формирование наноструктурированных поверхностных слоев
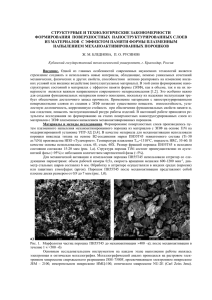
реклама

Ж.М. Бледнова, П.О. Русинов НАУЧНО-ОБРАЗОВАТЕЛЬНЫЙ КУРС СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ ИСПОЛЬЗОВАНИЯ МАТЕРИАЛОВ С ПАМЯТЬЮ ФОРМЫ ДЛЯ ФОРМИРОВАНИЯ НАНОСТУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ НА ИЗДЕЛИЯХ МАШИНОСТРОИТЕЛЬНОГО НАЗНАЧЕНИЯ Краснодар 2013 3 СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ ИСПОЛЬЗОВАНИЯ МАТЕРИАЛОВ С ПАМЯТЬЮ ФОРМЫ ДЛЯ ФОРМИРОВАНИЯ НАНОСТУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ НА ИЗДЕЛИЯХ МАШИНОСТРОИТЕЛЬНОГО НАЗНАЧЕНИЯ СОДЕРЖАНИЕ Введение……………………………………………………………………. 1 Технологические аспекты поверхностного наноструктурирования……………………………………………………………………. 1.1 Механическая активация…………………………………….. 1.2 Плазменное напыление механоактивированного порошка 1.3 Механизм формирования наноструктурированнох поверхностных слоев при комплексной обработке, включающей механоактивацию и плазменное напыление………………. 1.4 Особенности формирования структуры поверхностного слоя TiNi ………………………………………………………. 1.5 Формирование структуры повехностного слоя NiAl при плазменном напылении………………………………………. 2 Эволюция структурообразования в процессе плазменного напыления материалов с ЭПФ TiNi и NiAl............................................... 3 Управление функционально-механическими свойствами и структурными параметрами поверхностных слоев с ЭПФ (TiNi и NiAl) 3.1 Влияние термической обработки на структуру поверхностных слоев TiNi и NiAl…............................................................ 3.2 Влияние поверхностного пластического деформирования на функционально-механические свойства поверхностных слоев TiNi и NiAl ……………………………………………. .. Заключение ………………………………………………………………… Список использованных источников…………………………………….. 8 13 18 25 28 38 42 53 54 59 71 74 4 ПРЕДИСЛОВИЕ Бурное развитие науки о материалах и технологиях их обработки последнего времени связано с двумя поворотными моментами: - проникновением технической мысли на новый, более тонкий уровень изучения – наноразмерный и разворачиванием на этом уровне исследовательской и технологической приборной; - успешными попытками теоретического освоения физических и химических явлений, ранее казавшихся совершенно хаотическими и спонтанными: методологии синергетики, теорий диссипативных систем или детерминированного хаоса, фрактального мировоззрения все глубже и шире проникают во все области науки. В последние десятилетия ученые разных стран, работающие в области технических наук, все более склонны выделять процессы, происходящие у поверхности металлов и металлических сплавов при различных методах их обработки, в самостоятельное перспективное научное направление. Недавно появившийся термин «инженерия поверхности» объединяет особые физические, химические, механические и другие явления, обусловленные эффектом свободной поверхности. Нетривиальность протекающих здесь процессов требует новых научных подходов, подчас идущих в разрез с классическими представлениями, сложившимися на основе исследования процессов в объеме металла. Наиболее интересным в научном плане и многообещающим в техническом отношении представляется изучение поверхностных явлений при обработке поверхности в условиях высокоэнергетических воздействий: лазерной, плазменной, ионно-плазменной, электроннолучевой, электродуговой, индукционной, детонационной, магнетронной и др. Многие виды такой обработки формируют на поверхности деталей слои с аморфной, субмикрокристаллической и наноструктурой, а иногда и их комбинацией, обладающие уникаль5 ным сочетанием твердости, износостойкости, коррозионной стойкости, циклической долговечности. Учитывая определяющую роль поверхностного слоя в формировании разрушения, и тот факт, что при его наноструктурировании пластическая деформация может быть локализована в тонком поверхностном слое, открываются большие, до конца не изученные, возможности нанотехнологий в управлении процессом упрочнения и разрушения материалов. Особый интерес вызывают материалы с поверхностными слоями из, так называемых, «умных» или функциональных материалов, к которым относятся и материалы с эффектом памяти формы (ЭПФ), обладающие уникальными свойствами памяти, восстановления, адаптивности, демпфирования и др. Основная концепция предлагаемого научно-образовательного курса, основанного на междисциплинарном подходе, заключается в создании поверхностных слоев, обладающих функциональными свойствами материалов с ЭПФ. В настоящее время, как показывает инженерная практика, покрытия из сплавов с ЭПФ (в большей степени функциональные тонкие пленки) используются в индустрии микроэлектромеханических систем. Однако создаваемые с помощью микротехнологий (толщиной 0,01¸10 мкм), они не могут быть использованы для получения композиционных материалов макроуровня (толщина слоя 500 мкм и выше), представляющих наибольший интерес для машиностроения. На данном этапе ограничены сведения о комплексных исследованиях структуры и свойств массивных поверхностно модифицированных слоев из сплавов с ЭПФ, обеспечивающих функционально-механические характеристики объемного материала с памятью, доведенных до уровня, приемлемого для практического использования в деталях машин и элементах конструкций. На кафедре «Динамика и прочность машин» Кубанского технологического университета в течение последних 15 лет проводятся исследования по разработке технологий поверхностного модифицирования сталей материалами с ЭПФ и исследованию их функционально-механических свойств. На6 стоящий научно-образовательный курс «Современное состояние и перспективы использования материалов с памятью формы для формирования наностуктурированных поверхностных слоев на изделиях машиностроительного назначения» является частью этой серии работ. Цель курса заключается в получении новых знаний о технологических особенностях и механизмах формирования наноструктурированных поверхностных слоев из материалов с эффектом памяти формы и на их основе выработке рекомендаций по оптимизации структуры поверхностных слоев для повышения эксплуатационных свойств изделий машиностроительного назначения. Актуальным поставленные цели и задачи исследования делает стремление найти сочетание значительного уменьшения стоимости функционального материала при обеспечении заданного уровня надежности, а также придании новых функциональных возможностей традиционным материалам, решая, таким образом, комплекс взаимосвязанных технических и экономических задач. Предлагаемая вниманию читателей работа выполнена при финансовой поддержке Министерства образования и науки РФ по проектам: 1.2.1/6702 (2009-2010), 1.2.1/9446-2011 и ФЦП Научные и научно-педагогические кадры инновационной России» «Разработка новых принципов формирования поверхностных наноструктурированных слоев из материалов с эффектом памяти формы (ЭПФ) многокомпонентного состава в условиях высокоэнергетических воздействий; исследование закономерностей структуро-, фазообразования и особенностей и функционально-механического поведения применительно к изделиям машиностроительного назначения» Соглашение № 14.В37.21.1657 (2012 г) 7 СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ ИСПОЛЬЗОВАНИЯ МАТЕРИАЛОВ С ПАМЯТЬЮ ФОРМЫ ДЛЯ ФОРМИРОВАНИЯ НАНОСТУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ НА ИЗДЕЛИЯХ МАШИНОСТРОИТЕЛЬНОГО НАЗНАЧЕНИЯ Бледнова Ж.М., Русинов П.О. Кубанский государственный технологический университет, г. Краснодар, Россия [email protected]; [email protected] Введение Формирование наноструктурных состояний в поверхностных слоях конструкционных и функциональных материалов является стратегическим направлением современного материаловедения [1]. Их применение позволит существенно повысить прочность, износостойкость, усталостную долговечность и, как следствие, эксплуатационный ресурс работы конструкционных и функциональных материалов. Исследования, выполненные в последние годы, показали, что наноструктурирование поверхностных слоев по эффективности в разы превосходит все традиционные виды их обработки. Наиболее яркими представителями одновременно конструкционных и функциональных материалов являются сплавы с эффектом памяти формы (ЭПФ). Актуальность использования сплавов с ЭПФ неуклонно растет в связи с исключительно широкими функциональными возможностями: уникальными эффектами термомеханической памяти, высокими прочностными свойства, термомеханической надежностью и долговечностью, износо- и коррозионной стойкостью. Возможности этих материалов, связанные с проявлением ЭПФ, уже успешно реализованы при создании ряда устройств и техники нового поколения в изделиях аэрокосмического назначения, в приборостроении, электронике, медицине, биотехнологиях [2-3]. В настоящее время с уверенностью можно говорить о создании индустрии материалов с памятью формы и ее ускоренном росте, связанном как с разработкой новых техноло8 гий получения, так и с расширяющимся использованием в различных областях техники. Это обусловлено особенностями функционально-механического поведения, в основе которого лежат такие свойства как чувствительность, переключаемость, активация, адаптивность, память и восстановление, энергоемкость и преобразование энергии, демпфирование (рис. 1). Среди сплавов, обладающих термомеханической памятью, наиболее широкое применение получил интерметаллид на основе никелида титана TiNi эквиатомного состава, что связано, прежде всего, с большей способностью к обратимому формоизменению [2,4]. Кроме того, никелид титана обладает высокими физико-механическими и технологическими свойствами. Сложности его использования связаны с проектированием изделий, поскольку никелид титана, как и все сплавы с ЭПФ, проявляют сложное трехмерное термомеханическое поведение с гистерезисом, определяемое большим количеством параметров; при этом нет прямых и однозначных зависимостей между температурой, состоянием и силовым воздействием. Теоретические расчеты и определяющие уравнения, описывающие функциональное поведение сплавов с ЭПФ, не всегда дают точное описание, и зачастую расходятся с экспериментом. Широкое внедрение сплавов с ЭПФ в машиностроении ограничивается как экономическими соображениями, так и сложностью описания их функционально-механического поведения [5]. Экономическая целесообразность использования этих сплавов в машиностроении может быть достигнута как за счет расширения номенклатуры материалов и использования многокомпонентных сплавов с памятью [6], так и за счет поверхностного модифицирования материалами с ЭПФ [7]. Следует отметить, что синергетический эффект при использовании поверхностных слоев из материала с ЭПФ дает возможность объединять свойства материала основы и покрытия с получением композитов, обладающих характеристиками, которые не могут быть получены при использовании одного материала. Создание на этой основе комбини- 9 рованных деталей машин с качественно новыми характеристиками является перспективным направлением [8,9]. Рис. 1. Эффекты, проявляемые сплавами с термоупругими мартенситными превращениями: 1 – однократный ЭПФ, 2 – многократнообратимый ЭПФ, 3 – псевдоупругость, 4 – псевдотермичность, 5 – резиноподобный эффект, 6 – генерация-релаксация реактивных напряжений, 7 – тренировка сплава В проблеме получения поверхностно-модифицированных материалов с ЭПФ есть свои существенные сложности как структурные и технологические, так и связанные с изменением функционально-механического поведения детали с модифицированным слоем. В настоящее время тонкие функциональные пленки из материалов с памятью, используются в биомедицине и микроэлетронике, выполняя сенсорные и актуаторные функции. Подобные методы не могут быть адаптированы для создания массивных поверхностных слоев из сплавов с ЭПФ на изделиях машиностроения. Для формирования таких могут использоваться различные способы наплавки (аргонодуговая [10], лазерная [11], плазменная [12], наплавка взрывом [13,14]), напыления (плазменного [15], ионно-плазменного [16], электронно-лучевого [16] , газо10 динамического [17] , магнетронного [18,19]), метод термического переноса масс [20], горячего изостатического прессования и самораспространяющегося высокотемпературного синтеза [21] в сочетании с термической и термомеханической обработкой в различных комбинациях [7]. В последние годы широко обсуждается вопрос влияния наноструктурирования на свойства материалов с ЭПФ [23-26] и достигнуты определенные результаты как в получении массивных наноматериалов [25-27], так и в формировании поверхностных наноструктурированных слоев [7,13,15,28]. Исследования по наноструктурированию поверхностных слоев изделий, в основном, медицинского назначения производились как для двухкомпонентного сплава TiNi, так и при легировании его третьим компонентом [6,28]. Известно, что легирование TiNi различными элементами периодической системы дает возможность регулирования свойствами памяти формы и температурой мартенситных превращений, что является перспективным для их успешного и разнообразного применения [6]. Среди сплавов на основе никелида титана, легированных третьим компонентом, особое место занимают сплавы TiNiCu [6,28,29]. Это обусловлено слабым изменением области фазовых превращений в сплавах TiNiCu с изменением концентрации легирующего компонента, особенностями последовательностей фазовых превращений и способностью многократного термоциклирования при полном восстановлении формы после деформации 6-8 % [29]. Результаты исследований по влиянию наноструктурирования на свойства многокомпонентных материалов с ЭПФ дают основание полагать, что наноструктурирование сплавов с ЭПФ, а, следовательно, и поверхностных слоев из материалов с ЭПФ позволит получить новые интересные результаты с перспективой их практического использования для повышения функционально-механических свойств изделий машиностроения [23,29,30]. Вопрос формирования наноструктурированных поверхностных слоев технологически решается проще и первые результаты в этом направлении получены [22,23]. Вместе с тем, функциональные свойства наноструктури11 рованных поверхностных слоев до сих пор малоизученны, а положительное влияние нанокристаллической структуры на функциональные свойства сплавов с ЭПФ не очевидно, так как известны данные об ухудшении формовосстановления сплавов с ЭПФ при измельчении зерна [24.] В современных знаниях о возможностях управления функциональными свойствами наноразмерных сплавов с ЭПФ имеются пробелы, не позволяющие в полной мере оценить и использовать истинные возможности их практического применения. Приведенные ниже результаты исследования по влиянию наносостояния поверхностных слоев на механическое поведение и основные функциональные свойства сталей, поверхностно-модифицированных сплавами с ЭПФ, частично восполняют этот пробел. 1 Технологические аспекты поверхностного наноструктурирования Выполненный анализ существующих и освоенных способов формирования поверхностных слоев позволил обосновать выбор технологии и разработать рекомендации по комплексному способу формирования наноструктурированных покрытий в едином технологическом цикле, который является структурообразующим, энерго- и ресурсосберегающим. Эффективность совмещения процессов зависит от того, насколько полно используется подведенная энергия на реализацию совмещенных процессов. Совмещение процессов эффективно вследствие того, что энергия не только рационально распределяется, но и энергия, высвобожденная в одном из процессов, затрачивается на совмещенный с ним технологический процесс. При этом в совмещенных процессах реализуется принцип синергетичности, который проявляется в новых качественных эффектах при совмещении процессов различного кинетического механизма. Это характерно как для совмещения процесса диспергирования и механической активации, так и для совмещения плазменного напыления и последующей термической и термомеханической обработки. В качестве метода поверхностного модифицирования изделий машиностроительного назначения выбран метод плазменного напыления механи12 чески активированных порошков из материалов с ЭПФ на основе TiNi и NiAl, поскольку он является наиболее универсальным и высокопроизводительным, и позволяет формировать наносостояние в поверхностном слое. Разработанное техническое оснащение для поверхностного модифицирования позволило осуществлять полный цикл обработки на одной установке с использованием плазменного напыления и последующего регламентированного нагрева под термическую и термомеханическую обработку. На основании обобщения опыта и, исходя из поставленных задач, предложено конструктивнотехнологическое решение по модернизации установки УПУ-3Д, по выбору и оптимизации ее конструктивных и энергетических параметров (патент РФ № 2402628, вошедший в список 100 лучших изобретений России, приказ Роспатента №80 от 22.06.2012 года). 1.1 Механическая активация Следует отметить, что при нанесении покрытий методом плазменного напыления важным фактором является дисперсность и энергонапряженность порошков, применяемых в процессе. Для формирования покрытий из материалов с ЭПФ использовались порошки никелида титана ПН55Т45 и никелида алюминия ПН80Ю20, химический состав которых приведен в таблице 1. Таблица 1. Химический состав порошков ПН55Т45 и ПН80Ю20 Марка ПН55Т45 ПН80Ю20 Ni 55,1 79,45 Ti 44,6 - Al 20,06 Fe 0,01 0,025 C 0,06 0,065 Ca 0,10 0,15 N 0,06 0,16 H 0,07 0,09 Первым этапом технологического процесса формирования наноструктурированных поверхностных слоев из материалов с ЭПФ является совмещенный процесс диспергирования и механической активации, который осуществлялся в высокоскоростных мельницах. Механоактивация производилась в высокоскоростной шаровой мельнице –аттриторе и активаторе ГЕФЕСТ-2 (АГО-2У) (рис. 2). 13 В аттриторе порошки измельчаются за счет истирающего и ударного действия на порошок твердосплавных или стальных шаров (рис.2,а). Движение шаров в рабочей камере обеспечивается при вращении вертикальной мешалки. Конструкция аттритора позволяла варьировать скоростью размола: частота вращения мешалки составляла 600, 900 и 1200 мин −1 . Использова- лись следующие параметры загрузки порошков в аттриторы: отношение объема размалываемого порошка к объему размольных шаров 1:6; диаметр шаров 6-8 мм; отношение массы шаров к массе загрузки порошка составляло 20:1. Наиболее эффективной является частота вращения мешалки, равная 900 мин-1. При высоких скоростях соударений шаров и истирания порошков развиваются достаточно высокие температуры. Чтобы снизить опасность значительного окисления размалываемых материалов обработку в аттриторе производили в жидкой защитной атмосфере. Измельчение, активация порошков в шаровой мельнице АГО-2У осуществляется в поле трех инерционных сил: силы Кориолиса и двух центробежных (рис.2,б). Центробежные силы действуют на шары и порошок, превышают силу тяжести в сотни раз, благодаря чему происходит быстрая активация порошков. а) б) Рис. 2. Аттритор –(а) и шаровая мельница (активатор) ГЕФЕСТ-2 (АГО-2У) –б) Морфология порошков на основе TiNi (ПН55Т45) и NiAl (ПН80Ю20) до и после механоактивации представлена на рис. 3 и рис. 4. Эффективность размола оценивалась средним размером частиц и их объемным и количест 14 а) b) c) d) Рис. 3. Порошок ПН55Т45 до механоактивации: a) ×500; измельченный и механически активированный в аттриторе в течение 1ч; b) ×1000; c) ×2000; d); ×50000 a) b) c) d) Рис. 4. Порошок ПН80Ю20 до механоактивации: а) ×950; измельченный и механически активированный в аттриторе в течение 1ч: b) ×2000 – c) ×7500; d) ×50000 15 венным содержанием. Исходный размер частиц порошка никелида титана составлял 5-18 мкм, порошка никелида алюминия 5-30 мкм. На рис. 5 приведены результаты отработки технологии диспергирования порошка TiNi (ПН55Т45), полученные в результате статистической обработки экспериментальных данных в среде SPSS Statistica 6.0. а) c) b) Рис. 5. Результаты исследования процесса размола порошка ПН55Т45 в аттриторе: зависимость среднего размера частиц порошка от времени механической активации – а); содержание фракций в порошке TiNi при обработке в течение 2,5 часов – б); то же после удаления частиц более 5 мкм – в) Средний размер частиц порошка TiNi составил ≈ 0,9 – 7 мкм достигается через 1-2,5 часа размола. Механически активированный порошок TiNi состоит на ≈93% (по количеству) из частиц до 5 мкм (рис. 4,б). При отсеивании частиц порошка TiNi размером более 5 мкм в шихте увеличивается количественное и объемное содержание частиц размером менее 5 мкм (рис. 4,в). В результате механоактивации частицы порошка приобретают форму плоских дисков с характерным соотношением размеров 1:7,7. Порошок ПН55Т45 после механоактивации представляет собой диски длиной 5-7 мкм, толщиной 0,9-1мкм, а порошок ПН80Ю20 длиной от 5-10 мкм, толщиной 1-1,5 мкм. На рис. 5,а представлена зависимость среднего размера частиц порошка TiNi от 16 времени механоактивации, полученная в результате статистической обработки экспериментальных данных в среде SPSS Statistica 6.0. В результате механоактивации в локальных микрообъемах порошка возникают внутренние напряжения, релаксация которых зависит от свойств материала и условий нагружения. Согласно существующим теориям в механохимии инициирование механохимических превращений обеспечивается теплом, выделяющимся при обработке порошков, энергией дислокаций при пластической деформации, высвобождением упругой энергии, аккумулированной в твердом теле, наличием многочисленных межфазных границ [32, 33]. Проведенный анализ структуры плазменного покрытия с ЭПФ TiNi, TiNiCu, до и после механоактивации показал, что предварительная механическая активация приводит к существенному улучшению внутренней структуры покрытия, уменьшению пористости и увеличению адгезии [9,30]. Это, вероятно, обусловлено тем, что механически обработанные порошки обладают запасенной энергией в виде различного типа дефектов, энергия которых выделяется при плазменном напылении, что приводит к лучшему проплавлению частиц, формированию практически монолитной структуры с меньшей пористостью и улучшению механических характеристик покрытий. В процессе механоактивации частицы порошка TiNi, TiNiCu подвергаются интенсивной пластической деформации, что приводит к повышению температуры и образованию многочисленных дефектов, которые и являются центрами образования нанозерен. После каждого соприкосновения с рабочим телом частица порошка резко охлаждается до температур, близких к комнатным (в качестве инертной среды использовался бензин «калоша», камера аттритора охлаждалась водой). При последующих соприкосновениях с рабочим телом происходит дальнейшее формирование нанозерен. Формирование нанозерен будет происходить до тех пор, пока либо вся частица не приобретет нанокристаллическую структуру, либо нанозерна не достигнут критического размера, при котором дальнейшее пластическое деформирование невозможно. Учитывая, что обрабатываемые сплавы с ЭПФ являются интенсивно уп17 рочняющимися, резкое их охлаждение в жидкой среде приводит к повышению хрупкости и дальнейшему измельчению. Таким образом, выполненные ранее исследования показали, что в процессе механоактивации, происходит накопление избыточной энергии в виде различного типа дефектов. Эта энергия выделяется в процессе плазменного напыления, что способствует лучшему проплавлению частиц порошка и обеспечивает более высокую адгезию, а образовавшиеся дефекты создают дополнительные условия наноструктурирования 1.2 Плазменное напыление механоактивированного порошка Формирование плазменного покрытия производилось на повехности стали 45, 40Х и 08Х14НДЛ. При выборе режимов плазменного напыления, механически активированных порошков ПН55Т45 и ПН80Ю20 для получения покрытий с ЭПФ учитывались металлургические и технологические особенности этого процесса. В связи с малой растворимостью титана в железе возникают трудности напыления порошка ПН55Т45 на сталь. Согласно диаграмме равновесного состояния Ti-Fe, растворимость титана в α-Fe составляет 8÷13,7% (ат.), а в γ-Fe крайне мала (0,76% (ат.)) при 1100ºС [34]. При повышенных температурах (1427÷1530ºС) имеет место увеличении концентрации железа – образуются интерметаллиды TiFe и TiFe2. Плазменное покрытие формируется путем постепенного наложения отдельных частиц движущихся и твердеющих с высокой скоростью. Свойства плазменных покрытий зависят от температуры и скорости соударения частиц с подложкой и характеризуются большой степенью неоднородности структуры. Для снижения неоднородности плазменных покрытий необходимо оптимизировать параметры обработки, влияющих на температуру и скорость частиц. Одним из таких параметров оказывающих существенное влияние на качество покрытия является длина пути прохождения частиц через высокотемпературное ядро плазмы, поэтому в плазму для увеличения длины дуги вво- 18 дят высокоэнтальпийные добавки (в основной плазмообразующий газ Ar добавляют определенное количество N2 или водорода H2). Для повышения прочности сцепления покрытия с подложкой проводили предварительную дробеструйную обработку поверхности. Для формирования качественного покрытия при напылении порошка ПН55Т45 в качестве подслоя создавали слой чистого никеля (порошок ПНК1-ВЛ7), который, вследствие неограниченной растворимости никеля в железе, создает переходный слой без видимых дефектов (трещины не обнаружены), обладающий хорошей адгезией (54-57 МПа). С ростом температуры плазменной струи происходит рост термодинамических характеристик плазмообразующего газа: энтальпии, энтропии и внутренней энергии. Для лучшего прогрева (увеличения теплосодержания) порошка и увеличения скорости потока газа и частиц порошка используют смесь плазмообразующих газов Ar+N2, так как у чистого аргона термодинамические характеристики намного ниже, чем у аргонноазотной смеси. Анализ результатов исследований и практика напыления показывает, что оптимальным составом плазмообразующего газа является смесь аргона и азота с концентрацией азота в пределах 20-30% [35, 36]. При использовании указанной смеси плазмообразующих газов происходит резкое уменьшение пор в плазменном покрытии, увеличивается пластичность расплавленных частиц при ударе о подложку, увеличивается прочность сцепления покрытия с подложкой. В отличие от механически активированного порошка ПН55Т45, механически активированный порошок ПН80Ю20 при напылении на сталь 45, 40Х, 08Х14НДЛ образует качественный слой с хорошей адгезией без промежуточных переходных слоев. Поэтому при наплавке NiAl отпадает необходимость в нанесении промежуточных слоев. Перед плазменным напылением механоактивированные порошки ПН55Т45 и ПН80Ю20 просушивались в вакуумном сушильном шкафу в течении 2-2,5 ч при температуре 150-180°С на противнях из нержавеющей стали при толщине засыпки до 25 мм. 19 К основным технологическим параметрам плазменного напыления, определяющим структуру и качество покрытия, относятся следующие: величина тока дуги, напряжение, расход и состав плазмообразующего газа, расход порошка и транспортирующего газа, дистанция и угол напыления, скорость перемещения и подача плазматрона, скорость вращения покрываемой детали. Именно они определяют основные характеристики покрытия: прочность сцепления с подложкой, когезионную прочность, уровень остаточных напряжений, пористость, структура и толщину напыленного слоя. При разработке технологического процесса плазменного напыления TiNi и NiAl варьировали параметрами обработки в интервале: максимальный ток 200-400 А; напряжение 30-70 В; производительность 1- кг/ч; размеры частиц напыляемого порошка 1-200 мкм; скорость напыляемых частиц 80-120 м/с; плазмообразующие газы: аргон, азот, смесь аргона с азотом или водородом; расход плазмообразующего газа 0,6-6 м3/ч. Подбор перечисленных параметров производился в соответствии с имеющимися возможностями плазменной установки и рекомендациями работы [35]. Регулируя параметры плазменного напыления, можно существенно изменять структуру, толщину физикомеханические и эксплуатационные характеристики покрытий. Оптимизация параметров плазменного напыления материалов с ЭПФ выполнена с соответствии с рекомендациями работы [36]: Напряжение дуги плазматрона: ( ) U = G а1 × a 2 + a3 I + a 4 I 2 × (1 + k1c ) , (1) где а1, а2, а3, а4 - экспериментальные коэффициенты зависящие от конструкции плазматрона; k1 – константа зависящая от конструкции плазматрона; с – коэффициент, полученный экспериментальным путем; I – сила тока дуги плазматрона; G – суммарный расход плазмообразующих газов (Ar+N2). Тепловые потери плазмотрона: Q = (a 5 + a 6 I ) × (1+ k 2 c ) , (2) где а5, а6 - экспериментальные коэффициенты, зависящие от конструкции плазматрона; 20 k2 - константа зависящая от конструкции плазматрона. Состав плазмообразующего газа равен: С= G2 , G1 + G2 (3) где G1 – расход плазмообразующего газа аргона; G2 – расход плазмообразующего газа азота. Суммарный расход плазмообразующих газов равен: G = G1 + G2. (4) Удельная энтальпия суммарного плазмообразующего газа равна: I ×U - Q = G a1 × (a 2 × I + a 3 × I 2 + a 4 × I 3 ) × (1 + k1c ) × G -1 , G1 + G2 -1 - (a5 + a6 × I ) × (1 + k 2 c ) × G Н уд = (5) Затем на срезе сопла плазмотрона находим универсальную газовую постоянную R0 = f(Hуд, С) и температуру плазменной струи T = f(Hуд, С). Скорость напыляемых частиц порошка определяется из выражения: ( - ) 3 r Ч × dvЧ = × C d × r П × v п vч , dt 4 dч 2 (6) где ρч – плотность частиц порошка; vч – скорость частиц порошка; dч – диаметр частиц порошка; ρп – плотность плазменной струи; vп – скорость плазменной струи; Cd – коэффициент гидродинамического сопротивления. Из выражения (6) скорость частиц равна: 5 r п × v0п, 7 vЧ = 0 , 4 0,5 , d ч × rч 0, 4 (7) Для определения пористости покрытий с ЭПФ использовался метод гидростатического взвешивания с пропиткой напыленного материала жидкостью [36]. Для этого образцы после напыления выдерживали в емкости с жидкостью (вода) в течение 2,5-3 ч, по истечении этого времени все поры в покрытии с ЭПФ были заполнены жидкостью. Пористость покрытия определяется по формуле: П = m3 - k × mпр m1 - m2 ×100% , m3 r пр × r ж (8) 21 где m1 – масса образца (стали 45) при взвешивании на воздухе; ρж – плотность жидкости (вода); m2 – масса пропитанного образца при взвешивании в воде; m3 – масса пропитанного образца при взвешивании на воздухе; k – доля массы проволоки, погруженной в жидкость; mпр – масса проволоки; ρпр – плотность проволоки на которой закреплен образец. На рис. 6 представлены гистограммы размера пор и их содержания в покрытиях TiNi и NiAl. а) б) Рис. 6. Распределение пор в покрытии и их процентное содержание: а) -TiNi; б) -NiAl Прочность сцепления покрытия с основой описывается следующим выражением: s сц = s адг - К ×s ост , (9) где σадг – адгезионная прочность; К – экспериментальный коэффициент, зависящий от условий напыления и свойств напыляемых материалов; σост – остаточные напряжения. При плазменном напылении в покрытии возникают термические остаточные напряжения в результате: значительного различия температур частиц напыляемого материала и поверхности детали; различия удельных объемов частиц распыляемого материала в момент попадания их на деталь и частиц в охлажденном состоянии; различия коэффициентов термического расширения материалов покрытия и детали; неравномерности распределения температур по сечению покрытия. Принимая это во внимание, для анализа форми22 рования остаточных напряжений использовалась математическая модель изменения во времени температур детали и покрытия. Рассматривая совместное движение материалов покрытия и детали при охлаждении от максимальной температуры нагрева (ТА)max в завершающей стадии формирования произвольного i-го слоя покрытия, на базе уравнений термомеханики, составляющая термического напряжения определялась с учетом условия равенства сил на границе раздела «покрытие-деталь» в виде [36]: s п = -Еп (y п -y д (i )) × (T A ) max × V (i ) ; 1 + V (i ) - (V (i ) ×y п - y д (i )) × (TA ) max (i ) s д = + Е д (i ) (y д (i ) -y п ) × (T A ) max (i ) , 1 + V (i ) - (V (i ) ×y п + y д (i )) × (TA ) max (i ) (10) (11) где i – число слоев покрытия, созданное в условной детали; Еп, Ед(i) – модуль упругости напыляемого материала и условной детали; ψп, ψд(i) – коэффициент термического расширения напыляемого материала и условной детали; V (i ) = Eд (i ) × d д (i ) , Eп × d min (12) Выполненный расчет остаточных напряжений показал, что на границе покрытия толщиной 1 мм и основы, остаточные напряжения близки к 0, в стальной основе растягивающие остаточные напряжения не превышают 195,4 МПа, в покрытии возникают остаточные сжимающие напряжения, достигающие величины 192,3 МПа. При поиске оптимального режима плазменного напыления с помощью метода планирования эксперимента принималась такая последовательность проведения опытов, которая позволяет применить градиентные методы поиска при неизвестной функции, т.е. приближённо восстановить закон функционирования объекта по экспериментальным данным [37]. На рис. 7 показано влияние параметров плазменного напыления на качество формируемых покрытий сплавов с ЭПФ на основе TiNi и NiAl [23]. 23 Рис. 7. Влияние параметров плазменного напыления на свойства поверхностных слоев из сплавов с ЭПФ 24 В результате отработки технологического процесса и статистической обработки технологических параметров установлены оптимальные режимы плазменного напыления материалов с ЭПФ TiNi, NiAl: плазмообразующий газ Ar = 80%, N2 = 20%; дистанция напыления 150 мм; напряжение 38 В; ток 305 А; мощность 11,6 кВт; расход плазмообразующего газа 0,483 л/с. Плазмообразующий газ Ar = 70%, N2 = 30%; дистанция напыления 150 мм; напряжение 47 В; ток 297 А; мощность 13,96 кВт; расход плазмообразующего газа 0,467 л/с. 1.3 Механизм формирования наноструктурированнох поверхностных слоев при комплексной обработке, включающей механоактивацию и плазменное напыление В процессе диспергирования и механоактивации в аттриторе при высокой интенсивности подвода энергии к частицам порошка большая часть ее аккумулируется на новой свежеобразованной поверхности при разрушении, а также в большом количестве различного рода дефектов структуры. На рис. 8 представлена схема формирования наноструктурного состояния покрытий из материалов с ЭПФ в процессе плазменного напыления механоактивированного порошка. При механоактивации частицы порошка подвергаются интенсивной пластической деформации со временем воздействия 10-3 -10-6 с [8,9], что приводит к повышению температуры и образованию многочисленных дефектов, которые и являются центрами образования нанозерен (рис. 8,а). После каждого соприкосновения с рабочим телом частица порошка резко охлаждается до температур, близких к комнатным, (в качестве инертной среды использовался бензин, камера аттритора охлаждалась водой). При последующих соприкосновением частиц с рабочим телом происходит дальнейшее накопление нанозерен (рис. 8,b ). Накопление нанозерен будет происходить до тех пор, пока либо вся частица не приобретет нанокристаллическую структуру (рис. 8,c), либо нанозерна не достигнут критического размера, при котором дальнейшее пластическое деформирование невозможно. Учитывая, что обрабатываемые сплавы с ЭПФ являются интенсивно упрочняющимися, 25 резкое их охлаждение в жидкой среде приводит к повышению хрупкости и дальнейшему измельчению. а) b) c) d) Рис. 8. Схема формирования наноструктурного состояния в процессе механической активации и плазменного напыления порошков из материалов с ЭПФ В результате механоактивации частицы порошка приобретают форму плоских дисков с характерным соотношением размеров. После механоактивации в течение одного часа частицы порошка TiNi представляли собой плоские диски размером от 0,9 до 7 мкм, а частицы порошка NiAl от 1 до 10 мкм (рис.3,4). Анализ гистограмм частиц порошка после механоактивации и гистограмм нанозерен показал, что их распределение относительно равномерное (рис. 5,а, 6). В процессе механоактивации порошков с ЭПФ наряду с измельчением частиц происходит деформация кристаллической решетки металла, вследствие чего возникает пространственная и энергетическая неоднородность по- 26 верхности, что приводит к увеличению дефектности и энергонасыщенности за счет их пластического деформирования и дробления. Поскольку плазменное покрытие формируется путем постепенного наложения отдельных частиц – сплэтов (рис. 8,d), движущихся и твердеющих с высокой скоростью, то фазовый состав, структура и свойства плазменных покрытий зависят от температуры, скорости соударения частиц с подложкой и их охлаждения (106-108 К/с), которые, в свою очередь, определяются параметрами технологического процесса плазменного напыления, основными из которых являются: величина тока дуги, напряжение, расход и состав плазмообразующего газа, расход порошка и транспортирующего газа, дистанция и угол напыления, скорость перемещения и подача плазматрона, скорость вращения покрываемой детали и др. В процессе кристаллизации расплавленной частицы, попадающей на холодную подложку, происходит интенсивная пластическая деформация и кристаллизация металла при больших степенях переохлаждения. В результате такой кристаллизации в расплаве образуются кристаллические зародыши на флуктуациях дальнего порядка. При больших степенях охлаждения образуются зародыши, критический размер которых rк определяется степенью переохлаждения rк = 2γ / Δ gu , где γ – удельная (на единицу площади поверхности) энергия поверхности раздела жидкость-твердая фаза, Δgu – движущая сила (свободная энергия на единицу объема) направленная на изменение агрегатного состояния. Расплав, в котором образуются зародыши кристаллов, аморфизируется. Наличие больших пластических деформаций при плазменном напылении интенсифицирует процесс аморфизации. Аморфная составляющая может претерпевать динамическую полигонизацию, поскольку имеет место горячая пластическая деформация. В результате динамической полигонизации аморфная структура претерпевает превращение в нанокристаллическую структуру, состоящую из мелких субзёрен. Повидимому, аморфная составляющая в этих сплавах невелика, так как аморфизация наблюдается с опре27 деленной легированностью. Поэтому в сплавах TiNi основной процесс формирования наноструктуры обусловлен кристаллизацией на флуктуациях ближнего порядка в расплаве. 1.4 Особенности формирования структуры поверхностного слоя TiNi Макроанализ поверхностных слоев сплава TiNi, полученных плазменным напылением механоактивированного порошка по отработанной технологии, показал, что структура покрытий достаточно плотная, с минимальным содержанием и размером пор. Граница раздела между покрытием и подложкой без видимых трещин. Металлографические исследования покрытий показали следующие закономерности. При прохождении частиц порошка через аргонно-азотную плазму они нагреваются и при ударе о подложку затвердевают в виде деформированных дисков, которые имеют диаметр 5,5-8,2 мкм и толщину 0,5-0,7 мкм. Результаты рентгенофазового анализа при различных режимах напыления. приведенные на рис. 9, показали, что при комнатной температуре фазовое состояние слоя TiNi после плазменного напыления механически активированного порошка представляет собой мартенситные фазы В19' с моноклинной решеткой, аустенитную B2-фазу с кубической решёткой, фазу Ti3Ni4 с ромбоэдрической решёткой, фаза Ni3Ti с гексагональной решеткой, фаза NiTi2 с кубической решеткой, небольшое количество TiO и NiTiO3 c ромбоэдрической решеткой (мартенситная фаза В19' ≈ 59,5¸60%, аустенитная фаза B2 ≈ 15¸15,5%, Ti3Ni4 ≈ 18,5¸19%, Ni3Ti ≈ 1,5¸2%, NiTi2 ≈ 1,5¸2%, TiO + NiTiO3 менее 1,5%) (рис. 9, в). В ранее проведенных исследованиях [38,39] показано, что упрочняющая фаза Ni3Ti с гексагональной решеткой имеет игольчатую или ячеистую морфологию. Для наличия в сплаве TiNi ЭПФ его объём не должен превышать 10-15%. Наличие этой фазы связано с различием в коэффициентах диффузии Ni и Ti и при их взаимодействии образуется интерметаллидное соединение с большим содержанием легко диффундирующего элемента. Фазы 28 Ni3Ti, NiTi2 преимущественно выделяются в процессе кристаллизации и располагаются по границам зёрен и для их устранения требуется гомогенизирующий отжиг в инертной атмосфере (вакууме) при температуре 800-1000°С в течение 1-2ч. Известно, что наличие в структуре частиц фаз Ni3Ti, NiTi2 (размером 15-40 нм) приводит к снижению температурного интервала мартенситных превращений В2 → В19'. а) b) c) Рис. 9. Рентгенограмма поверхности TiNi, полученного плазменным напылением при следующем составе плазмообразующего газа: а) - Ar=80%, N2=20%, δ=1 мм; b) –Ar=70%, N2=30% δ=1 мм; c) –механически активированного порошка 80%Ar+20%N2, δ=1 мм В работе [40] показано, что при старении «заникеленных» сплавов на ранних стадиях выделяется метастабильная фаза Ti3Ni4 с ромбоэдрической решёткой (параметры а = 0,66 нм, α = 113,7°). Частицы Ti3Ni4 имеют ориентационную связь с аустенитной структурой В2 и создают в направлении <111>, перпендикулярном плоскости частицы, растягивающие напряжения: [111]В2║[111]Ti3Ni4, (321)B2║(101) Ti3Ni4. Растягивающие напряжения сов29 падают с ромбоэдрической дисторсией, которая соответствует удлинению пространственной диагонали кристаллической решётки В2 фазы при В2→R превращении. После термоциклирования В2→R переход является высокообратимым [14]. Из работы [41] известно, что если размер частиц Ti3Ni4 находится в интервале от 100 нм - 1, 2 мкм, мартенситные превращения осуществляются по схеме В2→R→В19'. При обеднении матрицы никелем и потере когерентной связи с В2 матрицей, поверхность крупных частиц Ti3Ni4 служит местом зарождения мартенсита В19' [41]. Зарождение частиц Ti3Ni4 может происходить при отжиге с приложенными упругими напряжениями [42]. Металлографический анализ показал, что структура формируемых в результате плазменного напыления слоев сплава TiNi имеет крайне слабую травимость обычными реактивами вследствие сильного измельчения зерна. Полученное TiNi покрытие имеет ультрамикрокристаллическую структуру с размером зерна 15-140нм (рис. 10, рис. 11). Во многом образование такого покрытия связано с особенностями плазменного напыления (высокая скорость соударения частиц с подложкой и их деформация, высокая скорость их охлаждения и быстрая закалка сплава). На рис. 12, а, b показана нанокристаллическая структура В2 аустенита (размер зерна порядка 80-120 нм) с включениями интерметаллидной фазы Ti2Ni (размер зерна порядка 10-30 нм). Покрытие TiNi исследовано методами просвечивающей электронной микроскопии, размер зерна интерметаллидной фазы Ni3Ti составляет 30-50 нм. На рис. 12,e представлена микроэлектронограмма сплава TiNi, основные рефлексы которой принадлежат интерметаллидной фазе Ti2Ni с кубической решеткой, а на рис. 12,f приведена микроэлектронограмма сплава TiNi, в основном, состоящего из нанокристаллических зерен, хаотично разориентированных, поэтому дифракция кольцевая. По виду микроэлектронограммы (риc. 12,f) и рентгенофазового анализа (рис. 9b) можно сделать вывод, что в сплаве TiNi имеет место наложение фаз друг на друга. Частицы Ti2Ni располагаются в основном между границами зерен В2 аустенита (рис. 12,k), а частицы Ti3Ni4 и Ni3Ti среди зерен В2 аустенита. 30 Фазы Ti2Ni и Ni3Ti имеют округлую форму, а фаза Ti3Ni4 пластинчатую (рис. 12,l). а) b) c) e) d) f) Рис. 10. Микроструктура TiNi покрытия полученного плазменным напылением обычного порошка, а) ×650; b) ×1700; c) ×6000; d) ×10000; e) ×27000; f) ×37000 31 а) c) e) b d) f) Рис. 11. Наноразмерное кристаллическое TiNi покрытие, полученное плазменным напылением механически активированного порошка, а) × 1000; b) ×2000; c) ×20000; d)×50000; e) ×20000; f) ×50000 32 а) d) g) b) c) e) f) h) i) Рис. 12. Микроструктура В2 аустенита сплава TiNi: a,b) ×120000; микроструктура интерметаллидной фазы Ni3Ti: c,d) ×100000; микроэлектронограмма частиц Ti2Ni – e); микроэлектронограмма покрытия TiNi полученная плазменным напылением механически активированного порошка – f); электронно-микроскопические изображения фаз Ti3Ni4, Ni3Ti, Ti2Ni расположенных среди аустенитной В2 фазы, ×100000 – g, h); твидовый электронномикроскопический контраст, ×150000 – i) По сравнению с поверхностным модифицированием сталей никелидом титана с помощью аргонодуговой наплавки [10,43], поверхностные слои TiNi и NiAl после плазменного напыления имеют более совершенную и гомоген33 ную структуру (отсутствие карбидов TiC и интерметаллидов типа TiFe) с измельченным зерном при малом количестве пор. Такой эффект может быть обеспечен за счет самого процесса плазменного напыления, который является более контролируемым, чем процесс аргонодуговой наплавки (TIG). Поэтому плазменное напыление, как высоко производительный процесс, может широко использоваться в промышленности для создания покрытий из материалов с ЭПФ с особыми функциональными свойствами. Из рис. 12,f видно, что рефлексы выделяющейся фазы размыты, но практически отсутствует вытянутость рефлексов, что говорит об образовании их малыми равноосными выделениями. Действительно, выделения имеют характер очень малых равноосных частиц с размером порядка 40-100нм, покрывающих часть поля рассматриваемого участка, встречаются и более мелкие наночастицы с размером порядка 15-35нм. Создается впечатление, что в результате высокого энергетического воздействия при плазменном напылении механоактивированного порошка в сплаве TiNi уже в первые минуты происходит перестройка структуры аустенит → мартенсит с небольшим выделением избыточных интерметаллидных фаз (рис. 12, d), что и определяет форму выделений. На рис. 12,i показан твидовый электронно-микроскопический контраст сплава TiNi (появляется, когда в кристалле возникла структурная неустойчивость, приводящая к перестроению атомов в другой тип решетки), на котором видны следы атомных плоскостей и частица Ti2Ni с размером порядка 30 нм, рис. 12,i представляет более подробно рис. 12,g. На рис. 13,a,b показаны в светлом и темном поле сферические образования в сплаве TiNi, вероятно, представляющие собой оксидные соединения NiTiO3. На рис. 13,с представлен увеличенный фрагмент оксидного соединения NiTiO3, а на рис. 13,d показан твидовый электронно-микроскопический контраст сферической частицы NiTiO3 с размером зерна порядка 15 нм. На рис. 12,h видны следы игольчатой структуры и основные рефлексы микроэлектронограммы (рис. 13,k) ложатся на моноклинную фазу В19' TiNi. 34 а) b) c) d) e) f) g) h) i) j) k) l) Рис. 13. Оксидные образования в сплаве TiNi полученного плазменным напылением механически активированного порошка: а-b) ×80000; c) ×100000; d) ×150000 и соответствующие электронограммы - e,f); микроструктура мартенситной фазы B19' среди аустенитной фазы В2 с включениями частиц Ni3Ti, Ti2Ni и оксидов TiO в сплаве TiNi, полученного плазменным напылением механически активированного порошка: (g-j) ×80000 и соответствующие электронограммы – k, l) 35 На рис. 13,g-j представлена в основном игольчато-пластинчатая структура моноклинной фазы В19' TiNi с небольшими включениями частиц Ti2Ni и Ni3Ti расположенных среди аустенитной В2 фазы. Оксиды титана TiO имеют форму круглых включений (светло-белого цвета), расположенных среди пластин мартенситной фазы В19' и аустенитной В2 фазы (рис. 13,j). На микроэлектронограммах (рис. 13,k,l) представлен сплав TiNi в мартенситном и предмартенситном состоянии. В сплаве TiNi мартенситная структура B19' состоит из попарно двойникованных по II типу в направлении <011> пластинчатых кристаллов, внутри которых находятся тонкие вторичные микродвойники I типа по (11-1)B19' и (001) B19', с дефектами упаковки по (001) B19' [4]. На рис. 14 представлена гистограмма распределения размера зерна и их процентное содержание в покрытии TiNi, являющаяся результатом обработки данных, в программе Statistica 6.0, полученных из программы ВидеоТесТСтруктура 4.0. Рис. 14. Количественное распределение размеров зерен и их процентного содержания в покрытии TiNi Для всех исследованных образцов наблюдалось повышенное значение микротвердости наплавленного слоя TiNi относительно основного металла. Распределение микротвердости по глубине слоя TiNi после плазменного напыления механоактивированного порошка на стали 45 и 40Х представлено на рис. 15. Микротвердость TiNi-слоя колеблется в пределах Hμ=8,2÷11,8 ГПa. Повышение микротвердости объясняется образованием высокопрочной, ме36 тастабильной структуры вследствие высоких скоростей соударения частиц с подложкой, высокой скорости их охлаждения и быстрой закалки сплава. На шлифе и графике изменения микротвердости видна переходная зона, состоящая из деформированных дисков, которые имеют диаметр 5-7мкм и толщину 0,9-1мкм. В переходном слое TiNi-Ni микротвердость плавно снижается до микротвердости никеля, в этой зоне имеет место резкое снижение концентрации элемента Ni. Химический анализ подтверждает наличие в составе переходной зоны элементов Ni и основы. Рис. 15. Микроструктура, ´400, и распределение микротвердости сплава Ni-TiNi, полученного плазменным напылением на сталь 45, δTiNi=1 мм Таблица 2. Максимальные значения микротвердости на этапе формирования поверхностного слоя сплава TiNi Материал Сталь 40Х Сталь 45 Микротвердость Hμ, ГПа Толщина слоя TiNi, мм Толщина подслоя Ni, мм Основа Подслой Ni, 1 1 0,1 0,1 2600 2500 6900 6800 Поверхностный слой TiNi 11800 11200 В процессе исследований было установлено, что плазменное напыление механоактивированного порошка TiNi позволяет получить поверхностные слои практически любой толщины и в 3-4 раза увеличить твердость по37 верхностных слоев. Приведенные данные о характере послойного изменения микротвердости и их максимальных значений в исследованных материалах, а (табл. 2) позволяют предположить, что такие структуры должны способствовать повышению эксплуатационных характеристик материала. 1.5 Формирование структуры повехностного слоя NiAl при плазменном напылении В сплавах NiAl с содержанием никеля свыше 60 ат.% возможно термоупругое мартенситное превращение, которое характеризуется полнотой и высокой обратимостью наведённой деформации, небольшим температурным гистерезисом, эффектом памяти формы и сверхупругости [44-46]. Термоупругость мартенситного превращения [45] достигается наличием в высокотемпературной фазе метастабильных сплавов атомного упорядочения, например по типу, B2 (CsCl) [47]. При плазменном напылении механоактивированного порошка структура получаемого покрытия характеризуется достаточной плотностью и минимальным содержанием и размером пор (рис. 16). При затвердевании в результате соударения с подложкой частицы порошка образуют наложение деформированных дисков диаметром 1-10 мкм и толщиной 1-2 мкм. Быстрое охлаждение сплава NiAl приводит к образованию множества структурных дефектов (дислокаций, вакансий), созданию внутренних напряжений и уменьшению степени дальнего порядка атомов. При быстром охлаждении аустенитная В2 фаза испытывает сдвиговое, бездиффузионное мартенситное превращение с образованием множества двойников L10 структуры. При комнатной температуре основная структурная составляющая поверхностного слоя NiAl покрытия – аустенитная В2-фаза c кубической решеткой, мартенситная фаза L10 с тетрагональной решеткой, фаза Ni5Al3 с орторомбической решёткой (аустенитная фаза B2 ≈ 64,5¸65%, мартенситная фаза L10 ≈ 30,5¸31%, Al3Ni5 ≈ 4,5¸5%) [23] (рис. 17). 38 а) b) c) d) e) f) g) h) Рис. 16. Микроструктура NiAl покрытия полученного плазменным напылением механически активированного порошка a) ×500; b) ×2000; c) ×3300; d) ×5000; e) ×10000; f) ×10000; g) ×20000; h) ×40000 39 Рис. 17. Рентгенограмма поверхности NiAl, полученного плазменным напылением механически активированного порошка, δ=1 мм В покрытии NiAl наблюдается неоднородная структура, светлые составляющие (вероятно интерметаллидные фазы Ni5Al3) и более темные с размером зерна - 90-200 нм [23] (рис. 17). Во многом образование такого покрытия связано с особенностями плазменного напыления (высокая скорость соударения частиц с подложкой, большая степень деформации частиц, высокая скорость их охлаждения и быстрая закалка сплава). Рис. 18. Количественное распределение размеров зерен и их процентного содержания в покрытии NiAl На рис. 18 показано распределение размеров зерен в покрытии NiAl и их процентное содержание, полученное обработкой данных и использованием программы Statistica 6.0 и ВидеоТесТ-Структура 4.0. Для всех исследованных образцов наблюдалось повышенное значение микротвердости поверхностного слоя никелида алюминия по сравнению с основным металлом. Микротвердость NiAl-слоя колеблется в пределах Hμ=4,5÷8,3 ГПa. На грани- 40 це поверхностный слой-основа образуется переходная зона, состоящая из частиц диаметром 5-10 мкм и то толщиной 1-1,5 мкм (рис. 19). Hμ, 12000 МПа Сталь 40Х Слой NiAl 10000 8000 ПН NiAl, 1мм ТО, Т=1573К ТО и ПД, NiAl 6000 4000 2000 0 0 500 1000 1500 2000 2500 Рис. 19. Микроструктура (´400) и распределение микротвердости в поверхностном слое NiAl, полученного плазменным напылением механоактивированного порошка на сталь 40Х, δNiAl=1 мм Такое повышение микротвердости объясняется тем, что вследствие высоких скоростей соударения частиц с подложкой, высокой скорости их охлаждения и быстрой закалки сплава образуются высокопрочные, метастабильные структуры. Микротвердость в переходной зоне NiAl-сталь резко снижается до микротвердости стальной основы. В этой зоне имеет место резкое снижение концентрации элементов Ni и Al, а за ее пределами этих элементов нет, что подтверждается результатами химического анализа (табл. 3). Таблица 3. Результаты химического анализа переходной зоны стальNiAl на глубине dNiAl =1 мм Сталь с поверхностным слоем NiAl 45 40Х Содержание химических элементов, % Cr Mn Si Cu Al Ni 0,25 1,0 0,8 0,7 0,3 0,28 0,2 0,3 1,2 1,6 5,6 5,5 41 В ходе исследований было установлено, что плазменное напыление NiAl позволяет получить поверхностные слои практически любой толщины, в 2-3 раза увеличить твердость поверхностных слоев стали за счет высоких скоростей соударения частиц с подложкой, высокой скорости их охлаждения и быстрой закалки сплава, обеспечить оптимальное сочетание концентрационной неоднородности и насыщенности NiAl сплава. Приведенные данные о фазовом и химическом составе, характере распределения микротвердости (рис.19) в исследованных материалах позволяют предположить, что такие поверхностно-модифицированные материалы должны обеспечить повышенные функционально-механические свойства. 2 Эволюция структурообразования в процессе плазменного напыления материалов с ЭПФ TiNi и NiAl В предыдущих разделах для количественного анализ эволюции структуры при формировании поверхностных слоев из материалов с ЭПФ использовались отдельные элементы структуры, такие как линейный размер частиц и зерен, степень их вытянутости и др. Современные компьютерные технологии обработки изображений позволяют использовать эти параметры в совокупности со статистической обработкой и получать средний размер зерен или частиц, их распределение по размерам, плотность границ зерен, соотношения структурных составляющих, протяженность границ фаз, пористость и т.д. Оправданные в ряде случаев такие подходы не позволяют описать количественно сложное строение материала, т.к. не учитывают одно из важнейших качеств системы – ее целостность и не учитывают тот факт, что свойства материала не определяются суммой свойств составляющих ее элементов. Одним из перспективных путей решения задачи количественного описания структур материалов является их параметризация, основанная на использовании теории фракталов. Технологии получения новейших материалов с уникальными свойствами отличаются неравновесностью протекающих процессов, характери42 зующихся несколькими стадиями чередования устойчивых и неустойчивых состояний (точек бифуркаций) [48], при переходах через которые могут образовываться и распадаться сильно неоднородные промежуточные фрактальные структуры [49]. Процесс поверхностного модифицирования сплавами с ЭПФ с позиций синергетики [48] необходимо рассматривать как самоорганизующийся на двух этапах. Сначала самоорганизация диссипативных структур происходит при формировании поверхностного слоя, а затем вступают в действие процессы аккомодации движения мартенситных структур при термосиловых проявлениях эффекта памяти формы [50]. Синергетические характеристики этих двух этапов заключаются в следующем. 1. Материалы, участвующие в формировании переходного слоя (подложка – сплав с ЭПФ) подвергаются интенсивным внешним воздействиям в условиях плазменного напыления (значительной скорости нагрева, малым временам воздействия, давления, температуры и др.). При этом система взаимодействующих элементов находится в сильно неравновесном состоянии. В этих условиях возникает особое состояние упорядочение- самоорганизация, вызванное тем, что каждая из подсистем (различные фазы, зеренная и блочная структуры, дислокационные системы и системы точечных дефектов) взаимодействуют и релаксируют сложным образом. В этих условиях возникает особое состояние упорядочение-самоорганизация, вызванное тем, что каждая из подсистем (различные фазы, зеренная и блочная структуры, дислокационные системы и системы точечных дефектов) взаимодействуют и релаксируют сложным образом. Система поток энергонесущей среды « металл находится вдали от термодинамического равновесия. Использование свойств этой системы позволяет оптимизировать процесс формирования поверхностного слоя путем доведения его самоорганизующегося. Эта возможность связана с тем, что при плазменном напылении теплофизические процессы, происходящие в нем, целиком определяются температурным полем, однако вид пространственно43 временной структуры при воздействии потока энергонесущей среды определяется параметрами технологического процесса. 2. С позиций фрактального материаловедения сплавы с ЭПФ отвечают второму уровню неравновесности структуры материалов [48]. Особенность этого класса материалов состоит в том, что наличие в их структуре термоупруго мартенсита определяет в качестве лидирующего механизма деформации деформацию превращения, которая осуществляется с помощью двойникующих частичных дислокаций, так называемых дислокаций превращения. Именно самоорганизация структуры сплавов с ЭПФ по такому механизму отвечает за все их уникальные свойства: памяти, восстановления, адаптивности и т.п. Задача исследования воздействия концентрированных потоков энергонесущей среды в виде плазменного потока механически активированного порошка на наследственность свойств обратимой пластичности (восстановления, адаптивности и т.п.), а также исследования термосилового воздействия (тренировки) на мартенситную неупругость модифицированного слоя, с позиций синергетики включает: - установление управляющих параметров, контролирующих структурное состояние материала на этапе получения поверхностно- модифицированного слоя и выявления свойств его мартенситной неупругости; - проведение экспериментальных исследований по установлению связи управляющих параметров с фрактальностью структуры и определение параметров порядка; - определение оптимальных режимов технологических процессов поверхностного модифицирования сплавами с ЭПФ (структурообразования и термосилового воздействия на мартенситную неупругость), отвечающих неравновесным фазовым переходам в точках бифуркаций. Для фракталов сформулировано обобщенное понятие фрактальной размерности [49] как величины, которая не зависит от масштаба рассмотре44 ния (измерения) и является характеристикой данного объекта. К настоящему времени разработан и опробован ряд методов определения фрактальной размерности, в частности и для материаловедения, детальный обзор которых приведен в ряде работ [51]. В материаловедении количественная параметризация структуры материала на основе одной лишь величины фрактальной размерности не позволяет различать структуры разной степени неоднородности и сложности строения, что требует введения дополнительных параметров, описывающих структуру. Действительно, может оказаться так, что объекты различной природы будут обладать одинаковой размерностью подобия, но сам этот факт не означает, что объекты будут обладать одинаковыми свойствами. Для более полного описания неупорядоченных структур рекомендуется вычислять спектр различных размерностей, то есть использовать мультифрактальный формализм, который в настоящей работе использовался в интерпретации T.C. Холси [52] и развитый в работах А.С. Баланкина [54], В.Г. Встовского [55] и А.Г. Колмакова [56]. Использование концепции мультифракталов позволяет давать адекватную количественную оценку не только конфигурации исследуемой структуры в целом, но так же однородности и периодичности распределения на ней геометрических, физических и других характеристик, соответственно природе изучаемой структуры, чего невозможно достигнуть обычными методами. Количественное описание самоорганизованной структуры материалов, поверхностно-модифицированных сплавами с ЭПФ, производили методом обработки P-S диаграмм и методом мультифрактальной параметризации. Расчет мультифрактальных характеристик производился с использование программы MFRDrom, разработанной Г.В. Встовским [55]. Фрактальный подход базируется на качественном анализе инструментальными методами и для материалов с поверхностно-модифицированным слоем из сплавов с ЭПФ, в дополнении к таким классическим параметрам микроструктуры, как размер зерна, удельная площадь, связанных с физико45 механическими свойствами и несет информацию количественного характера [11,57]. При оценке эволюции структуры поверхостно-модифицированных слоев материалами с ЭПФ на основе TiNi, NiAl прослеживалось изменение мкльтифрактальных характеристик от исходного материала, используемого для напыления и в качестве основы, до получаемого композиционного материала при формировании поверхностных слоев TiNi и NiAl плазменным напылением и их термической обработки. Исследованию подвергались исходный порошок никелида титана марки ПН55Т45 эквиатомного состава (Ti–50 ат. %Ni), порошок никелида алюминия марки ПН80Ю20 (Ni–36 ат.%Al) и конструкционная сталь 45. Исследуемый механоактивированный порошок никелида титана марки ПН55Т45, как показал анализ дифрактограмм, состоит преимущественно из аустенитной В2 фазы (~95%) с небольшим количеством мартенситной фазы (~5%), твердость порошка HRCэ составляет 55-60. Порошок никелида алюминия ПН80Ю20 состоит преимущественно из аустенитной В2 фазы, твердость порошка HRCэ составляет 30. Для исследования мультифрактальных характеристик механоактивированных порошков были взяты несколько гранул порошка ПН55Т45 (с размером фракций 1-7 мкм) при увеличении ´1600, и порошка ПН80Ю20 (с размером фракций 1-10 мкм) при увеличении ´950, а также их битовые изображения. Анализируемый никелид титан, содержал небольшое количество пор, размер которых не превышал 5 мкм, и при комнатной температуре находится в предмартенситном состоянии, микротвердость TiNi достигала 12000 МПа. Мультифрактальный анализ наноструктурированного сплава никелида титана и стали 45 (Hμ=2500 МПа) проводили с использованием цифровых фотографий, разбиваемых на 49 ячеек размером 512´512 px (рис. 20,a). Рассматриваемая фотография TiNi имела увеличение 37000 [57]. В процессе мультифрактальной параметризации структуры по методике [26, 30]определялись следующие характеристики: размерность самоподобия D0, 46 пороговая устойчивость D100, однородность f100, упорядоченность Δ100, адаптивность Аy. а) Рис. 20. Фрагмент разбиения микроструктуры покрытия TiNi наложением сетки –a); разбиение микоструктуры NiAl наложением сетки ´40000 - б) b) Характеристика D100 несет некоторую количественную информацию о термодинамических условиях формирования изучаемых структур. Большему значению D100 соответствует большим значениям энтропии, поэтому величина D100 может применяться для распознания изучаемых структур материалов, слаборазличимых при использовании традиционных количественных методов. Под степенью однородности f100 понимается не традиционная качественная характеристика внешнего вида структуры, а показатель характера распределения единичных элементов рассматриваемой структуры в евклидовом пространстве, охватывающем эту структуру. Чем больше f100 тем структура более однородна для канонических вариантов спектров. Показатель Δ100 отражает степень упорядоченности и нарушения симметрии для общей конфигурации исследуемой структуры в целом. Увеличение Δ100 для исследуемой серии структур показывает, что в структуре становится больше 47 периодической составляющей и в ней возрастает степень нарушенной симметрии. Проведенный анализ показал, что размерность самоподобия частиц механоактивированного порошка ПН55Т45, D0=0,997, для среднестатистической частицы составляет D0=0,998, т.е. отдельная частица не обладает фрактальностью, поскольку имеет близкую к нулю адаптивность. Пороговая устойчивость D100 =1,287 указала на принадлежность частиц порошка к квазиупругой среде. Величина размерности самоподобия для сплава TiNi и стали 45 составила соответственно D0=1,852 и D0=1,565. Известно, что для сталей, значение порога устойчивости составляет порядка 1,8, а сталь, не претерпевшая никаких воздействий, не переходит порог перколяции, что соответствует значению D100=1,757. Сплав никелида алюминия NiAl при комнатной температуре находится в состоянии аустенитной фазы В2, имеет мелкопористую структуру, размер пор в продольном разрезе не превышает 5 мкм, микротвердость достигает 8200 МПа. Мультифрактальный анализ сплава никелида алюминия и стали 45 (Hμ=2500 МПа) проводили с использованием цифровых фотографий, разбиваемых на 8 ячеек размером 512´512 px (рис.20,b). Размерность самоподобия частиц порошка ПН80Ю20 колеблется около 1, для среднестатистической частицы составляет D0=0,998, т.е. отдельная частица не обладает фрактальностью, способностью адаптироваться к изменениям внешней среды, поскольку имеет близкую к нулю адаптивность. Показатель пороговой устойчивости D100 =1,312 указал на принадлежность частиц порошка к квазиупругой среде. Показателями присутствия фрактальных свойств сплава NiAl и стали 45 является соответствующие величины размерности самоподобия D0=1,674 и D0=1,474 [57]. Полученные данные использовались при установлении изменений, произошедших с материалами, при создании композиций TiNi-сталь и NiAl-сталь с помощью плазменного напыления. При плазменном напылении на сталь никелида титана и никелида алюминия в связи с характером и особенностями 48 плазменного напыления формируются поверхностные слои с особым структурным состоянием [35, 58]. Слои сплавов TiNi и NiAl характеризуются градиентом структурных параметров и свойств по глубине, а плазменное высокоэнергетическое воздействие оказывает влияние на адаптационные свойства структуры материалов. Для оценки этого влияния микроструктура слоев из сплава TiNi, нанесенного на сталь 45 с подслоем Ni, исследовалась по глубине по основным зонам: напыленному слою TiNi, переходной зоне сплава TiNi-Ni, напыленному слою Ni, переходной зоне Ni-основа и стальной основе. Толщина слоя TiNi составляла 1000 мкм, а никелевого подслоя 100 мкм. Фрагмент структуры после плазменного напыления поверхностного слоя сплава TiNi на подслой Ni приведен на рис. 19,а. Представленная цифровая фотография микроструктуры размером 150×1650 мкм, разбивалась сеткой на 11 зон, размер ячейки составлял 512´512 px. Микроструктура слоя из сплава NiAl, полученная плазменным напылением механоактивированного порошка на сталь 45, исследовалась по глубине также по основным зонам: напыленному слою и переходной зоне сплава NiAl на стальной основе. Толщина слоя NiAl составляла 1000 мкм. Вид структуры после плазменного напыления поверхностного слоя сплава NiAl приведен на рис.19,b,. Представленная цифровая фотография микроструктуры размером 150×750 мкм, разбивалась сеткой на 5 зон, размер ячейки составлял 1024´1024 px. Основные мультифрактальные модифицированных слоев характеристики поверхностно- TiNi, NiAl изучаемых состояний приведены в табл. 4, 5. Величина порога устойчивости микроструктур TiNi и NiAl в выбранном масштабном уровне составила D100=1,612÷1,653 для TiNi и D100=1,512÷1,521 для NiAl, что соответствует области существования пластичных Ф-симметрийных фракталов 1,475£D100£1,67 и изменению структур за счет деформации превращения. В области переходной зоны начинается 49 плавное снижение показателей D100 и Δ100 и одновременно резкий рост однородности f100. Таблица 4. Мультифрактальные характеристики структуры слоя сплава TiNi после плазменного напыления на сталь 45 по глубине [33] Область Слой TiNi Переходная зона Слой Ni Переходная зона Стальная основа № учка 1 2 3 4 5 6 Δ100 f100 D0 D1 D2 D100 δdψ Aψ 0,267 0,241 0,248 0,283 0,341 0,310 0,156 0,184 0,176 0,168 0,207 0,078 1,874 1,861 1,852 1,857 1,943 1,907 1,741 1,716 1,724 1,687 1,815 1,791 1,697 1,623 1,651 1,648 1,767 1,748 1,511 1,541 1,587 1,612 1,687 1,653 0,183 0,214 0,221 0,228 0,234 0,208 0,493 0,549 0,564 0,567 0,613 0,581 7 0,249 0,091 1,841 1,742 1,683 1,551 0,187 0,474 8 0,301 0,147 1,879 1,763 1,754 1,573 0,112 0,211 9 0,223 0,074 1,831 1,695 1,693 1,503 -0,071 -0,071 10 0,198 3,148 1,424 1,461 1,474 1,468 0,036 0,038 11 0,125 2,985 1,565 1,674 1,584 1,471 -0,098 -0,148 Таблица 5. Распределение мультифрактальных характеристик структуры по глубине поверхностного слоя сплава NiAl, после плазменного напыления на сталь 45 [33] Слой NiAl № учка 1 2 3 Переходная зона Стальная основа 4 5 Область Δ100 f100 D0 D1 D2 D100 δdψ Aψ 0,248 0,239 0,255 0,134 0,143 0,141 1,741 1,687 1,674 1,729 1,684 1,663 1,691 1,622 1,598 1,487 1,512 1,521 0,124 0,131 0,135 0,487 0,511 0,524 0,241 0,261 1,611 1,587 1,497 1,503 0,028 0,062 0,198 3,148 1,424 1,461 1,474 1,468 0,036 0,038 Как видно из табл. 4 и табл. 5 поверхность стальной основы, граничащая с напыленным переходным слоем, за счет воздействия плазменного напыления механоактивированного порошка претерпела структурную деградацию. В этой области показатель скрытой периодичности становится отрицательным, что указывает на вырождение упорядоченности структуры и не50 способности к самовосстановлению, также наблюдается и вырождение мультифрактальности dy (рис. 21). . Δ100 1 0,4 2 3 4 Δ100 5 1 0,35 NiTi 0,35 2 3 0,3 0,3 NiAl 0,25 0,25 0,2 0,2 0,15 0,15 0,1 0,1 0,05 0,05 0 δ, 0 200 400 600 800 1000 1200 2 3 4 5 0 1400 мкм δ, 0 200 400 600 800 1000 1200 1400 мкм D0 D0 1 1,94 NiTi 1,92 1 2,5 2 3 NiAl 2 1,9 1,5 1,88 1,86 1 1,84 δ, мкм 1,82 1,8 0 200 400 600 800 1000 1200 0,5 0 1400 0 f f100 1 3,5 2 3 4 5 400 600 800 1000 1 6 NiTi 3 200 1200 1400 δ, 100 2 3 5 2,5 4 2 NiAl 3 1,5 1 2 0,5 1 0 0 200 400 600 800 1000 1200 0 1400 δ, 0 200 400 600 800 1000 1200 1400 δ, мкм 1000 1200 1400 мкм 2 3 мкм D100 D100 1 1,7 2 3 4 1 1,65 5 NiTi 2 1,6 1,65 3 NiAl 1,55 1,6 1,5 1,55 1,45 1,5 1,45 0 200 400 600 800 1000 1200 1400 δ, мкм 1,4 δ, 0 200 Аψ Аψ 1 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 -0,1 -0,2 2 3 4 5 NiTi δ, 0 200 400 600 800 1000 1200 1400 мкм 400 600 800 1 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 -0,1 -0,2 NiAl δ, 0 200 400 600 800 1000 1200 1400 мкм а) b) Рис. 21. Распределение мультифрактальных характеристик по толщине поверхностно-модифицированного слоя TiNi - a); NiAl – b) 51 Стальная основа имеет порог устойчивости 1,468¸1,471, принадлежащей области 1,3£D100£1,475 с вакансионным механизмом перестройки структуры. Адаптационные свойства у стальной основы отсутствуют (Аy£ 0). Ширина зоны деградации стали достигает 1¸5 мкм. Мультифрактальные характеристики фиксируют границы перехода от адаптации к деградации по глубине соединения TiNi-Ni и Ni-сталь, NiAl-сталь. Анализ распределения мультифрактальных характеристик показывает, что глубина слоев TiNi и NiAl, на которой отсутствуют признаки деградации структуры, т.е. эффективного слоя, достигает 995 мкм. Как видно из показателей однородности f100 и скрытой периодичности ∆100 их изменение происходит в небольшом диапазоне и приближенно соответствует результатам установленным ранее для сплава TiNi, полученного аргонодуговой и лазерной наплавкой на сталь [10,59]. а) b) Рис. 22. Экспоненциальные зависимости распределения размерности самоподобия и размера зерна по глубине поверхностного слоя с ЭПФ: TiNi – а); NiAl – b) Проведенный анализ обнаружил наличие корреляционной связи мультифрактальных характеристик структуры, в частности, размерности самоподобия с изменением размера зерна. На рис. 22 показаны полиномиальные зависимости распределения фрактальной размерности и размером зерна по глубине слоя сплава TiNi и NiAl. Полученные результаты четко согласуются с «классическими» представлениями о фрактальной структуре, указывающи52 ми, что большее значение размерности самоподобия зерен отвечает структуре, упорядоченной особым образом. Таким образом, установление взаимосвязи между процессами самоорганизации на мезоуровне с функционально-механическими свойствами материала возможно с помощью подходов синергетики и теории фракталов. В материаловедении количественную информацию несет фрактальный анализ, вместе с общеизвестным анализом с помощью микроскопии, описывающий связь структура – свойства. 3 Управление функционально-механическими свойствами и структурными параметрами поверхностных слоев с ЭПФ (TiNi и NiAl) Практическое применение поверхностного модифицирования сплавами с ЭПФ вызывает необходимость решение задачи управления функциональными и механическими свойствам поверхностных слоев. В настоящее время дополнительные возможности повышения функциональных свойств некоторых материалов с ЭПФ, в основном на основе Ti-Ni, достигнуты за счет использования нетрадиционных схем термомеханической обработки (ТМО), заключающихся в реализации различных видов интенсивной пластической деформации, приводящих к формированию нанокристаллической зеренной структуры. Для решения задачи формирования поверхностных слоев с заданными функционально-механическими свойствами необходимо обеспечить соответствующий химический состав и состояние структуры. Плазменное напыление является одним из рациональных методов поверхностного модифицирования материалами с ЭПФ, обеспечивающих заданный химический состав поверхностного слоя при малой толщине переходной зоны. Для описанной выше и реализованной технологии формирования покрытий TiNi, NiAl распределение основных химических элементов приведено на рис. 23. Как видно из рисунка при общей толщине покрытия 1 мм распределение химических элементов на глубине 950 мкм практически равномерное. 53 а) б) Рис. 23. Распределение основных химических элементов в сплаве с ЭПФ TiNi-подслой Ni-сталь – а); распределение основных химических элементов в сплаве с ЭПФ NiAl-сталь – б) 3.1 Влияние термической обработки на структуру поверхностных слоев TiNi и NiAl Плазменное напыление покрытий из материалов с ЭПФ представляет собой многостадийный процесс, на каждом этапе которого совершенствуются параметры функционально-механических свойств. Одним из таких этапов являются термические операции. Необходимость проведения термической обработки (ТО) поверхностных слоев TiNi и NiAl после плазменного напыления, а также выбор температурно-временных интервалов термической обработки продиктован следующими соображениями. Плазменное напыление механоактивированных порошков из материалов с ЭПФ на основе TiNi и NiAl приводит к высокой плотности дефектов кристаллической решетки и внутренним напряжениям (напряжениям первого рода или остаточным), причем их величина и характер определяются природой наплавляемых материалов и условиями напыления. Внутренние напряжения, препятствуя подвижности границ двойникования, могут приводить к снижению функционально-механических свойств получаемых слоев, а также 54 к растрескиванию либо отслаиванию покрытий от основы. В соответствии с механизмом релаксации внутренних остаточных напряжений при отжиге, их частичная или полная релаксация является побочным процессом, совершающимся при гомогенизационном либо рекристаллизационном отжиге. При этом отжиг используется как средство усовершенствования характеристик памяти формы, поскольку при релаксации внутренних напряжений мартенситные двойники могут быть подвижными внутри свободных субграниц [60]. В ряде работ [38-40] показано, что при нагреве вследствие температурнонаведенной диффузии происходит уменьшение дефектов кристаллической решетки и накопленная энергия реализуется в форме теплоты. Это объясняет уменьшение барьера напряжений мартенситной переориентации (а также рост демпфирующих способностей никелида титана и никелида алюминия). Гомогенизационный (диффузионный) отжиг устраняет химическую неоднородность напыленных слоев. В результате химической неоднородности происходит образование избыточных фаз, которые приводят к охрупчиванию, снижению стойкости против коррозии, к нестабильности структуры и свойств сплава во времени. Гомогенизационный отжиг приводит к полному растворению избыточных фаз, приближая фазовый состав сплавов к термодинамически равновесному состоянию и улучшению свойств сплавов с ЭПФ [38]. Также на этапах термообработки происходит перераспределение подвижных границ двойникования и закрепление их в более стабильных конфигурациях, которые обусловливают повышение прочностных и эксплуатационных свойств. ТО также приводит к интенсификации диффузионных процессов, происходящих на границе «стальная основа – переходный слой», в результате которых происходит повышение прочности сцепления покрытий с основой. В настоящем исследовании термообработка использовалась как промежуточная операция, в результате которой происходит стабилизация структур покрытий TiNi, NiAl, Ni, улучшение свойств памяти при уменьшении остаточных напряжений после напыления. Температура отжигов для сплава 55 TiNi составляла 573К, 873К, 1073К, для сплава NiAl соответственно 1073К, 1473К отжиг проводился в инертной среде (среда аргона) в течение 1ч с последующим охлаждением с печью. Как показал анализ, термообработка оказывает существенное влияние на структуру покрытия и основы. а) б) Рис. 24. Рентгенограмма покрытия после отжига (Т=1073 К, 1 час), TiNi – а); NiAl – б) Рентгенофазовый анализ (рис. 24, а), поверхностных слоев сплава TiNi после отжига при температуре 1073К показывает, что покрытие состоит из аустенитной В2 фазы, мартенситной фазы В19' с моноклинной решёткой, фазы Ti3Ni4 с ромбоэдрической решеткой и оксидов TiO, NiTiO3 (мартенситная фаза В19' ≈ 34,5¸35%, аустенитная фаза B2 ≈ 45,5¸46%, Ti3Ni4 ≈ 18¸18,5%, TiO + NiTiO3 менее 1,5%). Рентгенофазовый анализ поверхностных слоев сплава NiAl после ТО показал, что основная структурная составляющая поверхностного слоя NiAl покрытия – аустенитная В2-фаза c кубической ре56 шеткой, мартенситная фаза L10 с тетрагональной решеткой, фаза Ni5Al3 с орторомбической решёткой (аустенитная фаза B2 ≈ 78,5¸79%, мартенситная фаза L10 ≈ 19,5¸20%, Al3Ni5 ≈ 1,5¸2%) (рис.24, б). После отжига происходит небольшое увеличение размера зерна (рис. 25, 26), существенно изменяется микротвердость покрытий, которая «чувствительна» к структурным изменениям, происходит некоторое «смягчение» поверхностного слоя (рис. 18). а) b) Рис. 25. Микроструктура NiAl покрытия после ТО (отжиг при Т=1073К, 1ч, ×60000 – а); отжиг при Т=1473К, 1ч, ×22000 – б) Для количественной оценки эволюции структуры поверхностных слоев TiNi и NiAl использовался метод мультифрактальной параметризации [51]. Известно, что плазменное напыление неоднозначно влияет на устойчивость структур. Это, прежде всего, связано с повышенной плотностью дефектов, вызванных большими скоростями частиц, неравномерностью их прогрева, что оказывает влияние и на адаптационные свойства структур. Управление характеристиками устойчивости структуры, за счет дополнительных операций, в частности отжига, позволяет достигать оптимальных условий формирования структуры с заданными свойствами. 57 а) б) в) д) г) е) л) Рис. 26. Микроструктура В2 аустенита, TiNi покрытия после ТО (отжиг при 573К, 1ч, ×40000 – а); отжиг при 873К, 1ч, ×9000 – б); отжиг при 1073К, 1ч, ×9000 – в,г); микроструктура фазы В19' светлое (д) и темное (е) поле и соответствующая им электронограмма – л) после ТО, отжиг при 1073К, 1ч, ×80000 58 Для анализа были взяты две цифровые фотографии микроструктуры TiNi и NiAl слоя, снятых при увеличении (×9000 и ×22000 соответственно) после ТО напыленного слоя в инертной атмосфере (отжиг при Т=1073К в течение 1 часа, аргон). Разбиение производилось на ячейки 50´50 мкм размером 512´512 px. После перевода каждой «клетки» в битовый формат получали изображение границ фаз покрытия (рис. 27). а) b) Рис. 27. Участки исследуемой микроструктуры поверхностномодифицированных слоев после термообработки (отжиг при Т=1073К, 1ч), битовое изображение границ зерен 512´512 px: а) - TiNi (´9000); b) - NiAl Таблица 6. Мультифрактальные характеристики структур слоев сплавов TiNi и NiAl на этапе термообработки Материал Δ100 Среднее ∑ср (а, b, c, d) ср Среднее ∑ (b, c, d) Мультифрактальные характеристики f100 D0 D1 D2 D100 dy Слой TiNi, плазменное напыление ПН55Т45 Аψ 0,282 0,161 1,882 1,746 1,689 1,598 0,215 0,561 ТО (отжиг) напыленного слоя TiNi при Т=1073К 0,301 0,387 1,605 1,563 1,421 1,635 0,297 0,725 Слой NiAl, плазменное напыление ПН80Ю20 ср Среднее ∑ (а, b, c, d) 0,247 0,139 1,701 1,692 1,637 1,507 0,13 0,507 ТО (отжиг) напыленного слоя NiAl при Т=1073К Среднее ∑ср (b, c, d) 0,286 0,345 1,517 1,497 1,385 1,557 0,216 0,698 59 Мультифрактальный анализ структуры поверхностных слоев TiNi и NiAl позволил охарактеризовать прошедшие структурные изменения и дать оценку адаптивности структур TiNi и NiAl к изменениям внешних факторов и воздействий. Мультифрактальный анализ (табл. 6), проведенный после отжига показал, что наиболее чувствительной характеристикой к проведению ТО является степень нарушенной симметрии (упорядоченности) Δ100, однородности f100 и фрактальной размерности D0. Увеличение однородности и упорядоченности, а также равномерное распределение их по глубине слоя, высокие адаптивные свойства (Аψ=0,698÷0,725) свидетельствуют о стабилизации сплавов TiNi и NiAl при отжиге. Снижение величины фрактальной размерности D0, тесно связано с определением степени неравновесности материала, оно указывает на устранение неоднородности сплавов TiNi и NiAl. Остальные мультифрактальные характеристики изменяются в небольших пределах, что связано со стабилизацией структуры в результате термообработки. Следует отметить повышение адаптивности Аψ структур TiNi и NiAl на этапе термообработки после плазменного напыления. 3.2 Влияние поверхностного пластического деформирования на функционально-механические свойства поверхностных слоев TiNi и NiAl Поверхностно-пластическое деформирование (ППД) является одним из этапов термомеханической обработки материалов. ТМО в комбинированном цикле ТО и ППД является способом управления функционально- механическими свойствами сплавов с ЭПФ. ППД приводит к упрочнению слоя с ЭПФ, уменьшению шероховатости поверхности, устранению пор. ППД является заключительным этапом термомеханического цикла получения деталей из сплавов с ЭПФ, повышающим их функциональные свойства. Из всего комплекса функциональных свойств сплавов с ЭПФ наибольший интерес представляют: многократно обратимый эффект памяти формы, заключающийся в способности образца в отсутствии приложенного напряжения при охлаждении накапливать, а при нагреве возвращать сравнительно 60 большие деформации (до 5-8%); обратимая деформация и реактивные напряжения, генерируемые в условиях восстановления формы в ходе нагрева при внешнем механическом противодействии. Для создания необходимого уровня реактивных напряжений и обратимой деформации, обеспечивающих формовосстановление поверхностных слоев из сплавов с ЭПФ необходимо проводить тренировку, включающую ППД. Поверхностное пластическое деформирование осуществлялось обкаткой поверхностей цилиндрических образцов в условиях повышенных и комнатных температур. Обкатка производилась в трехроликовом приспособлении. В процессе обкатки в трехроликовом приспособлении происходит равномерное распределение давления на поверхностные слои TiNi и NiAl за счет перераспределения усилий на роликах. В результате обкатки происходит уменьшение размера зерна и равномерное его распределение по глубине слоя. Структуры покрытий TiNi и NiAl полученные после плазменного напыления ТО (отжиг), обкатки и термоциклирования (нагрев-охлаждение до температур прямого и обратного мартенситного превращения) представлены на рис. 28 и рис. 29. Рентгенофазовый анализ, поверхностных слоев сплава TiNi после термоциклирования (рис. 30)показывает, что покрытие состоит в основном из мартенситной фазы В19' с моноклинной решеткой (≈98,5%). В покрытие отмечается наличие оксидов TiO и NiTiO3 (≈1,5%). На окончательном этапе поверхностного пластического деформировния возрастает плотность покрытия на 18-24%, поры практически отсутствуют, возрастает микротвердость, когезионная прочность. В результате ППД повышается прочность сцепления плазменного покрытия с основой. После обкатки в поверхностных слоях из материалов с ЭПФ TiNi и NiAl формируется наноразмерная структура с размером зерен 15-200 нм: зерна в TiNi слое практически равноосные округлой формы; в NiAl слое зерна в результате ППД приобретают вытянутую ромбовидную форму (рис. 31). 61 а) b) c) d) e) f) g) h i) l) k) Рис. 28. Микроструктура аустенитной В2-фазы a)×25000; b)×15000; микроструктура B19' мартенсита: c, f )– светлое, d, j) - темное поле и соответствующая электронограмма (111)B2, (110)B19' e)×100000; микроструктура В2+R в двухфазном состоянии (h, i) и соответствующие электронограммы (110)В2 – j), [301]B19', [1-15]R - k), ×100000 сплава TiNi после термомеханической обработки обкаткой и термоциклирования (10 циклов) 62 а) b) c) d) e) Рис. 29. Микроструктура аустенитной В2 фазы слоя сплава NiAl после ТМО с обкаткой, ×27000 – а); ×33000 – b); ×17000 – c); микроструктура L10 мартенсита NiAl после термоциклирования (10 циклов) с соответствующими электронограммами (111)L10, [110]L10, ×100000 – d, e) 63 Рис. 30. Рентгенограмма покрытия TiNi после термоциклирования (10 циклов) а) b) Рис. 31. Участки исследуемой микроструктуры наплавленного слоя сплава после термообработки (отжиг при Т=1073К, 1ч) и ППД: a) TiNi, b) NiAl ´12000; битовое изображение границ зерен 512´512 px; pаспределение размера зерна по толщине покрытия TiNi и NiAl после ТМО – c) c) 64 Выполненный мультифрактальный анализ структуры после полного цикла комбинированной обработки (рис.31) показал повышение адаптационных свойств поверхностных слоев TiNi и NiAl (табл. 7). Таблица 7. Адаптивность структуры поверхностных слоев TiNi и NiAl на различных этапах поверхностного модифицирования материалами с ЭПФ на основе TiNi и NiAl № Этап I II III Плазменное напыление ТО (1073 К, 1ч, аргон) ППД (Р=8-10 кН) Слой сплава TiNi (1 мм) 0,561 0,725 0,612 Слой сплава NiAl (1 мм) 0,507 0,698 0,567 Полный цикл обработки включал: плазменное напыление по оптимальным режимам; отжиг при температуре 1073К в защитной атмосфере; ППД поверхностного слоя TiNi при комнатной температуре 293К, и слоя NiAl при повышенной температуре 343-473К. Обкатку цилиндрических образцов из стали 45, 40Х, 08Х14НДЛ с TiNi и NiAl с покрытием осуществляли в трехроликовом приспособлении в интервале температур Ms-Mf . Параметры обкатки следующие: нагрузка на ролик F = 3-35кН; диаметр ролика d = 50 мм; ширина ролика b = 8 мм; скорость обкатки V = 94·103 м/c; продольная подача S = 0,065 мм/об. Расчет усилий, действующих на поверхностные слои TiNi и NiAl при ППД был выполнен с учетом оптимальных режимов обработки по следующей методике: - величина деформирующего усилия F определяется из выражения F = P · A, (13) где Р – контактное давление, определяемое условиями протекания ППД; А – площадь контакта ролика с поверхностью слоя с ЭПФ. Контактное давление принималось Р = Hμ, (14) где Hμ – микротвердость покрытия с ЭПФ. Площадь контакта ролика с поверхностью слоя с ЭПФ: 65 A @ D h покр × R × r × r1 , r + r1 (15) где Δhпокр – изменение толщины покрытия с ЭПФ в результате ППД; R, r – радиусы рабочего профиля деформирующего инструмента; r1 – радиус кривизны обрабатываемой поверхности покрытия с ЭПФ. Изменение толщины покрытия с ЭПФ в результате ППД: Δhпокр = hпокр · (1 - Ψ), (16) где Ψ – пористость плазменного покрытия. В результате термомеханической обработки, как показывают экспериментальные и расчетные данные, можно повысить и регулировать функционально – механические свойства поверхностных слоев из материалов с ЭПФ на основе TiNi и NiAl. Результаты расчетов представлены на рис. 32. F, 30 кH F, 35 кH 30 25 25 20 20 15 15 10 10 5 5 δппд, 0 a) 30 80 130 180 230 280 мкм δппд, 0 b) 30 80 130 180 230 280 мкм Рис. 32. Распределение усилий F по глубине деформируемых слоев dппд, при ППД обкатке: TiNi – а); NiAl – b) ППД приводит к ликвидации пор в покрытии с ЭПФ, увеличению плотности покрытия (18-24%), увеличение прочности сцепления покрытия с основой (30-40%), возрастанию микротвердости, повышению функционально-механических свойств и деформационно-силовых параметров слоев сплавов с ЭПФ. Важной характеристикой, определяющей функциональные свойства материалов с ЭПФ, являются интервал мартенситных превращений. В таб66 лице 8 приведены температуры мартенситных превращений исследуемых материалов с ЭПФ TiNi и NiAl по данным различных авторов [38-42, 44-46]. Таблица 8. Температуры мартенситных превращений сплавов с ЭПФ Состав сплава Ti50Ni50 Ti49,7Ni50,3 Ti46Ni54 Ni64Al36 Ni63,1Al36,9 Ni63,8Al36,2 Ni65Al35 Ni66Al34 Термическая обработка Отжиг в вакууме 1073К, 1ч Отжиг в вакууме 1173К, 1ч Отжиг в вакууме 773К, 1ч Отжиг 1473К Охлаждение на воздухе Отжиг 1473К Охлаждение на воздухе Отжиг 1473-1623К, закалка на мартенсит от этой же1473-1623К, температуры Отжиг закалка на мартенсит от этой же температуры Превращение Температуры мартенситных превращений Ms Mf As Af Β2→В19 330K 318K 340 K 68K Β2→В19 298 288 318 Β2→В19 326 311 328 Β2→L10 413K 343K Β2→L10 253K - Β2→L10 413K 373К Β2→L10 495544К 441500К Β2→L10 541К 503К 353 K 263 K 413 K 483519 К 503 К 33 68 23K 63К 50587К 73К При напылении порошка TiNi эквиатомного состава происходит частичное выгорание титана и никеля, в результате процентное содержание никеля и титана изменяется в ту или другую сторону. В покрытии TiNi после ТО и ППД наблюдается такая же последовательность мартенситных превращений, что и после закалки В2↔В19', так как структура аустенита, формирующаяся в процессе отжига при 1073К, несущественно отличается от структуры после закалки сплава. На рис.33 представлены калориметрические кривые материалов поверхностно-модифицированных TiNi и NiAl. Из рисунка видно, что мартенситное превращение в сплаве TiNi происходит через промежуточную R фазу. Образование R фазы, вероятно, вызвано очень мелким зерном аустенита. Как известно из [47], возникновению промежуточной R фазы с ромбоэдрической решёткой способствуют поля напряжений связанные с дислокационной субструктурой и с особенностями нанокристаллической структуры. Рентгенофазовый анализ сплава с ЭПФ TiNi подтверждает 67 наличие R мартенсита при комнатной температуре после термомеханической обработки. Как видно из калориметрических исследований (рис. 33,б), мартенситные превращения в покрытии NiAl после термомеханической обработки осуществляется в следующем порядке L10→B2 и B2→L10. Температуры мартенситных превращений сплавов, полученных поверхностным модифицированием сплавами с ЭПФ TiNi и NiAl, приведены в табл. 9. a) b) Рис. 33. Калориметрические кривые поверхностно-модифицированных слоев, сформированных плазменным напылением: a) – TiNi; b) - NiAl Таблица 9. Температуры мартенситных превращений покрытий, полученных поверхностным модифицированием сплавами с ЭПФ TiNi и NiAl Вид покрытие Ti-Ni покрытие Ni-Al Состав Ti-50%at.Ni Ti-49,8%at.Ni Ti-50,2%at.Ni Al-63,7%at.Ni Al-64,8%at.Ni Al-65%at.Ni Температурный интервал мартенситных превращений, К Мf, Мs Аs Аf 302 340 343 380 340,5 359,3 360,9 394,7 285,7 319,1 320,3 345,7 365 421 404 471 441 501 478 526 478 520 505 580 Материалы с ЭПФ демонстрируют довольно широкий спектр эффектов, важными из которых является эффект реверсивной памяти формы. Для материалов, поверхностно-модифицированных сплавами с ЭПФ на основе TiNi и NiAl были исследованы зависимости величины обратимой деформации 68 от наведенной деформации, приведенные на рис. 34. После плазменного напыления наибольшая величина обратимой деформации для сплава TiNi равна 5,3-5,8% достигается поле отжига в интервале температур 573-1073К. Образовавшаяся в результате термообработки субструктура аустенита имеет размер зерен от 15 до 200 нм. Для сплава NiAl после плазменного напыления наибольшая величина обратимой деформации равна 3,2-3,6% достигается после отжига при температуре 1073К, 1473К. При этом происходит полигонизация субструктуры аустенита с образованием размер зерен от 80 до 200 нм. b) a) d) b) c) e) Рис. 34. Графики зависимостей обратимой деформации εО от наведенной деформации εН для поверхностно-модифицированных материалов после плазменного напыления и термообработки (отжиг при различных температурах) сплавом с ЭПФ TiNi: a) Т= 573K; b) Т= 873K; c) Т=1073K; сплавом NiAl: d) Т=1073K; e) T=1473K Как известно, твердость материалов определяется структурными составляющими, в частности, размером и плотностью зерен, которые, в свою очередь, составляют фрактальную геометрию объектов исследуемой структуры. Следовательно, такой показатель МФА, как фрактальная размерность, может служить критерием микротвердости. Для установления этой взаимо69 связи при использовании статистических данных об изменении размерности самоподобия D0 поверхностно-модифицированных слоев TiNi и NiAl на различных этапах комбинированной обработки был проведен компьютерный анализ с помощью программы Statistica 6,0. В качестве исследуемых этапов выбраны этап плазменного напыления и термомеханической обработки, поскольку они приводят к наиболее существенным изменениям функционально-механических свойств и параметров структуры. 4 Statistica 6.0 Statistica 6.0 6 2 3 0 0 12000 Термомеханическая обработка NiTi 12000 Плазменное напыление NiTi H, МПа Н, МПа 10000 10000 8000 8000 6000 6000 4000 4000 2000 2000 0 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 0 1,1 2,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 6 4 3 2 0 Плазменное напыление 10000 0 NiAl Термомеханическая обработкаNiAl 10000 Н, МПа 9000 Н, МПа 9000 8000 8000 7000 7000 6000 6000 5000 5000 4000 3000 1,2 2,1 D0 D0 4000 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,1 D0 0 3 6 3000 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,1 2,2 0 2 4 D0 Рис. 35. Статистический характер зависимости микротвердости и размерности самоподобия в процессе термомеханической обработки TiNi - (а, b) и NiAl- (c,d) На рис. 35 показана связь микротвердости и величины размерности самоподобия после плазменного напыления и комбинированной обработки. Эта связь для поверхностных слоев из материалов с ЭПФ на основе TiNi и 70 NiAl после плазменного напыления описывается полиномиальной зависимостью, а после реализации процесса комбинированной обработки (плазменное напыление + отжиг + ППД) описывается экспоненциальной зависимостью. Заключение Результаты проведенного исследования позволяют сделать следующие выводы: - разработан комплексный метод формирования поверхностно- модифицированных слоев из материалов с ЭПФ, включающий плазменное напыление механоактивированных порошков на основе TiNi и NiAl, последующую термическую и термомеханическую обработку и позволяющий получать в поверхностных слоях наноразмерное состояние, обладающее высоким уровнем функциональных, механических и эксплуатационных свойств; показано, что предварительная механоактивация порошков позволяет снизить пористость покрытий менее 5% и обеспечить прочность сцепления покрытия с основой (50-60МПа); - описан механизм формирования наноструктурного состояния в порошках TiNi и NiAl при интенсивной пластической деформации в процессе механической активации, включающий стадии высокоскоростного деформирования, полигонизации и рекристаллизации. Показано, что образовавшиеся при механоактивации наноструктурированные частицы порошка в процессе плазменного напыления и при соприкосновении с холодной подложкой испытывают высокие контактные давления, приводящие к деформированию частицы в соотношении 1:7,7; выделение энергии, запасенной в процессе механической активации в виде различного рода дефектов, приводит к лучшему соединению напыляемых частиц между собой и с основой, т.е. обеспечивает хорошие адгезионные свойства и меньшую пористость, а имеющий место высокий градиент температур между подложкой и частицами порошка создает дополнительные условия наноструктурирования. Кристаллизация в процессе плазменного напыления сопровождается образованием зародышей на флуктуациях дальнего порядка, количество и размер которых определяет71 ся степенью переохлаждения. При охлаждении с критической скоростью кристаллизация протекает в условиях дефицита тепла и температура на фронте растущего кристалла резко снижается. Это приводит к тому, что на определенном этапе рост кристаллов приостанавливается, а оставшийся непревращенным расплав затвердевает с образованием аморфного состояния. Аморфная составляющая, испытывая горячую пластическую деформацию, в дальнейшем испытывает динамическую рекристаллизацию с образованием наноразмерной структуры; - разработана технология поверхностного модифицирования конструкционных и легированных сталей материалами с ЭПФ на основе TiNi и NiAl; установлена корреляционная связь между технологическими параметрами и параметрами выхода (прочностью сцепления, когезией, пористостью); оптимизированы параметры механоактивации, плазменного напыления и последующей ТМО; - на основании комплексных металлофизических исследований поверхностно-модифицированных слоев (электронная микроскопия, спектроскопия, рентгенофазовый, калориметрический, дюрометрический анализ) получены новые сведения о наноразмерной композиции в пределах поверхностно-модифицированного слоя, о его механических свойствах, фазовом составе, определяющем функциональные свойства, что позволяет находить пути их целенаправленного формирования для различных условий эксплуатации; - оценена эволюция структуры на всех этапах поверхностного модифицирования методом мультифрактальной параметризации и вскрыты взаимосвязи структурной организации в поверхностно-модифицированном слое с прочностными свойствами; получены зависимости с использованием критерия микротвердости и толщины поверхностного слоя сплавов с ЭПФ; установлено, что максимальной адаптивностью к внешнему воздействию (Аψ(TiNi)=0,725 Аψ(NiAl)=0,698) обладает большая часть (до 90%) поверхностномодифицированного слоя; в переходной зоне имеет место деградация струк72 туры; эффективная толщина поверхностно-модифицированного слоя из материалов с ЭПФ составляет 950 мкм; - результаты проведенного исследования по влиянию поверхностного модифицирования сталей двухкомпонентными материалами с ЭПФ на основе TiNi, NiAl подтверждают возможность и целесообразность их использования для расширения функциональных возможностей изделий машиностроительного назначения. Результаты исследования по влиянию поверхностного модифицирования трехкомпонентным материалом на основе TiNiCu, приведенные в опубликованных работах [8,17,30] дают основания утверждать, что использование для поверхностного модифицирования многокомпонентных материалов с ЭПФ позволит расширить перспективу их практического использования. Результаты исследований по влиянию поверхностного модифицирования на эксплуатационные свойства изделий (прочность, циклическая долговечность при малоцикловом и многоцикловом нагружении, в т.ч. в условиях воздействия сред, износостойкость, коррозионную стойкость), а также по разработке новых конструктивно-технологических решений с использованием материалов с ЭПФ будут освещены в следующем разделе. Авторы благодарят Министерства образования и науки РФ за финансовую поддержку при проведении исследований по проектам: 1.2.1/6702 (2009-2010), 1.2.1/9446-2011, ФЦП Научные и научно-педагогические кадры инновационной России», Соглашение № 14.В37.21.1657 (2012 г) 73 Список использованных источников 1. Каблов Е.Н. Стратегическое направление развития материалов и технологий их переработки на период до 2030года /В сб.: Авиационные материалы и технологии: Юбилейный науч.-техн.сб. М.: ВИАМ. 2012. С. 7-17. 2. Ооцука К. Симидзу К, Судзуки Ю. Сплавы с эффектом памяти формы / под ред. Х. Фунакубо. М.: Металлургия, 1990, 224 с. 3. Материалы с эффектом памяти формы / Справочник: Под ред. Лихачева В.А. – Т. 1. – СПб.: Изд-во НИИХ СПбГУ, 1997. – 424 с. / Т. 2. – СПб.: Изд-во НИИХ СПбГУ, 1998. – 374 с. / Т. 3 – СПб.: Изд-во НИИХ СПбГУ, 1998, 474 с. / Т. 4. – СПб.: Изд-во НИИХ СПбГУ, 1998. – 268 с. 4. Сплавы никелида титана с памятью формы. Часть 1 Структура, фазовые превращения и свойства. Под ред. В.Г. Пушина. Екатеринбург, 2006. – 436 с. 5. Шишкин С.В., Махутов Н.А. Расчет и проектирование силовых конструкций на сплавах с эффектом памяти формы. М.: - Ижевск. НИЦ «Регулярная и хаотическая динамика «, 2007. – 410 с. 6. Клопотов А.А. и др. Структурно-фазовое состояние в многокомпонентных сплавах TiNi(Cu,Мo) // Материаловедение, 2009. - № 2. – С. 20-25. 7. Бледнова Ж.М., Махутов Н.А., Чаевский М.И. Поверхностное модифицирование материалами с эффектом памяти формы. Краснодар: «Издательский дом-Юг», 2009.–354 с 8. Бледнова Ж.М., Махутов Н.А., Русинов П.О.Перспективы использования материалов с памятью формы для формирования многофункциональных покрытий на изделиях машиностроительного назначения // Заводская лаборатория. Диагностика материалов, 2013. - № 12 – С. 9. Бледнова Ж.М., Русинов П.О. Формирование поверхностных наноструктурированных слоев из материалов с ЭПФ на деталях машиностроительного назначения как основа ресурсосберегающих технологий // Известия Самарского научного центра РАН, 2011. – Т.13. - № 4(2). - С. 596- 600. 10. Бледнова Ж.М., Будревич Д.Г., Махутов Н.А., Чаевский М.И. Структурно-механические свойства материалов, поверхностномодифицированных сплавами с эффектом памяти формы // Заводская лаборатория. – 2003. - № 9. – С. 61-64. 11. Бледнова Ж.М., Махутов Н.А., Степаненко М.А. Особенности структуры и свойств поверхностных слоев из сплава с эффектами памяти формы, используемых в термомеханических соединениях // Заводская лаборатория. Диагностика материалов. – 2006. – Т.72, №5. – с.42-49. 12. Бледнова Ж.М., Русинов П.О. Формирование наноструктурированных поверхностных слоёв из материалов с памятью формы на основе TiNi плазменной наплавкой // Упрочняющие технологии и покрытия 2009. № 8. С. 23-32. 13. Беляев С.П., Рубаник В.В., Реснина Н.Н. и др. Влияние предварительной деформации на функциональные свойства биметаллического компо74 зита «TiNi-сталь» / вестник Тамбовмского университета. Серия: естественные и технические науки. 2010.–Т.15. –вып.3. С. 1152-1155. 14. Крашенинников С.В. Исследование особенностей формирования и свойств интерметаллидных покрытий систем Ti-Ni и TiCu на поверхности стальных деталей. Автореферат … к.т.н. Волгоград, 2006. – 19 с. 15. Бледнова Ж.М., Русинов П.О. Формирование наноструктурированных поверхностных слоев из материалов с памятью формы на основе TiNi и NiAl // Российские нанотехнологии, 2010. - № 3-4. – С. 58-64. 16. Мейснер Л.Л., Никонова И.В., Раздорский В.В., Котенко М.В. Коррозионная стойкость и биосовместимость никелида титана с обогащенными титаном наноразмерными поверхностными слоями, сформированными ионно- и электронно-лучевыми методами // Перспективные материалы, 2009. – № 2. С. 32-44. 17. Русинов П.О., Бледнова Ж.М., Балаев Э.Ю. Методические подходы и технические решения по формированию наноструктурированных слоев TiNi высокоскоростным газопламенным напылением // Известия Самарского научного центра РАН. 2013.Т.15. № 4(2). - С. 484-488. 18. Zarnetta R. Combinatorial development and discovery of tetnary and quarternary scape memory alloys. Dissertation zur Erlangung des Grades DoctorIngenieur. Bochum, 2010/ pp.132. 19. Blednova J.М. Rusinov P.O, Kononenko T.V. Magnetron formation of surface layers of materials with shape memory effect / 10th International Conference on Modification of Materials with Particle Beams and Plasma Flows / Tomsk, Russia, 19-24 September 2010. Р. 490-494. 20. Бледнова Ж.М., Чаевский М.И., Русинов П.О., Юркова А.П. Особенности технологии формирования поверхностных наноструктурированных слоев из материалов с эффектом памяти формы методом термического переноса масс в среде легкоплавких металлов / Труды межд. научной конференции «Нанотехнологии функциональных материалов НФМ-12», 20012. 27-29 июня 2012 г. С. 187-193. 21. Бледнова Ж.М., Чаевский М.И., Будревич Д.Г. Технология получения комбинированных стержней с памятью формы // Моделирование, оптимизация и интенсификация производственных процессов и систем: Материалы Межд. научно-технической конференции. - Вологда: ВоГТУ, 2001. – С. 81-83. 22. Поверхностные и внутренние границы раздела в гетерогенных материалах /отв. ред Панин В.Е. Новосибирск: Изд-во СО РАН. 2006. – 520 с. 23. Blednova Zh. Rusinov P. Formation of Nanostructured Blankets from Materials with Effect of Memory of the Form (SMA) in the Conditions of a Plasma Dusting and their Optimisation for Maintenance of its Functionalmechanical Properties. Advances in nanotechnology. Volume 10. Editors: Z Bartul and J. Trenor. Nova Science Publishers, 2012.рp. 61-109. 24. Prokoshkin, S., Brailovski, V., KhmelevskaYA, I. et al., "Structure and properties of severely cold-rolled and annealed Ti-Ni shape memory alloys", Mater. Science & Eng. A, Vol. 481, 2008 pp. 114-118. 75 25. Прокошкин С.В., Хмелевская И.Ю., Добаткин С.В. и др. Трубцына И.Б., Татьянин Е.В., Столяров В.В. Эволюция структуры при интенсивной пластической деформации сплавов с памятью формы на основе TiNi // ФММ. 2004. Т.97. №6. С. 84-90. 26. Лякишев Н.П., Алымов М.И. Наноматериалы конструкционного назначения // Российские нанотехнологии, 2006. № 1-2. – С. 71- 81. 27. Валиев Р.З. Создание наноструктурных металлов и сплавов с уникальными свойствами, используя интенсивные пластические деформации // Российские нанотехнологии, 2006, № 1- 2.- С. 280-216. 28. Наноинженерия поверхности Формирование неравновесных состояний в поверхностных слоях материалов методами электронно-ионноплазменных технологий / под ре. Н.З. Ляхова. Новосибирск: Изд. СО РАН. – 2008. - 276 с. 29. Гречишкин Р.М., Ильяшенко С.В., Истомин В.В. и др. Двусторонняя память формы в наноразмерном образце Ti49,5Ni25,5Cu25,0 с частично упорядоченной структурой // Известия РАН. Серия физическая. 2009. Т. 73. № 8. – С. 1138-1140. 30. Rusinov P.O., Blednova Z.M. Formation of nanostructured surface layers from Materials with shape Memory effect TiNiCu in conditions. Materials Science Forum Vols. Trans Tech Publications, Switzerland. 2013. pp 512-517. 31. Пат. № 2402628 Установка для получения наноструктурированных покрытий деталей с цилиндрической поверхностью с эффектом памяти формы / Авторы: Ж.М. Бледнова, П.О. Русинов. Заяв. 23.03.2009. Опуб. 27.10.2010. 32. Фундаментальные основы механической активации, механосинтеза и механохимических технологий. Под ред. Е.Г. Авакумова. Новосибирск: СО РАН, 2009. - 343 с. 33. Арбузов Ю.А. Скроботова Е. Ю., Овсянникова Н.Ю. О накоплении дополнительной энергии в механоактивируемых порошках системы Ni-Al // Металлургия машиностроения.- 2010. - № 6. – С. 43-46. 34. Ганина Н.И. Диаграммы состояния металлических систем / Н.И. Ганина, А.М. Захаров [и др.]. – М.: ВИНИТИ, 1989. - Вып. ХХХIII. - 670 с. 35. Калита В.И., Комлев Д.И. Плазменные покрытия с нанокристаллической и аморфной структурой. М.: Издательский Дом Библиотека, 2008. – 400 с. 36. Пузряков А.Ф. Теоретические основы технологии плазменного напыления. – М.: МГТУ им. Н.Э. Баумана, 2008. - 360 с. 37. Джонсон Н. Статистика и планирование эксперимента в технике и науке / Н. Джонсон, Ф. Лион. – М.: Мир, - 1981. – т.1, 2. 38. Сплавы с термомеханической памятью формы и их применение в медицине. / Журавлев В.Н., Пушин В.Г. – Екатеринбург, УрО РАН, 2000, 150 с. 39. Tobushi H., Kimura K., Sawada T., Hattori T., Lin P. Recovery stress associated with R phase transformation in TiNi shape memory alloy // JSME International Journal. – 1994. – Series A. – V.37. – No.2 – p. 138-142. 76 40. Хачин В.Н. Никелид титана. Структура и свойства / В.Н. Хачин, В.Г. Пушин, В.В. Кондратьев. – М.: Наука. – 1992. – 160 с. 41. Зельдович В.И., Хомская И.В., Фролова Н.Ю. и др. О зарождении R мартенсита в никелиде титана. // ФММ. – 2001. – Т.92. - №5.- С. 71-76. 42. Khalil-Allafi J., Dlouhy A., Eggeler G. Ni4Ti3 – precipitation during aging of NiTi shape memory alloys and its influence on Martensite phase transformation // Acta Materialia. 2002. V.50. p. 4255-4274. 43. Blednjva Zh.M., Budrevich D.G. Chaevsky M.I. The functional and mechanical possibilities of surface alloying by shape memory materials for producing demountable couplings // Proc. Int. Conf. on Martensitic Transformations (ICOMAT-02). // J. Phys. IV. – 2004. – V. 112. - Part . 2. - Р. 1151-1155. 44. Sieber H., Park J.S., Weissmuller J., Perepezko J.H., Structural evolution and phase formation in cold-rolled aluminium-nickel multilayers. Acta mater. – 2001. – V. 49.- p. 1139-1151. 45. Kim H.Y., Miyazaki S. Martensite transformation behavior in Ni-Al and Ni-Al-Re melt-spun ribbons. Scripta Mater. – 2004. – V.50. - p. 237-241. 46. Potapov P.L., Ochin P., Pon S.J., Schryvers D. Nanoscale inhomogencities in melt-spun Ni-Al. Acta Mater. – 2000. – V.48. p. 3833-3845. 47. Kositsyn S. V., Valiullin A. I., Kataeva N. V., Kositsyna I. I. Investigation of Microcrystalline NiAl-Based Alloys with High-Temperature Thermoelastic Martensitic Transformation: II. Construction of Isothermal Diagrams of Decomposition of a Supersaturated b Solid Solution of Ni65Al35 and Ni56Al34Co10 Alloys. Physics of Metals and Metallography, 2006, Vol. 102, № 4, pp. 406-420. 48. Иванова В.С. Баланкин А.С., Бунин И.Ж., Оксогоев А.А. Синергетика и фракталы в материаловедении – М.: Наука. - 1994. - 383с. 49. Mandelbrot B.B. The fractal geometry of nature. – N.Y.: Freeman, 1983. – 350 p. 50. Бледнова Ж.М., Чаевский М.И., Будревич Д.Г. Синергетический подход к поверхностному легированию материалами с памятью формы // 2ой Международный междисциплинарный симпозиум "Фракталы и прикладная синергетика". М.: Изд-во МГОУ, 2001, 2 с. 51. Встовский Г.В., Колмаков А.Г., Бунин И.Ж. Введение в мультифрактальную параметризацию струкьур материалов. Ижевск: Научноиздательский центр «Регулярная и хаотическая динмика», 2001. – 116 с. 52. Halsey T.C., Jensen M.H., Kadanoff L.P. Fractal measures and their singularities: The characterization of strange sets // Phys. Rev. A. – 1986. – v. 33, № 2. – pp. 1141-1151. 53. Kolmakov A.G., Vstovsky G.V. Multifractal Analysis of Metallic of Metallic Surface Strucrure Changes during Mechanical Treatment // Materials Sciense and Technology, 1999/.- Vol. 15.- № 6. – Р. 705-710. 54. Balankin A.S. Physics of fracture and mechanics of self-affine cracks // Engineering Fracture Mechanics. – 1997. – Vol. 57, No. 2/3, pp. 135-203. 55. Встовский Г.В. Фрактальная параметризация структур в металлах и сплавах // Диссертация на соискане ученой степени д.ф.-м.н., 2001 М.: Научноисследовательский физико-химический институт. 264 с. 77 56. Колмаков А.Г. Анализ связи структурных изменений и механических свойств металлических материалов при модификации поверхности с использованием мультифрактальны представлений. М.: 2004. – 376 с. 57. Бледнова Ж.М., Русинов П.О. Структурные и технологические закономерности формирования поверхностных наноструктурированных слоев из материалов с эффектом памяти формы плазменным напылением механоактивированных порошков // Развитие нанотехнологического проекта в России: состояние и перспективы. Сб. мат. конф. НОР. НИЯУ «МИФИ» М.: Издво МИФИ, 2009. – 5 с. 58. Соснин Н.А., Ермаков С.А., Тополянский П.А. Плазменные технологии. СПб: Изд-во политехн. ун-та, 2008. с. 406. 59. Бледнова Ж.М., Будревич Д.Г., Махутов Н.А. Получение покрытий из сплава нитинол с эффектом памяти формы на поверхности сталей 45 и 40Х аргонодуговой наплавкой. МиТОМ. - 2003. - № 10.- С.26-29. 60. 37. T.Ohba, T.Fukuda, T.Tabata, T.Kakeshita. Neutron scattering study on equi-atomic TiNi alloy // J. Phys. IV. Part II. Proc. Int. Conf. on Mart.Transf. (ICOMAT-02). Espoo, Finland, 2002. рр.639-642. 78