о н а л ь н о м у н а з н а ч е н и ю и с п о лн и т е льн ы й м е х а н и зм
м о ж е т б ы ть м е х а н и зм о м р е з а н и я , д а в л е н и я , подачи, т р а н ­
с п о рти р ов к и ,
заж им а,
сор ти ро вки ,
автоматического
счета,
взвеш ивания,
упаковки,
управления,
контроля
и регули­
р о ва н и я.
В работе рабочих машин наблю дается определенная циклич­
ность, ко г д а пери оды н е п осред ствен но й о б р а б о т к и о б ъ е к т а ч е р е ­
д у ю т с я с п е р и о д а м и по д го то вк и о б ъ е к т а к о б р а б о т к е и у д а л е н и я
его из р а б о ч е й зоны , т. е. м е х а н и зм ы с т а н к а (м а ш и н ы ) с о в е р ­
171
ш а ю т г л а в н о е и в с п о м о г а т е л ь н о е д в и ж е н и я . Д л и т е л ь н о с т ь ц и кл а
о п р е д е л я е т с я по ф о р м у л е
Т — tp.x 4 ' tx. X!
где t p. х — длительность рабочего хода; t x. x — длительность холостого хода.
Г л а в н ы м д в и ж е н и е м , н а п р и м е р при о б р а б о т к е д е т а л и на
р ей с м у с о в о м ст ан к е, я в л я е т с я н е п о с р е д с т в е н н а я о б р а б о т к а п о ­
в ерх ности р е за н и е м . К в с п о м о г а т е л ь н ы м д в и ж е н и я м о тн о с я тс я
у с т а н о в к а д е т а л и на п е р е д н е м столе, п о д а ч а ее к н о ж е в о м у
в а л у , п е р е м е щ е н и е по з а д н е м у сто лу по сл е о к о н ч а н и я о б р а ­
ботки. С у м м а р н а я д л и т е л ь н о с т ь х о д а за в и с и т от н а л и ч и я за г р у зо ч н о -р а з г р у з о ч н ы х у ст р о й с тв и их б ы ст р о д е й с тв и я или от к в а ­
л и ф и к а ц и и р а б о ч е г о -с т а н о ч н и к а .
Г л а в н ы е д в и ж е н и я в тех но л о ги ч е с к о м о б о р у д о в а н и и в ы п о л ­
н яет с а м а м а ш и н а . В с п о м о г а т е л ь н ы е д в и ж е н и я могут в ы п о л ­
н я т ь с я к а к м а ш и н о й , т а к и ч ел ов ек о м . Е сли все г л а в н ы е и в с п о ­
м огательны е движ ени я вы полняю тся самой машиной и д ля пов­
т о р е н и я ц и к л а не т р е б у е т с я в м е ш а т е л ь с т в а ч е л о в е к а, то м а ­
ш и н а н а з ы в а е т с я а в т о м а т о м . Е сли м а ш и н а р а б о т а е т в а в т о ­
м а ти ч е ск о м р е ж и м е , но д л я по вт о р ен и я ц и к л а т р е б у е т с я в м е ш а ­
т е л ьс т в о ч ел о в е к а , то он а н а з ы в а е т с я п о л у а в т о м а т о м . Т а ­
ким и н е а в т о м а т и з и р у е м ы м и о п е р а ц и я м и ч а щ е всего я в л я ю т с я
з а г р у з к а за г о т о в о к и съ е м о б р а б о т а н н ы х изд елий, р е ж е о р и е н ­
тация и зажим.
О д ним из о п р е д е л я ю щ и х п р и з н а к о в а в т о м а т о в и п о л у а в т о ­
м а т о в я в л я е т с я тип систем ы у п р а в л е н и я , к о т о р а я о б ес п е ч и в а е т
в ы п о л н е н и е п р о г р а м м ы р а б о т ы в т ечени е р а б о ч е г о ц и кл а.
Программа
работы
м а ш и н ы — это
со воку п ность
к о м а н д , к о т о р ы е о н а д о л ж н а в ы пол ни ть. С и с т е м а у п р а в ­
л е н и я п р е д с т а в л я е т собой с о в оку п н ость м е х а н и зм о в и у с т ­
ройств, к о т о р ы е о б е с п е ч и в а ю т по з а д а н н о й п р о г р а м м е во в р е ­
мени в о зд е й с тв и е р а б о ч и х о р г а н о в м е х а н и ч е с ко й систем ы о т ­
д ел ьн о й м а ш и н ы - а в т о м а т а или а в т о м а т и ч е с к о й линии. П е р в ы м и
бы ли си стем ы у п р а в л е н и я на м е ха н и ч е с кой основе, в кото ры х
п р о г р а м м о н о с и т е л я м и б ы ли р а с п р е д е л и т е л ь н ы й в а л с к у л а ч ­
ка м и , коп ир ы , упор ы . Б о л е е с о в ер ш е н н ы м и я в л я ю т с я систем ы
п р о г р а м м н о г о у п р а в л е н и я , к о т о р ы е о б л а д а ю т б о л ьш о й м о б и л ь ­
ностью и с л у ж а т б аз о й д л я с о з д а н и я к а к а в т о м а т о в , а в т о м а т и ­
ческих линий, т а к и гиб ки х п р о и зв о д с т в е н н ы х систем ( Г П С ) .
А в т о м а т и ч е с к и е стан ки , р а с п о л о ж е н н ы е в т е х н ол оги ческ ой
п о с л е д о в ат е л ь н о с т и , о б ъ е д и н е н н ы е о б щ и м и с р е д с т в а м и т р а н ­
сп о рти р ов к и , у п р а в л е н и я , з а г р у з к и и у д а л е н и я о б р а б о т а н н ы х
изд ел ий, о б р а з у ю т систем у, н а з ы в а е м у ю а в т о м а т и ч е с к о й
л и н и е й . К а ж д ы й а в т о м а т , встр оен н ы й в лини ю , в ы п о л н я е т о п ­
р е д е л е н н ы й р а б о ч и й ход. Х о л о с ты е ходы в л ини и в ы п о л н я ю т с я
м е х а н и з м а м и м е ж с т а н о ч н о й т р а н с п о р т и р о в к и , и зм е н ен и я о р и е н ­
тации , н а к о п л е н и я и т. д.
172
Е сли с тан ки , с о с т а в л я ю щ и е систем у м аш и н, р а б о т а ю т н е з а ­
висимо при и н д и в и д у а л ь н о м о б с л у ж и в а н и и с п о с л е д о в ат е л ь н о й
п е р е д а ч е й о б р а б а т ы в а е м о г о и зд е л и я , то т а к а я л и н и я н а з ы в а ­
ется п о т о ч н о й .
К лассификация и индексация оборудован и я. Д е р е в о о б р а б а ­
т ы в а ю щ е е о б о р у д о в а н и е к л а с с и ф и ц и р у ю т по п р о и зв о д с т в е н ­
ному, к о н с т р у к т и в н о м у и т е х н о л о г и ч е с к о м у п р и з н а к а м . П о п р о ­
и зв о д с т в ен н о м у п р и з н а к у р а з л и ч а ю т с т ан к и о б щ е г о н а з н а ч е н и я
и с п е ц и а л ь н ы х п р о и зв о д ст в (м ебел ьн о е, с у ш и л ьное, спичечное,
л есо п и л ьн ое, плитное, ф а н е р н о е и т. д .) , к о т о р ы е п р и м е н я ю т с я
т о л ь к о в д а н н о м п ро и зв одс тве . С т а н к и о б щ е г о н а з н а ч е н и я п р и ­
м е н я ю т с я в р а з л и ч н ы х п р о и зв о д с т в а х в за в и с и м о с т и от п о т р е б ­
ности к а к в с п о м о г а т е л ь н о е о б о р у д о в а н и е . Р а б о ч и е м а ш и н ы п о д ­
р а з д е л я ю т в за в и с и м о с т и от вид а в ы п о л н я е м ы х ими т е х н о л о г и ­
ч еских о п е р а ц и й (о т д е л о ч н а я , кл е и л ь н о -с б о р о ч н а я , ф р е з е р н а я ,
т о к а р н а я , ш л и ф о в а л ь н а я , п о л и р о в а л ь н а я , с в е р л и л ь н а я и д р .).
П о к о н с тр у к ти в н ы м п р и з н а к а м м а ш и н ы м огут бы ть: одно- и
м н о го ш п и н д е л ьн ы е ; и н д и в и д у а л ь н о й ком п ози ц и и и а г р е га т н ы е ;
в е р т и к а л ь н о й , го р и зо н т а л ь н о й , р я д н о й или круговой к о м п о ­
новки; п о л у м е х а н и з и р о в а н н ы е , м е х а н и зи р о в а н н ы е , а в т о м а т ы и
п о л у а в т о м ат ы . П о те х н о л о ги ч е с к и м п р и з н а к а м м а ш и н ы п о д р а з ­
д е л я ю т : на пози цион ны е, п р о х о д н ы е и п о зи цион но-про хо д ны е;
одно- и м н о г о п р е д м е т н ы е или одно- и м ногопоточны е; одно- и
м ного п о зи ц и он н ы е; одно- и м ногосторонние.
Д л я деревообрабаты ваю щ и х станков принята буквенная ин­
д е к с а ц и я с т а н к о в с ц и ф р о в о й х а р а к т е р и с т и к о й одного из о с н о в ­
ных п а р а м е т р о в с т ан к а , и н о гд а с у к а з а н и е м м одели. Б у к в ы
в и н д е к са ц и и у к а з ы в а ю т тип и основной п р и зн а к.
Буквенная индексация
Круглопильные станки для продольной распиловки с конвейерной
подачей ........................................................................................................................ Ц Д К
Круглопильные станки для поперечной распиловки, суппортные с ав­
томатизированной подачей
..................................................................................ЦПА
Ленточные столярные с т а н к и .............................................................................
ЛС
Фуговальные с т а н к и ...............................................................................................
СФ
Фрезерные станки
...................................................................................................
Ф
Рейсмусовые станки
..............................................................................................
СР
Четырехсторонние продольно-фрезерные станки
.......................................
С
..................... ВФК
Ф резерные станки с верхним расположением шпинделя
Фрезерные станки с шипорезной к а р е т к о й ....................................................
ФШ
Сверлильные станки ...............................................................................................
Св
Ш лифовальные станки
..........................................................................................
Шл
Шипорезные станки:
о д н о с т о р о н н и е ...................................................................................................
ШО
двусторонние
...................................................................................................
ШД
Сверлильно-фрезерные станки
......................................................................... СВПГ
Долбежные станки
...............................................................................................ДЦА
Линии для обработки брусковых детален ....................................................МОБ
Линии лакирования
...............................................................................................МЛН
Л аконаливные машины
......................................................................................
ЛМ
Станки для крашения пластей щ и т о в ............................................................
КЩ
173
39. О с н о в н ы е п о н я т и я т е о р и и п р о и з в о д и т е л ь н о с т и
м аш ин
П р о и зв о д и т е л ь н о с т ь м а ш и н ы ( с т а н к а ) о п р е д е л я е т к о л и ч е ­
ство п р о и зв о д с т в е н н о й пр о д у кц и и в еди н и ц у врем ени, в ы р а ж е н ­
ную в м ин утах, ч а с а х , с у т к а х и т. д. О ц е н к а к о л и ч е с т в а п р о ­
д у кц и и м о ж е т б ы ть в ш т у к а х , погонных м е тра х , к в а д р а т н ы х
м е тр ах , е д и н и ц а х о б ъ е м а .
Р а з л и ч а ю т т ех но л о гическ ую , ц и к л о в у ю и ф а к т и ч е с к у ю п р о ­
и зв од и тел ьн о сть. Т е х н о л о г и ч е с к у ю
производитель­
н о с т ь м о ж н о о п р е д е л и т ь е щ е при к о н с тр у и р о в ан и и , в ы б и р а я
м ето д и п о с л е д о в а т е л ь н о с т ь о б р а б о т к и , тех н о л о г и ч е с к и е б азы ,
р е ж у щ и й ин струм ент, р е ж и м ра б о т ы . Г1о этим д а н н ы м о п р е д е ­
л я ю т д л и т е л ь н о ст ь р а б о ч и х ходов, а з а т е м техн о л о ги ч е с к у ю
п р о и зв о д и т е л ь н о с т ь по ф о р м у л е
QT= Ш р. х = S 0n!l,
г д е / — дл и н а заготовк и,
ш пинделя, м ин- 1 .
мм;
5 0 — п одача,
мм/об;
(112)
п — частота
в р ащ ен и я
Технологическая
производительность
пока­
з ы в а е т число о б р а б о т а н н ы х д е т а л е й при условии о тсутств и я к а ­
ки х-л и бо потерь. Э то п р о и зв о д и те л ь н о с т ь и д е а л ь н о й м а ш и н ы ,
в котор ой пол но стью с о в м е щ е н ы р а б о ч и е и х о л о с ты е ходы. Н а
п р а к т и к е в т е х н о л о ги ч е с к о м пр оц ессе п о я в л я ю т с я н е с о в м е щ е н ­
ны е пер и оды з а г р у з к и , п е р е м е щ е н и я , з а ж и м а и т. д., ко т о р ы е
с н и ж а ю т в о зм о ж н о с ти , з а л о ж е н н ы е в технол огии. П р о и з в о д и ­
т е л ь н о с ть с н и ж а е т с я за счет вн у т р е н н и х потерь на х о л о с ты е
ходы.
Ц и к л о в а я п р о и з в о д и т е л ь н о с т ь . Д лительность р а ­
бочего ц и к л а Т о п р е д е л я е т ц и к л о в у ю п р о и зв о д и те л ь н о с т ь Q 4
р а б о ч е й м аш и н ы :
Qu = 1 / Т = l/(f„.x + fx.*).
(113)
П р и t x. х = 0 ц и к л о в а я п р о и зв о д и т е л ь н о с т ь б уд е т р а в н а т е х н о ­
логической.
Qu = ---------- 1---------- - Q T---------?--------= Q?Kn.
(1/<?т)+<Х.Х
(114)
1 ! Qt <x. x
В ел и ч и н а К п н а з ы в а е т с я к о э ф ф и ц и е н т о м
производи­
т е л ь н о с т и , ко то ры й х а р а к т е р и з у е т к о н стр у к ти в н о е с о в е р ­
ш ен ство д ан н о й м аш и ны .
K„ = Q J Q r = tp.*/T.
(115)
Е сли р а с ч е т н а я ве л и ч и н а Q T= 10 ш т/м и н, д е й с т в и т е л ь н а я в е л и ­
чина При НаЛИЧИИ ХОЛОСТЫХ ХОДОВ Q u = 4 ШТ/МИН, ТО Kn = Q J Q r =
= 0,4. Э то о зн а ч а е т , что л и ш ь 40 % в р ем ени ц и к л а с о с т а в л я ю т
р а б о ч и е ходы, а 60 % — хо л осты е. Ч е м в ы ш е с теп ень н е п р е р ы в ­
ности тех н о л о ги ч е с к о го проц есса, тем с о в е р ш ен н е е к о н с т р у к т и в ­
ное реш ение.
174
Рис. 69. Зависимость коэффициента производительности и цикловой произ­
водительности от технологической с различными значениями tx. х
Рис. 70. Д иаграм м а работы и простоев машины
Т е х н о л о г и ч е ск а я и ц и к л о в а я п р о и зв о д и те л ьн о с т и х а р а к т е р и ­
зу ю т м а ш и н у с точки зр е н и я про гр ессивно сти техно л о гическ ого
п ро ц есса и к о н стр у к ти вн о го с о в е р ш е н ст в а . В за в и с и м о с т и от в е ­
личины Q T и t x.x 1 , 0 > / ( п > 0 . В с т а н к а х н е п рер ы в н о го д ей с тви я
tx. х = 0, т о гд а Я п = 1 . Е сл и п р и н я ть t x. x = c o n st, то с у в ел и ч ен и ем
Q T, т . е. с у м е н ь ш е н и е м t p. х , к о э ф ф и ц и е н т пр о и зв о д и те л ьн о с т и
Кп у м е н ь ш а е т с я .
Д л я п о в ы ш е н и я ц и к л о во й п р о и зв о д и те л ьн о с т и н а р я д у с по­
в ы ш ен и ем ин тенсивности р а б о ч е г о п р оц есса, т. е. у м е н ьш е н и е м
t p. х, р е к о м е н д у е т с я и у м е н ь ш а т ь д л и т е л ь н о с т ь холостого хода
t x.x- П р и в е д е н н ы е за в и с и м о с т и п о к а з ы в а ю т (рис. 6 9 ), что с у в е ­
лич е н и е м т ех н о л о ги ческ о й п р о и зв о д и те л ьн о с т и ц и к л о в а я п р о и з ­
в о д и т ел ьн о с ть с т р е м и т с я к п р е д е л у 1//х. х и ч р е з м е р н а я и н те н си ­
ф и к а ц и я р а б о ч е г о п ро ц есса не д а е т ж е л а е м о г о р е з у л ь т а т а .
Q um ax
J lim Q u
- 1 i ГТ1 Q t / ( Q t ^x . x ~l~ 1 ) =
1 /^ x . x-
П ри у м е н ьш е н и и t x. x, т. e. tx. x->0
Q u max =
l i m Q T/ ( Q t ^x . х Ч- 1) = Q t -
‘x x~*°
Т а к и м о б р а з о м , д л я по стоя н н ого у ве л и ч ен и я ц и кл ов ой п р о и з ­
в од и т ел ьн о с ти н еоб хо ди м о н а р я д у с у в е л и ч ен и е м Q T с о к р а щ а т ь
tx. XФактическая
производительность.
При работе
м а ш и н ы в п р о и зв о д с т в е н н ы х у с л о в и я х м о ж н о за м е т и т ь , что н а ­
р я д у с вы п уск ом пр о д у кц и и н а б л ю д а ю т с я периоды , когд а м а ­
ш ина п р о с т а и в а е т по р а з л и ч н ы м пр и ч и н а м или идет б р ак . П р о ­
стом но ф у н к ц и о н а л ь н ы м п р и з н а к а м м о ж н о р а з д е л и т ь на пять
175
видов: о б о р у д о в а н и ю , ин стру м енту, о р г а н и з а ц и о н н ы м п ри чи нам ,
б р ак у , п е р е н а л а д к е .
П р и о п р ед ел ен и и п р о и зв о д и те л ьн о с т и л ю б о е в р е м я , в течени е
кото ро го не про и с х о д и т н е п о сре д с тве н н о о б р а б о т к а , счи та е тс я
п о т е р я м и , т а к к а к это п ри в од и т к п о т е р е ф а к т и ч е с к о й п р о ­
и зво д и тел ьн ости . П о э т о м у потери, с в я з а н н ы е с в ы п ол н е н и е м
цикла, назы ваю тся ц и к л о в ы м и и учитываю тся коэф ф ициен­
то м п р о и зв о д и те л ьн о с т и . П о т е р и к а к технического, т а к и о р г а ­
н и зац и о н н о г о х а р а к т е р а н а з ы в а ю т с я в н е ц и к л о в ы м и ( 2 0 п).
П о э т о м у н а з в а н н ы е простои д е л я т с я на с о б ст в е н н ы е (по о б о р у ­
д о в а н и ю и и н с тр у м е н т у ) и о р г а н и за ц и о н н о -те х н и ч е с к и е . В нецикл о в ы е потери и х о л о с т ы е ход ы о к а з ы в а ю т с у щ е с т в е н н о е в л и я н и е
на п р о и зв о д и те л ьн о с т ь. Е сл и х о л о с ты е ход ы р е г л а м е н т и р о в а н ы
по п р о д о л ж и т е л ь н о с т и и м есту в ци кле, то в н е ц и к л о в ы е потери
я в л я ю т с я с л у ч а й н ы м и в ел и ч и н ам и .
Д е й с т в и т е л ь н ы й х а р а к т е р р а б о т ы м а ш и н ы или а в т о м а т и ч е ­
ской л ини и м о ж н о п р е д с т а в и т ь гр а ф и ч е с к и (рис. 7 0 ). П р и р а б о ­
т оспособн ом состо ян ии м а ш и н ы и отсу тствии п ростоев к о л и ч е ­
ство в ы п у щ ен н о й п р о д у к ц и и п р о п о р ц и о н а л ь н о п р о р а б о т а н н о м у
времени с соблю дением постоянства рабочего ц и кла ( r = c o n s t ) .
Это у сл о в и е на д и а г р а м м е о т р а ж е н о п р я м о й н а к л о н н о й линией.
При наличии простоя линия граф и ка горизонтальная. После
у с т р а н е н и я н е и сп р а в н о с т и вы п у с к пр о д у кц и и в о зо б н о в л я е т с я
с н а ч а л ь н о й ин тенсивностью .
К о л и ч е с тв о в ы п у щ ен н о й годной п р о д у кц и и п р о п о р ц и о н а л ь н о
в р е м ен и р а б о т ы 0 Р: 2ф = 0р/Г.
П р о с т о и с н и ж а ю т п р о и зв о д и те л ь н о с т ь и ф а к т и ч е с к и й вы пуск
пр о д у кц и и
м е н ьш е о ж и д а е м о г о Z ox на вел и ч и н у Z потерь.
Е с л и исхо д ить из о б щ е г о о п р е д е л е н и я п р о и зв о д и те л ьн о с т и
к а к к о л и ч е с т в а в ы п у щ е н н о й пр о д у кц и и в ед и н и ц у врем ени, то
получим
Qit = Z i,IQ, где 0 = 0 Р + 2 0 П.
(116)
П о д с т а в и в з н а ч е н и я Z$ и 0 в ф о р м у л у п р о и зв о д и те л ь н о с т и и
п р о в е д я н е к о то р ы е п р е о б р а з о в а н и я , получим
=
^ 1 /7 ^
0 Р +
2 в п
“
^ 1 /7 ^
1 +
2 0 п/0 р
~
Т
- ! - 2 0 ПГ / 0 Р *
В т о р о е с л а г а е м о е в з н а м е н а т е л е 2 0 п/£ф = 2 ^ п о т р а ж а е т в ел ич ину
потерь, п р и х о д я щ и х с я на еди н и ц у п род укц ии, а п ер во е с л а г а е ­
м ое T = t p. x + tx. х. Т о г д а ф а к т и ч е с к а я п р о и зв о д и те л ь н о с т ь будет
равна
^
tp I tx. х Ч 2 tn
В е л и ч и н а 0Р/0 Р+ 2 0 Т н а з ы в а е т с я к о э ф ф и ц и е н т о м
ис­
пользования
Кн. Он х а р а к т е р и з у е т к а ч е ств о р а б о т ы м а ­
176
ш ины , у ро вен ь ее эк с п л у а т а ц и о н н о й н а д е ж н о с т и и степ ень з а ­
грузки.
В ы р а ж а я ф а к т и ч е с к у ю п р о и зв о д и т е л ь н о с т ь ч ере з к о э ф ф и ц и ­
ент и с п о л ь з о в а н и я , получим
Qi, = ( \ / T ) K K= QIXK„.
(117)
К о э ф ф и ц и е н т и с п о л ь з о в а н и я я в л я е т с я ко м п л ек с н о й х а р а к т е р и ­
стикой и о п р е д е л я е т с я п р о и зв е д е н и ем дву х ко э ф ф и ц и е н т о в : к о ­
э ф ф и ц и е н т а т е хн и ч еско го и с п о л ь з о в а н и я Кт. и и к о э ф ф и ц и е н т а
з а г р у з к и К 3- Е с л и в ы д е л и т ь потери соб с т в е н н ы е 2 0 с и по о р г а ­
н и за ц и о н н о -т ех н и ч е ск и м п р и ч и н а м 2 0 0 . т, то
Ки — [ 0 р / ( 0 р
+
2 0 с ) ] • [ ( 0 р ' [ ' 2 0 с) / ( 0 р - |- 2 0 с -f- 2 0 0 . т)] =
Кт. кКз-
К о э ф ф и ц и е н т т е хн и ч еско го и с п о л ь з о в а н и я п о к а з ы в а е т , к а ­
кую д о л ю ф о н д а вр е м е н и м а ш и н а или а в т о м а т и ч е с к а я л и н и я
будет р а б о т а т ь и в ы п у с к а т ь п р о д у к ц и ю при усл о ви и о тсу тств и я
ор г а н и за ц и о н н о -т е х н и ч е с к и х простоев и к а к у ю д о л ю врем ени
п р о с т а и в а е т по со б с т в е н н ы м п р и чи нам . Он
характеризует
п р е ж д е всего н а д е ж н о с т ь м а ш и н ы и ин стр у м е н т а . П р и /Ст. и = 0,9
м а ш и н а 90 % ф о н д а в р ем е н и р а б о т а е т и в ы п у с к а е т пр од укц и ю ,
а 10 % п р о с т а и в а е т д л я у с т р а н е н и я о т к а з о в и см ены и н с тр у ­
м ента при усл ов и и полного о б есп ечен и я за г о т о в к а м и , и н с т р у ­
ментом, эл е к т р о э н е р ги е й , с о бл ю ден и и тру д о во й и п р о и з в о д с т ­
венной д и с ц и п л и н ы р а б о ч и м и и о б с л у ж и в а ю щ и м перс о н а л о м .
К о э ф ф и ц и ен т з а г р у з к и п о к а з ы в а е т , к а к у ю д о л ю п л а н ов ого
ф о н д а в рем ени м а ш и н а р а б о т а е т , р е м о н т и р у е т с я , н а л а ж и в а е т с я
и к а к у ю п р о с т а и в а е т по о р г а н и з а ц и о н н ы м при чи нам . Т а к, К 3 =
= 0,8 п о к а з ы в а е т , что 80 % ф о н д а в р ем ени м а ш и н а р а б о т а е т ,
п р о с т а и в а е т д л я у с т р а н е н и я о т к а зо в , а 20 % п р о с т а и в а е т при
полной ис п р ав н о с ти м е х а н и зм о в по о р г а н и з а ц и о н н о -т е х н и ч е ­
ским при чи нам .
Ф а к т и ч е с к а я п р о и зв о д и те л ь н о с т ь в сегда н и ж е
ци кл о вой
в с л е д ст в и е н а л и ч и я вн е ц и к л о в ы х потерь: <2ф<(2ц<(2т.
Ф а к т и ч е с к у ю п р о и зв о д и те л ьн о с т ь, ш т /с м е н а , р а с с ч и т ы в а ю т
но с л ед у ю щ и м ф о р м у л а м :
д л я с т а н к о в пр ох од но го т ипа
Q - в смььК пК ир /( Иу ,
(118)
д л я с т ан к о в ц и к л о в о г о ти п а
Q — ®смКир/Т,
(119)
где va — скорость подачи, м/мин; 0 СМ — продолжительность смены, мин; р —
число одновременно обрабатываемы х деталей; i — число проходов; Т — дли­
тельность цикла.
177
4 0. П р о и з в о д и т е л ь н о с т ь о б щ е с т в е н н о г о т р у д а
Производительность
т р у д а — это
количественная
х а р а к т е р и с т и к а , о п р е д е л я е м а я о т н ош ен и ем к о л и ч е ст в а в ы п у ­
щ ен ной п р о д у кц и и W з а н ек оторы й п р о м е ж у т о к в рем ени к т р у ­
д о в ы м з а т р а т а м д л я в ы п у ск а д а н н о г о ко л и ч е с т в а пр о д у кц и и Т :
А = WIT.
Трудовы е затр аты м ожно вы разить в различны х единицах
(з а т р а ч е н н о е вр е м я , число р а б о т а ю щ и х : ч ел о в е к о -ч а с ы и т. д .).
Н а и б о л е е у д о б н а д е н е ж н а я ф о р м а в ы р а ж е н и я . В ел и ч и н а, о б р а т ­
н а я п р о и зв о д и те л ьн о с т и т р у д а , о п р е д е л я е т с е б е с т о и м о с т ь
продукции
С - TIW.
О б щ и е т р у д о в ы е з а т р а т ы в к л ю ч а ю т в с е б я е д и н о в р ем е н н ы е
з а т р а т ы п р о ш л о г о т р у д а Т п на к о н с т р у и р о в а н и е и и зг о т о в л е н и е
л инии ( м а ш и н ы ) , ее п ер ев озк у , м о н т а ж , о т л а д к у , п р о е к т и р о в а ­
ние и с о о р у ж е н и е п р о и зв о д с т в е н н о г о п о м е щ е н и я и т. д., т е к у щ и е
з а т р а т ы п р о ш л о г о т р у д а Т а на с о з д а н и е п р е д м е т а т р у д а ( э л е к ­
т р о эн ер г и я , сы рье, и н стру м ент, ре м о н т и т. д.) и з а т р а т ы ж и в о г о
т р у д а Т ж на о б с л у ж и в а н и е м а ш и н ы .
Е сли в про ц ессе э к с п л у а т а ц и и п р о и зв о д и т е л ь н о с т ь м а ш и н не
м ен я ется , то
W = N Q r\ Т = T„ + N ( Т а + Т Ж),
где N — календарная длительность эксплуатации, год; Qr — годовой выпуск
продукции.
Т огда
T „ + N ( T a + Т ж) '
Р а з м е р н о с т ь п р о и зв о д и те л ь н о с т и т р у д а за в и с и т от п р и н я ты х
ед и н и ц и зм е р е н и я в ы п у щ е н н о й прод укц и и и т р у д о в ы х з а т р а т и
м о ж е т бы ть ш т/чел.-ч, ш т/р., р/р.
У ровен ь п р о и зв о д и те л ь н о с т и т р у д а м о ж н о о п р е д е л и т ь с у ч е ­
том м а с ш т а б а п р о и зв о д с т в а . П р и оц е н к е п р о и зв о д и тел ьн о с т и
т р у д а в д ан н о м п р о и зв о д с т в е у ч и т ы в а ю т с я все з а т р а т ы п р о ш ­
л о го т р у д а Т„ и Т а. Е сли о ц е н и в а т ь у р о в е н ь пр о и зво д и те л ьн о с т и
т р у д а на д а н н о й о п е р а ц и и , а с л е д о в а т е л ь н о , пр огр ессивно сть
м а ш и н ы , то в т е к у щ и х э к с п л у а т а ц и о н н ы х з а т р а т а х у ч и т ы в а ю т с я
л и ш ь з а т р а т ы на э к с п л у а т а ц и ю м а ш и н ы Т а (ин стру м ент, э н е р ­
гия, р е м о н т ).
П р и оп р е д е л ен и и у р о в н я п р о и зв о д и те л ьн о с т и т р у д а р а б о ч е г о
з а т р а т ы п р о ш л о г о т р у д а не у ч и т ы в а ю тс я , т. е. Г п = 0 и Т а = 0.
Т огда
A
178
QvI T 1K— A iK.
Э то у ж е п р о и зв о д и те л ьн о с т ь не о б щ е с т в е н н о го тр у д а , а ж и ­
вого т р у д а , т. е. в ы р а б о т к а на одного п р о и зв о д с т ве н н о го р а б о ­
чего. Э т а ф о р м у л а не о т р а ж а е т з а т р а т ы т р у д а на с о зд а н и е п р о ­
изво д с т ва, с ы р ь я , и н с тр у м е н т а , о б о р у д о в а н и я и о б есп ечени е его
р а бото сп о соб н о сти . В д а н н о м с л у ч а е п р о и зв о д и те л ь н о с т ь т р у д а
за в и с и т от п р о и зв о д и те л ьн о ст и о б о р у д о в а н и я , с о в е р ш е н с т в а т е х ­
нол огич еского проц есса и у р о в н я себестоим ости продукции.
41. Д и ф ф е р е н ц и а ц и я и к о н ц е н т р а ц и я о п е р а ц и й
О д ним из н а п р а в л е н и й п о в ы ш ен и я п р о и зв о д и те л ьн о ст и т р у д а
я в л я е т с я д и ф ф е р е н ц и а ц и я о б щ е г о о б ъ е м а о б р а б о т к и д е т а л и на
о т д е л ь н ы е о п е р а ц и и и к о н ц е н т р а ц и я их на о дном или н е с к о л ь ­
ких с т а н к а х , с о с т а в л я ю щ и х ст ан о ч н у ю линию. Т а к и м о б р а з о м ,
современные агрегатирован ны е машины и автоматические л и ­
нии с о зд а ю т с я на о сн о ве д и ф ф е р е н ц и а ц и и те х н о л о ги ч е с к о го п р о ­
цесса на п о п е р а ц и й с посл е д у ю щ ей к о н ц е н т р а ц и ей их на м а ­
ш ине или стан очн ой линии, что п о зв о л я е т р е зко повы сить п р о ­
и зво д ител ьность.
М ногооперационную обработку осущ ествляю т тремя мето­
д ам и : п о с л е д о в ат е л ь н о г о , п а р а л л е л ь н о г о и с м е ш а н н о г о а г р е г а ­
тирования. П равильное использование законов агрегатирования
п о з в о л я е т у с п е ш н о р е ш а т ь з а д а ч у о п р е д е л ен и я степени д и ф ф е ­
р е н ц и а ц и и и к о н ц е н т р а ц и и о п е р а ц и й и о п т и м а л ь н о г о ч и с л а по­
зиц ий м а ш и н ы или а в т о м а т и ч е с к о й линии.
Последовательное
агрегатирование
осущ ест­
в л я е т с я при с л о ж н ы х и т р у д о е м к и х п роц ессах , т р е б у ю щ и х п о ­
с л е д о в а т е л ь н о й о б р а б о т к и р а з л и ч н ы м и и н с тр у м е н т а м и . Д и ф ф е ­
р е н ц и а ц и я п р о ц е сс а о с у щ е с т в л я е т с я т а к и м о б р а з о м , чтоб ы к а ж ­
д а я п ози ц и я х а р а к т е р и з о в а л а с ь о д и н а к о в о й д л и т е л ь н о с т ь ю о б ­
раб о т к и . О б р а б о т к а в е д е т с я на всех п о зи ц и я х о д но врем енно .
В о б р а б о т к е н а х о д и т с я число д е т а л е й , р а в н о е числу позиций.
П о с л е д о в а т е л ь н о е а г р е г а т и р о в а н и е м о ж е т б ы ть л и н е й н о е и к р у ­
говое (рис. 71, а ) . Д е т а л и одного н а и м е н о в а н и я о б р а б а т ы в а ­
ю тс я о д н о в р е м е н н о на q пози циях. Весь т е х н ол оги че с к и й п р о ­
цесс р а з д е л е н на q о п е р а ц и й . В этих у с л о в и я х при вы полнен ии
технол огическ о го проц есса на а в т о м а т и ч е с к о й линии или много-
Рнс. 71. Схемы агрегатирования:
а —• последовательного; 6 — параллельного; в — смешанного
179
о п е р а ц и о н н о м с т а н к е те х н о л о ги ч е с к о е в р е м я по с р а в н е н и ю с в р е ­
менем до р а з б и в к и на пози ции у м ен ь ш и т с я в q раз, а п р и в е д е н ­
ные в н е ц и к л о в ы е потери в о з р а с т у т в q р аз. Т о гд а п р о и з в о д и ­
те л ьн о с ть при а г р е г а т и р о в а н и и о п р е д е л я е т с я но ф о р м у л е
_
г\
'хагр
_
1
U Q tQ +
+ ?^пр
Qt Q
1 + От? ( t x + <7^пр)
где QT — технологическая производительность всего процесса до разделения
на операции; <Пр — приведенные внецикловые потери.
О п т и м а л ь н о е число позиций q при м а к с и м а л ь н о й п р о и зв о ­
ди т ел ьн о с ти Qmax о п р е д е л и т ся , если в з я т ь ч ас т н у ю пр о и зво д н у ю
d Q / d q и п р и р а в н я т ь ее к нулю. Т о гд а gWr = Vl/(CMn)П ри у в ел ич ен ии ч и сл а позиций поточной л ини и q п р о и зв о д и ­
т е л ьн о сть м онотонн о в о з р а с т а е т . П р и п о с л е д о в а т е л ь н о м а г р е г а ­
т и р о в а н и и в о з н и к а ю т о гр а н и ч е н и я . И з ф о р м у л ы видно, что м а к ­
с и м а л ь н о е число позиций о п р е д е л я е т с я в еличиной т е х н о л о г и ч е ­
ского в р е м е н и до р а з б и в к и на позиции и в р е м е н е м в н е ц и к л о в ы х
потерь.
П а р а л л е л ь н о е а г р е г а т и р о в а н и е (рис. 71, б) о с у ­
щ е с т в л я е т с я при вы п ол н ен и и м а л о т р у д о е м к и х р аб о т , где д р о б ­
л ен и е о п е р а ц и й н е ц ел е с о о б р а зн о . П р и п а р а л л е л ь н о м а г р е г а т и ­
ро в а н и и о д н а и т а ж е о п е р а ц и я в ы п о л н я е т с я од н о в р ем е н н о на р
п ози циях. П а р а л л е л ь н о е а г р е г а т и р о в а н и е св о д и тс я к о б ъ е д и н е ­
нию в одной м а ш и н е н е с к о л ь к и х о д и н а к о в ы х а г р е га т о в . Д л и ­
т е л ь н о с ть о б р а б о т к и на о т д е л ь н ы х а г р е г а т а х с о в м е щ а е т с я так,
что з а д л и т е л ь н о с т ь о б р а б о т к и одной д е т а л и о б р а б а т ы в а е т с я р
д ет а л е й .
П р и отсу тствии в н е ц и к л о в ы х п о терь п р о и зв о д и те л ь н о с т ь в о з ­
р а с т а л а бы с ростом ч и с л а позиций р. О д н а к о ин тен си вность р о ­
с та п р о и зв о д и те л ьн о ст и з а м е д л я е т с я и она, не им ея м а к с и м у м а ,
с т р е м и т с я к н е к о т о р о м у п р е д е л у при р - ^ о о .
Qp max
J.I» 1 + Q r ( t l Tx + ptn) = V t n '
А н а л и з ф о р м у л п о к а з ы в а е т , что п р о и зв о д и те л ь н о с т ь н е л ь зя
повы сить з н а ч и т е л ь н о т о л ь к о за счет у в е л и ч е н и я числа позиций.
Смешанное
агрегатирование
(рис. 71, в) с о в м е ­
щ а е т в себе п а р а л л е л ь н о е и п о с л е д о в ат е л ь н о е , ко гд а о б р а б о т к е
п о д в е р г а ю т с я о д н о в р е м е н н о qp д е т а л е й . З н а ч и т , q о п е р а ц и й в ы ­
по л н я е т с я по п о с л е д о в а т е л ь н о й , а р — по п а р а л л е л ь н о й схем ам .
П р о и з в о д и т е л ь н о с т ь о б о р у д о в а н и я будет
_________ QtPQ________
q
П Ч ~
180
1+ < ?т?(*Х .Х
+
/ *7 +
/ п)
Э та ф у н к ц и я им еет м а к с и м у м при q mах, что м о ж н о о п р е д е ­
лить, если в зя т ь п р о и зв о д н у ю d Q pq/ d q и п р и р а в н я т ь се к нулю:
<7шах = л / и ( р ф п).
(120)
П р и в е д е н н ы е за в и с и м о с т и п о к а з ы в а ю т , что м а к с и м а л ь н а я
п р о и зв о д и те л ь н о с т ь б у д е т при о п р е д е л ен н о м зн а ч е н и и qma*С у в е л и ч ен и е м ч и с л а п а р а л л е л ь н ы х потоков п о в ы ш а е т с я п р о и з ­
в о д и т ел ьн о с ть и с н и ж а е т с я qmax. В м ного поточ ны х м а ш и н а х
с ж е с т к о й с в я зь ю потоков н е п р а в и л ь н ы й в ы б ор q onт при в оди т
к зн а ч и т е л ь н о м у с н и ж е н и ю п ро и зв оди тел ьн о сти .
42. Т очн ость с т ан к о в
П р и м е ха н и ч е с кой о б р а б о т к е д р ев е с и н ы или д р ев е с н ы х м а т е ­
р и а л о в д е т а л и п р и д а ю т з а д а н н у ю ч е р т е ж о м ф о р м у и р а зм е р ы .
О ц е н и в а е т с я р а б о т а ка ч е с тв ом , т. е. степ енью соот в ет с т в и я
ф о р м ы , р а з м е р о в и ш е р о х о в а т о с т ь ю поверхности.
Т е хн о л о ги ч еск ой т очн остью о б р а б о т к и н а з ы в а ю т степ ень с о ­
о т в е тс т в и я р а з м е р о в и ф о р м ы полученной д е т а л и р а з м е р а м и
ф о рм е, з а д а н н ы м ч ер т е ж о м . В с я к о е о т к л о н е н и е от з а д а н н ы х
ге о м е тр и ч е с к и х р а з м е р о в
или ф о р м ы
п р е д с т а в л я е т собой
о ш и б к у в р а з м е р а х или ф орм е.
П р и изго т о в л е н и и д е т а л е й д а ж е на хо рош о н ас т р о е н н ы х
с т а н к а х по р а з н ы м п р и ч и н а м вс е гда им еет место р а с с е и в а ­
н и е д е й с т в и т е л ь н ы х р а з м е р о в д е т а л е й . Э то я в л я е т с я с л е д ­
с твием вн утрен н и х и внеш них во зд ей ств и й на с а м т е х н о л о г и ч е ­
ский проц есс (в и б р а ц и и , у п р у г и е д е ф о р м а ц и и си стем ы с т а н о к —
п р и с п о с о б л е н и е — и н с тр у м е н т — д е т а л ь , н е од н о род н о сть м а т е ­
р и а л а , со с то я н и е и н с т р у м е н т а и т. п.).
Д л я н о р м а л ь н о й р а б о т ы с о п р я ж е н и й и м е х а н и з м а в ц ел о м
нет необ х оди м ости , что б ы д е й с тв и те л ь н ы й р а з м е р т очн о с о в п а ­
д а л с н о м и н а л ь н ы м . Э то н е со в п ад ен и е д о л ж н о б ы ть н е б о л ьш и м
и лимитируется д о п у с к о м — разностью меж ду наибольш им и
наименьшим предельными разм ерам и. Н а чертеж ах указы ваю т
об ы чно
отклонение
(верхнее, н и ж н е е ) — а л г е б р а и ч е с к а я
р а з н о с т ь м е ж д у р а з м е р о м д ей с тв и те л ьн ы м , п р е д е л ь н ы м и с о о т ­
ве т ст в у ю щ и м н о м и н а л ьн ы м .
В ы держ ивани е задан ны х разм еров в пределах поля допуска
д о л ж н о о б ес п е ч и в а т ь по л ную или неп олн ую в з а и м о з а м е н я е ­
мость, что у д е ш е в л я е т п р о е к тн о -к о н с т р у к т о р с к и е р а б о т ы при
с о зд ан и и новы х изд ел и й , у п р о щ а е т и зго т о в л е н и е и у д е ш е в л я е т
э к с п л у а т а ц и ю з а счет у с к о р ен и я р е м о н т а и п о в ы ш ен и я его к а ­
чества.
С о в о к у п н о с т ь д опу сков , с о о т в ет с т в у ю щ и х о д и н а к о в о й с т е ­
пени точн ости д л я всех н о м и н а л ь н ы х р а з м е р о в , н а з ы в а е т с я к в алитетом.
В м е т а л л о о б р а б о т к е д л я г л а д к и х соеди нени й по
Г О С Т 25346— 82 у с т а н а в л и в а е т с я 19 к в а л и т е т о в : от 01 до 17.
181
Рис. 72. Кривая плотности распре­
деления размеров с полем рассеи­
вания (о н величиной допуска 6
т
О
CJ-66
&/г
В д е р е в о о б р а б о т к е по Г О С Т
6449— 76 п р е д у с м о тр е н о 9 к в а /в х
л и т е то в : от 10 до 18. С т а н ­
дартный
допуск
того
или
$ /г
иного к в а л и т е т а о б о з н а ч а е т с я
со ч е т ан и ем б у кв IT ( м е ж д у ­
с ном ер ом к в а л и т е т а , н ап р и м е р , IT5, IT 12,
народный допуск)
IT 1G и т. д.
Н а п р а к т и к е р а з м е р ы в пар т и и д е т а л е й одного и того ж е
вида, о б р а б а т ы в а е м ы е на одном с тан ке, р а з л и ч а ю т с я и о б р а ­
зую т поле р а с с е и в а н и я р а зм е р о в , что о п р е д е л я е т числен ное з н а ­
чение точн ости с т а н к а . П л о т н о с т ь р а с п р е д е л е н и я ср(7) этих р а з ­
м еро в (рис. 72) под ч и н я е тс я н о р м а л ь н о м у з а к о н у р а с п р е д е л е ­
ния и х а р а к т е р и з у е т с я средн ей к в а д р а т и ч н о й величиной
( 121)
где X — средняя величина в интервале; М — математическое ожидание
(среднее значение размера всей партии деталей); п — общее число деталей;
т — число деталей в интервале.
В е л и ч и н а п о л я р а с с е и в а н и я м с д о ст ат о ч н о й т очн о стью и
полнотой о х в а т а и с с л е д у е м ы х величин о г р а н и ч и в а е т с я 66, что
в к л ю ч а е т в с е б я 99,73 % о б щ е г о числа в а р и а н т о в .
В е л и ч и н а д о п у с к а б м о ж е т б ы ть б ольш е, р а в н а или м е н ьш е
п о л я р а с с е и в а н и я со. Ц е л ь ю р а з м е р н о й н ас т р о й к и я в л я е т с я о б е с ­
печение с о в п а д е н и я ц е н т р а д о п у с к а Х 0 с с ереди ной п о л я р а с с е и ­
в а н и я М р а з м е р о в п а р т и и д е т а л е й . В ел и ч и н а н е с о в п а д е н и я М —
— Хо = А н а з ы в а е т с я п о г р е ш н о с т ь ю р а з м е р н о й настройк и.
В е л и ч и н а п л о щ а д и ф игур ы , з а ш т р и х о в а н н о й на рис. 78 и в ы ­
ш е д ш а я з а п р е д е л ы п ол я д о п у ск а , х а р а к т е р и з у е т велич ину
б р а к а . В д а н н о м с л у ч а е б р а к о в а н н ы е д е т а л и им ею т р а з м е р ы
м ен ьш е д о п у с ти м ы х ; зн а ч и т , б р а к н е и сп р а ви м ы й .
В е л и ч и н а д о п у с к а за в и с и т к а к от з а д а в а е м о й точн ости ( к в а ­
л и т е т а ) , т а к и от н о м и н а л ь н о г о р а з м е р а . Д о п у с к б о п р е д е л я ­
ется к а к п р о и зв е д е н и е е д и ниц ы д о п у с к а i на к о э ф ф и ц и е н т а,
н а з ы в а е м ы й числом еди н и ц д о п у с к а : б = ia. Д л я р а з м е р о в до
500 мм е ди н и ц у д о п у с к а о п р е д е л я ю т по ф о р м у л е
t = 0 , 4 5 3/ D
(-0 ,0 0 Ш ,
где D — номинальный размер, мм; i — единица допуска, мкм.
182
(1 22)
Д е р е в о о б р а б а т ы в а ю щ и е стан ки , о б е с п е ч и в а ю щ и е о б р а б о т к у
д е т а л е й по 1 0 . . . 1 8 к в а л и т е т а м , по точн ости д е л я т на 4 кла с с а .
С т а н к и 1-го к л а с с а м огут о б есп ечить о б р а б о т к у д е т а л е й по
10-му и 11-му к в а л и т е т а м , ст ан ки 2-го к л а с с а — по 12-му, 13-му
и 14-му к в а л и т е т а м , с т а н к и 3-го и 4-го к л а с с о в — со ответственно
по 15-му, 16-му, 17-му и 18-му к в а л и т е т а м . П о л е р а с с е и в а н и я
р а з м е р о в при о б р а б о т к е на с т а н к а х того или иного к л а с с а
д о л ж н о бы ть н е с к о л ьк о м е н ьш е ( ^ 0 , 9 6) д о п у с к а с о о т в ет с т в у ю ­
щ его к в а л и т е т а .
Г е о м е т р и ч е с к а я точн о сть с т а н к а о п р е д е л я е т с я степ енью о т ­
кл о н ен ий р а з м е р н ы х п а р а м е т р о в и ф о р м ы эл е м е н т о в с т а н к а ,
в л и я ю щ и х на к а ч е с тв о м е х а н и ч е с к о й о б р а б о т к и д е т а л е й . П о ­
гр еш н ости о б р а б о т к и по при чи не гео м е тр и ч е с ки х о ткл онени й
в э л е м е н т а х с т а н к а в о б щ е м б а л а н с е по греш н остей з а н и м а ю т
о т н ос и т е л ьн о н е б о л ь ш у ю ч ас т ь (20 . . . 25 % ) . Х отя на т е х н о л о ­
г ическую то чн о сть гео м е тр и ч е с к и е по гр еш но сти с т а н к а не всегда
о к а з ы в а ю т в л ияни е, но к у х у д ш ен и ю к а ч е с т в а о б р а б о т к и они
п р и во дя т. П о э т о м у с т а н к и п р о в е р я ю т на ге о м е тр и ч е с ку ю т о ч ­
ность по соо т в ет с т ви ю т р е б о в а н и я м Г О С Т и м ето д ике, п р и в о ­
д им ой в техн и ч ески х п а с п о р т а х и с п о л ьзу ем о г о о б о р у д о в а н и я .
С у щ е с т в у ю т с т а н д а р т н ы е виды п р о в е р о к на ге о м е тр и ч ес ку ю
точность: н е п р я м о л и н е й н о с т ь б а з о в ы х по вер хн о стей столов, н а ­
п р а в л я ю щ и х л инеек , н а п р а в л я ю щ и х стан ин; н е п а р а л л е л ь н о с т ь
столов, ва л ов , н а п р а в л я ю щ и х ; н е п ер п е н д и к у л я р н о ст ь , несоосность, р а д и а л ь н о е биение; о севое биение в а л о в ; л о б о в о е биение
дисков; р а д и а л ь н о е и о севое с м е щ е н и е ш п и н дел ей ; поперечное
с м е щ е н и е с у п п о рто в в н а п р а в л я ю щ и х .
Д л я п р о в е р к и геом етр и ч е с ко й точности с т ан к о в п р и м ен я ю т
с п е ц и а л ь н ы е и н с трум е н ты : п ов е роч н ы е л иней ки с т а л ь н ы е или
ч угун ны е п р я м о у г о л ь н о г о сечен ия 2-го и 3-го к л а с с о в точности;
м е т а л л и ч е с к и е у г о л ьн и к и 2-го и 3-го к л а с с о в точности; щ упы
или к а л и б р о в а н н ы е п л и т к и 2-го к л а с с а точности; уро вни с л е с а р ­
ные, в а л о в ы е и р а м н ы е 2-й и 3-й групп точности; и н д и к а т о р ы
ч асов ого т и п а с ценой д е л е н и я 0,01 мм; и н д и к а т о р н ы е н у т р о ­
м еры и ш т и х м ас с ы с ценой д е л е н и я 0,01 мм; к о н т р о л ь н ы е о п ­
р а в к и ц и л и н д р и ч е с к и е и ди сков ы е; ц и л и н д р и ч ес к и е о п р а в к и
с кон ическим хво ст о ви ко м и ц е н тр о в ы е б ез х в о с т о в и к а ( о т к л о ­
нение от ц и л и н д р и ч н о с ти в о п р а в к а х не д о л ж н о п р е в ы ш а т ь
0,005 мм) ; д и с к о в ы е о п р а в к и к р у г л ы е и уд ли н ен н ы е, и з г о т о в ­
л е н н ы е из з а к а л е н н о й с т а л и (о т кл о н е н и е от п л о скостно сти и
параллельности
ш ироких
гр ан е й
не д о л ж н о
превы ш ать
0,02 мм) .
Р е з у л ь т а т ы п р о в е р к и на гео м е тр и ч е с ку ю то чн ость з а н о с я т
в т а б л и ц у п ро верк и. Т и п о вы е м етод ы п р о в е р к и и ср е д с т в а и з м е ­
ре н и я д л я их п р о в е д е н и я п о к а з а н ы в т а б л . 22. В т а б л и ц е п р и в е ­
д ен ы о б щ и е н о р м ы д о п у с к а е м ы х по греш ностей д л я с т а н к о в п о ­
вы ш ен ной (П ) и н о р м а л ь н о й (Н ) точности.
183
22. Проверка геометрической точности оборудования
Проверяемая величина j
Допустимые откло­
нения, мм
Метод проверки и средства измерения
Отклонение от пло­
скостности и прямо­
линейности рабочих
поверхностей
Н а проверяемую поверхность в по­
перечном, продольном направлениях
и по диагонали при проверке плоско­
стности, а при проверке прямолиней­
ности в продольном направлении ус­
танавливаю т
плоско-параллельны е
концевые меры длины или щупы оди­
наковой толщины. Н а них провероч­
ной гранью кладут проверочную ли ­
нейку. П росвет между поверхностью
и гранью линейки замеряю т щупом
Радиальное
биение
и поперечное смеще­
ние
И ндикатор устанавливаю т на ж ест­
кую опору, а его мерительный штифт
подводят к боковой поверхности про­
веряемого элемента. П ри проверке
биения проверяемый элемент провора­
чивают на полный оборот, а при опре­
делении смещения проверяемый эл е­
мент рычагом или от руки смещают на
штифт индикатора
0,03 для опорных
шайб
круглопиль­
ных станков; 0,25 . .
0,35 для ободов шки­
вов
Торцевое биение
осевое смещение
И ндикатор устанавливаю т на ж ест­
кую опору, а его мерительный штифт
подводят к торцевой поверхности про­
веряемого элемента. Д альнейш ая про­
верка аналогична проверке радиаль­
ного биения и поперечного смещения
0,03 . . . 0,1
ОС
сл
и
///77T7777YZ7777////'
(0,1 . . . 0 , 2)/1000 мм
длины.
Выпуклость
не допускается
Отклонение от п арал­
лельности
рабочих
поверхностей непод­
вижных
Индикатор устанавливаю т на одну
из поверхностей в двух крайних по­
лож ениях, а его мерительный штифт
подводят к второй поверхности
(0,1 . . . 0, 2)/1000 мм
То ж е, подвижной
плоскости
И ндикатор устанавливаю т на одну
из поверхностей или в жесткую опо­
ру, а его мерительный штифт подво­
дят к подвижной плоскости. В начале
и конце хода подвижной плоскости
производят отсчеты
(0,2 . . . 0,4)/1000 мм
Отклонение от пер­
пендикулярности ра­
бочих поверхностей
У гольник устанавливаю т одной гра­
нью на основную плоскость, вторую
грань подводят к смежной плоскости.
Зазор между гранью угольника и про­
веряемой плоскостью замеряю т щ у­
пом
(0,2 . . . 0,5)/Ю 00 мм
Отклонение перпенди­
кулярности
оси
шпинделя
поверх­
ности
И ндикатор закрепляю т на шпинделе
так, чтобы его штифт касался базовой
поверхности.
Затем поворачивают
шпиндель на полный оборот, снимая
показания индикатора
0,1/200 . . . 300 мм
Отклонение от соос­
ности валов
Индикатор укрепляю т на конце од­
ного проверяемого вала так, чтобы
его штифт касался поверхности др у ­
гого вала. Затем поворачивают пер­
вый вал на полный оборот, снимая
показания индикатора
0,03 для быстроход­
ных валов; 0,1 для
остальных
ДЛИНЫ
i.
43. Н адежность машин
Н а д е ж н о с т ь я в л я е т с я к а т е г о р и е й к а ч е с тв а . П о в ы ш е н и е н а ­
д е ж н о с т и совр ем е н н о го о б о р у д о в а н и я я в л я е т с я одной из в а ж ­
нейш их н а р о д н о х о зя й с т в е н н ы х з а д а ч . У н а с е ж е г о д н о на в о с с т а ­
н о вл ен и е р аб о т о с п о с о б н о с т и м а ш и н р а с х о д у ю т с я с р е д с т в а в р я д е
о т р а сл е й з н а ч и т е л ь н о б о льш ие, чем ее н а ч а л ь н а я стоим ость.
Н и з к а я н а д е ж н о с т ь я в л я е т с я причиной с н и ж е н и я п р о и з в о д и ­
т ельн о сти к а к с ам ой м а ш и н ы , т а к и п р о и зв о д и те л ьн о с т и т р у д а .
С точки з р е н и я н а д е ж н о с т и м а ш и н а м о ж е т н а х о д и т ь с я в р а б о ­
тоспо со бн о м или нер аб о то с п о со б н о м , и с п р ав н о м или н е и с п р а в ­
ном состоянии.
Р а б о т о с п о с о б н о е с о сто я н и е — р а б о т о с п о с о б н о с т ь — с о­
ст о ян и е изд е л и я , при к ото ром з н а ч е н и я всех п а р а м е т р о в , х а р а к ­
т е р и зу ю щ и х его спо со б ность в ы п о л н я т ь з а д а н н ы е ф у н кц и и , с о ­
о т в етс т в у ю т т р е б о в а н и я м н о р м а т и в н о -т е х н и ч е с к о й д о к у м е н т а ­
ции ( Н Т Д ) . П р и несоответствии т р е б о в а н и я м Н Т Д х о т я бы
од но го п а р а м е т р а , х а р а к т е р и з у ю щ е г о спосо б но сть м а ш и н ы в ы ­
п о л н я т ь з а д а н н ы е ф ун кц и и , с о с то я н и е ее б у д е т н е р а б о т о с п о ­
собное.
И с п р а в н о е с о с то я н и е — и с п р а в н о с т ь — с о с то я н и е и з д е ­
л и я , при к ото ром оно у д о в л е т в о р я е т всем т р е б о в а н и я м Н Т Д .
Если и зд е л и е не у д о в л е т в о р я е т х о т я бы о д н о м у из т р е б о в а н и й
Н Т Д , оно с ч и та е т с я н е и сп р ав н ы м .
П е р е х о д м а ш и н ы ( и зд е л и я ) из одного с о с то я н и я в д р у г о е
ф и к с и р у е тс я с о б ы т и я м и : п о в р е ж д е н и е м или о т к а з о м . П о в р е ж ­
д е н и е - с о б ы т и е , з а к л ю ч а ю щ е е с я в н а р у ш е н и и ис п р ав н о с ти
м а ш и н ы при с о х р а н е н и и ее р або тос п о с об н ос ти . О т к а з — с о б ы ­
тие, з а к л ю ч а ю щ е е с я в н а р у ш е н и и р а б о т о с п о с о б н о с т и м а ш и н ы .
П о х а р а к т е р у в о зн и к н о в е н и я о т к а з ы д е л я т с я на в н е з а п н ы е и
п о степенн ы е (и зн а ш и в а н и е , с т ар е н и е, з а г р я з н е н и е , к о р р о з и я ) ,
по в р ем ени в о зн и к н о в е н и я в п е р и о д э к с п л у а т а ц и и — на п р и р аботочны е, при н о р м а л ь н о й э к с п л у а т а ц и и , изн о со вы е, по в о з д е й ­
ствию на т е хн ол о ги че ск и й проц есс — на ф у н к ц и о н а л ь н ы е и п а ­
р а м е тр и ч е с к и е , по в о зм о ж н о с т и у с т р а н е н и я — н а у с т р а н и м ы е
или н е у с т р а н и м ы е о т к а зы .
О т к а з я в л я е т с я в е р о я тн о с тн ы м с обы тием , что о п р е д е л я е т н а ­
д е ж н о с т ь к а к в е р о я тн о с тн у ю х а р а к т е р и с т и к у и зд е л и я . О б щ а я
н а д е ж н о с т ь — это свойство и зд е л и я в ы п о л н я т ь и с о х р а н я т ь
з а д а н н ы е ем у ф у н к ц и и в з а д а н н ы х р е ж и м а х и у с л о в и я х п р и м е ­
нения, т е хн и ч еско го о б с л у ж и в а н и я , р е м о н тов , х р а н е н и я и т р а н ­
с п о р т и р о в а н и я . Э то свойство о п р е д е л я е т эф ф е к т и в н о с т ь ф у н к ­
ц и о н и р о в а н и я м е х а н и ч е с к о й си стем ы во вр е м ен и ч ерез свои п о ­
к а з а т е л и . Т а к к а к н а д е ж н о с т ь я в л я е т с я к о м п л е к с н ы м свойством ,
то о н а о ц е н и в а е т с я п р и м ен и т е л ь н о к о б ъ е к т у ч ер е з п о к а з а т е л и
ч ас т н ы х свойств: б е з о т к а зн о с т ь , д о лгов еч н о сть, р е м о н т о п р и г о д ­
ность, с о х р а н я е м о с ть .
186
П р и кр у гл о го д и ч н о м и с п о л ьз о в ан и и м а ш и н ы он а о ц е н и в а ­
ется, к а к п р ав и л о , пе р в ы м и т р е м я св о йств ам и. М а ш и н ы с е з о н ­
ного пр и м ен е н и я , и м е ю щ и е д л и т е л ь н ы й пер и о д о ж и д а н и я р а ­
боты, о ц е н и в а ю т с я п о к а з а т е л я м и всех четы рех свойств. Р е з и ­
нотехни чески е и зд е л и я (м а н ж е т ы , у п л о т н е н и я ) о ц е н и в а ю т с я
п о к а з а т е л я м и д олго ве ч н ос ти и с о х р ан я е м о с ти .
Б е з о т к а з н о с т ь — свойство о б ъ е к т а с о х р а н я т ь р а б о т о с п о ­
собн о сть н е п р ер ы в н о в т ечени е нек ото ро го врем ени. Э то с в о й ­
ство п р о я в л я е т с я в зав и с и м о с т и от н а з н а ч е н и я о б ъ е к т а . Д о л ­
г о в е ч н о с т ь — с войс т во о б ъ е к т а с о х р а н я т ь р а б о т о с п о с о б н о с т ь
до п е ре хо д а в п р е д е л ь н о е состоян ие с в о з м о ж н ы м и п е р е р ы в а м и
д л я т е хн и ч еско го о б с л у ж и в а н и я и рем онтов. В о тли чи е от б е з ­
от к а зн о с т и д о л го ве ч н о с т ь х а р а к т е р и з у е т о б ъ е к т по с у м м а р н о й
н а р а б о т к е , к о т о р а я п р е р ы в а е т с я д л я в о с с та н о в л е н и я р а б о т о с п о ­
собности.
Р е м о н т о п р и г о д н о с т ь — свойство о б ъ е к т а , з а к л ю ч а ю ­
щ е е с я в его п ри с п ос об л е н н о с ти к п р е д у п р е ж д е н и ю , о б н а р у ж е ­
нию о т к а з о в и п о в р е ж д е н и й , во с с та н о в л е н и ю ра б о т о с п о с о б н о с т и
и и с п р авн о с ти путем п р о в е д е н и я т е х н и ч еского о б с л у ж и в а н и я и
рем он та.
С о х р а н я е м о с т ь — свойство о б ъ е к т а н е п р ер ы в н о с о х р а ­
нять и с п р ав н о е и ( и л и ) р а б о т о с п о с о б н о е со с тоя н и е в течени е
о ж и д а н и я , х р а н е н и я и т р а н с п о р т и р о в а н и я . О со бы м вид о м н е р а ­
бото спосо б но го с о с то я н и я м а ш и н ы я в л я е т с я п р е д е л ьн о е с о с т о я ­
ние, при д о с т и ж е н и и к о т о ро го ее д а л ь н е й ш е е п р и м ен ен и е по н а ­
зн а ч е н и ю н ед оп усти м о или н е в о зм о ж н о .
Н адеж ность х арактери зуется рядом показателей. В аж ны м
п о к а з а т е л е м б е з о т к а зн о с т и я в л я е т с я в е р о я т н о с т ь б е з о т ­
к а з н о й р а б о т ы . Э то в е р о я тн о с ть того, что в п р е д е л а х з а ­
д ан н о й н а р а б о т к и о т к а з а м а ш и н ы не возни кн ет. Э т а х а р а к т е р и ­
с т и к а я в л я е т с я п ер ем енн ой и за в и с и т от п р о д о л ж и т е л ь н о с т и t.
Ф у н к ц и о н а л ь н а я за в и с и м о с т ь ве р о я тн о с ти б е з о т к а з н о й р а б о т ы
от п р о р а б о т а н н о г о вр е м ен и н а з ы в а е т с я ф у н к ц и е й н а д е ж ­
н о с т и P ( t ) . С о г л а с н о о п р е д е л е н и ю она м о ж е т п р и н и м а т ь з н а ­
чен ия м е ж д у нулем и единицей: 1 з > Р ( 7 ) > 0 . Т а к к а к в е р о я т ­
ность б е з о т к а з н о й р а б о т ы за в и с и т от п о я в л е н и я о т к а з а , то с у ­
щ ес т в у е т в е р о я т н о с т ь о т к а з а Q ( t ) . Т а к к а к эти собы ти я
взаимно
противоположны,
сумма
их
в е р о я тн о с те й
равна
1 : P ( t ) + Q ( t ) = l.
Е сли и зв е с т н а о д н а из величин, то н е тру дн о о п р е д е л и т ь д р у ­
гую: P ( t ) — 1— Q ( t ) .
И с х о д я из о п р е д е л ен и й р а с с м а т р и в а е м ы х ве р о я тн о с те й с л е ­
дует, что при / = О, Q = 0 и Р = 1, а при t-+oо Q = 1 и Р = 0.
В се и зд е л и я м огут б ы ть в о с с т а н а в л и в а е м ы е или нев ос с т а н ав ливаемые. К в о с с т а н а в л и в а е м ы м (ремонтируемым) отно­
с я т с я м а ш и н ы , л инии, р а д и о п р и е м н и к и и др., т а к к а к их р а б о ­
тоспособн ость в о с с т а н а в л и в а е т с я п о т р е б и те л е м путем т е х н и ч е ­
187
ского о б с л у ж и в а н и я и р ем он та. К н е в о с с т а н а в л и в а е м ы м , к о т о ­
ры е не могут б ы ть в о с с т а н о в л е н ы п о т р е б и те л е м и п о д л е ж а т з а ­
мене, о т н о с я тс я к о н д е н са т о р ы , р ези ст о р ы , э л е к т р и ч е с к и е и э л е к ­
т р о н н ы е л а м п ы и др.
В качестве характеристики надежности ремонтируемых изде­
лий и с п о л ьзу ю т с л е д у ю щ и е п о к а з а т е л и : н а р а б о т к а н а о т ­
к а з ^Ср — с р ед н е е зн а ч е н и е н а р а б о т к и м е ж д у о т к а з а м и ; ч а ­
с т о т а о т к а з о в , или п а р а м е т р п о тока о т к а зо в , ю — ср е д н е е
число о т к а з о в в ед и н и ц у врем ени.
со = 1//
п
1
где л — общее число периодов работы машины за время наблюдения; / i - длительность работы в i-м периоде наблюдения.
О сн ов н ы м и п о к а з а т е л я м и д о лгов еч ности я в л я ю т с я : г а м м а п р о ц е н т н ы й р е с у р с — это н а р а б о т к а , в те че н и е которой
о б ъ е к т не д о с т и г а е т п р е д е л ь н о г о с о с то я н и я с з а д а н н о й в е р о я т ­
ностью, в ы р а ж е н н о й в п р о ц е н т ах ; с р е д н и й р е с у р с — с р е д ­
н я я н а р а б о т к а до п р ед ел ьн о г о состоян ия. Д л я м а ш и н основн ы м
п о к а з а т е л е м д олгов е ч н о с ти я в л я е т с я с р о к с л у ж б ы , т. е. к а ­
л е н д а р н а я п р о д о л ж и т е л ь н о с т ь э к с п л у а т а ц и и до п р е д е л ь н о г о с о ­
стоян ия.
Р е м о н т о п р и го д н о с т ь м а ш и н о ц е н и в а е т с я основн ы м ч и с л е н ­
ным
кр и тер и е м — с р е д н и м
временем
единичного
п р о с т о я д л я в о с с т а н о в л е н и я р абот о с п о с о б н о с т и :
(123)
где п — общее число отказов за время наблюдения;
простоя машины из-за отказа какого-либо элемента.
— длительность /-го
Д л я а в т о м а т и ч е с к и х л ини й с у м м а р н а я д л и т е л ь н о ст ь п р е д у ­
п р е ж д е н и я , о б н а р у ж е н и я и у с т р а н е н и я о т к а з о в , т. е. с о б с т в е н ­
ны е простои линии, я в л я е т с я величиной, к о т о р а я о б ъ е к т и в н о
х а р а к т е р и з у е т у р о в е н ь н а д е ж н о с т и . В о б щ е й д л и те л ь н о с т и с о б ­
ствен ны х пр осто ев а в т о м а т и ч е с к и х л ини й о б н а р у ж е н и е и у с т р а ­
нение с л у ч а й н ы х о т к а з о в с о с т а в л я е т 7 0 . . . 8 0 %, о с т а л ь н ы е
2 0 . . . 30 % п ростоев ух од ит на п р е д у п р е ж д е н и е о т к а зо в . О с н о в ­
ным к о м п л ек с н ы м п о к а з а т е л е м н а д е ж н о с т и м е х ан и ч е с к и х с и ­
стем я в л я е т с я к о э ф ф и ц и е н т т е х н и ч е с к о г о и с п о л ь ­
з о в а н и я — от н о ш ен и е н а р а б о т к и и зд е л и я з а н а б л ю д а е м ы й
пер и од к с у м м е этой н а р а б о т к и и д л и т е л ь н о ст и всех простоев
д л я ре м о н т о в и т е х н и ч еского о б с л у ж и в а н и я .
Контрольные вопросы
1. Что такое машина и из каких основных механизмов она состоит?
2. К ак классифицируется деревообрабатываю щ ее оборудование? 3. Что такое
производительность машины и производительность общественного труда?
188
4. Какие вы знаете виды агрегатировании? 5. Что понимается под техноло­
гической точностью и чем она определяется? 6 . Что такое общ ая н адеж ­
ность изделия и какими свойствами она характеризуется?
Г л а в а 9. М ЕХАНИЗМ Ы И Ф У Н К Ц И О Н А Л ЬН Ы Е УЗЛЫ
Д Е РЕВ О О БРА БА ТЫ В А Ю Щ И Х МАШИН
44. Д в и г а т е л ь н ы е м е х а н и зм ы
С о в р е м е н н ы е м а ш и н ы им ею т и сп о л н и т е л ьн ы е м е х а н и зм ы
(о р г а н ы ) и приводы . С т р у к т у р н а я сх е м а п р и в о д а в к л ю ч а е т
в себя д в и г а т е л ь и п е ред ачу. Во многих с л у ч а я х в к о н с т р у к ­
ц и ях д е р е в о о б р а б а т ы в а ю щ и х м а ш и н к и н е м а т и ч е с к и е зв е н ь я п е ­
р е д а ч и отсутствую т, а и с п олн и т ельн ы й р а бо ч и й о р г а н з а к р е п ­
л я е т с я н е п осре д с тв е н н о на в а л у (ш то к е) д в и г а т е л я .
У больш инства деревообрабаты ваю щ их машин исполнитель­
ный о р г а н г л а в н о г о д в и г а т е л я с о в е р ш а е т в р а щ а т е л ь н о е и н е­
р е г у л и р у е м о е п о с т у п а т е л ь н о е д в и ж е н и я . В этих с л у ч а я х н а и ­
б о л е е ш и р о к о п р и м е н я ет с я э л е к т р о д в и г а т е л ь н ы й привод. Н о
в п о сл ед ние годы в св я зи с бо лее ш и р о ки м вн ед р ен и ем а в т о ­
м а ти ч е с к и х л иний и гибких п р о и зв о д с т в е н н ы х систем ( Г П С ) ,
в ко то ры х т р е б у е т с я р е г у л и р о в а н и е ско ро сти п о ст у п а т е л ь н о го
движения
рабочих органов, начали широко использовать
п ри в оды от г и д р ом отор ов . В м е х а н и з м а х с ц и к л о в ы м ( в о з ­
в р а т н о - п о с т у п а т е л ь н ы м ) д в и ж е н и е м п р и м ен я ю т гидро- и п н е в ­
м опривод.
П р и в о д ы м а ш и н к л а с с и ф и ц и р у ю т по с л е д у ю щ и м основн ы м
п р и з н а к а м : числу д в и г а т е л е й , типу д в и г а т е л е й и перед ач. П о
числу д в и г а т е л е й п ри в оды д е л я т с я на групповы е, о д н о д в и г а ­
т е л ь н ы е и м н о г о д в и г а тел ьн ы е , по типу д в и г а т е л е й — на э л е к ­
трич еские, г и д р а в л и ч е с к и е и п н ев м ати ч ески е. Д л я пер ед ачи
эн ерги и от д в и г а т е л ь н о г о м е х а н и з м а к ис п о л н и т е л ьн о м у в п р и ­
во д ах м огут и с п о л ь з о в ат ь с я з у б ч а т ы е , ч ер вя ч н ы е, п л а н е т а р н ы е ,
волновы е, ц е п н ы е и р е м е н н ы е п ер ед ачи , п е р е д а ч а винт — г а й к а ,
а т а к ж е к о м б и н и р о в а н н ы е перед ачи. В ы б ор ти п а п ер е д а ч и з а ­
висит от р а с п о л о ж е н и я п р и во да, усл ов и й р а б о т ы , т ипа и ис­
пользования двигателя.
Э л е к т р о д в и г а т е л ь н ы й пр и в о д п р и м е н я ю т д л я б ы стр ох од н ы х
у стр ойств — м е х а н и зм о в
г л а в н о г о д в и ж е н и я — и тих ох од ны х
с соо т в ет с т в у ю щ е й степ енью реду к ц и и — м е х а н и зм о в подачи.
Д в и г а т е л и в этих п р и в о д а х м огут б ы ть по стоянного и п е р е м е н ­
ного т о к а , п осл ед ние н а х о д я т б олее ш и р о к о е р а сп р о с т р ан е н и е .
И х м а с с а на 50 % м ен ьш е м ассы эл е к т р о д в и г а т е л е й п о с т о я н ­
ного т о ка. В д е р е в о о б р а б а т ы в а ю щ е м о б о р у д о в а н и и п р и м е н я ю т
п р е и м у щ ес т ве н н о а с и н х р о н н ы е к о р о т к о з а м к н у т ы е э л е к т р о д в и ­
г а те л и п ер ем ен н ого т о к а единой серии 4А м о щ н остью 0 , 0 6 . . .
189
400 к В т с высотой оси в р а щ е н и я 5 0 . . . 355 мм. В за ви си м о с т и
от м о щ но сти К П Д этих д в и г а т е л е й и з м е н я е т с я в и н т е р в а л е
5 0 . . . 94,5 %• Ч е м м е н ьш е м ощ ность, тем м ен ьш е К П Д .
П р и у с т ан о в к е б ы ст р о х о д н ы х р а б о ч и х о р г а н о в н е п о ср ед ст ­
венно на в а л ы д в и г а т е л е й и с п о л ь з о в а н и е с т а н д а р т н ы х э л е к т р о ­
д в и г а т е л е й единой серии 4А з а ч а с т у ю н е ц е л е с о о б р а зн о в с л е д с т ­
вие м а л о го д и а м е т р а в а л а и н е д остаточн ой г р у зо п о д ъ е м н о с т и
под ш ипни ков. В это м с л у ч а е п р и м е н я ю т с п е ц и а л ь н ы е э л е к т р о ­
д в и г а т е л и с у д л и н е н н ы м р о т ор ом серии 4 А Д , м ощ н остью 0 , 2 5 . ..
7,5 к В т с син хр онной ч асто то й в р а щ е н и я 300; 3600; 6000; 12 000
и 18 000 м ин-1 . Э л е к т р о д в и г а т е л и п ерем ен н ого т о к а пр и м ен я ю т
в тех с л у ч а я х , ко г д а не п р е д ъ я в л я е т с я осо бы х т р е б о в ан и й
к п усковы м х а р а к т е р и с т и к а м , с к о л ь ж е н и ю при т е м п е р а т у р е
о к р у ж а ю щ е г о в о з д у х а ± 4 0 °С. П о к о н с тр у к ти в н о м у и с п о л н е ­
нию ко р п у с а они могут бы ть на л а п а х (основное и с п о л н е н и е ),
с л а п а м и и ф л а н ц е в ы м щ итом , т о л ь к о с ф л а н ц е в ы м щ итом .
О течествен ной п р о м ы ш л е н н о с т ь ю в ы п у с к а ю т с я м н о г о с к о ­
ро с т н ы е а с и н х р о н н ы е эл е к т р о д в и г а т е л и . В н а с т о я щ е е в р е м я
м но го с ко р о с т н ы е д в и г а т е л и з а м е н я ю т м о т о р а м и -р е д у к т о р а м и ,
а д л я р е г у л и р у е м о г о по с ко рости п р и в о д а и с п о л ьзу ю т м оторы в а р и а т о р ы - р е д у к т о р ы и р о т о р н ы е г и д ро м о тор ы . Эти при воды
(рис. 73) к о м п а к т ы и у д о б н ы в э к с п л у а т а ц и и . М от о р ы -р ед у к то р ы к о м п о н у ю т ся из с т а н д а р т н ы х ф л а н ц е в ы х э л е к т р о д в и г а т е ­
лей и р е д у к т о р о в на л а п а х или с ф л а н ц е м , к о т о р ы е м огут б ы ть
ци ли н д ри ч еск ого , п л а н е т а р н о г о или вол нов ого типов. М оторы -
b
Рис. 73. М оторы-редукторы и моторы-варнаторы-рсдукторы.
а, в — на лапах; б, г — фланцевые
190
в а р и а т о р ы -р е д у к т о р ы в к л ю ч а ю т е щ е д о п о л н и т е л ь н о е п р о м е ж у ­
точное звено — к л и н о р е м е н н ы й в а р и а т о р , что п о зв о л я е т р е г у л и ­
р о в а т ь велич ину скорости.
П ри и с п о л ьз о в ан и и к о м б и н и р о в а н н ы х эл е к т р о п р и в о д о в от
д в и г а т е л е й м о щ н о с тью 0 , 2 5 . . . 22 кВ т с частотой в р а щ е н и я
7 0 0 . . . 2900 мин-1 к р у т я щ и й м ом ент на вы х о д н о м в а л у с о с т а в ­
л я е т Л1кр = 9 0 . . . 4000 Н • м, ч а с т о т а в р а щ е н и я я = 7 . . . 4 5 0 м и н - 1.
Г и д р о д в и г а т е л и — это м а ш и н ы д л я п р е о б р а з о в а н и я эн ерги и
п о тока ж и д к о с т и в м ех а н и ч е с ку ю эн ерги ю в р а щ а т е л ь н о г о или
п о с т у п а т е л ь н о го д в и ж е н и я р а б о ч е г о о р г а н а . Г и д р о д в и г а те л и
с
нео гр а н и ч ен н ы м
хо д о м
назы ваю т
гидромоторами,
а с о гр а н и ч е н н ы м ход ом — г и д р о ц и л и н д р а м и. П е р в ы е
предназначены для придания рабочему органу вращ ательного
д в и ж е н и я . О ни м огут б ы ть н и зк о м о м е н т н ы м и (б ы с т р о х о д н ы м и )
и в ы со к о м о м е н т н ы м и (т и х о х о д н ы м и ). Б ы с т р о х о д н ы е г и д р о м о ­
торы х а р а к т е р и з у ю т с я м а л ы м о тно ш ен ием к р у т я щ е г о м о м ента
М КР и ч ас т о т ы в р а щ е н и я п : Л4кр//г = 0,001 . . . 1 Н - м / м и н -1. Д л я
тих о х о д н ы х это о т н о ш ен и е д о с т и г а е т 20000.
В г и д р о п р и в о д а х в р а щ а т е л ь н о г о д в и ж е н и я п ов ор отны х у с т ­
ройств а г р е г а т н ы х с т а н к о в и а в т о м а т и ч е с к и х линий, а т а к ж е
в п р и в о д а х в р а щ е н и я хо д о в ы х вин тов сил овы х у зл о в п р и м е ­
н я ю т ш ес т е р е н н ы е М Н Ш , а к с и а л ь н о - п о р ш н е в ы е Г 15-2 и аксиа л ь н о - р а д и а л ь н ы е М Р - Ф гид ро м ото ры .
Техническая характеристика гидромоторов
МНШ
Г 15-2
12 . . . 64
II . . . 153
Расход масла, к г / м и н ...............................................
Частота вращения, мин -1 ....................................... 300 . . . 1600
1300 . . . 2400
Крутящий момент, Н -м
.......................................
50 . . . 70
10 . . . 140
..............................
9,5 . . . 14
0,8 . . . 14
Э л е к т и в н а я мощность, кВт
Объемный К П Д
........................................................
20,9 . . . 0,98
\
П о т р е б л я е м а я м ощ ность,
б ы ть о п р е д е л е н а по ф о р м у л е
кВ т,
насосов
всех
типов
P n = pQ/60,
может
(124)
где р —д а в л е н и е в системе, М П а; Q — расход жидкости, кг/мин.
Э ф ф е к т и в н а я ( о т д а в а е м а я ) м о щ но сть, кВ т:
Р 3 = Р пг\о,
(125)
где т]о — объемный К П Д гидромотора.
Н е о б х о д и м а я п р о и зв о д и те л ь н о с т ь н а со с а , п о д аю щ е г о масл о
к г и д р он асо су, о п р е д е л я е т с я по ф о р м у л е
Q = qn/ 103-т)о,
(126)
где q — удельный расход масла гидромотора, см 3/об.
В стан ках и автоматических линиях, вы пускаемы х в С С С Р ,
широко
применяю тся
н е р е г у л и р у е м ы е а к с и а л ь н о -п о р ш н е в ы е
ги д р о м о то р ы Г 15-2 (рис. 74 ). М а с л о н а со с о м п о д а е т с я в одну
191
Рис. 74. Аксиально-поршпевой гидромотор
из полостей 7 и ч ерез о к н а 6 к р ы ш к и 8 п о с ту п а е т в ц и л и н д р ы 9,
р а с п о л о ж е н н ы е в б л о к е 5, под п ор ш ни 10. Д а в л е н и е от порш ней
через т о л к а т е л и 12 п е р е д а е т с я на н а к л о н н ы й р а д и а л ь н о - у п о р ­
ный ш а р и к о п о д ш и п н и к 2, на ко тором в о з н и к а е т т а н г е н ц и а л ь ­
н а я с о с т а в л я ю щ а я силы , по д д ей с тв и е м кото ро й н а ч и н а е т в р а ­
щ а т ь с я б а р а б а н 11, п р и д а в а я в р а щ а т е л ь н о е д в и ж е н и е в ы х о д ­
ному в а л у 1. Б л о к ц и л и н д р о в 5 п о л у ч а е т в р а щ е н и е от б а р а б а н а
11 ч ерез п о в о д о к 4 и п р и ж и м а е т с я к к р ы ш к е - р а с п р е д е л и т е л ю 8
пру ж и н о й <3. И з м е н е н и е н а п р а в л е н и я в р а щ е н и я в а л а о с у щ е с т ­
в л я е т с я и зм ен ен и ем н а п р а в л е н и я п о д ачи м а с л а в полости 7
крыш ки-распределителя.
Д л я п р е о б р а з о в а н и я эн ерги и п о тока ж и д к о с т и в м е х а н и ч е ­
скую эн ерги ю в о зв р а т н о -п о с т у п а т е л ь н о г о или возв р а т н о -п о в о 192
а
S
б
Jtt_
w
Рис. 75. Конструктивные схемы гидроцилиндров:
а, б, в, г, е, з — двустороннего действия; д, ж — одностороннего действия; и — диафрагменный одностороннего действия
ротно го д в и ж е н и я вы х од ного з в е н а п р и м е н я ю т с и л о в ы е гидроц и л и н д р ы в к а ч е с т в е д в и г а т е л е й о г р а н и ч е н н о г о ход а.
Гидроцилиндры (рис. 75) м огут б ы ть одно- и д в у ст о р о н н е г о
д ей с тв и я с вы со ки м о б ъ е м н ы м К П Д (т)0 = 0 ,9 8 .. .0,99). П р и п о д ­
бор е г и д р о ц и л и н д р а з а д а ю т с я у с и л и е м на ш т о к е и по р а б о ч е м у
д а в л е н и ю в т р у б о п р о в о д е на о сн о в ан и и у р а в н е н и я F = p S о п р е ­
д е л я ю т р а з м е р ы п оп еречного сечен ия ц и л и н д р а , п р е н е б р е г а я
д а в л е н и е м в сливной части. В этой ф о р м у л е 5 — в е л и ч и н а а к ­
т ивной п л о щ а д и п ор ш н я . У г и д р о ц и л и н д р о в д в у ст о р о н н его д е й ­
ст ви я с о д н ос то рон н и м ш то к о м или р а з л и ч н ы м и по п л о щ а д и
поперечного сечен ия ш т о к а м и д в и ж е н и я в п р о т и в о п о л о ж н ы х
н а п р а в л е н и я х б удут о с у щ е с т в л я т ь с я с р а з л и ч н ы м и с ко ро стям и .
О т н о ш ен и е д и а м е т р а ш т о к а к д и а м е т р у ц и л и н д р а в ы б и р а е т с я
ко н с тр у к ти в н о и и зм е н я е т с я в ш и р о ки х п р е д е л а х : d mT/ D =
= 0 , 2 . . . 0,7.
П р и не б о л ьш и х п е р е м е щ ен и я х , но с б о л ьш и м и у с ил иям и,
применяют мем бранны е (диаф рагм енны е) гидроцилиндры. А к­
т и в н а я п л о щ а д ь в т а к и х к о н с тр у к ц и я х п р и б л и ж е н н о о п р е д е л я ­
ется по ф о р м у л е
S = 0,262 ( D' + D d + d ? ) ,
где D — диаметр заделки мембраны; d — диаметр жесткого диска.
С и л о в ы е ги д р о ц и л и н д р ы х а р а к т е р и з у ю т с я р я д о м п о к а з а т е ­
лей, ко т о р ы е р а с с ч и т ы в а ю т с я по с л е д у ю щ и м ф о р м у л а м .
7
З а к а з № 2049
193
Р а с х о д ж и д к о с т и Q, л /м и н , при з а д а н н о й с к о ро сти п о с т у п а ­
те льн о го д в и ж е н и я v, м /м ин, и р а б о ч е й п л о щ а д и п о р ш н я S,
с м 2:
Q = 0,lSi>.
(127)
Р а б о ч а я п л о щ а д ь п о р ш н я S , с м 2, при д и а м е т р а х , мм, ц и ­
л и н д р а , D, ш т о к а d mT, п л у н ж е р а D n3I:
д л я п ро т и в о ш т о к о в о й полости
SnuiT = 0 , 7 8 5 D M 0 - 2;
(128)
д л я ш ток ов ой полости
S mT = 0,785 (D 2- d L ) 1 0 - 2;
(129)
д ля плунжерного цилиндра
5 Пл = 0,785£пЛ1 0 - 2.
(130)
Р а з в и в а е м о е у с и л и е F, Н , при р а зн о с т и д а в л е н и й в п ол о стях
нагнетания и слива Ар, М П а:
F = 1 0 2-A/7.
(131)
М о щ н о с т ь Р, к В т
п_
ДрО
60
Fv
6 - 104
(132)
В ги д р о с и с т е м а х д е р е в о о б р а б а т ы в а ю щ и х с т ан к о в г и д р о н а ­
сосы с о з д а ю т д а в л е н и е д о 6,5 М П а , а в с и с т е м а х г и д р а в л и ч е ­
ски х прессов д о 40 М П а . Д л я о б есп ечен и я р а в н о м е р н о с т и ход а
п о р ш н я в ш то к о во й полости ц и л и н д р а с о з д а ю т д а в л е н и е 0 , 3 . . .
0,5 М П а д р о с с е л и р о в а н и е м или у с т ан о в к о й под п о рн ого к л а п а н а
на с л ив ной части.
Н ар яд у с гидравлическими приводами широкое расп ростра­
нение п о л у ч а ю т п н е в м а т и ч е с к и е . П о при н ц и п у д е й с т в и я они
п р а к т и ч е с к и не о т л и ч а ю т с я от ги д р а в л и ч е с к и х , но к о н с трук ц и и
э л е м е н т о в си стем ы в с л е д с т в и е о т л и ч и я ф и зи ч е с к и х свойств в о з ­
д у х а от свойств ж и д к о с т и и м ею т особенности. Д а в л е н и е в п р о ­
изв о д с т в ен н ы х
п н е в м о с и с те м ах
с о с т а в л я е т об ы чно
0, 4. . .
1,0 М П а .
В конструкциях деревообрабаты ваю щ их станков и ав т о м а ­
т ических л ини й н а и б о л е е ш и р о к о п р и м е н я ю т с я п о р ш н е в ы е и
диафрагменные
пневматические
двигатели.
Поршневые
п н е в м о д в и г а т е л и им ею т ц и л и н д р , ш то к и пор ш ень, но
к о н с т р у к ц и я не с к о л ьк о прощ е, чем г и д р а в л и ч е с к и х д в и г а те л е й ,
т а к к а к м ен ьш е р а б о ч е е д а в л е н и е в системе.
Т ип овой п н ев м о п р и в о д и з о б р а ж е н на рис. 76. П о р ш е н ь 1 пе­
р е м е щ а е т с я в р а б о ч е м ц и л и н д р е 2 под д ей с тви е м с ж а т о г о в о з ­
д у х а , п о с т у п а ю щ е г о по п ер ем е н н о в о б е полости ц и л и н д р а из
м а г и с т р а л и ч ерез р а с п р е д е л и т е л ь 6. В кон це х о д а з а д а н н о й ве194
Рис. 76. Пневмодвигатели:
а— поршневой; б — диафрагменный
личины , что о п р е д е л я е т с я п о л о ж ен и е м в ы к л ю ч а т е л е й , к у л а ч о к
3 ш т о к а н а ж и м а е т на р ы ч а г одного из в ы к л ю ч а т е л е й 4 или 5
си стем ы у п р а в л е н и я р а с п р е д е л и т е л я . В п о л о ж ен и и , и з о б р а ж е н ­
ном на рис. 76, а, по р ш е н ь п е р е м е щ а е т с я в п р а в о , п р и в о д я в р а ­
бочее п о л о ж е н и е в ы к л ю ч а т е л ь 5. К о г д а он з а й м е т к р а й н е е п р а ­
вое п о л о ж ен и е , п е р е к л ю ч и тс я в ы к л ю ч а т е л ь 4. С и г н а л в виде
д а в л е н и я с ж а т о г о в о з д у х а поступит на вхо д р а с п р е д е л и т е л я б,
и зо л о т н и к п е р е м ес ти тс я в п р а в о е п о л о ж ен и е . С ж а т ы й во зд ух
из м а г и с т р а л и ч ер ез р а с п р е д е л и т е л ь поступи т в п р а в у ю полость
ц и л и н д р а 2, и п о р ш ен ь 1 п е р е м е с ти тс я влево. В кон це о б р а т ­
ного х о д а к у л а ч о к на ш т о к е н а ж м е т на конечны й в ы к л ю ч а т е л ь
5, з о л о т н и к п е р е к л ю ч и тс я , и ци кл п ов торя ется .
В м е х а н и з м а х , где не т р е б у е т с я б о л ьш и х пере м ещ ен и й , ш и ­
роко р а с п р о с т р а н е н ы д и а ф р а г м е н н ы е п н е в м о д в и г а ­
т е л и (рис. 76, б) с пл оской и т а р е л ь ч а т о й м е м б р а н о й . Д в и г а ­
т е л ь состоит из р а з ъ е м н о г о ко р п у с а 5, в ко тором р а з м е щ а е т с я
м е м б р а н а 1, и з г о т о в л е н н а я из эл а с т и ч н о г о р е зи н о -тк а н е в о г о
м а т е р и а л а . П р и п о д а ч е с ж а т о г о в о зд у х а через р а с п р е д е л и т е л ь
4 и ш ту ц ер 3 м е м б р а н а п р о г и б а е т с я и, в о зд е й с т в у я н а д и с к 2,
п е р е м е щ а е т ш то к 7 на вел и ч и н у х о д а S. О б р а т н ы й х од м е м ­
б р а н ы пр о и с х о д и т под д ей с тв и е м п р у ж и н ы 6. В за в и с и м о с т и от
д и а м е т р а и в и д а м е м б р а н ы хо д ш т о к а с со х р а н е н и е м на нем
в ел и ч и н ы у с и л и я с о с т а в л я е т 1 0 . . . 30 мм. У силие Н , на ш то к е
в кон це его х о д а м о ж н о о п р е д е л и т ь по ф о р м у л е
F = 0,2 (D + d)2p — F np,
(133)
где D и d — диаметры соответственно мембраны и диска, мм; р — давление
сж атого возд уха в магистрали, М Па; F aр — сила пружины в конце хода
штока, Н.
7*
195
45 . М е х а н и з м ы р е з а н и я
М е х а н и з м ы г л а в н о г о д в и ж е н и я н еп осред ств ен н о в о зд е й с т ­
вую т на о б р а б а т ы в а е м ы й об ъ е кт . О ни и зм е н я ю т ф ор м у , с о ­
стоян ие, р а з м е р ы , п о л о ж е н и е и св о й с т ва о б р а б а т ы в а е м о г о о б ъ ­
е кта. Д л я о б ес п е ч е н и я н е п р ер ы вн о с ти и устойчи вости п р о т е к а ­
н ия тех н о л о ги ч е с к о го п р о ц е сс а с т ан к и им ею т м е х а н и з м ы в с п о ­
м о г а т е л ь н ы х д в и ж е н и й : подачи, з а ж и м о в , п р и ж и м о в , п и та н и я ,
с б р а с ы в а н и я , к о н т р о л я к а ч е с т в а и т. д.
Г л а в н о е д в и ж е н и е в б о л ь ш и н с тв е д е р е в о о б р а б а т ы в а ю щ и х
с т а н к о в о с у щ е с т в л я е т р е ж у щ и й ин струм ент. Н о и м е ю тс я стан ки
(л у щ и л ь н ы е , т о к а р н ы е ) , где г л а в н о е д в и ж е н и е , о б е с п е ч и в а ю ­
щ е е с р е з а н и е с т р у ж к и , с о в е р ш а е т о б р а б а т ы в а е м ы й об ъ е кт ,
а д в и ж е н и е п од ачи — нож , резец.
Р а б о ч и м и о р г а н а м и м е х а н и зм о в г л а в н о г о д в и ж е н и я я в л я ­
ю тс я в а л ы (н о ж е в ы е , пи льны е, ш л и ф о в а л ь н ы е , п о л и р о в а л ь ­
н ы е ), ш п и н д е л и , су пп ор ты , диски, ш кивы , п а т р о н ы и центры.
П о в и д у д в и ж е н и я они р а з д е л я ю т с я на три гру ппы : в р а щ а ­
тельн ого, п о с т у п а т е л ь н о г о и в о з в р а т н о -п о с т у п а т е л ь н о г о д в и ж е ­
ния. Р а з д е л е н и е р а б о ч и х о р г а н о в на в а л ы и ш п и н д е л и у с ­
ловное.
Рабочие органы вращ ательного движения. Н ож евы е валы
в х о д я т в кон стр у к ц и ю м е х а н и зм о в р е з а н и я д л я про д о л ьно го
ф р е з е р о в а н и я ф у г о в а л ь н ы х и р е й см у со вы х ст ан ков . Н а рис. 77
п о к а з а н а к о н с т р у к ц и я ц ел ьного с т а л ь н о г о в а л а ф у го в а л ь н о го
с т а н к а . Н о ж е в о й в а л и з г о т о в л я ю т с у т о л щ е н н о й ср едн ей частью ,
в котор ой и м е ю тс я д в а или ч ет ы р е п р о д о л ь н ы х п а з а д л я у с т а ­
новки н о ж ей 3.
Н о ж п р и ж и м а е т с я к с тен ке п а з а к л и н о вы м в к л а д ы ш е м 4
при в ы в и н ч и в а н и и из него б олто в 6, к о т о р ы е у п и р а ю т с я г о л о в ­
к а м и в с т ен к у п а з а , р а с п о л о ж е н н у ю п ро тив н о ж а . Д л я о б е с ­
печения н а д е ж н о с т и з а к р е п л е н и я н о ж е й по д л и н е в а л а у с т а ­
н а в л и в а е т с я не с к о л ьк о болтов, к о т о р ы е р е к о м е н д у е т с я п о д т я ­
г и в а т ь р а в н о м е р н о от се р е д и н ы к к р а я м в а л а . Н а ш е й к а х в а л а
у с т а н а в л и в а ю т с я п о д ш и п н и ки к а ч е н и я 1 в ко р п у с а х 5. С м а з к а
п од ш и п н и ков и н д и в и д у а л ь н а я ч ер ез п р е с с -м а с л е н к и 2. Н а о д ­
ном ко н ц е в а л а у с т ан о в л е н ш ки в д л я п е р ед ач и в р а щ а т е л ь н о г о
д в и ж е н и я ч ер ез р е м е н н у ю п е р е д а ч у или п о л у м у ф т а д л я с о е д и ­
н ения с в а л о м э л е к т р о д в и г а т е л я . Ч а с т о т а в р а щ е н и я в а л а при
ре м е н н о й п е р е д а ч е 4 0 0 0 . . . 6000 мин-1 .
Н а о б р е з н ы х с т а н к а х у с т а н а в л и в а ю т с о с та в н ы е в а л ы . П и л ь ­
ный в а л (рис. 78) состоит из кор ен но го в а л а 9 с в ну тренн им и
ш л и ц а м и и ш л и ц е в о го в а л а 8. К орен н ой в а л м о н т и р у ю т на
п о д ш и п н и ков ой о п ор е 10. Он п о л у ч а е т в р а щ е н и е от э л е к т р о д в и ­
г а т е л я ч ерез ш к и в 11. Ш л и ц е в о й в а л у с т а н о в л е н на п о д ш и п ­
н и ков ы х о п о р а х п о д в и ж н о г о 12 и н е п о д в и ж н о г о 13 суппортов.
Н а это м в а л у р а с п о л о ж е н ы п и л ь н ы е вт у л к и 3 и 7, ч ер ез кото196
р ы е п е р е д а е т с я в р а щ е н и е д и с к о в ы м п и л а м 5, з а ж и м а е м ы м ш а й ­
б ам и 4 и 6.
Д л я п р е д о т в р а щ е н и я осевого п е р е м е щ е н и я ш л и ц е в о г о в а л а
в его л е в ом т о р ц е р а с т о ч е н о гл ух ое о тве р сти е , в кот о р о е в с т а в ­
л ен о з а п о р н о е ус т р о й с тво 1 с п р у ж и н о й 2. П о д в и ж н о й суппорт
12 в м есте с пилой м о ж е т п е р е м е щ а т ь с я по д ву м к р у г л ы м н а ­
п р а в л я ю щ и м от г и д р о п р и в о д а . Р а с с т о я н и е м е ж д у д и с к а м и пил
о п р е д е л я е т с я ш ирин ой в ы п и л и в а е м о й о б р е з н о й доски. С к о ро сть
р е з а н и я 60,5 м /с при м а к с и м а л ь н о м д и а м е т р е пи лы 500 мм.
В кр у г л о п и л ь н ы х и а г р е г а т н ы х с т а н к а х в ка ч е с тв е р аб о ч и х
о р г а н о в г л а в н о г о д в и ж е н и я п р и м е н я ю т пи ль н ы е в а л ы с к о н ­
со л ьн ы м р а с п о л о ж е н и е м пи лы (рис. 79 ). П и л ь н ы й в а л 2 у с т а ­
н а в л и в а е т с я в п од ш и п н и к о в ы х о п о р а х 3 и п о л у ч а ет в р а щ е н и е
от э л е к т р о д в и г а т е л я через р е м е н н у ю п е р е д а ч у и ш к и в 1. Д и с ­
ковая пила 5 располож ена меж ду двумя ш айбами: неподвиж ­
ной 4 и с ъ е м н о й 6. З а ж и м д и с к а пи лы п р о и зв о д и тс я га й к о й 7.
С о з д а н и е н ео б х оди м ого к р у т я щ е г о м о м е н т а о с у щ е с т в л я е т с я за
счет сил т р е н и я на п о ве р х н о ст я х д и с к а пи лы и ш ай б. С и л а з а ­
ж и м а д и с к а га й к о й д о л ж н а б ы ть т а к о й , чтобы с и л а т р е н и я на
р а б о ч и х п о ве р х н о ст я х ш а й б и д и с к а пи лы с о з д а в а л а момент,
р а в н ы й или б о л ь ш е м о м е н т а от к а с а т е л ь н о й с ил ы р е з а н и я на
р а д и у с е р е за н и я :
2 q fr> F KR,
(134)
197
Рис. 78. Составной пильный вал
где q — давление в зоне трения шайбы; f — коэффициент трения поверхности
шайбы по диску пилы; г — средний радиус рабочей ленты шайбы; F „ — ка­
сательная сила резания; R — радиус резания.
З д е с ь ш а й б ы с л у ж а т не т о л ь к о д л я п е р е д а ч и к р у т я щ е г о м о ­
мента, но и д л я п р и д а н и я б о л ьш е й ж е с т к о с т и п и л ь н о м у д и с ку
во в р е м я ра б о т ы . Д и а м е т р ш а й б ы й ш о п р е д е л я е т с я д и а м е т р о м
пилы D:
diu= 5yi>.
Н а ш лиф овальны х цилиндровых стан ках рабочим органом
гл а в н о г о д в и ж е н и я (рис. 80, а) я в л я е т с я в а л 2, на к отор ом м о н ­
тир у ет ся п у стотел ы й ц и ли н д р 6 д и а м е т р о м 250 . . . 350 мм и д л и ­
ной 7 5 0 . . . 25000 мм. В а л ц и л и н д р а д и а м е т р о м 60 . . . 80 мм у с ­
та н о в л е н в с к о л ь з я щ и х или р о л и к о в ы х р а д и а л ь н о - у п о р н ы х п о д ­
ш и п н и к а х 1 д л я в о с п р и я т и я осевой (а к с и а л ь н о й ) н а г р у зк и при
осциллировании.
198
Рис. 80. М еханизм главного движ ения ш лифовального станка:
а— шлифовальный цилиндр; б — механизм осевого колебания вала
О сев о е к о л е б а т е л ь н о е (о с ц и л л и р у ю щ е е ) д в и ж е н и е с ходом
10 мм и частотой 150 мин-1 п р и д а е т с я ц и л и н д р а м д л я п о в ы ш е ­
ния п р о и зв о д и те л ьн о ст и при со х р а н е н и и кач е ств а . П р и в о д в а л а
ч а щ е всего о с у щ е с т в л я е т с я от и н д и в и д у а л ь н о го э л е к т р о д в и г а ­
т е л я 5 ч ер ез уп р у гу ю п а л ь ц е в у ю м у ф ту 4. Н а ц и ли н д р н а в и в а ­
ется ш л и ф о в а л ь н а я ш к у р к а 7 и н а т я г и в а е т с я н а т я ж н ы м в и н т о ­
вы м уст р о й с тво м 3. Д л я с о з д а н и я у пр уго сти ш л и ф о в а л ь н о й
л е н т ы при р а б о т е и у м е н ь ш е н и я в ер о я тн о с ти п р о ш л и ф о в к и
м еж ду цилиндром и ш куркой пом ещ ается ф етровая прокладка
8. Н а в и в к а ш л и ф о в а л ь н о й л е н т ы м о ж е т б ы ть ц и л и н д р и ч е с к а я
или в и н тов ая .
О сево е к о л е б а н и е в а л у с ц и л и н д р о м с о о б щ а е т с п е ц и а л ь н о е
у с тро й ств о — о с ц и л л я т о р (рис. 80, б ) . Он в к л ю ч а е т ч ерв яч ную
п а р у 1, п о во д о к 3, ко торы й о д ним концом ш а р н и р н о с в я з а н со
стан иной , а д р у ги м с эк с ц е н т р и ч н о р а з м е щ е н н ы м на в а л у ч е р ­
вячн ого к о л е с а п а л ь ц е м 4. П р и р а б о т е ч ер вя ч н о й п е р е д а ч и в а л
ц и л и н д р а б уд е т с о в е р ш а т ь в о зв р а т н о -п о с т у п а т е л ь н о е д в и ж е н и е
в п о д ш и п н и ко вы х о п о р а х 2 с величиной х о д а S , о п р е д е л я е м о й
по ф о р м у л е
S = д / ^ + О 2— а2— У ( / — ,г )2 - а 2,
где / — длина поводка; г — радиус кривошипа;
ния колеса д о оси вращения поводка.
а — расстояние от оси вращ е­
На
м н о го ц и л и н д р о вы х ш л и ф о в а л ь н ы х с т а н к а х ц е л е с о о б ­
р а з н о о с ц и л л и р о в а н и е пер вы х ци ли н д ро в.
В п р о д о л ь н о -ф р е зе р н ы х , ф р е зе р н ы х , ш и п ор е зн ы х , с в е р л и л ь ­
ных и п а з о в а л ь н ы х с т а н к а х ш и ро ко р а с п р о с т р а н е н о кр е п лен и е
р е ж у щ е г о и н с т р у м е н т а на кон сольной ч асти в а л а . Т а к о е к о н ­
с т р у к т и в н о е ис п о лн е н и е г л а в н о г о в а л а н а з ы в а ю т ш п и н д е 199
Рис. 81. Суппорт с трехкоординатной настройкой
л е м. Ш п и н д е л и м огут бы ть д ел ьн ы е , сос та в н ы е, п о л ы е и т е л е ­
скопические.
У многих кр у г л о п и л ьн ы х , п р о д о л ь н о -ф р е зе р н ы х , п а з о в а л ь ных и а г р е г а т н ы х с т а н к о в в а л э л е к т р о д в и г а т е л я я в л я е т с я
ш п и н д е л е м . Э то и с к л ю ч а е т п отре бн ос ть в п е р е д а то ч н о м звене
и у п р о щ а е т ко н с тр у к ц и ю м е х а н и з м а р е з а н и я . Д в и г а т е л ь с р е ­
ж у щ и м ин с тр у м е н т о м у с т а н а в л и в а е т с я на с у п п о р те 15 (рис. 81 ),
ко то ры й им еет двух- или т р е х к о о р д и н а т н у ю н астр ойк у . Ш п и н ­
д е л ь ( э л е к т р о д в и г а т е л ь ) 2 с р е ж у щ и м и н с тр у м е н т о м 1 у с т а ­
новлен на пл ите 3, к о т о р а я м о ж е т п е р е м е щ а т ь с я с п о м ощ ью
ви н та 13 в г о р и зо н т а л ь н о м н а п р а в л е н и и от н ос и т е л ьн о п л и ты 5
и ф и к с и р у е т с я с топором 6. В е р т и к а л ь н о е п е р е м е щ е н и е ш п и н ­
д е л я о с у щ е с т в л я е т с я с п о м о щ ью в и н та 7, а ф и к с и р у е т с я с т о п о ­
ром 10. О тсчет вел и ч и н ы п е р е м ещ ен и й п р о и зв о д я т по ш к а л а м
л и н е е к 9 и л и м б а м 8 и 12. П е р е м е щ е н и е ш п и н д е л я по т ре м к о ­
о р д и н а т а м п р о и зво д и тс я с п о м о щ ью п оворотной плиты 3, на
кото ро й у с т а н о в л е н ш п и н д е л ь (э л е к т р о д в и г а т е л ь ) 2. П о в о р о т
п л и ты 3 п ро и схо ди т при в р а щ е н и и вин та 11 и ф и к с и р у е т с я с т о ­
пором 14. О тс че т у г л а н а к л о н а в еду т по ш к а л е 4.
Б о л ь ш у ю гру ппу с о с т а в л я ю т ш п ин дел и, п р и в о д и м ы е во в р а ­
щ ен и е ч ерез р ем е н н у ю перед ачу. Они м огут б ы ть сос та в н ы м и ,
це л ьны м и , п о л ы м и и те лес к оп и ч е с ки м и .
Н а рис. 82, а и з о б р а ж е н состав н о й ш п и н д е л ьн ы й узе л ф р е ­
зе р н о го с т а н к а с н и ж н и м р а с п о л о ж е н и е м ш п и н д е л я . В корп усе
4 в радиальноупорны х подш ипниках 3 и 9 смонтирован ш пин­
д е л ь 13, котор ы й п р и в о д и тс я во в р а щ е н и е от э л е к т р о д в и г а т е л я
200
ч ерез п л о с к о р е м е н н у ю п е р е д а ч у и ш ки в 1 с ч астото й в р а щ е н и я
3 0 0 0 . . . 9000 м и н - 1. С м а з к а п о д ш и п н и ков ш п и н д е л я о с у щ е с т ­
в л я е т с я м а с л я н ы м т у м ан о м . М а с л о из ем костей 2 ф и т и л я м и 5
п о д а е т с я на р а з б р ы з г и в а т е л и и ч ер е з п о д ш и п н и ки с т е к а е т в е м ­
кости. Ш п и н д е л ь им еет в е р т и к а л ь н о е н а с т р о е ч н о е устройство.
П о в о р о т о м м а х о в и ч к а 10 п р и во д и тс я во в р а щ е н и е ч ер в я ч н а я
п а р а с ко л е с о м -г а й к о й 7, к о т о р а я н е п о д в и ж н о с в я з а н а с к о р п у ­
сом ш п и н д е л я . Г а й к а при в р а щ е н и и п е р е м е щ а е т с я о т н о с и ­
т ельн о вин та 6, и з м е н я я п о л о ж е н и е ш п и н д ел я .
Р е ж у щ и й и н с тр у м е н т з а к р е п л я е т с я на ш п и н д е л ьн о й н а ­
с а д к е , к о т о р а я кон усны м х во стов и ко м ц е н т р и р у е т с я в конусной
р а с т о ч к е 8 ш п и н д ел я . П р и см е н е р е ж у щ е г о и н с тр у м е н т а , м о н ­
т а ж е и д е м о н т а ж е ш п и н д е л ьн о й н а с а д к и ш п и н д е л ь у д е р ж и в а ­
ется от п о в о р о т а ф и к с а т о р о м 12, ко т о р ы й ст о п о р и т с я вин том 11.
Ш п и н д е л ь н а я н а с а д к а (рис. 82, б) к р е п и т с я н а ш п и н д е л е
д и ф ф е р е н ц и а л ь н о й гайкой. Э то н а и б о л е е у д о б н ы й и н а д е ж н ы й
способ. Д и ф ф е р е н ц и а л ь н а я г а й к а 3 им еет д в е о д и н а к о в о го н а ­
п р а в л е н и я , но р а з н ы е по ш а г у р езьб ы . Ш а г на ш п и н д е л е
б о льш е, чем на ш п и н д е л ьн о й н а с а д к е . П р и п ов ор оте га й к и она
про ход ит о тно с и т е л ьн о ш п и н д е л я 1 б о л ь ш е е р а с с т о я н и е , чем
о т н ос и т е л ьн о н а с а д к и 2, и при м о н т а ж е в т я г и в а е т ее в к о н у с ­
ное отверстие. П р и д е м о н т а ж е г а й к а з а счет р а зн о с т и ш а г о в
р е зь б в ы т я г и в а е т н а с а д к у из гн езд а. В средн ей ч асти н а с ад к и
и м ею тся с ъ е м н ы е к о л ь ц а 4, м е ж д у ко т о р ы м и у с т а н а в л и в а е т с я
р е ж у щ и й и н с тр у м е н т 6, з а т я г и в а е м ы й га й к о й 5. В зав и си м ости
от н а б о р а и н с тр у м е н т а п р и м е н я ю т ш п и н д е л ь н ы е н а с а д к и р а з ­
ной длины.
Д л я п о л у ч ения изд е л и й ц и л и н д р и ч ес к о й ф о р м ы п р и м ен я ю т
п о л ы е ш п и н д е л и (рис. 83, а ) , у с т а н а в л и в а е м ы е на к р у г л о п а ­
л очн ы х с т а н к а х . Ш п и н д е л ь 3 у с т а н а в л и в а е т с я на п о д ш и п н и ­
ковой о п о ре 2 и п р и в о д и тся во в р а щ е н и е от э л е к т р о д в и г а т е л я
через р ем е н н у ю п е р е д а ч у и ш ки в 1. Н а ш п и н д е л е м он ти руется
н о ж е в а я г о л о в к а 4, ч ер ез которую п р о п у с к а е т с я з а г о т о в к а 5.
Ч а с т о т а в р а щ е н и я ш п и н д е л я 3500 мин-1 .
Д л я п е р е м е щ е н и я р е ж у щ е г о и н с тр у м е н т а в п р оц ессе р а б о т ы
в д оль оси в р а щ е н и я п р и м е н я ю т с о с т а в н ы е ш п и н д е л и (рис.
83, б) с т е л е ск о п и ч ес к и м соединением . Н и ж н я я ч ас т ь ш п и н д е л я
2, на кото рой в п а т р о н е з а к р е п л я е т с я и н с тр у м е н т 1, у с т а н а в л и ­
в а е т с я в п о д ш и п н и к а х 7 в с т а к а н е 3, к о то ры й п е р е м е щ а е т с я
в н а п р а в л я ю щ и х пово ро то м р у к о я т к и 8. В е р х н я я ч ас т ь 6 ш п и н ­
д ел я , у с т а н о в л е н н а я в под ш и п н и ко в ой о п о р е 5, п о л у ч а е т в р а ­
щ ен и е от э л е к т р о д в и г а т е л я ч ерез р е м е н н у ю п е р е д а ч у 4 и п е р е ­
д а е т к р у т я щ и й м о м ент н и ж н е й ч асти ч ер ез с к о л ь з я щ у ю ш п он к у
или ш ли ц ы . Д л я и зм е н ен и я ч ас т о т ы в р а щ е н и я в пер е д а то ч н о м
м е х а н и зм е и м ею тся с т у п ен ч а ты е ш кивы.
Р абочие механизм ы поступательного движ ения. И сполни­
т е л ь н ы е о р г а н ы т а к и х м е х а н и зм о в р а б о т а ю т
при вы соки х
201
6
Рис. 82. Шпиндельный узел фрезерного станка с нижним
шпинделя:
а— составной шпиндель; б — шпиндельная насадка
расположением
Рис. 83. Ш пиндели:
а— полый круглопалочного станка;
станка
б— с телескопическим
соединением
сверлильного
Рис. 84. М еханизмы резания поступательного движ ения станков:
а— ленточнопильного;
коленточного
б— шлифовального
широколенточного;
в— шлифовального
уз­
скор остях . И х к о н с тру к ти в н о й осо бен но стью я в л я е т с я то, что
р е ж у щ и й и н с тр у м е н т в виде бесконечной тонко й пильной или
ш л и ф о в а л ь н о й л е н т ы н а д е в а е т с я на 2 . . . 3 ш к и в а , один из к о ­
то р ы х п ри в оди тс я во в р а щ е н и е . П о д о б н ы е к он стру к ции м е х а ­
ни зм о в г л а в н о г о д в и ж е н и я им ею т л е н т о ч н о п и л ь н ы е и л е н т о ч н о ­
ш л и ф о в а л ь н ы е станки. В м еб е л ьн о м п р о и зво д с т в е п р и м е н я ю т с я
л е н т о ч н о п и л ь н ы е с т ан к и с т о л я р н о го типа.
М е х а н и з м р е з а н и я (рис. 84, а) л ен т о ч н о п и л ьн о го с т а н к а с о ­
стоит из д в у х ш кивов, о б ъ е д и н е н н ы х пильной л ен т о й 2. О дин из
ш к и в о в —-в е д у щ и й п р и во дн ой 1, д р у г о й —-ведом ы й н а т я ж н о й 6.
В е д у щ и й ш ки в з а к р е п л я е т с я н а в а л у э л е к т р о д в и г а т е л я , а в е ­
д о м ы й ко н со льно на оси п о д в и ж н о г о су п п о р та 7. К о н с т р у к т и в ­
ное и с п олн ение ш к и в о в за в и с и т от величины р а б о ч е й н а г р у зк и
и г е о м етр и ческо й х а р а к т е р и с т и к и пильной ленты . Во и з б е ж а н и е
ч р ез м е р н ы х н а п р я ж е н и й в п о л о тн е пи лы при ее и зги бе на
ш к и в е необ ходи м о ув е л и ч и т ь его д и а м е т р . П о э т о м у м е ж д у т о л ­
щ иной пильной л е н т ы и д и а м е т р о м ш к и в а с у щ е с т в у е т з а в и с и ­
мость t = (0,001 . . . 0 , 0 0 0 7 ) Д где t — т о л щ и н а п о л о т н а пилы ;
D — д и а м е т р ш кив а.
Н а с т а н к а х с т о л я р н о го типа, где с ил ы р е з а н и я невелики
(300 Н ) , п р и м е н я ю т ш к и в ы д и а м е т р о м 4 0 0 . . . 1000 мм. Т о л ­
щ и н а пильной л е н т ы 0 , 5 . . . 0,8 мм, ш и р и н а 10 . . . 50 мм. Н а этих
с т а н к а х у с т а н а в л и в а ю т ш к и в ы с п л оски м об одо м . Д л я п р е д о т ­
в р а щ е н и я н а р у ш е н и я р а з в о д а пи льно го п о л о т н а о б о ды т а к и х
ш кивов п о к р ы в а ю т б а н д а ж о м из к о ж и или д р у го г о упру гого
материала.
В м е х а н и з м е р е з а н и я д л я о б есп ечен и я необ хо ди м о й в е л и ­
чины н а т я ж е н и я л е н т ы п р е д у с м о тр е н о н а т я ж н о е устр ойство
п р у ж и н н о г о или гр узов ого типа. Г р у з 4 на р ы ч а г е 5 п е р е д а ет
д а в л е н и е ч ер е з винт 8 н а с у п п о р т 7 верх него ш ки ва . М а х о в и ­
ком 3 п р о и зв о д и тс я у с т а н о в к а р ы ч а г а 5 в г о р и з о н т а л ь н о е п о ­
ло ж е н и е.
У стойчивое п о л о ж е н и е р е ж у щ е г о и н с тр у м е н т а на ш к и в а х
будет об есп ечено при н а п р я ж е н и и в п ол отн е пи лы от у с и л и я
н а т я ж е н и я д л я с т о л я р н ы х с т а н к о в в и н т е р в а л е 1 5 . . . 50 М П а .
С и л у т я ж е с т и г р у з а Q в ы б и р а ю т из у с л о в и я р а в е н с т в а м о ­
ментов:
Q ( / i - / 2) = / 2 ( G + 2 S 0),
где 1\ и /2 — плечи рычага; G — сила тяж ести верхнего шкива с суппортом;
S 0 = 6 6 r — сила натяж ения одной ветви пильной ленты; б — напряжение
в полотне пилы от усилия натяжения; b и т — соответственно ширина и
толщина ленты.
С и л а т я ж е с т и г р у з а при в ы б р а н н о м соотнош ен ии плеч р ы ­
ч а г а р а с с ч и т ы в а е т с я по ф о р м у л е Q = / г ( С? + 2 5 0) / ( / 1— h ) .
Д л я о г р а н и ч е н и я п о л о ж е н и я п и льного п о л о т н а во в р е м я р а ­
боты и о б есп ечен и я б о л ьш е й устойчивости в м е х а н и з м е р е з а н и я
204
п р е д у с м о тр ен ы б о ко в ы е и п р о д о л ь н ы е о гр а н и ч и т е л и 9. О ни м о ­
гут б ы ть р о л и к о в ы е или п л о ск и е из а н т и ф р и к ц и о н н о г о м а т е ­
риала.
М е х а н и з м ы р е з а н и я л ен т о ч н ы х ш л и ф о в а л ь н ы х с т а н к о в м о ­
гут б ы ть в ы п о л н е н ы с д в у м я или с т р е м я ш к и в а м и (рис. 84, б, в ) .
М еханизм с тремя ш кивам и х арактерен д ля ш ироколенточных
ш л и ф о в а л ь н ы х ст ан ко в. П р о р е з и н е н н ы е в а л ь ц ы 1 и 7 п р и в о ­
д я т с я во в р а щ е н и е от одного э л е к т р о д в и г а т е л я ч ерез р е м е н н у ю
п е р е д а ч у 5. В а л е ц 3 с о з д а е т н а т я ж е н и е ш л и ф о в а л ь н о й л е н т ы 2
с п о м ощ ью п р у ж и н н о г о или п н е в м а т и ч е с к о г о у с т р о й с т в а 4. Д л я
о с у щ е с т в л е н и я п р о ц е сс а ш л и ф о в а н и я к верх ней поверхн ости
п е р е м е щ а е м о й за г о т о в к и 8 п р и ж и м а е т с я под д ей ств и ем у т ю ж к а
6 р а б о ч а я п ов е рх н о сть ш л и ф о в а л ь н о й л енты .
Н а у з к о л е н т о ч н ы х ш л и ф о в а л ь н ы х с т а н к а х (рис. 84, в) м е ­
х а н и зм р е з а н и я состои т из д в у х ш кив ов : в е д у щ ег о 1 и в е дом ого
2, к о т о р ы е о б ъ е д и н е н ы ш л и ф о в а л ь н о й л енто й 5. В е д у щ и й ш кив
п о л у ч а е т в р а щ е н и е от э л е к т р о д в и г а т е л я 6, а в е д о м ы й ш кив,
у с т а н о в л е н н ы й на су п п о р те 3, м о ж е т п е р е м е щ а т ь с я при в р а щ е ­
нии м а х о в и к а 4 д л я н а т я ж е н и я ленты .
Во всех м е х а н и з м а х р е з а н и я с п о с т у п а т е л ь н ы м п е р е м е щ е ­
нием р е ж у щ е г о и н с тр у м е н т а с к о р о с т ь р е з а н и я за в и с и т от ч а ­
стоты в р а щ е н и я в е д у щ е г о ш к и в а ( в а л ь ц а ) и его д и а м е т р а . О п ­
р е д е л я е т с я э т а с к о р о с т ь по ф о р м у л е
up = jxDn/60,
(135)
где D — диаметр шкива (вальца), м; п — частота вращения, мин-1 ; v p — ско­
рость резания, м/с.
М еханизмы
р е з а н и я с в о з в р а т н о -п о с т у п а т е л ь н ы м д в и ж е ­
нием р а б о ч е г о о р г а н а им ею т т у о собен ность, что в течени е
д во йно го х о д а с к о р о с т ь его п е р е м е щ е н и я и зм е н я е т с я от н ул я
до м а к с и м а л ь н о г о зн а ч е н и я . В за в и с и м о с т и от т и п а п р и в о д а
с кор ость м о ж е т и з м е н я т ь с я по вел ич ине на п р о т я ж е н и и всего
пути п е р е м е щ е н и я или на у ч а с т к а х р е в е р с и р о в а н и я . П е р е м е щ е ­
ние п ро и схо ди т с у с кор ен и ем , что п р и в о д и т к в озн и кн о вен и ю
сил и н ерции и у в е л и ч ен и ю д и н а м и ч е с к и х н а г р у з о к в м е х а н и зм е .
Н е с т а б и л ь н о с т ь скор ости на всем пути п е р е м е щ е н и я р а б о ч е г о
о р г а н а н а б л ю д а е т с я в м е х а н и з м а х с кр и в о ш и п н о -п о л зу н н ы м
пр и во дом . Т а к и е п р и в о д ы им ею т р я д м о дел ей ш п о н о с т р о г а л ь ­
ных с т а н к о в д л я п е р е м е щ е н и я н о ж е в о го с у п п о р т а (рис. 8 5).
О т э л е к т р о д в и г а т е л я 8 ч ер е з к л и н о р ем е н н у ю п е р е д а ч у 7, р е ­
д у к т о р 6 с в ы х о д н ы м в а л о м и ш е с т е р н я м и 5 на к о н ц а х (н а
сх ем е п о к а з а н о д но сто ро н ний в ы х о д в а л а ) , в р а щ е н и е п е р е д а ­
ется на з у б ч а т ы е к о л е с а 4, к о т о р ы е з а к р е п л е н ы на в а л у к р и в о ­
ш и п а 3. Ш а т у н ы 2 с о е д и н я ю т в е р х н и е п а л ь ц ы к р и в о ш и п о в
с суп п ортом 1. П р и в р а щ е н и и зу б ч а т ы х ко л ес 4 и кр и в о ш и п о в 3
с уп п орт п о л у ч а е т в о з в р а т н о -п о с т у п а т е л ь н о е д в и ж е н и е с пере205
Рис. 85. М еханизм главного движения с кривошипно-ползунным приводом
менной ско р о с т ью V, к о т о р а я я в л я е т с я и ско р о с т ью р е з а н и я . Н а
с у п п о рте з а к р е п л е н ы н о ж и п р и ж и м н а я л и н е й к а д л я о б ж а т и я
ш пона.
Р а б о т а п о л зу н н о -к р и во ш и п н о го м е х а н и з м а х а р а к т е р н а тем,
что в к р а й н и х т о ч к а х т р а е к т о р и и д в и ж е н и я при а = 0 ° и а =
= 180° с к о рость г л а в н о г о д в и ж е н и я иг = 0, а у с к о р е н и е д о с т и г а е т
м а к с и м а л ь н о г о зн а ч е н и я . С к о р о ст ь п е р е м е щ е н и я с у п п о р та иг
на пути S = 2 r — ве л и ч и н а п е р е м е н н ая :
vr = v0 [sin а — (г/21) sin 2а],
где t)0 — окруж ная скорость пальца кривошипа (у о = 2я/7г/60), м/с; п — ча­
стота вращения пальца кривошипа, мин-1 ; г — радиус кривошипа, м.
В п р а к т и ч е с к и х р а с ч е т а х о г р а н и ч и в а ю т с я средн ей с ко ро стью
vr. гР = 2S n /6 0 = m l 15;
(136)
Уг.ср/^о = 2 / я ж 0 , 6 3 или иг. Ср ~ 0 ,6 3 и о.
(137)
Н аи больш ее значение ускорения:
а = ± (t'02/r) (1 — r/l).
46. М е х а н и з м ы подачи
М е х а н и з м ы п од ачи в р а б о ч и х м а ш и н а х п р е д н а з н а ч е н ы д л я
и зм е н ен и я о тн о с и т ел ьн о го п о л о ж е н и я о б р а б а т ы в а е м о г о о б ъ е к т а
и исп о л н и т е л ьн о го о р г а н а г л а в н о г о д в и ж е н и я по з а д а н н о й т р а ­
ектор и и в ход е те х н о л о г и ч ес к о го п ро ц есса. Д в и ж е н и е подачи
в этом с л у ч а е м о ж е т б ы ть п р и д а н о к а к з а г о т о в к е , т а к и и н с т р у ­
м енту в за в и с и м о с т и от в и д а п р о ц е сс а и ко н с тр у к ти в н о г о ис­
полнения машины.
В д е р е в о о б р а б а т ы в а ю щ и х с т а н к а х м е х а н и зм ы п о д ачи о с у ­
щ е с т в л я ю т п е р е м е щ е н и е п р и сп особл ен и й с за г о т о в к о й (и н с т р у ­
м енто м ) или за г о т о в к и , с о р и е н т и р о в а н н о й на б а з и р у ю щ е й п л о ­
скости. П е р е м е щ е н и е п ри с п о с обл е н и й о с у щ е с т в л я е т с я за счет
ки н е м а ти ч е с к и х с в я зе й эл е м е н т о в в п е р е д а то ч н о м м ехан и зм е.
206
В ка ч е с тв е при спосо бл ени й и с п о л ьзу ю т с я у по ры , супп орты , к а ­
ретки, р оторы , р ы ч а г и м а я т н и к о в о г о или б а л а н с и р н о г о типов,
ш танги . П р и у с т а н о в к е з а г о т о в о к в п р и с п о со б л е н и я х р е ш а ю т с я
д в е з а д а ч и : о р и е н ти р о в а н и е , о с у щ е с т в л я е м о е б а з и р о в а н и е м , и
об ес п е че н и е н е п о д в и ж н о с т и , д о с т и г а е м о е за к р е п л е н и е м . В т а к и х
м е х а н и з м а х п о д ач и с в я з ь м е ж д у п о д а ю щ и м о р г а н о м и о б ъ е к т о м
обработки ж есткая и исклю чается проскальзывание.
П е р е м е щ е н и е н е п осре д с тв е н н о з а г о т о в о к по б а з и р у ю щ е й п л о ­
скости при о б р а б о т к е я в л я е т с я особен н остью д е р е в о о б р а б а т ы ­
в а ю щ и х с тан ко в . П о д а ч а про и с х о д и т за счет ф р и к ц и о н н ы х с в я ­
зей п о д а ю щ е г о о р г а н а с по в ер х н о ст ью за г о то в к и . В р е з у л ь т а т е
э т и х с в я зе й в о з н и к а ю т с и л ы сце п л е н и я , под д ей стви ем которы х
заготовка перемещ ается.
М е х а н и з м ы п о д а ч и по х а р а к т е р у в з а и м о д е й с т в и я п о д а ю щ е г о
о р г а н а с за г о т о в к о й б ы в а ю т с ж е с т к о й и ф р и к ц и о н н о й с в я зя м и ,
а по х а р а к т е р у д в и ж е н и я — с п о с т у п а т е л ь н ы м и в о з в р а т н о - п о ­
с т у п а т е л ь н ы м д в и ж е н и е м . П е р е м е щ е н и е м о ж е т б ы ть н е п р е р ы в ­
ным п р я м о л и н ей н ы м ( к р и в о л и н е й н ы м ) или ш аг о в ы м . П о виду
и с п о л н и т е л ь н ы х о р г а н о в м е х а н и з м ы п од ачи д е л я т с я на в а л ь ц о ­
вые, кон в ей ерн ы е, су пп ор тн ы е, ш та н г о в ы е , ш а р н и р н о - р ы ч а ж ­
ные и р о т о р н ы е (к а р у с е л ь н ы е ) .
М е х а н и з м ы п од ачи с ж е с т к о й св я зь ю . М е х а н и з м ы с п о с т у ­
п а т е л ь н ы м (н е п р ер ы в н ы м , п р е р ы в и с т ы м или ш а г о в ы м ) и в о з ­
в р а т н о -п о с т у п а т е л ь н ы м д в и ж е н и е м о б е с п е ч и в а ю т п е р е м е щ е н и е
з а г о т о в к и или и н с тр у м е н т а по п р я м о л и н ей н о й или к р и в о л и н е й ­
ной т р а е к т о р и я м .
К механизмам непрерывного прямолинейного
д в и ж е н и я о т н о с я т с я м е х а н и з м ы со с к о л ь з я щ и м б а з и р о в а ­
нием за г о т о в к и и гусен и ч н ы е ко н в е й е р ы с п е р е м е щ а е м о й б а з о ­
вой плоскостью . В перво м с л у ч а е (рис. 86, а) з а г о т о в к а 2 б а ­
зи р у е т с я на д в у х н а п р а в л я ю щ и х ш и н а х 3, по д ко т о р ы м и р а с ­
п о л о ж ен ы д в е т я г о в ы е цепи 5 с у п о р а м и 4, к о т о р ы е п е р е м е щ а ю т
з а г о т о в к у в зо н у о б р а б о т к и . В е д у щ и е зв е зд о ч к и цепей (ту ер ы )
п р и в о д я т с я во в р а щ е н и е от э л е к т р о д в и г а т е л я ч ер е з реду к тор .
В зон е о б р а б о т к и з а г о т о в к а п р и ж и м а е т с я к ш и н а м п о д п р у ж и ­
ненной л енто й 1. Во втор ом с л у ч а е (рис. 8 6 ,6 ) при с к о л ь з я ­
щ ем б а з и р о в а н и и за г о т о в к и и с п о л ь з у ет ся м е х а н и зм п о д а ч и т о л ­
к а ю щ е г о ти п а , с о сто я щ и й из двух к он в ей еро в 1 с у т о п а ю щ и м и
у п о р а м и 2.
Механизмы
непрерывного
криволинейного
д в и ж е н и я . Р а з л и ч а ю т м е х а н и з м ы к а р у с е л ь н о г о и ротор ного
типов (рис. 8 6 , в ) . К а р у с е л ь н ы е с т олы в к а ч е с т в е м е х а н и з м а
п о д ачи п р и м е н я ю т с я на ф р е з е р н ы х с т а н к а х . Н а г о р и зо н т а л ь н о
р а с п о л о ж е н н о м с т о л е 4 и м е ет с я н е с к о л ь к о р а б о ч и х мест д л я
разм ещ ения заготовок 2 У которые фиксируются пневматиче­
с ки м и з а ж и м н ы м и у с т р о й с т в а м и 1. В т а к о м м е х а н и з м е п р е ­
д у с м а т р и в а ю т с я зо н ы у с т а н о в к и и с н я т и я заг о то в к и . О б р а б о т к а
207
Рис. 86. Механизмы подачи с жесткой связью:
о — тяговой цепью
сельным столом
с упорами;
б —конвейером
с утопающими
упорами;
в — кару­
д е т а л и м е х а н и зм о м р е з а н и я 3 п р о и зв о д и т с я по копиру. Н е п р е ­
р ы в н о с т ь д в и ж е н и я в о з м о ж н а т о л ь к о при пр о х о д н ы х о п е р а ц и я х .
П р и п о зи цион но й о б р а б о т к е т а к и е м е х а н и з м ы п о д ач и р а б о т а ю т
в п р е р ы в и с т о м (ш а г о в о м ) р е ж и м е .
М е х а н и з м ы р от о р н о го т ипа п е р е м е щ а ю т за г о т о в к и по к р у ­
говой т р а е к т о р и и в в е р т и к а л ь н о й п л о скости с г о р и зо н т а л ь н ы м
р а с п о л о ж е н и е м в а л а р о т о р а . Н а ро т о р е по п е р и м е т р у з а к р е п ­
л я ю т с я за г о то в к и . В за в и с и м о с т и от в и д а в ы п о л н я е м ы х о п е р а ­
ций м е х а н и зм м о ж е т р а б о т а т ь в н е п р ер ы в н о м или ш аг о в о м
р е ж и м е . Т а к и е м е х а н и з м ы п р и м е н я ю т с я на а г р е г а т н ы х м н о г о ­
о п е р а ц и о н н ы х с т а н к а х со с м е ш а н н ы м а г р е г а т и р о в а н и е м .
Ш а г о в ы е м е х а н и з м ы п р е д н а з н а ч е н ы д л я п ер и оди ч еского
п р я м о л и н ей н о г о или к р и в о л и н е й н о го п е р е м е щ е н и я з а г о т о в о к во
в р е м я их о б р а б о т к и . Эти м е х а н и зм ы в ы п о л н е н ы в вид е у с т ­
ройств с к о н вей ер ом , ш та н г о в ы х , с к а р у с е л ь н ы м с т о лом или
Рис. 87. Ш аговые механизмы подачи:
и — конвейерный; б — штанговый; в — роторный
208
ротором . Д л я п р я м о л и н е й н о г о п е р е м е щ е н и я с л у ж а т к о н вейер ы
и ш т а н г о в ы е м е х а н и зм ы . Н а рис. 87, а и з о б р а ж е н а с х е м а к о н ­
вей ерн о го ш а г о в о г о м е х а н и зм а . Л е н т ы 2 к о н в е й е р а п р и в о д я т с я
в д в и ж е н и е от м о т о р а -р е д у к т о р а 1. Н а пути п е р е м е щ е н и я з а ­
готовки 4 в з а д а н н ы х м е с тах у с т а н о в л е н ы у п о р ы 3 с д а т ч и к а м и ,
с р а б а т ы в а ю щ и е , когд а з а г о т о в к а , б а з и р у я с ь по у п о р а м , за й м е т
т р е б у е м о е п о л о ж ен и е , и о т к л ю ч а ю щ и е привод. Его в кл ю че н и е
про и схо ди т а в т о м а т и ч е с к и по за в е р ш е н и и т е х н о л о ги ческ о й о п е ­
р аци и, когд а у п о р ы с д а т ч и к а м и о т в о д я т с я , чтоб ы з а г о т о в к а п е ­
р е ш л а на с л е д у ю щ у ю позицию .
В ш т а н г о в ы х м е х а н и з м а х (рис. 8 7 , 6 ) р а б о ч и е эл е м е н т ы
ш т а н г и 8, в ы п о л н я я в о зв р а т н о - п о с т у п а т е л ь н ы е д в и ж е н и я , п е р е ­
м е щ а ю т у п о р а м и 1 з а г о т о в к у 2 в з а д а н н у ю позицию . В р а б о ч е м
п о л о ж е н и и н и ж н е е плечо у п о р а п р у ж и н о й 3 п р и ж и м а е т с я
к о г р а н и ч и т е л ю 7, а его в е р х н е е плечо у п и р а е т с я в за го то вк у .
П р и о б р а т н о м хо д е ш т а н г и о ч е р е д н а я з а г о т о в к а , в о зд е й с тв у я
на т ы л ь н у ю сто р о н у в ер хн е го пл е ч а у п о р а , о т к л о н я е т его по ч а ­
совой с т р ел к е, и с к л ю ч а я помехи в о з в р а т а ш т а н г и в исходное
п о л о ж ен и е . В п р оц ессе п е р е м е щ е н и я и на р а б о ч и х п о зи ц и я х з а ­
готовки о р и е н т и р о в а н ы на ш т а н г а х з а ж и м н ы м и у с т р о й с тв а м и .
П е р е м е щ е н и е ш т а н г о с у щ е с т в л я е т с я от г и д р о п р и в о д а 6 и ч ер ез
с истем у зу б ч а т ы х п е р е д а ч 5. Н а п р а в л е н и е п е р е м е щ е н и ю ш т а н г
п р и д а ю т р о л и к и 4.
В ш а г о в ы х м е х а н и з м а х ро то рн ого т и п а (рис. 87, в) за го то в к и
1, з а к р е п л е н н ы е на р о т о р е 2, о б р а б а т ы в а ю т с я на пози циях,
а т а к ж е на проходе. В а л 3 р о т о р а п о с л е д о в а т е л ь н о п о в о р а ч и ­
в а е т с я на з а д а н н ы й угол с п е ц и а л ь н ы м м е х а н и зм о м , п р и во д и м ы м
в д в и ж е н и е от п н е в м а т и ч е с к о г о или г и д р а в л и ч е с к о го при вода.
Д л я о с у щ е с т в л е н и я пе р и о д и ч е с ки х д в и ж е н и й с з а д а н н ы м ш аг о м
и с п о л н и т е л ьн ы м о р г а н о м п р и м е н я ю т с я м а л ь ти й с к и е , р ы ч а ж н о ­
ш а г о в ы е и х р а п о в ы е м е х а н и зм ы .
М а л ь т и й с к и й м е х а н и з м (рис. 88, а) с ос то и т из к р и в о ш и п а
3 с р о л и к о м 2 и м а л ь т и й с к о г о кр е с т а 1. П р и в р а щ е н и и к р и в о ­
ш и п а р о л и к вх о д и т в р а д и а л ь н ы й п а з м а л ь т и й с к о г о кр е с т а и
п о в о р а ч и в а е т его на о п р е д е л е н н ы й угол. В м ом е н т в х о д а и
в ы х о д а р о л и к а из п а з а к р е с т а векто р с кор ости ц е н т р а п а л ь ц а
р о л и к а д о л ж е н с о в п а д а т ь по н а п р ав л е н и ю с осью р а д и а л ь н о г о
п а за . М а л ь т и й с к и й к р е с т в р а щ а е т с я при п о во ро те к р и в о ш и п а
на угол ар.х и стоит н е п о д в и ж н о при п о в о р о т е к р и в о ш и п а на
уго л ах.х- П о л о ж е н и е м а л ь ти й с к о г о кр е с т а ф и к с и р у е т с я по ц и ­
л и н д р и ч е с к о м у у ч а с т к у д и с к а 4. Ч и с л о р а д и а л ь н ы х п а зо в м о ­
ж е т с о с т а в л я т ь 3 . . . 12.
Р ы ч а ж н о - ш а г о в ы е м е х а н и зм ы (рис. 88, б) и с п о л ьзу ю т ся д л я
п о с т у п ат е л ь н о г о п е р е м е щ е н и я исп о л н и т е л ьн о го о р г а н а . В т а к и х
м е х а н и з м а х в е д у щ и й к р и во ш и п 1 пери о дич ески вход ит в з а ц е п ­
л е н и е с г р е б е н к о й 2 в е д о м о го зв е н а , п е р е м е щ а я его на один
ш аг, р а в н ы й 2г.
209
LrD
/ M tW > > 7 77.W
W V W X
Рис. 88. Исполнительные механизмы шаговых движений:
а
— мальтийский;
б
— рычажно-шаговый;
в
— храповой;
г — храповой
с рейкой
Н а и б о л е е ч ас т о п р и м е н я ю т х р а п о в ы е м е х а н и з м ы (рис. 8 8 , б ),
с о с т о я щ и е из в е д у щ е г о зв е н а 1, с ко т о р ы м ш а р н и р н о со е д и н е н а
с о б а ч к а 2, у п и р а ю щ а я с я в зуб в е д о м о го зв е н а 3 (х р а п о в о г о к о ­
л е с а ) . П р и р а б о ч е м хо д е в е д у щ е г о зв е н а 1 (про тив ч асов ой
с т р е л к и ) х р а п о в о е к ол есо п о в о р а ч и в а е т с я на со от в ет с т в ую щ и й
угол а. П р и о б р а т н о м ход е зв е н а х р а п о в о е к о л есо у д е р ж и в а ­
ется з а счет сил т р е н и я или д о п о л н и т е л ь н о й с о б а ч к о й 4. Д л я
придания поступательного прерывистого движ ени я применяются
х р а п о в ы е м е х а н и зм ы , с о с т о я щ и е из рейки 1 и ч е т ы р е х зв е н н и к а
2 (рис. 8 8 , г ).
М е х а н и з м ы в о з в р а т н о -п о с т у п а т е л ь н о г о п р я м о л и н е й н о г о п е ­
р е м е щ е н и я м огут б ы ть и с п о л ь з о в а н ы д л я п е р е м е щ е н и я и н с т р у ­
м е н т а (суппорты , р ы ч а ж н о - ш а р н и р н ы е с и стем ы ) или за г о т о в к и
(столы , к а р е т к и ) .
С у п п о р т — это п о д с т а в к а , с л у ж а щ а я , д л я р а з м е щ е н и я и
п е р е м е щ е н и я и н с т р у м е н т а о т н о с и т е л ьн о о б р а б а т ы в а е м о й з а г о ­
товки. Они, к а к п р а в и л о , и м ею т м е х а н и зм ы одно- и м ногокоор210
7
8
.9
Ю
Рис. 89. М еханизмы подачи с возвратно-поступательным перемещением:
а — суппорт;
лансирный
б — ш арнирно-рычажный; в —стол;
г — каретка;
д — маятниковый, е — ба-
д и н а т н о й н астро й к и . П р и и с п о л ь з о в а н и и в ка ч е с тв е эл е м е н т а
м е х а н и зм о в п о д а ч и су п п о р ты п р и в о д я т с я в д в и ж е н и е о т электро-, гидро- и п н е в м о д в и г а т е л ей .
Н а рис. 89, а п р и в е д е н а с х е м а м е х а н и з м а п од ачи с в е р л и л ь ­
ного п р и с ад о ч н о г о с т а н к а с суп п о р то м 7, ко тор ы й п о л у ч а е т в о з ­
в р а т н о -п о с т у п а т е л ь н о е д в и ж е н и е от п н е в м о д в и г а т е л е й 4 и 13.
Н а су п п о р те 7 с м о н т и р о в а н
п е р е д а то ч н ы й м е х а н и зм
ре­
з а н и я от э л е к т р о д в и г а т е л я 9 к с в е р л а м 8. В м е х а н и з м е п о ­
д а ч и д л я п р е д у п р е ж д е н и я в о з м о ж н о г о п е р ек о са п р е д у с м о тр е н о
211
в ы р а в н и в а ю щ е е устройство, с о с т о я щ е е из двух п а р а л л е л ь н ы х
зу б ч а т ы х р е е к 5 и 12 а в а л а 10 с з у б ч а т ы м и к о л е с а м и 6 и 11.
П невмоцилиндры в данном м еханизм е использую тся в каче­
с тв е н а п р а в л я ю щ и х . У п р а в л е н и е р а б о т о й п н е в м о д в и г а т е л е й о с у ­
щ ествляется регулируемы ми упорами / и 3 и пневм ораспредели­
т е л я м и 2.
В р ы ч а ж н о -ш а р н и р н ы х с и с т е м а х и с п о л ь з у ет с я ш а р н и р ­
н ы й м н о г о з в е н н и к д л я н а п р а в л я ю щ е г о п р я м о л и н ей н о г о
д в и ж е н и я . Он о б л а д а е т свойством п р я м и л а , в к отор ом х отя бы
о д н а то ч к а б уд е т п е р е м е щ а т ь с я по п р я м о й л ини и на о п р е д е л е н ­
ном у ч астке. П р и м е р о м м о ж е т с л у ж и т ь т р е х зв е н н ы й м е х а н и зм
(рис. 8 9 , 6 ) , ко т о р ы й состои т из двух р ы ч а г о в 1\ и /2, с о е д и н е н ­
ных п е рем ы чк ой А В , в с е р е д и н е которой у с т а н о в л е н д в и г а т е л ь
с пилой.
Н а у ч а с т к е пути S т р а е к т о р и я п о д ачи б уд е т б л и з к а к прям ой.
Э то будет с о б л ю д а т ь с я при о п р е д е л ен н ы х с о о т н о ш е н и я х р а з м е ­
ров звеньев: Л В = 0 ,6 5 5 ; li = /2= l , 5 S .
С т о л ы в м е х а н и з м е п о д а ч и п р и м е н я ю т с я при о тн оси тел ьн о
н е б о л ьш и х п е р е м е щ е н и я х заго тов ок . Н а рис. 89, в при в е д е н а
с х е м а м е х а н и з м а подачи ш и п о р е зн о го я щ и ч н о го с т а н к а Ш П А -40.
Стол 5, на ко т о р о м п н е в м о з а ж и м о м 3 з а к р е п л я е т с я о б р а б а т ы ­
в а е м ы й п а к е т 4, п е р е м е щ а е т с я по п р и зм а т и ч е с к и м н а п р а в л я ю ­
щ им 1 от г и д р о ц и л и н д р а 6. П а к е т з а г о т о в о к н а д в и г а е т с я на
ф р е з е р н ы й в а л 2 с у с т ан о в л е н н о й с к о р о с т ью подачи, и при п р о ­
х од е н а р е з а ю т с я шипы.
К а р е т к и в м е х а н и з м а х п о д ачи п р и м е н я ю т с я д л я б о л ьш и х
п е р е м е щ ен и й о б р а б а т ы в а е м ы х о б ъ е к т о в в к р у г л о п и л ь н ы х , л е н ­
т о чн о п и л ьн ы х, ф о р м а т н ы х , ф р е з е р н ы х и ш и п о р е зн ы х с т а н к а х .
Н а рис. 8 9 , г п р и в е д е н а с х е м а м е х а н и з м а п о д ач и с к а р е т к о й
на ф о р м а т н о м с т а н к е д л я р а с к р о я плит. К а р е т к а 4 п е р е м е щ а ­
ется на к о л е с а х 2 и 7 по н а п р а в л я ю щ и м пл оской 1 и п р и з м а т и ­
ческой 8 ф о р м ы . П р и в о д о с у щ е с т в л я е т с я т я г о в о й ц еп ью 10 от
м о т о р а - р е д у к т о р а 9. П л и т ы 6 у к л а д ы в а ю т на к а р е т к у и ф и к с и ­
рую т б о к о в ы м и з а ж и м а м и 3. П р и п е р е м е щ ен и и к а р е т к и м им о
пил 5 про и с х о д и т р а с к р о й п л и т на з а д а н н ы й ф о р м а т . К о н с т р у к ­
т и вн о е и с п олн ение к а р е т о к м н о г о о б р а зн о и з а в и с и т от н а з н а ­
чен ия с т а н к а .
М е х а н и з м ы к р и в о л и н е й н о г о п е р е м е щ е н и я слу­
ж а т д л я о с у щ е с т в л е н и я д в и ж е н и я п о д ачи м е х а н и зм о в р е за н и я .
Р а з л и ч а ю т м а я т н и к о в ы е м е х а н и зм ы (рис. 8 9 , 5 ) с в е р т и к а л ь н ы м
р а с п о л о ж е н и е м р ы ч а г а и б а л а н с и р н ы е м е х а н и з м ы (рис. 89, е)
с горизонтальны м располож ением рычага. К ачательны е д в и ж е ­
ния р ы ч а г о в при в ы п о л н е н и и р а б о ч е г о или х ол остого х од ов п р о ­
и зв о д я т с я от гидро- или п н е в м о д в и г а т е л е й . Эти м е х а н и з м ы п р и ­
м е н я ю т с я д л я поп ереч ного р а с п и л и в а н и я п и л о м а т е р и а л о в .
М е х а н и з м п о д а ч и с ф р и к ц и о н н о й с в я зью . В м е б е л ь н ы х п р о ­
и з в о д с т в а х в основн ом и с п ользу ю т м е х а н и з м ы с н еп р ер ы в н ы м
212
7777777777777777777777777777777ТГТТГ7
Рис. 90. Расчетные схемы механизма вальцовой подачи:
1 — валец; 2 — заготовка; 3 — стол
д в и ж е н и е м в а л ь ц о в о г о , к о н вей ер н о го и ва л ь ц о в о -к о н в е й е р н о г о
типов.
В а л ь ц о в ы е м е х а н и з м ы п р и м е н я ю т в м е х а н и з м а х по­
д а ч и д е р е в о о б р а б а т ы в а ю щ и х м а ш и н с н е п р ер ы в н о й п ро д о л ьн ой
по д а ч е й з а г о то в о к . Э ти м е х а н и зм ы с о с то я т из р а з л и ч н о г о числ а
вер хн и х и н и ж н и х в а л ь ц о в с г л а д к о й м е та л л и ч е с к о й , р и ф л е н о й
или п о к р ы то й ф р и к ц и о н н ы м м а т е р и а л о м р аб о ч е й п оверхн остью .
Д л я о б ес п е ч е н и я н а д е ж н о г о ф р и к ц и о н н о г о с ц е п л е н и я в а л ь ц а
с д р ев е си н о й необ х о д и м о с о з д а т ь соо т вет с т в у ю щ е й вел и ч и н ы
д ав л е н и е .
И м е е т с я р я д р а с ч е т н ы х схем м е х а н и з м о в подачи в а л ь ц о в о г о
т и п а с ф р и к ц и о н н о й с в я з ь ю (рис. 9 0 ) . У си ли е п од ачи F „, с о з д а ­
в а е м о е п о д а ю щ и м э л е м ен т о м , д о л ж н о б ы ть б о л ь ш е с о п р о т и в ­
л е н и я сил р е з а н и я F p и сил т р е н и я F rp, н а п р а в л е н н ы х п р о т и в о ­
п о л о ж н о д в и ж е н и ю . С у м м а п р о е к ц и й сил на н а п р а в л е н и е по­
д а ч и по у с л о ви ю р а в н о в е с и я с о с тав и т
F „ - F TP— F p = 0.
(138)
Д л я п е р е м е щ е н и я за г о т о в к и д о л ж н о с о б л ю д а т ь с я ус л о в и е
F n> F s , где F 2 — с у м м а р н а я с и л а с о п р о т и в л е н и я подачи.
В в ед я к о э ф ф и ц и е н т з а п а с а а = 1 , 3 . . . 1,5, получим
F„ = a F z .
(139)
С и л ы с о п р о т и в л е н и я о п р е д е л я ю т с я видом т е х н о л оги че с к о го
п ро ц есса и ко н с тр у к ц и е й м е х а н и з м а подачи.
В м е х а н и зм е , п о к а з а н н о м на рис. 90, а з а г о т о в к а 2 р а с п о ­
л а г а е т с я на у с т ан о в о ч н о й б а з о в о й п оверхн ости 3, а приводной
в а л и к 1 с о з д а е т у с и л и е подачи
Fn = qy,
где tp — коэффициент
валика.
сцепления
валика сдревесиной;
(140)
q — сила
прижима
213
С и л а т р е н и я о п р е д е л я е т с я по ф о р м у л е
FrP = (G + q ± F z . x ) f ,
(141)
где G — сила тяжести заготовки; 1!г, х — вертикальная (горизонтальная)
проекция составляющ их сил резания; f — коэффициент трения скольжения
древесины по столу ( f ~ 0,3).
С ила сопротивления подаче
Fz ^ F x + ( G + q ± F z)f.
(142)
П о д с т а в л я я F s сил в в ы р а ж е н и е (1 3 9 ), получим
q(f — a [ F x - \ - ( G Jr q ± . F z ) f \ .
(143)
Тогда усилие при ж им а
„
a [ F x -\-(G + F z ) f ]
Ф
(И4)
— af
И з п о с л е д н и х в ы р а ж е н и й видно, что н а д е ж н о с т ь м е х а н и з м а
п о д ачи за в и с и т от вел и ч и н ы к о э ф ф и ц и е н т а с ц е п л е н и я ф и у с и ­
л и я п р и ж и м а q. Ч е м м е н ьш е з н а ч е н и е р а зн о с т и (ф— a f ) , тем
б о л ь ш е q. Н о до беск онеч ности у в е л и ч и в а т ь с и л у п р и ж и м а
н е л ьзя , т а к к а к п р о и зо й д е т с и л ьн о е с м я ти е д р ев е с и н ы вплоть
до р а з р у ш е н и я . В е л и ч и н а ф за в и с и т от д и а м е т р а п о д а ю щ е г о
в а л и к а , а т а к ж е от м а т е р и а л а и ви д а его р а б о ч е й поверхности.
Д л я г л а д к и х с т а л ь н ы х в а л и к о в с р а д и у с о м 5 0 . . . 125 мм ф =
= 0 , 2 5 . . . 0,4, д л я р и ф л е н ы х и п о к р ы ты х р езин ой ф = 0 , 4 5 . . . 0,8.
З н а ч и т е л ь н о п о в ы ш а е т с я э ф ф е к т и в н о с т ь м е х а н и з м а подачи
при з а м е н е т р е н и я с к о л ь ж е н и я т р е н и е м к а ч е н и я (рис. 9 0 , 6 ) .
В м е х а н и з м а х , р а б о т а ю щ и х по при н ц и п у т р е н и я к а ч е н и я , в е р х ­
ний или н и ж н и й в а л и к приводной. С и л ы с о п р о т и в л е н и я в о з н и ­
к а ю т при п е р е к а т ы в а н и и н еп риво дн о го в а л и к а по д р ев е с и н е и
в его п о д ш и п н и к о в о й опоре. Т о г д а с о с т а в л я ю щ а я сил ы с о п р о ­
т и в л е н и я при в р а щ е н и и р о л и к а
^тр = (q + G ± F z ) [л,
(145)
где ц — приведенный коэффициент трения качения ролика и скольжения его
оси в подшипниках ( n = 2 C + d 'f '/ D ) ; С — коэффициент трения качения ва­
лика по древесине (С ~ 0 ,0 4 см); d' — диаметр оси валика, см; f — коэф ф и­
циент трения в подшипнике скольжения валика ( / '= 5 ■10- 4 . . . 9 • 10-4 );
D — диаметр валика, см.
В в и д у м а л о го з н а ч е н и я f ' п р о и зв е д е н и е м d ' f ' м о ж н о п р е ­
небречь. Т о г д а |х = С/г, где г — р а д и у с в а л и к а , см.
Е с л и f ~ 0,3 и С = 0 , 0 4 см, то при г = 5 см ц.= 0 ,0 0 8 , т. е. п р и ­
в е д е н н ы й к о э ф ф и ц и е н т т р е н и я к а ч е н и я р, на д в а п о р я д к а н и ж е
к о э ф ф и ц и е н т а т р е н и я с к о л ь ж е н и я /.
Е с л и с и л а т я ж е с т и з а г о т о в к и м а л а , то ею м о ж н о прен еб речь,
и ф о р м у л а (145) п р и м ет вид F TP= ( q ± F z ) C / r . В это м с л у ч а е
214
с у м м а р н а я с и л а с о п р о т и в л е н и я F^ = F X + ( q ± F z ) Cj r. Т о г д а си л а
п о д ачи о п р е д е л и т с я по ф о р м у л е
F n =--q<p = a [ F x + (q ± F z ) \i \.
(146)
С р а в н и в а я д а н н о е в ы р а ж е н и е с ф о р м у л а м и (140) и (14 4),
м о ж н о з а м е ти ть , что п о т р е б н а я с и л а п о д ачи по р а с с м а т р и в а е ­
мой с х е м е з н а ч и т е л ь н о м еньш е, по том у что ве л и ч и н а
Уси­
л и е п р и ж и м а q д л я с о з д а н и я необ хо ди м ого т яг о в о г о у с и л и я при
тех ж е у с л о в и я х р е з а н и я т р е б у е т с я з н а ч и т е л ь н о м еньш е.
Е с л и о б а в а л и к а с д е л а т ь пр и в о дн ы м и , то эф ф е к т и в н о с т ь
в а л ь ц о в о й п о д ачи п ов ы си тся (рис. 9 0 , б ), т а к к а к и с к л ю ч а т с я
с и л ы с о п р о т и в л е н и я трению , а сил а, р а з в и в а е м а я о б о и м и п о д а ­
ю щ и м и в а л ь ц а м и , идет на п р е о д о л е н и е сил с о п р о т и в л ен и я:
2 q q = a F x . Е с л и п р и н я ть а = 1 , 5 , то q = 0,8Fx/q>П о д а ю щ и е в а л ь ц ы д е р е в о о б р а б а т ы в а ю щ и х с т ан к о в могут
б ы ть г л а д к и е и р и ф л е н ы е (рис. 9 1 , а ) . Р и ф л и в ы п о л н я ю т с я
об ы чн о т р а п е ц и е в и д н ы м и с угл о м 60°. П о к о н с тр у к ти в н о м у
исполнению в а л ь ц ы м огут б ы ть ц е л ь н ы е и с е к ц и о н н ы е (рис.
9 1 ,6 , б ). Ц е л ь н ы е в а л ь ц ы у с т а н а в л и в а ю т на а в т о п о д а т ч и к а х
ф у го в а л ь н ы х , ф р е зе р н ы х , ч ет ы р е х с то р о н н и х и кр у г л о п и л ь н ы х
стан ков.
Секционные длинные вальцы применяю тся в м еханизм ах по­
д ач и р е й м у со в ы х стан ков. К о н с т р у к т и в н о е и с п олн ение их р а з ­
лично, но п р и нци п р а б о т ы о д и н ак о в . К а ж д а я с е кц и я ш ирин ой
2 0 . . . 50 мм о б е с п е ч и в а е т за счет в о зм о ж н о с т и о тно сител ьно го
перемещ ения в ради альном направлении гарантированны й при­
ж и м з а г о т о в о к при о б р а б о т к е их в не с к о л ьк о ручьев и н а л ич ии
ра зн о т о л щ и н н о с т и . С екц ии 3 м о н т и р у ю тс я н а в е д у щ е м в а л у 2
и п о л у ч а ю т в р а щ а т е л ь н о е д в и ж е н и е от л е п е с тк о в этого в а л а .
О т н о с и т е л ьн о е п о л о ж е н и е секц ий ф и к с и р у е т с я п р у ж и н а м и 1.
В н у т р е н н и й ф и гу р н ы й п р о ф и л ь секц ий д о п у с к а е т их р а д и а л ь н о е
п е р е м ещ ен и е , что п о з в о л я е т од н о в р ем е н н о о б р а б а т ы в а т ь б руски
с р а з н о т о л щ и н н о с т ь ю до 6 мм. Ж е с т к о с т ь п р у ж и н о б ес п е ч и в а е т
не о б х о д и м о е у с и л и е подачи. В к а ч е с т в е у п р у ги х эл е м е н т о в п р и ­
м е н я ю т т а к ж е р е зи н о в ы е а м о р т и з а т о р ы 4 (рис. 9 1 , б ).
П р и в о д п о д а ю щ и х в а л ь ц о в об ы чно о с у щ е с т в л я е т с я от э л е к т ­
р о д в и г а т е л я ч ерез цеп ную и зу б ч а т у ю п еред ачи . П р и м е н я ю т с я
к о м п а к т н ы е п р и в о д ы — м о т о р ы -в а р и а т о р ы -р е д у к т о р ы .
Конвейерные механизмы
подачи
(рис. 92) о б е ­
сп е ч и в а ю т бо лее н а д е ж н у ю п о д а ч у з а счет б ольш о й п л о щ а д и
р а б о ч е й п оверхн ости и р а в н о м е р н о г о р а с п р е д е л е н и я д а в л е н и я .
У д е л ь н о е д а в л е н и е з н а ч и т е л ь н о м еньш е, чем при в а л ь ц о в о й п о ­
дач е, знач ит, т я г о в о е у с и л и е м о ж н о у ве л и ч и т ь б ез п о в р е ж д е н и я
поверхн ости за го то в к и . П р и кон в ей ерн о й п о д а ч е о б ес п е ч и в а е т с я
п р я м о л и н е й н о с т ь о б р а б о т а н н о й поверхности. Н о т а к о й м е х а ­
низм им еет зн а ч и т е л ь н у ю м а с с у и сп о лн и тельн ого о р г а н а , что
215
а
б
в
Рис. 91. Подающие вальцы:
а — цельные гладкий и рифленый; б — рифленый секционный; в — с резиновыми амор­
тизаторами
а
б
Рис. 92. Механизмы подачи конвейерного типа:
а — двухконвейерный; б — конвейерный с прижимными роликами
п р и в о д и т к и н тен си вн ом у износу н а п р а в л я ю щ и х ко н ве й е р а и
о г р а н и ч е н и ю с ко ро сти подачи.
Н а рис. 92, а п о к а з а н д в у х к о н в е й ер н ы й м е х а н и зм подачи.
О б а к о н в е й е р а п ри в одн ы е, а д л я с о з д а н и я т яг о в о г о у с и л и я
н и ж н я я ветвь в е р хн е го к о н в е й е р а уп р у ги м и э л е м е н т а м и п о д ж и ­
м а е т за го то вк у . Т а к и е с истем ы обы чно п р и м ен я ю т при о б р а ­
б о тк е ко р о т к и х з а г о т о в о к и л и с т о вы х м а т е р и а л о в . П о д ругой
с х е м е (рис. 9 2 , 6 ) к о н ве й е рн о й п од ачи с в е р х н и м и п р и ж и м н ы м и
р о л и к а м и , к о т о р ы е м огут б ы ть пр и в о дн ы м и , з н а ч и т е л ь н о у с ­
лож н яется привод и требуется синхронизация конвейера и при­
в од н ы х ро л иков. Р а с ч е т ы усилий подачи а н а л о г и ч н ы р а с ч е т а м
при в а л ь ц о в о й подаче.
47. З а г р у з о ч н о - р а з г р у з о ч н ы е у с т р о й с тва
И м е ю т с я т и п о в ы е р е ш е н и я з а г р у з о ч н о -р а з г р у з о ч н ы х у с т ­
ройств. З а г р у з о ч н о е у с тр ой ств о н а з ы в а ю т п и т а т е л е м , р а з ­
г р у з о ч н о е — у к л а д ч и к о м . З а г р у з о ч н ы е у с т р о й с тв а к л а с с и ­
ф и ц и р у ю т по р я д у п р и зн а к о в : по типу п и т а т е л е й и в и д а м з а г о ­
т о в о к на у с т р о й с т в а д л я б р у ск о в ы х д е т а л е й и д л я щ и т ов ы х
д е т а л е й , по способ у р а з м е щ е н и я за г о т о в о к в е м к о с т я х — на м а ­
га зи н н ы е , б у н к е р н ы е и ш т а б е л ь н ы е , по степени в с т р а и в а н и я
в р а б о ч у ю м а ш и н у — на встроен ны е, а в т о н о м н ы е и навесны е.
М агазинны м и назы ваю тся устройства с ориентированным
р а з м е щ е н и е м з а г о т о в о к в один, к а к обычно, ряд. Они пред на216
Рис. 93. Магазинные питатели:
а — с фрикционной лентой; б — с зу б ­
чатым диском; в — с цепью с упорами
зн а ч е н ы д л я п и та н и я с т а н к о в б р у ск о в ы м и з а г о т о в к а м и и р а з л и ­
ч аю т ся схем ой в ы д ач и з а г о т о в о к в с т а н о к (рис. 9 3 ) : ф р и к ц и ­
онной л ентой, з у б ч а т ы м и д и с к а м и , цепью или л е н т о й с у п о ­
р а м и и кул и сн ы м т о л к а т е л е м . П о с л е д н я я сх е м а п р и м ен я ет с я
редко.
Однорядные
магазинные
устройства
(рис.
93, а) с в ы д ач е й ф р и к ц и о н н о й л енто й о т л и ч а ю т с я простотой
кон стру к ц и и , н а д е ж н о с т ь ю в р а б о т е при з а г р у з к е чисто вы х з а ­
г о тов ок н е б о л ьш и х р а з м е р о в . П и т а т е л и д л я про д о л ьн о й и п оп е ­
речной в ы д ач и б р у ск о в р а б о т а ю т по о д н о м у и т о м у ж е п р и н ­
ципу. Б о к о в ы е стойки о б р а з у ю т пер ед ню ю 4 и за д н ю ю 2 р е ш е т ­
ч ат ы е стенки, м е ж д у к о т о р ы м и п о м е щ а е т с я п а к е т 3 з а г о т о в о к
вы сотой 0 , 5 . . . 0,6 м.
О д н а из б о ко в ы х с т ен о к м а г а з и н а в ы п о л н я е т с я п од ви ж н о й
д л я н а с т р о й к и на ш и р и н у о б р а б а т ы в а е м ы х за го то в о к . П р и в ы ­
д а ч е ф р и к ц и о н н о й л ен той 1 н и ж н я я з а г о т о в к а п а к е т а , у в л е к а е ­
м а я ф р и к ц и о н н о й силой тяги, д о с ы л а е т с я в м е х а н и зм подачи
5 ст ан к а .
С и л а ф р и к ц и о н н о й т я г и F п д о л ж н а б ы ть б о л ь ш е с и л ы т р е ­
ния F тр в ерхн ей поверх н ости д в и ж у щ е г о с я б р у с к а о д ревеси ну:
F n = Gqr,
F TP = G 1(n-
F n > F rp,
i)/;
(147)
217
где G — сила тяжести пакета; Gi — сила тяжести одного бруска; ф — коэф ­
фициент сцепления; f — коэффициент трения покоя древесины о древесину;
п — число заготовок в магазине.
Сгф = а[С?1(п— l)f], где а = 1 , 3 . . . 1,5 — к о э ф ф и ц и е н т з а п а с а .
У стройство, п о к а з а н н о е на рис. 93, б им е е т п р и водн ой з у б ­
ч ат ы й д и с к 4 и г л а д к и й н еп ри во дн ой р о л и к 2. З у б ч а т ы й д и ск
при н а с т р о й к е на ш и р и н у за г о т о в к и п е р е м е щ а е т с я , к з а г о т о в к е
он п р и ж и м а е т с я п р у ж и н о й 3. П р и в р а щ е н и и зу б ч а т ы й д иск, с о ­
п р я г а я с ь с б оков ой п о в ер хн о ст ью н и ж н ей за г о т о в к и 5, п о с ы л а е т
ее в м е х а н и зм п о д а ч и 6 с т а н к а . Н а зу б ч а т о м д и с к е им еется
л ы с к а , при п а р а л л е л ь н о м п о л о ж е н и и котор ой н а п р а в л е н и ю п о ­
д ач и, з а г о т о в к а п о п а д а е т на стол 1 м е ж д у д и с ко м и р оликом .
М а г а з и н н ы е п и та т е л и с у п о р а м и (рис. 93, в) ш и р о к о п р и м е ­
н я ю тс я при п оп ер еч но й п о д а ч е з а г о т о в о к в к р у г л о п и л ь н ы х с т а н ­
ках,
к о н ц е р а в н и т е л я х , д в у ст о р о н н и х
ш и п о р е зн ы х
с т ан к а х ,
а т а к ж е в а в т о м а т и ч е с к и х т р а н с п о р т н ы х у ст р о й с тва х . Н и ж н я я
з а г о т о в к а п а к е т а б а з и р у е т с я на н а п р а в л я ю щ и х 1 и з а х в а т ы в а ­
е тся у п о р а м и 4, к о т о р ы е з а к р е п л е н ы на зв ене к о н в е й е р а 3. Р е ­
г у л и р о в а н и е у с т р о й с т в а на вы с о ту за г о т о в к и Н п р о и зв о д и тс я
п е р е м е щ е н и е м щ и т к а 2 на пер ед ней с тен ке м а г а з и н а . Ш а г А
м е ж д у у п о р а м и у с т а н а в л и в а е т с я б о л ь ш е ш и р и н ы В за г о то в к и
с тем, чтобы о б есп ечить у к л а д к у о ч ер е д н ой за г о т о в к и на л е н т у
ко н ве й е р а . В ел и ч и н у А — В м о ж н о о п р е д е л и т ь из с о отн о ш е н и я
А — B ^ v t 0,
где v — скорость конвейера, м/с; t 0 — длительность падения очередной з а ­
готовки на направляю щие, с
*о = л / 2 Щ
где g —■ускорение свободного падения, см/с2; Н — толщина заготовки, см.
П и т а т е л и с кул и сн ы м т о л к а т е л е м п р и м е н я ю т с я в с т а н к а х ,
о б р а б а т ы в а ю щ и х к о р о т к и е д е т а л и р ав н о й дли ны .
Д л и т е л ь н о с т ь д ей с тв и я м а г а з и н н ы х у с т р о й с тв н е б о л ь ш а я .
У ве л и ч ен и е д л и те л ь н о ст и д ей с тв и я а в т о м а т и ч е с к и х систем д о ­
с т и г а е т с я пр и м ен е н и е м б у н к е р н ы х и ш т а б е л ь н ы х за г р у з о ч н ы х
устройств. С х е м а б у н ке р н о го п и т а т е л я п о к а з а н а на рис. 94, а.
П а к е т 2 з а г о т о в о к а в т о п о г р у зч и к о м или д р у ги м и т р а н с п о р т ­
ными с р е д с т в а м и д о с т а в л я е т с я к п и т а т е л ю и у с т а н а в л и в а е т с я
на н а п о л ь н ы й ко н вейер 1. П р и вкл ю чени и к о н в е й е р а п а к е т пе­
р е м е щ а е т с я к н а к л о н н о й п лоскости 3, к о т о р а я у с т а н о в л е н а под
у гл о м 40°. П о м ер е п е р е м е щ ен и я п а к е т а р я д ы з а г о т о в о к п о с л е ­
д о в а т е л ь н о о п р о к и д ы в а ю т с я на н а к л о н н у ю п л ос ко сть и п о п а ­
д а ю т в б ункер, о б р а з о в а н н ы й этой пл о с ко ст ью и цепны м э л е в а ­
тор ом 4. У п а в ш и е за г о т о в к и во зд е й с тв у ю т на кон ечн ы й в к л ю ­
ч а т е л ь В К , к о торы й в к л ю ч а е т н а к л о н н ы й э л е в а т о р и в ы кл ю чает
н а п о л ь н ы й конвейер. Э л е в а т о р 4 п р е д с т а в л я е т собой цепной
конвейер, с о с т о я щ и й из ч еты рех цепей с з а х в а т а м и , ко т о р ы е за218
9 8
7
S
5
it
3
г
Рис. 94. Загрузочные устройства брусковых деталей:
а — бункерный; б — штабельный
б и р а ю т з а г о т о в к и и в ы н о с я т их на г о р и зо н т а л ь н ы й у ч а с т о к 5
э л е в а т о р а . З а г о р и з о н т а л ь н ы м у ч а с т к о м с л е д у е т сто л с р е м е н ­
ны м ко н в е й е р о м -у с к о р и т е л е м 6. З а г о т о в к и у с к о р и т е л е м 6 п е р е ­
м е щ а ю т с я на г л а д к у ю ч ас т ь с т о л а 7 и п р и ж и м а ю т с я к п р о д о л ь ­
ной н а п р а в л я ю щ е й л и н е й к е 8. З д е с ь д е т а л ь з а х в а т ы в а е т с я
у п о ро м г о р и зо н т а л ь н о г о цепного к о н в е й е р а 9 и п о д а е т с я в м е ­
х а н и з м п од ачи о б с л у ж и в а е м о г о ст ан к а .
С х е м а ш т а б е л ь н о г о п и т а т е л я д л я з а г р у з к и б р у ск о в из н а ­
к л о н н о го п а к е т а с п р о к л а д к а м и п р и в е д е н а на рис. 94, б. С ф о р ­
м и р о в а н н ы й п а к е т с п р о к л а д к а м и по р о л и к о в о м у ко н в е й е р у 6
п о д а е т с я на стол 5 в его за г р у з о ч н о м п о л о ж ен и и . П е р е д н е й
стен ко й п а к е т у п и р а е т с я в стойки 11, я в л я ю щ и е с я н а п р а в л я ю ­
щ им и с то ла , по ко т о р ы м он м о ж е т п е р е м е щ а т ь с я при п о д ъ е м е
п а к е т а от г и д р а в л и ч е с к о г о или м ех а н и ч ес к о го п р и в о д а 8.
С той к и со с т о л о м п о в о р а ч и в а ю т с я на оси 7 г и д р а в л и ч е с к и м
п ри в одо м 9 до у п о р а в о п о р н ы е б а л к и 10. В м е с те со ст о й к а м и
н а к л о н я е т с я и п а к е т з а г о т о в о к 4. П р и с о в м е щ е н и и с т о ек с б а л ­
к а м и в ы к л ю ч а е т с я г и д р а в л и ч е с к и й п р и в о д п о в оро та и в к л ю ч а ­
ется м е х а н и зм п о д ъ е м а с т о л а с п а к ето м . П р и п о д ъ е м е вер хни й
р я д п а к е т а во зд е й с тв у е т на конечный в к л ю ч а т е л ь К В и м е х а ­
низм п о д ъ е м а в ы к л ю ч а е т с я .
219
П о д д ей с тви е м сил ы т я ж е с т и верх ни й р я д з а г о т о в о к с п о л ­
з а е т по н ак л о н н о й пл оскости к це п н о м у ко н в е й е р у 3, которы й
своим и у п о р а м и пош тучно в ы д а е т их на вин товой кон вейер 2
с п о с л е д у ю щ и м т р а н с п о р т и р о в а н и е м к ст ан ку . П р о к л а д к и 1
с п о л з а ю т м е ж д у ц е п я м и к о н в е й е р а 3, у п и р а ю т с я п еред ним и
к о н ц а м и в п ов ер хн ость л е н то чн о го к о н в е й е р а 12, к отор ы й п е р е ­
д а е т их к м есту ф о р м и р о в а н и я п а к е та .
З агрузочны е устройства д ля щитовых д еталей несколько от­
л и ч а ю т с я от у с т р о й с т в а д л я б р у ск о в ы х д е т а л е й . Э то с в я з а н о
с р а з л и ч и я м и ф о р м ы и р а з м е р о в эти х д е т а л е й . Б л а г о д а р я б о л ь ­
ш ей п л о щ а д и щ и т о в ы х з а г о т о в о к с о з д а ю т с я б л а г о п р и я т н ы е у с ­
л о в и я д л я их п а к е т и р о в а н и я и т р а н с п о р т и р о в к и б ез р а з р у ш е н и я .
Н а и б о л е е р а с п р о с т р а н е н ы с х е м ы за г р у з о ч н ы х у с т р о й с тв д л я
щ и т о в ы х д е т а л е й с в ы д а ч е й в ер хн ей з а г о т о в к и путем с м е щ е н и я
ее в г о р и зо н т а л ь н о й или в е р т и к а л ь н о й плоскости. В первом
с л у ч а е д л я с м е щ е н и я и с п о л ь з у ет с я т о л к а т е л ь или п р о р е з и н е н ­
ны е в а л ь ц ы , во втор ом — ва к у у м -п р и с о с ы или з а х в а т ы . П о д стопные с т о лы в у с т р о й с т в а х п е р е м е щ а ю т с я в в е р т и к а л ь н о м н а п р а в ­
лении. Ч а щ е п р и м е н я ю т с я г и д р а в л и ч е с к и е и р ы ч а ж н ы е м е х а ­
н и зм ы п е р е м е щ е н и я стола.
У стро йство с р ы ч а ж н ы м м е х а н и зм о м п о д ъ е м а (рис. 95) ис­
п о л ь зу е т с я в а в т о м а т и ч е с к и х л и н и я х по о б р а б о т к е щ и т о в ы х д е ­
т а л е й м е б е л ьн о го п р о и зво д с т в а .
В н ачале работы п л атф о р м а 2 находится в нижнем п о л о ж е­
нии. П а к е т щ и т о в с п л а т ф о р м ы 1 п р и в о д н ы м и р о л и к а м и т р а н с ­
п о р т и р у е т с я на п о д ъ е м н у ю п л а т ф о р м у 2, к о т о р а я ч ер е з с истем у
р ы ч а г о в п о д н и м а е т с я г и д р о ц и л и н д р о м 3. Е е п о д ъ е м п р о д о л ж а ­
е тся до т ех пор, п о к а верх ни й щ и т не н а ж м е т на кон ечн ы й в ы ­
клю чатель В К. П ри этом вклю чается и пневмотолкатель 4 и
в е рхн и й щ и т п о д а е т с я в м е х а н и з м п о д ачи с т а н к а . О б р а т н а я
с х е м а м о ж е т б ы ть и с п о л ь з о в а н а к а к а в т о у к л а д ч и к . Т о г д а щ иты
б уду т п р и н и м а т ь с я п л а т ф о р м о й 2 в в ерх н ем исходном п о л о ж е ­
нии и п е р и о д и ч е с к и м о п у с к а т ь с я на т о л щ и н у щ и т а h. В к р а й ­
нем п о л о ж е н и и с ф о р м и р о в а н н ы й п а к е т вы сотой Н по р о л и к о ­
в о м у к о н в е й е р у с д в и г а ет с я на п л а т ф о р м у 1.
М о ж н о о п р е д е л и т ь д л и т е л ь н о ст ь н еп р ер ы в н о й р а б о т ы Т р
л ини и ( с т а н к а ) при р а з о в о й з а г р у з к е п л а т ф о р м ы , з н а я х а р а к ­
т е р и с ти к и п а к е т а и ск о р о с т ь п о д ачи в с тан ке. Н а п р и м е р , Н =
= 800 мм, /г = 20 мм, / = 1 , 5 м, у = 6 м/м ин. Т о г д а
Т р = Hl / hv = 8 0 0 - 1,5/(20-6) = 10 мин.
В м есто т о л к а т е л я д л я п е р е м е щ е н и я ве р х н е го щ и т а м о ж н о
п р и м ен я т ь п н е в м а т и ч е с к и е в а л ь ц ы (рис. 9 6 , а ) . П о т а к о й схем е
о с у щ е с т в л я е т с я п о д а ч а д е т а л е й при о б л и ц о в ы в а н и и пл астей ,
ш л и ф о в а н и и , о т д е л к е л а к а м и . Т а к , при о б л и ц о в к е п л а с т ей щ и ­
тов п а к е т 2 ш п о н а у к л а д ы в а е т с я на п о д ъ е м н ы й стол 1. П о д а ю ­
щ и е в а л и к и 4 н а в е с н о го у с т р о й с т в а п р и в о д я т с я во в р а щ е н и е от
220
Рис. 96. Загрузочно-разгрузочные устройства для шпона и щитов:
а — с пневматическими вальцами; б — с вакуумными присосами
п н е в м о ц и л и н д р а 6 ч ерез ш т о к -р е й к у 5 и з у б ч а т о е к ол есо 3, по­
д а в а я в ер хни й л и с т к к л е е н а м а з ы в а ю щ и м в а л ь ц а м 9. П о д а ю ­
щ и е в а л и к и ф и к с и р у ю т с я о т н о с и т е л ьн о по верх н о сти ш п о н а р о ­
л и к о м 8. П р и х о л ос том х о д е ш т о к а ц и л и н д р с в а л и к а м и п о д ­
н и м ае т с я п н е в м о ц и л и н д р о м 7.
С х е м а на рис. 9 6 , 6 п р и м е н я е т с я д л я з а г р у з к и и в ы г р у зк и
щ и т о в ы х м а т е р и а л о в . К а р е т к а 1 п е р е м е щ а е т с я по н а п р а в л я ю ­
щ и м 2. Н а к а р е т к е с м о н т и р о в а н ш а р н и р н ы й ч е т ы р е х зв е н н и к 4,
на т р а в е р с е 5 к о т о ро го у с т а н о в л ен ы в а к у у м н ы е при сосы 6. О т ­
бор щ итов из п а к е т а 7 пр ои с х о д и т путем в е р т и к а л ь н о г о их
смещения. П одъем и опускание щ ита осущ ествляю тся л ебед ­
кой 3.
221
4 8. З а ж и м н ы е и п р и ж и м н ы е у с т р о й с т в а
П р и л ю б о й сх е м е о б р а б о т к и з а г о т о в о к —п р о х о д н о й или по­
з и ц и о н н о й — т р е б у е т с я о р и е н т а ц и я их о т н о с и т е л ь н о б а з и р у ю ­
щ их э л е м е н т о в с т а н к а . П р и п ози цион ной о б р а б о т к е з а г о т о в к а
в р е з у л ь т а т е б а з и р о в а н и я л и ш а е т с я всех степ еней с вободы . П р и
п роходной о б р а б о т к е з а г о т о в к а о б ы чн о им ее т о д н у с теп ень с в о ­
б о д ы и м о ж е т п е р е м е щ а т ь с я о т н ос и т ел ьн о у ст ан о в о ч н о й б а з о ­
вой п о верх н о сти по н а п р а в л е н и ю подачи. В о б о их с л у ч а я х т р е ­
б ую тся п р и с п о со б л е н и я , с о з д а ю щ и е у с л о в и я з а м к н у т ы х д в у х ­
с тор онни х св язей, т. е. д е л а ю щ и х з а г о т о в к у н е п о д в и ж н о й
в определенных направлениях. Таким и приспособлениями я в л я ­
ю тс я з а ж и м н ы е и п р и ж и м н ы е у с тр ой ств а.
Р азраб отан ы разнообразны е заж им ны е и прижимные устрой­
с тва, но по п р и н ц и п у д ей с тв и я их м о ж н о р а з д е л и т ь на ч еты ре
в и д а: вин товы е, эк с ц е н т р и к о в ы е , п н е в м а т и ч е с к и е и п р у ж и н н ы е .
В современных стан ках наиболее ш ироко применяю т порш не­
вы е (п н е в м а т и ч е с к и е ) , э к с ц е н т р и к о в ы е и п р у ж и н н ы е у с т р о й ­
ства.
З а ж и м ы п н е в м а т и ч е с к и е (рис. 97, а) м огут б ы ть п о р ш н е в ы е
и д и а ф р а г м е н н ы е , двух- и о д н ос торо н н е го д ей ств и я. Эти у с т р о й ­
с тва я в л я ю т с я б ы с т р о д е й ств у ю щ и м и , с л е г к и м р у ч н ы м ил и а в ­
том атизированны м управлением.
В о б щ е м с л у ч а е б ез у ч ет а п отерь на т р е н и е у с и л и е з а ж и м а
на ш т о к е д л я ц и л и н д р а д в у ст о р о н н ег о д е й с тв и я о п р е д е л я е т с я
по ф о р м у л е
F 3 = 102P n D 2/4,
(148)
где F з — усилие на штоке, Н; D — диаметр поршня, см; Р — давление в воз­
душной сети, 0,5 М Па.
У си ли е на ш т о к е в о д нос то р о н н е м ц и л и н д р е м е н ьш е и з-за
потери эн ерги и на с ж а т и е п р у ж и н ы :
F 3 = 102/32я Р / 4 — q,
(149)
где q — сила сопротивления пружины, Н.
Д и а ф р а г м е н н ы е ц и л и н д р ы о т л и ч а ю т с я к о м п а к т н о ст ью , м а ­
л о й массой, отсу тс т в и е м т р у щ и х с я п оверхн остей, но и м ею т о г ­
раниченный ход ш тока ( 3 0 . . . 3 5 мм).
У с и л и е на ш т о к е д и а ф р а г м е н н о г о од н о с то р о н н е го ц и л и н д р а
F 3 =-- 20 ( D + d ) 2P — q,
(150)
где D — внутренний диаметр по контуру заж им а диафрагмы, см;
d — д и а­
метр диска на диафрагме, см; F 3 — усилие на
штоке, Н; Р — давление
в сети, МПа.
Г и д р а в л и ч е с к и е з а ж и м ы а н а л о г и ч н ы п н е в м а т и ч е с к и м , но р а ­
б о та ю т при д а в л е н и и в гид ро сети 5 . . . 6,5 М П а .
222
ж
1Ш
я
7777777777777/
а
Рис. 97. Заж им ны е устройства:
а — пневматическое; б — эксцентриковое; в — кулачковое торцевое
Э к с ц е н тр и к о в ы е и к у л а ч к о в ы е з а ж и м н ы е у с т р о й с т в а (рис.
9 7 ,6 ) р а б о т а ю т з а счет р а д и а л ь н о г о у с и л и я , р а з в и в а ю щ е г о с я
при и зм ен ен и и р а с с т о я н и я от ц е н т р а в р а щ е н и я э к с ц е н т р и к а или
к у л а ч к а до р а б о ч е й п оверхн ости. К э к с ц е н т р и к о в ы м о т н о с я т
м е х а н и з м ы с п р о ф и л е м зв е н а , очерченного по д у ге о кр у ж н о с т и ,
к к у л а ч к о в ы м — с п р о ф и л е м зве н а , очерченной по м а т е м а т и ч е ­
ской кривой. Э ти у с т р о й с тв а п р и м ен я ю т с я , ко гд а не т р е б у ю т с я
б о л ь ш и е с и л ы з а ж и м а . Э к с ц е н т р и к м о ж е т з а ж и м а т ь и зд е л и е
л ю б о й точко й п о л о вин ы о к р у ж н о с т и м е ж д у т о ч к а м и т и п .
П р а к т и ч е с к и и с п о л ь з у ет с я у ч а с т о к в д и а п а з о н е у г л о в 6 0 . . . 9 0 ° .
Д л я об ес п е ч ен и я с а м о т о р м о ж е н и я на р а б о ч е м у ч а с т к е р е к о м е н ­
д у ется, чтоб ы D / e ^ 14, где е — эк сц ен тр и си тет.
В е л и ч и н а з а ж и м н о г о у с и л и я эк с ц е н т р и к о в о го у с т р о й с т в а о п ­
р е д е л я е т с я по ф о р м у л е
^ -------,
2е/п -|- Df
(151)
где Q —'Сила, прилож енная к рукоятке, Н; / — плечо, мм; е — эксцентри­
ситет, мм; D — диаметр эксцентрика, мм; f — коэффициент трения на по­
верхности эксцентрика.
В е л и ч и н а у с и л и я на р ы ч а г е обы чно п р и н и м а е т с я Q = 40.
и.
80 Н
223
П р и м е н я ю т с я т о р ц е в ы е к у л а ч к и (рис. 9 7 , в ) , р а б о ч и й п р о ­
ф и л ь к о т о р ы х с ф о р м и р о в а н по винтовой линии. К у л а ч о к с н а б ­
ж а е т с я р у к о я т к о й . П р и п ов ор оте к у л а ч к а д в у п л е ч и й р ы ч а г з а ­
ж и м а е т з а г о то в к у . С и л а з а ж и м а о п р е д е л я е т с я , к а к в вин тов ы х
у ст р о й с тв ах , с у ч ето м п ер е д а то ч н о г о о т н о ш е н и я р ы ч а г а :
F 3= -------^ --------- 2 - ,
(152)
'■ c p tg (a + 9 ) Ь
где Q — сила на рукоятке, Н; I — плечо, мм; г сР — средний радиус скольж е­
ния опорной точки плеча рычага, мм; а — угол подъема линии профиля ку­
лачка; ф — угол трения; а, Ь — длины плеч рычага.
П р и м е р ы р а с ч е т а з а ж и м о в п р и в е д ен ы ни ж е.
Пример 1. Эксцентриковый заж им. П рилагается сила Q = 5 0 Н на плече
/= 1 3 6 мм. Средний диаметр эксцентрика £>Ср = 4 8 мм; коэффициент трения
/= 0 ,2 5 ; эксцентриситет е —3 мм.
г
QI
50 -136
.оп „
Усилие заж и м а F 3 = --------- ---------= ----------------------------- = 489 Н .
2eln + D f
2 .3 /3 ,1 4 + 48-0,25
В этом случае D / e — 1 6> 14.
Пример 2. Торцовый кулачковый заж им. Определить усилие заж им а при
Q = 50 Н; а = ф = 5°30'; /-ср=20 мм; /= 1 3 0 мм; а = 6 0 мм; 6 = 50 мм.
П одставляя значения данных в формулу, получим
= 20Ш н .
F 3 = ______ * ______ _а_ = _ 5 0 1 130_ ^
^ср tg (а + Ф)
Ь
2 0 -tg 11° 50
Пример 3. Диафрагменный пневматический заж им . Определить усилие
заж им а при следующих данных. Д иаметр диаф рагм ы по контуру заж им а
D = l l см, диаметр диска d = 8 см, давление в сети 0,4 М П а. П руж ина пред­
варительно сж имается с усилие^ д0= 8 0 . . . 1 5 0 Н. Коэффициент ж есткости
пружины К = 1 , 5. . . 3,5 Н/см. В расчетах примем <7о=120 Н; ход штока 5 =
= 2 см, коэффициент жесткости К = 2 Н/см.
Сила сопротивления пружины при такой величине хода будет 9 = 170+
+ ^ 5 = 120+ 2 • 2 = 124 Н. Усилие заж им а на штоке F 3= 2 0 ( D + d ) 2 P— q =
= 20 (11 + 8 )2 • 0,4— 124=2764 Н.
Н а с т а н к а х с пр ох од н о й о б р а б о т к о й за г о т о в к и п р и ж и м а ю т
к б а з и р у ю щ и м п о в е р х н о ст я м р о л и к о в ы м и э л е м е н т а м и (рис.
98, а ) . Р о л и к 1 в п р и ж и м н о м у с т р о й с т в е у с т а н а в л и в а е т с я на
оси ш т о к а 4, ко т о р ы й п е р е м е щ а е т с я в о сев о м н а п р а в л е н и и ц и ­
л и н д р а 2. Ц и л и н д р з а к р е п л я е т с я на п о д в и ж н о й б а л к е 3, к о т о ­
р а я при н а л а д к е с т а н к а м о ж е т п е р е м е щ а т ь с я по ко л о н н е 7
в в е р т и к а л ь н о м н а п р а в л е н и и . У си ли е п р и ж и м а с о з д а е т с я за
счет у пру гости п р у ж и н ы 5 к о л п а ч к о м 6.
В нек о то р ы х с т а н к а х в к а ч е с т в е п р и ж и м н ы х э л е м е н т о в ис­
п о л ь зу ю т с я п л о с к и е п р у ж и н ы (рис. 9 8 , 6 ) .
Н а ф о р м а т н ы х и ш и п о р е зн ы х с т а н к а х с прохо д ной о б р а б о т ­
кой п р и м е н я ю т п р и ж и м н ы е у с т р о й ств а с г и б к о й л ен то й ( к л и н о ­
вой р е м е н ь ) (рис. 9 8 , в ) . Н е с у щ и м э л е м е н т о м у с т р о й с тв а я в л я ­
ется р а м а 2, на котор ой с м о н т и р о в а н ы о п о р ы ш к и в о в 1 и 6.
О п о р а ш к и в а 6 п о д в и ж н а я , что п о з в о л я е т п р о и зв о д и ть н а т я ­
ж е н и е л е н т ы 4 н а т я ж н ы м м е х а н и зм о м 5. Ж е с т к о с т ь л е н т е при224
Рис. 98. Прижимные устройства:
а — роликовое; б — пружинное; в — гибкой лентой; г — расчетная схема
д а ю т р о л и к и 7, з а к р е п л е н н ы е на о сях п о д п р у ж и н е н н ы х к р о н ­
ш тейнов. Р а м а 2 у с т а н о в л е н а на су п п о р те 3, что п о з в о л я е т п р о ­
и зв о д и т ь н а л а д к у п р и ж и м н о г о у ст р о й с тв а .
П р и ж и м н ы е у с т р о й с тв а , не у ч а с т в у ю щ и е в с о з д а н и и у с и л и я
подачи, п р е д н а з н а ч е н ы д л я л и ш е н и я з а г о т о в к и степени св о бод ы
в н а п р а в л е н и и д е й с т в и я в е р т и к а л ь н о й с о с т а в л я ю щ е й сил ы р е ­
з а н и я . З а г о т о в к а под д ей с тви е м этой с и л ы с т р е м и т с я к о п р о к и ­
д ы в а н и ю (рис. 9 8 , г ) . З д е с ь н а б л ю д а е т с я д ей с тв и е м о м е н т а
F z ' A , где А — ве л и ч и н а п е р е м е н н а я в п р о ц е сс е о б р а б о т к и з а ­
готовки. Д л я н а д е ж н о й р а б о т ы н еоб хо ди м о в ы п о л н и ть у с л о в и е
F z ■А < [А — (b - f а ( п — 1)/2)] qn,
где b — расстояние от первого прижимного элемента до точки приложения
силы; а — расстояние м еж ду прижимными элементами; п — число приж им­
ных элементов; q — величина усилия прижима.
В в и д у того, что д р е в е с и н а у п р у г о -п л а с т и ч н а , э ф ф е к т и в н о
р а б о т а ю т л и ш ь 2 или 3 п р и ж и м н ы х э л е м е н т а . П р и н и м а я к о э ф ­
ф и ц и е н т н а д е ж н о с т и р а в н ы м 4, будем им еть при п = 2
2А
А - (Ь + о/2)
р
(153)
О п р е д е л и в ве л и ч и н у у с и л и я п р и ж и м а q э л е м е н т а и исходя
из к о н с тр у к ц и и у с т р о й с тв а , м о ж н о о п р е д е л и т ь н а с т р о е ч н у ю в е ­
л и ч и н у (н а п р и м е р , с ж а т и я п р у ж и н ы ) у пр у го го э л е м е н т а
F n p ^ /sin a .
(154)
225
Контрольные вопросы
1.
Какие бывают двигательные механизмы? 2. Какие механизмы р еза­
ния применяются в деревообрабаты ваю щ их станках? 3. Какие Вы знаете
виды механизмов подачи? 4. Какие имеются загрузочно-разгрузочны е уст­
ройства? 5. Как рассчитывается сила тяги вальцового механизма? 6. Какие
заж имны е устройства применяются в конструкциях деревообрабаты ваю щ их
станков?
Р а з д е л 4. К О Н С Т Р У К Ц И И И Э К С П Л У А Т А Ц И Я
Д Е РЕ В О О БРА Б А Т Ы В А Ю Щ И Х МАШИН
О БЩ ЕГО НАЗНАЧЕНИЯ
Г л а в а 10. СТАНКИ Д Л Я Д Е Л Е Н И Я Д Р Е В Е С И Н Ы
И Д РЕ В Е С Н Ы Х М АТЕРИАЛОВ
49. Л е н т о ч н о п и л ь н ы е стан ки
Р е ж у щ и й и н с тр у м е н т л е н т о ч н о п и л ь н ы х с т а н к о в п р е д с т а в л я е т
собой б еск он еч н ую пи ль н у ю ленту, о х в а т ы в а ю щ у ю р а б о ч и е
ш кивы , р а с п о л о ж е н н ы е в е р т и к а л ь н о или го р и зо н т а л ь н о . В б о л ь ­
ш инстве случаев ш кивы располож ен ы вертикально. Л енточно­
п и л ь н ы е с т ан к и п р и м е н я ю т д л я п р о д о л ьн о го р а с п и л и в а н и я
бревен, брусьев, к р и во л и н ей н ого, пр о д о л ьн о го и п оп еречного
р а с п и л и в а н и я п и л о м а т е р и а л о в , а т а к ж е л и стов ы х д р ев е с н ы х
м а т е р и а л о в . В за в и с и м о с т и от в ы п о л н я е м ы х техн о л о ги ч е с к и х
о п е р а ц и й л е н т о ч н о п и л ь н ы е с т а н к и п о д р а з д е л я ю т на три о с н о в ­
ных группы : б р е в н о п и л ь н ы е д л я п р о д о л ьн о го р а с п и л и в а н и я б р е ­
вен; д е л и т е л ь н ы е д л я р еб р о в о г о р а с п и л и в а н и я гор б ы л е й , т о л ­
с ты х д о со к и б р усь ев ; с т о л я р н ы е д л я р а с п и л и в а н и я д о с о к и
б р у ск о в на за г о т о в к и , а т а к ж е д л я в ы п и л и в а н и я кр и в о л и н е й н ы х
д ет а л е й .
С т а н к и с т о л я р н о го т и п а ш и р о к о п р и м е н я ю т с я в м е б е л ь н ы х
п р о и зв о д с т в ах . О б щ и й в и д и к и н е м а т и ч е с к а я с х е м а с т о л я р н о го
л е н т о ч н о п и л ьн о г о с т а н к а Л С 40-1 п о к а з а н а на рис. 99. С т а н о к
состоит из с т ан и н ы , п и льного м е х а н и з м а , с т о л а , о р г а н о в у п р а в ­
л е н и я и о г р а ж д е н и я . С т а н и н а 10 — л и т а я ч у гу н н а я , к о р о б ч ат о й
ф о р м ы . Н а ее б око вой с т о р о н е с м о н т и р о в а н ш к а ф э л е к т р о у п р а в ­
ления с блоком автоматического выклю чения 1 и тумблером 2
переклю чателя реж и м а работы. Н а д ш каф ом располагается
п у л ь т у п р а в л е н и я 5 с к н о п к ам и « П у с к » и «Стоп». Н а с т ан и н е
м о н т и р у е т с я п и л ь н ы й м е х а н и зм , с о с то я щ и й из д в у х р а б о ч и х
ш к и в о в 11 и 13, п и льной л е н т ы 12, н а л а д о ч н о г о у с т р о й с т в а и
э л е к т р о п р и в о д а 28. В ерх ни й ш к и в с м о н т и р о в а н на кон сольной
оси, к о т о р а я з а к р е п л е н а на с у п п о р те 14. С у п п о р т п е р е м е щ а е т с я
по н а п р а в л я ю щ и м к а ч а ю щ е й с я о т н о с и т е л ьн о оси 24 п л и т ы 15,
226
п о л о ж е н и е котор ой м о ж н о м ен я т ь м а х о в и ч к а м и 25 и 26 при р е ­
г у л и р о в к е п о л о ж е н и я пильной л е н т ы на ш к и в а х д л я п р е д о т в р а ­
щ ен и я ее с бега. Н а т я ж е н и е п и льного п о л о т н а о с у щ е с т в л я е т с я
п е р е м е щ е н и е м с у п п о р та 14 с п о м о щ ь ю м а х о в и ч к а 6 и вин товой
перед ачи. Н е о б х о д и м о е н а т я ж е н и е п и льной л е н т ы во в р е м я р а ­
боты при т е п л о в о м и м е х а н и ч е с к о м ее у д л и н е н и и п о д д е р ж и в а ­
ется а в т о м а т и ч е с к и п р у ж и н о й 27, р а с п о л о ж е н н о й на вин те п е р е ­
м е щ е н и я супп орта.
Н и ж н и й ш к и в н е п о д в и ж н о з а к р е п л е н на в а л у ф л а н ц е в о г о
э л е к т р о д в и г а т е л я 28, кото ры й у с т а н а в л и в а е т с я на с т ан и н е
с т а н к а . О б р а б а т ы в а е м а я з а г о т о в к а б а з и р у е т с я на ст о л е 21.
с м о н т и р о в а н н о м на с т ан и н е и и м е ю щ е м п о в оро т н ую опору, к о ­
т о р а я о б е с п е ч и в а е т его н а к л о н до 45°. Н а п о верх н ости ст о л а
и м е е т с я п о п е р е ч н а я л и н е й к а 4 и п р о д о л ь н а я л и н е й к а с ручной
ф и к с а ц и е й 9. Щ е т к и д л я очистки л е н т ы у п р а в л я ю т с я кн опкой 3.
Д л я п р е д о т в р а щ е н и я т р а в м а т и з м а р а б о ч а я ч ас т ь п и лы з а ­
к р ы т а п о д в и ж н ы м о г р а ж д е н и е м 8. Е го м о ж н о у с т а н а в л и в а т ь
в за в и с и м о с т и от т о л щ и н ы о б р а б а т ы в а е м о г о м а т е р и а л а . П о л о ­
ж е н и е о г р а ж д е н и я ф и к с и р у е т с я вин то м 7. Б о л ь ш у ю у с т о й ч и ­
вость пильной л е н т е в р а б о ч е й зон е п р и д а ю т п о д в и ж н о е в е р х ­
нее 19 и н е п о д в и ж н ы е н и ж н и е 22 и 23 н а п р а в л я ю щ и е у с т р о й ­
ств а, к а ж д о е из к о т о р ы х состоит из д в у х б о ко в ы х и одного
опо рн о го р ол и к о в. В е р х н е е у ст р о й с тв о п е р е м е щ а е т с я по вы соте
с п ом о щ ью зу б ч а т о г о м е х а н и з м а и м а х о в и ч к а 20.
С т а н о к о б о р у д о в а н к о н т а к т н о - р ы ч а ж н ы м л о в и т е л е м пи льно й
л е н т ы в с л у ч а е ее о б р ы в а. Р о л и к 16 с к о л ь з и т по б око вой п о ­
вер хно сти ленты . П р и ее о б р ы в е он под д ей с тви е м п р у ж и н ы
с м е щ а е т с я , и зуб х р а п о в и к а 17 с р ы в а е т с я с к у р к а , о с в о б о ж д а я
п р у ж и н у п о д в и ж н о й т о р м о зн о й к о л о д к и 18, к о т о р а я п р и ж и м а е т
п и л ь н о е п ол отн о к н е п о д в и ж н о й т о р м о зн о й к о л о д ке. П р и с р а б а ­
т ы в а н и и л о в и т е л я о т к л ю ч а е т с я и д в и г а т е л ь п р и во д а . К а к все
л е н т о ч н о п и л ь н ы е стан ки , с т о л я р н ы е с т а н к и о б о р у д о в а н ы б л о ­
к и р у ю щ и м и у с т р о й ств а м и , о б е с п е ч и в а ю щ и м и н е в о зм о ж н о с т ь
п у с к а с т а н к а при о т к р ы т о м о г р а ж д е н и и ш к и в о в или н е н ад е т о й
и н е н а т я н у т о й ленте.
Технические характеристики столярных ленточнопильных станков
ЛС40-1
Диаметр пильного шкива, м м ........................................................
Высота пропила, мм
.........................................................................
...............................................
Частота вращения ш кива, мин-1
Толщина пилы, м м .............................................................................
Мощность электродвигателя привода механизма резания, кВт
ЛС80-60-6С
400
800
200
400
1450
720; 950
0,7 . . . 0,92
2,2
5,5
Н а л а д к у лен то чн о п и л ьн ы х с т ан к о в п р о в о д я т в с л е д у ю щ е й
п о с л ед о в ател ьн о сти .
1.
В ы б ор пильной л е н т ы в за в и с и м о с т и о т ти п а с т а н к а и
х а р а к т е р а в ы п о л н я е м о й технологической о пер аци и. П р и к р и в о ­
228
ли н ей н о м р а с п и л и в а н и и ш и р и н а л ен т ы д о л ж н а б ы ть 10. ..1 5 мм.
Т о л щ и н у п и лы п р и н и м а ю т не б о л е е 0,001 д и а м е т р а пильного
ш к и в а . П е р е д у с т а н о в к о й пильной л е н т ы в с т ан о к п р о в е р и ть
с п а й к у л е н т ы в м е с те с т ы к а , к а ч е с т в о за т о ч к и , р а з в о д ( п л ю ­
щ ен и е ). Р е к о м е н д у е т с я п о л ь з о в а т ь с я п и л а м и т о л ь к о с п р я м о й
спайкой.
2. У с т а н о в к а пильной ленты . О пустив в ерхний ш кив, н а д е ­
в а ю т п и л ь н у ю л е н т у с н а ч а л а на него, а з а т е м на н и ж н и й
ш кив. Н а т я ж е н и е п и льной л е н т ы о с у щ е с т в л я е т с я п о д н я т и е м
верхнего ш к и в а и к о н т р о л и р у е т с я по п о к а з а н и ю п р у ж и н н о г о
ус т р о й с тва ил и п о л о ж е н и ю г р у за . Д л я у стойчи вой р а б о т ы р е ­
ж у щ е г о и н с тр у м е н т а вел и ч и н а н а п р я ж е н и я в пильной л ен т е
д о л ж н а б ы ть 1 5 ...5 0 М П а в за в и с и м о с т и от ш и р и н ы и т о л щ и н ы
ленты . П о л о ж е н и е л е н т ы на ш к и в а х р е г у л и р у ю т п о с т у п а т е л ь ­
ным п е р е м е щ е н и е м л е н т ы вр у ч н у ю и и зм ен ен и ем п о л о ж е н и я
в ерх него ш к и в а р е г у л и р о в о ч н ы м и у с т р о й с тв а м и . П и л а д о л ж н а
устойчи во р а с п о л а г а т ь с я на ш к и в а х т а к , чтобы з у б ь я ее в ы ­
с т у п а л и з а к р а й о б о д а ш кивов. П р а в и л ь н о с т ь д в и ж е н и я л е н т ы
п р о в е р я ю т при к р а т к о в р е м е н н о м в кл ю ч е н и и с т а н к а .
3. Р е г у л и р о в а н и е н а п р а в л я ю щ и х устр ойств. В е р х н е е н а ­
п р а в л я ю щ е е у ст р о й ств о у с т а н а в л и в а ю т н а д в ерхн ей п л а с т ь ю
о б р а б а т ы в а е м о й з а г о т о в к и на р а с с т о я н и и 10. ..1 5 мм. З а з о р
м е ж д у б о к о в ы м и н а п р а в л я ю щ и м и и п ол отн о м п и лы 0 ,0 5 ...
0,10 мм с к а ж д о й стор оны д л я всех в ид о в с тан ков . Н и ж н и е
н ап равляю щ и е устан авли ваю т стационарно. П ер едн яя кромка
направляю щ их долж на
б ы ть р а с п о л о ж е н а на р а с с т о я н и и
5. ..1 0 мм от в п а д и н ы зубьев. О п о р н ы й з а д н и й р о л и к п р е д о т ­
в р а щ а е т с п о л з а н и е пилы , на хол остом х од у м е ж д у ним и пилой
д о л ж е н б ы ть за зо р .
4. Н а с т о л я р н ы х с т а н к а х д л я п р я м о л и й н о г о р а с п и л и в а н и я
у с т а н а в л и в а ю т н а п р а в л я ю щ у ю л и н е й к у на р а с с т о я н и и от п о ­
л о т н а п и л ы р а в н о м ш и р и н е в ы п и л и в а е м о й за г о то в к и . П р и м а с ­
совом п р о и зв о д с т в е к р и в о л и н е й н ы х д е т а л е й р е ко м е н д у е т с я
п о л ь з о в а т ь с я ш аб л о н о м . П р и п р о п и л е под угл о м к б азо во й
поверхн ости стол с т а н к а
н а к л о н я ю т на с о о т вет с т в у ю щ и й
угол.
5. У с т а н о в к а всех з а г р а д и т е л ь н ы х устройств.
6. Р е г у л и р о в а н и е т о р м о з а о с т ан о в к и м е х а н и з м а р е за н и я .
П р и о т кл ю ч е н и и д в и г а т е л я т о р м о з д о л ж е н с р а б о т а т ь в а в т о м а ­
тич еск о м р е ж и м е и о с т а н о в и т ь ш к и в з а 4 . . . 6 с. П р и нал и ч и и
н ож н о го т о р м о з а н еоб ходи м о о т р е г у л и р о в а т ь м и н и м а л ь н ы й
(5 мм) з а з о р м е ж д у п ов ер хн о стью о б о д а т о р м о зн о г о ш к и в а и
п о ве р хн о ст ью т о р м о з н ы х колодок.
7. П р и н а л и ч и и м е х а н и з м а п о д ачи у с т а н а в л и в а ю т н е о б х о д и ­
мую с к ор ость подачи,
229
50. К р у г л о п и л ь н ы е с т а н к и д л я п р о д о л ь н о г о р а с п и л и в а н и я
В к р у г л о п и л ь н ы х с т а н к а х в к а ч е с т в е р е ж у щ е г о и н стр у м е н т а
ис п о л ьзу ет с я к р у г л а я п и ла. Эти с т а н к и ш и р о к о п р и м ен я ю т с я
в д еревооб рабаты ваю щ и х производствах д ля осуществления
про д о л ьн о го, п оп еречного и под у гл о м к в о л о к н а м р а с п и л и в а ­
ния д р ев ес и н ы , а т а к ж е ф о р м а т н о г о р а с п и л и в а н и я плитны х
д р ев е с н ы х м а т е р и а л о в . Эти с т а н к и м огут б ы ть одно- и м н ого­
пильны е, с н и ж н и м и верх ни м р а с п о л о ж е н и е м пил, с ручной
и м е х а н и з и р о в а н н о й подачей. В к а ч е с т в е ис п о л н и т е л ьн ы х э л е ­
м ентов ш и р о к о и с п о л ь з у ю т с я в а л ь ц ы и кон вейеры .
Н а и б о л е е просты по к о н с тр у к ц и и и в э к с п л у а т а ц и и с т ан ки
с ручной по д ачей , к о т о р ы е м огут б ы ть с к а р е т к о й и б ез нее.
Н а них м о ж н о п р о и зв о д и ть р а с п и л и в а н и е в д о л ь во л окон , п о ­
п е р е к и под у гл о м к ним. Э ти кр у г л о п и л ь н ы е с т а н к и н а з ы в а ю т
у н и в е р с а л ь н ы м и . Д л я р а с п и л и в а н и я в к а ж д о м из н а ­
п р а в л е н и й о т н о с и т е л ьн о в о л о ко н и с п о л ь з у ю т с я с т а н к и с п е ц и ­
а л ь н ы х групп. Н а рис. 100 п о к а з а н а с х е м а с т а н к а с ручной
подачей. С т а н и н а с т а н к а — л и т а я , к о р о б ч а т о й ф ор м ы . В н у три
нее на д в у х к а ч а ю щ и х с я ш а р н и р н о с в я з а н н ы х п л и т а х 8 у с т а ­
н а в л и в а ю т п и ль н ы й в а л с д и с к о в о й пи лой 1 и э л е к т р о д в и г а ­
т е л ь 9. К р у т я щ и й м о м е н т от д в и г а т е л я к д и с к у п и лы п е р е д а ­
ется ч ерез к л и н о р е м е н н у ю п е ред ачу. П о л о ж е н и е пильного
д и с к а и э л е к т р о д в и г а т е л я в в е р т и к а л ь н о й пл о с к о с т и в з а в и с и ­
мости от т о л щ и н ы о б р а б а т ы в а е м о й за г о т о в к и м е н я е т с я в р а ­
щ ен ием м а х о в и ч к а 7.
Д л я о б есп ечен и я б е з о п а с н о с т и при э к с п л у а т а ц и и п и л а с н и зу
з а к р е п л я е т с я гл ух им о г р а ж д е н и е м 2, с л у ж а щ и м од н о вр е м ен н о
к а н а л о м д л я о т в о д а опи лок , а све р х у — о г р а ж д е н и е м 5. Д л я
п р е д о т в р а щ е н и я с к о б л е н и я п р о п и л е н н ы х п ов ерх н остей з у б ь я м и
в ен ц а хол остой ч ас т и пи лы и п р е д о т в р а щ е н и я в ы б р о с а з а г о ­
товки у с т а н а в л и в а ю т р а с к л и н и в а ю щ и й ( н а п р а в л я ю щ и й ) н о ж 3
и зу б ч а т ы й с е к т о р 4. Д л я про х о д а пи лы в с т о л е и м е е т с я окно,
по д л и н е с о о т в е т с т в у ю щ е е д и а м е т р у пилы , в ко т о р о е в с т а в ­
ляется деревянный вкладыш . Базовы м и элементами станка я в ­
л я ю т с я п оверх н ость с т о л а , н а п р а в л я ю щ а я л и н е й к а 6 и п о д в и ж ­
ной у г о л ь н и к 11. Н а п р а в л я ю щ а я л и н е й к а п е р е м е щ а е т с я при
п ов ор оте м а х о в и ч к а 10 в н а п р а в л е н и и п е р п е н д и к у л я р н о м п л о ­
скости д и с к а пилы.
П о д в и ж н ы й у г о л ь н и к п е р е м е щ а е т с я по п р о ф и л ь н о м у п а з у
с т о л а в плоскости, п а р а л л е л ь н о й д и с к у пилы. Е го м о ж н о у с т а ­
н а в л и в а т ь на з а д а н н ы й у го л при т о р ц о в к е д е т а л е й . В н е к о т о ­
р ы х м о д е л я х стол с т а н к а м о ж е т б ы ть п о д ъ е м н ы м . Н а с т а н к а х
с ручной п о д ачей у с т а н а в л и в а ю т к р у г л ы е п и лы д и а м е т р о м
3 0 0 . . . 6 0 0 мм, что п о з в о л я е т р а с п и л и в а т ь з а г о т о в к и т о л щ и н о й
70...
200 мм. Н а и б о л ь ш а я в ы с о та р а с п и л а з а в и с и т о т д и а м е т р а
D пилы : Wmax = 0,2Z)— 4 ,5 ^ / D . М о щ н о с т ь э л е к т р о д в и г а т е л е й при230
Рис. 100. Круглопильный станок
с ручной подачей
вод а 3 . . . 7 кВт, ч ас т о т а
в р а щ е н и я 2 0 0 0 .. .3000 м ин-1 .
Станки
с
механизиро­
ван н ой п о д а ч ей п р е д н а з н а ­
чены д л я пр о д о л ьн о го р а с ­
п и л и в а н и я д о с о к и б русков
на за г о т о в к и з а д а н н о й ш и ­
ри н ы или т о лщ и н ы . П о д а ю ­
щ ий м е х а н и зм м о ж е т б ы ть
кон вейерно-гусеничного или
в а л ь ц о в о г о типа. П о числу
у с т а н о в л е н н ы х пил
и их
расположению
относи­
т е л ьн о
м е х а н и з м а подачи
с т а н к и б ы в а ю т одно- и м н о ­
гопильн ы е,
с верх ни м и
н и ж н и м р а с п о л о ж е н и е м пил. Л у ч ш у ю п р я м о л и н ей н о с т ь р а с п и ­
л и в а н и я о б ес п е ч и в а е т к о н в е й е р н а я п о д ача.
Н а рис. 101 п о к а з а н од н оп и льн ы й п р и р е зн о й с т а н о к Ц Д К 4 - 3
с вер хни м р а с п о л о ж е н и е м пилы, п р е д н а з н а ч е н н ы й д л я п р я м о ­
л и н е й н о го п р о д о л ь н о г о р а с п и л и в а н и я д о с о к и б р у с к о в н а з а ­
д а н н ы й р а з м е р по ш ирине. Он п р и м е н я е т с я в м ебе л ьн о м , с т о ­
л я р н о м и д р у ги х д е р е в о о б р а б а т ы в а ю щ и х п р о и зв о д с т в а х . Н а
с т ан и н е 5 с м о н т и р о в а н стол 11, в п р о д о л ь н о м о кн е котор ого
п р о х о д и т гу се н и ц а к о н в е й е р а 13. Р и ф л е н а я по в ер х н о ст ь п л а ­
стин гусениц ы в ы с т у п а е т н а д п о ве р х н о ст ью с т о л а на 1 . . . 2 мм.
К он вей ер п р и в о д и тся в д в и ж е н и е от э л е к т р о д в и г а т е л я 12 ч ер ез
п е р е д а то ч н ы й м е х а н и зм . Г усен и ц а п е р е м е щ а е т с я по н а п р а в -
231
Рис. 102. Функциональные схемы многопильных станков.
а — с «ныряющей» гусеницей; б — с двумя конвейерами
л я ю щ и м 14, что о б ес п еч и в ае т п р я м о л и н е й н о с т ь и с о о т в ет с т ­
в у ю щ у ю точн ость р а с п и л а . Д л я об есп ечен и я ск в о зн о г о п ро п и л а
з а г о т о в к и 10 на гусен и ц е к о н в е й е р а п р е д у с м о тр е н пр о д о л ьн ы й
паз, в ко т о р ы й в х о д я т на 2 . . . 3 мм н и ж н и е з у б ь я пилы . С к о ­
р ость п о д а ч и р а с п и л и в а е м о г о м а т е р и а л а р е г у л и р у е т с я б ес с т у ­
п е н ч а т ы м в а р и а т о р о м без о с т ан о в к и гусеничной цепи. П о в е р ­
т и к а л ь н ы м н а п р а в л я ю щ и м с т ан и н ы при в р а щ е н и и м а х о в и ч к а 3
п е р е м е щ а е т с я с у п п о р т 9, на ко т о р о м с м о н т и р о в а н ы п р и ж и м н ы е
ро л и к и 8 и к о г т е в а я з а щ и т а 2. П о л о ж е н и е п р и ж и м н ы х р о л и к о в
по в ы с о те р е г у л и р у е т с я в е р т и к а л ь н ы м п е р е м е щ е н и е м супп орта.
Р а с п и л и в а н и е м а т е р и а л а п р о и зв о д и т с я д и с к о в о й пи лой 6,
у с т ан о в л ен н о й на п и ль н о м в а л у , ко т о р ы й п р и в о д и т с я во в р а ­
щ ен ие от э л е к т р о д в и г а т е л я 12 ч ер е з у п р у г у ю м уф ту . В е р т и ­
к а л ь н о е п е р е м е щ е н и е пи льн ого в а л а в з а в и с и м о с т и от д и а ­
м етр а пи лы п р о и зв о д и т с я п о во ро то м м а х о в и ч к а 4. П о з а д и пилы
ус т а н о в л е н р а с к л и н и в а ю щ и й н о ж 7. Н а п р а в л я ю щ а я л и н е й к а 1
п е р е м е щ а е т с я по по п еречной б а л к е и ф и к с и р у е т с я э к с ц е н т р и ­
ковым заж и м ом .
У м н о го п и л ьн ы х с т а н к о в г у се н и ц а в зо н е пил н а п р а в л я ю ­
щ ими о т в о д и тс я вни з на 3 . . . 5 мм или у с т а н а в л и в а ю т с я д в а
к о н в е й е р а (рис. 102).
П р и н а л а д к е к р у г л о п и л ь н ы х с т ан к о в д л я п р о д о л ьн о г о р а с ­
п и л и в а н и я о б щ и е д л я всех с т а н к о в этой г ру ппы с л е д у ю щ и е
оп ерац и и .
1.
В ы б о р т и п а п и лы в з а в и с и м о с т и от в и д а р е з а н и я , т е х н о ­
л огич еск ой о п е р а ц и и , о б р а б а т ы в а е м о г о м а т е р и а л а . Н е д о п у ­
с к а е т с я и с п о л ь з о в а т ь н е и с п р а в н ы е и не п о д г о т о в л е н н ы е к р а ­
б о те п о л о т н а пил. 2. У с т а н о в к а и у к р е п л е н и е пи лы н а пи льно м
в а л у . Н а п р а в л е н н ы е д в и ж е н и я зу б ь е в п и л ы д о л ж н о б ы ть п р о ­
т и в о п о л о ж н о д в и ж е н и ю п о д ач и р а с п и л и в а е м о г о м а т е р и а л а .
О п о р н ы е п о в ерх н ости з а ж и м н ы х ш а й б о ч и щ а ю т от г р я з и и
насухо п р о т и р а ю т. Т о р ц о в о е б и ение поверхн ости ш а й б ы на д и а ­
м е тр е 100 мм д о л ж н о б ы ть не б о л ь ш е 0,3 мм, р а д и а л ь н ы й з а ­
зор м е ж д у ш ей к о й в а л а и п о са д о чн ы м о т в е р ст и е м п и лы —
не б о л е е 0,1 мм. Д о п у с т и м о е б и ение д л я с т а л ь н ы х пил 0,5 мм,
д л я пил с п л а с т и н а м и из т в е р д ы х с п л а в о в 0,1 мм.
232
3. У с т а н о в к а р а с к л и н и в а ю щ е г о н о ж а з а пилой на р а с с т о я ­
нии не б о л е е 10 м м от в ен ц а в п л о скости р а с п и л и в а н и я . Т о л ­
щ и н а н о ж а д о л ж н а б ы ть на 0,5 мм б о л ь ш е ш и р и н ы пр о п и л а .
4. У с т а н о в к а н а п р а в л я ю щ е й л и н е й к и п а р а л л е л ь н о п л о с к о ­
сти пи льно го д и с к а на р а с с то я н и и , р а в н о м ш и р и н е о т п и л и в а е ­
мого э л е м е н т а .
5. Д и а м е т р п и лы на у н и в е р с а л ь н ы х с т а н к а х в ы б и р а ю т в з а ­
виси м ости от т о л щ и н ы р а с п и л и в а н и я м а т е р и а л а . Н а и м е н ь ш и й
д и а м е т р Д пш , мм, п р и н и м а ю т т а к и м , ч то б ы з у б ь я п и л ы в ы ­
с т у п а л и н а д п о в е р х н о ст ь ю о б р а б а т ы в а е м о г о м а т е р и а л а п р и ­
м ер но на 10 мм. Z)min = 2 ( t f + а + 1 0 ) , где Я — в ы с о т а п р оп и л а,
м м; а — н а и м е н ь ш е е р а с с т о я н и е от оси ш п и н д е л я до ра б о ч е й
п ов ер хн о сти с т о л а , мм. С у п п о р т п и лы о д н о п и л ь н ы х с т ан к о в
с гусеничной под а ч е й у с т а н а в л и в а ю т в т а к о м п о л о ж ен и и ,
чтоб ы з у б ь я в х о д и л и в п р о д о л ь н ы й п а з к о н в е й е р а на гл у б и н у
2 . . . 3 мм. В с е п и лы м н о го п и л ьн ы х с т ан к о в , у с т а н а в л и в а е м ы е
на ш п и н д е л е о д н о в р е м е н н о , д о л ж н ы им еть о д и н а к о в ы й д и а ­
м етр, т о л щ и н у и р а з в о д . Д и а м е т р пил на с т а н к а х с в а л ь ц е в о й
п од ачей в ы б и р а ю т в за в и с и м о с т и от т о л щ и н ы р а с п и л и в а е м о г о
м а т е р и а л а ( у н и в е р с а л ь н ы е с т а н к и ).
6. Н а у н и в е р с а л ь н ы х с т а н к а х у с т а н а в л и в а ю т в е р х н е е о г ­
р а ж д е н и е п и лы с у с т р о й с тв о м , п р е п я т с т в у ю щ и м о б р а т н о м у в ы ­
л е т у за го то вк и . Д л я о д н о п и л ьн ы х с т а н к о в с гусеничной п одачей
д и а м е т р пи лы в ы б и р а ю т в за в и с и м о с т и о т т о л щ и н ы р а с п и л и ­
в а е м о г о м а т е р и а л а . Р е к о м е н д у е т с я п р и м е н я т ь п и лы м а л о го
д и а м е т р а : D min = 2 ( H + d m/ 2 + 10), где Я — вы с о та п р о п и л а , мм;
d m — д и а м е т р з а ж и м н о й ш а й б ы , мм.
Д л и н а п р о м е ж у т о ч н ы х к о л е ц или их н а б о р а на м н о г о п и л ь ­
ных с т а н к а х д о л ж н а б ы ть р а в н а ш и р и н е в ы п и л и в а е м о й з а г о ­
т о в к и пл ю с у д в о ен н ы й р а з в о д на о д н у сторону. И х д и а м е т р
д о л ж е н б ы ть р а в е н д и а м е т р у з а ж и м н о й ш ай б ы . Оси п о д а ю щ и х
в а л ь ц о в с т а н к о в с в а л ь ц е в о й под а ч е й д о л ж н ы б ы ть п а р а л ­
л е л ь н ы р а б о ч е й п о верхн о сти с т о л а и оси п и льного в а л а .
7. Н и ж н и е з у б ь я пил м н о го п и л ьн ы х с т а н к о в у с т а н а в л и в а ю т
н и ж е несущ ей по в е р х н о ст и « н ы р я ю щ е й » г усениц ы на 5 мм.
Н и ж н и е в а л ь ц ы с т а н к о в с в а л ь ц е в о й по д а ч е й д о л ж н ы в ы с т у ­
п а т ь н а д п о в е р х н о ст ью с т о л а при р а с п и л и в а н и и д р ев е с и н ы м я г ­
ких поро д на 2 . . . 3 мм, а т в е р д ы х по ро д — на 1 . . . 2 мм. В е р х ­
ние в а л ь ц ы у с т а н а в л и в а ю т н и ж е по вер хн ости за г о т о в к и на
5 . . . 8 . мм. Н а о д н о п и л ьн ы х с т а н к а х с гусеничной по д а ч е й в з а ­
в иси м ости от т о л щ и н ы р а с п и л и в а е м о г о м а т е р и а л а у с т а н а в л и ­
в а ю т су п п о рт с п р и ж и м н ы м и р о л и к а м и т а к и м о б р а з о м , чтобы
их н и ж н я я по ве р х н о ст ь б ы л а н и ж е п о в ер хн ости з а г о т о в о к на
2...
3 мм.
8. З а з о р м е ж д у пилой и в и б р о г а с и т е л я м и на с т а н к а х с в а л ь ­
цевой под а ч е й д о л ж е н б ы ть в п р е д е л а х 0 , 1 . . . 0,15 мм. У с т а ­
навливаю т требуемую
ск о р о с т ь
подачи.
О си
прижимных
233
ро л и к о в на м но го п и л ьн ы х и о д н о п и л ь н ы х с т а н к а х с гусеничной
подачей д о л ж н ы б ы ть п е р п е н д и к у л я р н ы н а п р а в л е н и ю подачи.
У с т а н а в л и в а ю т т р е б у е м у ю с к о р о с т ь подачи.
51. Круглопильные станки для поперечного распиливания
Эти с т а н к и п р е д н а з н а ч е н ы д л я р а с п и л и в а н и я п и л о м а т е р и а ­
лов поп ер ек во л о ко н при п р е д в а р и т е л ь н о й и точной торцовке.
Они
классифицирую тся
по
кон с тр у к ти в н о -т е х н о л о ги ч е с к и м
п р и з н а к а м . Т е хн ол оги ч е ск и й процесс на т а к и х с т а н к а х м о ж е т
пр ох од ить при п о д а ч е пи лы или за г о то в к и . В п е р во м с л у ч а е
п о д а ч а о с у щ е с т в л я е т с я по д уго вой ( м а я т н и к о в ы е и б а л а н с и р ные с т а н к и ) или по п р я м о л и н ей н о й (су п п о ртн ы е и ш а р н и р н о ­
м а я т н и к о в ы е ) т р а е к т о р и и . П о д а ч а за г о т о в к и по п р я м о л и н ей н о й
т р а е к т о р и и о с у щ е с т в л я е т с я на у н и в е р с а л ь н ы х и ко н ц е ра в н и т е л ь н ы х с т ан к а х .
Т о рцов оч ны й ш а р н и р н о - м а я т н и к о в ы й о д н о п и л ьн ы й с т а н о к
Ц М Э -З А (рис. 103) состои т из с т а н и н ы 12, на котор ой м о н т и ­
р у е т ся н и ж н я я ч асть 10 колонки. Н а в ерх н ей по вор отной части
9 ко л о н ки у с т а н о в л е н а ш а р н и р н о - р ы ч а ж н а я с и с т е м а 7 с м о т о р и ­
зо в а н н ы м ш п и н д е л е м 6 и п и ль н ы м д и с к о м 4. Э л е к т р о д в и г а т е л ь
п р и в о д а им еет э л е к т р о д и н а м и ч е с к о е т о р м о ж е н и е при его в ы ­
клю чении. П и л а о г р а ж д е н а к о ж у х о м с ш а р н и р н о п о д ве ш е н н ы м
с е к т о р о м 5, котор ы й з а к р ы в а е т ее п е р е д н ю ю часть. Н а н и ж ­
ней ч ас т и ко л о н ки з а к р е п л е н стол 3. С т а н о к о с н а щ е н к н о п о ч ­
ным 2 и п е д а л ь н ы м 1 у п р а в л е н и е м . Г о р и з о н т а л ь н о е перем е-
а
го
/9
18
Рис. ЮЗ. Торцовочный шарнирно-маятниковый станок ЦМЭ-ЗА:
а — общий вид; б — пневмоккнематическая схема
234
Рис. 104. Суппортный торцовочный станок ЦПА-40:
а — общий вид; б — пневмокинематическая схема
щ ен и е пи ль н ого су п п о р та о б ес п е ч и в а е т с я п н е в м о п р и в од о м ,
п н е в м о ц и л и н д р ко торого у с т а н о в л е н на к р о н ш т е й н е 8.
В о зд у х из м а г и с т р а л и п о с т у п а е т ч ер ез в л а г о о т д е л и т е л ь 18,
р е г у л я т о р д а в л е н и я 19 и м а с л о р а с п ы л и т е л ь 20 к р а б о ч е м у р а с ­
п р е д е л и т е л ю 16 с п н е в м а т и ч е с к и м у п р а в л е н и е м от р а с п р е д е л и ­
т е ле й 14 и 17. П р и н а ж а т и и на п е д а л ь во зд у х через р а с п р е д е ­
л и т е л ь 17 п о с т у п а е т в р а б о ч и й р а с п р е д е л и т е л ь 16 и п е р е к л ю ­
ч ае т его. П о р ш н е в а я п ол ос ть ц и л и н д р а з а п о л н я е т с я с ж а т ы м
возд у хо м , а ш т о к о в а я полость с о е д и н я е тс я с а т м о сф е р о й . П о р ­
ш ен ь 15 п е р е м е щ а е т с я вл ево, и про и с х о д и т р а б о ч и й хо д пилы.
В кон це х о д а р е г у л и р у е м ы й по п о л о ж е н и ю упор 13 в о з д е й с т ­
ву ет на р о л и к р а с п р е д е л и т е л я 14, что п р и в о д и т к п е р е к л ю ч е ­
нию р а б о ч е г о р а с п р е д е л и т е л я 16, и н а п о р н а я м а г и с т р а л ь с о ­
ед и н я е т с я со ш то к о во й полостью . П р о и с х о д и т о б р а т н ы й ход
с уп п орта . С к о р о ст ь п од ачи р е г у л и р у е т с я г и д р а в л и ч е с к и м у с т ­
ройством . Б е с с т у п е н ч а т о е и зм ен ен и е с ко ро сти р а б о ч е г о хо д а
п о зв о л я е т и с п о л ь з о в а т ь с т а н о к и в а в т о м а т и ч е с к и х лини ях.
В е р х н я я ч ас т ь ко л о н ки н а с т р а и в а е т с я по вы с оте п ов ор отом м а ­
х о в и ч к а 11.
С уп п ор тн ы й т о р ц о в о ч н ы й с т ан о к Ц П А -4 0 (рис. 104) с п р я ­
м о л и н е й н ы м п е р е м е щ ен и е м пилы состоит из с т ан и н ы , к о т о р а я
в вер хней ч асти им еет с т а к а н 14, с л у ж а щ и й н а п р а в л я ю щ е й
д л я ц и л и н д р а 13 ко л о н ки 9. В е р х н я я ч ас т ь ко л о н ки им еет к о ­
робчатую форму и выполняет роль направляю щ ей д ля у д л и ­
ненного с у п п о р т а И , на к ото ром з а к р е п л е н э л е к т р о д в и г а т е л ь 7
235
с пи ло й 6 и о г р а ж д е н и е м 8. К о л о н к а с суппортом и пилой м о ­
ж е т п е р е м е щ а т ь с я при н а с т р о й к е по в ы с о те с п о м о щ ь ю м а х о ­
в и ч к а 2 ч ерез к он и ч е ск у ю п е р е д а ч у и винт 15. Ф и к с а ц и я п о л о ­
ж е н и я к о л о н к и п р о и зв о д и т с я п ов ор отом р ы ч а г а 4.
С у п п о р т п е р е м е щ а е т с я в р о л и к о п о д ш и п н и к а х 18 н а п р а в ­
л я ю щ и х к ол о н ки . К о л о н к а с суп п о р то м и пилой м о ж е т б ы ть
п о в е р н у т а на л ю б о й угол в г о р и з о н т а л ь н о й плоскости, что
о б е с п е ч и в а е т р а с п и л и в а н и е по д у глом . Н а с т а н и н е и к о л о н к е
с м о н т и р о в а н ы э л е к т р о д в и г а т е л ь 16 гид р о си с т ем ы и г и д р о р а с ­
п р е д е л и т е л ь 10.
Д в и ж е н и е с у п п о р та о с у щ е с т в л я е т с я ги д р о ц и л и н д р о м 19,
располож енны м внутри суппорта. Управление полож ением суп­
п о р т а с пи лой о с у щ е с т в л я е т с я ч ерез р а с п р е д е л и т е л ь 10, п е р е ­
к л ю ч е н и е к о т о ро го п р о и сх о д и т у п о р о м 12 и э л е к т р о м а г н и т о м 17,
в к л ю ч а е м ы м от п е д а л и 1. П р и пуске с т а н к а р а б о ч и й н а ж и ­
м а е т кн о п к у 3. П р и п е р е м ещ ен и и ш т о к а р а с п р е д е л и т е л я в по­
л о ж е н и е , ко г д а п о р ш н е в а я по л о сть г и д р о ц и л и н д р а с о е д и н я ­
ется с н а п ор н о й м а г и с т р а л ь ю , про и с х о д и т р а б о ч и й ход. В кон це
х о д а упо р 12 н а ж и м а е т на р ы ч а г р а с п р е д е л и т е л я и ш т о к п е р е ­
хо д и т в п о л о ж ен и е , при ко т о р о м м а с л о о т н а с о с а п о с т у п ае т
в ш т о к о в у ю п о л о с ть и п р о и с х о д и т хол остой ход. Д л я п о в т о ­
р е н и я р а б о ч е г о х о д а т р е б у е т с я н а ж а т ь на п е д а л ь 1. В е л и ч и н а
х о д а с у п п о р та р е г у л и р у е т с я п о л о ж е н и е м у п о р а 12, котор ы й
п е р е м е щ а е т с я по п р о д о л ь н о м у п а з у с у п п о р т а . С т а н о к о б о р у д о ­
в а н с т о л о м 5 с у п о р н о й л иней кой.
Д л и т е л ь н о с т ь д в о й н о г о х о д а су п п о р т а 1,5 с. С к о р о с т ь р а б о ­
чего х о д а р е г у л и р у е т с я в и н том на р а с п р е д е л и т е л е в п р е д е л а х
5 . . . 3 0 м /мин. В с т а н к а х д л я чистовой т о р ц о в к и или к о н ц е р а в н и т е л я х и с п о л ь з у ет с я пр ох од н о й м етод о б р аб о т к и . З а г о т о в к а
о б р а б а т ы в а е т с я о д н о в р е м е н н о с д в у х стор он к р у г л ы м и пи-
Рис. 105. Ф ункциональная схема двустороннего концеравннтельного станка
236
л а м и , у с т ан о в л е н н ы м и на н е п о д в и ж н ы х с у п п о р т а х с т р е х к о о р ­
д и н а т н о й н а с т ро й к о й . О д н а из схем д в у х п и л ь н ы х с т ан к о в
с ко н в е й е р н о й под ачей п р и в е д е н а н а рис. 105.
С т а н о к им еет с т ан и н у 11, н а котор ой р а с п о л о ж е н ы н е п о д ­
в и ж н ы й б л о к 14 с супп о р то м п и лы 6 и п о д в и ж н ы й б л о к 13
с супп о р то м 9 п и л ы 10. П о д в и ж н ы й б л о к им еет ру ч н о е 12
и м е х а н и з и р о в а н н о е н а с т р о е ч н о е у с т р о й с тв о д л я о б р а б о т к и з а ­
г о тов ок р а з л и ч н о й д л и н ы . О б р а б а т ы в а е м ы е д е т а л и 4 б а з и р у ­
ю тся на д в у х б а л к а х 3 и п о д а ю т с я на п и л ы д в у м я к о н в е й е р ­
н ы м и ц е п ям и 8 с у п о р а м и 7. П р и в о д цеп ей о с у щ е с т в л я е т с я от
э л е к т р о д в и г а т е л я 1 ч ере з р е д у к т о р и д в а т у е р а 2. В зон е р е ­
зания заготовки приж им аю тся к б ал кам 3 приж имны м устрой­
ством 5 в в и д е кл и н о в о го р е м н я с п о д п р у ж и н е н н ы м и р о л и ­
к ам и .
52. К р у г л о п и л ь н ы е с т а н к и д л я ф о р м а т н о й р а с п и л о в к и
С танки предназначены д л я раскроя плитных и листовых
м а т е р и а л о в или о б р е з к и по п е р и м е т р у з а г о т о в о к на з а д а н н ы й
ф о р м ат . Р а с к р о й Д С т П и Д В П я в л я е т с я одной из основн ы х
о п е р а ц и й п р о ц е сс а п р о и з в о д с т в а корп у сн о й м ебели. Р а с к р о й
о ц е н и в а ю т п о л е зн ы м вы х о д о м за г о т о в о к . Р а з л и ч а ю т сквозн ой
и с м е ш а н н ы й способы р а с к р о я п л и т н ы х м а т е р и а л о в . П р и
с к в о зн о м с п осо б е о с у щ е с т в л я е т с я п р о д о л ь н о е и л и поп еречное
р а с п и л и в а н и е п л и ты (л и с т а ) на п ол осы с п о с л е д у ю щ и м д е ­
л е н и е м э т и х п олос на щ и т о в ы е э л е м е н т ы з а д а н н ы х р а зм е р о в .
П о л е з н ы й в ы х о д по э т о м у способ у о к о л о 88 %.
С м е ш а н н ы й способ р а с к р о я п р е д у с м а т р и в а е т соч е т а н и е
п р о д о л ьн о го и п оп ер еч н ого р а с п и л и в а н и я с и н д и в и д у а л ь н ы м
р а с к р о е м н е с к о л ь к и х п р е д в а р и т е л ь н о о т р е з а н н ы х п ол о с на
заготовки различной длины. П олезны й выход повыш ается
до 94 %.
Н а щ и т о в ы е з а г о т о в к и м еб е л и Д С т П р а с п и л и в а ю т по к а р ­
там раскроя. Р а зл и ч а ю т индивидуальный, комбинированный и
с о в м е щ е н н ы й спо со б ы р а с к р о я . В п е р во м с л у ч а е из п л и ты п о ­
л у ч а ю т за г о т о в к и т о л ь к о одного т и п о р а з м е р а . П р и к о м б и н и ­
р о в а н н о м с п о со б е п о л у ч а ю т н е с к о л ьк о т и п о р а з м е р о в , но с у с ­
л о в и е м к о м п л ек т н о с ти из д е т а л е й в с оотв етствии с о б ъ е м о м
п р о и зв о д с т в а . П р и с о в м е щ е н н о м спо со б е к а р т а р а с к р о я п р е ­
д у с м а т р и в а е т р а з л и ч н ы е т и п о р а з м е р ы б ез уч ет а ко м п л ек т н о с ти
по к а ж д о й к а р т е р а с к р о я , но с м а к с и м а л ь н ы м в ы х о д о м д е т а ­
лей и с м и н и м а л ь н ы м п ов т ор е н и ем о д и н а к о в ы х д е т а л е й в р а з ­
ны х к а р т а х р а с к р о я . С т а н к и д л я о б р ез к и по ф о р м а т у в б о л ь ­
ш и н с т в е к о м п о н у ю т с я по Г -о б р аз н о й схеме.
О п е р а ц и ю р а с к р о я в ы п о л н я ю т на ф о р м а т н ы х с т а н к а х и л и ­
ниях. М о гу т и с п о л ь з о в а т ь с я одно- и м н о гоп и л ьн ы е станки.
О д н о п и л ь н ы е с т а н к и у д о б н о п р и м е н я т ь на н е б о л ьш и х и сред237
Рис. 106. Схемы формативных станков с комбинированным столом
них п р е д п р и я т и я х . О ни у н и в е р с а л ь н ы с точки зр е н и я в ы б о р а
п л а н а р а с к р о я , в д о ст ат о ч н о й степ ени а в т о м а т и з и р о в а н ы и э к о ­
номичны. Н а них л е г к о о с у щ е с т в л я т ь и н д и в и д у а л ь н ы й р а скр ой .
Н а рис. 106 д а н ы д в е с х е м ы ф о р м а т н о г о с т а н к а . Н а первой
с х е м е п о к а з а н с т а н о к с к о м б и н и р о в а н н ы м с т о лом и п о в о р о т ­
ным супп ортом . Н а п о д в и ж н о й к а р е т к е 3, к о т о р а я п е р е м е ш а ­
е тся по н а п р а в л я ю щ и м 4, с м о н т и р о в а н п о д в и ж н ы й с у п п о р т 5,
несущ ий п о в о рот н у ю ко л о н к у 2 с д в и г а т е л е м и пилой 1. С у п ­
п ор т п е р е м е щ а е т с я в н а п р а в л е н и и , п е р п е н д и к у л я р н о м н а п р а в ­
л я ю щ и м 4. К о л о н к а с пи лой п о в о р а ч и в а е т с я на 90°, о б ес п е ­
ч и в а я тем с а м ы м п р о д о л ьн ы й и п о п ереч ны й резы . Д л я о с у щ е с т ­
в л е н и я р е з а н и я и п е р е м е щ е н и я с т о л а к о л о н к а им е е т п е р е м е щ е ­
ние в в е р т и к а л ь н о м н а п р а в л е н и и . Н а л и ч и е к о м б и н и р о в а н н о г о
стола позволяет проводить смеш анный раскрой.
С т а н о к , р а б о т а ю щ и й по в торой схем е, им е е т д в е пи лы ,
у с т а н о в л е н н ы е под 90°. Д л я вы п о л н е н и я п р о д о л ь н о г о или п оп е­
речн ого р е з а н и я т р е б у е т с я о д н а из пил. П о д ъ е м и о п у с к а н и е
пил в обоих случаях осущ ествляю тся с помощ ью пневмоци­
л и н д р о в . С т а н к и и м ею т п р о г р а м м н о е у п р а в л е н и е .
М н о г о п и л ь н ы е с т ан к и по х а р а к т е р у о т н оси тел ьн ого п е р е м е ­
щ е н и я п л и т и р е ж у щ е г о и н с тр у м е н т а в п р оц ессе о б р а б о т к и
п о д р а з д е л я ю т с я на по зи цио н ны е, п р о х о д н ы е и п о зи ц и о н н о -п р о ­
ход ны е.
В п о з и ц и о н н ы х с т а н к а х п а к е т п л и т или од н а пл и т а
п о д а е т с я в с т а н о к и ф и к с и р у ю т с я з а ж и м н ы м и у с т р о й с т в а м и на
р а б о ч е м столе. П и л ь н ы е супп орты , у с т а н о в л е н н ы е на н а п р а в л я ­
ющих согласно плану раскроя, перем ещ аю тся и производят р а с ­
пиливание м атери ала. Схема такого станка подобна вы ш е пр и ­
веден ны м , но стол не к о м б и н и р о в а н н ы й , а на п о р т а л е у с т а н о в ­
л ено н е ск о л ьк о н а с т р а и в а е м ы х суппортов.
238
Рис. 107. Кинематическая схема станка ЦТЗФ-1
Н а п р о х о д н ы х с т а н к а х о б ы чн о з а один п ро хо д о б р а ­
б а т ы в а е т с я о д н а п л и т а или п а к е т п л и т с н а ч а л а в п р о д о л ьн о м ,
а з а т е м в п оп ереч ном н а п р а в л е н и и н а б о р о м пил с о г л а с н о п л а н у
р а с к р о я . Т а к и е с т а н к и ч а с т о р а б о т а ю т по Г -о б р аз н о й схеме.
Позиционно-проходные
станки
позволяю т про­
вод ить р а с к р о й п л и т в п оп ереч ном или в п р о д о л ьн о м н а п р а в ­
л е н и и на позиции, а в д р у го м н а п р а в л е н и и при п е р е м е щ ен и и
плиты на проход.
Н а рис. 107 и з о б р а ж е н а сх е м а ф о р м а т н о г о с т а н к а Ц ТЗФ -1.
С т а н о к и с п о л ь з у е т с я д л я о б р е з к и и р а с к р о я п л и т п ош тучно
или па к е то м . С т а н о к и м е е т ст ан и н у с р е л ь с о в ы м и н а п р а в л я ю ­
щ и м и 11, по к о т о р ы м п е р е м е щ а е т с я к а р е т к а 8 с р а с п и л и в а е ­
м ы м и п л и т а м и . Д в и ж е н и е к а р е т к и о с у щ е с т в л я е т с я от г и д р о д в и ­
г а т е л я 9 ч ерез ч ер в я ч н ы й р е д у к т о р 10 и т р о с о в у ю п е ред ачу.
Н а с т ан и н е с в а р н о й к о н с тр у к ц и и и м е ю тся д в е стойки, с о е д и ­
ненны е т р а в е р с о й с н а п р а в л я ю щ и м и 5 и 6 со отв етств ен н о д л я
с у п п о р та 2 по п ер еч но го р а с п и л и в а н и я и д в у х с у п п ор тов 1 и 4
пр о д о л ьн о го р а с п и л и в а н и я . С у п п о р т 2 по п ереч ного р а с п и л и ­
в а н и я п е р е м е щ а е т с я в д о л ь т р а в е р с ы на р о л и к а х от пр и во дн ой
с т ан ц и и 7, р а з м е щ а е м о й в п р а в о й стойке, ч ерез систем у б л о ­
ков и тро с 3. К кор п у су су п п о р та с н и зу к р е п и т с я э л е к т р о д в и ­
га те л ь, на в а л у к о т оро го у с т а н а в л и в а е т с я д и с к о в а я п и ла. П р и
н а с т р о й к е п о д ъ е м и о п у с к а н и е п и лы п р о и з в о д я т с я м ах ов и ч ком .
Т а к и м ж е о б р а з о м п р о и зв о д и тся н а с т р о й к а с у п п ор тов и д л я
п р о д о л ьн о го пи лен ия.
К а р е т к а с вы р о вн ен н о й и за к р е п л е н н о й пл итой по к о м а н д е
о п е р а т о р а п е р е м е щ а е т с я на величину, с о о т в е т с т в у ю щ у ю м есту
ф о р м и р о в а н и я пилой п оп еречного р е з а н и я передней к р о м к и о т ­
п и л и в а е м о г о щ ита. Б о к о в ы е к р о м к и щ и т а ф о р м и р у ю т с я п и л а м и
п р од о л ьн ого р е з а н и я при пер е м е щ ен и и к а р е т к и на з а д а н н у ю
239
величину. П о с л е о с т ан о вк и к а р е т к и н а ч и н а е т п е р е м е щ а т ь с я
в д о л ь т р а в е р с ы поп ер еч ны й суппорт. П о о к о н ч а н и и п о п е р е ч ­
ного р а с п и л и в а н и я с уп п орт о с т а н а в л и в а е т с я , а к а р е т к а п р о ­
д о л ж а е т д в и г а т ь с я в п е р е д и п р ои сх оди т д а л ь н е й ш и й п р о д о л ь ­
ный р а с п и л с о г л а с н о в ы б р а н н о г о п л а н а р а с к р о я . К а р е т к а о с т а ­
н а в л и в а е т с я , а п и ла поп ер еч но го р е з а н и я ф о р м и р у е т з а д н ю ю
к р о м к у щ и та. С т а н о к м о ж е т р а б о т а т ь к а к в п о л у а в т о м а т и ч е ­
ском р е ж и м е , т а к и в р е ж и м е ручного у п р а в л е н и я .
К в ы с о к о п р о и зв о д и т е л ь н ы м ф о р м а т н ы м с т а н к а м о т н о с я тс я
м н о го п и л ьн ы е с т а н к и с п р о г р а м м н ы м у п р а в л е н и е м . Н а рис.
108, а п р и в е д е н а с х е м а с т а н к а Ц Т М Ф , в к л ю ч а ю щ е г о уч ас т ки
п р о д о л ь н о г о и поп ереч ного р а с к р о е в . Н а с т а н к е м о ж н о р а с ­
к р а и в а т ь п л и т н ы е и л и с т о в ы е м а т е р и а л ы д л и н о й д о 3750 мм
и ш ир ин ой 1850 мм.
П р о д о л ь н ы й у ч а с т о к состоит из п о д ъ е м н о г о с т о л а - п и т а ­
теля /, станины 5 с роликовым столом 3 и верхними н а п р ав ­
л я ю щ и м и 17, по ко т о р ы м п е р е м е щ а е т с я к а р е т к а 16. Н а к а ­
р е т к е с м о н т и р о в а н ы т о л к а т е л и 18 и з а ж и м ы 2 д л я п од ачи
п л и т 19 на п о зи ц и ю пр о д о л ьн о го р а с к р о я . Н а р о л и к о в о м ст о л е
им е ю тс я п н е в м о ц и л и н д р ы с у п о р а м и 4 д л я в ы р а в н и в а н и я п л и т
перед распиливанием. О станов каретки в нуж ном полож ении
у п р а в л я е т с я у п о р о м и д в у м я к о н т а к т н ы м и д а т ч и к а м и на к а ­
ретке. П е р в ы й д а т ч и к д а е т к о м а н д у на п е р е х о д на м а л у ю
(п о л зу ч у ю ) скорость, а по к о м а н д е втор ого к а р е т к а о с т а н а в ­
л и в а е т с я , в к л ю ч а е т с я п р и ж и м н а я л и н е й к а 15 и с у п п ор т п р о ­
д о л ьн о г о р а с к р о я 7. П о о к о н ч а н и и р е з а с р а б а т ы в а е т д а т ч и к
и д а е т к о м а н д у на в ы к л ю ч е н и е п р и ж и м а , о п у с к а н и е п и лы и
в о з в р а щ е н и е с у п п о р та в исх од но е п о л о ж ен и е , а т а к ж е на п е р е ­
м е щ е н и е к а р е т к и с д о сы л к о й пл ит д л я оч ер е д н о го р е за . Н а
с у п п о р те 7 у с т а н о в л е н э л е к т р о д в и г а т е л ь 6.
О т п и л е н н а я п о л о с а п л и ты п о п а д а е т на сто л к а р е т к и п о п е ­
речн ого у ч а с т к а . П о п е р е ч н ы й у ч а с т о к состои т из с т а н и н ы 8, на
к о т о р о й с м о н т и р о в а н ы д в е к о л о н к и с т р а в е р с о й 12 д л я р а з м е ­
щ ен и я д е с я т и п и л ь н ы х с у п п о р то в
13 п оп еречного р а с к р о я .
М е ж д у к о л о н к а м и и м е ю тс я п о д ъ е м н ы е н а п р а в л я ю щ и е 9 д л я
к а р е т к и со с т о л о м 10. П р и п о ступл ени и по л о сы п л и т ы на
сто л п оп еречного у ч а с т к а п о д а е т с я к о м а н д а на о п у с к а н и е с о ­
о т в е т с т в у ю щ и х пил И поп ереч ного п и ле н и я с о г л а с н о п л а н у р а с ­
кроя и движ ени е каретки. П илы опускаю тся и поднимаю тся
п н е в м о ц и л и н д р а м и 14. О т п и л е н н а я ч аст ь п л и ты п е р е м е щ а е т с я
на к а р е т к е ч ер е з з о н у поп ереч ного р а с п и л и в а н и я к п р и е м н о м у
н е п о д в и ж н о м у столу. П о д ъ е м н ы й стол о п у с к а ет с я , о с т а в л я я п о ­
л у ч е н н ы е з а г о т о в к и на ш т а н г а х н е п о д в и ж н о г о с т о л а , и в м есте
с к а р е т к о й в о з в р а щ а е т с я в исхо д но е п о л о ж е н и е д л я п р и е м а
о ч ер ед но й за г о т о в к и . П р и д в и ж е н и и с т о л а в исхо д ное п о л о ­
ж е н и е п о д а е т с я к о м а н д а на у ч а с т о к п р о д о л ьн о го р а с к р о я д л я
о т п и л и в а н и я оч ер ед но й полосы. С ъ ем з а г о т о в о к с н е п о д в и ж 240
у
л
•
\
£
ш
CL
Рис. 108. Ф орматный многопильный станок ЦТМФ с про­
граммным управлением для раскроя плитных материалов:
а — функциональная схема; б — карты раскроя
ного с т о л а п р о и зв о д и т с я вручную . Р а с к р о й пл ит п р о и зво д и тс я
с о г л а с н о к а р т а м р а с к р о я (рис. 1 0 8 ,6 ) .
Н а л а д к а кр у г л о п и л ь н ы х с т а н к о в д л я п оп еречного р а с п и ­
л и в а н и я и р а с к р о я пл и т н ы х м а т е р и а л о в п р о и зв о д и т с я в с л е ­
д у ю щ е й п о с л е д о в ат е л ьн о с т и .
1. В ы б о р п и лы с с о о т в ет с т в у ю щ и м и у г л о в ы м и п а р а м е т р а м и
зу б ьев. О б ы чн о и с п о л ьзу ю т п л о с к и е к р у г л ы е п и лы с р а з в е д е н ­
ны м и зу б ь я м и , и м е ю щ и м и б о ко в у ю к о с ую з а т о ч к у и о т р и ц а ­
те л ьн ы й з а д н и й угол, р а в н ы й 25°. Д и а м е т р п и лы в ы б и р а ю т
в за в и с и м о с т и о т т ипа с т а н к а , т о л щ и н ы и ш и р и н ы о б р а б а т ы ­
ва е м о г о м а т е р и а л а . У с т а н а в л и в а ю т и з а к р е п л я ю т п и лу на т о р ­
цовоч ны х с т а н к а х т а к ж е , к а к на с т а н к а х д л я п р о д о л ьн о го
р а с п и л и в а н и я . Д в и ж е н и е зу б ье в пил ра б о ч е й ветви на к р у г л о ­
пи ль н ы х с т а н к а х с в е р хн и м р а с п о л о ж е н и е м ш п и н д е л я д о л ж н о
б ы ть с в е р х у вни з и о б е с п е ч и в а т ь п р и ж и м м а т е р и а л а к упо рн о й
линейке.
2. У с т а н о в к а в н у ж н о м п о л о ж е н и и упоров, о г р а н и ч и в а ю щ и х
хо д пи льного с уп п о рта . Н е д о п у с к а е т с я п е р е м е щ е н и е с у п п о р та
на в е л и ч и н у б о л ь ш е нео б х о д и м о й во и з б е ж а н и е л и ш н и х потерь
на х о л о с т ы е ходы. С у п п о р т у с т а н а в л и в а ю т на в ы с о те т а к , чтоб ы
зу б ь я п и лы в п а з у б ы л и н и ж е р а б о ч е й п о в ерх н ости с т о л а на
5 . . . 6 мм. 3. П р и н а л и ч и и уп о р о в у с т а н о в к а их на т р е б у е м ы й
р а з м е р в соответствии с д л и н о й в ы п и л и в а е м ы х з а г о то в о к . 4. Р е ­
г у л и р о в а н и е с к ор ости п од ачи на с т а н к а х с г и д р а в л и ч е с к и м п р и ­
вод ом по ч и сл у д в о й н ы х ходов. С к о р о ст ь п о д ач и за в и с и т от
п о р о д ы д р е в е с и н ы и сечен ия р а с п и л и в а е м о й за г о то в к и .
Н а л а д к а трехпильных станков д ля раскроя листовы х м ате­
р и а л о в п р о в о д и т с я в с л е д у ю щ е й п о с л е д о в ат е л ьн о ст и .
1.
Н а с т о л е у с т а н а в л и в а ю т к а л и б р о в а н н ы е р е й к и ил и щ ит
д л я п р е д о т в р а щ е н и я п о в р е ж д е н и я с т о л а с т а н к а при п ро п и л е
плиты на п о л н у ю то л щ и н у . 2. С о г л а с н о к а р т е р а с к р о я у с т а н а в ­
л и в а ю т на т р а в е р с е су п п о рты п р о д о л ьн о го р а с п и л и в а н и я .
3. У с т а н а в л и в а ю т на ст о л е п е р е д в и ж н о й б а ш м а к с у п о р о м д л я
с н я т и я п р и ж и м н о г о в а л и к а с з а щ е л к и т а к , что б ы в н а ч а л е
р е за щ и т б ы л н а д е ж н о п р и ж а т к столу. 4. Н а с т р а и в а ю т по л и ­
ней ке п е р е д в и ж н ы е б а ш м а к и с к у л а ч к а м и , к о т о р ы м и п р о и з в о ­
д и т с я п е р е к л ю ч е н и е р е ж и м а р а б о т ы г и д р о п р и в о д а с т о л а и его
о с т а н о в к а . 5. Р а б о ч у ю с к о р о с т ь с т о л а и п оп ереч н о го с у п п о р т а
р е г у л и р у ю т д р о с с е л я м и . С к о р о ст ь х ол о сто го х о д а с т о л а не
д о л ж н а б ы ть б о л е е 25 м /мин. П о п е р е ч н ы й с у п п о р т д о л ж е н
п е р е м е щ а т ь с я т о л ь к о по сл е п ол ной о с т а н о в к и с т о л а на упоре,
что д о с т и г а е т с я со вм естн ой р е г у л и р о в к о й д р о сс е л я , р е л е в р е ­
м ени и п о л о ж е н и я п утевого ко н ечн о го в ы к л ю ч а т е л я .
Н а л а д к а м н ого п и л ьн ого с т а н к а с п р о г р а м м н ы м у п р а в л е ­
нием в ы п о л н я е т с я в с о о т в ет ст ви и с к а р т о й р а с к р о я плит, в к о ­
т о р ы х у к а з а н ы число по п ереч н ы х и п р о д о л ьн ы х резо в и р а з ­
м еры в ы п и л и в а е м ы х заготов ок .
242
1.
У с т а н о в к а к а р е т к и на ш и р и н у о т р е за е м о й п о л о сы а г р е ­
гатом п р о д о л ь н о г о р а с п и л и в а н и я на с т р о й к о й упоров на б а р а ­
б а н е п р о г р а м м и р о в а н и я . 2. У с т а н о в к а с у п п ор то в поперечного
р а с п и л и в а н и я на т р а в е р с е в п о л о ж ен и е , с о о т в ет с т в у ю щ е е к а р т а м
р а с к р о я . 3. У с т а н о в к а п р о г р а м м ы п о р я д к а их вк л ю ч е н и я при
п р о х о ж д е н и и о т р е з а н н ы х полос при п р о д о л ьн о м ра с кро е.
Технические характеристики круглопильных станков
ЦДК4-3
ЦДК5-2
ЦМЭ-3 ЦПА-40 Ц6-2
Размеры
обрабатываемого
материала,
мм:
—
450
..............................
350
наименьшая длина
400
250
ш и р и н а ........................................................
315
100
120
120
толщина
....................................................
3000
3000
2910
Частота вращения вала, мин- 1 .................
Скорость подачи, м/мин
.......................... 8 . . . 60 8 . . . 60 25*
400
500
400
Диаметр пилы, мм
.......................................
1
1
5
Число пил, 1ИТ....................................................
3,2
17,5
24,3
Установленная мощность, кВт
. . . .
2,0
2,5
0,48
Масса, т ............................................................
—
—
400
100
2950
33*
400
1
3,2
0,55
400
130
2910
—
500
1
4,0
0,8
П р о д Ол ж е н и е
Ц2К20Ф-1
Размеры
обрабатываемого
материала,
мм:
наименьшая длина
..............................
ш и р и н а ........................................................
толщина
...................................................
Частота вращения вала, мин- 1 .................
Скорость подачи, м/мин
.......................... ?
Диаметр пилы, мм
.......................................
Число пил, ш т....................................................
Установленная мощность, кВт
. . . .
Масса, т ............................................................
ЦТЗФ-1
ЦТМФ
ЦТ4Ф
3750
3750
3750
1250
1800
1800
1800
250
50
50
50
80
2900
2800/3660** 6000
2950
25
. . . 18 4 . . . 25 7,8 . . . 27
400
400
400
4
2
3
1/10**
18,2
13,8
97,8
16,75
10,4
3,7
18
2,8
* Скорость подачи, двойных ходов в минуту.
** В числителе — число пил поперечного резания, в знаменателе — число пил
продольного резания.
Контрольные вопросы
1. Какие станки применяются для продольного распиливания древесины?
2. В чем состоит особенность ленточнопильных станков? 3. Что такое при­
резной станок и его основные конструктивные особенности? 4. Каковы кон­
структивные особенности круглопильных станков для поперечного распили­
вания? 5. К ак производится наладка ленточнопильных станков?
Г л а в а 11. СТАНКИ Д Л Я О БРА БО ТК И ОТКР ЫТЫХ
ПОВЕРХНОСТЕЙ
П р о д о л ь н о -ф р е з е р н ы е с т ан к и п р е д н а з н а ч е н ы д л я ф о р м и р о ­
в а н и я б а з о в ы х повер х н о стей и о б р а б о т к и в р а з м е р б р у ск о в ы х
и щ и то в ы х д е т а л е й с ис п о л ь з о в ан и е м н о ж е в ы х г о л о в о к или
243
в а л о в . П р о д о л ь н о - ф р е з е р н ы е с т а н к и по типу тех нол огическо й
оп е р а ц и и д е л я т на три в и д а: ф у го в а л ь н ы е , р е й с м у с о в ы е и ч е ­
т ы рехсто ро н н и е. П е р в о й о п е р а ц и е й при о б р а б о т к е я в л я е т с я
с о з д а н и е г е о м е тр и ч е с к и п р а в и л ь н о й пл оско й б а з ы на одной
или д в у х с м е ж н ы х п о в е р х н о ст я х черн ово й з а г о т о в к и (рис.
1 0 9 ,а ) . Н а р е й с м у с о в ы х с т а н к а х при п р о п у ске д е т а л е й с б а з о ­
вой п о в е р х н о ст ью ф о р м и р у ю т и з д е л и е з а д а н н о й т о л щ и н ы , а при
п о в т ор н о м п р о х о д е — ш и р и н ы (рис. 1 0 9 ,6 ). Н а п р о д о л ь н о - ф р е ­
зе р н о м ч ет ы р е х с то р о н н е м с т а н к е з а один п р о х о д з а г о т о в к а
о б р а б а т ы в а е т с я н а з а д а н н у ю т о л щ и н у и ш и р и н у (рис. 1 0 9,в ) .
О б р а б о т а н н ы е п о в ерх н ости м огут б ы ть п л о с к и м и или п р о ф и л ь ­
ны ми в за в и с и м о с т и от у с т а н о в л е н н о г о р е ж у щ е г о и н стру м ен та.
53. Ф у г о в а л ь н ы е с т а н к и
Н а ф у г о в а л ь н ы х с т а н к а х п р о и зв о д и т с я пл о с к о с т н о е ф р е з е ­
р о в а н и е о т к р ы т ы х п о верх н остей одной или д в у х с м е ж н ы х с т а ­
рой б р у с к а или доски. Р а з л и ч а ю т д в е осн ов н ы е схем ы фуго(в а л ь н ы х с т а н к о в : с п о д в и ж н ы м и н е п о д в и ж н ы м базированием!.
П р и п о д в и ж н о м б а з и р о в а н и и з а г о т о в к а н е п р ер ы в н о перемер
щ а е т с я по б а з и р у ю щ и м п о в е р х н о ст я м с т а н к а . О б р а б о т а н н а я
п о в е р х н о ст ь с о в п а д а е т с б а з и р у ю щ е й п ов е рх н ост ью з а д н е г о
с тола. П р и н е п о д в и ж н о м б а з и р о в а н и и з а г о т о в к а ф и к с и р у етс я
на б а з и р у ю щ е й п л оско сти с у п п о р т а и п е р е м е щ а е т с я с ним о т ­
н о си тел ьно р е ж у щ е г о и н с тр у м е н т а ил и ин с тр у м е н т н а д в и г а е т с я
н а за г о т о в к у , с н и м а я у с т а н о в л е н н ы й при н а с т р о й к е слой м а ­
т е р и а л а . С у щ е с т в у ю щ и е м о д е л и ф у г о в а л ь н ы х ст ан к о в , к р о м е
того, х а р а к т е р и з у ю т с я ч ислом о д н о в р е м е н н о о б р а б а т ы в а е м ы х
с т о р о н д е т а л и . О ни б ы в а ю т одно- и д вух ст о р о н н и е , а по виду
п о д а ч и — с р учной и м е х а н и з и р о в а н н о й подачей. В ка ч е с тв е
и с п о л н и т е л ьн ы х о р г а н о в в м е х а н и з м е п од ачи и с п о л ь з у ю т в а л ь ­
цы, кон в ей ер и суппорт.
Н а и б о л е е р а с п р о с т р а н е н ы ф у г о в а л ь н ы е с т а н к и с ручной по
дач е й . Н а рис. 110 п р и в е д е н а с х е м а д в у х с т о р о н н е г о ф у г о в а л ь ­
ного с т а н к а с п р и с т а в н ы м р о л и к о в ы м а в т о п о д а т ч и к о м . С т а н о к
им еет д в а с т о л а : пе ре д н и й 5 и з а д н и й 1, м е ж д у ко т о р ы м и
с м о н т и р о в а н в д в у х п о д ш и п н и к о в ы х о п о р а х г о р и зо н т а л ь н ы й
но ж е в о й в а л 4, п р и в о д и м ы й во в р а щ е н и е о т э л е к т р о д в и г а т е л я
ч ер е з р е м е н н у ю п е р е д а ч у 9. П о в е р х н о с т ь за д н е г о с т о л а д о л ­
ж н а р а с п о л а г а т ь с я по к а с а т е л ь н о й к о к р у ж н о с т и р е за н и я .
У с т а н о в к а у р о в н я з а д н е г о с т о л а п р о и зв о д и т с я при н а л а д к е
с т а н к а м е х а н и зм о м 11, ко т о р ы й п о в о р а ч и в а е т э к с ц е н т р и к о в ы е
о п о р ы с т о л а , и тем с а м ы м п р о и зв о д и т с я его о п у с к а н и е или
п о д ъем . В н е к о т о р ы х м о д е л я х т а к о г о рег у л и р о в о ч н о г о м е х а ­
н и з м а нет и р е г у л и р о в а н и е отно с и т е л ьн о го п о л о ж е н и я о к р у ж ­
ности р е з а н и я и п о вер хн о сти з а д н е г о с т о л а п р о и зв о д и т с я за
счет в ы п у с к а н о ж е й на в а л у при их ус т ан ов ке . П е р е д н и й стол
244
ш
Рис. 109. Схемы обработки на продольно-фрезерных станках:
а — фугование; б — рейсму'совапие; в — четырехсторонняя обработка
а
5
Рис. 110. Фуговальный станок:
а — двусторонний
с
роликовым
автоподатчиком;
б —с
конвейерной
подачей
т а к ж е у с т а н о в л е н в э к с ц е н т р и к о в ы х о п ор а х, к о т о р ы е п о в о р а ­
ч и в а ю т с я с п о м о щ ью р у к о я т к и 7. П р и этом сто л о п у с к а е т с я
или п о д н и м а е т с я , р е г у л и р у я тем с а м ы м вел и ч и н у с н и м а е м о г о
п р и п уска.
В н а ч а л е о б р а б о т к и з а г о т о в к а б а з и р у е т с я по п е р е д н е м у
столу, а з а т е м по м е р е о б р а б о т к и и ф о р м и р о в а н и я б а з о в о й п о ­
в ер хности б а з и р о в а н и е п ол н о стью пе р е х о д и т на з а д н и й стол.
П р и ж и м за г о т о в к и к поверх н ости за д н е г о с т о л а о с у щ е с т в л я ­
ется р а б о ч и м при р учной п о д а ч е или в а л ь ц а м и при н а л и ч и и а в ­
т о п о д а т ч и к а 3.
Н а ф у г о в а л ь н ы х с т а н к а х им еется н а п р а в л я ю щ а я л и н е й к а 6,
к о т о р а я м о ж е т п е р е м е щ а т ь с я п о п е р ек с т о л а при о б р а б о т к е з а ­
г о тов ок р а з н о й ш ир ин ы . Д л я о б р а б о т к и с м е ж н ы х поверхн остей
под угл о м на о д н о с то р о н н и х с т а н к а х н а п р а в л я ю щ у ю п о в е р х ­
ность л и н е й ки м о ж н о у с т а н а в л и в а т ь под угл ом 45° к б а з и р у ю ­
щ ей по вер хн о сти с тола. Угол м е ж д у с м е ж н ы м и о б р а б о т а н н ы м и
п о в е р х н о с т я м и б у д е т р а в е н угл у м е ж д у п о в е р х н о с т я м и л и ­
ней ки и стола.
Д л я ф ормирования двух взаимно перпендикулярны х поверх­
ностей по п л а с т и и к р о м к е з а один п р о х о д на с т а н к а х з а г о ­
ризонтальным нож евым валом устанавливается перпендику­
л я р н о п л оско сти з а д н е г о с т о л а в е р т и к а л ь н а я н о ж е в а я г о л о в ­
ка 2, к о т о р а я п р и в о д и т с я во в р а щ е н и е от э л е к т р о д в и г а т е л я
ч ерез р е м ен н у ю п е р е д а ч у 10. Н а п р а в л я ю щ а я л и н е й к а в этом
с л у ч а е состоит из д в у х частей: передней, у с т а н а в л и в а е м о й н и ж е
о к р у ж н о с т и р е з а н и я на г л у б и н у с р е з а е м о г о слоя, за д н е й —
по к а с а т е л ь н о й к о к р у ж н о с т и р е за н и я .
Д л я м е х а н и з а ц и и п о д ачи на ф у г о в а л ь н ы х с т а н к а х у с т а н а в ­
л и в а ю т в а л ь ц о в ы е а в т о п о д а т ч и к и , м е х а н и зм ы п о д ачи к о н в е й е р ­
ны е 8 ф ри к ц и о н н о г о или т о л к а ю щ е г о типа.
Н а л а д к а ф у г о в а л ь н ы х с т ан к о в п р о и зв о д и т с я в с л е д у ю щ е й
п о с л е д о в ат е л ь н о с т и .
1.
У с т а н о в к а н о ж е й в н о ж е в о м вал у . П а р н ы е н о ж и д о л ж н ы
б ы ть с б а л а н с и р о в а н ы , у р а в н о в е ш е н ы и за т о ч е н ы . Н о ж и у с т а ­
н а в л и в а ю т т а к , ч тоб ы л е з в и е в ы с ту п а л о н а д кр о м к о й с т р у ж к о л о м а т е л я н а 1 . . . 2 мм, а из в а л а — не б о л е е 2 мм. Н е п а р а л л е л ь н о с т ь л е з в и я н о ж а п оверхн ости з а д н е г о с т о л а не д о л ж н а
п р е в ы ш а т ь 0,1 м м на д л и н е 1000 мм.
В к а ч е с т в е ко н тр о л ь н о -у с та н о в о ч н ы х п р и с п ос обл е н и й ис­
п о л ь зу ю т к о н т р о л ь н ы е л иней ки, б руски из твер д о й д реве с и н ы ,
ш а б л о н ы и и н д и к а т о р ы . П р о в е р к а про в о д и т с я в т р е х с е ч е н и я х
по д л и н е н о ж а . Во и з б е ж а н и е в ы п у ч и в а н и я н о ж а б о л т ы з а т я ­
г и в а ю т от сре д н е го сим м е т р и ч н о к к р а й н и м . Н е д о п у с к а е т с я
з а з о р м е ж д у н о ж а м и и г у б к а м и к ор п у са н о ж е в о го в а л а . П р и
нал и ч и и с ъ е м н о г о за т о ч н о го и п ри ф уговочного у с т р о й с тв а ж е ­
л а т е л ь н о гото ви ть н о ж и на стан ке. П р и ф у г о в к у р е ко м е н д у е т с я
п р о в о д и т ь на с ко ро сти п ро д о л ьн ой п од ачи 1 . . . 2 м /м ин, п о п е ­
246
речной — 0,005 м м /дв. ход. Ш и р и н а ф а с к и не д о л ж н а бы ть
б о л ь ш е 0,15 . . . 0,20 мм.
2.
У с т а н о в к а з а д н е г о с т о л а с т а н к а т а к , чтобы его р а б о ч а я
п о в ер хн о сть б ы л а р а с п о л о ж е н а по к а с а т е л ь н о й к о к р у ж н о с т и
р е з а н и я или на 0 , 0 2 . . . 0,03 м м ни ж е. П р а в и л ь н о с т ь у с т а н о в к и
п р о в е р я ю т к о н тр о л ь н о й л и н е й к о й или б р у ск о м . 3. У с т а н о в к а
н а п р а в л я ю щ е й л и н е й к и на р а с с т о я н и и от л е в о го к о н ц а н о ж е ­
вого в а л а , н е с к о л ь к о б о л ь ш е м ш и р и н ы о б р а б а т ы в а е м о г о м а ­
т е р и а л а . П о м е р е з а т у п л е н и я н о ж е й л и н е й к а о т о д в и га е т с я
вп р а в о . Н а д в у ст о р о н н и х ф у г о в а л ь н ы х с т а н к а х н а п р а в л я ю щ и е
ли н е й к и в ы п о л н я ю т рол ь пе ре д н е го и з а д н е г о столов. П е р е д ­
н я я л и н е й к а у с т а н а в л и в а е т с я н и ж е о т н о с и т е л ьн о о к р у ж н о с т и
р е з а н и я в е р т и к а л ь н о й г о л о вки на в е л и ч и н у с н и м а е м о г о п р и ­
пуск а, а з а д н я я — т а к ж е, к а к з а д н и й сто л с т а н к а .
4. Р е г у л и р о в а н и е м е х а н и з м а подачи. А в т о п о д а т ч и к или к о н ­
в ей ерн ы й м е х а н и зм у с т а н а в л и в а ю т по в ы с о те т а к и м о б р а з о м ,
чтобы п о д а ю щ и е в а л ь ц ы или в а л ь ц ы к о н в е й е р а б ы л и на 2 . . .
3 мм н и ж е п о в ер хн ости о б р а б а т ы в а е м о й за г о то в к и . А в т о п о д а т ­
чик р а с п о л а г а ю т т а к , что б ы один в а л е ц н а х о д и л с я н а д п е р е д ­
ним ст оло м на р а с с т о я н и и 5 0 . . . 60 мм от н о ж е в о го в а л а , а д в а
д р у ги х — н а д з а д н и м столом . Д л я устойчи вого б а з и р о в а н и я з а ­
готов к и по н а п р а в л я ю щ е й л и н е й к е а в т о п о д а т ч и к о р и е н т и р у ю т
т а к , чтоб ы оси п о д а ю щ и х в а л ь ц о в б ы ли р а с п о л о ж е н ы под н е ­
б о л ь ш и м ( 1 . . . 3 0) угл о м к оси н о ж е в о го в а л а .
5. В ы б о р в е л и ч и н ы с кор ости в за в и с и м о с т и от ш и р и н ы о б ­
р а б а т ы в а е м о й п о в ер хн ости и т о л щ и н ы с н и м а е м о г о слоя. 6. П р о ­
в е р к а р а б о т ы с т а н к а на х о л о сто м х о д у и при у с л о в и и н о р ­
м а л ь н о й р а б о т ы . П р о п у с к а ю т н е ск о л ь к о п р об н ы х д е т а л е й , с д е ­
л а в п р о в е р к у на точн ость о б р а б о т к и . П о г р е ш н о с т ь при п р о в е р к е
на п л о ско с тн ос ть не д о л ж н а п р е в ы ш а т ь 0,15 мм на д л и н е
1000 мм, а п е р п е н д и к у л я р н о с т ь 0,1 мм на д л и н е 100 мм.
54. Р е й с м у с о в ы е с т а н к и
Р е й с м у с о в ы е с т а н к и ш и р о к о и с п о л ь з у ю т с я в м еб е л ьн о м
п р о и зв о д с т в е д л я о б р а б о т к и о т д е л ь н ы х эл е м е н т о в по т о л щ и н е
и с б о р о ч н ы х еди н и ц в р а з м е р по в ы соте с о б р а н н ы х р а м о к и
к о ро б о к. В з а в и с и м о с т и от ч и сл а о д н о в р е м е н н о о б р а б а т ы в а е ­
м ы х п л а с т е й з а один п ро хо д с т а н к и б ы в а ю т одно- и д в у с т о р о н ­
ние. Н а о д н о с то р о н н е м ре й с м ус о во м с т а н к е з а г о то в к у , у к о т о ­
р ой у ж е с о з д а н а б а з о в а я п о в е р х н о ст ь на н и ж н е й пл а ст и , п р о ­
п у с к а ю т под н о ж е в ы м в а л о м , б а з и р у я на с т о л е с т а н к а .
Н а рис. 111 и з о б р а ж е н а с х е м а о д н о стор он н е го рейсм усо вого
с т а н к а . З а г о т о в к а , б а з и р у я с ь на ст о ле 1, п о д а е т с я п о д а ю щ и м и
в а л ь ц а м и 2 и 6 при о б р а б о т к е ее н о ж е в ы м в а л о м 4. Д л я
п о в ы ш е н и я к о э ф ф и ц и е н т а с ц еп л е н и я и в о з м о ж н о с т и о д н о в р е ­
менного п р о п у ска н е с к о л ь к и х з а г о т о в о к передний п о д а ю щ и й
247
в а л и к 6 в ы п о л н я е т с я р и ф л е н ы м и с е кц ионн ы м . Д л я п р е д о т в р а ­
щ ен и я в ы л е т а з а г о т о в к и в сто рону р а б о ч е г о п еред перед ним
в а л и к о м у с т а н о в л е н а к о г т е в а я з а щ и т а 7. П е р е д н о ж е в ы м в а ­
л о м и м ее т с я с е кц и о н н ы й п о д п р у ж и н е н н ы й п еред ний п р и ж и м 5,
к оторы й в ы п о л н я е т р я д ф ун кц и й : с л у ж и т п р и ж и м о м и п р о т и ­
в о д ей с тв у е т с м е щ е н и ю з а г о т о в к и в н а п р а в л е н и и д е й с т в и я в е р ­
т и к а л ь н о й с о с т а в л я ю щ е й с и л ы р е з а н и я ; я в л я е т с я под пор ом
в зо н е в ы х о д а р е зц а при с р е з а н и и с т р у ж к и и о г р а н и ч и в а е т
распространение опереж аю щ ей трещины, устран яя возм ож ность
о б разован и я выколов; вы полняет роль отраж ательн ого экрана,
н а п р а в л я я п оток с т р у ж е к в о т с а с ы в а ю щ у ю воронку. П е р е д н и й
в а л и к и п р и ж и м при н а л а д к е с т а н к а у с т а н а в л и в а ю т на 1 . . .
2 мм н и ж е у р о в н я р е з а н и я .
Н ож евой вал 4 стан ка смонтирован в подш ипниковых опо­
р а х на в е р т и к а л ь н ы х с т о й к а х стан и н ы . Д л и н а в а л а за в и с и т
о т ш и р и н ы стола.
Т ехн и ческая х ар актер и сти ка односторонних рейсм усовы х стан ков
Размеры ножевого вала, мм:
д л и н а ....................................................................................................... 250 . . . 2000
д и а м е т р ................................................................................................... 80 . . . 225
Число ножей
...............................................................................................
2 ... 6
Н аибольш ая частота вращения ножевого вала, мин -1
. . . .
6000
Мощность электродвигателя, к В т ........................................................
5. . . 22
З а д н и й п р и ж и м 3 в ы п о л н е н ц е л ьн ы м . З а д н и й п о д аю щ и й
вали к 2 подпружинен и выполняется гладким, устанавливается
т а к ж е , к а к и з а д н и й п р и ж и м , на 0 , 5 . . . 1 м м н и ж е о к р у ж ­
ности р еза н и я.
С т о л с т а н к а ч угунный д л и н о й 8 0 0 . . . 1400 мм. В нем и м е ­
ю тся о к н а д л я в ы х о д а н и ж н и х г л а д к и х в а л ь ц о в 9, к о т о р ы е
248
Рис. 112. Кинематическая схема рейсмусового станка СР6-9
м огут б ы ть при в одн ы м и . Д л я у м е н ь ш е н и я с ил ы т р е н и я при
п е р е м ещ ен и и за г о т о в к и по с т о л у н и ж н и е в а л ь ц ы д о л ж н ы в ы ­
с т у п а т ь н а д столом на 0 , 2 . . . 0,3 мм в за в и с и м о с т и от пород ы
д р ев е си н ы и т о л щ и н ы за г о т о в к и . У с т а н о в к а в а л ь ц о в по в ы соте
п р о и зв о д и тс я п о во ро то м р ы ч а г а 8 или м а х о в и к о м .
Н а с т р о й к а с т а н к а на з а д а н н у ю т о л щ и н у о б р а б о т к и п р о и з ­
в о д и тся п е р е м е щ е н и е м с т о л а 1 с п о м о щ ью вин тово го м е х а ­
н и зм а , у п р а в л я е м о г о м а х о в и ч к о м 10 ч ер е з цеп ную и з у б ч а т у ю
к о н и ч е ск ую п еред ачи .
О сновой
г а м м ы ре й с м у с о вы х ст а н к о в я в л я е т с я с т ан о к
С Р 6 -9 (рис. 112). Н о ж е в о й в а л I I п р и в о д и тс я во в р а щ е н и е
от э л е к т р о д в и г а т е л я 33 м о щ н о с тью 7,5 к В т ч ер ез к л и н о р е м е н ­
ную п е р е д а ч у с о ш к и в а м и 35 и 37. Н а п р о т и в о п о л о ж н о й к о н ­
со л и в а л а у с т а н о в л е н то р м о з. Э л е к т р о д в и г а т е л ь с ч астотой
в р а щ е н и я 2900 м ин-1 у с т а н о в л е н на к а ч а ю щ е й с я пл и т е д л я
н а т я ж е н и я рем ней.
П ередний II I и задний / подаю щ ие вальцы, а т а к ж е н и ж ­
ний I V п р и в о д я т с я во в р а щ е н и е от э л е к т р о д в и г а т е л я 16 через
кон ич еский ф р и к ц и о н н ы й в а р и а т о р , ш ес т е р н ю 22, с во бод н о
249
с и д я щ и е на в а л а х X и X I з у б ч а т ы е к о л е с а 14, 13, 23, 24, 31, 30,
на н е п о д в и ж н о у с т а н о в л е н н у ю на вы хо д но м в а л у X I ш е с т е р ­
ню 28. В р а щ е н и е в а л а X I ч ерез з в е зд о ч к и 29, 34, 36, 38 ц е п ­
ной п е р ед ач и п е р е д а е т с я на п р и в о д н ы е п о д а ю щ и е в а л ьц ы .
Н и ж н и й в а л е ц V — неп риводн ой. Р е г у л и р о в а н и е ск о р о с т и п о ­
д а ч и б ес с туп е н ч а то е. О н о п р о и зв о д и т с я в р а щ е н и е м м а х о в и ч к а ,
у с т а н о в л е н н о г о на в а л у X I V . Ч е р е з ц еп ную п е р е д а ч у 18, 19,
17, 20 в р а щ е н и е п е р е д а е т с я на в ин то вой м е х а н и зм X V п е р е ­
м е щ е н и я п л и ты э л е к т р о д в и г а т е л я 16, на в а л у ко т о р о го у с т а ­
н о в л е н в е д у щ и й кон ич еский д и с к в а р и а т о р а . П р и изм енении
д и а м е т р а о к р у ж н о с т и к о н т а к т а вед у щ е го д и с к а с в е д о м ы м м е ­
н я е т с я п е р е д а т о ч н о е о т н о ш ен и е к и н е м а ти ч е с к о й п а р ы и с о о т ­
в етств ен н о м е н я е т с я ч а с т о т а в р а щ е н и я в а л а X I I .
П ривод м еханизм а подъема и опускания стола с вальцам и
I V , V о с у щ е с т в л я е т с я от того ж е э л е к т р о д в и г а т е л я 16 при н а ­
ж а т и и с о о т в е т с т в у ю щ и х кн оп ок в к л ю ч е н и я ф р и к ц и о н н ы х муфт
А и Б . П р и в кл ю ч е н и и м у ф ты А вы ход ной в а л X V I п о л у ч а е т
в р а щ е н и е о т зу б ч а т о й п ер е д а ч и 15, 21 и п е р е д а е т его ч ерез
цеп н у ю п е р е д а ч у 27, 12 на в а л V I I I , ко т о р ы й п р и в о д и т во в р а ­
щ ен и е к о н и ч еск и е п а р ы 6, 7 и 11, 10. Ч е р е з м е х а н и зм винтг а й к а V II-8 и I X - 9 о с у щ е с т в л я е т с я п о д ъ е м с т о л а . О п у с к а н и е
с т о л а пр о и с х о д и т при в к л ю ч е н и и м у ф ты Б , к о г д а в р а щ е н и е
в ы х о д н о м у в а л у X V I от в а л а X I п е р е д а е т с я ч ер е з ш е с т е р н ю 28,
п р о м е ж у т о ч н ы е з у б ч а т ы е к о л е с а 26 и 25. С то л п е р е м е щ а е т с я
в в е р х или вни з т о л ь к о при н а ж а т и и на кн опку. Н а вы хо д н о м
в а л у X V I им е е тс я э л е к т р о м у ф т а д л я ф и к с а ц и и с т о л а в з а д а н ­
ном пол о ж ен и и . Н а т я ж е н и е цепи п о д д е р ж и в а е т с я р о л и к о м 32.
М е х а н и з м руч ного п е р е м е щ е н и я с т о л а состои т из п о д п р у ­
ж и н е н н о го м а х о в и ч к а 1, в а л а V I и цепной п е р е д а ч и 2, 3, 4, 5.
В р а щ е н и е от м а х о в и ч к а в а л у V I п е р е д а е т с я ч ер ез к у л а ч к о в у ю
м уфту.
Д вусторонние рейсмусовые станки предназначены для одно­
в р е м е н н о й о б р а б о т к и д в у х п р о т и в о п о л о ж н ы х п л оскостей з а г о ­
т о вки за один п р о х о д с ф о р м и р о в а н и е м т о л щ и н ы д е т а л и . Н а
этих с т а н к а х о б е с п е ч и в а е т с я пл о с к о с т н о с т ь о б р а б о т а н н ы х п о ­
в ерх ностей и з а д а н н а я т о л щ и н а , т. е. они о б ъ е д и н я ю т в себе
т е х н о л о г и ч е с к и е п р оц ессы ф у г о в а н и я и р е й с м у с о в а н и я . О ни
с н а б ж е н ы д в у м я н о ж е в ы м и в а л а м и , о т н о с и т е л ьн о е р а с п о л о ж е ­
ние к о т о р ы х м о ж е т б ы ть в ы п о л н е н о по одной из о с н ов н ы х
схем: ф у го в а л ь н о -р е й с м у с о в о й , д в у х р ей с м у с о в о й и р е й с м у с о в о ­
ф у го в а л ь н о й . В ы б и р а е м а я с х е м а д о л ж н а о б е с п е ч и в а т ь т а к у ю
п о с л е д о в а т е л ь н о с т ь р а с п о л о ж е н и я ва л о в , что б ы п е р в а я о п е р а ­
ц и я о б е с п е ч и в а л а пл о с ко ст н о с т ь поверх н остей, в т о р а я — р а в н о ­
м е р н о с т ь т о л щ и н ы д е т а л и по дли не.
Н а и б о л е е р а с п р о с т р а н е н н о й схе м о й я в л я е т с я ф у г о в а л ь н о ­
р е й с м у с о в а я (см. рис. 1 1 1 ,6 ) . П о этой сх ем е с н а ч а л а п р о и з ­
в о д и т с я ф у го в а н и е н и ж н е й п л а с т и з а г о т о в к и н и ж н и м н о ж е в ы м
250
в а л о м , а з а т е м р ей с м у с о в а н и е верхним н о ж е в ы м ва л о м . П о с л е
первой о п е р а ц и и з а г о т о в к а б а з и р у е т с я по у с тан о во чн о й б а з е
с т о л а п оверхн остью , по д го то в л е н н о й при ф у го ва н и и , что о б е ­
с п е ч и в а е т пол уч ение нео б х оди м ой п л оско стности по об еи м о б р а ­
б а т ы в а е м ы м п л о с к о с т я м и р а в н о м е р н у ю з а д а н н у ю толщ ин у.
П о д о б н ы й р е з у л ь т а т п о л у ч а е т с я пр и д в у х р е й с м у с о в о й сх ем е
(рис. 1 1 3 ,а ) . П е р в ы м по н а п р а в л е н и ю п о д а ч и р а с п о л о ж е н
вер хни й н о ж е в о й в а л 2. З а г о т о в к а при этом б а з и р у е т с я н и ж н е й
н е о б р а б о т а н н о й п о ве р хн ост ью на пе р е д н е м р е г у л и р у е м о м по
вы соте ст о л е 5. В м е с те со сто лом п е р е м е щ а ю т с я п о д а ю щ и е
э л е м е н т ы 4 и н и ж н и й н о ж е в о й в а л 7. М е х а н и з м п о д ач и с о ­
стоит из ч ет ы р е х в а л ь ц о в : ве р х н и х 3 и н и ж н и х 4. В ерх ни й н о ­
ж е в о й в а л ф о р м и р у е т в е р х н ю ю пл оскость, кото ро й з а г о т о в к а
б а з и р у е т с я при п е р е м е щ ен и и на б а з и р у ю щ е й б а л к е /, н а с т р а и в а ем о й “ по высоте. З а г о т о в к а п р и ж и м а е т с я к б а л к е п р и ж и м н ы м
э л е м е н т о м 6.
П о р е й с м у с о в о -ф у г о в а л ь н о й с х е м е (рис. 1 1 3 ,6 ) з а г о т о в к а
о б р аб аты вается последовательно верхним и нижним валам и,
б а з и р у я с ь н а н и ж н и х пе р е д н ем 9 и з а д н е м 8 с т о л а х . П о этой
с х е м е о б е с п е ч и в а е т с я пл оско стность, но не г а р а н т и р у е т с я р а в :
н о м ер н ость т о л щ и н ы по всей д л и н е за г о то в к и . Д в у с т о р о н н и е
с т а н к и с т р о я т с я по ф у го в а л ь н о -р е й с м у с о в о й и д в у х р ей с м у со в о й
с х е м а м . О б е сх ем ы п р и е м л е м ы при о б р а б о т к е п о л у ж е с т к и х д е ­
та л ей , д л я ж е с т к и х д е т а л е й р е к о м е н д у е т с я п р и м ен я т ь д в у х ­
р е й с м у с о в у ю схему.
Н а рис. 114 п р е д с т а в л е н а к и н е м а т и ч е с к а я с х е м а д в у с т о р о н ­
него с т а н к а С 2Р 8-3. Н и ж н и й н о ж е в о й 17 и в ер хн и й 22 в а л ы
р а с п о л о ж е н ы по ф у го в а л ь н о -р ей с м у с о в о й схем е и п р и в о д я т с я
во в р а щ е н и е от э л е к т р о д в и г а т е л е й 28 и 25 ч ер ез р ем е н н ы е
п е р е д а ч и 27 и 24. Н о ж е в о й в а л при в ы кл ю ч ен и и о с т а н а в л и ­
в а е т с я т о р м о зо м 16. П о д а ю щ и е в а л ь ц ы 15, 21, 23 и м ею т п р и ­
вод от э л е к т р о д в и г а т е л я 12 ч ерез р е д у к т о р 11 и цеп н у ю п е р е ­
д а ч у 13. П е р е д н и й ве р х н и й п о д а ю щ и й в а л е ц р и ф л е н ы й ,
секционный. П о д ъ е м и о п у с к а н и е ст о ла о с у щ е с т в л я ю т с я от и н ­
д и в и д у а л ь н о г о э л е к т р о д в и г а т е л я 8 ч ерез р е м е н н у ю п е р е д а ч у 9 ,
р е д у к т о р 5, ц е п н у ю п е р е д а ч у 4 , к он и ч еск и е п е р е д а ч и 3, 2, 1,
26 и в и н то в ы е п а р ы 20 и
29. Р у ч н о е п е р е м е щ ен и е с т о л а п р о ­
изв о д и т ся при н а ж а т и и
на м а х о в и ч о к 7 и его в р а щ е н и и ,
в р е з у л ь т а т е чего в к л ю ч а е т с я к у л а ч к о в а я м у ф т а 6. Д л я точной
н а с т р о й к и с т о л а на з а д а н н ы й р а з м е р им е е т с я у к а з а т е л ь 10.
Н а вх од е и в ы х о д е с т а н к а у с т ан о в л е н ы п о д д е р ж и в а ю щ и е р о ­
л и к и 14, 18 и 19.
Н а л а д к а р е й с м у с о в ы х с т ан к о в п р о и зв о д и т с я в с л е д у ю щ е й
п о с л е д о в ат е л ьн о ст и .
1.
П одготовка и устан овка ножей в нож евом валу. П од го­
т о в к а н о ж е й з а к л ю ч а е т с я в зат о ч к е , б а л а н с и р о в к е и у р а в н о в е ­
ш и в а н и и п ер ед у стан ов кой . Н о ж и у с т а н а в л и в а ю т т а к и м о б р а251
5
Рис. 113. Функциональные схемы двусторонних рейсмусовых станков
зом , чтобы л е з в и е б ы л о п а р а л л е л ь н о с т о л у и в ы х о д и л о н а д
с т р у ж к о л о м а т е л е м на 1 . . . 2 мм. Д о п у с к а е т с я н е п а р а л л е л ь ность и н е п р я м о л и н е й н о с т ь 0,1 мм на д л и н е 1000 мм. У с т а н о в ­
л е н н ы е з а т о ч н ы е нож и п р и ф у г о в ы в а ю т , а з а т е м за т о ч н ы м у с т ­
ройством д о в о д я т ш и р и н у ф у го в а н н о й ф а с к и до 0 , 1 5 . . . 0,20 мм.
252
М а л о и зн о ш е н н ы е нож и з а т а ч и в а ю т и п р и ф у г о в ы в а ю т н е п о­
с р е д с т в е н н о на с тан ке.
2.
У становка верхних подаю щ их вальцов и прижимов отно­
с и т е л ь н о к а с а т е л ь н о й к о к р у ж н о с т и р е з а н и я в н и ж н е й то чке
н о ж е в о го в а л а по к о н т р о л ь н о м у бруску. Н и ж е этого у р о в н я
у с т а н а в л и в а ю т пер ед ний п о д а ю щ и й в а л е ц на 2 мм, передний
п р и ж и м на 1 мм, з а д н и й п р и ж и м на 0,5 мм, з а д н и й п о д а ю щ и й
в а л е ц н а 1,5 мм. В е л и ч и н у д а в л е н и я п о д а ю щ и х в а л ь ц о в р е г у ­
л и р у ю т в п р оц ессе пр об н о й о б р а б о т к и . Д а в л е н и е с ч и та е т с я
н о р м а л ь н ы м , если п о д а ч а ус т ой чи ва и о т с утств у ет п р о б у к с о в к а
во в р е м я о б р а б о т к и . Е го ве л и ч и н а р е г у л и р у е т с я п о д т я г и в а н и е м
п р у ж и н в а л ь ц о в . 3. У с т а н о в к а н и ж н и х о п ор н ы х в а л ь ц о в в ы ш е
р а б о ч е й п ов ер хн о сти с т о л а на 0 , 1 . . . 0,2 мм при о б р а б о т к е д р е ­
весины т в е р д ы х по р о д и на 0 , 2 . . . 0,3 м м при о б р а б о т к е д р е ­
весины м я г к и х пород. 4. У с т а н о в к а с т о л а на р а з м е р о б р а б а ­
т ы в а е м о й д е т а л и с н и зу вверх во и з б е ж а н и е о ш и б о к от н а л и ч и я
з а з о р о в в м е х а н и з м е п о д ъ е м а с тола. Д л я этого стол п р е д в а р и ­
т е л ь н о у с т а н а в л и в а ю т на р а з м е р н е с к о л ь к о б о л ьш и й за д а н н о г о .
5. У с т а н о в к а т р е б у е м о й с ко ро сти подачи. 6. У с т а н о в к а о г р а ж ­
дения и приемника стружки.
55. Четы рехсторонние продольно-ф резерны е станки
П р е д н а з н а ч е н ы д л я о б р а б о т к и б р у ск о в и д о с о к с ч еты р ех
сторон з а од ин проход.
В ч е т ы р е х с то р о н н е м
п р о д о л ь н о -ф р е з е р н о м
станке
(рис.
115, а) з а г о т о в к а п о д а е т с я с о с ре д о т о че н н ы м м е х а н и з м о м п о ­
д а ч и в а л ь ц о в о г о т и п а , с о с то я щ и м из двух верхни х, п о д п р у ж и ­
ненных, р ег у л и р у е м ы х по высоте, р и ф л е н ы х 5 и двух н и ж н и х
г л а д к и х в а л ь ц о в 6. П е р в о н а ч а л ь н о з а г о т о в к а б а з и р у е т с я по
п е р е д н е м у с т о л у 7 и п р а в о й н а п р а в л я ю щ е й линей ке. Н и ж н я я
п л а с т ь о б р а б а т ы в а е т с я н о ж е в о й го л о в ко й 8, в зо н е р е з а н и я
к о торо й з а г о т о в к а п р и ж и м а е т с я п р и ж и м о м 4. С о з д а е т с я т е х н о ­
л о г и ч е с к а я б а з а д л я д а л ь н е й ш е г о п е р е м е щ е н и я за г о т о в к и по
п о вер хн о сти з а д н е г о с т о л а 10 а н а л о г и ч н о о б р а б о т к е на ф у г о ­
в а л ь н о м ст ан к е . З а т е м п р а в о й и л е в о й н о ж е в ы м и г о л о в к а м и 3
з а г о т о в к е п р и д а е т с я з а д а н н ы й р а з м е р по ш ирине. В е р х н я я
горизонтальная нож евая головка 2 формирует толщ ину об­
р а б а т ы в а е м о й за го то вк и . П р и этом з а г о т о в к а п р и ж и м а е т с я
к п р а в о й н а п р а в л я ю щ е й л и н е й к е 1 и з а д н е м у с т о л у 10 п о д ­
п р у ж и н е н н ы м и р о л и к а м и 9 р а сс р е д о т оче н н ого п р и ж и м н о го м е ­
х а н и з м а.
В за в и с и м о с т и от ф о р м ы у с т а н о в л е н н о г о р е ж у щ е г о и н с т р у ­
м е н т а м о гут б ы ть пол у ч ены пл о с ки е или п р о ф и л ь н ы е о б р а б о ­
т а н н ы е п оверхн ости з а г о то в о к . Д л я п р о в е д е н и я к а л е в о ч н ы х
оп е р а ц и й на ч ет ы р е х сто р о н н и х с т а н к а х п р е д у с м о т р е н а у с т а ­
н о вк а пятого ш п и н д е л я .
253
ю
Рис. 115. Четырехсторонний продольно-фрезерный станок:
а — функциональная схема; б — общий вид
В за в и с и м о с т и от д о п у с ти м о й ш и р и н ы о б р а б а т ы в а е м о г о и з­
д е л и я с т а н к и м огут б ы ть л е г к и е — с ш и р и н о й о б р а б о т к и до
160 мм, с р е д н и е — с ш и р и н о й о б р а б о т к и до 250 мм ( и з г о т о в л е ­
ние с т о л я р н ы х п л оски х и п р о ф и л ь н ы х д е т а л е й ) и т я ж е л ы е —
с ш и р и н о й о б р а б о т к и д о 650 мм (и зг о т о в л е н и е п о г о н а ж н ы х
изд е л и й и п и л о м а т е р и а л о в ) .
Л е г к и е ст ан к и , н а з ы в а е м ы е к а л е в о ч н ы м и , п р и м е н я ю т д л я
в ы р а б о т к и с л о ж н о г о п р о ф и л я на б р у с к о в ы х м е б е л ь н ы х и с то ­
л ярн ы х деталях.
Н а рис. 1 1 5 ,6 и з о б р а ж е н о б щ и й вид ч еты ре х с тор он н е го
с т а н к а с п я т ь ю ш п и н д е л я м и и с о ср е д о т о ч е н н ы м м е х а н и зм о м п о ­
д ачи. С т а н о к состоит из с т ан и н ы /, пе ре д н е го с т о л а 3, ко р п у с а
м е х а н и з м а подачи 4. Р е г у л и р о в а н и е п о д ачи п р о и зв о д и т с я м ахо254
Рис. 116. Схема устройств для уменьшения деформации заготовки при ф у ­
говании:
а — создание
временных
технологических
баз:
б — базирование
по кромке
вичком 2. З а г о т о в к а п о д а е т с я на о б р а б о т к у ни ж н и м ш п и н д е ­
л е м и п р и ж и м а е т с я к п л и т а м с т о л а р о л и к а м и 5. П о с л е о б р а з о ­
в а н и я б а з о в о й н и ж н е й по вер хн ости п р а в о й 6 и л е в о й 7 н о ж е ­
в ы м и г о л о в к а м и ф о р м и р у ю т с я б о ко вы е поверхн ости, а за т е м
вер хни м ш п и н д е л е м 9 о б р а б а т ы в а е т с я в е р х н я я п о в ер хн о сть з а ­
готовки с ф о р м и р о в а н и е м з а д а н н о й т о л щ и н ы д е т а л и . В ерхний
ш п и н д е л ь у с т а н о в л е н на с у п п о р те 8 с дв ух- или о д н о к о о р д и ­
н атно й н а с т р о й к о й и н а с т р а и в а е т с я отно си т е л ьн о поверхности
з а д н е г о с т о л а 10.
О д н о й из о т в е тс т в ен н ы х о п е р а ц и й при о б р а б о т к е на ч е т ы ­
р е хс торо н н и х с т а н к а х я в л я е т с я с о зд а н и е б азо во й поверхности
при ф уго в ан и и . П р и н а л и ч и и к р и в и зн ы у за г о т о в к и под д е й ­
ствием с и л п р и ж и м а н а д ф у гу ю щ ей н о ж е в о й го л о в ко й з а г о ­
т о в к а в ы п р я м л я е т с я и с н и м а е т с я о д и н а к о в ы й по всей ее д л и н е
припуск. П р и снятии п р и ж и м н ы х усилий з а г о т о в к а п р и н и м а е т
п е р в о н а ч а л ь н у ю ф о р м у с п р е ж н е й вел ич ино й кри ви зн ы . У м е н ь ­
ш ен и я степени д е ф о р м и р о в а н и я з а г о т о в о к невы сокой ж е с т к о ст и
при ф р и к ц и о н н о й м е х а н и ч е с к о й п о д а ч е д о б и в а ю т с я с о з д а н и е м
в р е м е н н ы х п р о м е ж у т о ч н ы х б а з ил и з а м е н о й п о д в и ж н о г о с к о л ь ­
з я щ е г о б а з и р о в а н и я по п л ас т и ж е с т к и м б а з и р о в а н и е м по к р о м ­
к ам .
В пер вом с л у ч а е (рис. 116, а) первой н о ж е в о й го л о в ко й 2
ф р е з е р у ю т не всю о б р а б а т ы в а е м у ю п оверхн ость, а т о л ь к о у з ­
кие п р о д о л ь н ы е л е н т о ч к и 1, к о т о р ы е о б р а з у ю т точн ую ч и с то ­
в ую б азу . П р и ф р е з е р о в а н и и т а к и х н е г л у б о к и х у зк и х л е н т о ч е к
с ил ы р е з а н и я н е в е л и к и и не т р е б у е т с я б о л ьш и х усилий п р и ­
ж и м а . П о с л е д у ю щ е е б а з и р о в а н и е пр ои схо дит по этим подго255
топл енны м т е х н о л оги че с к и м б а з о в ы м пов е р х н о ст я м и у с т а н о ­
вочны м б а з а м с т а н к а , вы п о л н е н н ы м в вид е ш ин 3 с р а с с т о я ­
нием м е ж д у ними, р е г у л и р у е м ы м в за в и с и м о с т и от ш ирин ы
о б р а б а т ы в а е м о г о м а т е р и а л а . П р и б а з и р о в а н и и на ш и п а х у с и ­
л и я п р и ж и м а не в ы з ы в а ю т д е ф о р м а ц и ю за г о то в к и . С л е д у ю щ а я
н о ж е в а я г о л о в к а 4 с н и м а е т п р и п у с к по всей ш и р и н е за г о то в к и ,
в к л ю ч а ю щ е й в р е м е н н ы е б а з ы . З а т е м б а з и р о в а н и е п р ои сх оди т
по всей н и ж н е й поверхн ости 5.
Во в торо м с л у ч а е (рис. 1 16 ,6) з а г о т о в к а б а з и р у е т с я б о к о ­
в ы м и г р а н я м и по п о д п р у ж и н е н н ы м р и ф л е н ы м р о л и к а м 1 и 3.
П р а в ы й по ход у р о л и к 3 в ы с т у п а е т н а д п ов е рх н ост ью н а п р а в ­
л я ю щ е й л и н е й ки 2, к к о тор ой з а г о т о в к а п р и ж и м а е т с я л е в ы м
р о л и к о м 1. П о л о ж е н и е л е в о г о р о л и к а р е г у л и р у е т с я в в е р т и ­
кальном и горизонтальном направлениях. Р иф л и роликов в р е­
заю тся в древесину и у д ер ж и ваю т о б р аб аты ваем у ю заготовку
на з а д а н н о м у р о в н е при о б р а б о т к е .
М е х а н и з м п о д ач и л е г к и х и ср ед н и х ч ет ы р е х с то р о н н и х с т а н ­
ков об ы чно в ы п о л н ен по со с р е д о т о ч е н н о й схеме. З а г о т о в к и
п о д а ю т с я в торец, п р о т а л к и в а я д р у г д р у га . В а л ь ц ы п р и в о д я т с я
во в р а щ е н и е от э л е к т р о д в и г а т е л я ч ерез кл и н о р е м е н н ы й в а р и а ­
тор, ч ер в я ч н ы й р е д у к т о р , ц е п н у ю и з у б ч а т у ю перед ачи.
Н а л а д к а ч ет ы р ех с то р о н н и х с т а н к о в п р о в о д и т с я в с л е д у ю ­
щ ей п о с л е д о в ат е л ьн о с т и .
1. У с т а н о в к а р е ж у щ е г о и н с тр у м е н т а . Н а с т а н к а х и с п ользую т
с о с т а в н ы е и ц е л ь н ы е ф ре зы , а т а к ж е н а с а д н ы е н о ж е в ы е г о ­
л о в к и со с м е н н ы м и в с т а в н ы м и н о ж а м и . Н о ж и в го л о в к и у с т а ­
н а в л и в а ю т и з а т а ч и в а ю т в з а т о ч н о й м а с тер с к о й . Р а д и а л ь н о е
б и ение зу б ь е в не д о л ж н о п р е в ы ш а т ь 0,03 мм, д о п у с к а е м о е
от к л о н е н и е у гл ов з а т о ч к и от н о м и н а л ь н ы х ± 1 ° . П р и з а м е н е
р е ж у щ е г о и н с т р у м е н т а н а в е р т и к а л ь н ы х ш п и н д е л я х их р а з в о ­
р а ч и в а ю т в у д о б н о е д л я д е м о н т а ж а и м о н т а ж а п о л о ж ен и е .
П р и з а м е н е г о л о в о к на г о р и з о н т а л ь н ы х ш п и н д е л я х с н и м а ю т
д о п о л н и т е л ь н у ю п о д ш и п н и к о в у ю опору. Р а б о ч и е поверхн ости
ш п и н д е л ей и п о с а д о ч н ы х о тв е рсти й ф р е з, н о ж е в ы х г о л о в о к
д о л ж н ы б ы ть т щ а т е л ь н о п ро те рты . Р е ж у щ и й и н с тр у м е н т м о ж н о
у с т а н а в л и в а т ь н е п о ср е д с тв е н н о н а ш п и н е д е л ь при соответствии
д и а м е т р а по са д о ч н о го о т в е р с т и я и ш п и н д е л я или с и с п о л ь з о ­
в а н и ем п р о м е ж у т о ч н ы х э л е м е н т о в (пе р е х о д н о й в т у л к и , ц а н г о ­
вой о п р а в к и , ко н у с н ы х ц а н г и т. д .) . П о с л е з а к р е п л е н и я р е ж у ­
щ его и н с тр у м е н т а на ш п и н д е л е у с т а н а в л и в а ю т п о д ш и п н и к о в у ю
оп ор у на г о р и з о н т а л ь н ы х в а л а х без п е р е к о с а и з а к р е п л я ю т .
П р а в и л ь н о с т ь у с т а н о в к и п р о в е р я ю т пово ро то м ш п и н д е л я в р у ч ­
ную.
2. У с т а н о в к а н и ж н е й г о р и зо н т а л ь н о й головки. Р а б о ч а я п о ­
в ерх ность з а д н е г о с т о л а д о л ж н а р а с п о л а г а т ь с я на у р о в н е о к ­
р у ж н о с т и р е з а н и я , а передний с т о л — н и ж е о к р у ж н о с т и р е з а н и я
на т о л щ и н у с н и м а е м о г о с л о я (2 . . . 3 м м ) . П р а в и л ь н о с т ь у с т а ­
256
новки п р о в е р я ю т т а к ж е , к а к на ф у г о в а л ь н о м ст ан к е . П р а в ы й
вертикальны й ш пиндель у стан авли ваю т в таком полож ении,
чтобы р а б о ч а я п ов ер хн о сть за д н е й н а п р а в л я ю щ е й л и н е й к и р а с ­
п о л а г а л а с ь по к а с а т е л ь н о й к о к р у ж н о с т и р е з а н и я , а п е р ед н ю ю
л и н е й к у у с т а н а в л и в а ю т п а р а л л е л ь н о п ов ер хн о сти з а д н е й и
н и ж е н а т о л щ и н у с н и м а е м о г о слоя. Л е в ы й в е р т и к а л ь н ы й ш п и н ­
д е л ь у с т а н а в л и в а ю т о т н о с и т е л ьн о п р а в о г о по ш и р и н е э т а л о н а
о б р а б о т к и . В е рх н и й г о р и з о н т а л ь н ы й ш п и н д е л ь у с т а н а в л и в а ­
ется по в ы с о те с о г л ас н о з а д а н н о й т о л щ и н е о б р а б о т к и (э т а л о н
или с п е ц и а л ь н ы е и н д и к а т о р н ы е у с т р о й с т в а ).
3.
У с т а н о в к а п р и ж и м н ы х эл е м е н т о в. Р а б о ч и е поверхн ости
п р и ж и м н ы х эл е м е н т о в д о л ж н ы б ы ть н и ж е п ов ерх н ости о б р а ­
ботк и (н а с т р о е ч н ы й р а з м е р ) на 2 . . . 3 мм. П р и н а л и ч и и п р у ­
ж и н н ы х п р и ж и м о в у с и л и е п р и ж и м а р е г у л и р у е т с я степ енью с ж а ­
ти я п р у ж и н . Ч р е з м е р н ы е у с и л и я п р и ж и м а м о г у т п р и в е ст и к п о ­
в р е ж д е н и ю о б р а б о т а н н о й п ов ерх н ости и з а т р у д н е н и ю р а б о т ы
м е х а н и з м а по д ачи . 4. У с т а н о в к а п о д а ю щ и х в а л ь ц о в . Н и ж н и е
п о д а ю щ и е в а л ь ц ы у с т а н а в л и в а ю т на 0 , 2 . . . 0,5 мм в ы ш е р а б о ­
чей п ов ер хн ости с т о л а в за в и с и м о с т и от п о р о д ы д р е в е с и н ы (д л я
м ягкой 0 , 2 . . . 0 , 3 ; д л я т в е р д о й — 0 , 3 . . . 0 , 5 ) . П о в е р х н о с т и в а л ь ­
цов д о л ж н ы б ы ть п а р а л л е л ь н ы по верх н о сти с т о л а . В е р х н и е
п о д а ю щ и е в а л ь ц ы у с т а н а в л и в а ю т н и ж е по ве р х н о ст и о б р а б о т к и
на 2 . . . 3 мм. У си ли е п р и ж и м а р е г у л и р у е т с я степ ен ью с ж а т и я
п р у ж и н с т а к и м р а сч е т о м , чтоб ы б ы л а о б ес п е ч е н а н а д е ж н а я
п о д а ч а м а т е р и а л а б ез п р о с к а л ь з ы в а н и я .
Т е х н и ч е с к и е х а р а к т е р и с т и к и п р о д о л ь н о -ф р е з е р н ы х с т а н к о в
СФ4-1 СФ6-1 С2Ф4-1 СР4-1
Размеры
обрабатываемой
СР6-9
СР 12-3
детали,
наибольшая ш и р и н а ..................
.......................................
толщина
Скорость подачи, м/мин
. . . .
Диаметр вала (головки), мм
. .
Частота вращения, мин -1
Число валов (головок)
Установленная мощность, кВт . .
Масса, т ...............................................
400
—
630
—
—
115
4500
115
4500
400
400
630
100
200
200
7—30
125
5100
8—24
125
4500
8—24
125
4570
1250
125
5—30
160
3570
1
8,6
1
20,0
1,8
3,44
1
1
2
1
3
0,7
5,5
3,0
1,06
6,5
0,8
1,0
Продолжение
С2Р8-3 С2Р12-3
Размеры
обрабатываемой детали,
мм:
наибольш ая ш и р и н а ................. 800
160
толщина
...................................
Скорость подачи, м/мин
. . .
4—24
Диаметр вала (головки), мм
.
140
Частота вращения, мин-1
. . . . 4360
Ч исло валов (головок)
2
Установленная мощность, кВт
24,6
Масса, т ...........................................
3,5
1250
125
8—24
160
4050
С6-1
60
—
44,5
8—24
140
5000
4
16,0
6,0
2,0
2
С16-1А
С16-2А
160
80
8—45
140/180*
5000
4
29,8
3,6
160
80
8—45
140/180*
5000
5
37,6
4,8
* В знаменателе приведен наибольший диаметр профильных фрез.
9
З а к а з № 2049
257
5.
У с т а н о в к а н еоб хо ди м ой ск о р о с т и подачи. 6. П р о в е р к а
р а б о т ы с т а н к а на х о л о стом ход у про п уско м к о н т р о л ь н ы х д е ­
т а л е й . 7. П р о в е р к а п р я м о л и н ей н о с т и , п е р п е н д и к у л я р н о с т и и к а ­
чества о б р а б о т а н н ы х поверхностей. П р и п р а в и л ь н о й н а л а д к е
д о п у с к а ю т с я с л е д у ю щ и е о т к л о н е н и я : о т к л о н е н и я по т о л щ и н е
и ш и р и н е на всей д л и н е по И . . . 13-м к в а л и т е т а м ; неп р ям о л и ней ность б о к о в ы х к р о м о к — не б о л е е 0,2 мм на д л и н е 1000 мм;
н е п а р а л л е л ь н о с т ь б о ко в ы х к р о м о к — не б о л е е 0,3 мм на д л и н е
1000 мм; н е п е р п е н д и к у л я р н о с т ь с м е ж н ы х б о к о в ы х п о в е р х н о ­
с т е й — 0,15 мм на д л и н е 100 мм. В за в и с и м о с т и от п о л уч енны х
р е з у л ь т а т о в п р о в о д я т п о д н а л а д к у и п о д н а с т р о й к у ст ан к а .
56. Ф р е з е р н ы е с т а н к и
Ф р е з е р н ы е с т а н к и п р е д н а з н а ч е н ы д л я плоской, п р о ф и л ьн о й
и о б ъ е м н о й о б р а б о т к и п р я м о л и н е й н ы х и к р и в о л и н е й н ы х по­
верхностей. П о к о н с тр у к ти в н ы м и те х н о л о ги ч е с к и м п р и з н а к а м
с т а н к и м огут б ы ть с н и ж н и м или верх ни м р а с п о л о ж е н и е м
ш пинделя и копировальные.
Ф р е з е р н ы е с т ан к и с н и ж н и м р а с п о л о ж е н и е м ш п и н д е л я ш и ­
роко п р и м е н я ю т с я в р а з л и ч н ы х о т р а с л я х д е р е в о о б р а б о т к и и
м е б е л ьн о м п р о и зв о д с т в е б л а г о д а р я своей у н и в е р с а л ь н о с т и . Н а
них м о ж н о в ы п о л н я т ь п л о с к о е и п р о ф и л ь н о е ф р е з е р о в а н и е к р о ­
м ок, н а р е з к у ш и п о в и проуш ин , в ы б о р к у п а зо в и к р и в о л и н е й ­
ное ф р е з е р о в а н и е по ш а б л о н у . Э ти о п е р а ц и и в ы п о л н я ю т с я к а к
с ручной, т а к и м е х а н и з и р о в а н н о й подачей. П о в ы соте о б р а ­
ботк и они п о д р а з д е л я ю т с я на л е г к и е (до 80 мм) , с р е д н и е (до
100 м м ) и т я ж е л ы е (до 125 мм) .
П о виду п о д а ч и о б р а б а т ы в а е м о г о м а т е р и а л а с т ан к и м огут
б ы ть с ручной и м е ха н и ч е с кой подачей. С т а н к и с ручной п о д а ­
чей м огут б ы ть с п о д в и ж н ы м с к о л ь з я щ и м б а з и р о в а н и е м з а г о ­
товки или н е п о д в и ж н ы м б а з и р о в а н и е м с з а к р е п л е н и е м з а г о ­
т о в к и на к а р е т к е . Н а
с т а н к а х с м е х а н и ч ес к о й по д а ч е й
п е р е м е щ е н и е ш и п о р е зн о й к а р е т к и о с у щ е с т в л я е т с я от п н е в м о ­
при в ода.
П ри обработке п рям ы х кромок деталей больш их партий
на с т а н к е м о ж н о у с т а н о в и т ь в а л ь ц о в ы й а в т о п о д а т ч и к . П л о с к и е
и п р о ф и л ь н ы е п р я м о л и н е й н ы е к р о м к и о б р а б а т ы в а ю т по н а ­
п р а в л я ю щ е й л и н е й ке , а к р и в о л и н е й н ы е — по у п о р н о м у ко л ь ц у
и ш аблону.
К о н с т р у к т и в н о л е г к и е ( Ф Л ) , с р е д н и е (Ф С ) и т я ж е л ы е (Ф Т )
с т а н к и р а з л и ч а ю т с я т о л ь к о м е х а н и зм о м подачи. Н а с р е д н и х и
т я ж е л ы х с т а н к а х д л я п р и д а н и я б о л ь ш е й устойчи вости ш п и н ­
д ел ь н о й н а с а д к е у с т а н а в л и в а е т с я на кр о н ш т е й н е д о п о л н и т е л ь ­
н а я о по ра. О б щ и й в и д и к и н е м а т и ч е с к а я с х е м а ф р е з е р н о г о
с т а н к а с н и ж н и м р а с п о л о ж е н и е м ш п и н д е л я изо­
б р а ж е н ы на рис. 117.
258
Рис. 117. Фрезерный станок
с
нижним
расположением
шпинделя
Н а с т а н и н е 17 к о р о б ­
ч ато й ф о р м ы
крепятся
стол
4,
суппорт
18
с ш п и н д е л ем 3 и к а ч а ю ­
щ ая ся плита с эл ектр о­
д в и г а т е л е м 13 п р и в о д а
механизма
р е з а н и я ч е­
р е з п л о с к о р е м ен н у ю п е­
р е д а ч у 19. Р е ж у щ и й и н ­
с т р у м е н т 9 к р е п и т с я на
ш п и н д е л ьн о й
насадке,
к о т о р а я п р о х о д и т ч ерез ц е н т р а л ь н о е о т в е р ст и е в столе. К о н ­
с т р у к ц и я ш п и н д е л я п о к а з а н а на рис. 82. Д о п о л н и т е л ь н а я п о д ­
ш и п н и к о в а я о п о р а 8, у с т а н о в л е н н а я на п о д в и ж н о м кро н ш тейн е,
н а д е в а е т с я на ш ип н а с а д к и . К р о н ш т е й н с м о н т и р о в а н на с то й ке
с з у б ч а т о й рейкой и п е р е м е щ а е т с я в в е р т и к а л ь н о м н а п р а в л е ­
нии при п о в о р о т е м а х о в и ч к а 7. П р и о б р а б о т к е п р я м о л и н е й н ы х
поверхн остей на ст о л е у с т а н а в л и в а ю т н а п р а в л я ю щ у ю л иней ку ,
с о с то я щ у ю из перед ней 11 и з а д н е й 5 ч астей, п о л о ж е н и е к о т о ­
р ы х р е г у л и р у е т с я о тно с и т е л ьн о к а с а т е л ь н о й к о к р у ж н о с т и р е ­
з а н и я в н а п р а в л е н и и под ачи . П е р е д н я я ч ас т ь л и н е й ки у с т а н а в ­
л и в а е т с я в за в и с и м о с т и от вел ич ины с н и м а е м о г о пр и п ус ка ,
а з а д н я я ч ас т ь по к а с а т е л ь н о й к о к р у ж н о с т и р е за н и я . Д л я
о б есп ечен и я б ез о п ас н о й р а б о т ы р е ж у щ и й ин с тр у м ен т з а к р ы т
о г р а ж д е н и е м 10, а д л я п р е д о т в р а щ е н и я в ы л е т а за г о т о в к и под
д ей с тв и е м с ил ы р е з а н и я п р е д у с м о т р е н з у б ч а т ы й с е кт о р 6. В е р ­
т и к а л ь н о е п е р е м е щ е н и е с у п п о р т а 18 со ш п и н д е л е м 3 о с у щ е с т ­
в л я е т с я м а х о в и ч к о м 14 ч ере з ч ер в я ч н у ю и вин товую пер ед ачи,
н а т я ж е н и е р е м н я п р и в о д а — м а х о в и ч к о м 15 ч ер ез т а р и р о в а н ­
ную п р у ж и н у 16.
Н а с т ан и н е с т а н к а у с т а н о в л е н п е р е к л ю ч а т е л ь ч ас т о т ы т о к а /
и в ы к л ю ч а т е л ь 2, а на ст о л е кн опочны й п у л ь т у п р а в л е н и я 12.
Н а с т а н к а х с м е х а н и ч е с к о й по д а ч ей д л я п р о д о л ь н о й о б р а ­
б отк и д е т а л е й у с т а н а в л и в а ю т а в т о п о д а т ч и к и в а л ь ц о в о г о т и п а
(рис. 118) А Р - 2 и А Р -4, р а з л и ч а ю щ и е с я ч ислом п о д а ю щ и х в а л ь ­
цов. Г л а д к и е или р и ф л е н ы е в а л ь ц ы 1 п р и в о д я т с я во в р а щ е н и е
от д в у х ск о р о с тн о г о э л е к т р о д в и г а т е л я 11 ч ер е з р е м ен н у ю п е р е ­
д а ч у 12, 13 и в а л I с ч е р в я ч н ы м и п а р а м и 9 и 10. В а л ь ц ы з а ­
к р е п л я ю т с я на в ы х о д н ы х в а л а х II, у с т а н о в л е н н ы х в п о д ш и п н и ­
ковы х о п о ра х . Б л о к р е д у к т о р а 2 к р е п и т ся на кр о н ш т е й н е, к о ­
торы й п е р е м е щ а е т с я по к о л о н к е 4 с п о м о щ ь ю з у б ч а т о -р е еч н о й
п е р е д а ч и 6, 7 при в р а щ е н и и м а х о в и ч к а 5. П о л о ж е н и е к р о н ­
ш т е й н а с б л о к о м п о д а ю щ и х в а л ь ц о в ф и к с и р у е т с я ц а н го в ы м
259
II
Рис. 118. Кинематическая схема автоподатчика АР-2
з а ж и м о м 8. К о л о н к а у с т а н а в л и в а е т с я на о п ор е 3. У си л и е п р и ­
ж и м а з а г о т о в к и р е г у л и р у е т с я в и н там и 14 и п р у ж и н а м и 15.
А в т о п о д а т ч и к и о б е с п е ч и в а ю т ч ет ы р е с ко рости под ачи : 8; 12;
16 и 24 м /мин. И м е ю т с я а в т о п о д а т ч и к и с п л а в н ы м р е г у л и р о ­
в а н и ем с кор ости п од ачи в д и а п а з о н е 8 . . . 2 5 м /м ин.
Фрезерные станки с верхним расположением
ш п и н д е л я с ручной и м е х а н и ч е с ко й по д а ч е й п р и м е н я ю т д л я
о б р а б о т к и к р и в о л и н е й н ы х к ро м ок , ф и г у р н ы х п р ор езей и р е л ь ­
ефов.
Н а рис. 119 п о к а з а н ы о б щ и й вид и п н е в м о к и н е м а т и ч е с к а я
с х е м а с т а н к а с ручной по д а ч е й В Ф К -2. С т а н о к состоит из с т а ­
нины 2, у з л а ш п и н д е л ь н о г о с у п п о р та 7, у зл о в с т о л а 3, 5, 6, 10,
м е х а н и з м а п е р е м е щ е н и я 14, 15, 17 коп ир но го п а л ь ц а 16 и к о м ­
п л е к т а п н е в м о о б о р у д о в а н и я . С то л с т а н к а н а с т р а и в а е т с я по в ы ­
соте вин товой 11, 12 и ч ер вя ч н о й 13, 18 п а р а м и от м а х о в и к а 4.
В ст о л е и м е е т с я о тве р сти е, соосное со ш п и н д е л е м , д л я в ы х о д а
п а л ь ц а 16, с ко т о р ы м к о н т а к т и р у е т к о п и р н а я к р о м к а на н и ж ­
ней с тор он е ш а б л о н а с з а к р е п л е н н ы м и зд ел ием . П е р е м е щ е н и е
260
Рис. 119. Фрезерный станок с верхним расположением шпинделя ВФ К-2
а — общий вид: б — пневмокинематическая схема
н а п р а в л я ю щ е г о п а л ь ц а п р о и зв о д и т с я поворотом р у к о я т к и 14
ч ерез ш ес т е р н ю 15 и зу б ч а т у ю р е й к у 17.
В в ерх н ей ч асти с т а н и н ы и м е ю тс я в е р т и к а л ь н ы е н а п р а в л я ю ­
щ ие, по к о т о р ы м п е р е м е щ а е т с я ш п и н д е л ь н ы й с у п п о р т от п н е в ­
м о п р и в о д а ч ере з о п о р у 20 и р ы ч а г и 19, 21. Н а су п п о р те у с т а ­
н о в л ен а ф р е з е р н а я г о л о в к а с э л е к т р о ш п и н д е л е м , и м е ю щ и м ч а ­
стоту в р а щ е н и я 18 000 м и н -1. П и т а н и е д в и г а т е л я э л е к т р о ш п и н ­
д е л я с п е ц и а л ь н о г о и с п о лн е н и я о с у щ е с т в л я е т с я т о к о м п о в ы ш е н ­
ной ч ас т о т ы 300 Гц от с ин хр онного г е н е р а т о р а , н а х о д я щ е г о с я
в к о м п л е к т е с т а н к а . Р е ж у щ и й и н с тр у м е н т (к о н ц е в а я ф р е з а или
с в е р л о ) у с т а н а в л и в а е т с я н е п осре д с тв е н н о на ко н ц е ш п и н д е л я .
Ф р е з е р н а я г о л о в к а м о ж е т п о в о р а ч и в а т ь с я о т н о си т е л ьн о в е р т и ­
к а л ь н о й оси на уго л д о 45°. Д л я б ы стр ой у с т ан о в к и п о л о ж е н и я
ш п и н д е л я по в ы с о те на н у ж н у ю гл у б и н у ф р е з е р о в а н и я на
с т а н к е им ее тс я р е в о л ь в е р н ы й о гр а н и ч и т е л ь , у п р а в л я е м ы й р у к о ­
я тк о й 8. Он с н а б ж е н ш ест ью р е г у л и р у е м ы м и у п о р а м и . Н у ж н о е
полож ение ф иксируется подпруж иненны м ш ари ковы м ф иксато­
ром. П р и п р я м о л и н ей н о й о б р а б о т к е на столе у с т а н а в л и в а е т с я
н а п р а в л я ю щ а я л и н е й к а 9. П о д а ч а ш а б л о н а или за г о т о в к и
ручная.
П н е в м о п р и в о д (рис. 119 ,6 ) с л у ж и т д л я п е р е м е щ е н и я по в ы ­
соте ф р е зе р н о г о с уп п о рта. Он с м о н т и р о в а н в с т а н и н е и у п р а в ­
л я е т с я п е д а л ь ю 1, у с т а н о в л е н н о й п ер ед с т ан к о м . В о зд у х из м а ­
г и с т р а л и ч ер ез в е н т и л ь В Н п о с т у п а е т во в л а г о о т д е л и т е л ь Ф В Д ,
регулятор давлен и я Р Д и м аслорасп ы ли тель М Р . П од готовлен­
ный в о зд у х под р а б о ч и м д а в л е н и е м п о с т у п а е т в ц и л и н д р Ц 1
б л о к и р о в к и с у п п о р та , ш т о к о в у ю по л о сть ц и л и н д р а Ц 2 у п р а в л е ­
ния п о л о ж е н и я с у п п о р т а и в в о з д у х о р а с п р е д е л и т е л ь Р, с о с т о я ­
щ ий из д в у х р а с п р е д е л и т е л е й э л е к т р о м а г н и т н о г о Р1 и п н е в м а ­
тического Р 2 у п р а в л е н и я . Е с л и п е д а л ь у п р а в л е н и я с т а н к о м
не н а ж а т а , в о зд у х п о с т у п а е т в ц и л и н д р Ц 1 и с н и м а е т б л о к и ­
р ов ку с у п п ор та . П о д р у го й ветви в о зд у х п о с т у п а е т в ш т о к о в у ю
п о л о сть ц и л и н д р а Ц 2 и п о д н и м а е т су п п ор т. В о зд у х из п о р ш н е ­
вой по л о сти ц и л и н д р а у х о д и т в а т м о с ф е р у . П р и это м во зд у х
через р а с п р е д е л и т е л ь Р к ц и л и н д р у Ц 2 не проходит.
П р и н а ж а т и и на п е д а л ь у п р а в л е н и я с р а б а т ы в а е т э л е к т р о ­
м а г н и т Э М и р а с п р е д е л и т е л ь Р1 з а й м е т вт о р о е п о л о ж ен и е ,
п е р е к л ю ч а я р а с п р е д е л и т е л ь Р2. В о зд у х из м а г и с т р а л и ч ер е з
р а с п р е д е л и т е л ь Р 2 и о б р а т н ы й к л а п а н К 0 2 д р о с с е л я Д Р 2 по­
с т у п а е т в п о р ш н е в у ю пол ость ц и л и н д р а Ц 2 и ч ере з р ы ч а г и 21,
19 о п у с к а е т суппорт. П р и р а б о ч е м х о д е и н с тр у м е н т о б д у в а е т с я
с ж а т ы м в о зд у х о м д л я очистки м е с та о б р а б о т к и . С к о р о ст ь п е р е ­
м е щ е н и я с у п п о р та при р а б о ч е м х о д е р е г у л и р у е т с я д р о с с е л е м
Д Р 1 . П р и п а д е н и и д а в л е н и я в п н е в м о си с тем е п р о и с х о д и т б л о ­
к и р о в к а с у п п о р та п р у ж и н о й п н е в м о ц и л и н д р а и си стем о й р ы ­
чагов. П р и от кл ю ч е н и и эл е к т р о э н е р г и и в ы к л ю ч а е т с я э л е к т р о ­
м а г н и т Э М , о т к л ю ч а е т с я п о р ш н е в а я по л о сть ц и л и н д р а Ц 2, воз262
Рис. 120. Фрезерный станок с к а ­
русельным столом
S
7
8
9
10
д у х п о с т у п а ет в ш ток ов ую
пол ость и с у п п о р т п о д н и ­
м ается .
Фрезерные
станки
4
с карусельным
ст о ­
л о м (рис. 120) п р е д н а з н а ­
чены д л я ф и г у р н о г о и п л о ­
ского
ф резерования брус­
ковы х и щ и т о в ы х д е т а л е й
по к о п и р а м . О ни р а б о т а ю т
по прохо д ной с х е м е о б р а ­
ботки и в ы п о л н е н ы с одной или д в у м я н о ж е в ы м и г о л о в к а м и
(Ф 1 К -2; Ф 2 К - 2 ) . Ч у гу н н ы й д и с к о в ы й в р а щ а ю щ и й с я стол 4 д и а ­
м етр ом 1000 мм у с т а н о в л е н на станине. Н а ст о л е и м ею тся р а д и ­
а л ь н ы е Т -о б р а з н ы е п а з ы д л я к р е п л е н и я ко п и р ов 5 и п е р и ф е ­
рий ны х п н е в м о п р и ж и м о в 7. Ц е н т р а л ь н ы й п н е в м о п р и ж и м б ф и к ­
с и р у е т на коп ире щ и т о в ы е д е т а л и , а п е р и ф е р и й н ы е п н е в м о п р и ­
ж и м ы — д е т а л и у д ли н е н н о й кон стр ук ции . С т о л п р и во д и тс я во
в р а щ е н и е от э л е к т р о д в и г а т е л я 1 постоянного т о к а ч ерез ч е р ­
в ячн ы й р е д у к т о р 2. Ф р е з е р н а я г о л о в к а 9 п р е д с т а в л я е т собой
п о вор отны й кро н ш тей н , на к ото ром с м о н т и р о в а н э л е к т р о д в и г а ­
т е л ь 8 с ф р е зо й 13 и ко п и р н ы м р о л и к о м 12. М е х а н и з м р е з а н и я
м о ж е т б ы ть у с т ан о в л е н н еп о ср ед ствен но на в а л у м о т о р и з о в а н ­
ного п р и в о д а или ф р е з а с к оп и рн ы м р о л и к о м у с т а н а в л и в а ю т с я
на в е р т и к а л ь н о м ш п и н д е л е и п о л у ч а ю т в р а щ е н и е от э л е к т р о ­
д в и г а т е л я ч ер ез р е м е н н у ю пе р ед ачу. К р о н ш т е й н у с т а н а в л и в а ­
ется на одной из с то ек 10 стан и н ы . Ф р е з е р н а я г о л о в к а с к о п и р ­
ным ро л и к о м под в о д и тс я к о б р а б а т ы в а е м о й з а г о т о в к е 3 и п о д ­
ж и м а е т с я п н е в м о ц и л и н д р о м 11 к копиру. К опир п р е д с т а в л я е т
собой д е т а л ь с т а к и м ж е ко н ту р о м р а б о ч е й ч асти, к а к з а д а н ­
ный кон тур готового и зд е л и я . Он и з г о т а в л и в а е т с я из д р ев ес и н ы
т в е р д о л и с т в е н н ы х пород, м е т а л л а , п л а с т и к а или д р у ги х т в е р ­
д ы х м а т е р и а л о в . К о п и р н ы й р о л и к вх о д и т в к о н т а к т с к р о м к о й
ш а б л о н а и о б е с п е ч и в а е т о б р а б о т к у з а д а н н о г о ко н тур а. П р е д у ­
с м о тр е н о р е г у л и р о в а н и е ч ас т о т ы в р а щ е н и я с т о л а в з а в и с и м о ­
сти от д и а м е т р а о б р а б о т к и с п о м о щ ь ю си стем ы а в т о м а т и к и .
Н а л а д к а фрезерных станков с нижним расположением
ш пинделя проводится следую щ им образом:
1.
П р о в е р я ю т с о о т в ет с т в и е ш п и н д е л ь н о й н а с а д к и в ы б р а н ­
н о м у р е ж у щ е м у и н с тру м е н т у, р а д и а л ь н о о е биение ш п и н д е л я .
Д о п у с к б и е н и я у о с н о в а н и я н а с а д к и 0,02 мм, на р а с с т о я н и и
200 мм — 0,04 мм. П е р е д у с т а н о в к о й н а с а д к и т щ а т е л ь н о п р о т и ­
р а ю т кон ич еск о е о т в е р с т и е ш п и н д е л я и конус н а с а д к и . З а к р е п ­
л я ю т ш п и н д е л ь н у ю н а с а д к у на ш п и н де л е . 2. У с т а н а в л и в а ю т
263
и з а к р е п л я ю т н а с а д н у ю ф р е з у на ш п и н д е л ь н о й н а с а д к е з а т я ж ­
ной гайкой. У с т а н а в л и в а ю т р е ж у щ и й и н стр у м е н т на н е о б х о ­
д и м у ю вы соту, п е р е м е щ а я с у п п ор т ш п и н д е л я , посл е чего з а ­
к р е п л я ю т его с т о п о р н ы м устр ойством . П р и т я ж е л ы х р е ж и м а х
р а б о т ы у с т а н а в л и в а ю т д о п о л н и т е л ь н у ю ве р х н ю ю о п о р у и п о ­
л о ж е н и е к р о н ш т е й н а ф и кси р ую т. П р о в е р я ю т вр у ч н у ю л е гко с т ь
в р а щ е н и я ш п и н д ел я .
3. У с т а н а в л и в а ю т в з а д а н н о м п о л о ж ен и и п е р е д н ю ю и з а д ­
нюю н а п р а в л я ю щ и е л и н е й к и в за в и с и м о с т и от д и а м е т р а р е ж у ­
щ его ин с тр у м е н т а и о б р а б а т ы в а е м о г о п р о ф и л я . 4. П р и о б р а ­
б о тк е к р и в о л и н е й н ы х ф о р м в столе у с т а н а в л и в а ю т коп ирное
к о л ь ц о соосно со ш п и н д ел е м . Э к с ц ен тр и си т ет не д о л ж е н п р е в ы ­
ш а т ь 0,07 мм. 5. У с т а н а в л и в а ю т верхний о г р а д и т е л ь н ы й щ и т о к
и н а с т р а и в а ю т по в ы соте т о р м о зн о й сектор. 6. П р и н а л и ч и и ш и ­
п ор езн о й к а р е т к и и н а р е з а н и я ш и п о в или п р о у ш и н р а б о ч и е
п ов ер хн о сти у с т а н а в л и в а ю т в од ной пл оскости на у р о в н е д л и н ы
ш и п а или г л у б и н ы пр оу ш ин ы . 7. Н а п р а в л я ю щ и й у г о л ь н и к на
к а р е т к е у с т а н а в л и в а ю т под н е о б х о д и м ы м углом. Н а у г о л ьн и к е
р е к о м е н д у е т с я з а к р е п л я т ь п р о к л а д о ч н ы й б русок, п р е д о т в р а щ а ю ­
щ ий с кол ы на в ы х о д е ф ре зы . К о н е ц б р у с к а р а с п о л а г а ю т по к а ­
с а т е л ь н о й к о к р у ж н о с т и р е з а н и я . 8. Н а с т а н к а х с м е ха н и ч е с кой
по д а ч е й у с т а н а в л и в а ю т а в т о п о д а т ч и к . Т р е б о в а н и я к точности
у с т а н о в к и т а к и е ж е , к а к и на ф у г о в а л ь н ы х с т а н к а х . 9. О проб ы в а ю т с т а н о к на х о л остом х о д у с о б р а б о т к о й п р о б н ы х д е ­
талей.
Наладка
фрезерны х
с т а н к о в с в ерх н и м р а с п о л о ж е н и е м
ш пинделя.
1.
П о д б и р а ю т р е ж у щ и й и н с тр у м е н т и п р о в е р я ю т его п о д г о ­
товку. Н а ф р е з е р н о - к о п и р о в а л ь н ы х с т а н к а х и с п о л ьзу ю т к о н ц е ­
в ы е ф р е зы . У гол з а т о ч к и при ф р е з е р о в а н и и т в е р д ы х пор од д р е ­
весины 30°, м я г к и х по ро д — 20°, д о п у с к а е м о е о т к л о н е н и е ± 1°.
П о д н у т р е н и е на т о р ц о в ы х п о в е р х н о ст я х 1 . . . 2°. Н е д о п у с к а ­
ю тся тр е щ и н ы , в ы к р а ш и в а н и я , з а б о и н ы на повер хн ости ф резы .
2. У с т а н а в л и в а ю т и з а к р е п л я ю т ф р е з у в с п е ц и а л ь н ы х п а т р о н а х ,
и м ею щ и х б а л а н с и р о в о ч н ы е с ъ е м н ы е м ассы . 3. П р и о б р а б о т к е
п р я м о л и н е й н ы х к р о м о к и п а зо в на с т о л е у с т а н а в л и в а ю т на с о ­
о т в е т с т в у ю щ е м р а с с то я н и и от оси ш п и н д е л я н а п р а в л я ю щ у ю л и ­
нейку. П р и о б р а б о т к е д е т а л е й по ко н ту р у и с п о л ь з у ю т ш а б л о н ,
на ко т о р о м з а к р е п л я ю т з а г о то в к у .
4. У с т а н а в л и в а ю т стол по в ы с о те с т а к и м р а счетом , чтобы
при в е р х н е м п о л о ж ен и и с у п п о р т а р а с с т о я н и е от т о р ц а ф р е зы
д о поверх н о сти за г о т о в к и б ы л о 1 5 . . . 20 мм. 5. Н а с т р а и в а ю т
о г р а н и ч и т е л ь хо д а с у п п о р та т а к , чтобы б ы л а в ы д е р ж а н а з а ­
д а н н а я г л у б и н а ф р е з е р о в а н и я . 6. П р и н а л а д к е с т а н к о в с к а ­
р у с е л ь н ы м ст оло м р е г у л и р у ю т п о л о ж е н и е о порн ого р о л и к а и
у с т а н а в л и в а ю т копир на пово ротном столе. И с п о л ь зу ю т н а ­
с а д н ы е с б о р н ы е ф р е зы . 7. Н а с т р а и в а ю т ф р е з е р н ы е супп орты
264
по в ы соте и у с т а н а в л и в а ю т ч а с т о т у в р а щ е н и я к а р у с е л ь н о г о
с т о л а в за в и с и м о с т и от п о ро д ы о б р а б а т ы в а е м о й д р е в е с и н ы и
то л щ и н ы с н и м а е м о г о слоя. 8. О п р о б ы в а ю т с т ан о к на хол остом
ход у с о б р а б о т к о й п р о б н ы х д е т а л е й .
57. Т о к а р н ы е с т а н к и
Т окарны е станки предназначены д л я обработки деталей,
и м е ю щ и х ф о р м у тел в р а щ е н и я . О б р а б о т к а м о ж е т п р о и з в о ­
д и т ь с я по в н е ш н е й и в н утр ен н ей п о в е р х н о ст я м с п ол уч е н и е м ц и ­
л и н д р и ч е с к и х , кон ических, с л о ж н ы х ф о р м по п р о д о л ь н о й оси
з а г о т о в к и или з а д а н н о й ф о р м ы на пл оскости. П р о ц е с с о б р а ­
б о тк и на т о к а р н ы х с т а н к а х х а р а к т е р и з у е т с я в р а щ е н и е м з а г о ­
т о вки или р е ж у щ е г о и н с т р у м е н т а от н ос и т е л ьн о п р о д о л ьн о го
или п оп еречного их п е р е м е щ ен и я . П о х а р а к т е р у б а з и р о в а н и я
о б р а б а т ы в а е м ы х д е т а л е й т о к а р н ы е с т а н к и п о д р а з д е л я ю т с я на
ц ен тро вы е, л о б о в ы е (л о б о т о к а р н ы е ) и б ес ц е н т р ов ы е, по ш и ­
рин е л е з в и я — н а к о ротк о- и д л и н н о л е зв и й н ы е . Ц е н т р о в ы е
с т а н к и м о гут б ы ть у н и в е р с а л ь ы е у з к о л е з в и й н ы е с ручной и м е ­
х а н и з и р о в а н н о й по д а ч е й и к о п и р о в а л ь н ы е у зк о - и д л и н н о л е з ­
в и й н ы е с м е х а н и з и р о в а н н о й подачей. Л о б о в ы е с т ан к и о т н о ­
с я т с я к гру п п е у з к о л е з в и й н ы х и р а з л и ч а ю т с я д и а м е т р о м п л а н ­
ш ай б ы . Б е с ц е н т р о в ы е с т а н к и по т е х н о л о г и ч е с к о м у н а з н а ч е н и ю
д е л я т с я на к р у г л о п а л о ч н ы е и ш к а н т о в ы е . Л о б о в ы е и б е с ц е н т р о ­
вые с т а н к и и м ею т м е х а н и з и р о в а н н у ю подачу.
П ром ы ш ленностью вы пускаю тся уни версальн ы е токарны е
с т а н к и с ручной и м е х а н и з и р о в а н н о й п од ачей , л о б о т о к а р н ы е и
круглопалочные. Ц е н т р о в о й к о р о т к о л е з в и й н ы й с т а ­
н о к п р е д н а з н а ч е н в о сновн ом д л я п р о д о л ьн о г о точени я. Он
м о ж е т р а б о т а т ь с и с п о л ь з о в а н и е м п о д р у ч н и к а или им еть м е ­
х а н и з и р о в а н н ы й суппорт. С т а н к и с м е х а н и з и р о в а н н ы м с у п ­
пор то м и м е ю т п р и с т а в н о е у ст р о й с тв о д л я л о б о в о г о точения.
Т о к а р н ы й с т а н о к с м е х а н и з и р о в а н н ы м суп п ортом и з о б р а ­
ж е н на рис. 121. З а г о т о в к а 3 з а ж и м а е т с я м е ж д у ц е н т р а м и 2
и 8 в р е з у л ь т а т е п е р е м е щ е н и я з а д н е й б а б к и 9. П е р е д н и й
цен тр 2 у с т а н а в л и в а е т с я на ш п и н д е л е 1, ко т о р ы й п р и в о д и тс я
во в р а щ е н и е от д ву х с к о р о с т н о г о э л е к т р о д в и г а т е л я ч ерез к л и ­
н о р е м е н н у ю п е р е д а ч у и т р е х с т у п е н ч а т у ю к о р о б к у скоростей,
р а з м е щ е н н ы х в л е во й т у м б е 14 с т а н к а . Ч а с т о т а в р а щ е н и я
ш п и н д е л я и з м е н я е т с я с т у п е н ч а то в д и а п а з о н е 4 0 . . . 398 м и н -1.
Р е з е ц з а к р е п л я е т с я в п ов о ротн ом р е з ц е д е р ж а т е л е 4, к о ­
то р ы й с н а с т р о е ч н ы м п р о д о л ь н ы м суп п о р то м 5 у с т а н о в л е н
на п оп ереч ном с у п п о р те 6, п е р е м е щ а е м о м м а х о в и ч к о м 10.
Н а п р а в л я ю щ и е поп ер еч но го с у п п о р т а р а с п о л о ж е н ы на м е х а ­
ни зи р о в а н н о м п р о д о л ьн о м с у п п о р те 7, ко т о р ы й им е е т при во д
от ш п и н д е л я 1 ч ер ез р е м е н н у ю п е р е д а ч у , к о р о б к у п ер ед ач,
в а л 12, гр у п п у ш ес т е р е н и зу б ч а т у ю р е й к у 13. Н а л а д о ч н о е
265
Рис. 121. Токарный ста­
нок ТС-40 с приставным
лобовым устройством:
а — общий вид; б — при­
ставное устройство с план­
шайбой
п е р е м е щ е н и е с у п п о р т а о с у щ е с т в л я е т с я п ов ор ото м м а х о в и ч ­
к а 11. С у п п о р т им еет ч ет ы р е с к о ро сти п о д а ч и в п р е д е л а х
0 , 5 . . . 7,5 м /мин.
С т а н к и м огу т б ы ть у к о м п л е к т о в а н ы п р и с т а в н ы м у с т р о й ­
ством (рис. 121, б) с п л а н ш а й б о й 5 д л я л о б о в о г о точени я, что
п о з в о л я е т о б р а б а т ы в а т ь т о р ц е в ы е п оверхн ости. З а г о т о в к а 6 з а ­
ж и м а е т с я н а п л а н ш а й б е к у л а ч к о в ы м з а ж и м н ы м устро йство м .
П л а н ш а й б а п р и в о д и тся во в р а щ е н и е от п р и в о д а ш п и н д е л я
с т а н к а . Р е з ц е д е р ж а т е л ь 4 с р е зц о м з а к р е п л я е т с я на с уп п о рте
3, к о т о р ы й с м о н т и р о в а н на с т о й к е 2 с о с н о в а н и е м 1. П л а н ­
ш ай б а устройства позволяет о б р аб аты в ать заготовки д и а м е т ­
ром д о 600 мм.
Лобовые токарные
станки
и с п о л ьзу ю т с я п р е и м у ­
щ ес т в е н н о в м о д е л ь н ы х ц е х а х д л я о б р а б о т к и и зд е л и й д и а м е т ­
ром до 4000 мм. Д и а м е т р п л а н ш а й б ы на т я ж е л ы х с т а н к а х д о ­
с т и г а е т 2000 мм, а на о с о б о т я ж е л ы х до 4000 мм. Р е з ц е д е р ж а ­
т е л ь с у з к о л е з в и й н ы м р е зц о м у с т а н а в л и в а е т с я н а к р ес т о в о м
с у п п о р те и п е р е м е щ а е т с я в г о р и з о н т а л ь н о м н а п р а в л е н и и . П ри266
Рис. 122. Круглопалочный станок КПА2С-1
вод м е х а н и з м а п о д ач и с у п п о р та о с у щ е с т в л я е т с я от и н д и в и д у ­
а л ьн о г о э л е к т р о д в и г а т е л я и к о р о б к и п ер ед ач.
П ривод горизонтального ш пинделя с планш айбой вклю чает
м н о гос кор ос т н ой д в и г а т е л ь , к о р о б к у п е р е д а ч и р е м е н н у ю п е р е ­
д ачу, о б е с п е ч и в а е т ч а с т о т у в р а щ е н и я 60 . . . 1000 м ин-1 .
Б е с ц е н т р о в ы е к р у г л о п а л о ч н ы е с т а н к и предна­
зн а ч е н ы д л я п р о в е д е н и я ц и л и н д р и ч е с к о й о б р а б о т к и у д л и н е н ­
ных д е т а л е й по п ро хо д ной сх ем е при осевой п о д а ч е за г о то в к и .
Н а существующ их стан ках (К П А ) изготовляю тся детали д и а ­
м е тр о м 8. . . 5 0 мм. В к а ч е с т в е р е ж у щ е г о о р г а н а и с п о л ь з у ет с я
п о л а я н о ж е в а я г о л о в к а с р е зц а м и , р е ж у щ и е к р о м к и к о т о р ы х
о б р а щ е н ы к оси в р а щ е н и я , в д о л ь к о торо й п о д а е т с я за г о т о в к а .
В с т а н к а х К П А 20-1 (рис. 122) з а г о т о в к а 10 к в а д р а т н о г о
сечен ия с л о т к а 11 к он ич еск им и в а л ь ц а м и 9 п о д а е т с я в н о ж е ­
вую г о л о в к у 8, к о т о р а я з а к р е п л е н а на ш п и н д е л е 7. Ш п и н д е л ь
п о л у ч а ет в р а щ е н и е от э л е к т р о д в и г а т е л я 2 ч ер ез к л и н о р е м е н ­
ную п е р е д а ч у . З а д н и е в а л ь ц ы 4 с п о л у ц и л и н д р и ч е с к о й р а б о ­
чей п о в е р х н о ст ью — с м е н н ы е и у с т а н а в л и в а ю т с я в за в и с и м о с т и
от д и а м е т р а п о л у ч а е м о г о и зд е л и я . П р и ж и м в а л ь ц о в о с у щ е с т в ­
л я е т с я п р у ж и н а м и 5. П р и в о д в а л ь ц о в о с у щ е с т в л я е т с я от об267
щ его э л е к т р о д в и г а т е л я 2 ч ер ез р е д у к т о р и с истем у перед ач.
П е р е д а т о ч н ы й м е х а н и зм о б е с п е ч и в а е т с к о р о с т ь п о д а ч и в ин­
т е р в а л е 5 . . . 1 5 м /мин. Д л я ц е н т р и р о в а н и я д е т а л и при в ы ход е
из с т а н к а и у м е н ь ш е н и я ее к о л е б а н и й у с т а н а в л и в а е т с я н а ­
п р а в л я ю щ а я в т у л к а 3. Все м е х а н и з м ы с т а н к а с м о н т и р о в а н ы
на с т ан и н е 1. В ерх н и е в а л ь ц ы 4 и 9 о т к л о н я ю т с я н а о сях 6, что
о б ес п е ч и в а е т п р и ж и м за го то в к и .
Н а л а д к а т о к а р н ы х ст а н к о в о с у щ е с т в л я е т с я в с л е д у ю щ е й по­
следовательности.
1. В ы б ор и у с т а н о в к а р е зц а . Р е з е ц в ы б и р а ю т в за в и с и м о с т и
от х а р а к т е р а в ы п о л н я е м о й ра б о т ы . Н а с т а н к а х с м е ха н и ч ес ко й
п од ачей р е зе ц з а к р е п л я ю т в р е з ц е д е р ж а т е л е . Д л я черн о вой о б ­
р а б о т к и и с п о л ьзу ю т о б д и р о ч н ы й резец, д л я чистовой — р е зе ц
с п р я м ы м л е зв и е м . П р и в ы п о л н е н и и ф а со н н ы х р а б о т и с п о л ь ­
зую т с п е ц и а л ь н ы е ф а с о н н ы е резцы.
2. З а к р е п л е н и е за г о то в к и . В за в и с и м о с т и от д л и н ы и ф о р м ы
з а г о т о в к и з а к р е п л я ю т в ц е н т р а х , п а т р о н е или на п л а н ш а й б е .
В за в и с и м о с т и от д л и н ы за г о т о в к и з а д н ю ю б а б к у п е р е м е щ а ю т
по п р о д о л ьн ы м н а п р а в л я ю щ и м ст а н и н ы и ф и к с и р у ю т в н у ж н о м
п о л о ж ен и и . З а ж и м а ю т з а г о т о в к у пи н ол ью за д н е й б а б к и . Д л я
т о чени я ко н у с н ы х и зд е л и й з а д н ю ю б а б к у с м е щ а ю т в п о п е р е ч ­
ном н а п р а в л е н и и на величину, о б е с п е ч и в а ю щ у ю н е о б х о д и м у ю
конусность. К о р о т к и е за г о т о в к и з а к р е п л я ю т в п а т р о н е , к о т о ­
рый н а в и н ч и в а ю т на ш п и н дел ь. Н а и б о л е е у д о б н ы в р а б о т е
патроны с раздви ж н ы м и кулачкам и. Заготовки больш ого д и а ­
м е т р а и м а л о й д л и н ы з а к р е п л я ю т б о л т а м и на п л а н ш а й б е , к о ­
т о р а я н а в и н ч и в а е т с я на ш п и н дел ь.
3. П р и ручной п о д а ч е п о д р у ч н и к на с т а н к е у с т а н а в л и в а ю т
т а к и м о б р а з о м , чтобы его р а б о ч а я к р о м к а б ы л а к а к м о ж н о
б л и ж е к о б р а б а т ы в а е м о й п о верхн о сти за г о т о в к и и по вы соте
р а с п о л а г а л а с ь на у р о в н е оси цен тр ов. П о м ере у м е н ь ш е н и я
д и а м е т р а за г о т о в к и р а б о ч у ю к р о м к у п о д р у ч н и к а п е р е м е щ а ю т
в п о п ер еч но м н а п р а в л е н и и , с о х р а н я я м и н и м а л ь н о е р а с с т о я н и е
до о б р а б а т ы в а е м о й п оверхн ости.
4. У с т а н о в к а ч а с т о т ы в р а щ е н и я ш п и н д е л я в за в и с и м о с т и от
д и а м е т р а за г о т о в к и и ее плотности. П р и этом и с х о д я т из в е л и ­
чины с кор ости р е за н и я : при о б р а б о т к е м я гк о й д р е в е с и н ы она
д о л ж н а б ы ть 10.. .12 м/с, т в е р д о й 0 ,5 .. .3 м/с.
5. У с т а н о в к а с к ор ости подачи. П р о д о л ь н а я п о д а ч а при ч ер ­
новой о б р а б о т к е у с т а н а в л и в а е т с я в п р е д е л а х 1 , 6 . . . 2 мм, при
чистовой — не б о л е е 0,8 мм на один о б о р о т ш п и н д е л я , п о п е р еч ­
н а я п о д а ч а — не б о л е е 1,2 мм на один о б о р о т ш п и н д е л я .
6. П р о в е р я ю т р а б о т у с т а н к а на х о л ос то м х о д у с о б р а б о т к о й
п р об н ы х д ет а л е й .
Н и ж е п р и в е д е н ы тех н и ч е ски е х а р а к т е р и с т и к и ц е н тро в ы х
т о к а р н ы х Т П -1, ТС 40 и ТС63, л о б о т о к а р н о г о T J I 3 0 - 1 и к р у г л о ­
п а л о ч н ы х К П А 2 0 -2 и К П А 50-1 стан ко в.
268
58. Ш л и ф о в а л ь н ы е с т а н к и
Ш л и ф о в а л ь н ы е с т а н к и п р е д н а з н а ч е н ы д л я ко н ечн о й о б р а ­
ботки и з д е л и я с ц е л ь ю в ы г л а ж и в а н и я п о верх н о сти д о ш е р о х о ­
в а т о ст и з а д а н н о г о к л а с с а , в ы р а в н и в а н и я п о в ер хн ости с д о в е д е ­
нием ее д о п л о с к о г о с о сто я н и я и к а л и б р о в а н и я на з а д а н н у ю
то лщ и н у . В к а ч е с т в е р е ж у щ е г о и н с тр у м е н т а и с п о л ь з у е т с я ш л и ­
ф о в а л ь н а я л е н т а.
Р а з л и ч а ю т ш л и ф о в а л ь н ы е с т ан к и четы рех о с н о вн ы х видов.:
у зк о к о л е н т о ч н ы е, ш и р о к о л е н т о ч н ы е , ц и л и н д р о в ы е и д и с к о в ы е.
Н аиболее распространены
узколенточные
ш лиф о­
в а л ь н ы е с т а н к и (рис. 123) с л ен то й ш ирин о й 8 0 . . . 350 мм,
н а т я н у т о й на д в у х или т р е х ш к и в а х . Они м огут б ы ть с п о д в и ж ­
ным и н е п о д в и ж н ы м с толом , к о н т а к т н ы м п р и ж и м о м , с во б о д н о й
л ен то й и к о н ве й ер н о й подачей.
С т а н к и с н е п о д в и ж н ы м с т оло м Ш л Н С (рис. 123, а ) п р е д н а з ­
н а ч е н ы д л я ш л и ф о в а н и я пл оски х д е т а л е й , в ы р а в н и в а н и я р а з ­
м е р ов и з а ч и с т к и у г л о в ы х соединений. П р и в о д л е н т ы о т в е д у ­
щ его ш к и в а , н а д к о т о р ы м з а к р е п л е н а п р и е м н а я в о р о н к а 1 д л я
отсоса пы ли. В е р х н я я ее к р о м к а 2 с л у ж и т у п ор ом д л я о б р а б а ­
ты ваем ой детали. Д ругой ш кив — натяж ной. Ш л и ф о в а л ь н а я
Технические характеристики токарных станков
ТП40-1
Высота центра над станиной, мм
400
Расстояние м еж ду центрами, мм
1600
Размеры детали, мм:
—
минимальная длина
. . .
диаметр ......................................
--Ч астота вращ ения шпинделей,
мин-1 .................................................... 200 . . . 2500
Число ступеней скорости шпин­
деля
....................................................
6
Скорость подачи, м/мин
. . .
—
У становленная мощность элек­
тродвигателей, к В т ........................
1,7
ТС40
ТС63
400
1600
630
1600
—
—
—
250 . . . 2500
135 . . . 250
9
Д о 7,5
8
—
1,7
3 ,2
П р о д о л ж е н
Высота центра над станиной, мм
Расстояние м еж ду центрами, мм
Размеры детали, мм:
минимальная длина
. . .
диаметр ......................................
Частота вращения ш пинделей,
мин- 1 ....................................................
Число ступеней скорости ш пин­
деля
....................................................
Скорость подачи, м/мин
. . .
Установленная мощность элек­
тродвигателей, к В т ........................
ТЛЗО-1
КПА-20-2
—
4000
__
---
1000
__
—
400
8 ...
Д о 338
5200
24
—
—
14,6
3,4
5
КПА50-1
25
450
20 . . . 50
5200
—
8; 12; 20
8 ,6
269
1
2 3
4
J
Рис. 123. Схемы ленточных шлифовальных станков:
а — с н еп о дви ж ны м столом ;
с кон вейерн ой п одач ей
б — с п о дви ж н ы м
столом ;
в — со свободн ой лентой ; г —
л е н т а 3 т ы л ь н о й стор он о й о п и р а е т с я на с т о л 4 с т а н к а , п о к р ы ­
ты й сукн ом или ф е тр о м . С т а н к и под обн о го т и п а м о гут б ы ть и
с в е р т и к а л ь н о р а с п о л о ж е н н о й лентой.
В стан ках с подвиж ны м столом и контактны м прижимом
Ш л П С (рис. 1 23 ,6) за г о т о в к и п о д а ю т с я в н а п р а в л е н и и , п е р ­
пендикулярном направлению движ ения шкурки. Контактный
п р и ж и м (у т ю ж о к ) 7 р а с п о л о ж е н по д в и ж е н и ю з а г о т о в к и и
у п р а в л я е т с я р у к о я т к о й 5. Ш л и ф о в а л ь н а я л е н т а 3 н а т я н у т а
м е ж д у д в у м я ш к и в а м и . Р а б о ч а я ветв ь ш л и ф о в а л ь н о й л е н т ы
п е р е м е щ а е т с я н а д п о д в и ж н ы м с т о лом 6, на ко т о р о м у с т а н о в ­
л е н а о б р а б а т ы в а е м а я д е т а л ь , по про д о л ьн о й и по перечной
л и н е й к а м . С т о л п е р е м е щ а е т с я вр у ч н у ю или от п н е в м о п р и в о д а
по н а п р а в л я ю щ и м . Р а б о ч и й у ч а с т о к ш л и ф о в а л ь н о й л е н т ы п р и ­
ж и м а е т с я к о б р а б а т ы в а е м о й п о вер хн о сти у т ю ж к о м . У т ю ж о к
м о ж е т б ы ть ко р о т к и м и д л и н н ы м . Д л и н а ко р о т к о го у т ю ж к а
м е н ь ш е д л и н ы (ш и р и н ы ) о б р а б а т ы в а е м о й д е т а л и , д л и н н о го
у т ю ж к а — б о л ь ш е р а з м е р а д е т а л и . Р а б о т а на с т а н к а х с к о р о т ­
ким у т ю ж к о м м а л о п р о и з в о д и т е л ь н а и у т о м и т е л ь н а д л я р а б о ­
чего, по э то м у их п р и м е н я ю т о б ы ч н о в м а л о с е р и й н о м п р о и з ­
водстве.
Д линн ы м и утю ж кам и (приж имными б ал к ам и ) оборудованы
у зк о л е н т о ч н ы е ш л и ф о в а л ь н ы е с т ан к и с ко н в е й е р н о й п одачей
Ш л П С - 9 и Ш л П С - 1 0 (рис. 124). О ни б о л е е с о в е р ш е н н ы и про270
Рис. 124. Схема ш лифовального станка Ш лПС-9 с
длинным утю ж ком
конвейерной
подачей
и
изво д и те л ьн ы , п р и м е н я ю т с я на м е б е л ь н ы х п р е д п р и я т и я х д л я
сухого ш л и ф о в а н и я п л а с т е й щ и т о вы х д е т а л е й и щ итов, о т д е ­
л а н н ы х п о л и э ф и р н ы м и л а к а м и . С т а н о к им еет д в е у з к и е ш л и ф о ­
в а л ь н ы е л е н т ы 3 и 4, д в и ж у щ и е с я н а в ст р е ч у д р у г д р у г у и и м е ю ­
щ и е п р и в о д ы от и н д и в и д у а л ь н ы х э л е к т р о д в и г а т е л е й 1. Л е н т ы
н а т я г и в а ю т с я на р а б о ч и х ш к и в а х с п о м о щ ь ю п н е в м а т и ч е с к и х
устройств. Д а в л е н и е в зо н е к о н т а к т а л е н т ы с за г о т о в к о й о б е с ­
п е ч и в а е т ся д л и н н ы м у т ю ж к о м 6, и м ею щ и м п н ев м оп р и в од .
М е ж д у у т ю ж к о м и ш л и ф о в а л ь н о й лентой на о т д е л ь н ы х ш к и в а х
12 н а т я н у т а п р о т е к т о р н а я л е н т а 11 с г л у б о к и м р и ф л е н и е м , б л а ­
г о д а р я чем у у м е н ь ш а е т с я износ л е н ты , п р е д о т в р а щ а е т с я б ы с т ­
рый ее н а г р е в при тр е н и и и з а б и в а н и е ш л и ф о в а л ь н о й пылью .
О ч и с тк а л е н т ы от пы ли п р о и зв о д и т с я в о зд у ш н ы м и ф о р с у н к а м и .
Ш л и ф у е м ы й м а т е р и а л п о д а е т с я л е н т о ч н ы м к о н в е й е р о м 7,
к о торы й состоит из т р а н с п о р т н ы х л ент, с м о н т и р о в а н н ы х на
ст о л е 9, п р и в о д и тс я в д в и ж е н и е от э л е к т р о д в и г а т е л я 5. Щ и т
п р и ж и м а е т с я к л е н т а м к о н в е й е р а р о л и к а м и 10.
Д л я п р е д о т в р а щ е н и я с о ш л и ф о в ы в а н и я пе р е д н е го и з а д н е г о
ребер щ и т а при его вх од е и в ы ход е м е х а н и зм п о д ъ е м а и о п у ­
с к а н и я у т ю ж к а с н а б ж е н п н е в м о ц и л и н д р о м 2, ко т о р ы й у п р а в л я ­
ется а в т о м а т и ч е с к и по к о м а н д а м конечного в ы к л ю ч а т е л я 8.
В нерабочем полож ении утю ж ок находится в поднятом поло­
ж ен ии. Щ и т при под хо де к первой л е н т е п еред н ей к р о м к о й н а ­
ж и м а е т на к о н т а к т н ы й р ол и к , с р а б а т ы в а е т кон ечн ы й в ы к л ю ­
ч ат е л ь и у т ю ж о к о п у с к а е т с я , п р и ж и м а я л е н т у к ш л и ф у е м о й
поверхн ости щ и т а. П р и про х о д е з а д н е г о р е б р а щ и т а р о л и к
о п у с к а е т с я и д а е т си г н а л на р е л е в р ем ени к п о д ъ е м у у т ю ж к а
до полного в ы х о д а щ и т а из-под ш л и ф о в а л ь н о й л енты . У т ю ж о к
271
г
д
е
Рис. 125. Функциональные схемы широколенточных станков:
а
с
и
е
— с ленточн ы м конвейером и вальц овы м к о н так то м ; б — то ж е , с у тю ж ко м ; в —
одним л ен то чн о -ш л и ф о вал ьн ы м а гр егато м и у тю ж ко м ; г — с ленточн ы м конвейером ;
утю ж ко м ; д — с одним лен то чн о -ш л и ф о вал ьн ы м а гр егато м и вал ьц овы м к он тактом ;
— ком бин ирован н ы й
в ы п о л н е н се кц и он н ы м , чтобы при о б р а б о т к е у зк о го щ и т а не
« з а в а л и в а т ь » его п р о д о л ь н ы е кром ки. В это м с л у ч а е впереди
устанавливается
несколько
к о н т а к т н ы х р о л и к о в , которы е,
в к л ю ч а ю т н е о б х о д и м ы е с екц ии п р и ж и м н о г о у с т р о й с тв а . С т а н о к
л е г к о в с т р а и в а е т с я в с т ан о ч н ы е л ини и п рох од н о го типа.
Широколенточные
шлифовальные
станки
Ш л К п ро хо д н о го т и п а (см. рис. 123, г) п р и м е н я ю т с я д л я о б ­
р а б о т к и п л а с т е й щ и т ов ы х д е т а л е й м е б е л и и пл ит при их п о д ­
г о т о в к е к о т дел ке. О ни в ы с о к о п р о и зв о д и т е л ь н ы и д а ю т вы с о ко е
к а ч е с т в о и то чн ость о б р а б о т к и . М е х а н и з м п од ачи 10 — к о н в е й ­
е рн ого типа, н а п р а в л е н и е подачи з а г о т о в к и — п р о т и в о п о л о ж н о е
д в и ж е н и ю ш л и ф о в а л ь н о й л е н т ы 3. Р а б о ч а я п о верхн о сть л е н т ы
у т ю ж к о м п р и ж и м а е т с я к о б р а б а т ы в а е м о й п ов ер хн о сти щ и та
по всей ш и р и н е л енты . Ш и р и н а л е н т ы в за в и с и м о с т и от м одели
с т а н к а 600 . . . 900 мм. З н а ч и т е л ь н а я ее д л и н а ( 2 6 0 0 . . 3800 мм)
о б е с п е ч и в а е т в ы с окую с тойкость и р або т о с п о со б н о с т ь. П р о и з в о ­
д и т е л ь н о с т ь ш и р о к о л е н т о ч н ы х с т а н к о в в 10 р а з вы ш е, чем у з к о ­
л е н т очн ы х, и в 2 . . . 3 р а з а вы ш е, чем ц и л и н д р о в ы х .
Н а рис. 125 п р и ве д е н ы ф у н к ц и о н а л ь н ы е с х е м ы ш и р о к о л е н ­
точн ы х с т а н к о в с в а л ь ц о в ы м и у т ю ж к о в ы м к о н т а к т а м и и к о м ­
б и н и р о в ан н ы е .
С т а н к и с в а л ь ц о в ы м к о н т а к т о м (рис.! 125, а, д) м огут бы ть
одно- и д ву ст оро н н и е , с в е р хн и м и н и ж н и м р а с п о л о ж е н и е м
лент. О ни п р е д н а з н а ч е н ы д л я ч ерн ового ш л и ф о в а н и я с в ы р а в ­
н и в а н и ем п л оско сти и к а л и б р о в а н и е м р а з м е р а по то лщ и н е.
272
У т ю ж к о в ы е (рис. 125, б, в, г) могут л и ш ь в ы г л а ж и в а т ь п о в е р х ­
ность с ч аст и ч н ы м ее в ы р а в н и в а н и е м . К о м б и н и р о в а н н ы е с т ан к и
(рис. 125, е) с о ч е т а ю т о б е техно л огии и м огут п р и м е н я т ь с я
для вы равнивания, калибровани я и вы глаж ивани я. Станки
им ею т д в а ш л и ф о в а л ь н ы х а г р е г а т а . П е р в ы й а г р е г а т с к о н т а к т ­
ным о б р е з и н е н н ы м в а л ь ц о м в ы р а в н и в а е т п л о ско с ть и к а л и б ­
рует д е т а л ь по то л щ и н е . В торой л е н т о ч н о - ш л и ф о в а л ь н ы й а г р е ­
г а т с п р и ж и м н о й б а л к о й (у т ю ж к о м ) в ы г л а ж и в а е т о б р а б о т а н ­
ную р а н е е поверхность.
С т ан к и , в ы п о л н е н н ы е по с х е м а м 125, а, б, г, е, с н а б ж е н ы
л енточн ы м к о н ве й е р о м 6, у с т а н о в л е н н ы м на п о д п р у ж и н е н н о м
ст о ле 7. Д е т а л ь 5 б а з и р у е т с я по ж е с т к и м б а л к а м 3 и р о л и к а м
4 и о б р а б а т ы в а е т с я о д ним или д в у м я ш л и ф о в а л ь н ы м и а г р е г а ­
т а м и с к о н т а к т н ы м и ш к и в а м и 2 или п р и ж и м н о й б а л к о й ( у т ю ж ­
ком) 8.
Во всех с х е м а х верх ни й ш ки в н а т я ж н о й , что п о з в о л я е т п о д ­
д е р ж и в а т ь п о стоя н н о е н а т я ж е н и е ш л и ф о в а л ь н о й л е н т ы 1 при
р аб о т е . Р а з н о т о л щ и н н о с т ь за г о т о в к и к о м п е н с и р у е т с я п о д п р у ­
ж и н е н н ы м столом . П р и пр охо д е з а г о т о в к и у д а л я ю т с я н е р о в ­
ности вы сотой 0,2 . . . 0,4 мм.
Н а с т а н к а х с о д ним л е н т о ч н о -ш л и ф о в а л ь н ы м а г р е га т о м ,
в ы п о л н е н н ы х по с х е м а м 125, в, д, ш л и ф у ю т н и ж н ю ю п л а с т ь
щ и та. Д е т а л ь б а з и р у е т с я н и ж н е й п л о с к о с т ью на о п о р н ы е б а л к и
3 и р о л и к и 4, а п о д а ч а о с у щ е с т в л я е т с я п о д п р у ж и н е н н ы м и в е р х ­
ними и о п о р н ы м и н и ж н и м и р о л и к а м и 9, 10.
В с п е ц и а л ь н ы х п р о и зв о д с т в а х ш и р о к о л е н т о ч н ы е с т а н к и п р и ­
м е н я ю т с я д л я к а л и б р о в а н и я Д С т П , Д В П , с т о л я р н ы х плит
в р а з м е р по то л щ и н е . В м е б е л ьн о м п р о и зв о д с т в е н а х о д я т п р и ­
м енени е ш и р о к о л е н т о ч н ы е
ш лифовальные
станки
Ш л К -8 ,
2 Ш л К А . Они р а з л и ч а ю т с я ш и р и н о й ш л и ф о в а л ь н ы х л е н т и к о н ­
с т р у к т и в н ы м и р а з м е р а м и . П р и м е н я ю т с я д л я ч истового сухого
ш л и ф о в а н и я п л а с т е й щ и т о в ы х д ет а л е й .
Н а рис. 126 п р е д с т а в л е н а ф у н к ц и о н а л ь н а я сх е м а ш и р о к о ­
л е н т о ч н о го ш л и ф о в а л ь н о г о с т а н к а Ш л К -8 .
Ш лифовальная
л е н т а 5, н а т я н у т а я на т р е х п р о р е зи н е н н ы х ш к и в а х 3 и 6, п р и ­
в од и тся в д в и ж е н и е от д в у х н и ж н и х ш к и в о в 3, п о л у ч а ю щ и х
в р а щ е н и е от э л е к т р о д в и г а т е л я 8 ч ерез р ем е н н у ю пер ед ачу .
Верхни й ш к и в — н а т я ж н о й и с н а б ж е н м е х а н и зм о м п о в о р о т а 7
в г о р и з о н т а л ь н о й плоскости, за счет чего ш л и ф о в а л ь н а я л е н т а
соверш ает осциллирую щ ее движ ени е в направлении, перпенди­
ку л я р н о м н а п р а в л е н и ю подачи. М е ж д у н и ж н и м и ш к и в а м и р а с ­
п о л о ж е н к о н т а к т н ы й п р и ж и м н о й у т ю ж о к 4, в нутри котор ого
н а х о д и т с я п н е в м а т и ч е с к а я к а м е р а со с ж а т ы м в о зд у х о м д л я
с о з д а н и я у с и л и я п р и ж и м а л е н т ы к по вер хн о сти и зд е л и я . В н е ­
р а б о ч е м со сто ян ии у т ю ж о к н а х о д и т с я в в е р х н е м п ол о ж ен и и ,
а при в хо д е т о р ц а д е т а л и в зо н у ш л и ф о в а н и я он а в т о м а т и ч е с к и
о п у с к а е т с я , с о з д а в а я ус и л и е п р и ж и м а . П р и в ы х о д е з а д н е г о
273
Рис. 126. Схема ш ироколенточного станка Ш лК-8 с конвейерным механиз­
мом подачи
т о р ц а из зо н ы ш л и ф о в а н и я у т ю ж о к с н о в а п о д н и м а е т с я , п р е ­
д о т в р а щ а я т а к и м о б р а з о м п е р е ш л и ф о в к у кром ок. О б р а б а т ы ­
в а е м а я д е т а л ь п о д а е т с я кон в е й е р о м 1, ко т о р ы й п р и в о д и тс я от
э л е к т р о д в и г а т е л я 11 ч ерез в а р и а т о р и р е м е н н у ю пе ре д а чу.
К о н в е й ер с м о н т и р о в а н в ст о ле 14, у с т ан о в л е н н о м на четы рех
ре е чн ы х с т о й к а х 21. Р е й к и со с т о л о м и к о н в ей е р о м п е р е м е щ а ­
ю тся по в ы с о те с п о м о щ ью р еечн ы х ш естерен, к о т о р ы е п о л у ­
ч аю т в р а щ е н и е о т м а х о в и к а ч ер ез ч ер в я ч н ы е пер е д а ч и . К о н ­
вейер, с о с то я щ и й из д в у х цепей 13 и д в у х п а р в е д у щ и х 12 и
в е д о м ы х н а т я ж н ы х 20 з в е зд о ч е к , п р и ж и м а е т о б р а б а т ы в а е м у ю
274
б
Рис. 127. Схемы многоцилиндровых шлифовальных станков с нижним (а) и
верхним (б) располож ением цилиндров
д е т а л ь к б а з и р у ю щ и м б а л к а м 9. К з в е н ь я м цеп ей п р и в е р н у т ы
м е т а л л и ч е с к и е п л а с т и н ы 16 с р е зи н о в ы м и н а к л а д к а м и 17. Д в и ­
ж е н и е цеп ей в ы р а в н и в а е т с я н а п р а в л я ю щ и м и 15. Н а с т о л е к о н ­
в е й ер а р а с п о л о ж е н п еред ний с т о л и к 19 с н а п р а в л я ю щ е й л и н е й ­
кой 18. Н а вход е и в ы х о д е ш л и ф о в а л ь н о г о а г р е г а т а у с т а н о в ­
л е н ы п р и ж и м н ы е р о л и к и 10, с о з д а ю щ и е фрикционную^ с в я з ь д е ­
т а л и с к о н в ей ер ом . О б р а б о т а н н а я п о в ер хн о сть о ч и щ а е т с я от
пы ли щ ет о ч н ы м в а л и к о м 2.
В цилиндровых
ш лифовальных
станках ш лиф овальная
ш к у р к а к р е п и т с я на ц и л и н д р а х д и а м е т р о м 2 8 0 . . . 300 мм и д л и ­
ной 750 . . . 2200 мм. Ш л и ф о в а л ь н ы й ц и л и н д р и его п р и в о д и з о б ­
р а ж е н ы на рис. 80.
Н а цилиндровы х ш ли ф овальн ы х стан ках помимо окон ча­
те льн о го ш л и ф о в а н и я щ и т о в ы х д е т а л е й в ы п о л н я ю т с я к а л и б р о ­
в а н и е и с н я т и е пр овесов в с о б р а н н ы х у з л а х . С т а н к и им ею т один
или три ш л и ф о в а л ь н ы х ц и л и н д р а , к о т о р ы е м огут р а с п о л а г а т ь с я
с в е р х у или с н и зу от н ос и т е л ьн о о б р а б а т ы в а е м о г о м а т е р и а л а .
Ф у н к ц и о н а л ь н ы е сх е м ы м н о г о ц и л и н д р о в ы х ш л и ф о в а л ь н ы х с т а н ­
ков п р и в е д е н ы на рис. 127. В с т а н к а х с н и ж н и м р а с п о л о ж е н и е м
ц и л и н д р о в 2 в к а ч е с т в е п о д а ю щ и х эл е м е н т о в и сп о л ьзу ю т с я
н и ж н и е и в е р х н и е п о д а ю щ и е в а л ь ц ы 4, а с т а н к и с верхни м
располож ением цилиндров 2 оборудованы подаю щ им конвейе­
ром 5. С т а н к и и м е ю т п р и ж и м н ы е р о л и к и 3, а на вы х о д у со ст о ­
роны о б р а б о т а н н о й поверх н ости щ ет о ч н ы е в а л и к и 1 д л я у д а л е ­
ния пыли. Н а всех с т а н к а х п о д а ч а м е х а н и ч е с к а я . А б р а з и в н а я
ш к у р к а н а м а т ы в а е т с я на ц и ли н д р с п р о к л а д к о й на его п о в е р х ­
ности из п о р о л о н а , ф е т р а , в о й л о к а или д р уго го м я г к о г о м а т е ­
р и а л а . Н а п е р вы й ц и л и н д р н а м а т ы в а е т с я к р у п н о з е р н и с т а я
ш к у р к а д л я ч ерн ового ш л и ф о в а н и я и в ы р а в н и в а н и я поверх275
Рис. 128. Дисковый шлифоваль­
ный станок с бобиной Ш лД Б-4
ности. З е р н и с т о с т ь ш к у р к и
вто ро го ц и л и н д р а с р е д н я я ,
что о б ес п е ч и в а е т у д а л е н и е
с л е д о в черн ов ого ш л и ф о в а ­
ния. Тр етий ц и л и н д р о с н а ­
щ ен м е л к о зе р н и с то й ш к у р ­
кой д л я п о л уч ения п о в е р х ­
ности
вы сокого
кач е с тв а .
К а ж д ы й ц и л и н д р им еет и н ­
д и в и д у а л ь н ы й пр и в о д от э л е к т р о д в и г а т е л я м о щ н остью 5 . . .
. . . 2 0 к В т и в р а щ а е т с я с частотой 1500 м ин- 1 . Д л я п о в ы ш е н и я
к а ч е с т в а ш л и ф о в а н и я и у м е н ь ш е н и я за с о р е н и я ш л и ф о в а л ь н о й
л е н т ы ц и л и н д р а м п р и д а е т с я осево е о с ц и л л и р у ю щ е е д в и ж е н и е
с ч астотой 100 м ин-1 и а м п л и т у д о й 6 . . . 10 мм.
В с л е д с т в и е о т н о с и т е л ьн о н е б о л ьш о й д л и н ы о к р у ж н о с т и ц и ­
л и н д р а про и с х о д и т б ы ст р о е за с о р е н и е ш л и ф о в а л ь н о й л енты ,
что пр и во д и т к с н и ж е н и ю к а ч е с т в а о б р а б о т а н н о й поверхности.
С т о й к о ст ь ш л и ф о в а л ь н о й ш к у р к и при т а к и х у с л о в и я х э к с п л у а ­
та ц и и н е в ы с о к а я .
Д и с к о в ы е ш л и ф о в а л ь н ы е с т ан к и п р е д н а з н а ч е н ы д л я ч ер н о ­
вого ш л и ф о в а н и я р а з л и ч н ы х д е т а л е й , с н я т и я п ро в есо в в с о б ­
р а н н ы х и зд ел и я х . Они не о б е с п е ч и в а ю т чистого ш л и ф о в а н и я ,
по э то м у н а х о д я т о г р а н и ч е н н о е пр и м ен е н и е в м еб е л ьн о м п р о и з ­
водстве. П р е и м у щ е с т в е н н о и с п о л ьзу ю т с я с т ан к и с в е р т и к а л ь ­
ным р а с п о л о ж е н и е м ш л и ф о в а л ь н о г о д и с к а (од ним или д в у м я ) .
С т а н о к (рис. 128) состоит из с т а н и н ы /, на к отор ой з а к р е п ­
л е н э л е к т р о д в и г а т е л ь 4, ш л и ф о в а л ь н ы е диски 3 и 5. Н а т о р ц е ­
вы х п о в е р х н о ст я х д и с к о в з а к р е п л я е т с я ш л и ф о в а л ь н а я ш к у р к а .
О б р а б а т ы в а е м ы й м а т е р и а л б а з и р у е т с я на столах* 2, 6, 8. Н е к о ­
т о р ы е с т а н к и ( Ш л Д Б ) им ею т д о п о л н и т е л ь н ы й ш п и н д е л ь с ш л и ­
ф о в а л ь н о й б обин ой 7 д л я ш л и ф о в а н и я в ы п у к л ы х и во гнуты х
п оверхн остей. Б о б и н а с о в е р ш а е т о с ц и л л и р у ю щ е е д в и ж е н и е .
Н а л а д к а ленто чн ы х ш л и ф о в а л ь н ы х с т ан к о в о с у щ е с т в л я е т с я
с л е д у ю щ и м о б р аз о м .
1. В ы б и р а ю т и у с т а н а в л и в а ю т ш л и ф о в а л ь н ы е л е н т ы . Н е л ь з я
и с п о л ь з о в а т ь н а д о р в а н н ы е , н е п р а в и л ь н о с к л е е н н ы е или о б р е ­
за н н ы е л енты . Н а т я ж е н и е л е н т ы о с у щ е с т в л я е т с я п е р е м е щ е н и е м
н еп рив одн ого ш к и в а . В е л и ч и н а н а т я ж е н и я л е н т ы д о л ж н а б ы ть
т а к о й , чтобы при л е г к о м н а ж и м е на нее с т р е л а п р о г и б а не п р е ­
в ы ш а л а 20 мм. П р а в и л ь н о с т ь н а б е г а н и я л е н т ы р е г у л и р у ю т п о ­
во рото м оси ш к и в а . 2. Р е г у л и р у ю т а м п л и т у д у с м е щ е н и я л енты
в с т а н к а х с о с ц и л л и р у ю щ и м д в и ж е н и е м л е н т ы путем п е р е с т а ­
новки д а т ч и к о в а в т о м а т и ч е с к о й си стем ы о с ц и л л я ц и и . 3. У с т а ­
276
н а в л и в а ю т сто л по вы соте, п о д н и м а я его т а к и м о б р а з о м , чтобы
з а з о р м е ж д у л е н т о й и о б р а б а т ы в а е м о й п о в ер хн о ст ью б ы л 2 0 . . .
30 мм. 4. У с т а н а в л и в а ю т б о к о вы е и т о р ц е в ы е у п о р ы на ст о ле
с т а н к а по р а з м е р у о б р а б а т ы в а е м о й д е т а л и . И х в ы с о т а д о л ж н а
б ы ть м ен ьш е т о л щ и н ы д е т а л и . 5. У с т а н а в л и в а ю т х о д сто ла,
р а в н ы й ш и р и н е о б р а б а т ы в а е м о г о щ и т а. 6. С к о р о ст ь п е р е м е щ е ­
ния с т о л а и у с и л и е п р и ж и м а л е н т ы в ы б и р а ю т в за в и с и м о с т и
от зе р н и с то с т и ш к у р к и , п оро д ы д р ев ес и н ы и у с л о в и й ш л и ф о в а ­
ния. 7. П р о в е р я ю т р а б о т у с т а н к а на х о л ос то м ход у с о б р а б о т ­
кой п р о б н ы х д е т а л е й .
Н а л а д к а ц и л и н д р о в ы х ш л и ф о в а л ь н ы х с т ан к о в о с у щ е с т в л я ­
ется с л е д у ю щ и м о б р а з о м .
1.
Выбор и устан овка ш лифовальной шкурки. Л исты ш курки
п о д б и р а ю т по зе р н и с то с т и в за в и с и м о с т и от усл о ви й ш л и ф о в а
ния, о б р а б а т ы в а е м о г о м а т е р и а л а и н о м е р а ш л и ф о в а л ь н о г о
ц и л и н д р а . Н а в и в к а ш к у р к и м о ж е т б ы ть с п и р а л ь н о й или ц и л и н д ­
рической в за в и с и м о с т и от к о н с тру к ц и и ц и л и н д р а . П о с л е у с т а ­
новки ш к у р к и ц и л и н д р ы п р о в о р а ч и в а ю т вручную , чтоб ы у б е д и ­
т ься в их сво б о д н о м в р а щ е н и и . 2. У с т а н о в к а ц и л и н д р о в на т о л ­
щ и н у с н и м а е м о г о сл оя. Н а с т р а и в а ю т ц и л и н д р ы и п р и ж и м н ы е
Технические характеристики шлифовальных станков
ШлПС-5П
Размеры обрабатываемой дета­
ли, мм:
длина .....................................
ширина
.................................
Число шлифовальных агрегатов
шт..........................................................
Скорость резания, м/с
. . .
Наибольшая скорость подачи
м / м и н ...............................................
Частота осцилляций, мин-1 .
Установленная мощность, кВт
Масса, т ...............................................
ШлПС-7
ШлПС-9
ШлПС-10
ШлПС-
2000
900
2000
900
2000
850
1200
1200
1
25
1
25
2
25
2
25
3
25
14
—
4,8
0,62
24
—
32,3
3,5
24
—
24,3
3,0
28
—
4,0
0,6
—
47,7
5,2
П р о д о л ж е н !
Размеры обрабатываемой дета­
ли, мм:
длина
......................................
ширина
......................................
Число шлифовальных агрегатов
Скорость резания, м/с
. . .
Наибольшая скорость подачи
м / м и н ...............................................
Частота осцилляций, мин-1
Установленная мощность, кВт
Масса, т ...............................................
ШлК-8
ШЛЗЦ12-2
ШЛЗЦ12-3
350
850
450
1250
450
1250
—
1
3
21
3
21
2
38
25
24
35
11,7
2,9
16
16
НО
110
33,9
6,8
32,6
6,0
ШлДБ
_
140
7,0
1,1
277
э л е м е н т ы по к о м п л е к т у ш аб л о н о в , р а з л и ч а ю щ и х с я величиной
с о ш л и ф о в ы в а е м о г о слоя. 3. П р и н а л и ч и и н и ж н и х п о д а ю щ и х
в а л ь ц о в у с т а н о в к а их ц и л и н д р и ч ес к и х о б р а з у ю щ и х в ы ш е р а б о ­
чей п оверх н ости с т о л а на ве л и ч и н у 0 1 . . . 0,2 мм. 4. У с т а н о в к а
с т о л а по в ы со те в за в и с и м о с т и от з а д а н н о й т о л щ и н ы о б р а б а ­
т ы в а е м о г о щ и т а. Г р у б а я н а с т р о й к а в ы п о л н я е т с я м е х ан и ч ески м
п р и во дом , т о ч н а я — вручную . П о л о ж е н и е с т о л а к о н т р о л и р у ю т
по от с ч е т н о м у устро йству. 5. У с т а н о в к а н ео б х оди м о й скор ости
п о д а ч и в за в и с и м о с т и от т о л щ и н ы с н и м а е м о г о слоя, з е р н и ­
стости ш к у р к и , степени ее з а т у п л е н и я и т р е б у е м о й ш е р о х о в а ­
тости. 6. П р о в е р к а р а б о т ы с т а н к а на х о л о с то м х о д у и о б р а ­
б о тк а п р о б н ы х д е т а л е й .
Контрольные вопросы
1. Каково назначение фуговальных, рейсмусовых и четырехсторонних
станков? 2. Какие технологические операции м ож но выполнять на ф резер­
ных станках? 3. Каковы конструктивные особенности шлифовальных стан­
ков? 4. В каких случаях применяются дисковые шлифовальные станки?
5. Как осущ ествляется обработка заготовок на токарных станках? 6. Как
производится наладка рейсмусовых станков?
Г л а в а 12. СТАНКИ ДЛ Я ОБРАБОТКИ ЗАКРЫТЫХ
ПОВЕРХНОСТЕЙ
59. Ш и п о р е зн ы е с т а н к и
Ш ипорезны е станки предназначены д ля ф орм ирования ш и ­
пов и п р о у ш и н на к о н ц а х д е т а л е й при с б о р к е из них р а м о ч н ы х
к о н с тр у к ц и й или с к л е и в а н и я по длине. П о ви д у ш ипов (рис.
129) и в ы п о л н я е м ы х при этом о п е р а ц и й ш и п о р е зн ы е с т ан к и
р а з д е л я ю т на три т и п а : д л я ф о р м и р о в а н и я р а м н ы х , я щ и ч н ы х
или з у б ч а т ы х шипов.
Ш ипорезны е станки для формирования рам ного шипа. П р и
ф о р м и р о в а н и и р а м н о г о ш и п а в ы п о л н я е т с я р я д о п е р ац и й : т о р ­
ц о в к а б р у с к а д и с ко во й пилой; ф о р м и р о в а н и е щ е ч е к и п л е ч и ­
ков; в ы р е з к а проуш ин . Ф о р м и р о в а н и е щ еч е к и п л еч и ков п р о ­
и зв о д и т с я ц и л и н д р и ч ес к и м и ф р е з а м и по с х е м а м п оп еречного
или т о р ц е в о г о ф р е з е р о в а н и я .
П р и и с п о л ь з о в а н и и с х е м ы с п оп ереч ны м ф р е з е р о в а н и е м
(рис. 129, б) д л я в ы р а б о т к и ш и п а т р е б у е т с я п я ть ш п ин дел ей,
а при н е о б х о д и м о с ти в ы б о р а п р о у ш и н ы у с т а н а в л и в а е т с я ш естой
ш п и н д е л ь с п р о у ш е ч н ы м д и с ко м 5. З а г о т о в к а 1 т о р ц у е т ся пилой
2 на з а д а н н у ю д ли ну . Д в е ц и л и н д р и ч е с к и е ш и п о р е зн ы е гол овки
3 ф о р м и р у ю т ш ип по т о л щ и н е и его щ ечки, а п од сечн ы е г о ­
л о в к и 4 — п л еч и ки ш и п а. П р и и с п о л ь з о в а н и и с х е м ы с т о р ц е в ы м
ф р е з е р о в а н и е м (рис. 129, в) д л я ф о р м и р о в а н и я ш и п а д о с т а ­
278
в
в
Рис. 129. Схема выработки шипов на шипорезных станках:
а — способы выработки шипов; 6 — функциональная схема рамного шестишпиндельногошипорезного станка; в — функциональная схема рамного трехшпиндельного станка
точно т р е х ш п и н д е л е й . Щ е ч к и и плечики ш и п а ф о р м и р у ю т с я
д в у м я ц и л и н д р и ч е с к и м и д и с к о в ы м и ф р е з а м и 6. Д л я вы б о р к и
проушины необходимо установить дополнительный ш пиндель
с п р о у ш еч н ы м д иском . Н а р е з а н и е р а м н ы х ш ипов м о ж е т п р о и з ­
во д и т ь с я ко н и ч е ск и м и ф р е з а м и и пи лам и .
Ш и п о р е з н ы е с т а н к и м огут б ы ть одно- и д ву сто ро н н и е. Н а
д в у ст о р о н н и х с т а н к а х з а один п р ох од ш ип н а р е з а е т с я с обоих
кон цо в за г о т о в к и . Ч и с л о ш п и н д е л е й на т а к и х с т а н к а х в 2 р а з а
б о льш е, чем на о д н о с то р о н н и х т ого ж е вида.
Н а с т а н и н е 1 о д н ос торо н н е го ш и п о р е зн о го с т а н к а (рис.
130, а ) Ш 0 1 6 - 4 , в ы п о л н е н н о й в вид е ко л о н н ы , с м о н т и р о в а н ы 4
с у п п о р т а и о п о р н а я б а л к а 15 с н а п р а в л я ю щ и м и 13 и 16 и п р и ­
во д о м м е х а н и з м а п о д ачи 6. Н а с у п п о р т а х у с т а н о в л е н ы э л е к т р о ­
д в и г а т е л и с у д л и н е н н ы м и р о т о р а м и , на в а л а х к о то ры х конс о л ь н о установлены! п и ль н ы й д и с к 9, д в е ш и п о р е з н ы е ц и л и н д р и ­
ч ес к и е д и с к о в ы е ф р е з ы 10 и п р о р е з н а я д и с к о в а я ф р е з а 12.
С у п п о р т ы п е р е м е щ а ю т с я хо д о в ы м и в и н т а м и И и им ею т д в у х ­
к о о р д и н а т н у ю си ст е м у н астро й к и . О б р а б а т ы в а е м а я з а г о т о в к а
б а з и р у е т с я на ст о л е 8 с п о м о щ ью н а п р а в л я ю щ е й л и н е й ки 5
и у п о р а 2, р а с п о л о ж е н н ы х на к а р е т к е 4. З а г о т о в к а ф и к с и р у е т с я
г и д р о з а ж и м а м и 7. Д л я п р е д о т в р а щ е н и я ск о л о в на в ы х о д е р е ­
ж у щ е г о и н с тр у м е н т а м е ж д у н а п р а в л я ю щ е й л и н е й к о й и з а г о т о в ­
кой у с т а н о в л е н п од п ор н ы й б р у со к 3. С т а н о к р а б о т а е т по ц и к ­
л о п р о х о д н о й схеме.
В о зв р а т н о -п о с т у п а т е л ь н о е п е р е м е щ е н и е
к а р е т к и о б е с п е ч и в а е т с я ги д р о п р и в о д о м с б е с ст у п е н ч а т ы м р е г у ­
л и р о в а н и е м с ко ро сти в д и а п а з о н е 2 , 5 . . . 1 5 м/мин. К а р е т к а с з а ­
готовкой п е р е м е щ а е т с я по д в ум н а п р а в л я ю щ и м в д о л ь р е ж у щ и х
279
инструм ентов, с о в е р ш а я р а б о ч и й х о д с з а д а н н о й ско ро стью ,
о с т а н о в к а р е т к и в к р а й н е м л ев о м п о л о ж е н и и д л я с ъ е м а и з а ­
гр у зк и д е т а л и . К а р е т к а п р и в о д и тс я в д в и ж е н и е в т у л о ч н о -р о л и ­
ковой цепью 14 от г и д р о ц и л и н д р а ч ерез гид р о у с и л и т е ль .
Г и д р о п р и в о д (рис. 1 3 0 ,6 ) р а б о т а е т с л е д у ю щ и м о б р а з о м .
В исходном п о л о ж е н и и к а р е т к и к у л а ч о к 2 в о зд е й с тв у е т на к о ­
нечный в ы к л ю ч а т е л ь В К 2 , кото ры й в к л ю ч а е т р а с п р е д е л и т е л ь
Р2. М а с л о от н а с о с а ч ер ез о б р а т н ы й к л а п а н К 0 2 и р а с п р е д е ­
л и т е л ь Р 2 с л и в а е т с я в б ак. П р е д о х р а н и т е л ь н ы й к л а п а н К П
р а б о т а е т в п е р е л и в н о м р е ж и м е . Д а в л е н и е в с и стем е о т с у т с т ­
вует, и ш токи ги д р о ц и л и н д р о в Ц 2 з а ж и м а детали) отведены .
П р и в кл ю ч е н и и кнопки « П о д а ч а » р а с п р е д е л и т е л ь Р 2 о т к л ю ­
ч ается , а р а з г р у з о ч н ы й к л а п а н К П п е р е к р ы в а е т с я . Д а в л е н и е
в г и д р о с и с т ем е в о з р а с т а е т , с р а б а т ы в а ю т г и д р о ц и л и н д р ы Ц 2
з а ж и м а и о д н о в р е м е н н о н а п о р н а я л и н и я ч ерез р е г у л я т о р Р П
и р а с п р е д е л и т е л ь Р1 с о е д и н я е т с я с п о рш н е в ой по л о с т ью г и д р о ­
ц и л и н д р а Ц1. З а счет р а зн о с т и эф ф е к т и в н ы х п л о щ а д е й п о р ш ­
невой и ш ток ов ой пол остей пр ои с х о д и т р а б о ч и й ход к а р е т к и .
П р и п е р е м е щ ен и и ш т о к а -р ей к и Z1 ч ерез с и с т е м у з у б ч а т ы х пе­
р е д а ч Z 2 , Z3, Z4 п р и во ди тс я во в р а щ е н и е з в е з д о ч к а 6, на к о т о ­
рую н а д е т а в т у л о ч н о - р о л и к о в а я цепь с з а к р е п л е н н ы м и на к а ­
р е т к е кон ц ам и .
В кон ц е р а б о ч е г о х о д а к а р е т к и к у л а ч о к 1 н а ж и м а е т на к о ­
нечный в ы к л ю ч а т е л ь В К 1 , кото ры й в к л ю ч а е т р а с п р е д е л и т е л ь
280
Рис. 130. О дно­
сторонний
шипо­
резный
станок
Ш 016-4 для рам ­
ных шипов:
а — общий вид; б —
гидрокинематическая
Р1, и м а с л о из п о рш н е в ой по л о сти г и д р о ц и л и н д р а Ц1 с л и в а е т с я
в б ак. П р о и с х о д и т хо л остой ход, и к а р е т к а в о з в р а щ а е т с я в ис­
ход ное п о л о ж ен и е . В ко н це хо лостого х о д а кулачок: 2 в к л ю ч а е т
В К 2 , ко т о р ы й в свою о ч еред ь в к л ю ч а е т р а с п р е д е л и т е л ь Р2.
М а с л о из н а п о р н о й м а г и с т р а л и через К 0 2 и Р 2 идет на слив.
Д а в л е н и е в с и стем е с н и ж а е т с я , з а ж и м ы о с в о б о ж д а ю т д е т а л ь .
Р а б о ч и й ц и к л з а к а н ч и в а е т с я , и д л я его по в т о р е н и я тр е б у е т с я
п о в т о р н о е н а ж а т и е кн о пк и «П уск».
В д в у ст о р о н н и х ш и п о р е зн ы х с т а н к а х и с п о л ь з у ет с я п р о х о д ­
ной метод о б р а б о т к и . Р а м н ы й д в у сто ро н н и й с т а н о к (рис. 131)
281
Рис. 131. Двусторонний шипорезный станок для нарезания рамного шипа
п р е д н а з н а ч е н д л я о б р а б о т к и р а м н ы х ш ипо в и п ро уш и н о д н о ­
в р е м е н н о с обеих сторон б р у с к о в ы х д е т а л е й . С т а н и н а с т а н к а
в ы п о л н е н а в в и д е р а м ы , на котор ой р а з м е щ е н ы д в е колон ки.
П р а в а я к о л о н к а н е п о д в и ж н а я , л е в а я м о ж е т п е р е м е щ а т ь с я по
н а п р а в л я ю щ и м с т а н и н ы при н а с т р о й к е на з а д а н н у ю дли ну. Н а
к а ж д о й к о л о н к е с м о н т и р о в а н ы супп орты : п и льны й 1, проуш ечный 2 и по д в а ш и п о р е зн ы х 3. К а ж д ы й с у п п о р т им еет т р е х к о ­
о р д и н а т н у ю си с т е м у н астро й к и . К о н в е й ер н ы й м е х а н и зм подачи
в ы п о л н е н в вид е д в у х п а р а л л е л ь н ы х ко н в е й е р н ы х цеп ей 4, п р и ­
в о д и м ы х в д в и ж е н и е в а л о м 7 от э л е к т р о п р и в о д а 13 ч ер е з р е д у к ­
тор 12 и цеп ную п е р е д а ч у 11. И с п о л ь з у е т с я э л е к т р о д в и г а т е л ь
по стоянного т о к а м о щ н о с ть ю 1,5 кВт.
С к о р о ст ь п о д а ч и р е г у л и р у е т с я б ес ст у п е н ч а т о в д и а п а з о н е
1 , 5 . . . 16 м/мин. Н а п л а с т и н ч а т ы х ц е п ях м е х а н и з м а подачи
у с т ан о в л е н ы с з а д а н н ы м ш а г о м уп оры 8. М а т е р и а л п р и ж и м а ­
ется к к о н в е й е р н ы м ц е п я м д в у м я р е м н я м и 5, на к о т о р ы е в о з ­
д е й с тв у ю т п о д п р у ж и н е н н ы е р о л и к и 6. П р и в о д п р и ж и м н ы х р е м ­
ней о с у щ е с т в л я е т с я от в е д у щ е г о в а л а 7 ч ер е з ш ес т е р н и 10 и
к а р д а н н у ю п е р е д а ч у 9. Н а с т а н к е м о ж н о о б р а б а т ы в а т ь д е т а л и
д ли н ой 2 0 0 . . . 2 8 0 0 мм. З а г р у з к а с т а н к а п р о и зв о д и т с я вру ч н у ю
или с и с п о л ь з о в а н и е м м а г а з и н а .
Ш ипорезные станки для ящ ичного щ ипа м огут б ы ть о д н о ­
ст о р о н н и е и д в устор он н и е. О д н о с то р о н н и е ст ан к и , о б ы чн о в е р ­
т и к а л ь н о й ком п о н ов ки , р а б о т а ю т по ц и к л о п р о х о д н о й схеме.
Д в у с т о р о н н и е с т ан к и г о р и зо н т а л ь н о й к о м п о н о вк и р а б о т а ю т по
про хо д ной схеме.
Ш и п о р е зн ы й о д н о с то р о н н и й с т а н о к Ш П К - 4 0 (рис. 132)
п р е д н а з н а ч е н д л я ф р е з е р о в а н и я п р я м ы х и з у б ч а т ы х (к л и н о ­
вы х) шипов. Н а ж е с т к о й литой с т ан и н е 9 р а с п о л о ж е н г о р и з о н ­
т а л ь н ы й ш п и н д е л ь 11, в р а щ а ю щ и й с я в п о д ш и п н и к о в ы х о п о р а х
2. Р е ж у щ а я г о л о в к а ш п и н д е л я д л я у д о б с т в а м о н т а ж а им еет две
пиноли: на одной из них м о н т и р у ю тс я 12 ф р е з с п р о с т а в о ч н ы м и
к о л ь ц а м и , на д р у г о й — 13 ф р ез. П и н о л и со ед и н е н ы з у б ч а т ы м и
м у ф т а м и и з а ж и м а ю т с я г а й к а м и . Ш п и н д е л ь п р и в о д и т с я во в р а ­
щ ен и е от э л е к т р о д в и г а т е л я 12, у с т а н о в л е н н о г о на станине,
через к л и н о р е м е н н у ю п е ред ачу. Н а с т а н и н е им ее т с я п ер ед ний
упор 7 д л я р е г у л и р о в к и вы соты ш и п а или г л у б и н ы п р оу ш и н ы
до 50 мм.
С т о л с т а н к а 8 литой к о н с тр у к ц и и п е р е м е щ а е т с я по н а п р а в ­
л я ю щ и м с т а н и н ы г и д р о ц и л и н д р о м 10. Н а ст о л е у с т а н о в л е н ы
д в а б о ко в ы х у п о р а 3 д л я н а с т р о й к и р а з м е р а к р а й н е й п р о ­
уш ины . Д л я б е з о п а с н о с т и р а б о т ы р е ж у щ а я го л о в к а в и с х о д ­
ном п о л о ж ен и и п ол н остью п е р е к р ы в а е т с я по в ер х н о ст ью стола.
Заго то вка при ж и м ается к рабочем у столу стан ка приж имны ми
б а ш м а к а м и 6, с м о н т и р о в а н н ы м и на ст о л е н а д в у х с т о й к а х 4.
П р и ж и м ы у п р а в л я ю т с я г и д р о ц и л и н д р а м и Ц 2. Ц и л и н д р ы Ц 2 и
Ц1 п р и ж и м а и п о д ъ е м а с т о л а р а б о т а ю т от г и д р о а г р е г а т а 1,
283
7
Рис. 132. Шипорезный станок Ш ПК-40:
а — общий вид; 6 — гидрокинематическая схема
р а с п о л о ж е н н о г о на л е в о й с тор он е стан и н ы . К н о п очн ое у п р а в л е ­
ние с т а н к а р а з м е щ е н о на п у л ьт е 5. С п о м о щ ью э л е к т р о б л о к и ­
ро вки и с к л ю ч а е т с я с л у ч а й н ы й пуск при см е н е и н стр ум ен та.
Ц и к л р а б о т ы с т а н к а п о л у а в т о м а т и ч е с к и й . У с т а н о в к а и съ е м з а ­
го то вок п р о и з в о д я т с я вручную , о с т а л ь н ы е о п е р а ц и и ц и к л а в ы ­
п о л н я ю т с я а в т о м а т и ч е с к и по к о м а н д е с п у л ьта.
Н а с т а н к е м о ж н о о б р а б а т ы в а т ь д е т а л и ш ирин о й до 400 мм
при п р я м о м ш ипе и до 110 мм при к л и н о в о м (зу б ч а т о м ) шипе.
Т о л щ и н а о б р а б а т ы в а е м о г о и зд е л и я 8 . . . 100 мм. М о ж н о н а р е ­
з а т ь п р я м о й ш ип д л и н о й 50 мм и к л и н о в ы й — 10 мм. Н а и б о л ь ­
ш а я ск о р о с т ь р а б о ч е г о х о д а с т о л а р е г у л и р у е т с я — 6 м/мин.
Д л я о б р а б о т к и я щ и ч н ы х ш ипов л а с т о ч к и н хвост в м е б е л ь ­
ном п р о и зв о д с т в е п р и м е н я ю т ш и п о р е зн ы е с т ан к и т и п а Ш Л Х .
О б р а б о т к а ш ипов о с у щ е с т в л я е т с я 25 к о н ц е в ы м и кон ическим и
ф р е з а м и з а о д ин цикл.
Н а л а д к а о д н о с то р о н н и х ш и п о р е зн ы х с т а н к о в д л я ф о р м и р о ­
в а н и я р а м н ы х ш ипов п р о в о д и т с я с л е д у ю щ и м о б р а з о м .
1.
П р о в е р я ю т и у с т а н а в л и в а ю т р е ж у щ и й ин струм ент. Н а
с т а н к а х и сп о л ьзу ю т пл о с ки е к р у г л ы е пи лы с п р о ф и л е м зу б а
д л я по п ер еч но го р а с п и л и в а н и я , д и с к о в ы е п а з о в ы е ф р е з ы и ш и ­
п о р е зн ы е г о л о вки — д л я то р ц о в о го или по п ер еч но го ф р е з е р о в а 284
ния. У с т а н а в л и в а ю т и н с тр у м е н т на с т а н к е с учетом н а п р а в л е ­
ния в р а щ е н и я .
2.
У с т а н а в л и в а ю т у п ор н ую л и н е й к у на к а р е т к е с т а н к а п е р ­
п е н д и к у л я р н о н а п р а в л е н и ю п е р е м е щ ен и я . 3. Д л я п р е д о т в р а щ е ­
ния ск о л о в на в ы х о д ф р е з ы у с т а н а в л и в а ю т н а упорн ой л и н е й к е
под п о рн ы й б р у с о к из т в е р д о й д р евеси ны . П р и в ы р а б о т к е ш ипов
с д в у х сторон д е т а л и на п р а в о м кон ц е по д п орн о го б р у с к а з а ­
к р е п л е н ы н е п о д в и ж н ы й и о т ки д н о й упо ры . П р и ф р е з е р о в а н и и
ко с о у го л ьн ы х ш ипов и с п о л ьзу ю т с п е ц и а л ь н ы й ш а б л о н , ра б о ч и е
г р а н и ко т о р о го в ы п о л н е н ы под з а д а н н ы м углом . 4. У с т а н а в л и ­
в а ю т р а б о ч и е ш п и н д е л и с р е ж у щ и м ин стр у м е н т о м по э т а л о н у
из т в е р д о й д р е в е с и н ы в р а б о ч е м п ол о ж ен и и . Э т а л о н б аз и р у ю т
на р а б о ч е й поверхн ости к а р е т к и , пл отно п р и ж и м а я к п о д п о р ­
н о м у б р уску. П о л о ж е н и е р е ж у щ и х и н с тр у м е н т о в р е г у л и р у ю т по
в ы соте и в г о р и зо н т а л ь н о й плоскости. 5. У с т а н а в л и в а ю т в р а б о ­
чее п о л о ж е н и е п р и ж и м н ы е э л е м е н т ы т а к , чтоб ы их р а б о ч и е п о ­
в ерхно сти бы ли на 2 . . . 3 мм н и ж е вер хней п о верх н ости з а г о ­
товки. 6. П о л о ж е н и е м кон ечн ого в ы к л ю ч а т е л я р е г у л и р у ю т в е л и ­
чину х о д а к а р е т к и . 7. У с т а н а в л и в а ю т нео б х о д и м у ю с к ор ость
подачи. 8. П р о в е р я ю т р а б о т у с т а н к а на х о л ос то м х о д у с п р о ­
пу ск о м п р об н ы х д е т а л е й . П о л у ч е н н ы й ш ип (пр о у ш и н у ) с р а в ­
нивают с эталоном. Равном ерность толщ ины и параллельность
р а с п о л о ж е н и я ш и п а и п р о у ш и н ы по о т н о ш ен и ю к б а з о в о й п о ­
ве рх н о с т и б р у с к а не д о л ж н ы п р е в ы ш а т ь 0,1 мм на д л и н е
100 мм.
Н а л а д к а д в у с т о р о н н и х ш и п о р е зн ы х с т а н к о в д л я ф о р м и р о в а ­
ния р а м н ы х ш ипов п р о в о д и т с я в с л е д у ю щ е й п о с л е д о в а т е л ь ­
ности.
1. П р о в е р я ю т и у с т а н а в л и в а ю т р е ж у щ и й ин с тр у м е н т т а к же,
к а к на од но с то р о н н и х с т а н к а х . 2. Р е г у л и р у ю т п о л о ж е н и е п а р ­
ных у по ро в т а к и м о б р а з о м , чтобы п е р е д н я я г р а н ь за г о то в к и ,
б а з и р у ю щ а я с я по ним, б ы л а п е р п е н д и к у л я р н а н а п р а в л е н и ю
п е р е м е щ е н и я цепи. Д о п у с к а е м а я ве л и ч и н а н е п е р п е н д и к у л я р ности — 0,3 мм на д л и н е 1000 мм. Р е г у л и р о в а н и е п р о и зв о д и т с я
н а л а д о ч н ы м у ст р о й с тв о м на п р а в о м т у е р е т яго в о й цепи. И н д и ­
видуальн ая н а л а д к а упора осущ ествляется регулировочным
винтом, в в е р н у т ы м в зве н о цепи. 3. У с т а н а в л и в а ю т п о д в и ж н у ю
к о л о н к у на з а д а н н ы й р а з м е р д ет а л и , в к л ю ч а я э л е к т р о д в и г а ­
т е л ь п е р ем е щ ен и я . Т о ч н а я у с т а н о в к а п р о и зв о д и тся вручную .
4. Д л я п р а в и л ь н о г о о р и е н т и р о в а н и я д е т а л и с л е в о й сторо ны
у с т а н а в л и в а ю т у п ор н ую л и н е й к у т а к , что б ы л е в а я п и л а о т р е ­
з а л а п р и п у с к не б о л е е 5 . . . 10 мм. 5. Р е г у л и р у ю т п о л о ж е н и е
п р и ж и м н ы х б а л о к т а к, что б ы и с к лю ч и ть п е р е м е щ е н и е з а г о ­
т о вки о т н о с и т е л ьн о б а з о в ы х поверхн остей в п р о ц ессе о б р а ­
ботки. Р а б о ч у ю п ов е рх н ость б а л о к о п у с к а ю т на 2 . . . 3 мм н и ж е
в ерхн ей по вер хн о сти за г о т о в к и . 6. У с т а н а в л и в а ю т н еоб хо ди м ую
с к о р о с т ь п о д ачи в за в и с и м о с т и от р а з м е р о в в ы р а б а т ы в а е м ы х
285
ш ипов и п о род ы д рев е с и н ы . 7. П р о в е р я ю т р а б о т у с т а н к а на
х о л о с то м х о д у и о б р а б а т ы в а ю т п р о б н ы е д е т а л и с кон тр о л е м
р а з м е р о в п ол уч ен н ы х ш ипо в и и зд е л и я .
Технические характеристики шипорезных станков
Ш016-4
ЩД10-8
Размеры заготовки, мм:
д л и н а ..............................................................................
—
2200
ш и р и н а ...........................................................................................400 750
толщина (высота п а к е т а ) ........................................................ 150 75
Размер шипа, мм:
д л и н а .............................................................................
160
100
глубина п р о у ш и н ы ....................................................
160
100
ширина проушины
...............................................
125
100
Число шпинделей, шт.:
пильных (диаметр пил 400 м м ) ..........................
1
2
проушечных (диаметр 350 мм)
..........................
1
2
шипорезных (диаметр 236 мм)
..........................
2
4
Скорость подачи, м/мин
................................................
15
16
Частота вращения шпинделей, мин-1 ...................... 3000
3000
Установленная мощность электродвигателей, кВт
12,7
20,7
ШД10-9
2200
700
75
100
100
100
'
2
2
4
16
3000
22,5
Продолжение
ШД16-8
Размеры заготовки, мм:
д л и н а .............................................................................
ш и р и н а .........................................................................
толщина (высота п а к е т а ) .......................................
Размер шипа, мм:
д л и н а .............................................................................
глубина проушины
...............................................
ширина проушины
...............................................
Число шпинделей, шт.:
пильных (диаметр пил 400 м м ) ..........................
проушечных|(диаметр1350 мм)
..........................
шипорезных,(диаметр 236 мм)
..........................
Скорость подачи, м/мин
...............................................
Частота вращения шпинделей, мин-1 ......................
Установленная мощность электродвигателей, кВт
3000
200
150
160
160
125
2
2
4
16
3000
24,5
ШПК-40
Не менее 250
400/110*
100
50/10*
—
—
—
Ножевой вал
6
3000
12,1
* В числителе — при нарезании прямого шипа, в знаменателе — при нарезании
зубчатого шипа.
Н а л а д к а о д но сто р о н них ш и п о р езн ы х с т а н к о в д л я ф о р м и р о ­
ван и я я щ и ч н ы х ш ипов пр о в о д и т с я в с л еду ю щ ей п о с л е д о в а т е л ь ­
ности.
1.
У с т а н а в л и в а ю т р е ж у щ и й инструмент. К о м п л е к т н а с а д ­
ных ф р е з с о б и р а ю т вне с т а н к а на о п р а в к е с н а б о р о м п р о м е ­
ж у т о ч н ы х колец. З у б ь я ф р е з р а с п о л а г а ю т по о к р у ж н о с т и со
см е щ е н и е м в ер ш и н на 1 0 . . . 30°. О п р а в к у с на б о р о м ф р е з у с т а ­
н а в л и в а ю т на ш пин дел ь, п р е д в а р и т е л ь н о сняв подш ипни к, з а ­
к р е п л я ю т гайкой, после чего у с т а н а в л и в а ю т съ е м н ы й п о д ш и п ­
ник. 2. У с т а н а в л и в а ю т н а п р а в л я ю щ у ю л и н е й к у перпендику286
л я р н о оси ш п и н д е л я т а к , чтоб ы у к р о м к и д е т а л и ф о р м и р о в а л с я
ш ип ( п р о у ш и н а ) ш ирин ой, р а в н о й п о л о в и н е т о л щ и н ы о сновн ого
ш и п а. 3. У с т а н а в л и в а ю т г и д р а в л и ч е с к и е п р и ж и м ы на высоте,
о б е с п е ч и в а ю щ е й н о р м а л ь н у ю з а г р у з к у и съ е м о б р а б о т а н н ы х
д е т а л е й . Р е к о м е н д у е т с я з а з о р м е ж д у в ер хн ей п о ве р хн о ст ью
за г о т о в к и и п р и ж и м о м 10 мм. 4. С к о р о ст ь п е р е м е щ е н и я ст о л а
в ы б и р а ю т в за в и с и м о с т и от р а з м е р о в за г о т о в к и и в и д а о б р а б а ­
т ы в а е м о г о м а т е р и а л а . 5. П р о в е р я ю т р а б о т у с т а н к а на хол остом
хо д у с о б р а б о т к о й п ро б н ы х д е т а л е й .
60. Сверлильные станки
С т а н к и п р е д н а з н а ч е н ы д л я в ы р а б о т к и к р у г л ы х о тв е рсти й
в т о р ц а х и п л а с т я х б р у ск о в ы х и щ и т о в ы х д е т а л е й . О ни могут
б ы ть одно- и м н о г о ш п и н д е л ьн ы м и , в е р т и к а л ь н ы м и и г о р и з о н ­
тальными.
Однош пиндельны е сверлильные станки б ы в а ю т в е р т и к а л ь ­
н ы е и г о р и зо н т а л ь н ы е , с р учной и м е х а н и з и р о в а н н о й подачей.
С т а н о к с ручной по д а ч е й С В П - 2 (рис. 133) им еет с т а н и н у
11, на к о л о н н е к отор ой у с т а н о в л е н п о д в и ж н ы й к р о н ш т е й н 10,
п е р е м е щ а ю щ и й с я по в ы с о те с п о м о щ ью реечн ого м е х а н и з м а
при п о во ро те м а х о в и ч к а 9. Н а кон соли к р о н ш т е й н а с м о н т и р о ­
в а н стол 3 с з а ж и м н ы м м е х а н и зм о м 4. С т о л м о ж е т п е р е м е ­
щ а т ь с я в г о р и зо н т а л ь н о й пл оско сти при пово ро те м а х о в и ч к а 2,
что п о з в о л я е т п р о и зв о д и т ь в ы б о р к у п р о д о л ь н ы х г н е зд к о н ц е ­
в ы м и ф р е за м и . Н а в ер хн ей ч асти кол он н ы с м о н т и р о в а н ш п и н ­
д е л ь 5 п и но л ьно го т и п а , п р и во д и м ы й во в р а щ е н и е от э л е к т р о ­
д в и г а т е л я 8 ч ерез р ем е н н у ю пер ед ачу . Ш к и в ы рем е н н о й п е р е ­
д ач и ступ е н ч а ты е , что п о з в о л я е т у с т а н а в л и в а т ь ч ас т о т у в р а щ е н и я
ш п и н д е л я 3000 и 6000 мин-1 . Н а н и ж н е м кон це ш п и н д е л я
и м е е т с я ц а н го в ы й п а т р о н д л я у с т а н о в к и с в е р л а или кон цевой
ф р е зы . О п у с к а н и е и п о д ъ е м ш п и н д е л я о с у щ е с т в л я ю т с я р у к о я т ­
кой 6 или п е д а л ь ю 1 через си с т е м у р ы ч а г о в 7. О б р а б а т ы в а е м а я
з а г о т о в к а у с т а н а в л и в а е т с я на с т о л е 3 и ф и к с и р у е т с я э к с ц е н т р и ­
к о вы м з а ж и м о м 4.
С т а н к и с м е х а н и ч е с к о й по д а ч ей и м ею т ус т р о й с тв о д л я м е х а ­
нического н а д в и г а н и я ш п и н д е л я и п н е в м о з а ж и м ы .
М ногош пиндельны е сверлильные с т ан к и м огут б ы ть с г р у п ­
п о вы м и и н д и в и д у а л ь н ы м при водо м , в е р т и к а л ь н ы е и г о р и з о н ­
тальные. Н а стан ках с индивидуальным электроприводом для
у м е н ь ш е н и я р а с с т о я н и й м е ж д у осям и с в е р л и с п о л ь з у ю т н а с а д ­
ные м н о г о ш п и н д е л ь н ы е головки. С т а н к и с и н д и в и д у а л ь н ы м п р и ­
водом и с п о л ь з у ю т д л я в ы с в е р л и в а н и я о т в е р ст и й р а зл и ч н о г о
д и а м е т р а в за в и с и м о с т и от у с т а н о в л ен н ы х на ш п и н д е л я х
св е р л . Ш и р о к о п р и м е н я ю т с я п н е в м а т и ч е с к и е ш п и н д е л и с и н ­
д и в и д у а л ь н ы м у п р а в л е н и е м , вы п о л н е н н ы е к а к а г р е г а т н ы е с и л о ­
вы е головки.
287
Рис. 133. Вертикальный сверлильный станок СВП-2 с ручной подачей
М н о г о ш п и н д е л ь н ы е с т а н к и с в о з м о ж н о с т ь ю п о во ро та осей
ш п и н д е л е й из г о р и з о н т а л ь н о г о п о л о ж е н и я в в е р т и к а л ь н о е н а ­
зы ваю тся у н и в е р с а л ь н ы м и .
С т а н к и с гр у п п о в ы м п р и во д о м д л я в ы р а б о т к и о тв е рсти й под
ш к а н т ы на п л а с т и или в т о р ц е д е т а л и н а з ы в а ю т с я п р и с а ­
дочными.
Они п р е д н а з н а ч е н ы д л я с в е р л е н и я о тверстий
одного д и а м е т р а с л и н е й н ы м р а с п о л о ж е н и е м свер л . Д л я с в е р ­
л е н и я г р уп п ов ы х о т в е р ст и й н а п л а с т и и с п о л ьзу ю т в е р т и к а л ь н ы е
п р и с а д о ч н ы е с т а н к и , д л я с в е р л е н и я о тв е рсти й в т о р ц е и к р о м к е
д е т а л и — г о р и з о н т а л ь н ы е одно- или д в у ст о р о н н и е стан ки . М огу т
б ы ть и в е р т и к а л ь н о - г о р и з о н т а л ь н ы е п р и с а д о ч н ы е стан ки .
Н а рис. 134 д а н а с х е м а в е р т и к а л ь н о -г о р и з о н т а л ь н о г о с в е р ­
л и л ь н о -п р и с а д о ч н о г о с т а н к а с и н д и в и д у а л ь н ы м п р и в одо м м н о ­
г о ш п и н д е л ьн ы х г о р и з о н т а л ь н ы х 5 и в е р т и к а л ь н ы х 8 с в е р л и л ь ­
ных головок.
С т а н о к р а б о т а е т по п о зи цио н но -пр ох од но й схеме. В ци кл
р а б о т ы в х о д и т з а г р у з к а , о с т а н о в к а д е т а л и на пози ции о б р а288
Рис. 134. Схема многошпиндельного вертикально-горизонтального сверлильно­
присадочного станка
ботки и в ы г р у з к а . О б р а б а т ы в а е м а я д е т а л ь (щ и т) 9 п о д а е т с я
в зо н у о б р а б о т к и л е н т о ч н ы м к о н ве й е р о м 1. Б л а г о д а р я н а л и ч и ю
ш а р н и р н о й п од в ески т о л к а т е л е й 7 в о з м о ж е н с в о б о д н ы й п р охо д
д е т а л и . П о с л е пр о х о д а под т о л к а т е л я м и ко н вейер о п у с к а е т с я ,
щ ит о п у с к а е т с я на п р о д о л ь н ы е б а л к и 2, а т о л к а т е л и 7 ш т о ­
к а м и п н е в м о ц и л и н д р о в 3 д о ж и м а ю т д е т а л ь до у п о р о в 4, у п р а в ­
л я е м ы х п н е в м о ц и л и н д р а м и . С р а б а т ы в а е т боково й упор 11, п р и ­
ж и м а ю щ и й щ и т к л и н е й к е 6, а б а ш м а к и 10 п р и ж и м а ю т щ ит
к б а л к а м 2. З а т е м б о к о в ы е з а ж и м ы о п у с к а ю т с я и в к л ю ч а е т с я
м е х а н и зм н а д в и г а н и я с в е р л и л ь н ы х г о л о в о к 5, 8 по т е х н о л о г и ­
ческой сх е м е о б р а б о т к и . П о с л е о б р а б о т к и у п о р ы 4 и б а ш м а к и
10 п о д н и м а ю т с я своим и п н е в м о ц и л и н д р а м и , при этом в к л ю ч а ­
ется конвейер и т р а н с п о р т и р у е т щ и т на вы гру зку.
С т а н о к д л я з а д е л к и сучков. Д л я п о в ы ш е н и я к а ч е с т в а д о со к
и б р у ск о в пр о в о д и т с я в ы с в е р л и в а н и е сучков и з а д е л к а п о л у ­
ч а ю щ и х с я о тв е рсти й на с в е р л и л ь н о м с т а н к е С В С А -2 (рис. 135).
С т а н о к состоит из ст ан и н ы 1 с в е р т и к а л ь н ы м и н а п р а в л я ю щ и м и ,
по к отор ы м п е р е м е щ а е т с я ш п и н д е л ь н ы й б л о к 8, п р е д н а з н а ч е н ­
ный д л я р а з м е щ е н и я ш п и н д е л я 3 в ы с в е р л и в а н и я с учк а, к л е е ­
в п р ы с к и в а ю щ е г о у с т р о й с т в а 4, ш п и н д е л я 5 д л я и зг о т о в л е н и я
про б ки и з а б и в к и ее в о твер стие, пр и водн ого и к у л а ч к о в о г о в а ­
лов. Ш п и н д е л и п р и в о д я т с я во в р а щ е н и е от э л е к т р о д в и г а т е л я
289
Рис. 135. Станок для заделки сучков СВСА-2
м о щ н о с тью 2,8 кВ т, р а з м е щ а е м о г о в стан и н е, ч ере з к л и н о р е м е н ­
ную пе ре д а чу .
Чуг-унный стол 7 п о д н и м а е т с я и о п у с к а е т с я м а х о в и ч к о м 9.
Д л я с д у в а н и я с т р у ж к и при с в е р л е н и и ч ер е з сопло 2 п о д в о д и тся
в о зд у х от в е н т и л я т о р а . О б р а б а т ы в а е м о е и зд е л и е у с т а н а в л и в а ­
е тся н а ст о ле и п р и ж и м а е т с я у с т р о й с тв о м 6, к о т о р о е у п р а в л я ­
е т ся к у л а ч к о м от р а с п р е д е л и т е л ь н о г о в а л а .
Ш п и н д е л ь 3 в ы с в е р л и в а е т сучок, а ш п и н д е л ь 5 с п у с т о т е ­
л ы м с в е р л о м и з г о т а в л и в а е т из п л а н к и п р о б к у и у с т а н а в л и в а е т
ее в п о д г о т о в л е н н о е о тверстие. П е р е м е щ е н и е ш п и н д е л е й о с у ­
щ е с т в л я е т с я о т к у л а ч к о в о г о в а л а . П е р е д у с т а н о в к о й про б ки
с т ен к и о т в е р ст и я с м а з ы в а ю т с я к л е е м с п о м о щ ью к л е е в п р ы с к и ­
в а ю щ е г о у с т р о й с т в а 4, п л у н ж е р кото ро го у п р а в л я е т с я к у л а ч к о ­
вым валом и пружиной. Клей находится в резервуаре станка.
Р а с п р е д е л и т е л ь н ы й к у л а ч к о в ы й в а л н а ч и н а е т р а б о т а т ь при н а ­
ж а т и и на п е д а л ь , а п р е к р а щ а е т свою р а б о т у а в т о м а т и ч е с к и
посл е з а д е л к и о т в е р с т и я , и с у п п о р т в о з в р а щ а е т с я в исходное
п о л о ж ен и е.
Техническая характеристика сверлильного станка СВСА-2
Размеры высверливаемых отверстий и устанавливаемых пробок, мм
диаметр
...................................................................................................
толщина
...................................................................................................
Частота вращения шпинделя, мин-1 ....................................................
Н аибольш ая толщина обрабатываемого материала, м м .................
Рабочий цикл, с
...........................................................................................
290
25; 35
6 ; 9; 18
2860
150
4
Н аладк а однош пиндельны х вертикальных сверлильных стан ­
ков п р о в о д и т с я в с л е д у ю щ е й п о с л ед о в ат е л ьн о с т и .
1. В ы б и р а ю т и у с т а н а в л и в а ю т р е ж у щ и й и н стру м ент. Тип
с в е р л а , кон цевой ф р е з ы в ы б и р а ю т в за в и с и м о с т и от д и а м е т р а
с в е р л е н и я и н а п р а в л е н и я с в е р л е н и я о т н ос и т ел ьн о во л о ко н д р е ­
весины. К р е п я т с в е р л о в п ат р о н е , ко т о р ы й у с т а н а в л и в а ю т на
ш пин деле.
2. У с т а н а в л и в а ю т стол по в ы соте т а к, чтоб ы р а с с т о я н и е от
р е ж у щ е г о и н с тр у м е н т а до о б р а б а т ы в а е м о й п оверх н ости в к р а й ­
нем вер хнем п о л о ж е н и и ш п и н д е л я бы ло 20 мм. 3. П р и с в е р ­
л ении гл ухи х о т в е р ст и й у с т а н а в л и в а ю т о г р а н и ч и т е л ь х о д а
ш п и н д е л я на гл у б и н у св е р л ен и я . 4. В за в и с и м о с т и от х а р а к ­
т е р а в ы п о л н я е м ы х р а б о т у с т а н а в л и в а ю т в с о о т в ет с т в у ю щ е е п о ­
л о ж е н и е н а п р а в л я ю щ у ю л и н е й ку , у п о р ы или ш а б л о н . 5. У с т а ­
н а в л и в а ю т и р е г у л и р у ю т п р и ж и м . 6. П р о в е р я ю т р а б о т у с т а н к а
и д е л а ю т п р о б н ы е о т в ер ст и я . О т к л о н е н и е п е р п е н д и к у л я р н о с т и
оси о т в е р ст и я и б аз о в о й п оверх н ости д о п у с к а е т с я не б о л е е
0,15 мм на д л и н е 100 мм.
Н аладку присадочны х сверлильных станков п р о в о д я т в с л е ­
д у ю щ е й п о с л е д о в ат е л ь н о с т и .
1. В ы б и р а ю т и у с т а н а в л и в а ю т с в е р л а . С в е р л а м огут б ы ть
о б ы чн о го т и п а или с р е з ь б о в ы м х в о с т о в и к о м и у с т а н о в к о й под
ключ. Р е з ь б а м о ж е т б ы ть л е в а я или п р а в а я . В ы б о р с в е р л а з а ­
висит от н а п р а в л е н и я в р а щ е н и я ш п и н д е л я . П р и в р а щ е н и и
ш п и н д е л я по ч ас о в о й с т р е л к е у с т а н а в л и в а ю т с в е р л а с л е во й
р езь б о й и н а о б ор от. 2. У с т а н а в л и в а ю т в н у ж н о е п о л о ж е н и е
с в е р л и л ь н ы е ш п и н д е л и с о г л а с н о р а с п о л о ж е н и ю о т в е р ст и й в дет а л е . 3. Р е г у л и р у ю т п р и ж и м н ы е у с т р о й с т в а , п о л о ж е н и е н а п р а в ­
л я ю щ и х л и н е е к б а з о в ы х упор ов и у с т а н а в л и в а ю т о гр а н и ч и т е л и
г л у б и н ы с в е р л ен и я . 4. У с т а н а в л и в а ю т с к о р о с т ь п од ачи в з а в и с и ­
м ости от д и а м е т р а с в е р л е н и я и о б р а б а т ы в а е м о г о м а т е р и а л а
в п р е д е л а х 0 , 2 . . . 1,5 м/мин.
61. Сверлильно-фрезерны е станки
Станки предназначены д ля выборки в деревянны х детал ях
с к р у г л е н н ы х гл ухих или с к в о зн ы х гнезд. В ка ч е с тв е р е ж у щ е г о
и н с тр у м е н т а и с п о л ь з у ю т к о н ц е в ы е ф р е зы . С в е р л и л ь н о - ф р е з е р ­
н ы е с т а н к и м огут б ы ть одно- и м н о го ш п и н д е л ьн ы е , к о т о р ы е в ы ­
п у с к а ю т с я по з а к а з у к а к с п е ц и а л ь н ы е . В м е б е л ьн о м п р о и з в о д ­
ств е п р и м е н я ю т одно- и д в у ст о р о н н и е о д н о ш п и н д е л ь н ы е стан ки .
П о ко м п о н о в к е они б ы в а ю т в е р т и к а л ь н ы е и г о р и з о н т а л ь н ы е
(рис. 136).
О д н о ш п и н д е л ь н ы е в е р т и к а л ь н ы е с т а н к и (рис. 136, а ) по к о н ­
с т р у к ц и и а н а л о г и ч н ы с в е р л и л ь н ы м , р а з л и ч а ю т с я они н а п р а в л е ­
нием п е р е м е щ е н и я с т о л а и п р и м е н я е м ы м и н стру м ен том . П е р е ­
м е щ е н и е с т о л а о с у щ е с т в л я е т с я м а х о в и ч к о м , но м о ж е т б ы ть
291
е
Рис. 136. Схемы сверлильно-фрезерных станков:
а — вертикальный с ручной подачей; б — горизонтальный с качательным движением
суппорта; в, г — с горизонтальным прямолинейным перемещением суппорта; д, е —
с качательным движением шпинделя при использовании шарнирно-реечного механизма
м е х а н и з и р о в а н о с у с т а н о в к о й пневмо- или г и д р о п р и в о д а . С т а н к и
и с п о л ь з у ю т с я в н е б о л ь ш и х п р о и зво д с т в а х .
П р и р а б о т е с т а н к а с к а ч а т е л ь н ы м д в и ж е н и е м с у п п о р та
(рис. 1 3 6 ,6 ) осевую п о д а ч у о с у щ е с т в л я е т стол с за го то в к о й .
П р и т а к о й к и н е м а т и к е на у зк и х с т е н к а х г н езд а п о я в л я ю т с я
з у б ч а т ы е неровн ости с ш аг о м , р а в н ы м ве л и ч и н е п о д ачи на одно
к а ч а н и е с у п п о р т а ш п и н д е л я . Д н о г н е зд а им е ет с т р е л у в о гн у ­
тости у, в ел и ч и н а к отор ой за в и с и т от д л и н ы / г н е зд а и р а д и у с а
к а ч а н и я R:
y = № R.
(155)
Н е р о в н о с т и на б о ко в ы х с т а н к а х г н е зд а и в о гн уто сть дна,
х о т я и м а л ы по величине, но в се -та к и с н и ж а ю т проч ность с о е ­
д и нени я. Д л я с о в р е м е н н ы х с т а н к о в х а р а к т е р н а п р я м о л и н е й н а я
т р а е к т о р и я по п ер еч но го п е р е м е щ е н и я ш п и н д е л я (рис. 136, в, г,
д, е ) , при кото ро й иск л ю ч е н ы н е д о с т а т к и п р е д ы д у щ е й схем ы ,
292
Рис. 137. Двусторонний сверлильно-фрезерный станок СВПГ-2
у п р о щ а е т с я н а с т р о й к а с т а н к а на з а д а н н ы й р а з м е р д л и н ы п а з а ,
п о в ы ш а е т с я к а ч е с тв о п р о д у к ц и и и п р о и зв о д и т е л ь н о с т ь п р о ­
цесса. Р а з л и ч и е п р е д с т а в л е н н ы х схем з а к л ю ч а е т с я в к о н с т р у к ­
тивны х
о со б е н н о с т ях
поперечного п е р е м е щ е н и я
шпинделя.
В с т а н к а х по с х е м а м в и г с у п п ор т ш п и н д е л я п е р е м е щ а е т с я по
п л оски м или п р и з м а т и ч е с к и м н а п р а в л я ю щ и м , а в с т а н к а х по
с х е м а м д н е су п п о р т отсу тству ет, а ш п и н д е л ь с о в е р ш а е т к а ч ат е л ь н о е д в и ж е н и е с п о м о щ ь ю ш а р н и р н о - р ы ч а ж н о г о м е х а н и зм а .
Э ти м е х а н и з м ы х а р а к т е р и з у ю т с я вы соко й т о чн остью и н а д е ж ­
ностью, просто то й т е хн и ч еско го о б с л у ж и в а н и я и м е н ьш е й м а с ­
сой. М е х а н и з м по с х е м е д им еет под весну ю к он струк ц и ю , а по
схеме е — лям бдообразн ую . В ращ ательн ое движ ени е ш пинделя
о с у щ е с т в л я е т с я от э л е к т р о д в и г а т е л я ч ерез р е м е н н у ю п е ред ачу .
Р е г у л и р о в а н и е д л и н ы п а з а п р о и зв о д и тс я и зм ен ен и ем вел и ч и н ы
р а д и у с а к р и в о ш и п а . З а ж и м за г о т о в к и на ст о л е и о сево е п е р е ­
м е щ е н и е с т о л а — п н е в м а т и ч е с к и й или г и д р а в л и ч е с к и й .
Н а рис. 137 и з о б р а ж е н д в у ст о р о н н и й о д н о ш п и н д е л ь н ы й го­
р и з о н т а л ь н ы й с в е р л и л ь н о - ф р е з е р н ы й с т а н о к С В П Г -2 . Он имеет
д в а р а б о ч и х с т о л а 15, п е р е м е щ а ю щ и х с я в в е р т и к а л ь н о м и п р о ­
д о л ь н о м н а п р а в л е н и я х . П р о д о л ь н о е п е р е м е щ е н и е по н а п р а в ­
л я ю щ и м 14 о б е с п е ч и в а е т с я п н е в м о ц и л и н д р а м и 4. В е р т и к а л ь н о е
пе р е м е щ е н и е при н а л а д к е о с у щ е с т в л я е т с я ч ер в я ч н о -в и н то в ы м
м е х а н и зм о м 16. З а г о т о в к и у с т а н а в л и в а ю т с я н а с т о л а х и ф и к с и ­
ру ю тся п н е в м о п р и ж и м а м и 3. В ы с о ко о б о р о т н ы й ш п и н д е л ь 1
с д в у м я п а т р о н а м и 2 с м о н т и р о в а н на л я м б д о о б р а з н о й ш а р н и р ­
н о -р ы ч а ж н о й с и с т ем е 5 и п р и в о д и тс я во в р а щ е н и е от э л е к т р о ­
д в и г а т е л я 7 ч ерез п л о ск о р е м е н н у ю п е р е д а ч у 13. Ч а с т о т а в р а ­
293
щ е н и я — д о 104 м ин-1 . В о зв р а т н о -п о с т у п а т е л ь н о е п р я м о л и н е й ­
ное д в и ж е н и е ш п и н д е л я о б е с п е ч и в а е т с я ш а р н и р н о - р ы ч а ж н о й
с и стем ой от к р и в о ш и п н о -ш а т у н н о г о м е х а н и з м а , с о с т о я щ е г о из
кр и в о ш и п н о го б а р а б а н а 9 и ш а т у н а 12. Б а р а б а н я в л я е т с я в е ­
д о м ы м ш ки в о м к л и н о р ем е н н о г о в а р и а т о р а 8, к о торы й о б е с п е ­
ч и в а е т и зм е н ен и е ч и с л а к а ч а н и й ш п и н д е л я в д и а п а з о н е 1 5 0 . . .
300 м и н -1.
И зм е н е н и е а м п л и т у д ы к а ч а н и я ш п и н д е л я , а с л е д о в а т е л ь н о ,
и д л и н ы п а з а , п р о и зв о д и т с я у с т ан о в к о й п о л зу н а 11 на т р е б у е ­
мый р а д и у с м а х о в и ч к о м 6 ч ер е з угл ово й р ы ч а г 10 б ез о с т а ­
новки с т ан к а . П р и с в е р л ен и и о тв е рсти й п о л зу н к р и в о ш и п а у с т а ­
н а в л и в а е т с я по ц е н тр у б а р а б а н а 9.
Н а с т а н к е м о ж н о о б р а б а т ы в а т ь п а з ш ир ин ой до 16 мм,
г луби ной 90 мм и д ли н ой 125 мм. Н а и б о л ь ш а я с ко р о с т ь ст о л а
3 м /мин.
Ц и к л р а б о т ы с т а н к а п о л у а в т о м а т и ч е с к и й . З а г о т о в к а на с т о ­
л а х у с т а н а в л и в а е т с я по у п о р а м . З а ж и м , р аб о ч и й ход, в о з в р а т
в исх од ное п о л о ж е н и е , о с в о б о ж д е н и е з а ж и м о в п р о и с х о д я т а в т о ­
м ати чески.
Н аладку сверлильно-ф резерны х
(п азовал ьн ы х)
станков
п р о в о д я т в с л е д у ю щ е й п о с л е д о в ат е л ь н о с т и .
1.
В ы б и р а ю т и у с т а н а в л и в а ю т р е ж у щ и й ин стр ум ент. В з а в и ­
с и м ости от ш и р и н ы г н езд а и с п о л ь з у ю т одно, двух- и т р е х р е з ц о ­
вые к о н ц ев ы е ф р е зы . Ф р е зы к р е п я т в ц а н го в о м п атр он е. В с л е д ­
с т в и е неточности и зго т о в л е н и я ц ан го в ы х п а т р о н о в в о зн и к а е т
б и е н и е ф р е з ы и ш и р и н а п а з а у в е л и ч и в а е т с я на 0 , 1 . . . 0 , 2 мм.
Р а д и а л ь н о е б и ение п о сад очн о й ш ей ки ш п и н д е л я д о п у с к а е т с я
д о 0,04 мм. 2. У с т а н а в л и в а ю т стол по вы соте, п о д н и м а я его
вручную . П о л о ж е н и е с т о л а о п р е д е л я е т с я р а с с т о я н и е м в ы б и р а е ­
м ого п а з а до б а з о в о й по вер хн ости при о б р а б о т к е . Х од ст о л а
при ра б о ч е й по д а ч е у с т а н а в л и в а ю т по гл у б и н е п а за . В и с х о д ­
ном п о л о ж е н и и р а с с т о я н и е м е ж д у ф р е зо й и за г о т о в к о й д о л ж н о
б ы ть 20 мм. 3. У с т а н а в л и в а ю т а м п л и т у д у и ч ас т о т у к а ч а н и я .
А мплитуда качания определяет длину п аза и регулируется из­
м енени ем в е л и ч и н ы р а д и у с а к р и в о ш и п а по ш к а л е на н а п р а в ­
л я ю щ е й (с т а н о к С В П А -2 ) или пово рото м м а х о в и ч к а (ста н о к
С В П Г - 2 ) . У с т а н а в л и в а ю т упор, ф и к с и р у ю щ и й п о л о ж е н и е одного
т о р ц а д е т а л и на столе. Г и д р а в л и ч е с к и м р е г у л я т о р о м (с та н ок
СВ41А-2) или поворо том м а х о в и ч к а ( С В П Г - 2 ) у с т а н а в л и в а ю т
т р е б у е м у ю ч ас т о т у к а ч а н и я . 4. У с т а н а в л и в а ю т п р и ж и м ы по в ы ­
с о т е т а к , чтоб ы з а з о р м е ж д у ними и д е т а л ь ю б ы л 5 . . . 6 мм.
Н е с л е д у е т р а с п о л а г а т ь п р и ж и м ы с б о л ь ш и м вы л е то м . 5. С к о ­
р ость п од ачи с т о л а у с т а н а в л и в а ю т в п р е д е л а х 0 , 5 . . . 1,5 м/м ин
в за в и с и м о с т и от д и а м е т р а ф р е з ы и т в ер дости о б р а б а т ы в а е м о г о
м а т е р и а л а . 6. О п р о б ы в а ю т р а б о т у с т а н к а на хол остом ходу
с о б р а б о т к о й п ро б н ы х д ет а л е й . Р а в н о м е р н о с т ь ш и р и н ы п а з а
д о л ж н а с о о т в е т с т в о в а т ь 11 . . . 13-м к в а л и т е т а м . Д о п у с к а е т с я не294
п а р а л л е л ь н о с т ь п л а с т и п а з а и б азо в о й п оверх н ости д е т а л и
0,15 мм на 100 мм д ли ны . Ш е р о х о в а т о с т ь о б р а б о т а н н о й п о в е р х ­
ности д о л ж н а б ы ть не б о л е е 200 мкм.
62. Д о л б е ж н ы е с т ан к и
С т а н к и п р е д н а з н а ч е н ы д л я в ы б о р к и п р я м о у г о л ь н ы х г н езд
в и з д е л и я х из д р е в е с и н ы д л я ш и п о в ы х соеди нени й и у с т ан о в к и
ф урнитуры. В качестве реж ущ его инструмента наиболее ш и­
р о к о п р и м е н я ю т ф р е з е р н ы е цеп очки и г н е зд о в ы е ф резы .
Ф р е з е р н ы е цепочки у с т а н а в л и в а ю т на ц е п н о д о л б е ж н ы х
с т а н к а х и а г р е г а т н ы х г о л о в к ах . Ц е п н о е ф р е з е р о в а н и е в ы п о л н я ­
ется з у б ь я м и цепи, п е р е м е щ а ю щ е й с я по д угово й т р а е к т о р и и .
К а ж д ы й з у б с р е з а е т с т р у ж к у ц и к л о и д а л ь н о й ф о р м ы при р а д и ­
а л ь н о й подаче. Д л я п о л у ч е н и я п а з а б о л ьш е й д л и н ы д о б а в л я ­
ется б о к о в а я п о д ач а . П о р а с п о л о ж е н и ю д о л б е ж н ы х ( ф р е з е р ­
ных) ц е п оче к р а з л и ч а ю т в е р т и к а л ь н ы е и г о р и з о н т а л ь н ы е ц е п ­
н о д о л б е ж н ы е ст ан к и , одно- и м ного ш п и н д е л ьн ы е . В е р т и к а л ь н ы е
с т а н к и п р и м е н я ю т д л я ф р е з е р о в а н и я г н е зд на ш и р о к и х п о в е р х ­
ностях щ и т о в ы х и р а м о ч н ы х д е т а л е й , а т а к ж е на б о к о в ы х по­
в е р х н о с т я х бр уск о в. Г о р и з о н т а л ь н ы е с т а н к и и с п о л ь з у ю т п р е ­
и м у щ е с тв е н н о д л я в ы р а б о т к и г н е зд на у зк и х г р а н я х щ итов и
р а м о к.
Н а рис. 138, а п о к а з а н в е р т и к а л ь н ы й о д н о ш п и н д е л ь н ы й с т а ­
нок Д Ц А - 4 . С т а н о к состоит из чугунной с т а н и н ы 3 к о р о б ч ат о й
ф о р м ы , с т о л а 5, с у п п о р та 7, р е ж у щ е й г ол ов ки 8, г и д р о э л е к т р о ­
о б о р у д о в а н и я и п р и ж и м а 6. С п еред и ст ан и н ы им ею тся н а п р а в ­
л я ю щ и е д л я в е р т и к а л ь н о г о п е р е м е щ е н и я с у п п о р та 7 г и д р о ц и ­
л и н д р о м , у с т а н о в л е н н ы м внутри стан и н ы . С то л с в е р т и к а л ь н о й
плитой 4 у с т а н а в л и в а ю т на н а п р а в л я ю щ и х к р о н ш т е й н а, по к о ­
т о р ы м он п е р е м е щ а е т с я в г о р и зо н т а л ь н о м н а п р а в л е н и и при
п ов ор оте м а х о в и ч к а 10. Н а в ы ход ном в а л у э л е к т р о д в и г а т е л я 9
у с т а н о в л е н а в е д у щ а я з в е з д о ч к а 13 р е ж у щ е й головки. Г о л о в к а
с остоит
из см енной
ф р е зе р н о й
цепочки
12,
направляю ­
щ ей л и н е й к и
11,
пр и во дн ой
зв е зд о ч к и
13 и н а т я ж н о г о
р о л и к а 14.
О б р а б а т ы в а е м а я з а г о т о в к а з а к р е п л я е т с я на ст о л е д в у м я
г и д р о з а ж и м а м и 6. Г н е зд о в ы б и р а е т с я цепочкой при о п у с к а н и и
с у п п о р т а с р е ж у щ е й гол ов кой и э л е к т р о д в и г а т е л е м п р и в о д а 9.
В е л и ч и н а х о д а с у п п о р та или г л у б и н а г н е зд а з а д а с т с я у с т а н о в ­
кой кон ечн ы х в ы к л ю ч а т е л е й , ко т о р ы е у п р а в л я ю т г и д р о р а с п р е ­
д е л и т е л е м Р1 при р а б о ч е м и хол о сто м х о д ах, а т а к ж е на о с т а ­
нов с у п п о р та в в е р х н е м п ол о ж ен ии. Е сли п е д а л ь 1 н а ж а т а ,
с у п п о рт в н и ж н е м п о л о ж ен и и , если о т п у щ е н а , вы п о л н ен х о л о ­
стой ход. Д л я у с т а н о в к и щ и т о вы х д е т а л е й с л у ж и т упор 2.
Н а с т а н к е м о ж н о о б р а б а т ы в а т ь г н е зд а ш ирин ой 8; 12; 16;
20 мм, д л и н о й до 250 мм и глубиной до 160 мм.
10*
295
Д л я д о л б л е н и я у зк и х гнезд и с п о л ьзу ю т г н е зд о в ы е ф ре зы ,
к о т о р ы е в ы п о л н е н ы в вид е узк о й тонкой п л а с т и н к и с зу б ц а м и
на н и ж н е й и боково й г р а н я х . Н и ж н и е з у б ь я р е ж у щ и е , б о к о ­
в ы е — у д а л я ю щ и е с т р у ж к у . Ф р е з а с о в е р ш а е т д в и ж е н и е по э л ­
л и п т и ч е с ко й кри вой или д у ге о к р у ж н о с т и (рис. 138, б ) .
296
Д о л б л е н и е т а к о й ф р е з о й м енее п р о и зв о д и т е л ь н о по с р а в н е ­
нию с цеп ны м , но п о з в о л я е т п о л у ч а т ь г н е з д а вы соко й точности
ш и р и н о й д о 3 мм с п р я м ы м дном . Г н е зд о в ы е ф р е з ы у с т а н а в л и ­
в а ю т на д о л б е ж н ы х а г р е г а т н ы х г о л о в к а х т и п а А Г Д (см.
рис. 39, б ) .
А г р е г а т н ы е гол ов ки , и м е ю щ и е ав т о н о м н ы й э л е к т р о п р и в о д и
с м о н т и р о в а н н ы е н а и н д и в и д у а л ь н ы х суп п о р та х , м огут у с т а н а в ­
л и в а т ь с я к а к на п о зи ц и о н н ы х с т а н к а х , т а к и в с т р а и в а т ь с я в с т а ­
ночны е линии. Эти го л о в к и н а х о д я т ш и р о к о е п р и м е н е н и е в м е ­
б ел ьн о м , л ы ж н о м п р о и з в о д с т в а х и д ом остр оени и.
Д л и н а п а з а о п р е д е л я е т с я ш ир ин ой ф р е з ы и а м п л и т у д о й к о ­
л е б а н и я . Р е г у л и р у е т с я д л и н а п а з а б ез с м е н ы ин с тр у м ен т а .
Ш и р и н а в ы б и р а е м о г о г н е зд а о п р е д е л я е т с я ш и р и н о й зу б ьев
гнезд ово й ф р е зы , по э то м у ф р е з ы в ы п у с к а ю т р а з л и ч н о й т о л ­
щ ины ( 2 . . . 16 м м ) . Д л я в ы р а б о т к и н е ш и р о к и х г н е зд п р и м е ­
няю т с п л о ш н ы е ф р е зы , д л я в ы р а б о т к и ш и р о к и х г н е зд — о б л е г ­
ченные, с у д а л е н н о й ц е н т р а л ь н о й ч ас т ь ю п л а с т и н ы ф р езы .
П р и м е н е н и е т а к о й к о н стр у к ц и и с п о соб ств у ет у м е н ь ш е н и ю в и б р а ­
ций, и с о з д а ю т с я б о л е е б л а г о п р и я т н ы е у с л о в и я у д а л е н и я с р е ­
з а н н о й с т р у ж к и з а счет с о з д а н и я в о зд у ш н о го по то ка. Д л я п р е ­
д о т в р а щ е н и я т р е н и я ф р е з ы о б о к о в ы е стен ки ф р е з ы при в ы ­
б о р к е г н е зд а ш и р и н а ф р е з ы д о л ж н а б ы ть м е н ьш е ш и ри н ы
зубьев.
Г н е зд о в ы е ф р е з ы ш и р о к о п р и м е н я ю т при в ы б о р к е г н е зд иод
петли.
Н а л а д к а долбеж н ы х станков проводится в следую щ ей после­
довательности.
1.
В за в и с и м о с т и о т р а з м е р о в г н е зд а в ы б и р а ю т и у с т а н а в ­
л и в а ю т р е ж у щ у ю го л о вку. П а р а м е т р ы и н с т р у м е н т а (ш ирин у,
д л и н у , г л у б и н у ) у к а з ы в а ю т на н а п р а в л я ю щ е й л и н ей ке. У с т а ­
н а в л и в а ю т на в а л у э л е к т р о д в и г а т е л я в е д у щ у ю зв е зд о ч к у , на
п о л зу н е — н а п р а в л я ю щ у ю л иней ку. Ф р е з е р н у ю ц еп о чк у у с т а ­
н а в л и в а ю т т а к и м о б р а з о м , чтоб ы п о л о ж е н и е р е ж у щ и х э л е м е н ­
тов с о о т в е т с т в о в а л о н а п р а в л е н и ю в р а щ е н и я ш п и н д е л я э л е к т р о ­
д в и г а т е л я . Р е г у л и р у ю т н а т я ж е н и е цепи. Ц е п ь н а т я н у т а п р а ­
вильно, если при ее о т т я г и в а н и и от н а п р а в л я ю щ е й л и н е й ки
о б р а з у е т с я з а з о р 6 . . . 8 мм. 2. У с т а н а в л и в а ю т стол по вы соте
т а к и м о б р а з о м , ч тоб ы р а с с т о я н и е от н и ж н и х зу б ь е в ф р е зе р н о й
цепи до в ерх н ей п о верх н о сти з а г о т о в к и б ы л о 20 мм. 3. В е л и ­
чину х о д а с у п п о р та у с т а н а в л и в а ю т в за в и с и м о с т и от гл у би ны
в ы р а б а т ы в а е м о г о гн езд а. П р и о б р а б о т к е с к в о зн ы х о тв е рсти й
в е л и ч и н а х о д а А , мм, у в е л и ч и в а е т с я на п о л о ви н у д л и н ы г н е зд а :
A = H + L / 2 + 20, где Я — гл у б и н а г н е зд а (вы с ота з а г о т о в к и ) ,
мм; L — д л и н а г н е зд а , мм. 4. П р и о б р а б о т к е у д л и н е н н ы х гнезд
у с т а н а в л и в а ю т о т к и д н ы е упор ы , о г р а н и ч и в а ю щ и е х од ст о л а
в с о отв етс тви и с д ли н о й г н е зд а . 5. Д л я п р е д о т в р а щ е н и я с к о л о в
в зон е в ы х о д а ф р е зе р н о й цепи у с т а н а в л и в а ю т д е р е в я н н ы й п о д ­
297
пор. 6. Р е г у л и р у ю т п о л о ж е н и е п р и ж и м н ы х устройств. 7. У с т а ­
н а в л и в а ю т с к о р о с т ь п од ачи ( 0 , 5 . . . 4 м /м и н ) в за в и с и м о с т и от
ш и р и н ы и г л у б и н ы г н е зд а , а т а к ж е пл отности о б р а б а т ы в а е м о г о
м а т е р и а л а . 8. П р о в е р я ю т р а б о т у с т а н к а на х о л о с то м х о д у с о б ­
р а б о т к о й п р о б н ы х д ет а л е й . Д о п у с к а е м о е о т к л о н е н и е по ш и р и н е
г н е зд а — 0,2 мм на 100 мм д ли ны , о т к л о н е н и е от п е р п е н д и к у ­
л я р н о с т и г н е зд а к б а з о в о й п оверхн ости — не б о л е е 0,2 мм на
100 мм д ли ны . Ш е р о х о в а т о с т ь по вер хн о сти д о л ж н а б ы ть не м е ­
нее 200 мкм.
Н и ж е п р и в е д ен ы т е х н и ч е с к и е х а р а к т е р и с т и к и с в е р л и л ь н о ­
ф р е з е р н ы х и д о л б е ж н ы х ст ан ко в.
Технические характеристики сверлильно-фрезерных и долбежных станков
СВП-2
Наибольш ие размеры обработки, мм:
.....................
40
диаметр сверления
ширина п а з а .......................................
40
..................................
100
глубина паза
длина паза
.......................................
200
Частота вращения шпинделя, мин-1
3000; 6000
Скорость подачи, м/мин
......................
—
Установленная мощность электродви­
гателей, кВт
...........................................
2,2
СВА-2
СВСА-2
40
40
100
200
3000; 6000
2,4
35
—
20
—
3000
—
2,2
2.8
П р о д о л ж е н и е
свпг
Наибольшие размеры обработки, мм:
.................
диаметр сверления
ширина п а з а ..................................
глубина паза
..............................
длина паза
..................................
Частота вращения шпинделя, мин-1
Скорость подачи, м/мин
.................
Установленная мощность электродви
гателей, кВт
.......................................
25
25
80
125
10 000
3,0
2,2
СГВП-1
16
ДЦА-З
_,
ДАГ-4
—
8 . . . 25
1 . . . 16
30
160
70
—
—
—
—
2850
2900
0,5 . . . 4
3000
0,15
16,2
4,2
0,8
Контрольные вопросы
1. Каково назначение и принцип работы шипорезных станков? 2. Как
производится наладка шипорезных станков? 3. Назначение и классификация
сверлильных станков. 4. В чем особенности сверлильно-фрезерных станков?
5. Д л я выполнения каких технологических операций применяют долбежные
станки? 6. К ак производится наладка сверлильных станков?
298
Р а з д е л 5. М А Ш И Н Ы И О Б О Р У Д О В А Н И Е
М ЕБЕЛЬНОГО П РО И ЗВО Д С ТВА
Г л а в а 13. МАШ ИНЫ И О БО РУ Д О В А Н И Е Д Л Я О ТД Е Л К И
П ОВЕРХН ОСТЕЙ Д Е Т А Л Е Й М Е БЕ Л И
63. Н азначение и виды отделки поверхностей деталей
О т д е л к о й повер хн остей д р е в е с н ы х м а т е р и а л о в н а з ы в а ю т
т е х н о л о г и ч е ск и е п р оц ессы н ан есен и я на о б р а б а т ы в а е м ы е п о ­
верхности з а щ и т н ы х и з а щ и т н о - д е к о р а т и в н ы х пок р ы ти й. П о ­
к р ы т и я б ы в а ю т п р о з р а ч н ы е и н е п р о зр а ч н ы е , г л я н ц е в ы е и м а т о ­
вые. П р о з р а ч н ы е п о к р ы т и я п р и м е н я ю т при о т д е л к е п о в е р х н о ­
стей с к р а с и в о й т е кс ту ро й , что у с и л и в а е т ее г л у б и н у и у л у ч ­
ш а е т д е к о р а т и в н ы е св о йств а. Н е п р о з р а ч н у ю ( у к р ы в и с ту ю ) о т ­
д е л к у и с п о л ь з у ю т д л я п ол н ого з а к р ы т и я н е в ы р а зи т е л ь н о й т е к ­
сту ры поверхности.
О т д е л к а м о ж е т п р о и зв о д и т ь с я л а к о к р а с о ч н ы м и , пл еноч ны м и
и листовыми м атери алам и . В качестве листовых м атери алов
ис п о л ьзу ю т с т р о г а н ы й ш пон. В с в я з и с д е ф и ц и т о м н а т у р а л ь ­
ного ш п о н а из д р ев е с и н ы ц ен ны х и т в е р д ы х л и с т в е н н ы х пор од
ш и р о к о е р а с п р о с т р а н е н и е по л уч ил м ето д печати и п о к р ы ти я
пл ен о ч н ы м и м а т е р и а л а м и . П л е н к и з а к р е п л я ю т на о т д е л ы в а е ­
мой п о в ер хн ости к л ее м или за счет п р о н и к н о в е н и я в поры п о ­
верхности р а с п л а в л я е м о г о м а т е р и а л а пленки или с о д е р ж а ­
щ ей ся в ней п роп иточн ой смолы .
М е т о д г л у бок о й печати з а к л ю ч а е т с я в том, что в ы б р а н н ы е
п о к р ы ти я с к р а с и в о й т е к ст у р о й ф о т о г р а ф и р у ю т , а з а т е м с д и а ­
п о зи ти в а ф о то х и м и ч ес к и м способ ом в о с п р о и зв о д я т т е к с т у р у на
поверх н ости ф о р м н о г о ц и л и н д р а с р е л ь е ф н ы м и з о б р а ж е н и е м
эл е м е н т о в р и с у н к а . Г л у б и н а 20 . . . 60 м км за в и с и т от н а с ы щ е н ­
ности линий.
Ф о р м н ы й ц и л и н д р с нан есен но й т е к с т у р о й у с т а н а в л и в а ю т
в пе ч а тн ы й стан ок, где к р а с к о н а н о с я щ и й в а л е ц н а н о си т на него
ж и д к и й слой кр а с к и . К р а с к а с о б р а з у ю щ е й поверхн ости ц и ­
л и н д р а с н и м а е т с я с т а л ь н ы м р а к е л е м и о с т а е т с я в у гл у б л е н и я х .
Р и с у н о к пе р е н о с и тся к о н т а к т н ы м спо соб ом с ц и л и н д р а на э л а ­
стичны й в а л и к , ко т о р ы й н ан оси т его на п ов е рх н ость щ итовой
д ет а л и . П р о и з в о д я с ъ е м к у исходного р и с у н к а м н о г о к р ат н о
с и с п о л ь з о в а н и е м р а з л и ч н ы х с в е т о ф и л ь т р о в и пе ре н ос я рису н о к
на д в а или три ф о р м н ы х ц и л и н д р а , п о л у ч а ю т м ногоцветную
п е ч а ть р и су н ка.
Т е х н ол оги ч е ск и й про ц есс о т д е л к и в о б щ е м с л у ч а е в к л ю ч а е т
с л е д у ю щ и е о п е р а ц и и : о ч и стк у поверх н ости от пы ли; изм ен ен ие
ц в ета по вер хн ости (к р а ш е н и е или о т б е л и в а н и е ) ; с у ш к у о к р а ­
ш енной повер хн ости; г р у н т о в а н и е или п о р о за п о л н е н и е ; с уш к у
299
г рун тов а н н о й по верх н о сти ; п р о м е ж у т о ч н о е ш л и ф о в а н и е ; о ч и ­
с т к у повер хн ости от пы ли; л а к и р о в а н и е ; с у ш к у с л о я л а к а ; ш л и ­
ф о в а н и е; п о л и р о в а н и е п о к р ы ти я . В за в и с и м о с т и от п р и м е н я е ­
мого о т д е л о чн ого м а т е р и а л а н е к о то р ы е о п е р а ц и и м огут б ы ть
исклю чены .
П о в е р х н о с т ь о б л и ц о в а н н ы х ш п он ом пл ит ш л и ф у ю т ( R mmах =
= 1 6 . . . 32 м км ) и у д а л я ю т п ы л ь из пор д р ев е с и н ы . Д л я п р и д а ­
ния п оверхн ости о п р е д е л е н н о г о ц в е т а п о в ер х н о ст ь к р а с я т в о д ­
ными р а с т в о р а м и к и сл о т н ы х к р а с и т е л е й или кон систен тн ы м и
со с та в а м и , ч ас т о и с п о л ь з у е т с я г р у н т о в к а Н Ц -0 1 4 . Т а к и е м а т е ­
р и а л ы н а з ы в а ю т п о р е н б е й ц а м и . Они х о р о ш о п р о н и к а ю т
в поры д р е в е с и н ы и х о р о ш о ее о к р а ш и в а ю т . С в е т л ы е п о в е р х ­
ности о т б е л и в а ю т р а с т в о р о м щ а в е л е в о й к и с л о т ы или с м есью
20 % -ного р а с т в о р а п ер ек и си в о д о р о д а и 20 % -н о го вод но го
раствора ам м иака.
Г р у н т о в а н и е п о вер хн о сти п р о и зв о д и т с я д л я эк о н о м и и л а к о в .
В к а ч е с т в е г р у н т ов очн ы х м а т е р и а л о в п р и м е н я ю т н и т р о к а р б а м ид ны е сос та в ы , г р у н т л а к В Л -2 78, п о л и э ф и р н ы е гр унтовки
П Э -015 5 и П Э -0221.
З а г р у н т о в а н н у ю по ве р х н о ст ь п р о ш л и ф о в ы в а ю т и п о к р ы в а ю т
л а к о м , о п р е д е л я ю щ и м з а щ и т н ы е или д е к о р а т и в н ы е сво йства.
И спользую тся нитроцеллю лозны е, полиуретановые, полиэф ир­
ные л а к и , а т а к ж е л а к и ки с л о т н о го о т в е р ж д е н и я . Д л я п о л у ч е ­
ния поверх н ости с вы соко й с теп ен ью г л я н ц а п о л и э ф и р н ы е по­
к р ы т и я ш л и ф у ю т и пол иру ю т. Ц е л ь п о л и р о в а н и я — у д а л е н и е
неровн остей посл е ш л и ф о в а н и я и п р и д а н и е п о верх н ости з е р ­
к а л ь н о й г л а д к о ст и . П р и о т д е л к е к р о м о к п о л о с о в ы м и и р у л о н ­
ны ми м а т е р и а л а м и о п е р а ц и и ш л и ф о в а н и я и п о л и р о в а н и я не
п р о и зв о д я т с я.
64. О б о р у д о в а н и е д л я п о д го тов к и поверхн ости
С т а н о к Ш П Щ 9 (рис. 139) п р е д н а з н а ч е н д л я г р у н т о в а н и я и
ш п а т л е в а н и я п л а с т е й щ и т о в ы х д е т а л е й путем в т и р а н и я п а с т о ­
о б р а з н ы х м а т е р и а л о в в я зк о с т ь ю 2 5 0 . . . 350 ед и н и ц по п е н е т р о ­
метру.
С т а н о к состои т из с т ан и н ы 1, двух р о л и к о в ы х к о н в е й е р о в 2
и 9, д ву х о п ор н ы х п р и в о д н ы х в а л ь ц о в 10, м е х а н и з м а 5 н а н е с е ­
ния и в т и р а н и я , с о с т о я щ е г о из тр ех х р о м и р о в а н н ы х в а л ь ц о в :
д о зи р у ю щ е г о 11, н а н о ся щ е г о 12 и в т и р а ю щ е г о 13, а т а к ж е двух
р а к е л е й 4 и 6. Н а с т а н к е у с т а н о в л е н об щ и й п р и в о д м е х а н и зм о в
п од ачи и н а н е с е н и я 8.
Д е т а л ь 14 к он в е й е р ом 2 п о д а е т с я на п еред ний о порн ы й
в а л е ц 10 под н а н о с я щ и й в а л е ц 12. П р и п р о х о ж д е н и и д е т а л и на
ее в е р х н ю ю по в е р х н о ст ь н а н о си тс я слой о т д е л о ч н о го м а т е р и а л а ,
т о л щ и н а к о т оро го р е г у л и р у е т с я р а с с т о я н и е м м е ж д у в а л ь ц а м и
11 и 12. Д а л е е д е т а л ь п о п а д а е т под в т и р а ю щ и й в а л е ц 13, ок300
3
и
5
6
7
8
Рис. 139. С танок Ш ПШ 9 для грунтования и ш патлевания
р у ж н а я с к о р о с т ь кот о р о го в 3 . . . 4 р а з а м ен ьш е ско ро сти п е р е ­
м е щ е н и я д е т а л и , а его в р а щ е н и е н а в с т р е ч у н а п р а в л е н и ю п о ­
д ач и . О п о р н ы е в а л ь ц ы о б р ез и н е н ы , что о б е с п е ч и в а е т с о о т в е т ­
с т в у ю щ е е у с и л и е п р и ж и м а при вт и ра н и и . Второй оп ор н ы й в а ­
л е ц 10 п о д н и м а е т с я при н а л а д к е о т н о с и т е л ь н о п ервого на 0 , 5 . . .
1,5 мм, что д о с т и г а е т с я по во р о т о м м а х о в и ч к а этого в а л ь ц а на
2 . . . 6 об ор ото в. П о в е р х н о с т ь п р и ж и м н о г о в а л ь ц а о ч и щ а е т с я р а ­
к ел ем 4. Р а к е л и п р и ж и м а ю т с я к д о з и р у ю щ е м у и в т и р а ю щ е м у
в а л ь ц а м п н е в м о ц и л и н д р а м и 3 и 7. П о с л е о б р а б о т к и в а л ь ц о м 13
д е т а л ь п о п а д а е т на вы х о д н о й ко н вейер 9. Д л я у д о б с т в а т е х н и ­
ческого о б с л у ж и в а н и я ко н в е й ер ы 2 и 9 о т к и д ы в а ю т с я вниз.
Н а с т а н к е м о ж н о о б р а б а т ы в а т ь д е т а л и д ли н ой 4 0 0 . . .
2500 мм, ш и р и н о й до 900 м м и т о л щ и н о й 1 0 . . . 40 мм.
В а л ь ц е в ы й с т а н о к В Щ 9 (рис. 140) п р е д н а з н а ч е н д л я н а н е ­
сения на п л а с т и д е т а л и л а к о в и г р у н т о в о к в я з к о с т ь ю не более
60 с по в и с к о з и м е т р у В З -4 . С т а н о к им е е т п у л ь т у п р а в л е н и я 2.
С т а н и н а 18 к о р о б ч а т о г о с ечен ия состои т из д в у х тумб.
В вер хней ч ас т и т у м б у с т а н о в л е н пр и во дн ой опо рн о й в а л е ц 3,
с л е в а и с п р а в а от к о т о ро го с м о н т и р о в а н ы р о л и к о в ы е ко н в е й е р ы
1 к 11, о т к и д ы в а е м ы е п н е в м о ц и л и н д р а м и 19. М е х а н и з м н а н е с е ­
ния состои т из н а н о с я щ е г о 4 и д о зи р у ю щ е г о 7 ва л ь ц е в . Н а н о ­
с я щ и й и о п о р н ы й в а л ь ц ы о б л и ц о в а н ы р езиной, стойкой к р а с т в о ­
рителями. З а зо р м еж ду наносящ им 4 и дозирую щ им 7 вальцам и
р е г у л и р у е т с я п е р е м е щ е н и е м в а л ь ц а 7.
Каждый
из
валь­
цов о с н а щ е н р а к е л я м и 21. Р а к е л ь д о з и р у ю щ е г о в а л ь ц а в п р о ­
цессе р а б о т ы с о в е р ш а е т о с ц и л л и р у ю щ е е д в и ж е н и е . У силие
п р и ж и м а р а к е л е й р е г у л и р у е т с я н а ж а т и е м к н о п о к 5 и 6. П е р е ­
м е щ е н и е д о з и р у ю щ е г о в а л ь ц а 7 отно с и т е л ьн о н а н о с я щ е г о 4
п р о и зв о д и т с я п ов ор отом м а х о в и ч к а 9. Г р у б а я н а с т р о й к а в а л ь ­
цов по в ы соте п р о в о д и т с я э л е к т р о д в и г а т е л е м ч ер ез систем у
пер е д а ч . Т а к а я н а с т р о й к а о с у щ е с т в л я е т с я в ру ч н у ю пово ро то м
м а х о в и ч к а 17. П о д ъ е м и о п у с к а н и е к о н ве й ер о в l u l l п р о и з в о ­
д и т с я р у к о я т к а м и 15 и 16 с по в о р о т о м их о т н о с и т е л ьн о осей
10, 20 .
301
Рис. 140. Вальцовый станок ВЩ 9 для нанесения отделочных покрытии
Л а к о к р а с о ч н ы й м а т е р и а л п о д а е т с я насосной у с т а н о в к о й 12,
13 в ве р х н е е п р о с т р а н с т в о м е ж д у в а л ь ц а м и 4 и 7. К о л и ч ес тв о
н ан о си м о го м а т е р и а л а р е г у л и р у е т с я вел ич иной з а з о р а м е ж д у
эт и м и в а л ь ц а м и . Ч а с т о т а в р а щ е н и я о по рн ого и н а н о с я щ е г о
в а л ь ц о в о д и н а к о в а , что о б ес п е ч и в а е т р а в н о м е р н о с т ь п о к р ы ти я .
В е л и ч и н а з а з о р а р е г у л и р у е т с я в и н т е р в а л е 0 . . . 5 мм. В е л и ч и н а
т р е б у е м о г о з а з о р а 0 , 0 8 . . . 0 , 1 5 мм. Н а с т а н к е о б р а б а т ы в а ю т
д е т а л и 22 д л и н о й 4 0 0 . . . 2 2 0 0 мм, ш ир ин ой до 900 мм и т о л щ и ­
ной 1 0 . . . 4 0 мм. С к о р о с т ь п о д а ч и р е г у л и р у е т с я м а х о в и ч к о м 14.
65. О борудован и е для нанесения лакокрасочны х покрытий
П р о ц е с с о т д е л к и со сто и т из р я д а о сно вн ы х о п е р а ц и й , одной
из кот о р ы х я в л я е т с я н а н ес е н и е л а к о к р а с о ч н ы х покры ти й. Э та
о п е р а ц и я п р о и зв о д и т с я н ес к о л ьк и м и м е то д а м и
(рис. 141).
В ы бор м е то д а о п р е д е л я е т с я х а р а к т е р о м п р о и зв о д с т в а , н а л и ­
чием тех н и ч ески х с р е д с т в и вид ом о б р а б а т ы в а е м о г о изд ел и я .
302
Рис. 141. Схемы нанесения лакокрасочных покрытий:
а — пневмораспылением; б — безвоздушным распылением; в — в электростатическом
поле высокого напряжения; г — окунанием; д — струйным обливом; е — наливом; ж —
накаткой; з — экструзией
М етод п н е в м а т и ч е с к о г о р а с п ы л е н и я
(рис. 141, а ) на х о д и т
ш и р о к о е при м ен ение. О т д е л к а п р о и зв о д и т с я в с п е ц и а л ь н ы х к а ­
м ерах, с н а б ж е н н ы х п р и н у д и т ел ь н о й в ы т я ж н о й в е н т и л я ц и е й 7.
О б р а б а т ы в а е м о е и з д е л и е 1 у с т а н а в л и в а е т с я на в р а щ а ю щ е м с я
ст о л е 3. Л а к о к р а с о ч н ы й м а т е р и а л на п ов е рхн о сть и зд е л и я н а ­
носится с п о м о щ ь ю п н е в м о р а с п ы л и т е л я 2, в к о торо м к р о м е к р а ­
с и т е л я п о д а е т с я в о зд у х по д д а в л е н и е м 0 , 3 . . . 0,5 М П а . Ф о р ­
сунки с о з д а ю т ф а к е л с ш ир ин ой о т п е ч а т к а 2 0 0 . . . 550 мм на
303
р а с с т о я н и и 300 .. .500 мм в за в и с и м о с т и от т и п а ф о р с у н к и с р а с ­
ходом о т д е л о ч н о го м а т е р и а л а 2 0 . . . 70 кг/ '.
Д л я н е й т р а л и з а ц и и л е ту ч и х эл е м е н т о в л а к о к р а с о ч н ы х м а т е ­
р и а л о в у с т а н а в л и в а е т с я с и с т е м а ф о р с у н о к 5, о б р а з у ю щ и х в о д я ­
ную за в ес у . Л е т у ч и е э л е м е н т ы р а б о ч е г о м а т е р и а л а , с о е д и н я я с ь
с ч а с т и ц а м и в л а г и , о с е д а ю т в в а н н у 4. О с т а в ш а я с я ч ас т ь л е т у ­
чих в е щ е с т в о т д е л я е т с я в в о зд у ш н о м с е п а р а т о р е 6 п р и н у д и ­
т ельн о й в ен т и л я ц и и , ч ерез к о т о р у ю в ы б р а с ы в а е т с я в а т м о с ф е р у
о ч и щ е н н ы й воздух.
С о в р е м е н н ы м м ето д о м н а н е с е н и я л а к о к р а с о ч н ы х п о к р ы ти й
я в л я е т с я м етод отделки в электрическом поле высокого напря­
ж ения (рис. 141, б ) . Н а ч а ш е ч н ы е р а с п ы л и т е л и 10 п о д а е т с я
о т р и ц а т е л ь н ы й эл е к т р и ч е с к и й з а р я д , а к о б р а б а т ы в а е м о м у и з ­
д е л и ю — п о л о ж и т е л ь н ы й . П р и п о д а ч е на о т р и ц а т е л ь н ы й э л е к т ­
р о д ч а с т и ц л а к о к р а с о ч н о г о м а т е р и а л а они и о н и зи р у ю т с я и
в с о з д а н н о м э л е к т р о с т а т и ч е с к о м п ол е п е р е м е щ а ю т с я к а н о д у
( и з д е л и ю ), на ко т о р о м и ос е д а ю т. И з д е л и е п о д в е ш и в а е т с я на
к р ю к а х 9 к о н в е й е р а 8 и п е р е м е щ а е т с я со с к о р о с т ью 1 , 6 . . .
2,5 м /м ин. Д л я р е а л и з а ц и и этого м е т о д а с о з д а н ы л ини и д л я
н а н ес ен и я на п о в ерх н ости и зд ел и й п о л и э ф и р н ы х л а к о в . Д л я
об ес п е ч е н и я н о р м а л ь н о г о п р о т е к а н и я п р о ц е сс а т р е б у е т с я на п о ­
в ер х н о с т ь и зд е л и я н ан о си ть т о к о п р о в о д я щ у ю грунтовку.
М етод окунания (рис. 141, г) в основн ом и с п о л ь з у е т с я д л я
о т д е л к и м е л к и х эл е м е н т о в м ебели. Он не т р е б у е т с л о ж н о г о
оборудования.
М етод нанесения покрытия струйным обливом (рис. 1 4 1 ,5 )
п р и м е н я е т с я д л я и зд е л и й простой ф о р м ы . И з д е л и е о б и л ь н о о б ­
р а б а т ы в а е т с я с т р у я м и л а к о к р а с о ч н о г о м а т е р и а л а , з а т е м по с л е
с т е н а н и я и з л и ш к а л а к а оно п о м е щ а е т с я в к а м е р у с а т м о с ф е р о й ,
н а с ы щ е н н о й п а р а м и р а с т в о р и т е л я эт о го л а к а , с п о сл е д у ю щ ей
с уш кой. М е т о д э ф ф е к т и в е н и п р и м е н я е т с я при и с п о л ь з о в ан и и
м аловязких, медленно сохнущ их м атериалов.
Ш и р о к о и с п о л ь з у е т с я м етод наливом (рис. 141, е) при о б р а ­
б о тк е пл о ски х п о верхн о стей щ и т о в ы х изд ел ий. О б р а б а т ы в а е ­
мый щ и т 1 к о н в е й ер о м 13 п е р е м е щ а е т с я ч ер ез пл о с ку ю с т р у ю
л а к а , с о з д а в а е м у ю н а л и в о ч н о й го л о вко й 12. И з л и ш к и л а к а с т е ­
к а ю т в с л ивной б а ч о к 11. П о э т о м у м етод у р а б о т а ю т л а к о н а ­
л и в н ы е м а ш и н ы , и с п о л ь з у ем ы е на м е б е л ь н ы х п р е д п р и я т и я х .
М етод накаткой (рис. 141, ж) о сн ов ан на п о д а ч е л а к о к р а ­
сочного м а т е р и а л а на о б р а б а т ы в а е м у ю п о в е р х н о ст ь в а л ь ц а м и
1 4 . . . 17. В м а ш и н е и м е ю тс я н а н о ся щ и й и д о з и р у ю щ и й в а л ь ц ы .
К о л и ч е с тв о н а н о си м о г о на п ов е рх н о сть м а т е р и а л а р е г у л и р у е т с я
вел ич ино й щ е л и м е ж д у эт и м и в а л ь ц а м и . В а л ь ц е в ы е н а н о с я щ и е
с т а н к и р а б о т а ю т в п р о х о д н о м ци кле.
Экструзионный м етод (рис. 141, з ) п р и м е н я е т с я д л я о к р а с к и
б р у с к о в ы х д е т а л е й . Э то т м ето д ос н о в а н н а п р и н ц и п е п р о т я г и ­
в а н и я д е т а л и ч ер ез с п л о ш н у ю м а с с у к р а с и т е л я в з а к р ы т о й
304
к а м е р е . О б р а б а т ы в а е м ы е д е т а л и п о д а ю т с я т о р е ц в т о р е ц без
р а з р ы в а в а л ь ц а м и . О т в е р с т и я в с т ен ка х в а н н ы в месте п р о х о ж ­
д ен и я д е т а л е й з а к р ы т о р е зи н о в ы м и ш а й б а м и с о т в е р с т и я м и по
ф о р м е д е т а л и . И з м е н я я ж е с т к о с т ь ш а й б ы (ф и л ь е р ы ) , м о ж н о
р е г у л и р о в а т ь т о л щ и н у пок ры ти я .
Э то т м етод им еет о п р е д е л е н н ы е п р е и м у щ е с т в а п ер е д д р у ­
гими. О б о р у д о в а н и е о т н о с и т е л ьн о просто по кон стр ук ции , к о м ­
п а к т н о и не т р е б у е т с л о ж н о й си стем ы у п р а в л е н и я . В от л и ч и е
от о т д е л к и в к а м е р а х струй н о го о б л и в а или о к у н а н и е м на д а н ­
ном о б о р у д о в а н и и не т р е б у е т с я р а з м е щ е н и е д е т а л е й на п о д в е с ­
к а х или в с п е ц и а л ь н ы х з а х в а т а х . П р и это м м е тод е с н и ж а е т с я
р а с х о д к р а с и т е л я , п отери р а с т в о р и т е л я и и с к л ю ч а е т с я п о п а д а ­
ние токси ч н ы х л е ту ч и х ве щ е с т в в р а б о ч и е п о м е щ е н и я , т а к к а к
пр оц есс о т д е л к и п р ои сх оди т в з а к р ы т о й к а м е р е с з а м к н у т ы м
ц и к л о м ц и р к у л я ц и и к р а с к и при отсутствии о т к р ы т о г о з е р к а л а
и с п ар ен и я . О д н о из о с н о вн ы х т р е б о в а н и й при р а б о т е по эт ом у
м е т о д у — не д о п у с к а т ь м е ж т о р ц е в ы х р а з р ы в о в во и з б е ж а н и е
у течк и к р а с и т е л я ч ер ез ф и л ье р ы .
Л а к о к р а с о ч н ы й м а т е р и а л н а н о си тс я на з а р а н е е п о д г о т о в ­
л ен н у ю поверхность. О н а д о л ж н а бы ть ровной, г л а д к о й , чистой.
Ш е р о х о в а т о с т ь ее д о л ж н а б ы ть R m m ax< 16 м км по Г О С Т 7016—
86 и в л а ж н о с т ь 8 ± 2 %.
Н а н е с е н и е л а к о к р а с о ч н ы х п о к ры ти й на щ и т о в ы е д е т а л и о с у ­
щ е с т в л я е т с я м ето д о м н а л и в а с пр и м ен е н и е м л а к о н а л и в н ы х м а ­
ш ин п р ох од н о го ти п а , п р е д н а з н а ч е н н ы х д л я од н о с то р о н н е го не­
п р е р ы в н о г о н а н ес е н и я на п л а с т и щ и т о в н и т р о ц е л л ю л о з н ы х и
п о л и э ф и р н ы х л а к о в , а т а к ж е эм а л е й на их основе по однои д в у х к о м п о н е н т н о м у способ ам . М а ш и н а м о ж е т им еть о д н у или
д в е н а л и в о ч н ы е головки. П р и р а б о т е с н и т р о л а к о м и с п о л ь з у ­
ется о д н а г о л о в к а , при и с п о л ьз о в ан и и п о л и э ф и р н ы х л а к о в — обе
головки.
М е т о д н а н ес е н и я л а к о к р а с о ч н ы х п о к р ы ти й н а л и в о м состоит
в том, что д е т а л ь , п е р е м е щ а е м а я к о н в е й е р ом с з а д а н н о й с к о ­
ростью , пр о х о д и т ч ерез з а в е с у ж и д к о г о о т д ел о ч н о го м а т е р и а л а ,
и ее в е р х н я я п о в е р х н о ст ь п о к р ы в а е т с я р а в н о м е р н ы м то нки м
слоем . С у щ е с т в у е т н е с к о л ь к о к о н с тр у к ти в н ы х схем о б р а з о в а ­
ния з а в е с ы (рис. 142, б ). З а в е с а м о ж е т б ы ть о б р а з о в а н а при
с т е к а н и и о т д ел о ч н о го м а т е р и а л а , п о д а в а е м о г о ч ер е з к о л л е к т о р
3, по н а к л о н н о м у э к р а н у 1. П р и этом п о л у ч а е т с я х о р о ш ее к а ч е ­
ство п о к р ы т и я 2, но с б о льш ой о т кр ы т о й по вер хн о сти э к р а н а
ин тен си вно и с п а р я ю т с я р а с т в о р и т е л и и з а г р я з н я ю т о к р у ж а ю ­
щ ую среду. В т о р а я сх е м а о б р а з о в а н и я за в е с ы п р е д у с м а т р и в а е т
и с п о л ь з о в а н и е н а л и во ч н о й г ол ов ки с донной щ ел ью . Н е д о с т а т ­
ком этой схем ы я в л я е т с я т р у д н о ст ь об ес п е ч е н и я постоянной
т о л щ и н ы з а в е с ы по всей ее дли не, о б р а з о в а н и е в о зд у ш н ы х п у ­
з ы р ь к о в и з а с о р е н и е щ ел и , что п р и в о д и т к р а з р ы в у за в е с ы
о т д е л о ч н о го м а т е р и а л а .
305
5
///
о
Рис. 142. Лаконаливочная машина:
а — общий вид; б — конструктивные схемы наливочных головок
П о т р е тье й с х е м е и с п о л ь з у ет с я г о л о в к а со с л ивно й п л о т и ­
ной. П о этой сх е м е т р у д н о п о л у ч и т ь т о н к и е п л е н к и ( 2 5 . . .
35 м к м ) . П р и м е н е н и е т а к и х г о л о в о к п р и е м л е м о при р а б о т е
с полиэфирными лаками.
Н а и б о л е е с о в е р ш е н н ы м и я в л я ю т с я н а л и в н ы е го л о в к и (IV )
со с л ивной пл оти н ой и э к р а н о м . В н у т р е н н я я пол о с т ь го л о вки
306
со сто и т из д в у х ч астей, р а з д е л е н н ы х в е р т и к а л ь н о й п е р е г о р о д ­
кой, в н и ж н е й ч ас т и к о то ро й им е е тс я п е р е л и в н а я щ ел ь, п е р е ­
к р ы т а я к а п р о н о в о й сеткой. Л а к , п о с т у п а ю щ и й из к о л л е к т о р а 3
в л е в у ю ч а с т ь го л о вки , ч ер ез с е тк у пер е х о д и т в п р а в у ю ч ас т ь
и по м ере п о в ы ш е н и я у р о в н я п е р е л и в а е т с я ч ере з плотину, р а с ­
т е к а я с ь т о н к и м сл о е м по э к р а н у и с л и в а е т с я з а в е с о й на п о в е р х ­
ность п р о х о д я щ е й д е т а л и 4. И з л и ш к и л а к а с т е к а ю т ч ер ез л о т о к
в б а к 5, о т к у д а н а с о с о м с н о в а п о д а ю т с я в ко л л е к т о р .
М а ш и н а Л М 140-1 (рис. 142, а ) состои т из д в у х л а к о н а л и в н ы х
го л о в о к 5, у с т а н о в л е н н ы х на в е р т и к а л ь н ы х п о д ъ е м н ы х с т о й ­
к а х 3, м е х а н и з м о в п о д ъ е м а и у с т а н о в к и г о л о в о к в г о р и з о н т а л ь ­
ное п о л о ж ен и е , т р у б о п р о в о д о в 2 л а к о к р а с о ч н ы х м а т е р и а л о в ,
ту н н ел е й 6, с л у ж а щ и х д л я з а щ и т ы л а к о в ы х з а в е с от в о з д е й ­
с т в и я в о зд у ш н ы х потоков, к о н в е й е р а 7 п о д а ч и з а г о т о в о к с ги ­
дроприводом, двух насосных установок с б акам и 8 д ля л а к о ­
кр а с о ч н ы х м а т е р и а л о в и ш н е к о в ы х н асосов 1 с ф и л ь т р а м и 9.
Р е г у л и р о в а н и е л а к о н а л и в н ы х г о л о в о к 5 по в ы соте о с у щ е с т в л я ­
ется м а х о в и ч к о м 10, а в г о р и з о н т а л ь н о й п л оско сти э к с ц е н т р и к о ­
вы м у с т р о й с тв о м 4. М е х а н и з м ы р е г у л и р о в а н и я , го л о в к и и к о н ­
вейер п о д ач и с м о н т и р о в а н ы на с т ан и н е 11.
Р а в н о м е р н а я п о д а ч а л а к о к р а с о ч н о г о м а т е р и а л а без в с п е н и ­
в а н и я и о б р а з о в а н и е п у зы р е й в о з д у х а при н а л и в е о б е с п е ч и в а ­
ется п р и м ен е н и е м н а с о с а ш н е к о в о г о типа. Н а н е с е н и е л а к а на
о б р а б а т ы в а е м у ю п о в е р х н о ст ь пр о и с х о д и т при п ер е м е щ ен и и
щ и т а на к о н в е й е р е под н а л и в н ы м и г о л о в к а м и 5, к о т о р ы е ф о р ­
м и р ую т с п л о ш н ы е л а к о в ы е з а в е с ы . К о л и ч е с тв о на н о си м о го л а к а
р е г у л и р у е т с я б ес с т у п е н ч а т ы м и зм е н ен и е м ск о р о с т и п о д ачи к о н ­
в е й е р а и п р о и зв о д и те л ь н о ст и насосов. Вся э л е к т р о а п п а р а т у р а
р а з м е щ а е т с я в с п е ц и а л ь н о м э л е к т р о ш к а ф у , у с т а н о в л ен н о м за
п р е д е л а м и в з р ы в о о п а с н о г о п о м е щ ен и я , а э л е к т р о о б о р у д о в а н и е
в ы п о л н е н о во в зр ы в о о п а с н о м исполнении.
Н а маш ине можно о б р аб аты вать детали с наименьшей д ли ­
ной 400 мм, н а и б о л ь ш е й ш и р и н о й 1300 мм при с к о ро сти п о д ачи
4 0 . . . 140 м /м ин. М а ш и н а о б е с п е ч и в а е т п р о и зв о д и т е л ь н о с т ь
280 м2/ч.
М а ш и н а Л М 80-1 им еет те ж е ос н о в н ы е х а р а к т е р и с т и к и , д л и ­
ной с л ивно й к р о м к и 800 мм, что о б е с п е ч и в а е т в о з м о ж н о с т ь о б ­
р а б о т к и д е т а л е й ш и р и н о й до 700 мм.
Д л я вы с о к о к а ч е с т в е н н о й о т д е л к и р е ш е т ч а т о й м е бе л и п о л и ­
эф и р н ы м л а к о м П Э - 2 5 1 Б В П К Т И М о м р а з р а б о т а н а т е х н о л о г и я
и о б о р у д о в а н и е л а к и р о в а н и я изд ел и й в эл е к т р и ч е с к о м п о л е т о ­
ков в ы с окого н а п р я ж е н и я . П о э т о м у м етод у п о л у ч а е т с я э к о н о ­
м ия д о р о г о с т о я щ и х о т д е л о ч н ы х м а т е р и а л о в . П о в е р х н о с т ь д р е ­
весины, п о д л е ж а щ а я л а к и р о в а н и ю , д о л ж н а б ы ть о б р а б о т а н а
гр ун тов очн ы м и с о с т а в а м и на о сн о ве п о л и в и н и л а ц е т а т н о й д и с ­
персии ( П В А ) или л а к о м П Э -2118, о б л а д а ю щ и м и т о к о п р о в о д я ­
щ им и с в о й с т в а м и . Д о п у с к а е т с я п р е д в а р и т е л ь н а я о б р а б о т к а
307
©
х
!
я
|
в
£
с
“
jjjj
*
s.
§
о
о
8
я
"
g
и
в
is
S
s
S
5
R
=
с*
„
о
308
поверх н ости к р а с и т е л я м и .
Л а к наносят в кам ере
электрического поля вы ­
соко го н а п р я ж е н и я ч а ­
ш еч н ы м и р а с п ы л и т е л я м и
д и а м е т р о м 50 и 100 мм,
вращ аю щ им ися с часто­
той
900 . . . 1500
мин-1 .
Н а п р я ж е н и е на р а с п ы л и ­
т е л я х 6 5 . . . 1 3 0 В.
Л и н и я о т д е л к и (рис.
143)
состои т из с л е д у ю
щ и х о с н ов н ы х у ч ас т к о в :
с т ан ц и и 1 п р и в о д а и нат я ж е н и я к о н в е й ер а ; кам ер ы 2 д л я н а н ес ен и я
гр унтово чн ого т о ко п ро в одящ его состава; кам еры
3 д л я суш к и гр унтов ки ;
у ч а с т к а 4 пер ви чного нанесени я л а к а в э л е к т р и ческом по л е и в ы д е р ж к и
покрытия;
распылительной к а б и н ы 5; к а м е р ы 6
к о н в ей е р н о й с уш к и ; у ч а с т к а 7 вто ри ч н ого нан ес е н и я л а к а в эл е к т р и ч е ско м
поле;
камеры
8
окончательной
суш ки;
цеп ного
конвейера
9.
Л и н и я р а б о т а е т след у ю щ и м о б р а з о м . И зд елия,
подлежащ ие
отд ел к е , с о к р а ш е н н ы м и и
загрунтованными поверхн о с т я м и вру ч н у ю навеш иваются
на под вески
цепи к о н в е й е р а . С н а ч а л а
они п о с т у п а ю т в к а м е р у
нанесения
то к о п р о в о д я щ ей г р у н т о в к и с тр уй н ы м
о б л и в о м , а з а т е м в камеру
3
к о н в е кт и в н о й
суш ки. Н а у ч а с т к е 4 чащ еч н ы м и р а с п ы л и т е л я м и
н а н о с и т с я п е р в ы й слой
л а к а П Э -251Б с последу­
красителями
водорастворимыми
крашения
для
КЩ9
Рис. 144. Станок
ю щ ей
вы держ кой,
в
проц ессе
к ото ро й
про и с х о д и т
и н те н си в ­
ное в ы д е л е н и е л ету ч и х
элементов и частичная
ж елатинизация покры­
тия. В ы ш е д ш и е с у ч а ­
стка
и зд е л и я
посту­
паю т в расп ы ли тель­
ную к а м е р у д л я в и з у ­
а л ьн о г о о с м о т р а к а ч е ­
ства и покрытия вруч­
ную из р а с п ы л и т е л я
нед о с та т о ч н о
покры­
ты х мест. П о с л е о к о н ­
ч ат е л ь н о г о
отвержде­
ния
в
кон в екти в н о й
к а м е р е 6 и зд е л и е к о н ­
в е й е ро м
доставляется
на
участок
7,
где
в поле в ы с о кого н а п р я ­
ж ен ия наносится вто­
рой слой л а к а с п о с л е ­
дующ им
прохож де­
нием к а м е р ы 8 о к о н ч а ­
т е л ьн о й
суш ки
по­
крытия.
О тлакированны е де­
тали и изделия вы д ер­
ж иваю т для стабили­
з а ц и и в у с л о в и я х ц ех а
не м ен е е 0,5 ч. Л и н и я
применяется для о т­
д е л к и с ту ла . С к о р о ст ь
перемещ ения
конвей­
ер а р е г у л и р у е т с я бесступенчато в интервале
1 , 6 . . . 2,5 м /м ин, что
обеспечивает произво­
д и т ел ь н о с т ь 100 шт/ч.
С т а н о к К Щ 9 (рис.
144) п р е д н а з н а ч е н д л я
н а н ес е н и я в о д о р а с т в о ­
р и м ы х к р а с и т е л е й на
п о вер хн о сть
щитовых
д е т а л е й м ебели. С т а ­
нок п р е д с т а в л я е т собой
309
к о м п л е к т о б о р у д о в а н и я , с о с то я щ и й из устройств/а д л я н а ­
несения к р а с к и I и у с т р о й с т в а д л я в т и р а н и я и с н я т и я и з л и ш ­
ков к р а с к и 2. У строй ств о д л я н а н ес е н и я к р а с к и про хо д но го
т ипа по к о н с тр у к ц и и а н а л о г и ч н о с т а н к у В Щ 9 . Н а н о с я щ и й в а ­
лец устройства покры т полиуретаном. Н ап равлен и е в р а щ е ­
ния н а н о с я щ е г о в а л ь ц а м о ж е т б ы ть к а к попутны м, т а к и
встречны м.
У стр ойств о 2 п р е д с т а в л я е т собой р о л и к о в ы й ко н вейер, на
р а м е к о т о ро го с м о н т и р о в а н ы д в е щ ет о ч н ы е гол овки б и 7 и
с т и р а ю щ а я г о л о в к а 3. Р о л и к о в ы й ко н вейер р а б о т а е т от э л е к ­
т р о д в и г а т е л я ч ерез в а р и а т о р и р ед у к т о р . П е р в а я щ е т о ч н а я го­
л о в к а 7 в ы п о л н е н а в в и д е в а л ь ц а , в р а щ а ю щ е г о с я по н а п р а в л е ­
нию подачи. Щ е т о ч н а я го л о в к а 6 с л у ж и т д л я в т и р а н и я к р а с и ­
т е л я в по ры п ов ерх н ости с поп утн ы м в р а щ ен и е м .
Т р е т ь я , с т и р а ю щ а я го л о в ка 3, н а б р а н н а я из т к а н е в ы х д и с ­
ков, п р е д н а з н а ч е н а д л я с н я т и я с поверхн ости и зл и ш к о в к р а с к и ,
пены, во р с а , о с т а в ш и х с я посл е о б р а б о т к и п р е д ы д у щ и м и в а л ь ­
цам и. С т и р а ю щ и й в а л е ц д и а м е т р о м 400 мм в р а щ а е т с я в н а ­
п р а в л е н и и , п р о т и в о п о л о ж н о м подаче. Все г о л о вки н а с т р а и в а ­
ю т с я и н д и в и д у а л ь н о м а х о в и ч к а м и 4, 5, 8 на т о л щ и н у д ет а л и .
К а ж д а я г о л о в к а им еет и н д и в и д у а л ь н ы й привод, з а к р ы т а о г ­
р а ж д е н и е м и им еет в о р о н к у д л я п о д с о е д и н ен и я к о т с а с ы в а ю ­
щ ей системе. Р а с х о д к р а с я щ е г о м а т е р и а л а 20 г /м 2. Н а с т а н к е
м о ж н о о б р а б а т ы в а т ь д е т а л и д ли н ой 400 . . . 2500 мм, т о л щ и н о й
1 0 . . . 4 0 мм, ш ир ин ой 2 2 0 . . . 9 0 0 мм. П о с л е о б р а б о т к и д е т а л и
на с т а н к е о к р а ш е н н у ю п о ве р х н о ст ь нео б х о д и м о с у ш и ть в т е ­
чен ие 1 5 . . . 25 мин.
Н а ф и н и ш н о м э т а п е о т д е л к и д е т а л и м ебел и, п о к р ы т ы е л а ­
ко к р а с о ч н ы м и м а т е р и а л а м и , п о л и р у ю т с пр и м ен е н и е м с п е ц и ­
а л ь н ы х п а с т в вид е м а зе й (п а с т ) или б р икетов. П о л и р о в а л ь н ы е
пасты н а н о с я т н е п осре д с тв е н н о на п о л и р у е м у ю п оверхн ость,
т в е р д ы е — на п о л и р у ю щ и й инструм ент.
Д л я полирования пастам и применяют полировальны е б а р а ­
б а н н ы е стан ки . П р и п о л и р о в а н и и по вер хн остей щ итов и к р о ­
мок, они р а б о т а ю т по п о зи цион ной или п ро хо д ной схеме.
С т а н к и д л я пози цион ной о б р а б о т к и им ею т один б а р а б а н , з а ­
го то в к а с о в е р ш а е т в о зв р а т н о - п о с т у п а т е л ь н о е д в и ж е н и е . В с т а н ­
ках, р а б о т а ю щ и х по прох од ной схем е, д е т а л ь на про х о д е о б ­
рабаты в ается последовательно несколькими б араб ан ам и .
Тканевый полировальны й диск полировального б ар а б а н а со­
стоит из не с к о л ьк и х г о ф р и р о в а н н ы х т к а н е в ы х ш ай б, з а к р е п л е н
ных на ф и б р о в о й в т у л к е и п о д ж а т ы х д и с к а м и . П о в н у т р е н н ем у
д и а м е т р у ш а й б р а с п о л а г а ю т с я ту р б и н ки , к о т о р ы е о б е с п е ч и ­
в а ю т о б д у в и о х л а ж д е н и е п о л и р у е м о й поверхности. Б а р а б а н ы
с т а н к о в к р о м е в р а щ а т е л ь н о г о им ею т о с ц и л л и р у ю щ е е д в и ж е н и е ,
что с п о с о б с тв у е т п о в ы ш е н и ю к а ч е с т в а и п р о и зв о д и те л ьн о с т и . Н а
м н о г о б а р а б а н н ы х с т а н к а х о с ц и л л я ц и я м о ж е т б ы ть индивиду310
Рис. 145. Кинематическая схема полировального однобарабанного станка
а л ьн о й д л я к а ж д о г о б а р а б а н а или групповой. С т а н к и о б о р у д у ­
ю тся ко н ве й ер н о й подачей.
П о л и р о в а л ь н ы й о д н о б а р а б а н н ы й с т а н о к (рис. 145) п р е д н а з ­
начен д л я п о л и р о в а н и я п л а с т е й щ и т о в ы х д е т а л е й мебел и, п о ­
кр ы т ы х н и т р о ц е л л ю л о з н ы м и или п о л и э ф и р н ы м и л а к а м и .
С т а н о к и м е е т с в а р н у ю ко р о б ч а т о й ф о р м ы с т а н и н у 17, внутри
которой у с т ан о в л е н о г и д р о о б о р у д о в а н и е и п о д м о т о р н а я пл и т а
д л я электродви гателя привода полировального б ар аб ан а. Н а
с т а н и н е по в е р т и к а л ь н ы м н а п р а в л я ю щ и м п е р е м е щ а е т с я с у п ­
порт 11, несущ ий п о д ш и п н и к о вы й у з е л 8 в а л а п о л и р о в а л ь н о г о
б а р а б а н а 10 с о с ц и л л и р у ю щ и м м е х а н и зм о м , с о с т о я щ и м из ш а ­
ту н а 7, ч ер в я ч н о й ш ест е р н и 6 и ч е р в я к а 9.
П о л и р о в а л ь н ы й б а р а б а н н а с т р а и в а е т с я по в ы с о те на т о л ­
щ и н у о б р а б а т ы в а е м о й д е т а л и м а х о в и ч к о м 15, при п о в о р о т е к о ­
т о ро го в р а щ е н и е п е р е д а е т с я на ходовой вин т 13 ч ер ез к о н и ч е ­
ски е ш ес те рн и 12. В р а щ е н и е б а р а б а н у п е р е д а е т с я ч ерез к л и н о ­
р е м е н н у ю п е р е д а ч у . Н а т я ж е н и е р е м н е й о с т а е т с я п ос тоя н н ы м
н е за в и си м о от п о л о ж е н и я с у п п о р та , т а к к а к п о д м о т о р н а я пл ита
311
с электродвигателем поддерж ивается клиновыми ремнями. О б ­
р а б а т ы в а е м а я д е т а л ь у к л а д ы в а е т с я на к а р е т к у 16, к о т о р а я на
р о л и к а х п е р е м е щ а е т с я по н а п р а в л я ю щ и м 5. В о з в р а т н о -п о с т у п а ­
т е л ь н о е д в и ж е н и е к а р е т к и о с у щ е с т в л я е т с я от ш т о к а -р е й к и 1
ги д р о ц и л и н д р а ч ер ез ш ес т е р н и 2 и 3 и з у б ч а т у ю р е й к у 4. С т а ­
нок с н а б ж е н о т с а с ы в а ю щ и м у с т р о й с тв о м 14.
В а л б а р а б а н а о д н о в р е м е н н о с в р а щ е н и е м с о в е р ш а е т возв р а т н о - п о с т у п а т е л ь н о е (о с ц и л л и р у ю щ е е ) д в и ж е н и е с частотой
110 м ин-1 и а м п л и т у д о й 25 мм. Н а с т а н к е м о ж н о о б р а б а т ы в а т ь
п л и ты р а з м е р а м и д о 1 8 0 0 X 8 0 0 X 5 0 мм. Д и а м е т р б а р а б а н а м о ­
ж е т б ы ть 400 . . . 300 мм. С к о р о с т ь п е р е м е щ е н и я к а р е т к и и з м е н я ­
е тся б е с с т у п е н ч а т о в и н т е р в а л е 1 , 5 . . . 8 м/мин.
Н а м н о г о б а р а б а н н ы х п о л и р о в а л ь н ы х с т а н к а х м огут б ы ть 4,
6 или 8 б а р а б а н о в . С т а н к и пр о х о д н о го т и п а о с н а щ е н ы м е х а н и з ­
мом п о д ачи ко н в е й е р н о г о ти п а , с о с т о я щ е г о из д в у х в т у л о ч н о ­
р о л и к о в ы х цепей с о б р е з и н е н н ы м и п л а н к а м и , на к о т о р ы х у с т а ­
н а в л и в а е т с я о б р а б а т ы в а е м а я д е т а л ь . Н а к а ж д о м с у п п о р те
с т а н к а м о н т и р у ю тс я п р и ж и м н ы е р о л и к и и м е х а н и зм н ан есен и я
пасты . Б р у с к и п а с т ы р а з м е р а м и 4 0 0 x 3 5 0 x 5 0 мм р а з м е щ а ю т с я
в кассетах, которые приж им аю тся к полировальном у б ар аб ан у
п н е в м о к а м е р а м и з а счет и зм е н е н и я в них д а в л е н и я . Д л и н а д е ­
т а л е й , о б р а б а т ы в а е м ы х на м н о г о б а р а б а н н ы х с т а н к а х , не о г р а ­
ни ч и вает с я . Ч а с т о т а к о л е б а н и й при о с ц и л л я ц и и 160 м и н -1. С к о ­
рость к о н в е й е р а р е г у л и р у е т с я б ес с т у п е н ч а т о в и н т е р в а л е от 2
д о 9 м /м ин.
Д л я п р о м е ж у т о ч н о г о ш л и ф о в а н и я л а к о в о й пл енк и и г р у н т о ­
вок на щ и т о в ы х д е т а л я х м еб и л и п р и м е н я е т с я в и б р о ш л и ф о в а л ь ный с т а н о к Ш л 2 В (рис. 146). С т а н о к со сто и т из с т ан и н ы , р о л и ­
к о вого к о н в е й е р а , м е х а н и з м а ш л и ф о в а н и я и м е х а н и з м а н а ­
стройки .
Р о л и к о в ы й кон в ей ер 1 состои т из о д и н н а д ц а т и о б р ези н ен l'.'x м я гко й р е зи н о й р о л и к о в , п р и в о д и м ы х в д в и ж е н и е от э л е к ­
т р о д в и г а т е л я ч ер е з в а р и а т о р и ц еп ную пер е д а чу . Д е т а л ь 2 б а ­
зи р у е т с я на н е п р и в о д н ы х г л а д к и х о б р е з и н е н н ы х т в ер д о й р е з и ­
ной р о л и к а х 9, с м о н т и р о в а н н ы х на вер хней п о д ъ е м н о й р а м е 3.
М гханизм подачи обеспечивает скорость перемещ ения о б р а б а ­
т ы в а е м о г о щ и т а в и н т е р в а л е о т 6 д о 20 м/мин.
М е х а н и з м н а с т р о й к и с т а н к а п р е д с т а в л я е т собой си с т е м у
р ы ч а го в , о б р а з у ю щ и х п а р а л л е л о г р а м м , к к о т о р ы м п р и к р е п л е н а
р а м а . Н а р а м е с м о н т и р о в а н ы в и б р о у т ю ж к и 12, д в а б а р а б а н а
4 и 8 д ля перемотки ш лиф овальн ой ленты 6 и отсасы ваю щ ее
уст р о й с тво 11.
В и б р о у т ю ж к и п р е д с т а в л я ю т собой ж е с т к и е плиты , р а б о ч а я
по в е р х н о ст ь пер во го из них п о к р ы т а в о й л ок о м , у вт о р о го — л а ­
тексом . У т ю ж к и им ею т и н д и в и д у а л ь н ы е э л е к т р о п р и в о д ы 7 ч е­
рез эк с ц е н т р и к и , что о б ес п е ч и в а е т их к о л е б а н и я при р а б о т е
в г о р и зо н т а л ь н о й п лоскости с а м п л и т у д о й 5 мм. Ш л и ф о в а н и е
312
9
Ш
И
Рис. 146. Станок для промежуточного ш лифования лакокрасочных покрытий
Шл2В
л а к о в о й п л е н к и щ и т о в п р о и зв о д и т с я ш л и ф о в а л ь н о й л ен т о й 6,
к о т о р а я п р и ж и м а е т с я к о б р а б а т ы в а е м о й п о в ерх н ости в и б р о ­
у т ю ж к а м и . П р и п р о х о д е щ и т а под п е рв ы м у т ю ж к о м ш л и ф о ­
в а л ь н а я ш к у р к а с н и м а е т в ы ступ ы ( 6 . . . 8 м км ) на л а к о к р а с о ч ­
ном пок ры ти и. Н а у ч а с т к е под в т о р ы м у т ю ж к о м с н и м а е т с я п о д ­
н я в ш и й с я во р с и с о ш л и ф о в ы в а е т с я о к и с н а я п л е н к а на гл у б и н у
до 10 мкм.
Б а з и р о в а н и е по в ер хн ей п л асти щ и т а п о з в о л я е т о д н о в р е ­
м енно о б р а б а т ы в а т ь н е с к о л ь к о д е т а л е й по ш и р и н е с р а з н о т о л щ и н н о ст ью д о 3 мм. П о о к о н ч а н и и ш л и ф о в а н и я д е т а л ь п о п а д а е т
в зо н у о т с а с ы в а ю щ е г о у с т р о й с тв а . С ж а т ы й во зд у х п о д н и м а е т
ш л и ф о в а л ь н у ю п ы л ь с п ов ерх н ости д е т а л и , к о т о р а я во в з в е ш е н ­
ном сос то я н и и о т с а с ы в а е т с я э к с га у с т е р н о й системой.
Н а толщ ину обрабаты ваем ой детали станок настраивается
вр уч н у ю п о д ъ е м о м р а м ы м е х а н и зм о м , п р и в о д и м ы м м ах о ви ч ко м .
В и б р о у т ю ж к и п е р е м е щ а ю т с я по в е р т и к а л и о т н о си т е л ьн о п о в е р х ­
ности б а з о в ы х р о л и к о в н а с т р о е ч н ы м м е х а н и зм о м , что о б е с п е ч и ­
в а е т р е г у л и р о в к у у с и л и я н а ж и м а ш л и ф о в а л ь н о й ленты .
П о м е р е и зн о с а ш л и ф о в а л ь н а я ш к у р к а в за в и с и м о с т и от
д л и н ы о б р а б о т а н н о й п о вер хн о сти по к о м а н д е д а т ч и к о в 5, 10
а в т о м а т и ч е с к и п е р е м е щ а е т с я на р а б о ч у ю д л и н у у т ю ж к о в м е ­
х а н и зм о м пер ем отки.
Техническая характеристика виброшлифовального станка Шл2В
Размеры обрабатываемых деталей, мм:
ширина .....................................................................
длина .........................................................................
толщина
.................................................................
.................
Частота колебания утюжков, мин-1
Установленная мощность электродвигателей, кВт
200 . . . 800
500 . . . 1800
6 . . . 50
1400
1,8
313
66. О борудован и е для обработки и облицовывания
кромок щитовых детал ей
О б р аб о тка и облицовы вание кром ок щитовых деталей ме­
б ел и по с л е о б л и ц о в ы в а н и я п л а с т е й и о б р е з к и по ф о р м а т у в к л ю ­
ч ает н а н ес е н и е к л е я на кр о м к у , п о д а ч у и п р и ж и м о б л и ц о в о ч ­
ного м а т е р и а л а и с н я т и е свесов со с м я гч е н и е м о с т р ы х граней.
Д л я п р о в е д е н и я эти х о п е р а ц и й и с п о л ь з у ю т с я о д н о с то р о н н и е
к р о м к о о б л и ц о в о ч н ы е с т ан к и М О К - 3 и М О К -4.
С т а н о к М О К - 4 (рис. 147) п р е д н а з н а ч е н д л я од н о с то р о н н е го
о б л и ц о в ы в а н и я п р я м о л и н е й н ы х к р о м о к щ и т о в с и н те ти ч е ск и м р у ­
л о н н ы м м а т е р и а л о м и н а т у р а л ь н ы м ш поном , с т а н о к М О К - 3 —
т о л ь к о с и н те т и ч е ск и м р у л о н н ы м м а т е р и а л о м .
О сновой с т а н к а я в л я е т с я у с т а н о в л е н н а я на о п о р а х 1 с т а ­
нина 2, на к о то ро й м о н т и р у ю тся все а г р е г а т ы . Д л я п е р е м е щ е ­
ния щ и т а в д о л ь с т а н к а у с т а н о в л е н цепной к о н в ей ер 4 с н а ­
к л а д к а м и на з в е н ь я х , и зг о т о в л е н н ы х из а н т и ф р и к ц и о н н о г о
м а т е р и а л а . О б р а б а т ы в а е м а я д е т а л ь п р и ж и м а е т с я к цепи к о н в е й ­
е р а к л и н о в ы м р ем нем , п е р е м е щ а ю щ и м с я со с к о р о с т ью к о н в е й ­
ера. П р и ж и м о с у щ е с т в л я е т с я ч ер ез ро л ики, на р ы ч а г и ко торы х
в о зд е й с т в у е т р е зи н о в ы й ш л а н г с д а в л е н и е м в о з д у х а 0,1 М П а .
Вся си с т е м а п р и ж и м а р а с п о л а г а е т с я на т р а в е р с е 8, п е р е м е щ е ­
ние по в ы с о те к отор ой при н а с т р о й к е п р о и з в о д и т с я вр уч н у ю
в р а щ е н и е м м а х о в и ч к а ви н тов ого м е х а н и з м а .
К л е й - р а с п л а в р а з м е щ а е т с я в к л е е в о м б а ч к е 20 вм ес ти м о ст ью
7 м3, где он р а з о г р е в а е т с я т р у б ч а т ы м и э л е к т р о н а г р е в а т е л я м и до
т е м п е р а т у р ы 2 0 0 . . . 2 5 0 °С, р а с п л а в л я е т с я и н а н о си т с я на
к р о м к у в р а щ а ю щ и м с я р о л и к ом . Р о л и к п о д о г р е в а е т с я в с т р о е н ­
ной в него сп и р а л ь ю . Т е м п е р а т у р а в б а ч к е и р о л и к а п о д д е р ж и ­
вается автоматически.
О б л и ц о в о ч н ы й м а т е р и а л в в и д е р у л о н а или п о л о с о к ш п о н а
р а з м е щ а е т с я в м а г а з и н е 19. И з м а г а з и н а он в ы д а е т с я а в т о м а ­
ти ч еск и по к о м а н д е кон ечн ого в ы к л ю ч а т е л я , ко т о р ы й с р а б а т ы ­
в а е т при в о зд ей с тв и и п е р е м е щ а ю щ е г о с я щ и т а. О б л и ц о во ч н ы й
м а т е р и а л из м а г а з и н а п о с т у п а е т под п р и во дн ой р о л и к б л о к а
о б к а т к и 18. О к р у ж н а я с ко р о с т ь этого р о л и к а р а в н а скор ости
п е р е м е щ ен и я к о н в е й е р а под ачи . Р о л и к и б л о к а о б к а т к и п р и ­
ж и м а ю т о б л и ц о в о ч н ы й м а т е р и а л к к р о м к е щ и т а под д ей с тв и е м
п р уж и н . П е р е д н и й и з а д н и й свесы по д л и н е д е т а л и с н и м а ю т с я
п и л ь н ы м и г о л о в к а м и 16 и 17, к о т о р ы е у с т а н о в л е н ы на п а н т о ­
г р а ф а х и р а б о т а ю т к а к с у п п о р т ы с о п р о в о ж д е н и я . С ве с ы о б л и ­
цовочного м а т е р и а л а по т о л щ и н е щ и т а с н и м а ю т с я ф р е з е р н о ­
ф а с о в о ч н ы м и г о л о в к а м и 14 и 15. В к а ч е с т в е п р и в о д а ф р е з 7
и с п о л ь з у ю т с я э л е к т р о ш п и н д е л и м о щ н о с тью 0,3 к В т при с и н ­
хро н н ой ч ас т о т е в р а щ е н и я 12 000 м ин-1 . Э л е к т р о ш п и н д е л и с м о н ­
т и р о в а н ы на р ы ч а г а х , на к о т о р ы х у с т а н о в л е н ы коп иры 6, о б е с ­
п е ч и в а ю щ и е с н я т и я све с а з а д а н н о г о р а з м е р а з а п о д л и ц о с у р о вн е м
314
п л асти. П р и сн я т и и свесов э л е к т р о ш п и н д е л и у с т а н а в л и в а ю т
под угл о м 5 . . . 10° к п л а с т и щ и т а, а при сн я ти и ф а с о к — под
у гл о м 45°.
В с л у ч а е о б л и ц о в ы в а н и я боково й к р о м к и н а т у р а л ь н ы м ш п о ­
ном его п о в ер х н о ст ь о б р а б а т ы в а е т с я ш л и ф о в а л ь н о й го л о вко й
13. Ш л и ф о в а л ь н а я л е н т а , п р и в о д и м а я в д в и ж е н и е от и н д и в и ­
дуального электродвигателя, приж им ается к обрабаты ваем ой
п о вер хн о сти у т ю ж к о м . Л е н т а о с ц и л л и р у е т в в е р т и к а л ь н о й п л о ­
скости с а м п л и т у д о й 14 мм. П р и о б л и ц о в ы в а н и и с и н те ти ч е ск и м
м атериалом ш лиф овальн ую головку отключают. Д л я см ягче­
ния г р а н е й к р о м о к у с т а н о в л е н ы д в а э л е к т р о ш п и н д е л я 12 м о щ ­
ностью 0,25 к В т с л е п е с т к о в ы м и ш л и ф о в а л ь н ы м и к р у г а м и . П е р ­
вый по х о д у д е т а л и э л е к т р о ш п и н д е л ь о б р а б а т ы в а е т н и ж н ю ю
грань, в то ро й — верх ню ю . С в о б о д н ы й к р а й щ и т а п е р е м е щ а е т с я
по р о л и к а м п о д д е р ж и в а ю щ е г о у с т р о й с т в а 22. А г р е г а т ы с т а н к а
м о н т и р у ю тс я на с т о й к а х 3 и 11 я п р о с т а в а х 5 и 9, к о т о р ы е у с т а ­
н о в л е н ы н а станине.
Н а с т а н к е м о ж н о о б р а б а т ы в а т ь щ и т ы р а з м е р а м и 2000 X
X 8 5 0 X 3 2 мм. С к о р о с т ь п о д а ч и р е г у л и р у е т с я б ес с т у п е н ч ат о
в д и а п а з о н е 1 2 . . . 2 4 м /мин.
67. О б о р у д о в а н и е д л я п од го тов к и ш п о н а
к облицовыванию
Г и л ьо т и н н ы е н ож н и ц ы . Н е с м о т р я на ш и р о к о е п р и м ен е н и е
в к а ч е с т в е о б л и ц о в о ч н о г о м а т е р и а л а син те т и ч е ск и х пл ено к , д о л я
и с п о л ь з о в а н и я н а т у р а л ь н о г о ш п о н а не у м е н ь ш а е т с я . Т е х н о л о г и ­
ч еский п р оц е сс п о д готов к и с т р о га н о го ш п о н а з а н и м а е т в а ж н о е
место в п р о и зв о д с т в е н н о м по т о к е и зг о т о в л е н и я мебели. П р и о б ­
л и ц о в ы в а н и и ш и р о к и х п ов ерх н остей он состои т из р а з м е т к и
ш п о н а , р а с к р о я на д е л я н к и , при н е о б х о д и м о с ти ф у г о в а н и я к р о ­
мок, н а б о р а и с о е д и н е н и я д е л я н о к в л и с т ы н у ж н ы х р а з м е р о в .
П а ч к и ш п о н а р а с к р а и в а ю т по н а м е ч е н н ы м л и н и я м с н а ч а л а п о ­
перек, а з а т е м в д о л ь н а п р а в л е н и я в ол око н . Д л я р а с к р о я ш п о н а
п р и м ен я ю т к р у г л о п и л ь н ы е и л е н т о ч н о п и л ь н ы е с т а н к и , б у м а г о р е ­
зательн ы е и гильотинные ножницы.
П р и р а с к р о е на к р у г л о п и л ь н ы х с т а н к а х п а ч к у ш п о н а з а ­
к р е п л я ю т на к а р е т к е п л о с к и м з а ж и м о м . К а р е т к а н а д в и г а е т с я на
пилу, п е р е м е щ а я с ь по н а п р а в л я ю щ и м с т о л а. П о с л е о п и л и в а н и я
кромок ш пона требуется дополнительное фугование д ля прида­
ния им т р е б у е м о й ш ер о х о в а т о с т и . Э т а о п е р а ц и я не т р е б у е т с я
при о б р е з к е ш п о н а н а г и л ьо т и н н ы х н о ж н и ц а х с п р и ж и м н о й б а л ­
кой. Д л я п р о д о л ь н о г о и п оп ер еч н ого р е з а н и я п а к е т о в с т р о га н о го
и л у щ е н о го ш п о н а п р и м е н я ю т г и л ь о т и н н ы е н о ж н и ц ы НГЗО,
Н Г18 -2, Н Г 2 8 (рис. 148).
П а ч к у ш п о н а 11 у к л а д ы в а ю т на ст о ле 10, з а ж и м а ю т п р и ­
ж и м н о й б а л к о й 3 и о б р е з а ю т н о ж о м 8. Н о ж н и ц ы с о с то я т из
316
Рис. 148. Гильотинные ножницы НГ18-2
с л е д у ю щ и х ос н ов н ы х частей: с т ан и н ы , р а б о ч е г о с т о л а , п р и ж и м ­
ной т р а в е р с ы ( б а л к и ) , н о ж е в о й т р а в е р с ы , к а р е т к и с у п о р а м и ,
гидро- и э л е к т р о о б о р у д о в а н и я . С т а н и н а 1 н о ж н и ц п р е д с т а в л я е т
собой с б о р н у ю к о н с тр у к ц и ю , в ы п о л н е н н у ю в вид е п о р т а л а . Н а
с т а н и н е р а с п о л о ж е н р а б о ч и й сто л и д в е н а п р а в л я ю щ и е стойки,
а т а к ж е г и д р о б а к с г и д р о а п п а р а т у р о й и эл е к т р о о б о р у д о в а н и е .
Н о ж е в а я т р а в е р с а 7 с п л о с к и м н о ж о м 8 м о н т и р у е т с я на осях
стоек. П р и в о д т р а в е р с ы — г и д р а в л и ч е с к и й . О н а с о в е р ш а е т кач а т е л ь н ы е д в и ж е н и я в в е р т и к а л ь н о й пл о скости от г и д р о ц и л и н ­
д р а 9 ч ерез р ы ч а ж н у ю систем у. В в ерх н ем п о л о ж е н и и т р а в е р с а
удерж ивается фиксатором.
П р и ж и м н а я т р а в е р с а п р е д с т а в л я е т собой с в а р н у ю к о н с т р у к ­
цию, к о т о р а я п е р е м е щ а е т с я по н а п р а в л я ю щ и м б о ко вы х с т о ек от
г и д р о ц и л и н д р а 2 и п р и ж и м а е т п а к е т ш п о н а к ст о л у в проц ессе
р е за н и я . К а р е т к а 4 с о т к и д н ы м и у п о р а м и 5 с л у ж и т д л я точной
у с т ан о в к и п а ч к и ш п о н а на ст о л е по ш ир ин е. Д л я п р о п у с к а о б ­
р е за н н о й п ач к и ч ер е з н о ж н и ц ы или при ее р а з в о р о т е у п о р ы к а ­
ре т ки о п у с к а ю т с я и н о ж н и ц ы и с п о л ь з у ю т с я в л ини и к а к п р о ­
хо д н о е о б о р у д о в а н и е . К а р е т к а п е р е м е щ а е т с я м е х а н и зм о м 12, 13.
П р и р а б о т е п а к е т ш п о н а о р и е н ти р у ю т по световой полосе,
с о в м е щ а я с ней н а м е ч ен н у ю л и н и ю р е з а н и я . С в е т о в а я полоса
с о з д а е т с я л а м п о й д н е в н о г о с в е та ч ер е з щ е л ь м е ж д у но ж ево й
и п р и ж и м н о й т р а в е р с а м и . П р и вкл ю ч е н и и с т а н к а с н а ч а л а о п у ­
с к а е т с я п р и ж и м н а я т р а в е р с а , а з а т е м при д о с т и ж е н и и з а д а н ­
ного д а в л е н и я п р и ж и м а а в т о м а т и ч е с к и в к л ю ч а е т с я н о ж е в а я т р а ­
в е р са , с о в е р ш а я дв ой н о й хо д с ф и к с а ц и е й в в е р х н е м п о л ож ен ии.
П р е д у с м о т р е н о ру ч ное у п р а в л е н и е п р и ж и м н о й т р а в ер с о й . П р о ­
317
и зв о д и т е л ьн о с т ь н о ж н и ц за в и с и т от р а з м е р о в п а к е т а . С вето вое
устро йство 6 о б е с п е ч и в а е т б е з о п а с н о с т ь р аботы .
Техническая характеристика гильотинных ножниц НГ18-2
Размеры обрабатываемого пакета, мм:
наибольшая д л и н а .............................................................................
ширина ...................................................................................................
наибольшая высота при резании
вдоль волокон
.............................................................................
поперек волокон
.........................................................................
Длнна ножа, мм
......................................................................................
Удельное давление прижима, МПа
....................................................
Общая установленная мощность,к В т ..................................................
1800
75 . . . 1000
90
30
2100
0,2
8,1
Д р у г и е м одели н о ж н и ц а н а л о г и ч н ы Н Г18-2, о т л и ч а ю тс я д л и ­
ной н о ж а и массой.
Р е б р о с к л е и в а ю щ и е с т ан ки п р е д н а з н а ч е н ы д л я с к л е и в а н и я
на р е б р о полос ш по на в д о л ь волокон. Л и с т ы ш п о н а могут с о е д и ­
н я т ь с я на кл еев о й ш ов с и с п о л ь з о в ан и е м г у м м и р о в а н н о й л енты
или т е р м о п л а ст и ч н о й нити. В первом с л у ч а е и сп о льзу ю тся
с т ан к и РС -5, в ко то р ы х полосы ш п о н а п е р е м е щ а ю т с я гусенич­
ным ко н вейер о м по н а п р а в л я ю щ е й л и н е й к е под пр и ем н ы е р о ­
лики. К р о м к и полос а в т о м а т и ч е с к и с м а з ы в а ю т с я 8 % -н ы м р а с ­
тво р о м ф о р м а л и н а д л я р а з м я г ч е н и я клея. П р и ж и м н ы е р а м ки ,
оси ко торы х п оверн уты под неко то р ы м углом, о б есп ечи в аю т
поперечное с ж а т и е (с тя ги в а н и е ) полос. В месте с к л е и в а н и я шов
прогревается до температуры 8 0 . . . 1 5 0 ° С эл ектронагревате­
л я м и . Т е м п е р а т у р а п о д д е р ж и в а е т с я а в т о м а т и ч е с ки .
Д л я со еди н ен и я полос ш по на в сты к гу м м и р о в а н н о й лентой
п р и м ен я ю т с т ан к и РС -7. Л е н т а п о д а е тс я с к а т у ш к и , проходит
через у в л а ж н и т е л ь н у ю в а н н о ч к у и п р и ж и м а е т с я к с к л е и в а е м ы м
по л о с а м ш по на п р и ж и м н ы м рол ико м . П о л о с ы с т я г и в а ю т с я в е р х ­
ним ц и ли н д р и ч ес к и м и н и ж н и м коническим р о л и к ам и .
Б о л е е со в р е м е н н ы м я в л я е т с я с к л е и в а н и е полос ш по на т е р ­
м о п л асти чн о й нитью на с т а н к е Р С -9 (рис. 149), которы й с о ­
стоит из с т ан и н ы 1, кл еил ьн о й головки 4, м е х а н и з м а подачи 3,
ст о л а 8, н а п р а в л я ю щ е й линей ки, м е х а н и з м а о т р ы в а нити 7, пус­
ко р е гу л и р у ю щ е й а п п а р а т у р ы 5, 6 и п р и в о да 2.
П о д а ч а полос ш п о н а с од но вр ем енно й их с т я ж к о й п р о и з в о ­
д и т с я м е х а н и зм о м подачи, п о л о ж е н и е ди ско в которого р е г у л и ­
р у е тся по в ы со те о т н о си тел ь н о поверхности с то ла. С к о р о сть п о ­
д ач и р е г у л и р у е тс я б есступенчато. П у с к о р е г у л и р у ю щ а я а п п а р а ­
ту р а р а з м е щ е н а на п ульте у п р а в л е н и я . С к о р о сть подачи полос
ш пона, ш а г и а м п л и т у д а н а к л е и в а е м о й нити у с т а н а в л и в а ю т с я
изм ен ен ием р а б о ч е г о д и а м е т р а д и с к о в в а р и а т о р а п р и в о да и
в а л а ни теводителя.
М е х а н и з м подачи с т я ж к и и пр и во д ни те в о д и т е л я в к л ю ч а ­
ются од новрем енно. Т е р м о п л а с т и ч н а я нить с бобины по д а е тс я
ч ерез вх о д но е с опло ни те в о д и т е л я и на вы х о д е р а з о г р е в а е т с я
318
до т е м п е р а т у р ы п о р я д к а 500 °С. В ы х о д н а я т р у б к а с о в е р ш а е т
к а ч а т е л ь н о е д в и ж е н и е , н а н о ся на п олосы ш п о н а з и г з а г о о б р а з ­
ный ш ов у с т а н о в л е н н о г о ш а г а и а м п л и т у д ы . Н и т ь п р и к а т ы в а ­
ется к п о в е р х н о ст я м с к л е и в а е м ы х полос п р и ж и м н ы м р ол ик ом .
О т р ы в нити по о ко н ч а н и и с к л е и в а н и я п р о и с х о д и т а в т о м а т и ч е ­
ски при вкл ю ч е н и и о т р ы в н о г о р о л и к а , с ко р о с т ь к о т ор ого в 3 р а з а
б о л ь ш е ск о р о с т и подачи.
Т е х н и ч е с к а я характеристика ребросклеивающего станка РС-9
Размеры склеиваемых полос шпона, мм:
наибольшая ширина .........................................................................
толщина
...............................................................................................
Скорость подачи, м/мин
.........................................................................
Ш аг наклеивания нити, мм
.................................................................
Наибольш ая амплитуда наклеивания, мм .......................................
Общая установленная мощность, к В т ...............................................
900
0,4 . . . 4
14 . . . 40
10 . . . 30
14
1,27
С т а н о к ПТШ -1 д л я п р о к л ей к и т о р ц о в ш п о н а с ц ел ью их у к ­
р е п л е н и я (рис. 150) со сто и т из с т ан и н ы 1, левой п о д в и ж н о й 3 и
п р а в о й н е п о д в и ж н о й 5 к л е и л ьн ы х гол ово к, к а р е т к и 2, в а к у у м п о д а т ч и к а 4 п р и в о д а и п н е в м о р а з в о д к и 6.
С т а н о к р а б о т а е т с л е д у ю щ и м о б р а з о м . К а р е т к у с левой к л е ­
ильной гол ов ко й у с т а н а в л и в а ю т на ш и р и н у о б р а б а т ы в а е м о й
р у б а ш к и . С и м м е т р и ч н о о т н о с и т е л ьн о к л е и л ь н ы х г о л о в о к р а с ­
п о л а г а ю т в а к у у м - п о д а т ч и к с нео б х о д и м ы м числом присосов. Р у ­
б а ш к и , у л о ж е н н ы е в стопу на з а г р у з о ч н о м с т о л е с т а н к а , о р и е н ­
т и р у ю т пр о д о л ьн о й и по перечной к р о м к а м и о т н о с и т е л ьн о б а з о в ы х
319
э л е м е н т о в . Т е р м о п л а с т и ч н у ю нить п о д а ю т через с о п л а н а ­
г р е в а т е л ь н ы х т р убо к . Ч е р е з 7 . . . 10 мин по с л е п р о г р е в а в к л ю ­
ч а ю т в а к у у м -к о м п р е с с о р . В ерхни й слой ш п о н а з а х в а т ы в а е т с я
п р и с о са м и в а к у у м - п о д а т ч и к а и н а п р а в л я е т с я в зо н у п о д а ю щ и х
ро л и к ов . К о г д а п е р е д н я я к р о м к а л и с т а пер е с е ч ет лучи ф о т о ­
д а т ч и к о в , в к л ю ч а ю т с я п р и в о д п о д а ч и ш п о н а и п р и в о д п о д ачи
воздуха в нагревательны е трубки. Пневмоприсосы освобож даю т
л и с т ш п о н а , и он т р а н с п о р т и р у е т с я п о д а ю щ и м и р о л и к а м и . Р а ­
з о г р е т а я нить под д ей с тв и е м п р и ж и м н ы х р о л и к о в п р и к л е и в а ­
е тся к к р о м к а м л и с т а . В а к у у м -п о д а т ч и к в о з в р а щ а е т с я в и с х о д ­
ное п о л о ж е н и е д л я п о в т о р е н и я ц и к л а . П р и п ересечен ии з а д н е й
к р о м к о й с в е т о в ы х л уче й ф о т о д а т ч и к о в п о д а ч а ш п о н а и п о д а ч а
воздуха в нагревательн ы е трубки автоматически отклю чаю тся.
К л е е в а я нить п р и ж и м а е т с я к о т р ы в н ы м р о л и к а м и о б р ы в ае т с я .
В д а л ь н е й ш е м ц и к л по вт о р я е тс я .
Техническая характеристика станка для проклейки торцев шпона ПТШ-1
Размеры листов шпона, мм:
толщина
............................................................................................... 0,4
...
1,5
д л и н а ........................................................................................................ 380 . . . 2250
ш и р и н а ................................................................................................... 230 . . . 930
Скорость подачи (меняется бесступенчато)
...................................
10 . . .
30
Рабочая температура воздуха в нагревательной трубке, °С . . . 370 . . . 400
Общая установленная мощность, кВт
................................................
2,57
Контрольные вопросы
1. Какие бывают виды отделки? 2. Какое оборудование применяется
для подготовки поверхности? 3. К акое оборудование применяется для нане­
сения лакокрасочных покрытий? 4. В чем особенность работы лаконаливном
машины? 5. В чем конструктивная особенность станка Ш л2В? 6. Где при­
меняются гильотинные ножницы? 7. Д л я чего и как производится проклейка
торцов шпона?
320
Г л а в а 14. СТА Н ОЧН Ы Е Л И Н И И
Д Е РЕ В О О БРА БА Т Ы В А Ю Щ И Х МАШИН
68. К лассификация линий
В у с л о в и я х науч н о -т е х н и ч е с ко го п р о г р е с с а в с т а е т з а д а ч а п е ­
р е х о д а от р е ш е н и я л о к а л ь н ы х з а д а ч а в т о м а т и з а ц и и , р а з р а б о т к и
к о н с тр у к ц и й о т д е л ь н ы х м а ш и н -а в т о м а т о в и п о л у а в т о м а т о в
к с о з д а н и ю з а к о н ч е н н ы х систем м а ш и н по в ы п у с к у конечной
пр о д у кц и и с и с п о л ь з о в а н и е м новей ш их д о с т и ж е н и й п р о г р е с с и в ­
ной т е хно л огии, а в т о м а т и з и р о в а н н ы х систем у п р а в л е н и я . Это
в о з м о ж н о при к о м п л ек с н о й а в т о м а т и з а ц и и про ц ессо в д е р е в о о б ­
р а б о т к и с о з д а н и е м систем м а ш и н п о с л е д о в а т е л ь н о г о д ей с тв и я
при в ы п о л н е н и и те х н о л о г и ч е с к о го п р о ц е сс а п р е о б р а з о в а н и я ис­
х од н ого м а т е р и а л а в го тов ы е и зд ел и я , н а з ы в а е м ы е с т ан о ч н ы м и
линиями. Линии д еревообрабаты ваю щ их маш ин классиф ици­
р у ю т по с теп ени а в т о м а т и з а ц и и в ы п о л н я е м ы х на них о п ер а ц и й ,
в и д у с в я зи с т а н к о в и а г р е г а т о в , х а р а к т е р у те х н о л о г и ч е с к о го п о ­
т о к а и степени у н и в е р с а л ь н о с т и .
П о степени п о л н о т ы а в т о м а т и з а ц и и о п е р а ц и й с т а н о ч н ы е л и ­
нии п о д р а з д е л я ю т на поточны е, п о л у а в т о м а т и ч е с к и е и а в т о м а ­
т ические. П о т о ч н а я л и н и я п р е д с т а в л я е т си с т е м у м аш и н ,
р а б о т а ю щ и х н е за в и си м о , с п о с л е д у ю щ ей п е р е д а ч е й о б р а б а т ы ­
в а е м ы х д е т а л е й . В поточной л ини и все с т а н к и р а б о т а ю т , к а к
правило, в полуавтом атическом режиме, а загр у зк а и съем о б ­
р а б а т ы в а е м ы х д е т а л е й , к о н т р о л ь и у б о р к а п р о и зв о д я т с я в р у ч ­
ную.
Автоматическая
линия
( А Л ) — система м аш и н -ав­
т о м а т о в , р а с п о л о ж е н н ы х в тех н о л о ги ч е с к о й п о с л е д о в ат е л ьн о с т и ,
объединенны х м еханизм ам и и устройствами д ля транспортиро­
в а н и я изд ел и й , и зм е н е н и я о р и е н т а ц и и , н а к о п л е н и я з а д е л о в , у д а ­
л е н и я отходо в, а т а к ж е систем ой у п р а в л е н и я . А Л н у ж д а е т с я
л и ш ь в п е р и о д и ч е с к о м к о н т р о л е и те х н и ч е с ком о б с л у ж и в а н и и .
Конструктивным признаком А Л является наличие встроен­
ного а в т о м а т и ч е с к и д е й с т в у ю щ е г о т е х н о л о г и ч е с к о го о б о р у д о в а ­
ния, в с п о м о г а т е л ь н о го о б о р у д о в а н и е д л я в ы п о л н е н и я м е ж а г р е га т н ы х ф у н к ц и й и р а з в и т о й си с т ем ы у п р а в л е н и я , к о т о р а я
ко о р д и н и р у е т р а б о т у тех н о л о ги ч е с к о го и в с п о м о г а т е л ь н о го о б о ­
рудования. В аж н ейш и м и характери сти кам и А Л являю тся техно­
л о г и ч ес к о е н а зн а ч е н и е , х а р а к т е р встро ен но го т е хн ол о ги че ск ого
о б о р у д о в а н и я и вид м е ж а г р е г а т н о й с вязи.
П о л у а в т о м а т и ч е с к о й н а з ы в а е т с я ли н и я , к о т о р а я р а ­
б о т а е т в а в т о м а т и ч е с к о м р е ж и м е , но з а г р у з к а и с ъ е м готовой
п р о д у к ц и и т р е б у ю т з а т р а т ру ч но го тр у д а .
П о х а р а к т е р у те х н о л о г и ч е с к о го по т о к а л ини и д е р е в о о б р а ­
б а т ы в а ю щ и х м а ш и н п о д р а з д е л я ю т с я на по сто я н н о -п о то ч н ы е и
перем енн о -по точны е. П о с т о я н н о - п о т о ч н ы е л и н и и слу321
ж а т д л я о б р а б о т к и од но го о п р е д е л е н н о г о и зд е л и я , в и з г о т о в л е ­
нии ко то ро го з а д е й с т в о в а н ы все а г р е г а т ы , в х о д я щ и е в линию .
П е р е м е н н о - п о т о ч н ы е л и н и и предназначены для изго­
т о в л е н и я р а зл и ч н ы х , но о д н о р о д н ы х изд ел ий, р а з л и ч а ю щ и х с я
р а з м е р а м и или о т д е л ь н ы м и э л е м е н т а м и , т р е б у ю щ и х п е р е н а ­
л а д к и при п е ре х од е на о б р а б о т к у д р у го г о в и д а изд елия.
П о в и д у с в я з и с т а н к о в л ини и могут б ы ть с ж е с т к о й , гибкой
и с м е ш а н н о й м е ж а г р е г а т н о й с в я зью . П р и ж е с т к о й с в я з и
т е х н о л о г и ч ес к о е о б о р у д о в а н и е с п о м о щ ью т р а н с п о р т н ы х средств
(ко н ве й ер ы , а в т о м а т и ч е с к и е м а н и п у л я т о р ы ) б л о к и р у ю т с я и р а ­
б о т а ю т в едином ритм е. О т к а з л ю б о г о к о н с тр у к ти в н о г о э л е ­
м ента м о ж е т п р и в ести к о т к а з у и п ростою всей линии. П ри
гибкой межагрегатной
связи
м е ж д у к а ж д о й парой
м а ш и н или а г р е г а т о в им е е тс я а в т о м а т и ч е с к и й н а к о п и т е л ь . М о ­
гут с у щ е с т в о в а т ь и п р о м е ж у т о ч н ы е в а р и а н т ы , к о г д а л и н и я р а з ­
д е л е н а на у ч ас т к и , и число н а к о п и т е л ей в ней м е н ьш е числа
ст ан к о в . Э то от н о с и т с я к с м е ш а н н о й с в я з и .
П о х а р а к т е р у о тн о с и т ел ьн о го п е р е м е щ е н и я о б р а б а т ы в а е м о й
за г о т о в к и л ини и м огут б ы ть проходного, ц и к л о-п ро хо д н о го, п о ­
зиц ио нн ого и пози ц и о н н о -п р о х о д н о го типов.
П о ти п у п р и м ен я ем о г о о б о р у д о в а н и я А Л п о д р а з д е л я ю т с я на
линии, с о с т о я щ и е из у н и в е р с а л ь н ы х , а г р е г а т н ы х (с п е ц и а л и з и р о ­
в а н н ы х ) и с п е ц и а л ь н ы х м а ш и н т е х н о л о г и ч е с к о го н а з н а ч е н и я .
АЛ и з у н и в е р с а л ь н ы х с т а н к о в
применяю т в м елко­
серийн ом п р о и зв о д с т в е . В у с л о в и я х т а к о г о п р о и з в о д с т в а т р е б у ­
ется ч а с т а я п е р е н а л а д к а о б о р у д о в а н и я на и зго т о в л е н и е р а з ­
л и ч н ы х д е т а л е й по а н а л о г и ч н ы м т е х н о л о г и ч е с к и м п ро ц ессам .
У н и в е р с а л ь н ы е м а ш и н ы п о з в о л я ю т б ы ст р о п р о в о д и т ь п е р е н а ­
л а д к у линии. Е с л и т а к а я п е р е н а л а д к а н е о б х о д и м а ч ерез к о р о т ­
кие п р о м е ж у т к и врем ени, то с о з д а ю т с я л ини и из у н и в е р с а л ь ­
ны х с т а н к о в с у п р а в л е н и е м от Э В М .
Л и н и и из а г р е г а т н ы х и л и м о д у л ь н ы х т е х н о ­
л о г и ч е с к и х м а ш и н (или из с п е ц и а л и з и р о в а н н ы х ) п р и м е ­
няю т п р е и м у щ е с т в е н н о в к р у п н о с е р и й н о м или м а с со в о м п р о и з ­
в о д ствах . П е р е х о д на в ы п у ск новой серии д е т а л е й м о ж е т п о т р е ­
б о в ат ь д е м о н т а ж а м о д у л ь н ы х м а ш и н или их п е р е м е щ е н и я , что
не п р и в о д и т к б о л ь ш и м з а т р а т а м в р е м е н и и средств. А Л и з
специальных
технологических
машин
проекти­
ру ю т д л я м а с с ов о го п р о и зв о д с т в а и п р и м е н я ю т в основн ом в тех
с л у ч а я х , к о г д а и зд е л и е не м о ж е т б ы ть и зг о т о в л е н о на м а ш и н а х ,
в ы п у с к а е м ы х серийно.
69. Т иповы е сх ем ы а в т о м а т и ч е с к и х линий
П о р а с п о л о ж е н и ю м а ш и н в л ини и А Л м огут б ы ть с п о с л е ­
довательны м , п ар ал л ель н ы м и последовательно-параллельны м
агрегатированием . В линии с последовательны м агрегатирова322
■ frEh"~fr
Рис. 151. Типовые схемы автоматических линий:
а, б— последовательное агрегатирование с жесткой связью; в— с гибкой связью; г—
со смешанной связью; д— иараллельное агрегатирование; е— смешанное агрегатиро­
вание
нием (рис. 151, а , б ) с т ан к и и в с п о м о г а т е л ь н о е о б о р у д о в а н и е
р а с п о л а г а ю т с я в линию , на к а ж д о й р а б о ч е й позиции им еется
т о л ь к о один ст ан о к . К о г д а п р о и зв о д и т е л ь н о с т ь с т а н к о в в линии
о д и н а к о в а и о б е с п е ч и в а е т с я с и н х ронность по тока, л и н и я имеет
ж е с т к у ю с в я зь , при этом м е ж с т а н о ч н ы й т р а н с п о р т м о ж е т бы ть
с к в о зн о й (кон вейер, т о л к а т е л и ) или вы носной (ко н вейер, р о ­
боты , м а н и п у л я т о р ы ) . Е сли поток несин хро нны й и п р о и з в о д и ­
т е л ь н о с т ь с т ан к о в н е о д и н а к о в а п р и м е н я е т с я г и б к а я (рис. 151, в)
или с м е ш а н н а я (рис. 151, г) связь. Л и н и я п а р а л л е л ь н о г о а г р е ­
г а т и р о в а н и я (рис. 151, (?) состоит из н е с к о л ь к и х потоков. Т а к а я
к о м п о н о в к а п р и м е н я е т с я при си н хр он н ы х п о т о к а х и б ольш и х
п р о г р а м м а х в ы п у с к а изд ел ий. П р и н еси н хр он н ы х п о т о к а х и с ­
п о л ь з у е т с я с м е ш а н н о е а г р е г а т и р о в а н и е (рис. 151, е) и л и н и я
д е л и т с я на н е с к о л ь к о у ч а с т к о в с п о с л е д о в а т е л ь н ы м и п а р а л ­
лельны м агрегатированием.
Вид с т р у к т у р ы и к о м п он о вки л ини и о п р е д е л я ю т ф о р м у л и ­
нии. О н а м о ж е т б ы ть з а м к н у т о й и н е зам к н у т о й . З а м к н у т ы е л и ­
нии м огут б ы ть кр угов о й и п р я м о у г о л ь н о й ф о р м ы , с з а г р у з к о й
и с ъ е м о м д е т а л е й в одной зоне. Т а к и е л ини и им ею т м а л у ю
п р о т я ж е н н о с т ь , но н е э ф ф е к т и в н о и с п о л ь з у ет с я п р о и з в о д с т в е н н а я
п л о щ а д ь в нутри л ини и с з а т р у д н е н н ы м д о ступ ом при т е х н и ч е ­
ском о б с л у ж и в а н и и .
Л и н и и с н е з а м к н у т о й ф ор м о й , п р я м о л и н е й н ы м , Г- и П - о б р аз ным р а с п о л о ж е н и е м о б о р у д о в а н и я об ы чн о им ею т в своем
32.4
составе кантователи, переворачиваю щ ие об раб аты ваем ы й м ате­
р и а л , и п е р е у к л а д ч и к и , и з м е н я ю щ и е н а п р а в л е н и е п е р е м е щ ен и я
д е т а л и . Т е х н и ч е с к о е о б с л у ж и в а н и е т а к и х л иний удобнее, зо ны
з а г р у з к и и с ъ е м к и изд е л и й р а з д е л е н ы , но б о л е е п р о т я ж е н н ы ,
чем в л ини и з а м к н у т о й ф о р м ы . В ид к о м п о н о в к и л ини и о п р е ­
д е л я е т с я в и д ом п р о и зв о д с т в а , н а л и ч и е м п р о и зв о д с т в е н н ы х п л о ­
щ а д е й и о б ъ е м о м п ро и зв о д с т в е н н о й п р о г р а м м ы .
70. П роизводительность автоматических линий
П р о и з в о д и т е л ь н о с т ь А Л к а к с л о ж н о й си с т е м ы о ц е н и в а е т с я ,
к а к п р а в и л о , по пос л е д н е й о п е р а ц и и , т а к к а к на всех п р е д ш е ­
с т в у ю щ и х о п е р а ц и я х к о н е ч н а я п р о д у к ц и я не пр о и зв о д и тс я .
Ч т о б ы п о л у ч и ть ч ис л ен н о е зн а ч е н и е п р о и зв о д и те л ь н о с т и ,
нео б х о д и м о р а з д е л и т ь к о л и ч е с т в о в ы п у щ ен н о й годной п р о д у к ­
ции Z на д л и т е л ь н о с т ь ее в ы п у с к а Ф : Q = Z/<P.
П р о д у к ц и я , в ы п у с к а е м а я на А Л , о б ы ч н о и з м е р я е т с я в ш т у ­
ках, е д и н и ц а х п л о щ а д и , д л и н ы . Д л и т е л ь н о с т ь в ы п у с к а и з м е р я ­
ется в м и н ута х , ч а с а х , р а б о ч и х с м е н а х и т. д.
П р и р а с ч е т а х п р о и зв о д и т е л ь н о с т и н е о б х о д и м о о тн о си ть в ы ­
п у щ е н н у ю п р о д у к ц и ю ко в с ем у п л а н о в о м у ф о н д у вре м е н и , ко гд а
о б о р у д о в а н и е д о л ж н о ф у н к ц и о н и р о в а т ь . О с н о в н ы е к ом п о н е н ты
з а т р а т вр е м е н и при р а б о т е о б о р у д о в а н и я у к а з а н ы в г л а в е 8.
П р и р а б о т е А Л р а з л и ч а ю т ц и к л о в у ю (т ео р е т и ч е с к у ю ) и ф а к ­
тич ес к у ю п р о и зв о д и те л ьн о с т и . В р а с ч е т а х п р о и зв о д и те л ьн о с т и
в в о д и т ся п о н ят и е ритм р а б о т ы л ини и R — это п р о м е ж у т о к в р е ­
мени, по истечении котор ого с л ини и сх оди т д е т а л ь (гр уп п а
д е т а л е й ) . Е сли л и н и я з а в р е м я R, мин, в ы д а е т р д е т а л е й , то
ц и к л о в а я п р о и зв о д и т е л ь н о с т ь Q n = p / R или при р = 1 Q n = l / R .
Р и т м за в и с и т от ф а к т и ч е с к о г о ф о н д а в р е м е н и Фф, в течени е
котор ого л и н и я р а б о т а е т и в ы п у с к а е т п р о д у к ц и ю : R = <Pft/z.
Ф а к т и ч е с к и й ф о н д в р е м е н и з а в и с и т от с у м м а р н о й ве л и ч и н ы п р о ­
сто ев Ф„ по всем п р и ч и н а м и от н о м и н а л ь н о г о ( к а л е н д а р н о г о )
ф о н д а Фном : Фф = Фном— Фп.
П р и о д н о с м е н н о й р а б о т е годовой н о м и н а л ь н ы й ф о н д в р е ­
мени Ф ГОд = 2 0 7 0 ч, при д в у см е н н о й Ф ГОД= 4 1 4 0 ч, при т р е х с м е н ­
ной Ф ГОд = 6 2 1 0 ч. С м е н н ы й ф о н д в р е м е н и Ф см р а в е н о б ы чн о 8 ч.
Ф а к т и ч е с к у ю п р о и зв о д и т е л ь н о с т ь А Л <2ф, ш т/ч, о п р е д е л я ю т
с уч етом к о э ф ф и ц и е н т а и с п о л ь з о в а н и я К я : Q $ = (60р//?)/Си. И с ­
хо д я из к а л е н д а р н о г о ф о н д а вр е м е н и и д о п у с ти м о г о п ро ц ен та
б р а к а в ы п у с к а е м ы х изд е л и й ритм п осто янно -п о точ но й л ини и о п ­
р е д е л я ю т по ф о р м у л е
Д = (Ф ном^Си/ Я ) ( 1 — К / 100),
где Я — заданная программа (сменная, го до вая); Ф„0м — номинальный фонд
времени (сменный, годовой); К — допустимый процент брака; Кп — коэф ф и­
циент использования.
324
В о п р е д е л е н н ы х у с л о в и я х в о з н и к а е т н е о б х о д и м о сть о п р е д е ­
л и т ь т р е б у е м у ю ф а к т и ч е с к у ю п р о и зв о д и те л ьн о с т ь. Э то м и н и ­
м а л ь н о д о п у с ти м о е зн а ч е н и е , исходя из з а д а н н о й п р о г р а м м ы
вы п у с к а и зд е л и й и к о н к р е т н ы х усл о ви й п р о и зв о д с т в а . Т р е б у е ­
м ую см ен н у ю п р о и зв о д и т е л ь н о с т ь AJ1 по конечной годной п р о ­
д у к ц и и о п р е д е л я ю т по ф о р м у л е
Q tp =
Пгодуем
г о д /О п ),
где Я год — заданн ая годовая программа выпуска изделий, шт/год; Ф См —
сменный фонд времени; Фгод — годовой номинальный фонд времени: т —
число параллельных потоков или АЛ; К э — эксплуатационный коэффициент,
численно равный доле длительности эксплуатации оборудования, а не
ремонта.
К о э ф ф и ц и е н т К а за в и с и т от п ри н я то й с истем ы П П Р . В п е р ­
вом п р и б л и ж е н и и его м о ж н о п р и н и м а т ь р а в н ы м 0,85. Э то з н а ­
чит, что 85 % годового ф о н д а вр е м е н и л и н и я будет э к с п л у а т и р о ­
в а т ь с я (с ч е р е д о в а н и е м и н т е р в а л о в и п р о с т о е в ), а о с т а л ь н ы е
15 % эт о го вр е м ен и б уд ет в ы в е д е н а в п л а н о в о - п р е д у п р е д и т е л ь ­
ный р е м о н т и м е ж р е м о н т н о е о б с л у ж и в а н и е .
71. Л и н и и д л я о б р а б о т к и б р у с к о в ы х д е т а л е й
Л и н и я М О Б - 2 (рис. 152) п р е д н а з н а ч е н а д л я к о м п л ек с н о й о б ­
р а б о т к и б р у с к о в ы х д е т а л е й при п р о д о л ь н о м ф р е з е р о в а н и и с ч е ­
т ы р ех сторон, о п и л и в а н и и то р ц о в и о б р а б о т к и п ро уш и н и ш ипов
на т о р ц а х . П р и м е н я е т с я на п р е д п р и я т и я х м ебел ьн ого, с т о л я р н о ­
ст р о и т е л ь н о г о и д р у ги х д е р е в о о б р а б а т ы в а ю щ и х п р о и зв о д с т ва х .
Л и н и я состоит: из п и т а т е л я , с о с т о я щ е г о из н а п о л ь н о г о к о н ­
в е й е р а 1, н а к л о н н о г о э л е в а т о р а 2 с к о н в е й е р о м -у с к о р и т е л е м ,
п р о д о л ь н о г о цеп ного к о н в е й е р а 5; у ч а с т к а 4 ч ет ы р е х с то р о н н его
ф р е з е р о в а н и я ; у ч а с т к а т о р ц о в к и и о б р а б о т к и ш ипов, с о с то я щ е г о
из н а к о п и т е л я 5, т о р ц у ю щ и х п и л ь н ы х с у п п ор тов о, ш и п о р е зн ы х
с у п п о р то в 9\ у к л а д ч и к а , с о с то я щ е г о из п о д ъ е м н о г о с т о л а 8 и
н а п о л ьн о г о р о л и к о в о го к о н в е й е р а 7.
П а к е т б р у с к о в ы х з а г о т о в о к у с т а н а в л и в а е т с я на н а п о л ьн ы й
к о н вей ер 1 п и т а т е л я , котор ы й п е р е м е щ а е т его к б ункеру. Ч а с т ь
п а к е т а по с к л и з у с п о л з а е т в б у нкер , н а ж и м а е т на конечный
в ы к л ю ч а т е л ь , о т к л ю ч а ю щ и й н а п о л ь н ы й кон вейер. И з б у н к е р а
за г о т о в к и пош тучно у п о р а м и н а к л о н н о г о э л е в а т о р а 2 в ы н о с я т ся
на у р о в е н ь л и н и и и п е р е д а ю т с я на р ем е н н ы й к о н в е й е р -у с к о р и ­
тель, кото ры й ф о р м и р у е т ковер за г о т о в о к , п р и ж и м а я передний
б р у с о к к н а п р а в л я ю щ е й л и н е й к е пр о д о л ьн о го цепного к о н ­
в е й е р а 3. У п ор ы к о н в е й е р а з а б и р а ю т по одной з а г о т о в к е и п о ­
д а ю т их на о б р а б о т к у в п р о д о л ь н о -ф р е з е р у ю щ и й а г р е г а т 4 д л я
ф о р м и р о в а н и я з а д а н н о г о с ечен ия и п р о ф и л я . А г р е г а т р а б о т а е т
по сх е м е ч е т ы р е х с то р о н н е г о п р о д о л ь н о -ф р е зе р н о г о с т а н к а с р а с ­
с р е д о т о ч ен н о й схем ой м е х а н и з м а п о д ач и в а л ь ц о в о г о типа.
325
Рис. 152. Л иния М О Б-2 обработки брусковых деталей
3
4
Рис. 153. Линия СТ403А ш лифования брусковых деталей
Р и ф л е н ы е в а л ь ц ы п р и в о д я т с я от г и д р о д в и г а т е л я через ре д у к т о р ,
кон и ч е ск и е и ц еп н ы е пе р е д а ч и . Б л о к п о д а ю щ и х в а л ь ц о в имеет
м е х а н и зм н а с т р о й к и по высоте. О б р а б о т а н н ы е с ч ет ы р е х сторон
з а г о т о в к и из а г р е г а т а п о с т у п а ю т в н а к о п и т е л ь 5 у ч а с т к а т о р ­
цовки, где с п о м о щ ью ш т а н г о в о г о у с т р о й с т в а ф о р м и р у е т с я к о ­
вер. П о м е р е н а б о р а з а г о т о в о к ковер н а ж и м а е т на кон ечн ый
в ы к л ю ч а т е л ь и в к л ю ч а е т с я ш т а н г о в ы й м е х а н и з м по д ачи , п е р е ­
м е щ а ю щ и й з а г о т о в к и ч ере з зо н ы т о р ц о в к и 6 и н а р е з а н и я ш ипов
или п р оу ш и н 9. М е х а н и з м п о д а ю щ и х ш т а н г состоит из г и д р о ­
ц и л и н д р а со ш то к о м -р е й к о й и у с к о р я ю щ е й зу б ч а т о й п еред ачи .
З а т е м ко в е р д е т а л е й в ы д в и г а е т с я к о н с о л ь н ы м и ш т а н г а м и
на п л а т ф о р м у п о д ъ е м н о г о с т о л а 8 у к л а д ч и к а , к о т о р а я посл е
н а б о р а р я д а о п у с к а е т с я на т о л щ и н у за г о т о в к и . П о окон чан и и
н а б о р а ш т а б е л я с р а б а т ы в а е т кон ечн ы й в ы к л ю ч а т е л ь , д а ю щ и й
к о м а н д у н а в к л ю ч е н и е н а п о л ь н о г о к о н в е й е р а 7, ко т о р ы й п е р е ­
м ещ ает ш табель в зону вы грузки д ля выполнения последующ их
о п ерац и й .
Р а б о ч и е о р г а н ы а г р е г а т о в п е р е м е щ а ю т с я си стем о й п р о ­
г р а м м н о г о у п р а в л е н и я на б а з е ц и ф р о в о й и н д и к а ц и и с пре д н а б оро м к о о р д и н ат. С и с т е м а п о з в о л я е т з а д а в а т ь до 5 т и п о р а з ­
м еров д л я к а ж д о г о р а б о ч е г о о р г а н а . Л и н и я о с н а щ е н а с и с т е ­
мой д и с та н ц и о н н о й н а с т р о й к и с ко н т р о л е м по и н д и к а т о р н о м у
табло.
Н а л ини и о б р а б а т ы в а ю т с я з а г о т о в к и д л и н о й 5 0 0 . . . 2 2 0 0 мм,
ш ир ин ой 3 0 . . . 120 мм, т о л щ и н о й 2 0 . . . 6 0 мм. С к о р о с т ь п од ачи
р е г у л и р у е т с я б е с с т у п е н ч а т о на у ч а с т к е п р о д о л ь н о г о ф р е з е р о в а ­
ния в и н т е р в а л е 6 . . . 3 2 м /м ин, на ш и п о р е зн о м у ч а с т к е — в и н ­
т е р в а л е 7 . . . 16 м/мин.
А в т о м а т и ч е с к а я л и н и я С Т 403А (рис. 153) ш л и ф о в а н и я б р у ­
с к о в ы х д е т а л е й п р е д н а з н а ч е н а д л я ч ет ы р е х с то р о н н ег о ш л и ф о ­
в а н и я б русков.
К о н те й н ер на с а м о у с т а н а в л и в а ю щ и х с я к о л е с а х с у л о ж е н н ы м
на нем ш т а б е л е м б р у с к о в ы х д е т а л е й м е ж д у б о к о в ы м и с т е н к а м и
з а к а т ы в а е т с я на п л а т ф о р м у р ы ч а ж н о г о с т о л а 8 п и т а т е л я . К о н ­
тейнер со ст оло м п о д н и м а е т с я до у р о в н я з а г р у з к и , и верхни й
р я д д е т а л е й с д в и г а е т с я с т а л к и в а т е л е м 7 на за г р у з о ч н ы й стол 6,
с к о т оро го п о д а ю щ и м у с т р о й с тв о м п ош т у чн о они в ы д а ю т с я
в к р о м к о ш л и ф о в а л ь н ы й с т а н о к 5. С т а н о к им еет ш есть ш л и ф о ­
в а л ь н ы х г о л о во к: по т р и с к а ж д о й с т о р о н ы д л я о б р а б о т к и к р о ­
м о к б р у ск а . З а т е м б р у с о к п о с т у п а е т в с т а н о к 4, где п о с л е д о в а ­
т е л ьн о о б р а б а т ы в а ю т с я в е р х н я я и н и ж н я я пл а с т и , к а ж д а я т р е м я
головками. Ш ли ф овальн ы е валики стан ка 3 см ягчаю т острые
п р о д о л ь н ы е к р о м к и б р у ск а.
О б р а б о т а н н ы е д е т а л и к о н в е й е р о м п о д а ю т с я на р а з г р у з о ч ­
ный стол 2, где ф о р м и р у е т с я ковер, ко т о р ы й з а т е м с д в и г а е т с я
в кон тей нер, у с т а н о в л е н н ы й на п л а т ф о р м е п о д ъ е м н о г о с т о л а 1
укладчи ка. П осле к аж дого т а к т а сдвигания ковра стол опу­
327
с к а е т с я на ш аг, р а в н ы й т о л щ и н е б р у ск а . П о л н о с т ь ю с ф о р м и ­
р о в а н н ы й в к о н те й н е р е ш т а б е л ь о т в о д и тс я со с т о л а, а на его
место з а к а т ы в а е т с я дру го й , пустой к о н те й н е р д л я н а б о р а н о ­
вы х д е т а л е й .
Н а л ини и об ес п е че н ы у с л о в и я б езо п а с н о й р а б о т ы и п р е д у п ­
р е ж д е н и я б р а к а . В се ш л и ф о в а л ь н ы е г ол ов ки со сто р о н ы н е р а ­
бочих зон з а к р ы т ы о г р а ж д е н и е м с п р и е м н и к а м и эк с га у с т е р н о й
систем ы . П р и о т к р ы т о м о г р а ж д е н и и р а б о ч а я ш л и ф о в а л ь н а я г о ­
ловка отклю чается б лаго д ар я наличию блокировки. П ри обры ве
ш л и ф о в а л ь н о й л е н т ы о т к л ю ч а ю т с я м е х а н и зм п од ачи з а г о т о в о к и
м е х а н и зм п р и в о д а ш л и ф о в а л ь н о й го ловки. С и г н а л и з а ц и я о н е ­
и с п р ав н о с т я х в ы в е д е н а на п у л ьт у п р а в л е н и я о п е р а т о р а .
Н а л инии о б р а б а т ы в а ю т д е т а л и д л и н о й 300 . . . 760 мм, ш и ­
рин ой 3 0 . . . 60 и т о л щ и н о й 1 6 . . . 40 мм.
72. Автоматические линии для ф орматной распиловки
И с п о л ь з о в а н и е а в т о м а т и ч е с к и х л и н и й п о з в о л я е т и с к лю чи ть
ру ч н ы е т р у д о е м к и е о п е р а ц и и в с т а н к а х с п р о г р а м м н ы м у п р а в ­
л ен и е м и при в ы с о к о м у р о в н е а в т о м а т и з а ц и и д о б и т ь с я вы сокой
п р о и зв о д и т е л ь н о с т и и в ы с о к о г о п о л е зн о г о вы х о д а.
А в т о м а т и ч е с к а я л и н и я М Р П -1 (рис. 154) п р е д н а з н а ч е н а д л я
п р о д о л ь н о г о и по п ер еч но го р а с к р о я л и с т о в ы х и п л и т н ы х м а т е ­
р и а л о в на ч ер н о в ы е м е б е л ь н ы е за г о т о в к и . Л и н и я с о з д а н а на
б а з е р а с с м о т р е н н о г о с т а н к а Ц Т М Ф с п р и м ен е н и е м у к л а д ч и к а
щ и т о в ы х д е т а л е й У Щ -130.
С т о п а плит вы сотой д о 800 м м с н а п о л ь н о г о к о н в е й е р а 1
п е р е м е щ а е т с я на п о д ъ е м н у ю п л а т ф о р м у г и д р а в л и ч е с к о г о п о д ъ ­
ем ного с т о л а с т а н к а Ц Т М Ф 8. П р и п е р е м е щ е н и и к а р е т к и т о л ­
к а т е л и с м е щ а ю т п а к е т п л и т на р о л и к о в ы й стол, на к отор ом он
в ы р а в н и в а е т с я у п о р а м и в п р о д о л ьн о м и п о п ер еч но м н а п р а в л е ­
ниях, ф и к с и р у е т с я п е р е д н и м и з а ж и м а м и к а р е т к и и п о д а е т с я на
пози ц и ю п р о д о л ь н о г о р а с п и л и в а н и я . П о с л е д о в а т е л ь н о с т ь р а ­
б оты с т а н к а и з л о ж е н а при его описании.
П о с л е п р о д о л ь н о г о и поп ереч ного р а с п и л и в а н и я п о д в и ж н ы й
стол вто ро го у ч а с т к а в к р а й н е м п о л о ж е н и и о п у с к а е т с я и о с т а в ­
л я е т п о л у ч е н н ы е з а г о т о в к и 3 на ш т а н г а х 2 з а д н е г о с т о л а. П р и
в о з в р а щ е н и и с п а р т и е й о ч ер е д н ы х з а г о т о в о к п о д в и ж н ы й стол
с д в и г а е т п ер ву ю п а р т и ю на р о л и к о в ы й пр и ем н ы й ко н вейер 4,
к о торы й п е р е м е щ а е т ее к с т о л а м -н а к о п и т е л я м 5 и 7. С т р е л а
с т а л к и в а т е л я 6 с д в и г а е т р а с к р о е н н ы й м а т е р и а л на л е в ы й или
п р а в ы й с т о л до в ы р а в н и в а ю щ е й л иней ки, к о тор ы й з а т е м о п у ­
с к а е т с я на т о л щ и н у у л о ж е н н о г о м а т е р и а л а . Н а л и ч и е д в у х с т о ­
л о в п о з в о л я е т ф о р м и р о в а т ь стопы плит в за в и с и м о с т и от их
р а з м е р о в , и с п о л ь з у я п р о г р а м м н о е у с т р о й с тв о у к л а д ч и к а . П о
м ере з а п о л н е н и я стопы у л о ж е н н ы й м а т е р и а л п о с т у п а е т на
в н у т р и ц е х о в ы е кон вейеры . П а к е т ы при ф о р м и р о в а н и и н а б и р а 328
ю тся вы сото й до 1000 мм. Р а с п р е д е л е н и е в ы р а б о т а н н ы х з а г о т о ­
в о к по с т о л а м р а з г р у з о ч н о г о у с т р о й с т в а п р о и зв о д и т с я а в т о м а ­
тич ески с о г л а с н о з а л о ж е н н о й п р о г р а м м е .
Л иния мож ет работать как в автоматическом, та к и в полу­
а в т о м а т и ч е с к о м р е ж и м е . Во в тор ом с л у ч а е съ е м плит с к о н ­
в е й е р а п р о и зв о д и т с я вр уч н у ю с п о с л е д у ю щ ей у к л а д к о й их на
т р а в е р с н ы е т е л е ж к и или д р у г и е в и д ы в н у т р и ц е х о в о го т р а н с ­
по рта. О тходы , п о л у ч а е м ы е при п р о д о л ьн о й и по перечной о б ­
ре зке , с т а л к и в а ю т с я на с к л и з ы , а з а т е м они п о с т у п а ю т на к о н ­
в ейер у б о р к и отходов.
П р о и з в о д и т е л ь н о с т ь л ини и з а в и с и т от сх ем ы р а с к р о я и ч и с л а
пл ит в р а с п и л и в а е м о м п ак ете. П р и д о п у сти м ой з а г р у з к е плит
р а з м е р а м и 3 7 5 0 Х 1850 мм и вы с оте п а к е т а 60 мм п р о и з в о д и т е л ь ­
ность д о с т и г а е т 17 м3/ч плит.
329
73. Л и н и и д л я к а л и б р о в а н и я , ш л и ф о в а н и я и п о л и р о в а н и я
щ и т о в ы х д е т а л е й м еб е л и
П е р е д о б л и ц о в ы в а н и е м щ и т о в м ебел и , и зг о т о в л е н н ы х из д р е ­
в е с н о с т р у ж е ч н ы х п л и т и ф а н е р ы , их к а л и б р у ю т и ш л и ф у ю т на
а в т о м а т и ч е с к о й л и н и и МК.Ш1. Д л я ш л и ф о в а н и я щ и т о в ы х д е ­
т а л е й , о б л и ц о в а н н ы х н а т у р а л ь н ы м ш п о н о м или п о л и э ф и р н ы м и
л а к а м и , и с п о л ь з у ю т с я л и н и и М Ш П - 3 и М Ш П -4 .
Л и н и я М К Ш -1 (рис. 155) п р е д н а з н а ч е н а д л я к а л и б р о в а н и я
и ш л и ф о в а н и я з а г о т о в о к м е б е л ь н ы х щ итов. О н а со сто и т из д ву х
з а г р у з о ч н ы х п о д ъ е м н ы х с т о л о в 1, п и т а т е л я 2, д ву х р а с п р е д е л и ­
т е л ь н ы х ко н в ей е р о в 3 и 8, д в у х к а л и б р о в а л ь н о - ш л и ф о в а л ь н ы х
с т а н к о в 5, п р о м е ж у т о ч н о г о к о н в е й е р а 6, у с т р о й с т в а д л я у д а л е ­
ния пы ли 7, у к л а д ч и к а 10, д в у х р а з г р у з о ч н ы х с т о л о в 9.
Р а б о т а л ини и н а ч и н а е т с я с з а г р у з к и ш т а б е л я на з а г р у з о ч ­
ный стол 1 до у п о р а 4. П о д ъ е м н ы й с т о л со ш т а б е л е м п о д н и ­
м а е т с я до у р о в н я п и т а т е л я 3 и у п о р а м и ве р хн и й щ и т с т а л к и в а ­
ется на р а с п р е д е л и т е л ь н ы й кон вейер, ко т о р ы й п о д а е т его в п е р ­
вый к а л и б р о в а л ь н о - ш л и ф о в а л ь н ы й с т а н о к 5, где он к а л и б р у е т с я
с д в у х сторон. З а т е м п р о м е ж у т о ч н ы м к о н в е й е р о м 6 з а г о т о в к а
п о д а е т с я во вт о р о й к а л и б р о в а л ь н о - ш л и ф о в а л ь н ы й с т а н о к д л я
д в у ст о р о н н е г о ш л и ф о в а н и я . Н а в ы х о д е из эт о го с т а н к а в е р х н я я
и н и ж н я я п л а с т и щ и т а о ч и щ а ю т с я от ш л и ф о в а л ь н о й пы ли у с т ­
ро й с т в о м 7. Щ и т р а с п р е д е л и т е л ь н ы м к о н в е й е р о м 8 т р а н с п о р т и ­
р у е т с я до у п о р а , где у п о р а м и у к л а д ч и к а 10 з а г о т о в к и с т а л к и ­
в а ю т с я с к о н в е й е р а н а п л а т ф о р м у р а з г р у з о ч н о г о с т о л а 9 до
у п о р а в поп е р еч н у ю л и н ей ку . В к л ю ч а е т с я п н е в м а т и ч е с к и й в ы ­
р а в н и в а т е л ь ш т а б е л я , и п л а т ф о р м а с т о л а о п у с к а е т с я на т о л ­
щ и н у за г о т о в к и . У п о ры у к л а д ч и к а в о з в р а щ а ю т с я в исх од ное
п о л о ж ен и е . Н а б р а н н ы й ш т а б е л ь в н и ж н е м п о л о ж е н и и п л а т ­
ф о р м ы с т о л а п е р е м е щ а е т с я на в н у т р и ц е х о в о е т р а н с п о р т н о е у с т ­
ройство. В это в р е м я р а б о т а л ини и п р о д о л ж а е т с я с д р у ги м р а з ­
г р у зо ч н ы м с толом . З а г р у з о ч н ы й стол по с л е в ы д а ч и п о сл ед ней
з а г о т о в к и о п у с к а е т с я д л я п р и н я т и я нового ш т а б е л я .
Л и н и я п р и м е н я е т с я в м еб ел ьн о м п р о и зво д с т в е . Н а ней о б ­
р а б а т ы в а ю т щ и т ы д л и н о й 500 . . . 2000 мм, ш и р и н о й 250 . . .
Рис. 155. А втоматическая линия МКШ-1 для калибрования щитовых деталей
330
Рис. 156. Линия М КП-2 крашения пластей
750 мм, т о л щ и н о й 5 . . . 50 мм. С к о р о ст ь з а г р у з о ч н о г о ко н в ей е р а
и з м е н я е т с я б е с с т у п е н ч а т о в и н т е р в а л е 1 6 . . . 4 8 м/мин.
Л и н и я М К П - 2 (рис. 156) п р е д н а з н а ч е н а д л я к р а ш е н и я п л а ­
стей щ и т о в ы х м е б е л ь н ы х з а г о т о в о к из д р е в е с н о с т р у ж е ч н ы х плит,
о б л и ц о в а н н ы х н а т у р а л ь н ы м д р е в е с н ы м ш поном . В с о с т а в линии
вх о д я т з а г р у з ч и к , р о л и к о в ы й конвейер, с т а н о к д л я у д а л е н и я
пы ли, с т а н о к д л я к р а ш е н и я , к а м е р а И К -с у ш к и , на к оп и те л ь.
В те х н о л о г и ч е с к о м п роц ессе п р е д у с м о т р е н о п р и м ен е н и е ко н с и ­
стен тн ого к р а с и т е л я п о р е н б е й ц а . Т а к к а к эт о т к р а с и т е л ь не в ы ­
з ы в а е т п о д н я т и я во р с а , в л ини и и с к лю че н о в и б р о ш л и ф о в а н и е
п оверхн остей. Э то я в л я е т с я г л а в н ы м ее о тли чи ем от л инии
М К П -1 , при р а б о т е на к о торо й п р е д у с м о т р е н о п р и м ен е н и е в о д ­
ных р а с т в о р о в а н и л и н о в ы х к р а с и те л е й . Т а к к а к п о р е н б е й ц в ы ­
с ы х а е т в 3— 4 р а з а б ы стр ее, чем в о д н ы е р а с тв о р ы , д л и н а с у ­
ш и л ь н ы х к а м е р м е н ьш е и л и н и я в 3 р а з а короче, чем л и н и я
М К П -1 .
З а г р у з ч и к 1 у к л а д ы в а е т щ и т ы по о д н о м у на р о л и к о в ы й к о н ­
вейер 2, ко т о р ы й п е р е м е щ а е т его д л я очистки в щ ет о ч н ы й с т а ­
но к 3. Д е т а л ь с о ч и щ е н н ы м и от п ы л и п о в е р х н о ст я м и п о с т у п а ет
в г р у н т о н а н о с я щ и й в а л ь ц о в ы й с т а н о к 4, где п о р е н б е й ц н а н о ­
сится н а ве р х н ю ю п л а с т ь и д в е п р о д о л ь н ы е кром к и. З а т е м д е ­
т а л и п о с т у п а ю т в к а м е р у 5 И К -с у ш к и д л я в ы с у ш и в а н и я . И з
с у ш и л ьн о й к а м е р ы щ и т ы п о с т у п а ю т в н а к о п и т е л ь 6, где у к л а ­
д ы в а ю т с я в стопу с п о с л е д у ю щ и м т р а н с п о р т и р о в а н и е м к м е ­
с т ам д а л ь н е й ш е й о б р а б о т к и .
Н а л ини и о б р а б а т ы в а ю т с я щ и т о в ы е д е т а л и д ли н ой 4 0 0 . . .
2000 мм, ш ир ин о й 2 0 0 . . . 800 мм, т о л щ и н о й 1 0 . . . 40 мм. С к о ­
рость п о д а ч и р е г у л и р у е т с я в д и а п а з о н е 5 . . . 15 м/мин.
Л и н и я М Ш П - З (рис. 157) п р е д н а з н а ч е н а д л я ч истового с у ­
хого ш л и ф о в а н и я п л а с т е й м е б е л ь н ы х щ итов, о б л и ц о в а н н ы х с т р о ­
га н ы м или л у щ е н ы м ш по но м , а т а к ж е п о к р ы т ы х п о л и э ф и р н ы м и
л а к а м и . Н а л ини и о б р а б а т ы в а ю т д е т а л и д ли н о й 400 . . . 2000 мм,
ш ирин о й 400 . . . 900 мм, т о л щ и н о й 10 . . . 40 мм.
О б р а б а т ы в а е м ы й щ ит в зо н е з а г р у з к и п о п а д а е т на м н о г о ­
лен т о ч н ы й к о н вей ер ш л и ф о в а л ь н о г о с т а н к а 4 Ш л П С -1 0 . С т а н о к
н а с т р а и в а е т с я на т о л щ и н у о б р а б а т ы в а е м о г о м а т е р и а л а . Ш л и ­
ф о в а л ь н ы е л е н т ы п р и ж и м а ю т с я к о б р а б а т ы в а е м о й п оверх н ости
у д л и н е н н ы м и у т ю ж к а м и - б а л к а м и ч ер е з п р о т е к т о р н ы е ленты . Н а
11*
331
I
-ф^Г
2
3
L
Л =М Т=П =П =
trr
II
Рнс. 157. Линия М Ш П-3 шлифования мебельных щитов
с т а н к е о б л и ц о в к а верх ней п л а с т и ш л и ф у е т с я п о п е р ек волокон.
П р и в ы х о д е из с т а н к а щ ит п о п а д а е т на кон вейер 3 и п о в о р о т ­
ным у с т р о й с тв о м 6 р а з в о р а ч и в а е т с я на 90°, б а з и р у я с ь по н а ­
п р а в л я ю щ е й л и н е й к е 5 в д о л ь пр о д о л ьн о й оси, и п о д а е т с я д л я
ш ли ф ован ия вдоль волокон в ш ли ф овальн ы й ленточный с т а ­
нок 2 Ш л П С - 9 . П о с л е о б р а б о т к и на этом с т а н к е щ и т п о п а д а е т
на п р и е м н ы й кон вейер 1, с к о т о ро го его с н и м а е т р абоч ий . Л и ­
ния р а б о т а е т в п о л у а в т о м а т и ч е с к о м р е ж и м е с п р о и з в о д и т е л ь ­
ностью 400 щ и то в /ч при с кор ости п о д а ч и 12 м /м ин.
Л и н и я М Ш П - 4 (рис. 158) п р е д н а з н а ч е н а д л я ш л и ф о в а н и я
п л а с т ей м е б е л ь н ы х щ итов, п о к р ы ты х п о л и э ф и р н ы м и л а к а м и ,
а т а к ж е о б л и ц о в а н н ы х с т р о га н ы м или л у щ е н ы м ш поном . В о т ­
л и ч и е от л ини и М Ш П - 3 на этой л ини и о п е р ац и и , в к л ю ч а я
з а г р у з к у и у к л а д к у о б р а б о т а н н ы х щ и т о в в стопу, в ы п о л н я ю т с я
в а в т о м а т и ч е с к о м р е ж и м е . Л и н и я состоит из п и т а т е л я , д в у х р о ­
л и к о в ы х ко н вей ер ов , т р е х л ен то ч н о г о ш л и ф о в а л ь н о г о с т а н к а
Ш л П С - 1 2 , у с т р о й с т в а д л я у д а л е н и я пы ли по с л е ш л и ф о в а н и я и
укладчика.
С т о п а щ и т о в в н у т р и ц е х о в ы м т р а н с п о р т о м д о с т а в л я е т с я на
ко н вейер од но го из п о д ъ е м н ы х с т о л о в 7 п и т а т е л я 8. В ерхни й
щ и т стопы с н и м а е т с я в а к у у м -п р и с о с а м и , к о т о р ы е у с т а н о в л е н ы
на к а р е т к е 6, п е р е м е щ а ю щ е й с я по т р а в е р с е и у к л а д ы в а е т с я
на з а г р у з о ч н ы й р о л и к о в ы й к он в ей ер 5. Б л а г о д а р я н а к л о н н о м у
332
4
Рис. 158. Линия М Ш П-4 ш лифования пластей мебельных щитов
Рис. 159. Линия М П П-2 полирования пластей мебельных щитов
р а с п о л о ж е н и ю р о л и к о в и н а л и ч и ю н а п р а в л я ю щ е й л иней ки о б е с ­
печивается правильное вхож дение щ ита в ш ли ф овальн ы й с т а ­
н о к 4 Ш л П С - 1 2 . С т а н о к о с н а щ е н м н о го л е н т о ч н ы м кон в ей еро м
9 и т р е х л е н т о ч н ы м ш л и ф о в а л ь н ы м а г р е г а т о м 10, к ото ры й н а ­
с т р а и в а е т с я по в ы с о те на т о л щ и н у д е т а л и 1 0 . . . 80 мм. Во в р е м я
обработки щ ит приж им ается к лентам конвейера роликами,
а т а к ж е з а счет р а з р е ж е н и я п о д щ ито м , с о з д а в а е м о г о в а к у у м ­
ным у стр ой ств ом . П е р в а я и в т о р а я ш л и ф о в а л ь н ы е л е н т ы д в и ­
ж у т с я н а в с т р е ч у д р у г др угу . Н а п р а в л е н и е д в и ж е н и я тре тьей
л е н т ы с о в п а д а е т с н а п р а в л е н и е м д в и ж е н и я первой. П о с л е в ы ­
ход а щ и т а из ш л и ф о в а л ь н о г о с т а н к а его в е р х н я я по в ер х н о ст ь
о ч и щ а е т с я от ш л и ф о в а л ь н о й пы ли на р о л и к о в о м к о н в е й е р е 2
щ еточной л е н т о й с п е ц и а л ь н о г о у с т р о й с т в а 3 с си стем ой отсоса.
П о к о н в е й е р у 2 щ и т ы п о с т у п а ю т в зо н у у к л а д ч и к а 1, с о с т о я ­
щ его из д в у х п о д ъ е м н ы х с т о л о в 11 и в а к у у м н о г о у с т р о й с тв а
р а с п р е д е л е н и я , а н а л о г и ч н о г о по к о н с трук ц и и п и та т е л ю . П о с л е
н а б о р а полной с топы о п е р а т о р п е р е д а е т ее на в н утри ц ехо во й
тр а н с п о р т .
Л и н и я М П П - 2 (рис. 159) п р е д н а з н а ч е н а д л я п о л и р о в а н и я и
г л я н ц е в а н и я м е б е л ь н ы х щ итов, п о к р ы ты х п о л и э ф и р н ы м л а к о м .
О н а п о с т р о е н а на б а з е ч ет ы р е х ш е с т и б а р а б а н н ы х п о л и р о в а л ь ­
ных с т а н к о в П 6 Б А .
Л и н и я со сто и т из п и т а т е л я , с истем ы ко н вейеро в, четы рех
ш естибарабан ны х
полировальных
станков,
глянцевального
ус т р о й ств а , р а с п р е д е л и т е л ь н ы х у с т р о й с тв и у к л а д ч и к а . О н а р а ­
ботает следую щ им образом. Стопа щитов внутрицеховым конвей­
еро м д о с т а в л я е т с я на один из п о д ъ е м н ы х с т о л о в п и т а т е л я . В е р х ­
ний щ и т стопы с н и м а е т с я в а к у у м о м -п р и с о с а м и , к о т о р ы е у с т а ­
334
новлены на к а р е т к е , п е р е м е щ а ю щ е й с я по т р а в е р с е 1, и у к л а д ы ­
в а е т с я на з а г р у з о ч н ы й ко н вей ер 2, п о д а ю щ и й щ и т на р а с п р е ­
д е л и т е л ь 3. З а т е м о с у щ е с т в л я е т с я о б р а б о т к а п о верх н о сти пласти на д в у х п о л и р о в а л ь н ы х с т а н к а х 4 и 5 с п о с л е д у ю щ и м и з ­
м енени ем н а п р а в л е н и я п е р е м е щ е н и я на п е р е к л а д ч и к е 6 и
повторной о б р а б о т к о й на д в у х п о л и р о в а л ь н ы х с т а н к а х 7 и 8.
П осле полирования пласти щитов подвергаю т глянцеванию
на г л я н ц е в а л ь н о м у с т р о й с т в е 9. О б р а б о т а н н ы й щ и т р а з г р у з о ч ­
ным к о н ве й е р о м 10 п о д а е т с я в з о н у у к л а д ч и к а 11, с о с т о я щ е г о
из 2 п о д ъ е м н ы х сто лов и в а к у у м н о г о у с т р о й с т в а р а с п р е д е л е н и я
щ итов, а н а л о г и ч н о г о по к о н с тр у к ц и и п и та т е л ю . П о с л е н а б о р а
полной стопы на р а з г р у з о ч н о м ст о л е о п е р а т о р п е р е д а е т ее на
вн у т р и ц е х о в о й ко н в ей ер или т р а н с п о р т н о е у с т р о й с тв о д р у го г о
вида.
Техническая характеристика линии отделки мебельных щитов МПП-2
Размеры обрабатываемых щитов, мм:
д л и н а ........................................................................................................ 400 . . . 2000
ш и р и н а ................................................................................................... 220 . . . 800
толщина
...............................................................................................
10 . . . 50
Скорость подачи (изменяется бесступенчато), м / м и н ......................
2 ... 9
Часовая производительность, м2
........................................................
125
74. О б о р у д о в а н и е д л я о б л и ц о в ы в а н и я п л а с т е й
П р и и зг о т о в л е н и и щ и т о в ы х д е т а л е й м е б е л и их п л а с т и о б л и ­
ц о в ы в а ю т н а т у р а л ь н ы м и с и н те ти ч е ск и м ш поном . О б л и ц о в ы ­
в а н и е н а т у р а л ь н ы м ш п о н о м п р о и зв о д и т с я в одно- или м н о г о ­
п р о л е т н ы х п р е с с а х с р а б о ч и м у с и л и е м д о 100 000 кН . Д л я о б ­
л и ц о в ы в а н и я п л а с т е й м е б е л ь н ы х щ итов с и н те ти ч е ск и м ш поном
и с п о л ьзу ю т т а к ж е в а л ь ц о в ы е прессы.
Д л я п р о и з в о д с т в а м е б е л ь н ы х щ и т о в о т ечеств ен н ой п р о м ы ш ­
л ен н о с т ью в ы п у с к а е т с я с п е ц и а л ь н о е о б о р у д о в а н и е л и н и и о б л и ­
ц о в ы в а н и я п л а с т е й М Ф П -1 , М Ф П -2 , М Ф П -3 ( к о м п л е к т о б о р у ­
д о в а н и я А К Д А 4 9 3 8 - 1 ). П р и н ц и п р а б о т ы всех л и н и й о д и н а к о в
с у л у ч ш е н и е м к о н с т р у к ц и й в х о д я щ и х в них а гр е га т о в .
К о м п л е к т о б о р у д о в а н и я А К Д А 49 38 -1 (рис. 160) п р и м е н я ­
ется д л я о б л и ц о в ы в а н и я п л а с т е й щ и т о в с т р о га н ы м , л у щ е н ы м и
си н тети ч еск и м ш по но м . К о м п л е к т со сто и т из п и т а т е л я 1, к л е е ­
н а н о с я щ е г о с т а н к а 2, д и с к о в о го к о н в е й е р а 3, ф о р м и р у ю щ е г о
к о н в е й е р а 4, п р е с с а 5, к о н в е й е р а - у к л а д ч и к а 6.
П и т а т е л ь п р е д с т а в л я е т собой р а м у , по в е р т и к а л ь н ы м н а п р а в ­
л я ю щ и м ко тор ой п е р е м е щ а е т с я п о д ъ е м н ы й стол с т о л к а т е л е м .
Н а р а м е с т о л а с м о н т и р о в а н ы р о л и к и д л я п р и е м а с то пы плит
с цехо вого к о н в е й е р а . Д л я н а н е с е н и я к л е я н а ве р х н ю ю и н и ж ­
ню ю п л а с т и щ и т а и с п о л ь з у е т с я к л е е н а н о с я щ и й с т а н о к К В 18-1.
Д и с к о в ы й к о н вей ер состои т из р а м ы с п оп е реч н ы м и в а л а м и ,
на к о т о р ы х у с т а н о в л е н ы д иски. В а л ы п р и в о д я т с я во в р а щ е н и е
335
Рис. 160. Комплекс оборудования
стей плитных материалов
АКДА4938-1
для
облицовывания
пла­
от м о т о р а -р е д у к т о р а ч ерез цеп н у ю п е р ед ачу . К о н ве й ер м о ж е т
п е р е м е щ а т ь с я в д о л ь пр о д о л ьн о й оси к о м п л е к с а , что о б л е г ч а е т
д оступ к к л е е в ы м в а л ь ц а м при т е х н и ч е с к о м о б с л у ж и в а н и и . Ф о р ­
м и р у ю щ и й ко н в ей ер п р е д с т а в л я е т собой стол с т р а н с п о р т н о й
беск о неч ной л ентой. Он п р е д н а з н а ч е н д л я ф о р м и р о в а н и я на
нем п а к е т о в и з а г р у з к и их в пресс. Н а д с т о л о м р а з м е щ е н ы п о д ­
в и ж н ы й и н е п о д в и ж н ы й с т о л и к и д л я ш п о н а . П р и в о д л ен т ы к о н ­
в е й е р а м е х а н и ч ес к и й с н а т я ж н ы м б а р а б а н о м .
П р е с с к о м п л е к с а им ее т ш ес т ь си л о в ы х ц и л и н д р о в п л у н ж е р ­
ного типа. Д в е п л и т ы пр е с с а в ы п о л н е н ы из т о л с т о л и с т о в о г о
п р о к а т а и и м ею т с и с т е м у п а р а л л е л ь н ы х к а н а л о в , по ко т о р ы м
ц и р к у л и р у е т го р я ч и й п а р д л я р а в н о м е р н о г о п р о г р е в а пл ит по
всей поверхности. Т е м п е р а т у р а к о н т р о л и р у е т с я т е р м о м е т р о м
Т П Г -4 , р а б о т а ю щ и м от т е р м о п а р , в м о н т и р о в а н н ы х в п а р о ­
провод.
В нутр и п р е с с а м е ж д у п л и т а м и с м о н т и р о в а н ко н в ей ер загр у зк и -в ы гр у з к и , л е н т а к о т о ро го в ы п о л н е н а из т е р м о с т о й к о г о
м а т е р и а л а . П р и в о д к о н в е й е р а от м о т о р а - р е д у к т о р а , и н д и в и д у ­
а л ьн ы й . К о н в е й е р - у к л а д ч и к п р и н и м а е т о б л и ц о в а н н ы е плиты
с к о н в е й е р а п р е с са и т р а н с п о р т и р у е т их на п о д в и ж н ы й стол
д л я ф о р м и р о в а н и я стопы. О н п р е д с т а в л я е т собой н а к л о н н ы й
стол с л е н т о ч н ы м к о н вей ер ом , в кон це к о т ор ого и м е ю тс я п р и ­
ж и м н ы е ро л и к и , н а с т р а и в а е м ы е на т о л щ и н у п а к е т а щ итов.
336
П о д ъ е м н ы й стол им еет п р и в о д от м о т о р а - р е д у к т о р а ч ерез ц е н ­
ную п е р е д а ч у и к о н и ч е ск и е ш естерни.
К о м п л е к с А К Д А 493 8-1 р а б о т а е т с л е д у ю щ и м о б р а з о м . С т о п а
п л ит п о д ъ е м н ы м с т о лом п и т а т е л я 1 п о д н и м а е т с я до п о л о ж е н и я
загрузки. По ком анде оператора толкатель перемещ ает за г о ­
т о в к у в к л е е н а н о с я щ и й с т а н о к 2, а с а м в о з в р а щ а е т с я в и с х о д ­
ное п о л о ж ен и е . С т о л п о д н и м а е т с я н а в е л и ч и н у р а в н у ю т о л щ и н е
щ ита. Э тот ц и к л п о в т о р я е т с я д о с н я т и я п осл ед ней за г о т о в к и ,
посл е чего сто л о п у с к а е т с я д л я п р и н я т и я о ч ер ед но й сто пы щ и ­
тов с цех ово го к о н в е й е р а . В к л е е н а н о с я щ е м с т а н к е на о б е п л а ­
сти щ и т а н а н о си тс я клей, по с л е чего он п о п а д а е т на д и с к о в ы й
конвейер 3, ко торы й я в л я е т с я п р о м е ж у т о ч н ы м н а к о п и т е л е м , где
о б л и ц о в о ч н ы й м а т е р и а л н а к л а д ы в а е т с я на ве р хн ю ю п л а с т ь. Н а
ф о р м и р у ю щ е м к о н в е й е р е 4 вр уч н у ю н а б и р а ю т п а к е ты . П о с л е
н а б о р а н е о б х о д и м о го ч и с л а п а к е т о в на ф о р м и р у щ е м ко н ве й е р е
оператор наж им ом педали вклю чает одновременно ф орм ирую ­
щий кон вейер, кон вейер з а г р у з к и - в ы г р у з к и пр е с с а и кон вейерукладчик. Н аб р ан н ы е пакеты с ф орм ирую щ его конвейера под а­
ю тс я на к о н в е й е р з а г р у з к и - в ы г р у з к и п р есса. В к о н ц е з а г р у з к и
упор к о н в е й е р а пр е с с а н а ж и м а е т на к он ечн ы й в ы к л ю ч а т е л ь и
п о д а е т с я к о м а н д а на его от кл ю ч е н и е , с м ы к а н и е р а б о ч и х плит
пресса, о т к л ю ч е н и е ф о р м и р у ю щ е г о к о н в е й е р а . В м е с те с тем д а ­
ется к о м а н д а на п е р е м е щ е н и е к о н в е й е р а - у к л а д ч и к а д л я у к л а д к и
щ и т о в в стопу на п о д ъ е м н ы й стол.
П о о к о н ч а н и и ц и к л а п р е с с о в а н и я п л и ты р а з м ы к а ю т с я и г о ­
т о в а я п р о д у к ц и я к о н в е й е р о м з а г р у з к и - в ы г р у з к и в ы д а е т с я на
к о н в е й е р -у к л а д ч и к . П р и н а б о р е на у к л а д ч и к е с топы вы сотой
1000 мм сто л з а н и м а е т к р а й н е е н и ж н е е п о л о ж е н и е и о с т а н а в ­
л и в а е т с я . С т о п а со с т о л а у к л а д ч и к а п е р е м е щ а е т с я на в н у т р и ­
ц еховой конвейер.
В последнее врем я в качестве облицовочного м атери ала
с т а л и ш и р о к о п р и м е н я т ь р у л о н н ы й си н тети ч еск и й ш пон, к о т о ­
рый н а н о си тс я в в а л ь ц е в ы х п рессах. С и н тет и ч е с к и е п л е н к и н а ­
х о д я т ш и р о к о е п р и м ен е н и е в п р о и зв о д с т в е м е бе л и в основном
вс л е д с т в и е д е ф и ц и т а с т р о га н о го ш пона. О ни б о л ее т е х н о л о ­
гичны, при их и сп о л ь з о в а н и и з н а ч и т е л ь н о п о в ы ш а е т с я п р о и з в о ­
д и тел ьн о сть. П р и и с п о л ь з о в а н и и м и к р о ш п о н а т о л щ и н о й 0 , 1 5 . . .
0,25 мм м о ж н о о б л и ц о в ы в а т ь п р о ф и л ь н ы е д е т а л и на п р о х о д ­
ных м а ш и н а х .
О б л и ц о в ы в а н и е д р е в е с н ы х пл ит р у л о н н ы м и пл е н о ч н ы м и по­
крытиями (м атериалам и) назы вается к э ш и р о в а н и е м .
Д л я о б л и ц о в ы в а н и я п л а с т е й м е б е л ь н ы х щ итов р ул о н н ы м
с и н те ти ч е ск и м ш поном п р и м е н я ю т л инии отечеств ен ного п р о ­
и зв о д с т в а М О П -1 и М О П -2 .
Л и н и я М О П -1 (рис. 161) п р е д н а з н а ч е н а д л я о б л и ц о в ы в а н и я
п р е д в а р и т е л ь н о р а с к р о е н н ы х п л и т м етод ом т е р м о к а ш и р о в а н и я .
О н а состоит: из а в т о м а т и ч е с к о г о з а г р у з ч и к а 1 с в а к у у м н ы м
337
2
3
------- /
/*Т\/Tvifтч /ТУ/Т\
Ф Ф Wф ' \1/
/+\ /f\
> Г'Я ГЛ Г77Г
ФФФ-1
/// ///>№
фффф фф
1
М W 7 ///Ж 7 &
4
•
5
— / -------1 1 и t .
Ф "фф
ф
Т 1
гт
/ / / / / / / / / w s s s л ; At? №
///у,
Рис. 161. Линия МОП-1 для термокаш ирования плит
за г р у з о ч н ы м у с т р о й с тв о м ; щ ет о ч н о го с т а н к а 2 д л я очистки п л а ­
стей щ и т а от п ы л и; к а м е р ы п о д о г р е в а 3; к л е е н а н о с я щ е г о в а л ь ­
цо вого с т а н к а 4\ к а м е р ы в ы д е р ж к и 5; о б л и ц о в о ч н о го с т а н к а 6,
в ко т о р ы й к р о м е в а л о в н а к а т ы в а н и я 16 в х о д я т в а л ь ц о в ы й пресс
7, п р о м е ж у т о ч н ы й ко н вейер 8 и у с т р о й ств о д л я р а з д е л е н и я щ и ­
тов 9, 10; к а м е р ы о х л а ж д е н и я 11\ а в т о м а т и ч е с к о г о у к л а д ч и к а 12.
П л и т ы на а в т о м а т и ч е с к о м з а г р у з ч и к е в а к у у м н ы м з а х в а т о м
у к л а д ы в а ю т с я на р о л и к о в ы й кон вейер и д о с ы л а ю т с я в щ ет о ч н ы й
с т а н о к 2 д л я о ч истк и п л а с т е й щ и т а от пы ли. П е р е д на н есе н и ем
к л е я в с т а н к е 4 п л и т а п о д о г р е в а е т с я в к а м е р е 3. П о с л е н а н е с е ­
ния к л е я з а г о т о в к а п о п а д а е т в к а м е р у в ы д е р ж к и 5, где п р о и с ­
х о д и т и с п ар е н и е в л а г и и д р у ги х л е ту ч и х вещ е с т в . З а т е м в м а ­
ш и н е 6 на п л а с т и п л и т ы п е р в ы м и в а л а м и 16 н а к а т ы в а е т с я с и н ­
тети чески й ш пон, п о с т у п а ю щ и й из ос н ов н ы х или з а п а с н ы х р у ­
л он ов 14. Д а л е е д е т а л ь с н а н е с е н н ы м и п л е н к а м и ш п о н а п о с т у ­
п а е т в в а л ь ц е в ы й пресс 7 с д в у м я п а р а м и п р о к а т ы в а ю щ и х
в а л о в 15. В а л ы н а к а т ы в а н и я и в а л ы пр е с са н а г р е в а ю т с я до
т е м п е р а т у р ы 220 °С. Д а в л е н и е в прессе с о з д а е т с я п н е в м о ц и ­
л и н д р а м и . В в а л ь ц о в о м пр е с с е п р о и с х о д и т о т в е р ж д е н и е к л е е ­
вого слоя. И з пр е с с а л е н т а о б л и ц о в а н н ы х д е т а л е й п о с т у п а ет
на п р о м е ж у т о ч н ы й к он в ей ер 8, с кото ро го п о д а е т с я в у с т р о й ­
с тво 9 д л я р а з д е л е н и я д е т а л е й . Н о ж 10 эт ого у с т р о й с т в а р а з р е ­
з а е т п л е н к у в м е с та х м е ж т о р ц е в ы х р а з р ы в о в д е т а л е й .
Р а з д е л е н н ы е д е т а л и п о с т у п а ю т в к а м е р у о х л а ж д е н и я 11 и
по сл е в ы р а в н и в а н и я т е м п е р а т у р ы н а п р а в л я ю т с я на ко н вейер
338
у к л а д ч и к а 13 д л я ф о р м и р о в а н и я с топы о б л и ц о в а н н ы х щ итов
в а к у у м н ы м р а з г р у з о ч н ы м у с т р о й с тв о м 12. П р о и з в о д и т е л ь н о с т ь
л ини и при и с п о л ь з о в а н и и к а р б а м и д н ы х к л е е в — о к о л о 480 м2/ч,
что в 2 . . . 3 р а з а в ы ш е п р о и зв о д и т е л ь н о с т и о б о р у д о в а н и я , р а ­
б о т а ю щ е г о на б а з е о д н о п р о л е т н о г о п р есса. П р и о т к л ю ч е н и и п о ­
д о г р е в а в а л о в н а к а т ы в а н и я и пресса на л ини и м о ж н о п р ов од и т ь
о б л и ц о в ы в а н и е п л а с т ей н е т е р м о с то й к и м и п л е н к а м и , н а п р и м е р
поливинилхлоридны ми (П В Х ).
Л и н и я М О П - 2 п р е д н а з н а ч е н а д л я о б л и ц о в ы в а н и я п л а с т ей
п о л н о ф о р м а т н ы х п л и т м е тод ом го р я ч е го к э ш и р о в а н и я . О н а
а н а л о г и ч н а по с о с т э в у о б о р у д о в э н и я л ини и М О П -1 , но им еет
н е к о то р ы е осо бен но сти в п о р я д к е п р о в е д е н и я о п е р а ц и й т е х н о л о ­
гического п р оц есса. П о с л е очистки п л а с т е й пл ит от п ы л и они
с р а з у п о с т у п а ю т в к л е е н а н о с я щ и й с т а н о к с п о с л ед у ю щ ей т е п ­
л ов о й о б р з б о т к о й И К - и з л у ч а т е л я м и . З а т е м п л и ты п о с т у п а ю т
в облицовочный стан ок д л я н ак аты в зн и я облицовочного м а те ­
р и а л а . О т в е р ж д е н и е к л е е в о г о с л о я про и с х о д и т в в а л ь ц о в о м
прессе с н з г р е т ы м и в э л ь ц з м и .
Д л я о б л и ц о в ы в э н и я м е б е л ь н ы х щ итов, и д у щ и х нэ и з г о т о в ­
л е н и е с п е ц о б о р у д о в э н и я и ку хо н ной м ебел и , и с п о л ь з у ю т д е к о ­
р а т и в н ы й б у м з ж н о - с л о и с т ы й п л з с т и к т о л щ и н о й 0 , 4 . . . 1,6 мм.
О б л и ц о в ы в э н и е п л ас т ей п л а с т и к о м п р о и з в о д я т х о л о д н ы м и г о ­
р я ч и м с п о с о б а м и с п р и м ен е н и е м н а б о р а пози ц и он н ого о б о р у д о ­
в а н и я на б а з е одно-, д ву х и м н о г о э т а ж н ы х г и д р а в л и ч е с к и х
прессов.
В ы с о к о п р о и з в о д и т е л ь н ы е м н о г о п р о л е т н ы е п рессы (рис. 162, а)
с о б о г р е в а е м ы м и п л и т а м и п р и м е н я ю т с я при и с п о л ь з о в з н и и к л е е ­
вы х м а т е р и а л о в на о р г а н и ч е с к о й о сн ов е с в р е м е н е м с х в а т ы в а н и я
2 0 . . . 3 0 мин. В с л е д с т в и е б о л ь ш о г о ч и с л а п р о л е т о в ( 1 0 . . . 2 0 )
т р е б у е т с я з н а ч и т е л ь н а я д л и н а х о д а ш т о к а г и д р о ц и л и н д р а , что
в ы з ы в а е т н е о б х о д и м о с ть гл у б о к о г о з а л о ж е н и я ф у н д а м е н т а
с п р и я м к о м . З а г р у з к а п р е с с а 2 п а к е т а м и 1 п р о и зв о д и т с я п о с л е ­
д о в а т е л ь н о с в е р хн е го э т а ж а при н и ж н е м п о л о ж е н и и э т а ж е р к и
околопрессовым
загрузочны м
кон вейер ом .
Смыкание
плит
п р е с са про и с х о д и т о д н о в р е м е н н о , что о б е с п е ч и в а е т о д и н а к о в у ю
д л и т е л ь н о с т ь п р е с с о в а н и я к по с т о я н н о е д а в л е н и е во всех п р о л е ­
тах. П о с л е п р е с с о в а н и я на т а к и х п р е с с а х т р е б у е т с я п р о д о л ж и ­
т е л ь н о е о х л а ж д е н и е п а к ето в .
П р и в н е д р е н и и син те т и ч е ск и х к л е е в го р я ч е го о т в е р ж д е н и я и
с о к р а щ е н и и д л и т е л ь н о с т и в ы д е р ж к и в прессе д о 4 0 . . . 60 с в ы ­
годн ее п р и м е н я т ь о д н о п р о л е т н ы е прессы . О ни не т р е б у ю т г л у ­
боко го з а л о ж е н и я ф у н д а м е н т а , п р о д о л ж и т е л ь н о г о о х л а ж д е н и я и
с п е ц и а л ь н ы х поддон ов. К о н с т р у к ц и я их п р о щ е и н а д е ж н е е .
С б о р н а я с т ан и н а 6 о д н о п р о л е т н о г о пр е с с а (рис. 162, в) состоит
из секций, к о т о р ы е у с т а н а в л и в а ю т с я на д в е о п о р н ы е б ал к и 1.
В е р х н я я 4 и н и ж н я я 3 п л и ты в ы п о л н е н ы из т о л с т о л и с т о в о й
с т ал и , в них п р о с в е р л е н ы п а р а л л е л ь н ы е г о р и з о н т а л ь н ы е к а н а л ы
339
т
" в
*
7
Рис. 162. Гидравлические прессы периодического действия:
а — ф у н к ц и о н ал ь н а я сх ем а м ногоп ролетн ого п р есса; б — ф у н к ц и о н ал ь н а я
пролетного пресса; в — к о н стр у кц и я о д н о пролетного пресса
схем а
одно­
д л я п р о п у с к а п а р а в ц е л я х р а в н о м е р н о г о н а г р е в а плит. В е р х ­
ня я п л и т а н е п о д в и ж н а и з а к р е п л е н а на т р а в е р с е с т ан и н ы ,
а н и ж н я я при у с к о р е н н о м х о д е п о д н и м а е т с я д в у м я п о р ш н е в ы м и
г и д р о ц и л и н д р а м и 5, з а т е м при с м ы к а н и и и пре с с о ва н и и —
ш естью п л у н ж е р н ы м и г и д р о ц и л и н д р а м и 2. Р а б о т а г и д р оси стем ы
о б е с п е ч и в а е т с я а к с и а л ь н о -п о р ш н е в ы м и с дво е н н ы м л о п а с т н ы м
н а с о с а м и , с о з д а ю щ и м и д а в л е н и е 32 М П а и 5 М П а . П р е д о х р а ­
ни тел ьн ы й к л а п а н с истем ы у п р а в л е н и я н а с т р а и в а е т с я на д а в ­
ление 2 М П а.
Н а рис. 1 6 2 ,6 п р и в е д е н а с х е м а л инии на б а з е о д н о п р о л е т ­
ного пресса. В перво й ф а з е р а б о т ы л ини и щ и т ы из ш т а б е л я п о ­
340
д а ю т с я на ч е т ы р е х в а л ь ц о в ы й к л е е н а м а з ы в а ю щ и й с т а н о к 1, з а ­
тем на з а г р у з о ч н ы й кон вейер 3, где ф о р м и р у е т с я п а к е т 2. В это
в р е м я в прессе 5 пр е с с у ет ся п р е д ы д у щ а я п а р т и я п ак етов . Во
в торой ф а з е пресс р а з м ы к а е т с я и п а к е т ы из пресса у д а л я ю т с я
р а з г р у з о ч н ы м к о н в е й е р о м 6, а с ф о р м и р о в а н н ы е п а к е т ы п о д а ­
ю тся в пресс к о н ве й ер о м 4. В т р е ть е й ф а з е пресс с м ы к а е т с я ,
н а ч и н а е т с я пре с с о в ан и е, а на з а г р у з о ч н о м ко н в е й е р е 3 ф о р м и ­
р о в а н и е новы х п ак етов .
Техническая характеристика линии на базе однопролетного
пресса
Размеры облицовываемых щитов, мм:
длина
..................................................................................
1600
ш и р и н а ..................................................................................
500
Размеры плит пресса, м м .................................................... 1800X3300
Часовая производительность щитов
..............................
140
75. Л и н и и д л я о б р а б о т к и и о б л и ц о в ы в а н и я кр о м о к щ итов
О б л и ц о в ы в а н и е к р о м о к щ ито в п р о в о д и тся после о б л и ц о в ы ­
в а н и я пластей . Оно в к л ю ч а е т о б р е з к у щ и т а по ф о р м а т у , н а н е ­
сение кл е я на кр о м к у , п о д а ч у о б ли цо во ч но го м а т е р и а л а и н а ­
к а т к у его с подпрессовкой , сн я т и е поп ер еч ны х и пр о д о л ьны х
свесов, с н я т и е ф а со к , ш л и ф о в а н и е кр о м о к , о б л и ц о в а н н ы х н а ­
т у р а л ь н ы м ш поном. И м е ю т с я с т ан к и д л я одно- и дв у сто р о н н ей
о б р а б о т к и . П р и ис п о л ь з о в ан и и д в у сто р о н н и х стан ко в , о б ъ е д и н е н ­
ных в ли н и ю с п о в о р о тн ы м у стройством , з а один проход м о ж н о
о б л и ц о в ы в а т ь п р о д о л ь н ы е и п о п ер еч н ы е кр о м к и щ ита. О д н о с т о ­
ронн ее о б л и ц о в ы в а н и е к р о м о к п р о в о д я т на с т а н к а х М О К -2 и
М О К -3. П р и р а з д е л ь н о й о б р а б о т к е щ итов о б р е з к у по п е р и м етр у
пр о в о д я т на л ини и М Ф О -1.
Л и н и я М Ф О -1 (рис. 163) о б ес п е чи в а е т ф о р м а т н у ю о б р е з к у
в чистовой р а з м е р и в ы б о р к у четверти по одной дли н н о й с т о ­
роне. В ее с о с та в в х о д я т в ы р а в н и в а ю щ и й р о л и к о в ы й конвейер
/, с т а н о к 2 д л я о б р е з к и к р о м о к по ш и р и н е щ и та, поворотное
у стр о й ств о 3, с т а н о к 4 д л я о б р ез к и к р о м о к по длине. В с т а н ­
к а х д л я о б р ез к и к р о м о к по д л и н е и ш и р и н е щ ита п р и м ен я ю т с я
у н и ф и ц и р о в а н н ы е а г р е г а т ы и узлы.
С т а н к и и м ею т по д в а к о м б и н и р о в а н н ы х су п п о р та, у с т а н о в ­
л ен н ы х на п о д в и ж н ы х и н е п о д в и ж н ы х ст ан и н а х . П о д в и ж н ы е
ст ан и н ы п е р е м е щ а ю т с я по н а п р а в л я ю щ и м 5. К о н с т р у к ц и я с т а н ­
ков о б ес п е ч и в а е т получ ение т р ебу ем о й пер п ен д и к у л я р н о с т и
кр о м к и щ и т а к его пл асти. Н а с т а н и н а х с м о н т и р о в а н ы к о н ­
вейеры, п е р е м е щ а е м ы е при н а с т р о й к е в м есте с п о д в и ж н ы м и
ст ан и н а м и . Н а с т ан и н е 2 первого с т а н к а с п р ав о й стороны
с м о н т и р о в а н ф р е з е р н ы й супп орт д л я в ы б о р ки четверти на п р о ­
до льн о й кромке.
341
П о с л е о б р а б о т к и на пер вом о б р е з н о м с т а н к е щ и т п о с т у п а ет
на з а х о д н ы й к он в ей ер п о в о ро тн ого у с т р о й с тв а , где он б а з и р у ­
е т ся на н а п р а в л я ю щ е й л и н е й к е и п е р е м е щ а е т с я в з о н у к о н и ч е ­
ски х р о л и к о в п о в ор отн о го у с т р о й с т в а , п о в о р а ч и в а ю щ и х щ ит
в г о р и з о н т а л ь н о й п л о скости на 90°. П о м е р е п е р е м е щ е н и я к в т о ­
рому станку щит вы равнивается подвиж ным упором для п р а ­
ви л ьн о го в х о д а в с т а н о к на о б р е з к у по дли не. Н а с т а н к а х д л я
п о л у ч е н и я ка ч е с т в е н н о г о п р о п и л а ( п р е д о т в р а щ а ю т с я с к о л ы )
у с т а н о в л е н ы п о д р е з н ы е пилы, к о т о р ы е в р а щ а ю т с я в н а п р а в л е ­
нии п о д ач и и д е л а ю т н а д р е з н и ж н е й п л а с т и щ и т а на гл у б и н у
2 мм. Н а с т а н к а х п р и м е н я е т с я к о м б и н и р о в а н н ы й о б р ез н о й и н ­
ст р у м ен т, с о с то я щ и й из пи льн ого и ф р е з е р н о г о д и с к о в д л я
д р о б л е н и я с р е зк о в . Д и с к и о б р ез н о й и п о д р е з а ю щ е й пил у с т а ­
н а в л и в а ю т с я с трого в од ной плоскости. О б р а б о т а н н а я по ф о р ­
м а т у д е т а л ь по сл е вт о р о го о б р е з н о г о с т а н к а с н и м а е т с я р а б о ч и м
с п о д д е р ж и в а ю щ и х ро л и к ов .
Техническая характеристика линии МФО-1
Размеры обрабатываемых щитов, мм:
д л и н а .............................................................................. 350 . . .
ширина .......................................................................... 270 . . .
толщина
.....................................................................
8 ...
Скорость подачи, м/мин
................................................
12 . . .
Отклонения показателей качества, мм/1000 мм дли­
ны, не более:
от прямолинейности
................................................
0,3
от п а р а л л е л ь н о с т и ....................................................
0,5
от перпендикулярности кромок к пластям
.
0,2
2000
900
40
36
Л и н и я М Ф К - 2 (рис. 164) п р е д н а з н а ч е н а д л я о б р е з к и в ч и ­
с т о в о й р а з м е р д е т а л е й м еб е л и с п р е д в а р и т е л ь н о о б л и ц о в а н ­
ны ми п л а с т я м и , вы б о р к и ч етверти, о б л и ц о в ы в а н и я к р о м о к н а ­
т у р а л ь н ы м п о л о с о в ы м и с и н те ти ч е ск и м р у л о н н ы м м а т е р и а л о м
с п р и м ен е н и е м к л е я - р а с п л а в а , у д а л е н и я свесов о б л и ц о в о к по
ш и р и н е и т о л щ и н е д е т а л е й , с м я г ч е н и я гран ей .
Л и н и я состои т из п и т а т е л я П Щ В - 1 0 0 В 1, с т а н к а д л я о б р а ­
б о тк и и о б л и ц о в ы в а н и я к р о м о к щ и т о в по ш и р и н е М Ф К 2.0 1 2,
пов ор отн о го у с т р о й с т в а 3, с т а н к а д л я о б р а б о т к и к р о м о к щи342
тов по д л и н е МФК.2.02 4, пово р о т н о го у с т р о й с т в а 5 и у к л а д ­
ч и к а 6.
С т а н к и МФК.2.01 и М ФК.2.02 им ею т п о д в и ж н у ю и н е п о д в и ж ­
ную с т ан и н ы , н а к о т о р ы х с м о н т и р о в а н ы кон в ей еры , п р и ж и м н ы е
у ст р о й с тв а , о б р е з н ы е с у п п о р т ы и а г р е г а т ы о б л и ц о в ы в а н и я с о б ­
р а б о т к о й к р о м о к д е т а л е й . О б р е з к а щ и т а по ш и р и н е и д л и н е
п р о и зв о д и т с я п и л ь н ы м а г р е г а т о м с п о д р е зн ы м и су п п о р там и .
Н а а г р е г а т а х о б л и ц о в ы в а н и я п р о и зв о д и т с я н а н е с е н и е к л е я , н а ­
л о ж е н и е л е н т ы ш п о н а , р о л и к о в а я о б к а т к а п р и к л е и в а е м о й л ен ты ,
с н я т и е пер е д н е го и з а д н е г о свесов, с н я т и е ф а с о к , ш л и ф о в а н и е
к р о м о к и с м я гч е н и е гр ан ей . Н а с т а н к е М Ф К .2-01 и м е ет с я д о ­
п о л н и т е л ь н а я ф р е з е р н а я г о л о в к а д л я вы б о р к и четверти.
Л и н и я р а б о т а е т с л е д у ю щ и м о б р а з о м . С т о п а пл ит с н а п о л ь ­
ного к о н в е й е р а п е р е м е щ а е т с я на к он в ей ер п о д ъ е м н о г о с т о л а
и п о д н и м а е т с я на у р о в е н ь з а г р у з к и , где в а к у у м н ы м п е р е к л а д ­
ч иком в е р х н я я п л и т а пе р е н о си тс я на з а г р у з о ч н ы й ко н вейер п и ­
т а т е л я , ко т о р ы й ее б а з и р у е т и п о д а е т в с т а н о к 2 д л я о б р а б о т к и
и о б л и ц о в ы в а н и я п р о д о л ь н ы х к р ом о к . Вся о б р а б о т к а идет в а в ­
т о м а т и ч е с к о м р е ж и м е . В зо н е о б р е з к и о д н о в р е м е н н о с н и м а е т с я
п р и п у с к и о б е с п е ч и в а е т с я р а з м е р по ш ир ин е. В с л у ч а е н е о б х о ­
д и м о с ти ф р е з е р н о й го л о в ко й на п р а в о й по п о д а ч е к р о м к е в ы б и ­
р а е т с я четверть.
Н а обе продольны е кромки щ ита клеевы ми роликам и нан о­
с ится к л е й - р а с п л а в , и в ы д а н н а я из м а г а з и н а л е н т а о б л и ц о в о ч ­
ного м а т е р и а л а п р и ж и м а е т с я к к р о м к а м р о л и к а м и б л о к а о б ­
к а т к и . Ф р е з е р н о - ф а с о ч н ы е го л о в к и с н и м а ю т ф а ск и . Ш л и ф о в а л ь ­
ны е го л о в к и и с п о л ь з у ю т с я т о л ь к о при р а б о т е с н а т у р а л ь н ы м
ш поном. Н а в ы х о д е из с т а н к а 2 ф р е з е р н ы м и г о л о в к а м и п р о в о ­
д и т ся с м я гч е н и е граней.
343
О б р а б о т а н н а я по ш и р и н е д е т а л ь п о с т у п а е т на повор отное
уст р о й с тво 3 и р а з в о р а ч и в а е т с я на 90°. П о д а ю щ и м у с тро й ств о м
щ ит п о д а е т с я в с т а н о к 4, где в т а к о й ж е п о с л е д о в а т е л ь н о с т и
к а к и в с т а н к е 2, п р о и зв о д и т с я о б р а б о т к а к р о м о к по длине.
Д л я с и н х р о н и за ц и и р а б о т ы у ч а с т к о в п е р е д в ход ом в с т а н о к 4
пр е д у с м о тр е н н а к о п и т е л ь.
О б р а б о т а н н а я на с т а н к е 4 д е т а л ь п о с т у п а е т на пово ро тно е
у с т р о й с тв о 5, на ко т о р о м р а з в о р а ч и в а е т с я на 90° и п о д а е т с я на
р а з г р у з о ч н ы й кон вейер у к л а д ч и к а 6.
Н а л и н и и при р а б о т е в а в т о м а т и ч е с к о м р е ж и м е б л а г о д а р я
б л о к и р о в к е о б ес п е ч и в а е т с я о т к л ю ч е н и е при п а д е н и и д а в л е н и я
в п р и ж и м н ы х с и с т е м ах н и ж е д опусти м ого, н е в ы д а ч а о б л и ц о в о ч ­
ного м а т е р и а л а , о с т а н о в к а л ю б о г о д в и г а т е л я а г р е г а т н ы х г о л о ­
вок, п о д а ч а д е т а л е й в с т а н к и с р а з р ы в о м м ен ьш е д опу с ти м о го
при и с п о л ь з о в а н и и х о л о д н о г о клея.
Техническая характеристика линии МФК-2
Размеры обрабатываемых щитов, мм:
д л и н а ........................................................................................................ 350 . . . 2000
ширина ................................................................................................... 270 . . . 290
толщина
...............................................................................................
8 . . . 40
12 . . . 36
Скорость подачи (регулируется бесступенчато), м / м и н .................
О тклонения показателей качества:
от прямолинейности, мм/1000 мм длины, не более . . . .
0,3
по длине и ширине, мм, не б о л е е ................................................
±1
от перпендикулярности кромок к пластям, мм/1000 мм дли­
ны, не б о л е е ...........................................................................................
0,2
76. О б о р у д о в а н и е д л я с б о р к и корпусной м ебел и
У д е л ьн ы й вес сбор о ч н ы х о п е р а ц и й в о б щ и х т р у д о з а т р а т а х
в п р о и зв о д с т в е м ебел и д о х о д и т до 5 0 % . П р и с б о р к е н а и б о л е е
характерной операцией является склеивание. Н еобходим ы е вы ­
д е р ж к и д л я с к л е и в а н и я з а т р у д н я ю т а в т о м а т и з а ц и ю этой о п е ­
р аци и. В м а с с о в о м п р о и зв о д с т в е с б о р к а п р о и зв о д и т с я на к о н ­
ве й е р а х, с н а б ж е н н ы х п н е в м о в а й м а м и и д р у г и м и п од со бн ы м и
м е х а н и з м а м и . П р и нал и ч и и о п т и м а л ь н о й кон стру к ц и и , р а ц и о ­
н а л ь н о г о тех н о л о ги ч е с к о го п ро ц есса и точного с о б л ю д е н и я с и ­
стем ы д о п у с к о в и п о с а д о к при и зг о т о вл е н и и д е т а л е й м о ж н о д о ­
биться полного у с т р а н е н и я под гоноч ны х о п е р а ц и й и о с у щ е с т ­
вить н е п р е р ы в н у ю ко н в е й е р н у ю с бо рк у . В н а с т о я щ е е в р е м я
п р а к т и к у е т с я с и с т е м а в ы п у с к а к о м п л е к т о в м ебел и в р а з о б р а н ­
ном виде, к о т о р ы е с о б и р а ю т с я н еп оср ед ств ен н о п отр еби тел е м .
П р и в ы п у с к е м е бе л и по т а к о м у м ето д у сто и м о с ть т р а н с п о р т и р о ­
в а н и я с н и ж а е т с я в 3 р а з а . И з г о т о в л е н и е м ебел и без о б щ ей
сб о р к и я в л я е т с я р е зе р в о м п о в ы ш е н и я в ы п у с к а п р о д у к ц и и на
1 0 . . . 1 2 % без д о п о л н и т е л ь н ы х к а п и т а л ь н ы х вл о ж е н и й . П ри
этом в ы с в о б о ж д а е т с я б о л е е 2 % п р о и зво д с т в е н н о й п л о щ а д и и
до 50 % п л о щ а д е й с к л а д с к и х пом ещ ений . П р и в ы п уск е м ебели
344
в р а з о б р а н н о м виде на п р е д п р и я т и и п р о в о д и т с я к о н т р о л ь н а я
с б о р к а 1 % от и зг о т о в л е н н о г о числа изделий.
В с о б р а н н о м вид е в ы п у с к аю т м а л о г а б а р и т н ы е изд е л и я . Б ез
с б о р к и и у с т а н о в к и ф у р н и т у р ы в ви д е м е б е л ь н ы х щ ито в с п р о ­
с в е р л е н н ы м и о т в е р с т и я м и и г н е зд а м и в ы п у с к а ю т к р у п н о г а б а ­
р и т н ы е и з д е л и я корп усно й мебели. П р и в ы п у с к е ко рп усно й м е ­
бели р а з л и ч а ю т п р е д в а р и т е л ь н у ю и о к о н ч а т е л ь н у ю сборку.
П редварительная сборка вклю чает в себя установку крепежной
и л и ц е в о й ф у р н и т у р ы и пол уч ение с б о р о ч н ы х единиц, с б о р к у
к а р к а с а и з д е л и я и у с т а н о в к у з а д н е г о полика.
Д л я с б о р к и ко рп у сной м ебел и и с п о л ьзу ю т з а м к н у т ы е к о н ­
вейеры с поточной с т а п е л ь н о й с б о рк о й и у с т а н о в к о й ф у р н и т у р ы .
Н а рис. 165, а п р е д с т а в л е н з а м к н у т ы й конвейер д л я с б о р к и к о р ­
пусной м ебели, п р е д с т а в л я ю щ и й собой ч е т ы р н а д ц а т и м е с т н ы й
з а м к н у т ы й контур. Он состои т из к он в е й е р н ой цепи 4, на к о т о ­
рой ш а р н и р н о з а к р е п л е н ы 14 п н е в м о в ай м . Ц е п ь к о н в е й е р а
у с т а н о в л е н а на тр ех т у е р а х / , 5 и 7, из ко т о р ы х п ер вы й в е д у ­
щ ий с п р и в одо м 3. В а й м ы 2 пер и о дич ески п е р е м е щ а ю т с я на
один ш аг. Все в а й м ы с в я з а н ы м е ж д у собой ш л а н г а м и , ко т о р ы е
о б р а з у ю т з а м к н у т у ю пн ев м о си стем у, у п р а в л я е м у ю в о з д у х о р а с ­
п р е д е л и т е л е м 6.
К а ж д а я в а й м а к о н в е й е р а п р е д с т а в л я е т собой с в а р н у ю р а м у
10 (рис. 165, б ) , с м о н т и р о в а н н у ю на ч ет ы р е х о б р е з и н е н н ы х к о ­
л е с а х 11. В нутри р а м ы им ее тс я п е р е с т а в н а я т р а в е р с а 12, з а к р е п ­
л я е м а я ф и к с а т о р а м и 15 и н е с у щ а я д в а г о р и з о н т а л ь н о р а с п о л о ­
ж е н н ы х п н е в м о ц и л и н д р а 13 с п р и ж и м а м и 14. Т р а в е р с а п е ­
р е с т а в л я е т с я в за в и с и м о с т и от д л и н ы с о б и р а е м о г о и зд ел и я. Н а
р а м е в а й м ы у с т а н о в л е н ы ш есть в е р т и к а л ь н ы х р е г у л и р у е м ы х
п р и ж и м а 16 и г о р и з о н т а л ь н ы е б а з о в ы е уп оры 9. В е р т и к а л ь н ы е
и горизонтальны е приж им ы вклю чаю тся и вы клю чаю тся пово­
р о том р у к о я т о к 8.
При сборке наиболее трудоемкими операциями являю тся опе­
р ац и и у с т а н о в к и ф у р н и т у р ы . Н а с о в р е м е н н о м п р о и зв о д ст в е
п р и м е н я е т с я о б о р у д о в а н и е д л я б ес ш у р у п н о й у с т а н о в к и ф у р н и ­
ту р ы с п о м о щ ь ю д ю б е ле й . Д ю б е л ь з а п р е с с о в ы в а е т с я в з а р а н е е
п о д г о то в л ен н о е о тверстие. П р о ч н о с ть его у д е р ж а н и я в о т в е р ­
стии б у д е т з а в и с е т ь от вел и ч и н ы н а т я г а. П р и м е н я ю т с л е д у ю щ у ю
б ес ш у р у п н у ю ф у р н и т у р у : ч е т ы р е х ш ар н и р н у ю петлю , п л а н к у
петли, м а г н и т н у ю з а щ е л к у , от в е тн у ю м е т а л л и ч е с к у ю п л а н к у
м а гнитно й з а щ е л к и , з а д в и ж к у , от ве тн у ю п л а н к у з а д в и ж к и , н а ­
кл а д н о й з а м о к , г ай к у н а к л а д н о й с т я ж к и , в т у л к у п о л к о д е р ж а ­
теля, нап равляю щ ую ящ ика.
Д л я у с т а н о в к и этой ф у р н и т у р ы п р и м ен я ю т с о о т в е т с т в у ю щ и е
п о л у а в т о м а т ы М У Ф 10, М У Ф 11, М У Ф 12, М У Ф 13, М У Ф 14,
М У Ф 15, М У Ф 16, М У Ф 17, М У Ф 18, М У Ф 19. С т а н к и у н и ф и ц и р о ­
ваны , на них м о ж н о о б р а б а т ы в а т ь д е т а л и м а к с и м а л ь н ы х р а з ­
м еров 1 8 5 0 X 5 6 0 X 2 5 мм.
345
1
2
3
.
4
Выгрузка
готовых
изделий
______ _____ _
Рис. 165. Конвейер для сборки корпусной мебели:
а — замкнутый
конвейер; 6 — вайма
Рис. 166. П олуавтом ат МУФ10 д л я установки четырехшар­
нирных петель:
а — общий вид; б — агрегат установки петель
П о л у а в т о м а т у с т а н о в к и ч е т ы р е х ш а р н и р н ы х петел ь М У Ф 10
(рис. 166, а) со сто и т из с т ан и н ы 1, д в у х а г р е г а т о в у с т ан о в к и п е­
т е л ь 3, д в а д ц а т и одного п о зи ц и о н е р а 4, к о н в е й е р а подачи 5 и
четы рех б о ко в ы х п р и ж и м о в.
С т а н и н а п р е д с т а в л я е т собой с б о р н у ю ко н с тр у к ц и ю , с о с т о я ­
щ у ю из п р о д о л ьн о й б а л к и 7 и д в у х поп еречин 6. Н а п о п е р е ч и ­
нах с м о н т и р о в а н ы д в е ветви к о н в е й е р а , о д н а из к о т о р ы х м о ж е т
п е р е м е щ а т ь с я по п о п ер еч и н а м при н а с т р о й к е на р а з м е р д ет а л и .
К а ж д а я ветвь к о н в е й е р а им е ет и н д и в и д у а л ь н ы й п р и в о д от э л е к ­
т р о д в и г а т е л я ч ер е з ч ер в я ч н ы й ре д у к т о р . П о зи ц и о н е р ы , п р е д с т а в ­
л я ю щ и е собой п н е в м о ц и л и н д р ы с у п о р а м и , б а з и р у ю т д е т а л и
в п р о д о л ь н о м н а п р а в л е н и и , а б о к о в ы е — в п о п ер еч но м н а п р а в ­
лении. П о з и ц и о н е р ы п р о д о л ь н о г о б а з и р о в а н и я с м о н т и р о в а н ы на
п р о д о л ьн о й л и н е й к е 2, а п о зи ц и о н е р ы п оп ер еч н ого б а з и р о в а н и я
у с т ан о в л е н ы на к о н вейере, и м е ю щ е м н ас т р о е ч н о е п е р е м ещ ен и е
по ш и р и н е д ет а л и .
А гр е гат у с т а н о в к и ч е т ы р е х ш а р н и р н ы х пе т е л ь (рис. 166, б)
состоит из с в е р л и л ь н о -п р е с с у ю щ е й го л овки /, с в е р л и л ь н о й т р е х ­
ш п и н д е л ьн о й н а с а д к и 2, су п п о р т а 3, с т о л а 4, п р и ж и м а 6, к а с ­
сеты 8, м е х а н и з м а в ы д а ч и ф у р н и т у р ы 9, п у л ь т а у п р а в л е н и я 10,
п н е в м о п а н е л и 11, р о л и к о в 12, в о зд у х о п р о в о д о в 7. Т е х н о л о г и ч е ­
ский проц есс у с т а н о в к и ф у р н и т у р ы состоит из с л е д у ю щ и х о п е ­
р а ц и й на п о л у а в т о м а т а х : б а з и р о в а н и е д е т а л и 5, з а ж и м , в ы ­
б о р к а г н е зд под о п р е д е л е н н ы й вид ф у р н и т у р ы , п о д а ч а ф у р н и ­
т у р ы в зо н у у с т ан о в к и , з а п р е с о в к а ф у р н и т у р ы в г н езд а , т р а н с ­
п о р т и р о в а н и е д е т а л и к м есту съ е м а .
П о л у а в т о м а т М У Ф 10 р а б о т а е т с л е д у ю щ и м о б р а з о м . О п е р а ­
тор у с т а н а в л и в а е т п о зи ц и о н ер ы по д л и н е в с о о т в е т с т в у ю щ е е п о ­
л о ж е н и е с о г л а с н о техн о л о ги ч е с к о й к а р т е и п р о г р а м м и р у е т на
п у л ьт е у п р а в л е н и я р а б о т у п о л у а в т о м а т а . Д е т а л ь п о д а е т с я до
у с т а н о в л е н н о г о п р о д о л ьн о г о у п о р а , с р а б а т ы в а е т поп еречны й
упор, и д е т а л ь з а ж и м а е т с я . З а т е м с р а б а т ы в а е т п н е в м о п р и ж и м 6
а г р е га т н о й у с т а н о в к и , ко торы й з а ж и м а е т д е т а л ь сверху. В к л ю ­
ч ае т с я э л е к т р о д в и г а т е л ь с в е р л и л ь н о -п р е с с у ю щ е й гол о вки 1, и
и н с тр у м е н т п о д а е т с я д л я о б р а б о т к и гн езд а. П о о к о н ч а н и и о б ­
р а б о т к и и н с тр у м ен т в о з в р а щ а е т с я в исхо д ное п о л о ж е н и е и к о ­
нечны м в ы к л ю ч а т е л е м п о д а е т с я к о м а н д а на с р а б а т ы в а н и е п н е в ­
м о ц и л и н д р а м е х а н и з м а вы д ач и . П о л з у н м е х а н и з м а в ы д а ч и пе­
р е м е щ а е т с я влево, з а б и р а я из к а с с е т ы 8 ч е т ы р е х ш а р н и р н у ю
п етлю и п е р е м е щ а я ее в зо н у о б р а б о т а н н о г о гн езд а. В кр а й н е м
л е в ом п о л о ж е н и и п о л зу н а его к р о н ш т е й н о с т а н а в л и в а е т с я н ад
н а с а д к о й с в е р л и л ь н о -п р е с с у ю щ е й го ловки. П о с л е о с т ан о в к и
п о л зу н а от конечного в ы к л ю ч а т е л я п о с т у п а е т к о м а н д а на подъем
с в е р л и л ь н о -п р е с с у ю щ е й головки. С в е р л и л ь н а я н а с а д к а при
п о д ъ е м е в о зд е й с тв у е т на к р о н ш т е й н п о л з у н а м е х а н и з м а вы д ач и,
на п у а н со н е к о т о ро го л е ж и т р а н е е д о с т а в л е н н а я петля. В конце
х о д а п у а н с о н а д в а д ю б е л я и ч а ш к а петли в х о д я т с н а т я го м
348
в о б р а б о т а н н ы е г н е зд а и з а п р е с с о в ы в а ю т с я . П о за в е р ш е н и и хода
д а е т с я к о м а н д а на о с т ан о в и конечны й в ы к л ю ч а т е л ь в к л ю ч а е т
о б р а т н ы й ход по л зу н а. К р о н ш т е й н с пу ан со н ом в о з в р а щ а ю т с я
в исхо д но е п о л о ж ен и е , в о з в р а щ а е т с я в н и ж н е е исходное п о л о ­
ж е н и е и с в е р л и л ь н о - п р е с с у ю щ а я г о л о в к а 2, при этом конечный
в ы к л ю ч а т е л ь д а е т к о м а н д у на п од ъ ем ве р х н е го п р и ж и м а 6.
П р и д в и ж е н и и п о л зу н а в п р а в о ч е т ы р е х ш а р н и р н а я петля, н а х о ­
д я щ а я с я на в ер хн ей п л оскости п о л зу н а , с д в и г а е т с я по н а к л о н ­
ной пл оско сти и п о п а д а е т в ф у р н и т у р н о е гнездо. В к р а й н е п р а ­
вом п о л о ж ен и и п о л зу н а упор н а ж и м а е т на конечный в ы к л ю ч а ­
тель, котор ы й д а е т к о м а н д у на о с т а н о в п о л зу н а. К онвей ер
в к л ю ч а е т с я , и д е т а л ь п е р е м е щ а е т с я до с л е д у ю щ е г о пози ц и о н е р а
д л я о б р а б о т к и на с л е д у ю щ е й п о зи ции или д е т а л ь с н и м а е т с я .
Контрольные вопросы
1.
Что такое станочные линии? 2. В чем особенности поточной и авто­
матической линий? 3. К ак классифицируются станочные линии? 4. Что такое
линии с жесткой и гибкой связями? 5. Что называется ритмом работы л и ­
нии? 6. К ак определяется производительность линии? 7. Какие линии при­
меняются для обработки брусковых деталей и принцип их работы? 8. Какие
линии применяются для обработки щитовых деталей и принцип их работы?
9. Каков принцип работы линий для облицовывания пластей? 10. Какое
оборудование применяется для сборки мебели?
Г л а в а 15. РО БО ТОТЕХН ИКА И Г ИБ К ИЕ
А ВТО М А ТИ ЗИ РО В А Н Н Ы Е СИСТЕМЫ
77. Р о б о т ы и м а н и п у л я т о р ы
С о в р е м е н н о е п р о и зв о д с т в о х а р а к т е р и з у е т с я ко м п л ек с н о й а в ­
т о м а т и з а ц и е й п р о и з в о д с т в а на б а з е систем м а ш и н -а в т о м а т о в .
П р и м е н е н и е с п е ц и а л и з и р о в а н н ы х а в т о м а т о в и ав т о м а т и ч е с к и х
л иний э ф ф е к т и в н о в м а с с о в о м п ро и зв одс тве , но не р е н т а б е л ь н о
в у с л о в и я х серийн о го и м е л к о с е р и й н о го п р о и зв о д с т в а в с л е д ­
ствие вы с о ки х стои м ости и д л и т е л ь н о с т и р а з р а б о т к и , в н е д р е н и я
и п е р е н а л а д к и на новую пр од укц ию . В ы с о к у ю ги б кость п р о и з ­
в о д ст в а о б е с п е ч и в а е т и с п о л ь з о в а н и е т р а д и ц и о н н о г о о б о р у д о в а ­
ния, у п р а в л я е м о г о вручную , при этом т р е б у е т с я при м ен ен и е
вы сококвалифицированного труда и обеспечивается ни зкая про­
и зво д и тел ьн ость.
А в т о м а т и з а ц и я о с н о вн ы х т е х н о л о ги ч е с к и х оп е р а ц и й д о ст и г л а
вы со ко го у р о в н я , при котором у р о ве н ь в с п о м о г а т е л ь н ы х о п е р а ­
ций с т а л т о р м о зо м д а л ь н е й ш е г о п о в ы ш е н и я п р о и зв о д и те л ьн о с т и
т р у д а и с о в е р ш е н с т в о в а н и я т ехнологии, о чем б ы л о с к а з а н о
в г л а в е 9. О б ы ч н ы м и м е то д а м и с и с п о л ь з о в а н и е м с у щ е с т в у ю ­
щ их т р а д и ц и о н н ы х те хн и ч ес ки х с р е д с т в у ж е н е в о з м о ж н о а в т о ­
м а т и з и р о в а т ь с борочны е, с в а р о ч н ы е, о к р а с о ч н ы е и р я д д р уги х
349
о п е р а ц и й , на к о т о р ы х ч е л о в е к в си л у сво их п с и х о ф и зи о л о г и ч е ­
ских в о з м о ж н о с т е й не м о ж е т р а б о т а т ь или и н те н си ф и ц и р о в а т ь
т е х н о л оги че с к и й процесс. Э ти при чи ны со ц и а л ь н о г о , э к о н о м и ч е ­
ско го и те х н и ч е с к о г о х а р а к т е р а с т а л и с д е р ж и в а ю щ и м и ф а к т о ­
р а м и в р а з в и т и и п р о и зв о д с т в а и п о в ы ш е н и и п р о и зв о д и те л ьн о с т и
труда.
Б о л ь ш и е д о с т и ж е н и я в р а з в и т и и в ы ч и с л и те л ьн о й те хн и к и и
э л е к т р о н и к и т а к ж е п р и ве ли к р а з в и т и ю новой о т р а с л и — р о б о ­
т отехн ики , п р о и з в о д я щ е й новую р а зн о в и д н о с т ь а в т о м а т и ч е с к и х
м а ш и н — п р о м ы ш л е н н ы е р о б о ты ( П Р ) . О ни н а х о д я т все б о лее
ш и р о к о е при м ен ение, з а м е н я я ч е л о в е к а (или п о м о г а я ем у) на
у ч а с т к а х с о п а с н ы м и , в р е д н ы м и д л я з д о р о в ь я , т я ж е л ы м и или
м о нотонн ы м и у с л о в и я м и т р у д а . А в т о м а т и з а ц и я в с п о м о г а т е л ь ­
ных о п е р а ц и й с и с п о л ь з о в а н и е м п р о м ы ш л е н н ы х ро б о то в п о з в о ­
л я е т в ы с в о б о д и т ь р аб о ч и х , п о вы сить п р о и зв о д и т е л ь н о с т ь т р у д а
и качество продукции, улучш ить условия труда, существенно о б ­
легчить труд работаю щ их.
В о з м о ж н о с т и п р о м ы ш л е н н ы х р об о то в о б ы чн о п р е в о с х о д ят
в о з м о ж н о с т и ч ел о в е к а в п о д ъ е м е гру зо в, в ск о р о с т и р е а к ц и и
при вы п о л н е н и и м о но тонн ы х о п е р а ц и й , н а д е ж н о с т и и р и т м и ч ­
ности. К р о м е того, р о б о ты м огут р а б о т а т ь в э к с т р е м а л ь н ы х у с ­
л о в и я х , н е в о з м о ж н ы х д л я ч ел о ве к а. В н а с т о я щ е е в р е м я под
р о б о т о м понимают автоматический манипулятор с програм м ­
ным у п р а в л е н и е м . М а н и п у л я т о р о м н а з ы в а ю т устр ойство,
п р е д н а з н а ч е н н о е д л я и м и та ц и и д в и г а т е л ь н ы х и р а б о ч и х ф у н к ­
ций руки ч е л о в е к а и у п р а в л я е м о е о п е р а т о р о м или д е й с т в у ю щ е е
а в т о м а т и ч е с к и . П о м ето д у у п р а в л е н и я м а н и п у л я т о р ы д е л я т на
б и отехн и ч е ск и е (с р у ч н ы м у п р а в л е н и е м ) , и н т е р а к т и в н ы е (со
смеш анны м управлением ) и автоматические.
Б и о т е х н и ч е с к и е м а н и п у л я т о р ы о т л и ч а ю т с я от а в т о м а т и ч е с к и х
о тсу тс т в и е м у ст р о й с тв п а м я т и и т р е б у ю т н е п р ер ы в н о г о у ч а с т и я
о п е р а т о р а в п р о ц е сс е у п р а в л е н и я . О с н о вн ы м и э л е м е н т а м и м а ­
нипулятора являю тся: зад аю щ и й орган, предназначенны й для
с о з д а н и я у п р а в л я ю щ и х с и г н а л о в и д в и ж е н и й ; и с п о л н и т е л ьн ы й
о р г а н д л я в ы п о л н е н и я д ей с тв и й по с и г н а л а м от з а д а ю щ е г о о р ­
г а н а ; с в я з у ю щ и й о р г ан , п е р е д а ю щ и й с и г н а л ы и д в и ж е н и я от з а ­
д а ю щ е г о к и с п о л н и т е л ь н о м у о р г а н у ; р а б о ч и й о р г а н — ч асть
ис п о л н и т е л ьн о г о о р г а н а , в ы п о л н е н н а я в вид е за х в а т о в , и н с т р у ­
м ента и т. п. В а в т о м а т и ч е с к о м м а н и п у л я т о р е в ы п о л н е н и е р а б о ­
чих ф у н к ц и й о б е с п е ч и в а е т с я б ез у ч а с т и я о п е р а т о р а . К числу
автоматических м анипуляторов относят автооператоры и про­
м ы ш л е н н ы е р о б о ты . А в т о о п е р а т о р я в л я е т с я н е п е р е п р о г р а м м и ­
руемым автоматическим манипулятором. П ерепрограм м ируем ы й
автоматический м анипулятор назы вается промыш ленным робо­
том ( П Р ) .
Все П Р по х а р а к т е р у в ы п о л н я е м ы х о п е р а ц и й п о д р а з д е л я ­
ю тс я на три гр уппы : 1) п р о и зв о д и т е л ь н ы е (тех н о л о ги ческ и е)
350
роботы (П П Р ) вы полняю щ ие основные операции технологиче­
с кого п р о ц е сса ; 2) п о д ъ е м н о - т р а н с п о р т н ы е (в с п о м о г а т е л ь н ы е)
р об оты ( П Т П Р ) , в ы п о л н я ю щ и е д ей с тв и е т и п а взя т ь-п ер е н е сти п о л о ж и т ь ; 3) у н и в е р с а л ь н ы е р о б о ты ( У П Р ) , в ы п о л н я ю щ и е р а з ­
н о р о д н ы е т е х н о л о г и ч е с к и е о п е р а ц и и (о с н о в н ы е и в с п о м о г а т е л ь ­
н ы е ). Ф у н к ц и о н а л ь н ы е в о з м о ж н о с т и П Р во м ногом о п р е д е л я ­
ю тся типом си с т е м ы п р о г р а м м н о г о у п р а в л е н и я ( С П У ) . П о типу
п р е д с т а в л е н и я з а д а ю щ е й и н ф о р м а ц и и С П У д е л я т на ц и к л о в ы е
( Ц П У ) , а н а л о г о в ы е ( А П У ) , ч и с л о вы е ( Ч П У ) и а н а л о го -ч и сл о в ы е (г и б р и д н ы е ).
П ром ы ш ленны е роботы позволяю т автом атизи ровать о п ер а­
ции, в ы п о л н я е м ы е о б ы чн о в р у ч н у ю (у с т а н о в к у д е т а л и на с т а ­
нок, ее з а к р е п л е н и е , снятие, поворот, о р и е н т и р о в а н и е и п е р е ­
д а ч у на д р у г о е р а б о ч е е м е с т о ). О ни у с п е ш н о в ы п о л н я ю т р а ­
б о ты по п о д ъ е м у и п е р е м е щ е н и ю изд е л и й р а з л и ч н ы х р а з м е р о в
и м асс, ч ас т о р а б о т а ю т по о б с л у ж и в а н и ю о б о р у д о в а н и я .
С о з д а н и е а в т о м а т и ч е с к и х л иний с и с п о л ь з о в ан и е м ро б о тов
пер во го по к о л ен и я , т р е б у ю щ и х п р е д в а р и т е л ь н о г о о р и е н т и р о ­
в а н и я д е т а л е й в р я д е с л у ч а е в о к а з ы в а е т с я вы годн ы м . П р и м о ­
д е р н и з а ц и и а в т о м а т и ч е с к и х л ини й р о б о ты л е г к о в с т р а и в а ю т с я
в новую линию . П р и их в н е д р е н и и н е п р о и зв о д и т е л ь н ы е потери
с н и ж а ю т с я в 5— 8 р а з.
В д е р е в о о б р а б о т к е , м е б е л ьн о м п р о и зв о д с т в е р о б о т о т е х н и к а
п р е д с т а в л е н а в о чень о г р а н и ч е н н о м виде. Б о л е е ш и р о к о п р и м е ­
н я ю тс я м а н и п у л я т о р ы с в а к у у м н ы м и э л е м е н т а м и д л я п е р е м е ­
щ ен и я п л и т н ы х м а т е р и а л о в .
С о в о к у п н о с т ь те х н о л о г и ч е ск о го о б о р у д о в а н и я и П Р , п р е д н а з ­
нач ен н ы х д л я в ы п о л н е н и я одной или н е с к о л ь к и х т е х н о л о г и ч е ­
ски х о п е р а ц и й в а в т о м а т и ч е с к о м р е ж и м е , н а з ы в а е т с я г и б к и м
производственным (технологическим)
модулем
( Г П М ) . В его с о с т а в в х о д я т три о с н о в н ы е под систем ы : о б р а ­
ботки; о б с л у ж и в а н и я ; к о н т р о л я и у п р а в л е н и я . В под си с т е м у о б ­
р а б о т к и в хо д ит осно вн о е т е х н о л о г и ч е с к о е о б о р у д о в а н и е , с п е ­
ц и а л ь н о с к о н с т р у и р о в а н н о е или м о д е р н и з и р о в а н н о е по у с л о ­
виям сопряж ен ия с П Р . О б сл у ж и в аю щ ая подсистема вклю чает
ус т р о й с т в а д л я р а з м е щ е н и я д е т а л е й на в хо д е в Г П М , м е ж о п е р а ц и о н н ы е т р а н с п о р т и р у ю щ и е и н а к о п и т е л ь н ы е у ст р о й с тв а , у с т ­
р о й с т в а д л я п р и е м а о б р а б о т а н н ы х изд елий, а т а к ж е П Р . П о д ­
си с т е м а к о н т р о л я и у п р а в л е н и я с о д е р ж и т к о м п л е к с т е хнич еских
п р о г р а м м н ы х с р е д с т в к о н тр о л я , и зм ер е н и я , р е г у л и р о в а н и я , в ы ­
числен ия, л о г и ч ес к о г о у п р а в л е н и я , р е г и с т р а ц и и и а в а р и й н о й
за щ и т ы .
В с л о ж н ы х Г П М с ш и р о к о й соподчи ненн ой с т р у к т у р о й с и ­
с тем ы у п р а в л е н и я в к а ч е с т в е у п р а в л я ю щ е г о о р г а н а и с п о л ьзу ю т
у п р а в л я ю щ и е в ы ч и с л и т е л ь н ы е ко м п л ек с ы . Г П М я в л я е т с я о с н о в ­
ной я ч е й ко й гиб ки х к о м п л е к с н о -р о б о т и з и р о в а н н ы х у ч а с т к о в и
про и зводств.
351
78. Г и б к и е п р о и з в о д с т в е н н ы е с и с т е м ы
Н о в ы м и с р е д с т в а м и п р о и зв о д с т в а я в л я ю т с я гибки е п р о и з в о д ­
с т в е н н ы е к о м п л е к с ы ( Г П К ) и ги б ки е а в т о м а т и з и р о в а н н ы е п р о ­
и зв о д с т в а ( Г А П ) , у п р а в л я е м ы е Э В М , в х о д я щ и е в а в т о м а т и ч е ­
с к у ю сис т ем у у п р а в л е н и я .
А в т о м а т и ч е с к а я с и с т е м а у п р а в л е н и я (АСУ) —
с о в окуп н о сть а д м и н и с т р а т и в н ы х , о р г а н и з а ц и о н н ы х , э к о н о м и к о ­
м а т е м а т и ч е с к и х м ето д о в и техн и ч ески х с р е д с т в в ы чи с л и те л ьн о й
т е хн и к и и сре д с т в с в язи, о б ъ е д и н е н н ы х в еди ную си с т ем у ч е ­
л о в е к — м а ш и н а д л я п р и н я т и я у п р а в л я ю щ и х реш ен ий. Ч е л о в е к
в А С У п р и н и м а е т а к т и в н о е у ч а с т и е в с а м о м п р о ц е сс е у п р а в л е ­
ния. П о у р о в н ю а в т о м а т и з и р о в а н н о й с т р у к т у р ы Г А П в ы ш е Г П К .
П р и м о д у л ьн о м по стро ении си стем ы п е р в о н а ч а л ь н о с о з д а ю т с я
ги б ки е п р о и зв о д с т в е н н ы е м о дул и ( Г П М ) — ячейки. Н а их о с ­
нове к о м п л е к т у ю т с я Г П К , а з а т е м у ж е ги б ки е а в т о м а т и з и р о в а н ­
ны е п р о и зв о д с т в а — цехи, за в о д ы . В Г П К а в т о м а т и з и р у ю т с я
п р а к т и ч е с к и все т е х н о л о г и ч ес к и е о п е р а ц и и , что о б ес п е ч и в а е т
д о с т и ж е н и е н а и б о л е е вы с о к о го у р о в н я п р о и зв о д и те л ьн о с т и
труда.
Г А П к р о м е гиб кого п р о и зв о д с т в е н н о г о к о м п л е к с а в к л ю ч а е т
в себя ги б ку ю си с т е м у а в т о м а т и з и р о в а н н о й т е хн о л о ги ческ ой
п о д готов к и п р о и зв о д с т в а . Г и б к о е п р о и зв о д с т в о п о з в о л я е т в м е л ­
косери йно м и еди нич ном м н о г о н о м е н к л а т у р н о м п р о и зв о д с т в е
в ко р о т к и й с р о к с м и н и м а л ь н ы м и з а т р а т а м и п е р е х о д и т ь к в ы ­
пу ск у новой п р од укц ии. В Г П К м е х ан и ч е ск о й о б р а б о т к и а в т о ­
м а т и з и р о в а н ы п о м и м о о б р а б о т к и д е т а л е й по з а д а н н о й п р о ­
г р а м м е т р а н с п о р т и р о в а н и е и п о д а ч а з а г о т о в о к со с к л а д а
к с т а н к а м и о б р а б о т а н н ы х д е т а л е й на с к л а д , с м е н а р е ж у щ и х и
и зм е р и т е л ь н ы х устройств, п р и б о р о в и и н стру м ентов , ко н тр о л ь
к а ч е с т в а и зг о т о в л е н н ы х д е т а л е й , от во д с т р у ж к и от ст ан к о в ,
с м е н а п р о г р а м м ы о б р а б о т к и . О т л и ч и те л ь н о й ос о б е н н о с т ью Г П К
по с р а в н е н и ю с а в т о м а т и ч е с к и м и л и н и я м и м а с с о в о го п р о и з в о д ­
с т в а я в л я е т с я их гибкость, т. е. в о з м о ж н о с т ь б ы ст р о го п е р ех о д а
на о б р а б о т к у л ю б о й д е т а л и в п р е д е л а х те хн и ч е с ки х в о з м о ж н о ­
стей о б о р у д о в а н и я .
П ракти ческая реализаци я Г П К и ГАП требует сущ ествен­
ного п о в ы ш е н и я н а д е ж н о с т и р а б о т ы всех те х н и ч е с к и х ср едств.
Н ехватка квалиф ицированны х кадров и ненадеж ность техниче­
ски х с р е д с т в Г П С з а т р у д н я ю т их внед рение. С и с т е м а не м о ж е т
б ы ть эф ф е к т и в н о й , если е ж е д н е в н о п р ои сх оди т х о т я бы один
о т к а з , по и ск причин котор ого и у с т р а н е н и е по тем или иным
п р и ч и н а м з а н и м а е т з н а ч и т е л ь н у ю д о л ю р а б о ч е г о времени.
Т р у д н о н а д е я т ь с я на э ф ф е к т и в н у ю э к с п л у а т а ц и ю Г П С к р у г л о ­
суточно и д л и т е л ь н о е в р е м я (г л а в н о е в у с л о в и я х б езл ю д н о г о
п р о и з в о д с т в а ) , если сто й ко с т ь и н с тр у м е н т а о с т а е т с я на п р е ж ­
нем уровне. К а ж д а я п о л о м к а и н с тр у м е н т а , нед о п у с т и м о е его
352
за т у п л е н и е , б ы ст р ы й изн ос о с т а н а в л и в а ю т Г П С . Т р е б у е т с я
в 5 . . . 8 р а з по в ы с и т ь с т о й к о с т ь ин стр у м ен т а .
О с о б е н н о с т ью о б о р у д о в а н и я , в х о д я щ е г о в Г П К и Г А П , я в ­
ляется наличие вы соконадеж ны х механизмов связи с автом ати ­
зированны м и транспортны м и системами подачи заготовок, у д а ­
л е н и я о б р а б о т а н н ы х д е т а л е й , п о д а ч и и з а м е н ы и н с тр у м е н т а
с вы сокой с теп ен ью рем онт о п р и го д н о с т и . В ги б ки е с истем ы м е ­
ханической обработки объединяю т главны м образом многоопе­
р а ц и о н н ы е с т а н к и с Ч П У с о в р ем е н н о г о у р о в н я .
Контрольные вопросы
1. В каких случаях целесообразно применять роботы и манипуляторы?
2. В чем отличие манипулятора от робота? 3. Н а какие группы подразде­
ляю тся промышленные роботы? 4. Что такое гибкие производственные комп­
лексы и область их применения?
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Амалицкий В. В. Станки и инструменты лесопильного и деревообрабаты ­
вающего производства.— М., 1985.
Зотов Г. А., Швырев Ф. А. П одготовка и эксплуатация деревореж ущ его
инструмента. М., 1986.
Кузнецов В. М., Волков Е. Н. Автоматические и полуавтоматические
линии деревообрабатываю щ их производств. М., 1988.
Любченко В. И. Резание древесины и древесных материалов. М., 1986.
Любченко В. И., Д руж ков Г. Ф. Справочник молодого станочника дере­
вообрабатываю щ его предприятия. М., 1985.
Маковский Н. В., Амалицкий В. В., Кузнецов В. М., Комаров Г. А. Тео­
рия и конструкции деревообрабатываю щ их машин. М., 1990.
Соловьев А. А., Коротков В. И. Н алад ка деревообрабатываю щ его обо­
рудования. М., 1987.
Тарасенко В. М., Вихрева В. В. Оборудование мебельного производства.
М., 1986.
Фонкин В. Ф. Справочник мастера-инструментальщ ика деревообрабаты ­
вающего предприятия. М., 1984.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А бразивная обработка 83, 113
А втомат 172
Автоматические линии 321
Балансировка динамическая 160
— статическая 143, 149, 159
Вальцевание круглых пил 135
— ленточных пил 132
Вероятность безотходной работы 187
— отказа 187
Влияние вида резания 38
— влаж ности древесины 36
— заднего угла резания 39
— остроты режущей кромки 16, 40
— породы древесины 36
— скорости резания 42
— температуры древесины 38
— толщины срезаемого слоя 41
— угла резания 39
Геометрия срезаемого слоя 22
— стружки 24
Геометрическая точность 183
Гибкие производственные системы
352
Гидродвигатели 191
Гидроцнлиндры 193
Двигательны е механизмы 189
Д виж ение главное 9
— подачи 9
— резания (результирующ ее) 10
Дифференциация операций 179
Д олбеж ны е станки 295
Д олбление гнездовой фрезой 96
— цепной фрезой 98
Древесина 17
Древесные материалы 18, 22
Загрузочно-разгрузочные устройства
216
Заж им ны е устройства 222
Заточка ножей 150
— пил 131, 136
— сверл 165
— твердосплавного
143, 159
— фрез 157
Затупление режущ его
инструмента
инструмента
112
Износ реж ущ его инструмента 112
И нструментальные материалы 109
Исправность 186
Качество обработки долблением 96,
98
------ пилением 51, 58, 63, 64
-------сверлением 91, 93
-------точением 81
-------ф резерованием 74, 78
------ шлифованием 87
Классификация линий 321
— машин 171
— станочного резания 43
Концентрация операций 179
Коэффициент
производительности
174
— использования 176
Круглопильные станки для продоль­
ного распиливания 230
---------- поперечного
распиливания
234
-----------форматного распиливания 237
Л езвие 7, 12
Ленточнопильные станки 226
Линии для обработки брусковых
деталей 325
-----------кромок щитов 341
-----------щитовых деталей 330
Машина 171
М еж зубная впадина 47
Механизм подачи 206
— резания 196
Н аладка
круглопильных
станков
232
— ленточнопильных станков 228
— рейсмусовых станков 251
355
— сверлильных станков 291
— токарных станков 268,
— фрезерных станков 263
— фуговальных станков 246
— четырехсторонних станков 256
— шипорезных станков 284
— шлифовальных станков 276
Оборудование для нанесения по­
крытий 302
— — облицовывания кромок 314
пластей 335
— — подготовки поверхностей 300
шпона 316
-------сборки мебели 344
— мебельного производства 299
Пила 46
Пилы круглые 122
— ленточные 50, 120
Пиление древесных материалов 63
— круглой пилой 54, 62, 63
— ленточной пилой 46
П лоскость основная 12
— резания 12
— секущ ая главная 13
— — нормальная 13
Поверхность резания 7
— обработанная 7
П одача на оборот 11, 55, 73
— на зуб (лезвие) 11, 51, 55, 73, 95
П одготовка к работе абразивного
инструмента 116, 167
---------- круглых пил 133, 142
--------- -лен точн ы х пил 129
-----------ножей 145, 149
-----------сверлильного и долбежного
инструмента 165
-----------токарных резцов 163
------ - — фрез 151, 157
П олуавтомат 172
П олуавтоматическая линия 321
Поточная линия 321
П равка круглых пил 133
— ленточных пил 131
Припой 142
Производительность автоматических
линий 324
— машин 174
356
- резания 99
Пропил 46, 58
Профилирование зубьев фрез 154
Работа резания удельная 28
Работоспособность 186
Радиус округления режущ ей кромки
16
Разрезание 68
Расходный фонд инструмента 169
Расчет реж има резания 102
Резание бесстружечное 7, 66
— закрытое 12
— лазерное 67
— полузакрытое 12
— поперечное 19
— продольное 19
— продольно-поперечное 21
— продольно-торцевое 19
— слоистых материалов 22
— с наклоном лезвия 16
— стружечное 7
— торцовое 19
— торцево-поперечное 21
Реж им резания 98
Рейсмусовые станки 247
Ресурс 188
Сверление древесины 89
— древесных материалов 93
Сверлильные станки 287
Сверлильно-фрезерные станки 291
Сила резания единичная 28
— — касательная 26
-------нормальная 26
------- осевая 26
------ результирующ ая 26
------- удельная 28
Система координат инструменталь­
ная 14
-------кинематическая 14
— — статическая 14
Скорость главного движ ения 11
— подачи 11
—• резания (результирую щ ая) 11
Срезаемый слой 7
С труж ка 7
Струж коломатель 35
Технологическая
производитель­
ность 174
Типовые схемы автоматических ли ­
ний 322
Токарные станки 265
Точение 80
Точность станков 181
Угол движ ения 15
— задний 14
— заточки (заострения) 14
— передний 14
— резания 14
Установка в станок круглых пил 141
-----------ленточных пил 133
---------- - ножей 150
-----------фрез 161
Уширение пропила разводом 48, 131,
139
-------плющением 48, 131, 140
-------свесом зубьев на сторону 48
Фактическая производительность 175
Фрезерование древесных материалов
78
— коническое 72
— пазовое 94
— профильное 72
— торцевое 72
— цилиндрическое 73
Фрезерные станки 258
Фуговальные станки 244
Четырехсторонние станки 253
Ш ероховатость поверхности 25
Ш ипорезные станки 278
Ш лифование 83
Ш лифовальная шкурка 84
Ш лифовальные станки 269
Ш тампование 70
Эксплуатация инструмента 111
Электродвигательный привод 189
СОДЕРЖАНИЕ
П р е д и с л о в и е ..................................................................................................................
Раздел
Глава
1.
2.
3.
4.
5.
6.
7.
3
1. Рабочие процессы дереворежущ их станков
1. Общие сведения о резании древесины и древесных материалов
5
Сущность и технологическое назначение р е з а н и я ............................... 5
Д виж ения процесса р е з а н и я ........................................................................ 7
Геометрия л е з в и я ...............................................................................................12
М атериалы, обрабатываемые р е з а н и е м ................................................... 17
Главные и переходные виды р е з а н и я .................................................... 18
Геометрия срезаемого слоя, стружки иобработанной поверхности 22
Силы р е з а н и я ...................................................................................................... 26
Глава
2. Основные закономерности р е з а н и я ..................................................29
8. Исходные и оценочные характеристики р е з а н и я ....................................29
9. С т р у ж к о о б р а з о в а н и е ..........................................................................................31
10. Влияние основных исходных условий резания на оценочные пока­
затели п р о ц е с с а ................................................................................................ 36
Глава
11.
12.
13.
14.
15.
16.
17.
18.
19.
3. Основные процессы станочного резания в мебельном произ­
водстве ..............................................................................................
43
Классификация процессов станочного резания и указания к их
изучению . . . .
................................................................................43
Пиление ленточной п и л о й ..........................................................................46
Пиление круглой п и л о й ...............................................................................54
Бесстружечное д е л е н и е ................................................................................. 66
Ф р е з е р о в а н и е ...................................................................................................... 71
Т о ч е н и е ..............................................................................................................
80
Ш л и ф о в а н и е ........................................................................................................83
С в е р л е н и е ............................................................................................................. 89
Г н е з д о о б р а з о в а н и е ............................................................................................94
Г л а в а 4. Расчеты режимов резания на с т а н к а х ........................................98
20. Реж им резания и порядок его н а з н а ч е н и я .......................................98
21. Типовые расчетные задачи и общие алгоритмы их решения . . 100
22. Примеры р а с ч е т о в ............................................................................................ 102
Р а з д е л 2. Конструкция, подготовка к работе и эксплуатация
дереворежущ его инструмента
Г л а в а 5. Общие сведения о дереворежущем и н с т р у м е н т е ......................107
23. Требования к инструменту. Классификация, индексация и техни­
ческие характеристики инструмента ........................................................ 107
24. Инструментальные материалы и их в ы б о р ....................................... 109
25. П одготовка и эксплуатация инструмента на мебельном предпри­
ятии .........................................................................................................................110
26. Оборудование и инструмент для подготовки деревореж ущ его ин­
струмента .............................................................................................................. 112
Г л а в а 6. Конструкция и подготовка п и л ....................................................... 120
27. Конструкция ленточных п и л .....................................................................120
28. Конструкция круглых п и л ..........................................................................122
358
29. П одготовка
30. П одготовка
31. Особенности
нических и
ленточных п и л ......................................................................... 119
круглых плоских п и л ......................................................... 133
подготовки пил с твердосплавными пластинами, ко­
с т р о г а л ь н ы х ............................................................................... 142
Г л а в а 7. Конструкция и подготовка ножей, фрез, токарных резцов, свер­
лильного, долбежного и абразивного и н с т р у м е н т а ...........................................145
32.
33.
34.
35.
Конструкция и подготовка н о ж е й ........................................................... 145
Конструкция и подготовка ф р е з .............................................................151
Конструкция и подготовка токарных р е з ц о в ......................................163
Конструкция и подготовка сверлильного и долбежного инстру­
мента ..................................................................................................................
165
36. Конструкция и подготовка абразивного инструмента для шлиф'ования древесины и отделочных п о к р ы т и й .......................................167
37. Расчет потребного числа режущ его и н с т р у м е н т а ...........................169
Р а з д е л 3. Общие сведения об оборудовании предприятий мебельного
производства
Г л а в а 8. Технико-экономические показатели рабочих машин
38.
39.
40.
41.
42.
43.
. . . .
171
Определение и классификация м а ш и н .................................................. 171
Основные понятия теории производительности машин . . . .
174
Производительность общественного т р у д а ............................................178
Дифференциация и концентрация о п е р а ц и й ....................................... 179
Точность станков
...........................................................................
. 181
Н адеж ность м а ш и н ......................................................................................... 186
Г л а в а 9. Механизмы и функциональные узлы деревообрабатывающ их
м а ш и н .................................................................................................................................... 189
44.
45.
46.
47.
48.
Двигательны е м е х а н и з м ы .............................................. ............................... 189
Механизмы р е з а н и я .........................................................................................196
Механизмы п о д а ч и .......................................................................................... 206
Загрузочно-разгрузочные у с т р о й с т в а ....................................................... 216
Заж имны е и прижимные у с т р о й с т в а ...................................................... 222
Раздел
Глава
49.
50.
51.
52.
4. Конструкции и эксплуатация деревообрабатывающ их
машин общего назначения
10. Станки для деления древесины и древесных материалов
. 226
Ленточнопильные с т а н к и .............................................................................. 226
Круглопильные станки для продольного распиливания . . . .
230
Круглопильные станки для поперечного распиливания . . . .
234
Круглопильные станки для форматной р а с п и л о в к и .........................237
Глава
11. Станки для обработки открытых п о в е р х н о с т е й ........................ 243
53.
54.
55.
56.
57.
58.
Фуговальные с т а н к и ........................................................................................ 244
Рейсмусовые с т а н к и ........................................................................................ 247
Четырехсторонние продольно-фрезерные с т а н к и .................................253
Фрезерные с т а н к и .............................................................................................258
Токарные с т а н к и ............................................................................................ 265
Ш лифовальные станки
...............................................................................269
Глава
59.
60.
61.
62.
12. Станки
для обработки закрытых п о в е р х н о с т е й ..................... 278
Ш ипорезные с т а н к и ........................................................................................ 278
Сверлильные с т а н к и ....................................................................................... 287
Сверлильно-фрезерные с т а н к и .................................................................... 291
Долбеж ные с т а н к и .......................................................................................... 295
359
Раздел
5. Машины и оборудование мебельного производства
Г л а в а 13. Машины и оборудование для отделки поверхностей дета­
лей м е б е л и .......................................................................................................................... 299
63. Н азначение и виды отделки поверхностей д е т а л е й ....................... 299
64. Оборудование для подготовки поверхности . . .
. . . . 300
65. Оборудование для нанесения лакокрасочных покрытий
. . . . 302
66. Оборудование для обработки и облицовывания кромок щитовых
деталей
.............................................................................................................. 314
67. Оборудование для подготовки шпона к облицовыванию . . . 316
Г л а в а 14. Станочные линии деревообрабатывающ их машин
. . . . 321
Классификация л и н и й .................................................................................... 321
Типовые схемы автоматических л и н и й .................................................. 322
Производительность автоматических л и н и й ....................................... 324
Линии для обработки брусковых д е т а л е й ........................................... 325
Автоматические линии для форматной р а с п и л о в к и ...................... 328
Линии для калибрования, шлифования и полирования щитовых
деталей мебели ................................................................................................. 330
74. О борудование для облицовывания п л а с т е й ....................................... 335
75. Линии для обработки и облицовывания кромок щитов
. . . . 341
76. Оборудование для сборки корпусной мебели .................................. 344
Г л а в а 15. Робототехника и гибкие автоматизированные системы . . 349
68.
69.
70.
71.
72.
73.
77. Роботы и м а н и п у л я т о р ы .............................................................................. 349
78. Гибкие производственные с и с т е м ы ......................................................... 352
Список рекомендуемой литературы ......................................................................... 354
Предметный указатель . ............................................................................................. 355