ИССЛЕДОВАНИЕ ВЛИЯНИЕ НАПОЛНИТЕЛЕЙ НА ПЕНОПОЛИМЕРЫ Теплухина А.Н
реклама

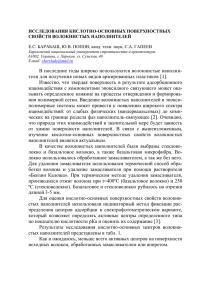
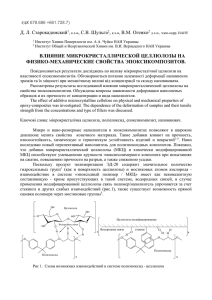
ИССЛЕДОВАНИЕ ВЛИЯНИЕ НАПОЛНИТЕЛЕЙ НА ПЕНОПОЛИМЕРЫ Теплухина А.Н., Чижова Л.А. Владимирский государственный университет имени Александра Григорьевича и Николая Григорьевича Столетовых Владимир, Россия RESEARCH OF INFLUENCE OF THE FILLER ON THE FOAMED POLYMER Teplukhina AN,Chizhova LA Vladimir State University named after Alexander G. and Nicholas G. Stoletovs Vladimir, Russia Основные проблемы получения наполненных пенополимеров с заданными свойствами Пенопласты представляют собой сложные материальные системы, которые трудно поддаются количественному описанию. В этих системах исключительно велика роль пространственного строения, конфигурации и размера наполнителя. Берлин и Шутов [1] выделяют в пенополимере шесть уровней структурных организаций: • химический (состав и первичная структура исходного полимера); • вторичная структура (конформация молекул); • надмолекулярная структура; • морфология ячеистой структуры (макроструктура); • микроячеистая структура ребер и стенок; • надъячеистая структура (распределение ячеек и плотности) Решающее влияние, особенно на свойства имеющих наибольшее практическое значение легких пенопластов, оказывает фактор макроструктуры, которая, как известно, весьма чувствительна к изменению состава композиции. Наполнитель, введенный во вспениваемую композицию, как правило, влияет на процессы, протекающие на всех стадиях формирования полимерной пены, изменяя, тем самым, макроструктуру и, следовательно, свойства пенополимера. Присутствие наполнителя в пеносистеме чрезвычайно затрудняет описание химических и физических явлений, происходящих при образовании пенопласта. Однако без адекватного представления о воздействии наполнителя на образование полимерной пены и умения управлять этим воздействием, трудно рассчитывать на стабильные результаты при получении наполненных пенопластов. На современном уровне знаний это не представляется возможным из-за отсутствия как последовательно выдержанной физико-химической концепции получения пенополимеров, так и четких представлений об отдельных аспектах взаимодействия компонентов многофазных (как минимум, газ, полимер или олигомер и наполнитель) вспенивающихся систем. Наполнитель, всегда в той или иной степени несовместимый с полимерной фазой, изменяет параметры процесса вспенивания и, как следствие, макроструктуру и свойства конечного пенопласта. Но было бы неправильно однозначно оценивать влияние наполнителя как негативное. Чаще всего наполнитель разрушает структуру образующейся пены, иногда вплоть до полного оседания (коллапса), но при определенном размере частиц способен стабилизировать пену. Снижая эластичность пленок расширяющейся пены, наполнитель «открывает» ячейки, но в других случаях — влияя на кинетику структурообразования реактопласта или кристаллизации термопласта — может обеспечивать получение закрытоячеистого пенополимера и т.п. Для того чтобы извлекать максимальную «выгоду» от применения наполнителя, нужно четко представлять себе, посредством каких механизмов наполнитель может воздействовать на структуру образующегося пенополимера. Структура наполненного пенополимера зависит от многих характеристик наполнителя — химических, теплофизических, геометрических и др. — и, разумеется, от его содержания и гомогенности распределения в полимерной матрице. Hи один из перечисленных параметров в отдельности не в состоянии качественной структуры, но любой способен вызвать столь значительные ее изменения, что пенопласт окажется абсолютно не пригодным для практических целей. Возникает парадокс: подвижная пеносистема, где все взаимосвязано, но может чувствовать наполнителя, но его присутствие не должно негативно отразиться на структуре готового пенопласта. Значит, нужна корректировка пеносистемы на уровне, как минимум, одного из трех факторов: наполнителя, рецептуры или процесса. В случае применения наполнителя с высокой теплоемкостью, способного аккумулировать тепло реакции, можно повысить температуру формы или подогреть наполнитель, а можно и добавить катализатор для повышения экзотермии процесса. Иногда оказывается необходимым модифицировать каждый параметр системы, как это, например, имело место при разработке RRIM-процесса. При создании наполненных пенопластов с заданными свойствами часто возникает дилемма: «подгонять» полимерную композицию под наполнитель или же, наоборот, наполнитель под полимерную систему. В общем случае для вспенивающихся термореактивных композиций разумнее корректировать рецептуру, особенно если выбор наполнителей невелик. При вспенивании высоковязких расплавов термопластов присутствие наполнителя в меньшей степени сказывается на стабильности пены и, соответственно, макроструктуре готового пенопласта; с другой стороны, в этом случае пеносистема менее гибкая, так как возможности варьирования химического состава композиции ограничены. Поэтому «исправлять» или направленно регулировать макроструктуру наполненного пенотермопласта целесообразное подбором наполнителя или изменением его характеристик. В принципе, ни тот, ни другой путь не должны навязываться a priori — выбор диктует конкретная цель, физико-химические особенности композиции, материальные возможности, экономическая целесообразность, квалификация технолога и т. д. Физико-химические, химические и технологические проблемы получения наполненных пенопластов связаны в единый узел, разрубить который можно будет только в том случае, если удается подойти к их решению с позиций физикохимии дисперсных систем. Многие ученые убеждены, что именно сегодня, когда переход к подлинно научному, системному подходу к получению пенопластов стал настоятельной потребностью, а принципиальная целесообразность наполнения не подвергается сомнению, обобщение и систематизация эмпирических данных по наполненным пенополимерам актуальны как никогда. При создании научных основ технологии пенопластов наполнитель должен с самого начала рассматриваться как равноправный партнер основных компонентов вспениваемых систем [15]. Влияние наполнителя В общем случае наполненный пенопласт обычно имеет больше сообщающихся ячеек, чем его ненаполненный аналог. Сегодня введение наполнителей в системы для получения эластичных пенопластов является одним из наиболее распространенных технологических приемов, гарантирующих получений высококачественной открытоячеистой пены. Это относится, прежде всего, к полимерполиолам — полиэфирам, содержащим органический наполнитель, обычно сополимер стирола с акрилонитрилом, малеиновым или фумаровым ангидридом, полимочевину. В целом же в жестких пенопластах открытые ячейки крайне нежелательны, поскольку снижают основной показатель их эксплуатационных свойств — теплоизоляционную способность. Тем не менее, все чаще требуется усилить жесткие пенопласта армирующим наполнителем или понизить их пожароопасность с помощью твердого антипирена, причем непременно в значительной степени сохранив присущую им низкую теплопроводность. Наполнители, особенно минеральные, резко изменяют теплофизические свойства вспениваемой системы. Об этом свидетельствуют результаты, полученные Савиным и Шамовым [16], которые исследовали вопрос влияния наполнителей на кинетические параметры процесса вспенивания. Разумеется, реакция системы на введение наполнителя зависит не только от его свойств, но и от концентрации. Нарушение наполнителем теплового баланса химических процессов можно в значительной степени ослабить за счет использования более реактивных композиций. Соотношение количеств открытых и закрытых ячеек является важной морфологической характеристикой твердых полимерных пеносистем, сказывающейся на теплофизических, физико-механических и других свойствах пенопластов. Но не менее важен, особенно с точки зрения физико-механических свойств, другой морфологический параметр — конфигурация ячеек, также весьма чувствительный к присутствию наполнителя. Поэтому прежде чем приступить к изложению ключевого вопроса — о влиянии твердого наполнителя на свойства пенопластов, рассмотрим более подробно морфологию ячеистых структур и покажем, каким образом она может изменяться под действием наполнителя [15]. Наполнители для пенопластов Наполнителями для полимерных композиционных материалов могут служить практически все существующие в природе и созданные человеком материалы, в том числе и полимеры, после придания им определенной формы или размеров. Наполнители выпускают в виде полых и сплошных сфер, порошков, волокон и изделий из них. Для наполнения пенопластов в принципе пригодны те же наполнители, что и для монолитных пластмасс, специфика же проявляется в выборе наполнителя, обусловленном физико-химическими особенностями образования, морфологией и назначением полимерных пен [15]. Значение введения наполнителей в пенополиэтилен При введении наполнителей в пенопласты, как и при создании любых полимерных композитов, обычно преследуют цель экономии дефицитного органического сырья и (или) удешевления конечного продукта, направленного изменения технологических параметров переработки полимерных (олигомерных) композиций и физических (эксплуатационных) свойств пеноизделий. В ряде случаев добавка наполнителя способствует улучшению механических свойств пенопласта — чаще деформативных (модуля упругости, ползучести), реже прочностных (прежде всего, прочности при сжатии). Пенополиэтилен, содержащий 20 % слюды, имеет в 3 раза большую жесткость на 15 % дешевле, чем ненаполненный аналог сопоставимый кажущейся плотности. Наполнение слюдой дает также выигрыш в прочности при изгибе (на ~30 %) и в формоустойчивости при повышенных температурах . Усиливающее действие талька (гидратированного силиката магния) также связано с пластинчатой формой частиц, хотя в зависимости от месторождения и способа получения его частицы могут иметь лепестковую, иглообразную или блочную форму. В композиции пенопластов тальк добавляют в течение многих лет для удешевления, повышения формоустойчивости улучшения перерабатываемости, но как усиливающий наполнитель он получил признание лишь в последние годы, когда его стали применять для повышения жесткости интегральных пенотермопластов, в частности пенополипропилена . На других пластинчатых наполнителей для усиления пенопластов неплохо зарекомендовали себя стеклянные чешуйки. Этот наполнитель, один или в сочетании с молотым стекловолокном, используется рядом фирм США, изготавливающих по RRIMпроцессу тонкие детали корпуса автомобиля, например, крылья и дверцы . Так же наполнители используют для придания пенопластам специальных свойств: повешение огнестойкости, снижение коэффициента линейного термического расширения [15]. Кроме управления такими важными свойствами пенопластов, как горючесть и коэффициент линейного термического расширения, наполнители часто используют для придания пенопластам ряда специфических свойств, например абсорбирующих, антистатических абразивных; отражающих ИК-лучи]; улучшающих звукоизоляционные и теплоизоляционные свойства. Наполнители используют для придания пенопластам электропроводящих свойств А так же применение наполнителей с целью снижения полимероемкости и удешевления пенопластов. В качестве удешевляющих наполнителей обычно широко применяются отходы производства полимерных материалов. Эффективными удешевляющими наполнителями для пластмасс и, в частности, для пенопластов являются минеральные. Повышение прочностных характеристик полимерных материалов с помощью наполнителей – задача более сложная, хотя в ряде случаев менее актуальная, например, когда разрушение полимерного материала происходит при деформациях, превышающие предельно допустимые для данной конструкции. Можно ожидать, что изменение прочностных и деформационных свойств матричного материала неожиданно отразиться на свойствах пенопласта различной плотности. Основные работы по модификации свойств пенопластов наполнителями выполнены главным образом на пенополиуретанах. Как видно из представленных выше данных наполнение пенопластов является очень актуальной темой. Введение в систему наполнителя приводит к самым различным результатам, начиная от удешевления пенопластов и заканчивая приданием им самых разнообразных специфических свойств. [15]. Наполнитель базальтовый Благодаря своим уникальным свойствам, базальтовое волокно и продукция на его основе находит все более широкое применение во всех отрослях промышленности. Материалы на основе базальтового волокна выдерживают температуры до 7000С, устойчивы к кислотам и щелочам, обладают значительной механической прочностью, благодаря чему успешно потеснили изделия из стекловолокна. Базальтовое волокно сегодня выпускается в нескольких модификациях[17]. Это прежде всего супертонкое волокно БСТВ (базальтовое супертонкое волокно)[18], тонкое волокно БТВ (базальтовое тонкое волокно)[19] и непрерывное базальтовое волокно БНВ (базальтовое непрерывное волокно)[20]. Производство базальтовых волокон основано на получении расплава базальта в плавильных печах и его свободном вытекании через специальные фильерные пластины, изготовленные из платины или жаростойких металлов. Плавильные печи могут быть электрическими, газовыми, или оборудоваться мазутными горелками [20]. В качестве сырья для производства базальтовых волокон, используются базальтовые горные породы. По химической природе базальт является смешанным алюмосиликатом, для него характерны частицы неправильной формы (рис. 1) Типичный состав его следующий: • • оксид кремния (SiO2) ~ 50%; оксид алюминия (Al2O3) ~ 15%; оксиды железа (FeO + Fe2O3) ~ 10%; оксид магния (MgO) ~ 5%; оксид титана (TiO) ~ 2%; оксиды щелочных металлов (CaO, Na2O, K2O, P2O5) • 10% немного марганца и воды [19]. • • • • ~ Рис. 1.Оптическая микроскопия Базальт (увеличение 2000х) Таблица. 1.1. Сравнительные характеристики нитей из стеклянных и базальтовых волокон Базальтовое волокно Волокно из стекла "E" от -260 до +600 1050 0,031 - 0,038 от -60 до +460 600 0,034 - 0,04 7 - 17 28 - 120 2600 - 2800 9100 - 11000 6 - 17 17 - 480 2540 - 2600 до 7200 100 95 82 100 92 52 1,6 2,75 2,2 6,2 6,0 38,9 Электрические Удельное объемное электрическое сопротивление, Ом 1*1012 1*1011 Тангенс угла диэлектрических потерь при частоте 1МГц 0,005 0,0047 2,2 2,3 0,9 - 0,99 0,8 - 0,93 Свойства Термические Температура применения °С Температура спекания °С Коэффициент теплопроводности, Вт/м , К Физические Диаметр элементарного волокна,мкм Текс(г/км) Плотность, кг/м3 Модуль упругости, кг/мм2 Остаточная прочность при растяжении (после термообработки) ,% при: 20 °С 200 °С 400 °С Химическая устойчивость грубого волокна (потеря веса % после 3-х часового кипячения) в Н2О в 2n NaOH в 2n HCL Относительная диэлектрическая проницаемость при частоте 1МГц Акустические Нормальный коэффициент звукопоглощения Из таблицы можно сделать вывод (Табл. 1), что базальтовое волокно стабильно по составу и, соответственно, по температурным показателям. Кроме этого, прочность базальтового волокна почти не изменяется после термообработки при разных температурах. Химическая стойкость в несколько раз выше, чем у стекловолокна. Водопоглощение базальта в 85 раз ниже, чем у стекла. Следовательно, разрушение стеклянных волокон будет протекать значительно ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ Цели и задачи работы Целью работы является изучение влияние базальтового волокна на эксплуатационные свойства пенополиэтилена и изучение механизма взаимодействия наполнителя с полимерной основой. Для достижения поставленной цели необходимо решить следующие задачи: 1. Изучить влияние размера и количества базальтового волокна на прочностные свойства пенополиэтилена. 2. С помощью ИК-спектроскопии установить наличие химических связей между полимером и наполнителем. 3. Определить оптимальные параметры базальтового волокна для получения пенополиэтилена с максимальными прочностными характеристиками. Реактивы и препараты, используемые в работе Для реализации работы используют: - полиэтилен высокого давления; - сшивающие агенты: новоперокс-БП40 (люперокс); - газообразователь: порофор (ЧХЗ-21); - активаторы разложения: стеарат цинка, оксид цинка; - волокнистые наполнители: базальтовое волокно, стекловолокно. Основой для получения отечественных марок пенополиэтилена гранулированный ПЭВД 15813-020 (ГОСТ 16337—77). служит Гранулы имеют размер 3—6 мм и насыпной вес 45 кг/м3. Характеристика полиэтилена высокого давления приведена в табл. 2. Таблица 2. Свойства полиэтилена высокого давления Наименование показателя Значение Внешний вид: - размер гранул в любом направлении 2-5 - массовая доля гранул свыше 5 до 8 мм, %, не более 0,25 - массовая доля гранул свыше 1 до 2 мм, %, не более 0,5 Количество включений: - включения до 2мм, шт., не более 2 3 Плотность, г/см 0,919 Показатель текучести расплава (номинальное значение) с 2,0±25 допуском, %, г/10мин Массовая доля экстрагируемых веществ, %, не более 0,4 2 Предел текучести при растяжении, кгс/см , не менее 95 2 Прочность при разрыве, кгс/см , не менее 115 Относительное удлинение при разрыве, %, не менее 600 В качестве сшивающего агента был использован новоперокс БП-40 (ТУ 2417-00700151673-2004). Новоперокс-БП40 представляет собой 40%-ную смесь технического 1,31,4 - бис(третбутилпероксиизопропил)бензола с мелом. Его химическая формула: Свойства новоперокса – БП40 представлены в табл.2.2. Таблица 3 Свойства новоперокса-БП40 Наименование показателя Значение Внешний вид Порошок белого цвета Массовая доля основного вещества, % 38-42 Температура разложения, °С 182 В качетве газообразователя использовался порофор ЧХЗ-21 (ТУ 113-38-110-91), свойства которого представлены в табл. 2.3. Таблица 4 Свойства порофора ЧХЗ-21 Наименование показателя Значение Внешний вид Бледно желтый порошок Температура разложения, ºС 195 – 205 Чистота, %, не более 97 Газовое число, мл/г 220 Потери при нагревании, %, не более 0,3 В данной работе в качестве активаторов разложения используется стеарат цинка (CH3(CH2)16COO)2Zn) (ТУ 6-09-17-316-96) и окись цинка (ZnO) (ГОСТ 202-84). Их свойства представлены в табл. 5 и 6. Таблица 5 Свойства стеарата цинка Наименование показателя Значение Содержание цинка, % 10,0 – 11,0 Массовая доля воды, %, не более 2 Температура плавления, ºС, не менее 115 Удельная электрическая проводимость, Ом/м, не более 0,05 Массовая доля остатка при просеивании через сито № 0315, 0,5 %, не более Таблица 6 Свойства оксида цинка Наименование показателя Массовая доля соединений Zn в пересчете на ZnO, %, не менее Массовая доля соединений Pb в пересчете на PbO, %, не более Массовая доля металлического цинка, %, не более Массовая доля веществ, нерастворимых в соляной кислоте, %, не более Массовая доля водорастворимых веществ, %, не более Потери массы при прокаливании, %, не более Остаток на сите • с сеткой № 0056, %, не более • с сеткой № 014, %, не более Укрывистость, г/м2, не более Белизна, условные единицы, не менее Значение 99,7 0,010 0,006 0,06 0,2 0,01 0,00 140 97 В качестве наполителей использовалось базальтовое волокно: базальтовое волокно производят из различных горных пород близких по химическому составу — базальта, базанитов, амфиболитов, габродиабазов или их смесей. Производство базальтовых волокон основано на получении расплава базальта в плавильных печах и его свободном вытекании через специальные устройства, изготовленные из платины или жаростойких металлов. Плавильные печи могут быть электрическими, газовыми, или оборудоваться мазутными горелками. В качестве сырья для производства базальтовых волокон, используются базальтовые горные породы, химический состав которых следующий (% по массе): SiO2 (47,5-55,0); TiO2 (1,36-2,0); Al2O3 (l4,0-20,0); Fe2O3 + FeO (5,38-13,5); MnO (0,25-0,5); MgO (3,0-8,5); CaO (7,-11,0); Na2О (2.7-7,5); К2О (2,5-7,5); P2O5 (не более 0,5); SO3 (не более 0,5); прочие породы (не более 5). Существует два основных типа базальтового волокна — штапельное и непрерывное. Одним из наиболее важных параметров штапельного базальтового волокна является диаметр отдельных волокон. В зависимости от диаметра волокна делят на: микротонкие, диаметром менее 0,6 мкм; ультратонкие, 0,6 — 1,0 мкм; супертонкие, 1,0 — 3,0 мкм; тонкие, 9 — 15 мкм; утолщенные, 15 — 25 мкм и грубые — диаметром 50 — 500 мкм. В данной работе использовалось грубое волокно. Методика проведения эксперимента Получение пенополиэтилена Полиэтилен взвешивается, помещается на вальцы, где разогревается до температуры выше температуры стеклования и вальцуют 2 мин. Температура валков перед началом вальцевания 90 °С, но во время вальцевания за счет сил трения и крутящего момента температура повышается до температуры плавления. К расплавленному полиэтилену добавляют заранее взвешанные компоненты (порофор, перекись дикумила, окись цинка, стеарат цинка) и вальцуют 2 минуты. К расплаву добавляют наполнитель (в количестве от 0 до 40 %) и вальцуют, в течение 2 – 5 минут до однородной массы, периодически ее подрезая. Снимают образец с вальцев, охлаждают. Навеску композиции массой (60 – 62) г помещают в нагретую до 165 ºС форму. Прессование идет при давлении 15 МПа в течение 10 минут. Раскрывают пресс, извлекают готовый пенополиэтилен. Определение плотности пенополиэтилена Вырезают образец пенопласта, взвешивают его на аналитических весах. Далее этот же, образец опускают в цилиндр с водой, и по вытесненному количеству воды определяем объем. После этого рассчитываю плотность (ρ) образцов по известной формуле: ρ = m /V , где m – масса образца, кг; V – объем образца пенополиэтилена, м3. Методика определения прочности при сжатии и растяжении Методика заключается в измерении прочности пенополиэтилена с разным содержанием наполнителя. Измерения проводят на сжатие до 50 % и растяжение образцов пенополиэтилена. Вырезаются стандартные образцы из пенополиэтилена с наполнителем. Раздвигают зажимы на разрывной машине, помещают образец, закрепляют его в зажимах, далее включают машину и деформируют его (либо растягивают, либо сжимают). Напряжение при сжатии σсж для образцов пенополиэтилена находится по формуле: σ сж = F , Ao где F - конечная нагрузка на материал при сжатии, кгс; Ао - площадь поперечного сечения образца, см2. Напряжение при растяжении σрас для образцов пенополиэтилена находится по формуле: σ рас = F , Ao где F - конечная нагрузка на материал при растяжении, кгс; Ао - площадь поперечного сечения образца, см2. Инфракрасная спектроскопия Инфракрасная (ИК) спектроскопия – один из методов оптического спектрального анализа, основанный на способности вещества избирательно взаимодействовать с электромагнитным Обычно в ИК-спектроскопии используют не длину волны, а волновые числа (см-1), которые определяют число длин волн (в вакууме), укладывающихся в 1 см. Фурье-спектроскопия (ФС) является одним из методов оптической спектроскопии и отчается от классического метода отсутствием диспергирующего элемента. Получение спектра происходит в два этапа: сначала, регистрируется интерферограмма исследуемого излучения, затем путем ее Фурье преобразования вычисляется спектр[22] Описание и технические характеристики спектрометра ФСМ 1202 Спектральный диапазон, см-1 400-5000; Спектральное разрешение, см-1 - 1; 0.5; 2; Фотометрическая сходимость, % <0.025; Размеры кюветного отделения, см 15x16x25; Рис. 2. Общий вид спектрометра Фурье-спектрометр - это интерферометр Майкельсона, который освещается исследуемым излучением, одно из зеркал перемещается с постоянной скоростью, а получившаяся на выходе кривая зависимости отсчета фотоприемного устройства от разности хода лучей в плечах интерферометра подвергается Фурье-анализу и тем самым преобразуется в распределение интенсивности по частотам (длинам волн). В некоторых случаях такая сложная методика оказывается более эффективной, чем прямой анализ спектра. Фурье-спектрометр отличается от других спектрометров возможностью одновременной регистрации всего исследуемого спектра. В ФС изменение разности хода интерферирующих пучков приводит к модуляции интенсивности монохроматических составляющих излучения, причем частота модуляции однозначно определяется длиной волны. Возникающий при этом на приемнике сигнал представляет собой Фурьепреобразование от функции распределения энергии по частотам, т.е. от спектра исследуемого излучения. Для получения обычного спектра необходимо произвести обратное Фурье-преобразование, которое выполняется на ЭВМ. В ФС как правило входят: двухлучевой интерферометр, осветитель, приемник излучения, система отсчета разности хода, усилитель, аналогово-цифровой преобразователь и ЭВМ. Регистрация измерений: Рис.3 Схема регистрации сигналов. Для регистрации интенсивности интерференционной картины сигнал направляется на фотоприемник, связанный через усилитель с аналогово-цифровым преобразователем. АЦП преобразует электрический сигнал в цифровой код. Полученный таким образом массив является интерферограммой источника. Он вводится в память ЭВМ, которая с помощью Фурье-преобразования вычисляет спектр. Наличие ЭВМ в эксперименте позволяет кроме вычисления спектра производить другие операции по обработке полученного экспериментального материала [22]. Для проведения качественного анализа проб по инфракрасным спектрам необходимо провести интерпретацию инфракрасного спектра. При этом необходимо сочетание экспериментальных данных с теоретическим расчетом. Изучение инфракрасных спектров веществ в настоящее время проводится двумя методами: выявлением характеристических частот и сравнением спектров сложных веществ со спектрами индивидуальных соединений. Метод характеристических частот: Молекулы, имеющие одни и те же химические группы, часто имеют одинаковые частоты в спектре. Эти частоты называют характеристическими. Расшифровка инфракрасного спектра производится следующим образом: идентификацию полос поглощения начинают с наиболее сильных и высокочастотных. По таблицам характеристических частот полосу поглощения относят к колебанию конкретной связи. Наличие той или иной связи подтверждают деформационной полосой поглощения, относящейся к данной связи. Метод сравнения: Идентификация неизвестного соединения по инфракрасному спектру осуществляется сравнением его спектра с эталонными спектрами. Для этого необходима обширная картотека эталонных спектров; при этом важнейшим фактором является стандартность условий их регистрации. В настоящее время имеются многочисленные атласы органических и неорганических соединений. В нашем случае проводится идентификация по методу характеристических частот, т.к. мы, опираясь на уже известные данные по схожем темам, предполагаем, какие соединения могут образовываться. Используя эти данные, мы знаем, в какой области спектра нам надо уделить особое внимание, и какие характеристические пики укажут нам на наличие того или иного соединения. ОБСУЖДЕНИЕ ЭКСПЕРИМЕНТАЛЬНЫХ РЕЗУЛЬТАТОВ На кафедре в течении ряда лет проводятся работы по модификации пенополиэтилена с целью повышения его эксплуатационных характеристик. Одним из способов модификации является введение в композицию различных наполнителей. Применяемая в настоящее время в производстве методика получения композитов на вальцах позволяет без изменения технологии вводить в композицию любые минеральные, органические, дисперсные и волокнистые наполнители. Предварительно проведенные эксперименты показали, что лучшими результатами обладает пенополиэтилен с базальтовым волокном в качестве наполнителя. В качестве наполнителей использовалось базальтовое волокно с размером волокон 300 мкм, 200 мкм, 100 мкм и 63 мкм и стекловолокно с размером волокон 80 мкм. Установлено, что пенополиэтилен, содержащий в качестве наполнителя базальтовое волокно, имеет лучшие свойства. Оптимальным является базальтовое волокно с размером волокон 100 мкм, при добавлению такого наполнителя наблюдается наибольшее улучшение прочностных свойств. Можно говорить о взаимодействии базальтового волокна именно этого размера с пенополиэтиленом, так как если бы таких взаимодействий не возникало, то зависимости имели бы вид прямых. В данном же случае зависимости могут быть прямыми только для образцов с размерами волокон в 300 мкм, 200 мкм и 63 мкм. Волокна размером 100 мкм определяют повышенные прочностные характеристики композиции. Плотность, кг/м3 102 100 98 96 94 92 90 88 86 84 0 1 2 3 4 5 6 7 8 9 Количество наполнителя, % базальтовое волокно 300 мкм базальтовое волокно 200 мкм базальтовое волокно 63 мкм стекловолокно 80 мкм базальтовое волокно 100 мкм Рис.3 Зависимость плотности образцов от количества наполнителя График (рис 3) показывает, насколько плавно происходит изменение плотности образцов, в которых в качестве наполнителя используется базальтовое волокно. А темпы приращения плотности у стекловолокна по мере добавления наполнителя говорят о том, что изменением прочностных свойств в любую сторону данный волокнистый наполнитель будет сильно утяжелять материал, по сравнению с образцом без наполнителя. Кроме этого стоит отметить, что при изготовлении образцов стекловолокно вводилось в композицию дольше и тяжелее. Рис.4. Зависимость приведенной прочности при сжатии образцов от количества наполнителя и размера волокон наполнителя Рис.5. Зависимость прочности при сжатии образцов от размера волокон базальтового волокна с разным количеством наполнителя Из графика (рис 4) видно, что прочность повышается при добавлении волокна любого диаметра, но лучшие результаты достигаются при у образцов с размером волокон в 100 мкм. Из графика (рис. 5) можно сделать вывод о том, что уменьшение размера волокон от 300 мкм до 100 мкм ведет к резкому повышению прочности образцов при сжатии, а после максимума на размере в 100 мкм прочность при сжатии резко падает [23]. Степанова Е.В. для изучения взаимодействия базальтовой нити (БН) с фенолформальдегидной матрицей в работе [24] в процессе формирования базальтопластиков (БП) использовала метод ИКС. На ИК – спектрах базальтовых нитей отражается полоса поглощения при 3440-3430 -1 см с разной относительной интенсивностью валентных колебаний ОН-групп, связанных водородными связями друг с другом и с разными группировками структуры в нитях. Максимумы 2950-2850 см-1 обусловлены валентными колебаниями молекул кристаллизационной воды, связанной водородной и донорно-акцепторной связью с другими группировками структуры БН, прежде всего с катионами разной природы. Максимумы при 2360-2350 см-1 отражают валентные колебания ОН-групп, входящих в состав поверхностных анионов [O3Si-OH]3-. Их слабая интенсивность свидетельствует о малой степени гидратации поверхности базальтовых нитей. Полоса поглощения в интервале длин волн 1090-700 см-1 разделена на составляющие, что указывает на присутствие в базальтовых нитях кремнекислородных структур трех типов: максимумы при 1091 см-1 – ленточный тип, при 880 см-1 - ортосиликатный (островной) и слабовыраженный максимум при 750 см-1 свидетельствует о присутствии в определенном количестве кольцевых мостиков. а) б) Рис. 6. ИКС – спектры:[24] а) базальтовых нитей: 1- БН-К; 2- БН-У; 3- БН-Б; б) базальтопластиков: 1-БП-Б; 2- БП-К; 3- БП-У На ИКС–спектрах БП на основе этих нитей (рис.6, б) наблюдается при 3440–3400 см широкая полоса поглощения, которая обусловлена ва валентными колебаниями ОН– групп, входящих в состав базальта и фенолформальдегидного связующего (фенольные гидроксилы и гидроксилы метилольных групп). Относительная интенсивность этих полос возрастает, что указывает на большую полярность водородных и донорноакцепторных связей ОН–групп между собой и с функциональными группами фенолформальдегидного связующего. Относительная интенсивность максимумов при 2380 и 2340 см-1 снизилась по сравнению с аналогичными ИК-спектрами исходных БН, что свидетельствует об усилении связей ОН – групп с поверхностным кремнекислородным остовом БН. обусловлены деформационными Острые максимумы при 1540–1460 см-1 колебаниями СН2–групп, а максимумы 1200–1140 см-1 валентными колебаниями -1 функциональных групп, содержащих связь С–О, максимумы же при 750–685 см-1 отражают деформационные колебания метиленовых мостиков. Обобщая данные по ИКС (рис.6, б), можно сделать вывод: поскольку изменения в ИК-спектрах всех образцов наблюдаются в области валентных и деформационных колебаний ОН-групп (3440-3400 см-1), молекул кристаллизационной воды (2920-2850 см1 ), поверхностных гидроксилов базальтовых волокон [O3Si-OH]3- (2380-2340 см-1), то взаимодействие фенолформальдегидного связующего осуществляется преимущественно посредством ОН-групп. Поверхность БН гидратирована и содержащиеся на ней силанольные группы, Si-OH, взаимодействуют с функциональными группами связующего. Силанольные группы обладают способностью катализировать поликонденсацию мономеров. Атом водорода в поверхностных силанольных группах очень подвижен и легко вступает в реакции замещения, он замещается на фенольный радикал на группу CH2 по схеме: nR1SiO·CH2-R2 + nH2O nR1SiOH + nHOH2CR2 базальтовая нить фенолформальдегидный олигомер Доказательством формирования по интеркаляционной технологии более сшитой и плотной структуры в БП по сравнению с традиционной служат результаты термогравиметрического анализа, которые свидетельствуют о более полном химическом и физическом взаимодействии функциональных групп фенолформальдегидной матрицы с БН разных производителей. По данным ТГА БП в сравнении со стеклопластиками более термостойки [24]. Арзамасцев С.В. в своей докторской диссертации [24] рассматривал базальт в качестве наполнителя полиамида и использовал метод ИКС. Использование измельченного базальта в качестве наполнителя эффективно не только для реактопластов, но и при введении его в термопластичную полиамидную матрицу. Наилучшие результаты достигаются при введении 15% измельченного базальта. При этом содержании наполнителя разрушающие напряжения при растяжении и изгибе возрастают в 4 и 1,4 раза соответственно, происходит двукратное увеличение ударной вязкости и возрастание на 30% модуля упругости. На формирование структуры базальтонаполненного композиционного материала существенное влияние оказывают два процесса: 1 – образование на поверхности частиц базальтового наполнителя органо-силикатных комплексов с формированием монолитной структуры с химически встроенным в нее наполнителем; 2 - микроармирование игольчатыми частицами измельченной ОБВ. Свойства КМ с использованием ОБВ превышают аналогичные характеристики с использованием измельченного базальта, пока размеры частиц выше 60 мкм. В этом случае вклад в формирование структуры и свойств процесса микроармирования велик. При уменьшении размеров частиц менее 60 мкм. удельная поверхность наполнителя возрастает, что способствует формированию упорядоченной структуры КМ за счет увеличения межмолекулярного взаимодействия базальтового наполнителя и полиамидной матрицы. Молекулы полимерной матрицы, взаимодействуя с частицами наполнителя, образуют переходные слои с упорядоченной структурой. Чем больше площадь поверхности контакта, тем больше площадь образовавшихся упорядоченных переходных слоев, и, следовательно, выше прочность полимерного композиционного материала. Методом ИК-спектроскопии определено (рис. 5.), что сильная полоса поглощения в спектре ОБВ при 1012,5 см-1, обусловленная валентными колебаниями связи Si-O в одинарных цепочках, в спектре композиционного материала сдвинута в сторону больших длин волн, что указывает на взаимодействие этой функциональной группы с функциональными группами полиамида, которое происходит следующим образом: Наблюдается образование водородных связей между атомами водорода групп – NH2 полиамида и атомами кислорода алюмосиликатных комплексов базальта. Силикатная группа участвует в образовании химических связей с функциональными группами полиамида, прежде всего с C=O группой, взаимодействуя с которой, цепочечная силикатная структура на поверхности базальтовой ваты образует органосиликатные соединения, связывающие наполнитель с полиамидом. Группа –C=O полиамида взаимодействует с атомами водорода в поверхностных ОН- группах базальтовой ваты по схеме: Интенсивность максимумов при 1162 см-1 ППЭ, наполненного базальтом, повысилась, по сравнению с ненаполненным аналогом, что свидетельствует об усилении связей ОН – групп с гидратированной поверхностью базальта. Пик на рис. 5 можно объяснить с точки зрения вклада наполнителя в микроармирование частицами базальта, при чем при уменьшение размеров частиц удельная поверхность наполнителя возрастает, что способствует формированию упорядоченной, послойной структуры.